
Hot Compression Deformation Behavior and Microstructure of As-Cast and Homogenized AA2195 Al-Li Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
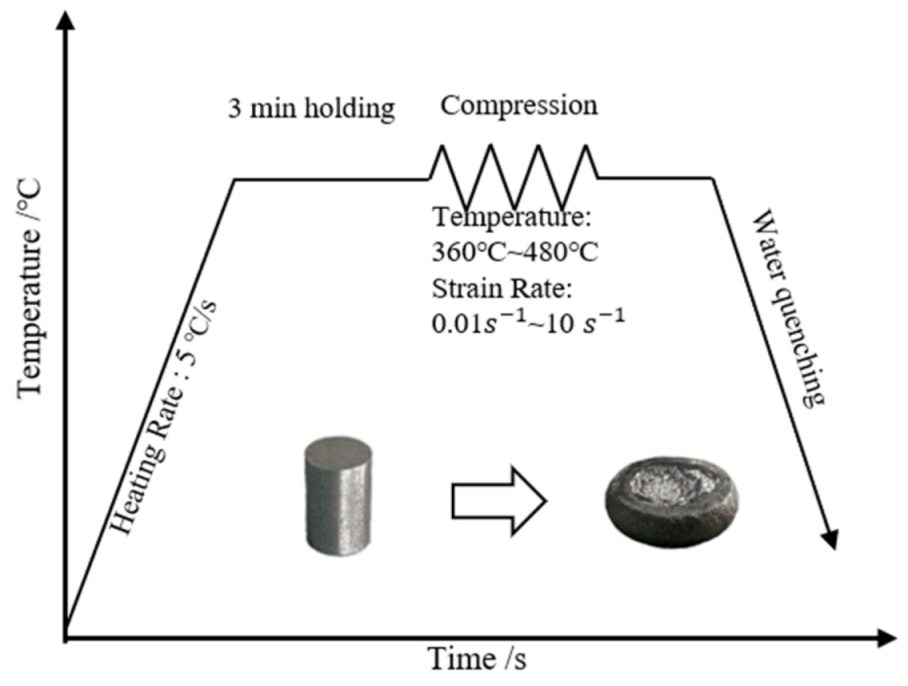
2.2. Experimental Methods
