
Research on Wear Resistance of AISI 9310 Steel with Micro-Laser Shock Peening


Abstract
:1. Introduction
2. Materials and Experiments
2.1. Experimental Material and Processing Parameters
2.2. Micro-Laser Shock Peening Process
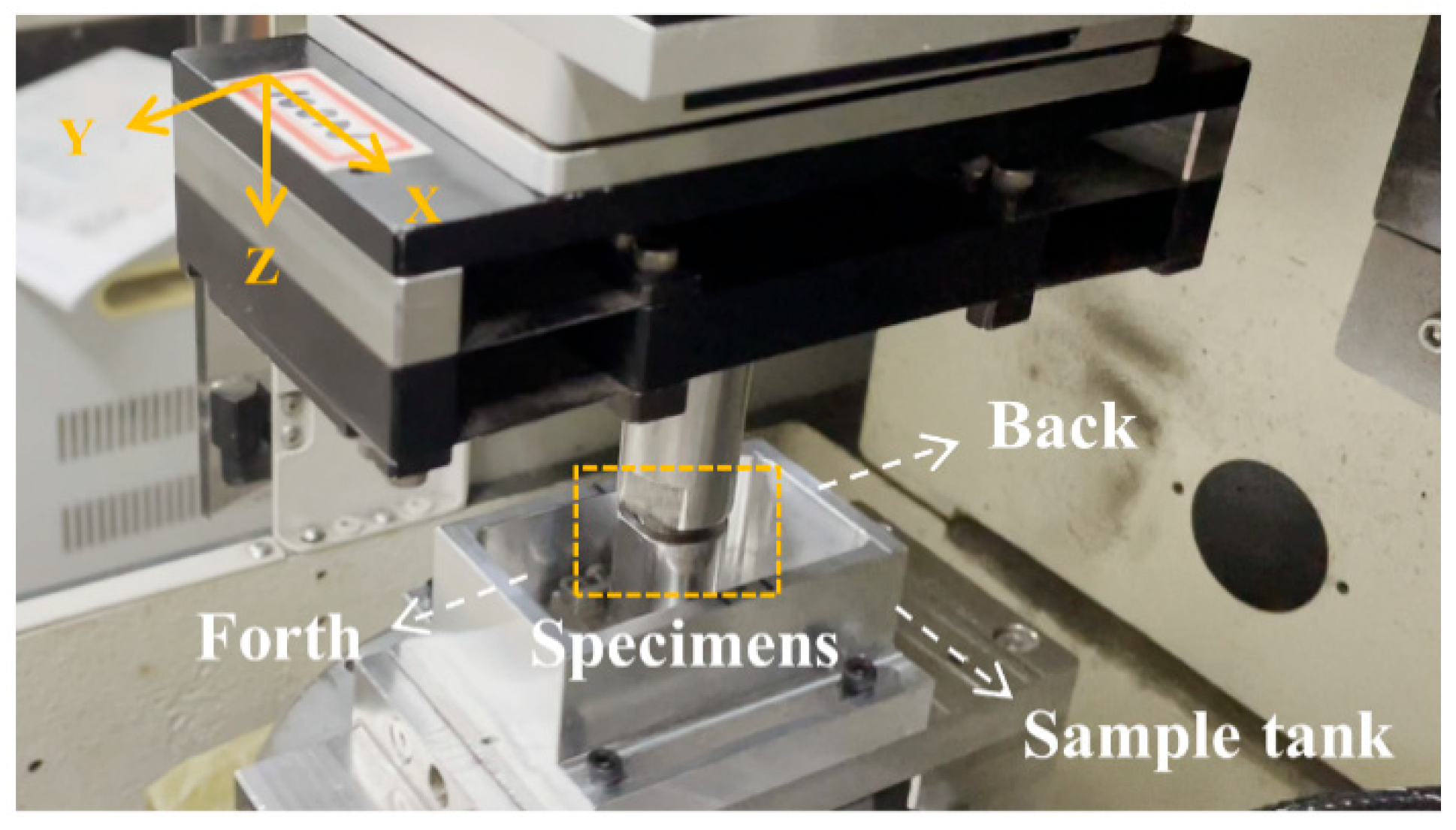
2.3. Frictional Wear Test
2.4. Measurement of Microhardness and Surface Roughness
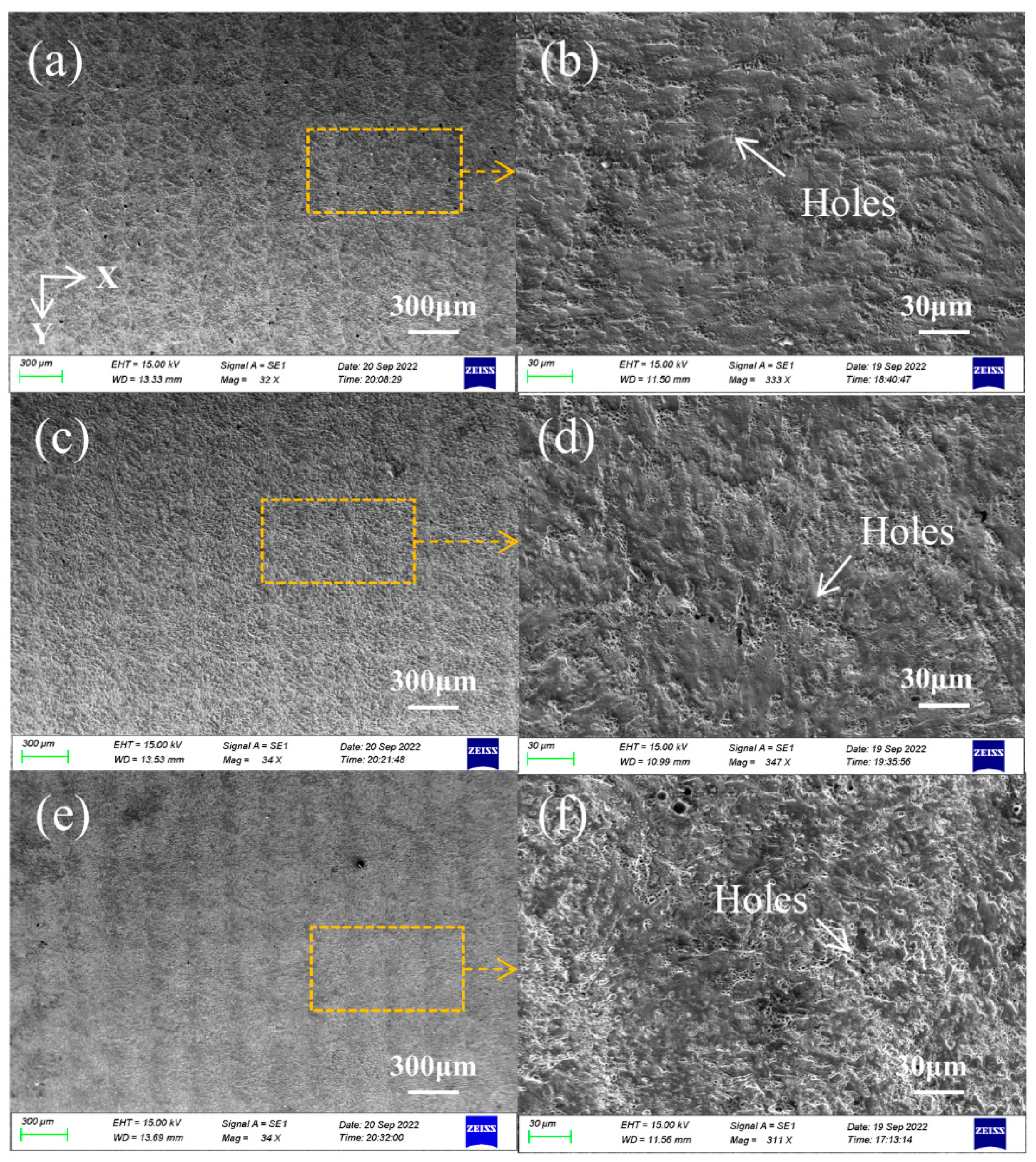
2.5. Microstructure Observation
3. Results
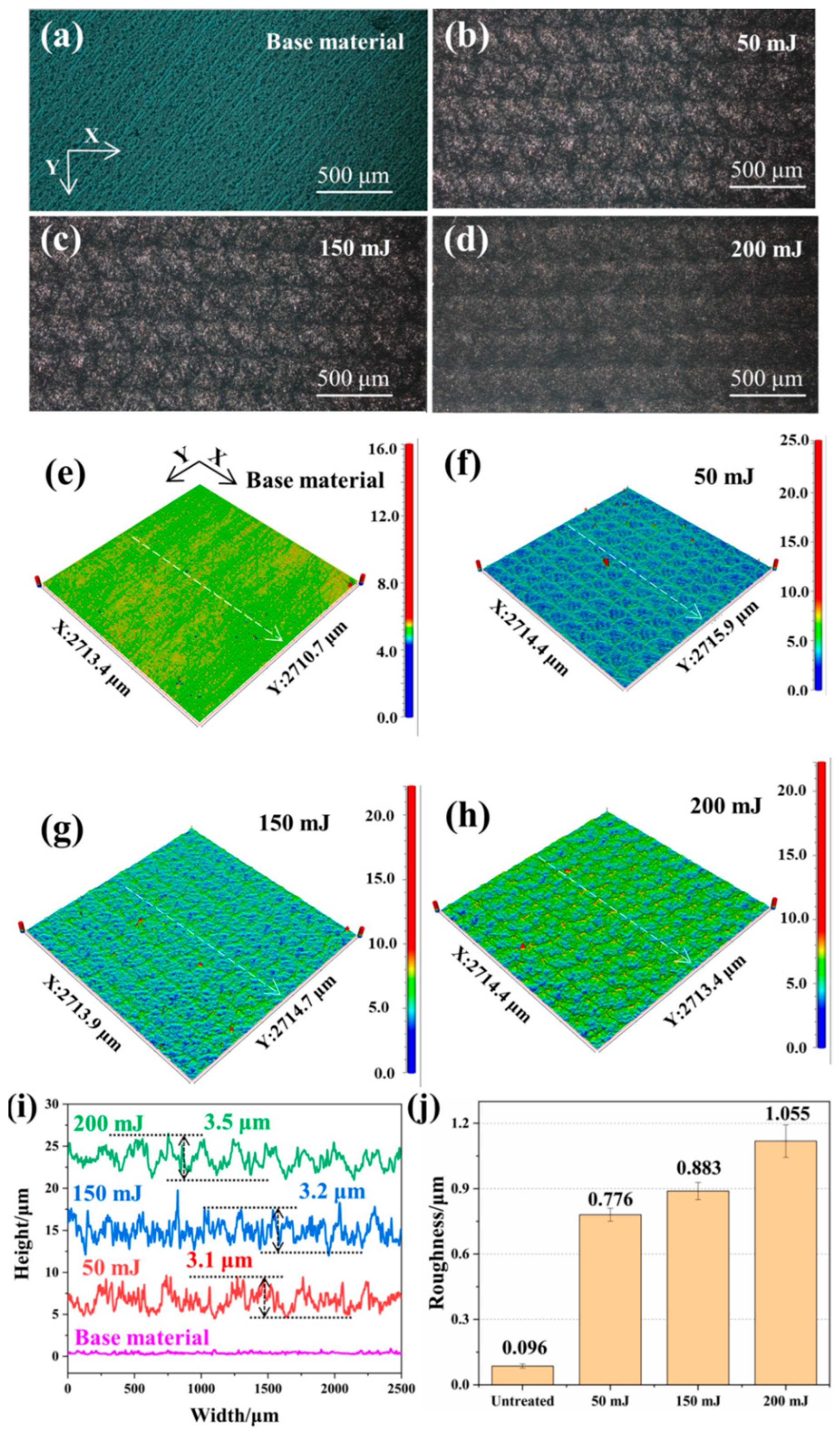
3.1. Surface Morphology and Roughness
3.2. Surface Profile
3.3. Microhardness Analysis
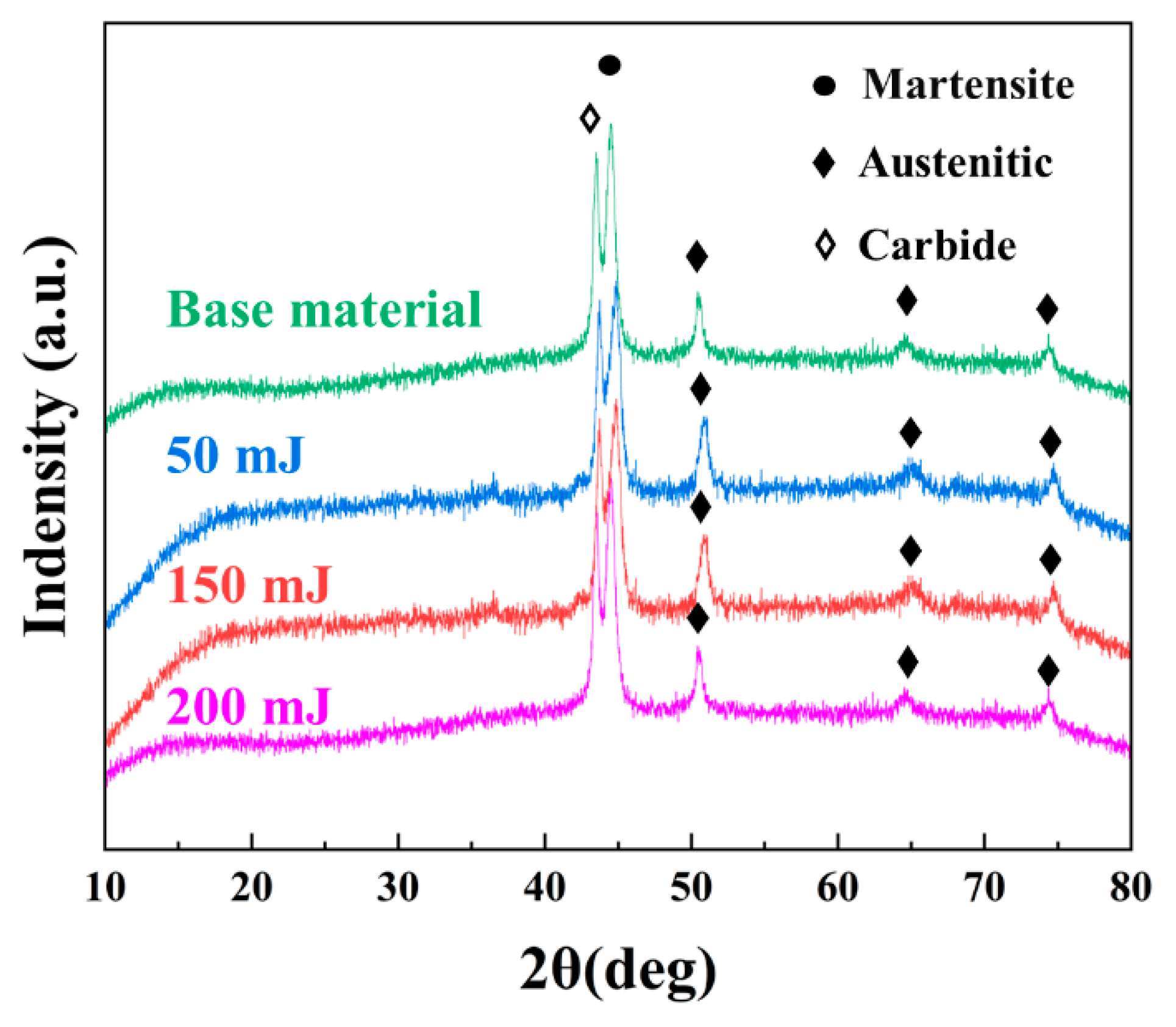