3. Results
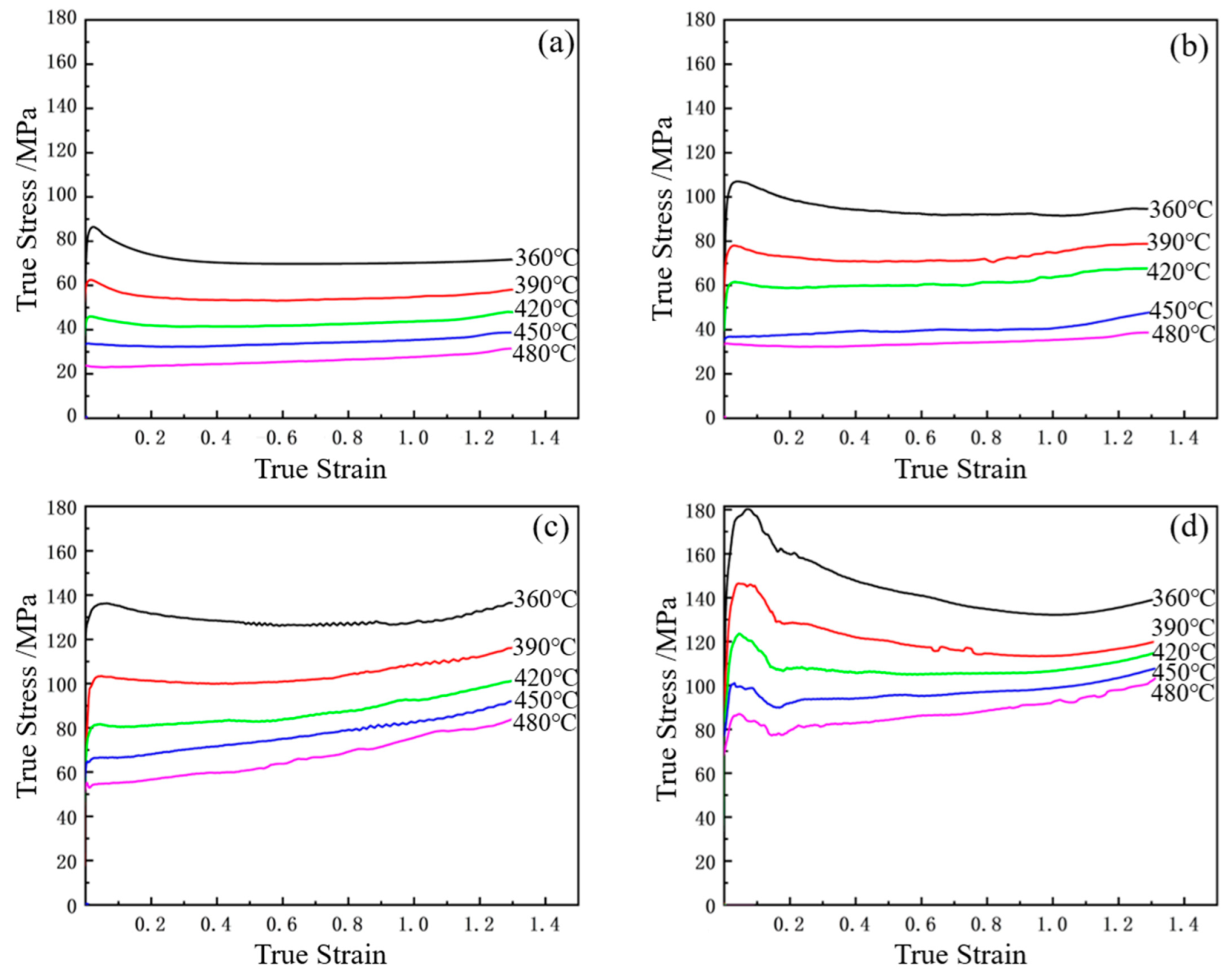
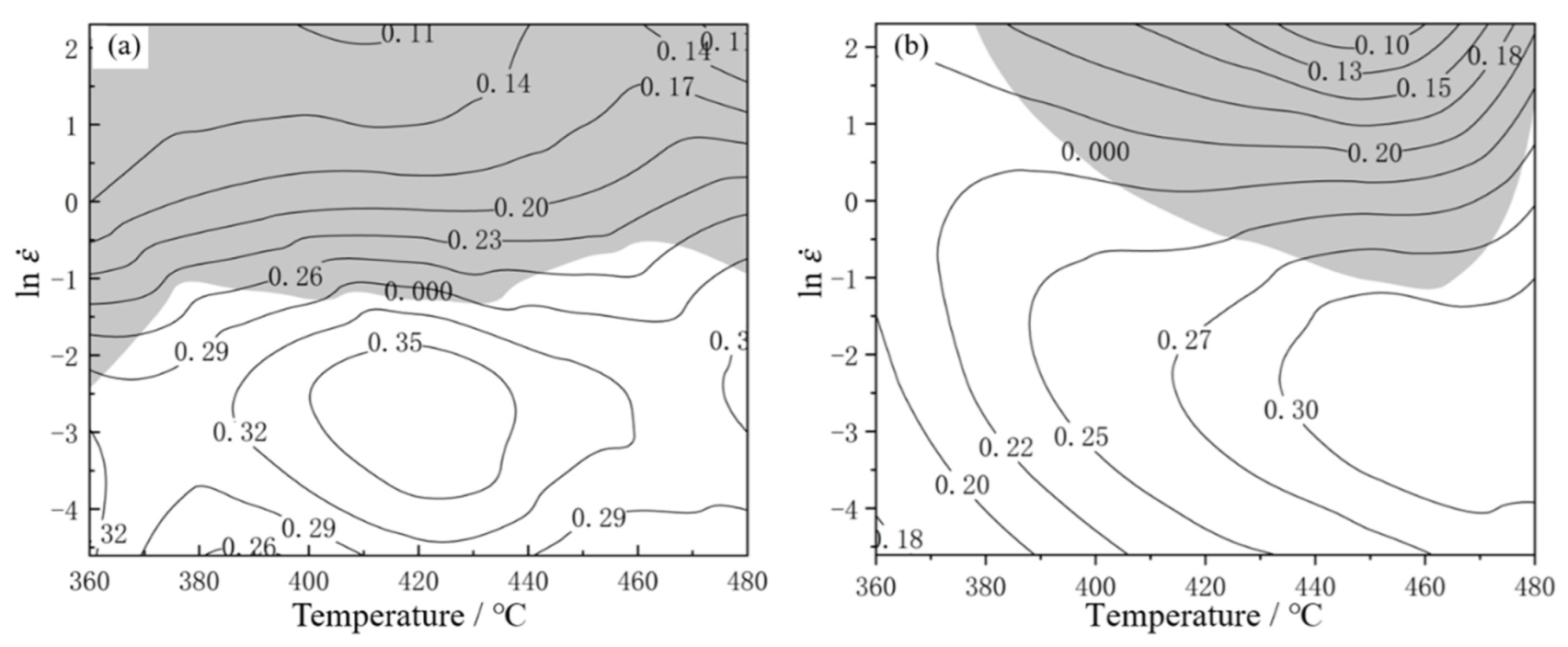