3.4. XRD Analysis
3.5. Worn Tracks Analysis
4. Discussion of Wear Resistance Enhancement
5. Conclusions
- (1)
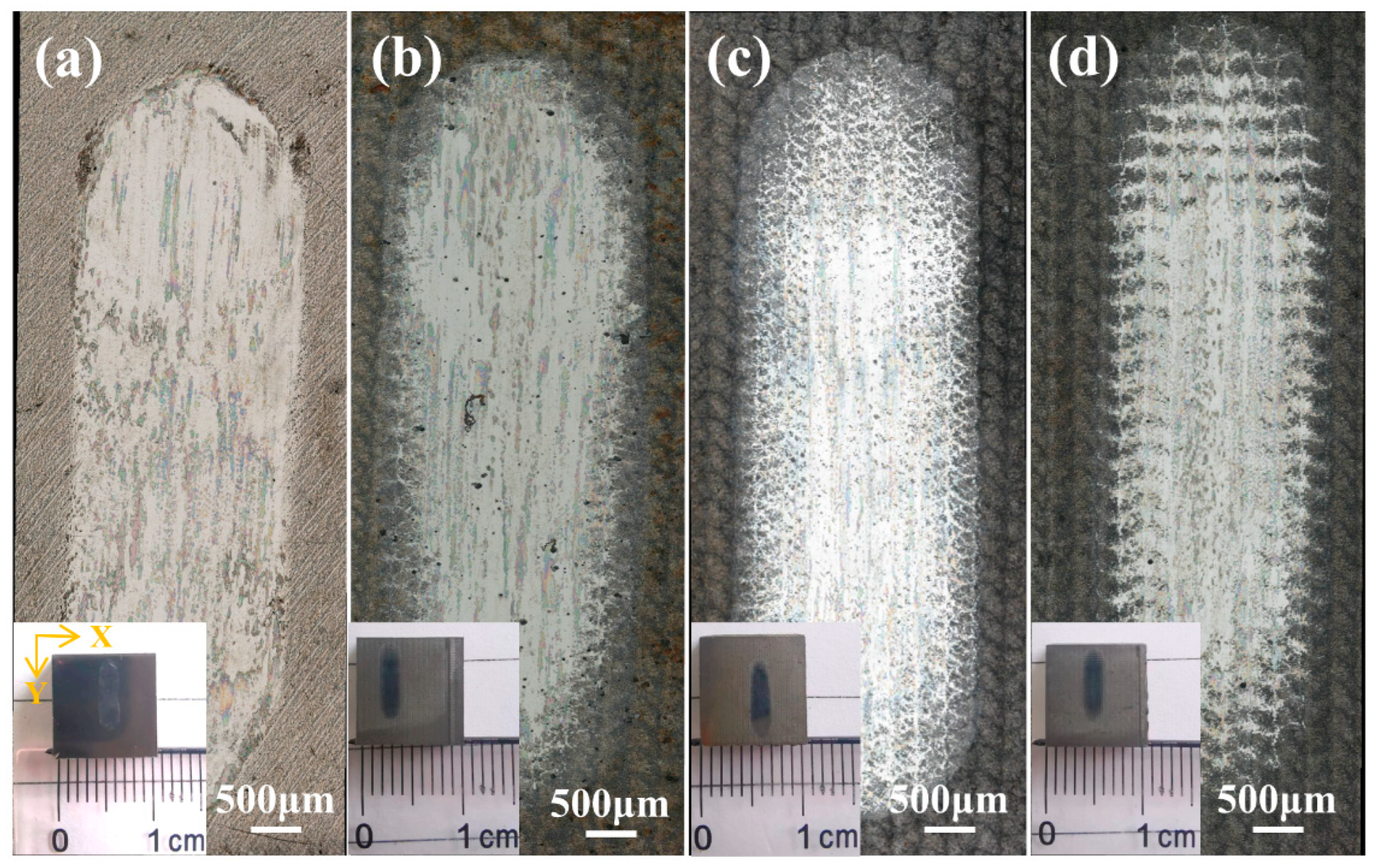
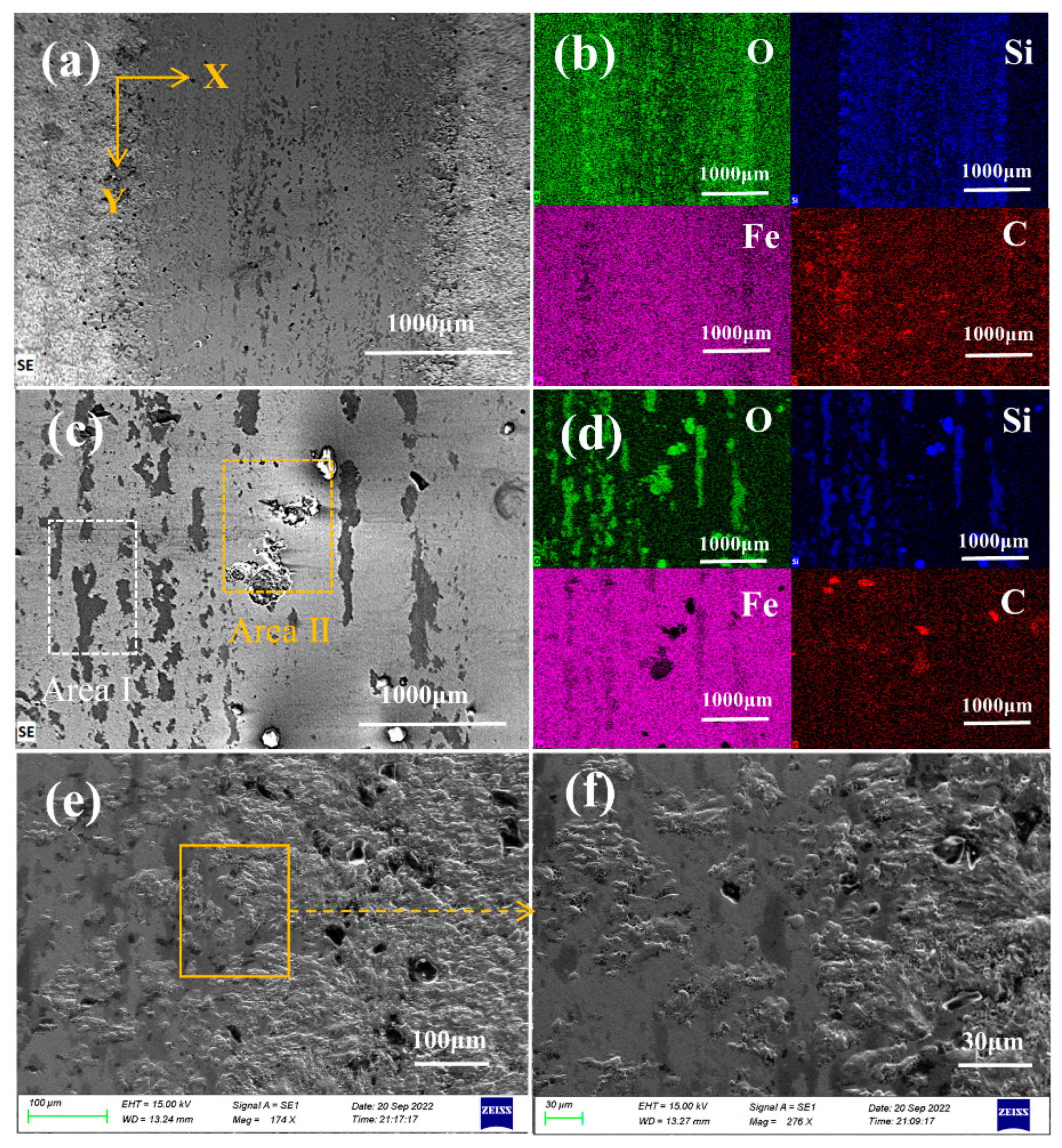
- Micro-LSP treatment significantly increased the surface roughness of the specimen due to laser ablation. Periodically arranged dimpled structures were formed on the surface, and the depth of the structure was strongly influenced by the different pulse energies. Large energies produced thermal effects that caused the surface to lose its metallic luster, and produced a thick remelted oxide layer.
- (2)
- After the Micro-LSP treatment, the surface microhardness increased, from a maximum of 827 HV0.5 to 1228 HV0.5, an increase of approximately 50%. The hardness was distributed in a gradient along the depth direction. The maximum impact range was approximately 600 μm.
- (3)
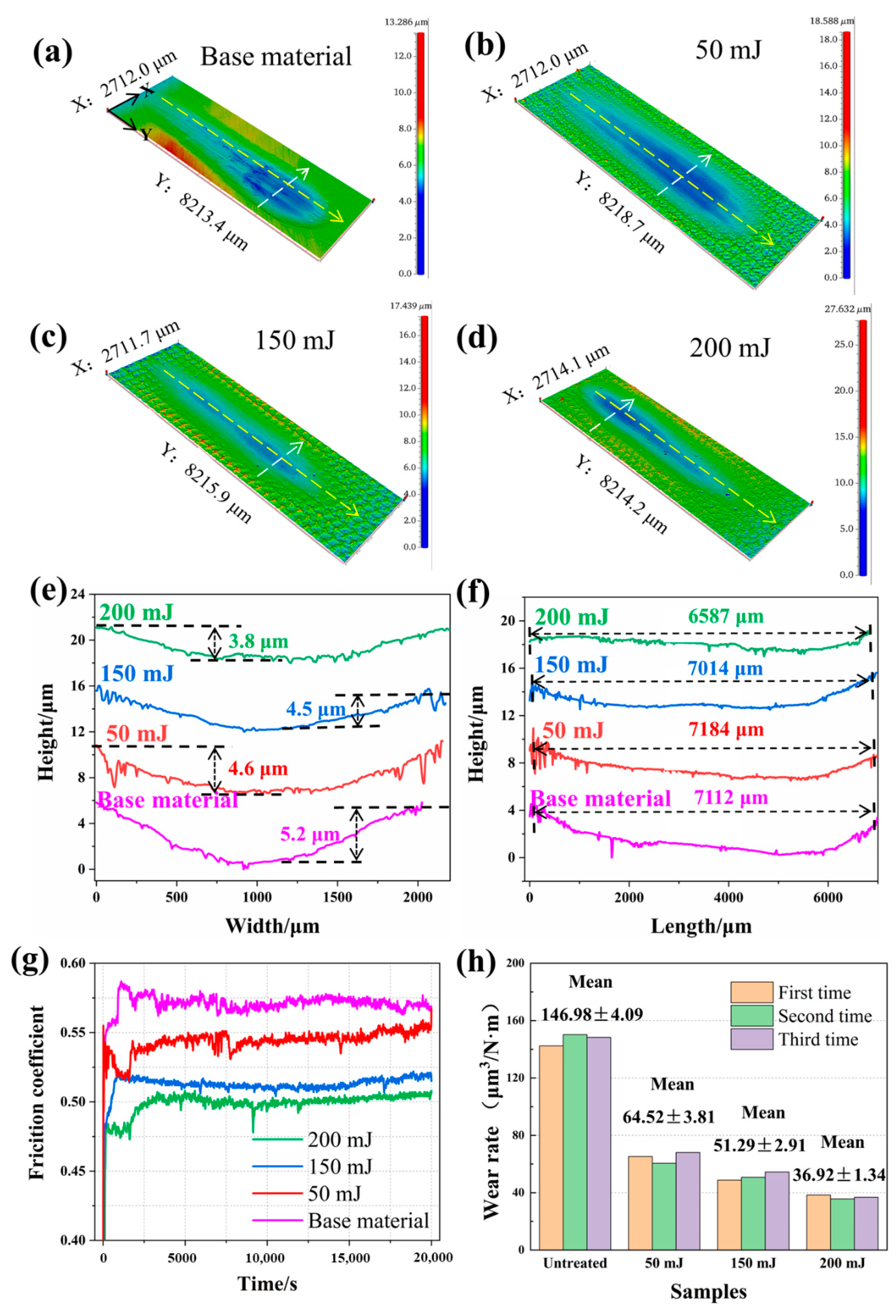
- After strengthening, the COF was reduced from 0.56 to approximately 0.5 at maximum, a reduction of 12%. The abrasion depth was reduced from a maximum of 5.2 μm to 3.8 μm, a reduction of approximately 25%.
- (4)
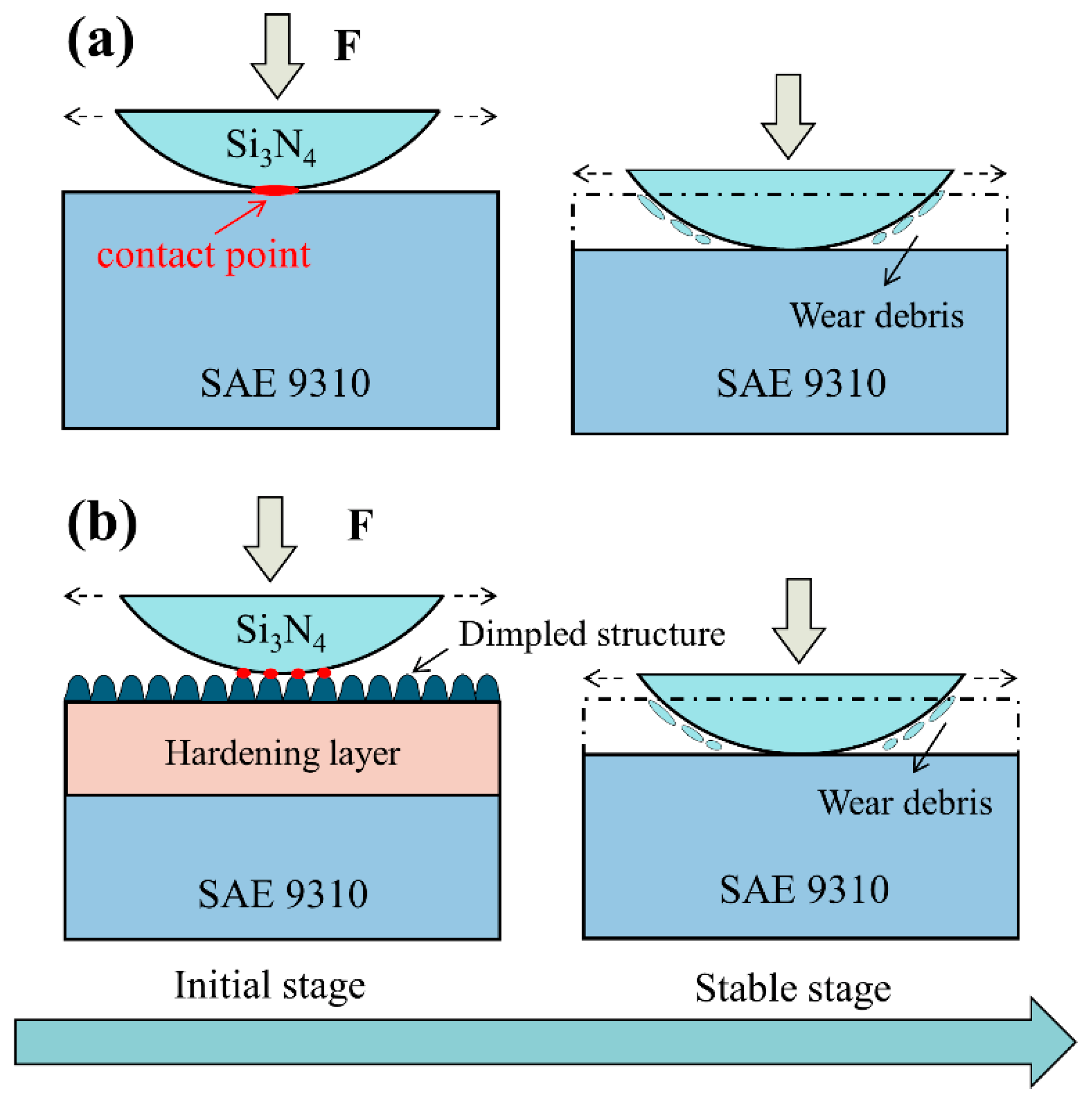
- The Micro-LSP treatment increased the wear resistance of the material by approximately 50% to 70%. This was probably due to the combined effect of the introduction of a dimpled structure onto the surface, and the hardening layer. The dimpled structure reduced the COF by reducing the contact area and storing abrasive chips. The gradient hardening layer continuously resisted wear and tear to keep the COF stable.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Peng, C.; Xiao, Y.; Wang, Y.; Guo, W. Effect of laser shock peening on bending fatigue performance of AISI 9310 steel spur gear. Opt. Laser Technol. 2017, 94, 15–24. [Google Scholar] [CrossRef]
- Bhullar, V.; Devi, D.; Singh, F.; Chopra, S.; Debnath, A.K.; Aswal, D.K.; Mahajan, A. Ion implanted substitutionally dispersed Au in TiO2 nanostructures for efficient and stable dye sensitized solar cells. Opt. Mater. 2022, 132, 112800. [Google Scholar] [CrossRef]
- Wei, X.; Ma, J.; Ma, S.; Liu, P.; Qing, H.; Zhao, Q. Enhanced anti-corrosion and biocompatibility of a functionalized layer formed on ZK60 Mg alloy via hydroxyl (OH-) ion implantation. Colloids Surf. B Biointerfaces 2022, 216, 112533. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Man, Q.; Li, J.; Liu, L.; Zhang, W.; Wang, Z.; Pan, H. Microstructural evolution and vibration fatigue properties of 7075-T651 aluminum alloy treated by nitrogen ion implantation. Vacuum 2022, 199, 110931. [Google Scholar] [CrossRef]
- Levintant-Zayonts, N.; Starzyński, G.; Kucharski, S. Effect of N ion implantation on tribological properties of spring steels. Appl. Surf. Sci. 2022, 591, 153117. [Google Scholar] [CrossRef]
- Alroy, R.J.; Pandey, R.; Kamaraj, M.; Sivakumar, G. Role of process parameters on microstructure, mechanical properties and erosion performance of HVAF sprayed Cr3C2-NiCr coatings. Surf. Coat. Technol. 2022, 449, 128941. [Google Scholar] [CrossRef]
- Tang, D.; Li, H.; Gu, H.; Lv, S.; Ma, J.; Zhang, Y.; Song, L. Porous silica coating with excellent atomic oxygen protection performance and flexibility. Surf. Coat. Technol. 2022, 447, 128840. [Google Scholar] [CrossRef]
- Shi, J.; Liu, S.-H.; Wei, L.-L.; Li, S.; Liu, D.-R.; Peng, H.; Guo, H.-B. Effects of different nano-agglomerated powders on the microstructures of PS-PVD YSZ coatings. Ceram. Int. 2023, 49, 2157–2166. [Google Scholar] [CrossRef]
- Zhao, Y.; He, Y.; Zhang, J.; Meng, C.; Zhang, X.; Zhang, S. Effect of high temperature-assisted ultrasonic surface rolling on the friction and wear properties of a plasma sprayed Ni/WC coating on #45 steel substrate. Surf. Coat. Technol. 2023, 452, 129049. [Google Scholar] [CrossRef]
- Wang, L.; Li, L.; Kuang, X. Effect of substrate bias on microstructure and mechanical properties of WC-DLC coatings deposited by HiPIMS. Surf. Coat. Technol. 2018, 352, 33–41. [Google Scholar] [CrossRef]
- Praveenkumar, K.; Swaroop, S.; Manivasagam, G. Effect of multiple laser peening on microstructural, fatigue and fret-ting-wear behaviour of austenitic stainless steel. Surf. Coat. Technol. 2022, 443, 128611. [Google Scholar] [CrossRef]
- Zhou, L.; Long, C.; He, W.; Tian, L.; Jia, W. Improvement of high-temperature fatigue performance in the nickel-based alloy by LSP-induced surface nanocrystallization. J. Alloys Compd. 2018, 744, 156–164. [Google Scholar] [CrossRef]
- Gu, H.; Yan, P.; Jiao, L.; Chen, S.; Song, Y.; Zou, S.; Wang, X. Effect of laser shock peening on boring hole surface integrity and conformal contact fretting fatigue life of Ti-6Al-4 V alloy. Int. J. Fatigue 2023, 166, 107241. [Google Scholar] [CrossRef]
- Pan, X.; He, W.; Cai, Z.; Wang, X.; Liu, P.; Luo, S.; Zhou, L. Investigations on femtosecond la-ser-induced surface modification and periodic micropatterning with anti-friction properties on Ti6Al4V titanium alloy. Chin. J. Aeronaut. 2022, 35, 521–537. [Google Scholar] [CrossRef]
- Tong, Z.; Pan, X.; Zhou, W.; Yang, Y.; Ye, Y.; Qian, D.; Ren, X. Achieving excellent wear and corrosion properties in laser additive manufactured CrMnFeCoNi high-entropy alloy by laser shock peening. Surf. Coat. Technol. 2021, 422, 127504. [Google Scholar] [CrossRef]
- Tan, D.-Q.; Mo, J.-L.; He, W.-F.; Luo, J.; Zhang, Q.; Zhu, M.-H.; Zhou, Z.-R. Suitability of laser shock peening to impact-sliding wear in different system stiffnesses. Surf. Coat. Technol. 2019, 358, 22–35. [Google Scholar] [CrossRef]
- Yu, Y.; Zhou, L.; Cai, Z.; Luo, S.; Pan, X.; Zhou, J.; He, W. Research on the mechanism of DD6 single crystal superalloy wear resistance improvement by femtosecond laser modification. Appl. Surf. Sci. 2022, 577, 151691. [Google Scholar] [CrossRef]
- Deng, W.; Lu, H.; Xing, Y.; Luo, K.; Lu, J. Effect of laser shock peening on tensile properties and microstructure of selective laser melted 316L stainless steel with different build directions. Mater. Sci. Eng. A 2022, 850, 143567. [Google Scholar] [CrossRef]
- Ji, F.; Wang, Z.; Wu, L.; Luo, K.; Lu, J. Strain rate dependence of tensile properties and strengthening mechanism of Ti6Al4V alloy undergoing different coverage layers of laser shock peening. Surf. Coat. Technol. 2022, 447, 128807. [Google Scholar] [CrossRef]
- Guan, L.; Ye, Z.; Zhong, J.; Li, Y.; Zhang, Y. Enhancement of corrosion resistance of 304L stainless steel treated by massive laser shock peening. Opt. Laser Technol. 2022, 154, 108319. [Google Scholar] [CrossRef]
- Jana, S.; Olszta, M.; Edwards, D.; Engelhard, M.; Samanta, A.; Ding, H.; Murkute, P.; Isgor, O.B.; Rohatgi, A. Microstructural basis for improved corrosion resistance of laser surface processed AZ31 Mg alloy. Corros. Sci. 2021, 191, 109707. [Google Scholar] [CrossRef]
- Wei, X.; Ling, X.; Zhang, M. Influence of surface modifications by laser shock processing on the acid chloride stress corrosion cracking susceptibility of AISI 304 stainless steel. Eng. Fail. Anal. 2018, 91, 165–171. [Google Scholar] [CrossRef]
- Shi, H.; Shi, L.; Ding, H.; Wang, W.; Jiang, W.; Guo, J.; Liu, Q. Influence of laser strengthening techniques on anti-wear and anti-fatigue properties of rail welding joint. Eng. Fail. Anal. 2019, 101, 72–85. [Google Scholar] [CrossRef]
- Tong, Z.P.; Ren, X.D.; Zhou, W.F.; Adu-Gyamfi, S.; Chen, L.; Ye, Y.X.; Ren, Y.P.; Dai, F.Z.; Yang, J.D.; Li, L. Effect of laser shock peening on wear behaviors of TC11 alloy at elevated temperature. Opt. Laser Technol. 2019, 109, 139–148. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, S.; Liu, W.; Sun, Z.; Zhu, G.; Xiao, T. Effect of laser shock peening on tribological properties of magnesium alloy ZK60. Tribol. Int. 2019, 144, 106138. [Google Scholar] [CrossRef]
- Kalainathan, S.; Prabhakaran, S. Recent development and future perspectives of low energy laser shock peening. Opt. Laser Technol. 2016, 81, 137–144. [Google Scholar] [CrossRef]
- Sano, Y. Quarter Century Development of Laser Peening without Coating. Metals 2020, 10, 152. [Google Scholar] [CrossRef] [Green Version]
- Chukwuike, V.; Echem, O.; Prabhakaran, S.; AnandKumar, S.; Barik, R. Laser shock peening (LSP): Electrochemical and hydrodynamic investigation of corrosion protection pre-treatment for a copper surface in 3.5% NaCl medium. Corros. Sci. 2021, 179, 109156. [Google Scholar] [CrossRef]
- Jiang, Q.; Li, S.; Zhou, C.; Zhang, B.; Zhang, Y. Effects of laser shock peening on the ultra-high cycle fatigue performance of additively manufactured Ti6Al4V alloy. Opt. Laser Technol. 2021, 144, 107391. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, Z.; Xu, K.; Dai, X.; Zhu, H.; Ni, T.; Liu, Y. Amorphous Ni-P coating modified by laser remelting: The effect of remelted crystallization layer on microhardness and wear resistance. Tribol. Int. 2022, 176, 107884. [Google Scholar] [CrossRef]
- Liu, M.; Jiang, H.; Chang, G.; Xu, Y.; Ma, F.; Xu, K. Effect of laser remelting on corrosion and wear resistance of Fe82Cr16SiB alloy coatings fabricated by extreme high-speed laser cladding. Mater. Lett. 2022, 325, 132823. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, Y.; Shan, D.; Xing, Z.; Wang, H.; He, G. Research on the mechanical and tribological properties of coating reinforced by a pulsed magnetic field during the remelting process. Vacuum 2022, 206, 111511. [Google Scholar] [CrossRef]
- Gujba, A.K.; Medraj, M. Laser Peening Process and Its Impact on Materials Properties in Comparison with Shot Peening and Ultrasonic Impact Peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Praveen, T.; Nayaka, H.S.; Swaroop, S. Influence of equal channel angular pressing and laser shock peening on fatigue behaviour of AM80 alloy. Surf. Coat. Technol. 2019, 369, 221–227. [Google Scholar] [CrossRef]
- Park, C.; Jung, D.; Chun, E.-J.; Ahn, S.; Jang, H.; Kim, Y.-J. Effect of laser shock peening without coating on fretting corrosion of copper contacts. Appl. Surf. Sci. 2020, 514, 145917. [Google Scholar] [CrossRef]
- Reichelt, M.; Cappella, B. Large scale multi-parameter analysis of wear of self-mated 100Cr6 steel—A study of the validity of Archard’s law. Tribol. Int. 2021, 159, 106945. [Google Scholar] [CrossRef]
- Lin, Y.; Cai, Z.-B.; Li, Z.-Y.; Yin, M.-G.; Wang, W.-J.; He, W.-F.; Zhou, Z.-R. Study on the abrasive wear behavior of laser shock peening Ti-6Al-4V titanium alloy under controlled cycling impact. Wear 2019, 426–427, 112–121. [Google Scholar] [CrossRef]
- Harlin, P.; Carlsson, P.; Bexell, U.; Olsson, M. Influence of surface roughness of PVD coatings on tribological performance in sliding contacts. Surf. Coat. Technol. 2006, 201, 4253–4259. [Google Scholar] [CrossRef]
- Chowdhury, M.S.I.; Bose, B.; Yamamoto, K.; Shuster, L.S.; Paiva, J.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Wear performance investigation of PVD coated and uncoated carbide tools during high-speed machining of TiAl6V4 aerospace alloy. Wear 2020, 446, 203168. [Google Scholar] [CrossRef]
- Kumar, D.; Akhtar, S.N.; Patel, A.K.; Ramkumar, J.; Balani, K. Tribological performance of laser peened Ti–6Al–4V. Wear 2015, 322, 203–217. [Google Scholar] [CrossRef]
- Wang, S.; Liao, Z.; Liu, Y.; Liu, W. Influence of thermal oxidation duration on the microstructure and fretting wear behavior of Ti6Al4V alloy. Mater. Chem. Phys. 2015, 159, 139–151. [Google Scholar] [CrossRef]
- Rethfeld, B.; Sokolowski-Tinten, K.; Von Der Linde, D.; Anisimov, S. Timescales in the response of materials to femtosecond laser excitation. Appl. Phys. A 2004, 79, 767–769. [Google Scholar] [CrossRef]
- Song, J.; Luo, S.; Liang, X.; Cao, Z.; Zhao, W.; Pu, C.; He, W. Rolling contact fatigue and damage characteristic of AISI 9310 steel with pre-laser shock peening treatment. Int. J. Fatigue 2021, 155, 106588. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ni | Cr | Mn | Si | Mo | Cu | C | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Contents | 3.24 | 1.23 | 0.63 | 0.26 | 0.12 | 0.12 | 0.11 | 0.005 | Bal. |
| Wavelength | Pulse Width | Spot Diameter | Overlapping Rate | Repetition |
|---|---|---|---|---|
| 532 nm | 8 ns | 0.5 mm | 50% | 500 Hz |
| Element | O | Fe | C | Ni | Cr | Mn |
|---|---|---|---|---|---|---|
| Untreated | 1.33 | 88.04 | 5.88 | 2.97 | 1.27 | 0.34 |
| 50 mJ | 15.96 | 72.68 | 5.49 | 2.75 | 1.48 | 0.58 |
| 150 mJ | 19.77 | 69.59 | 5.76 | 2.88 | 1.33 | 0.49 |
| 200 mJ | 24.99 | 63.55 | 5.21 | 2.96 | 1.57 | 0.53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zhou, L.; Zhao, T.; Pan, X.; Liu, P. Research on Wear Resistance of AISI 9310 Steel with Micro-Laser Shock Peening. Metals 2022, 12, 2157. https://doi.org/10.3390/met12122157
Li X, Zhou L, Zhao T, Pan X, Liu P. Research on Wear Resistance of AISI 9310 Steel with Micro-Laser Shock Peening. Metals. 2022; 12(12):2157. https://doi.org/10.3390/met12122157
Chicago/Turabian StyleLi, Xianhao, Liucheng Zhou, Tianxiao Zhao, Xinlei Pan, and Ping Liu. 2022. "Research on Wear Resistance of AISI 9310 Steel with Micro-Laser Shock Peening" Metals 12, no. 12: 2157. https://doi.org/10.3390/met12122157