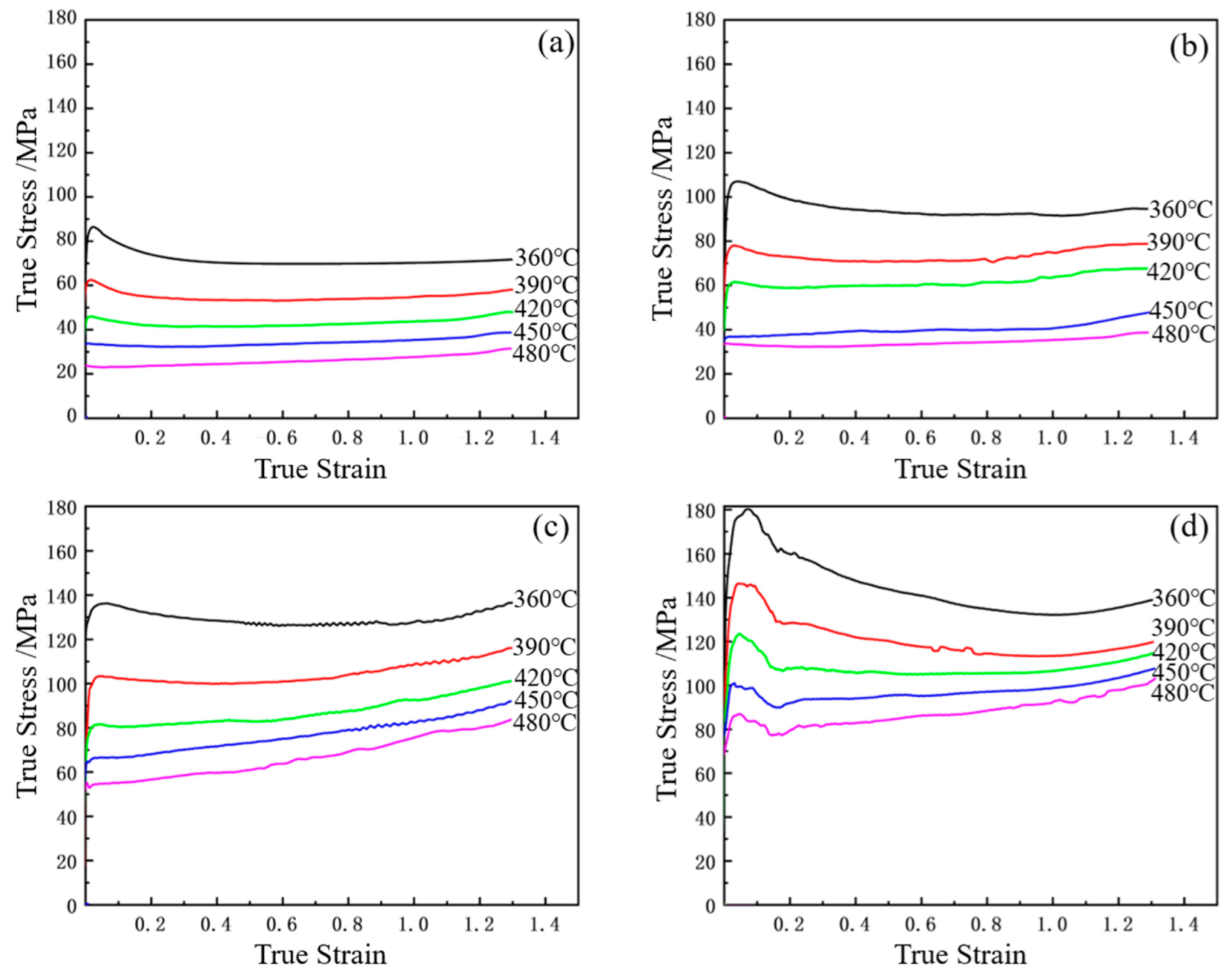
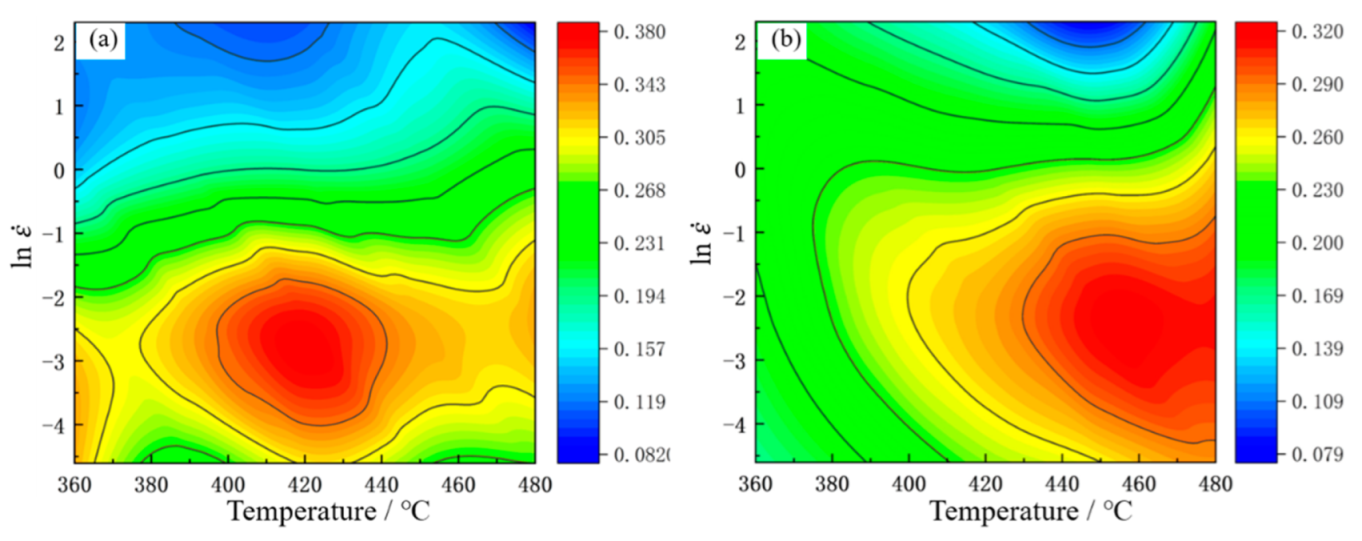
3.1. Hot Compression Deformation Behavior
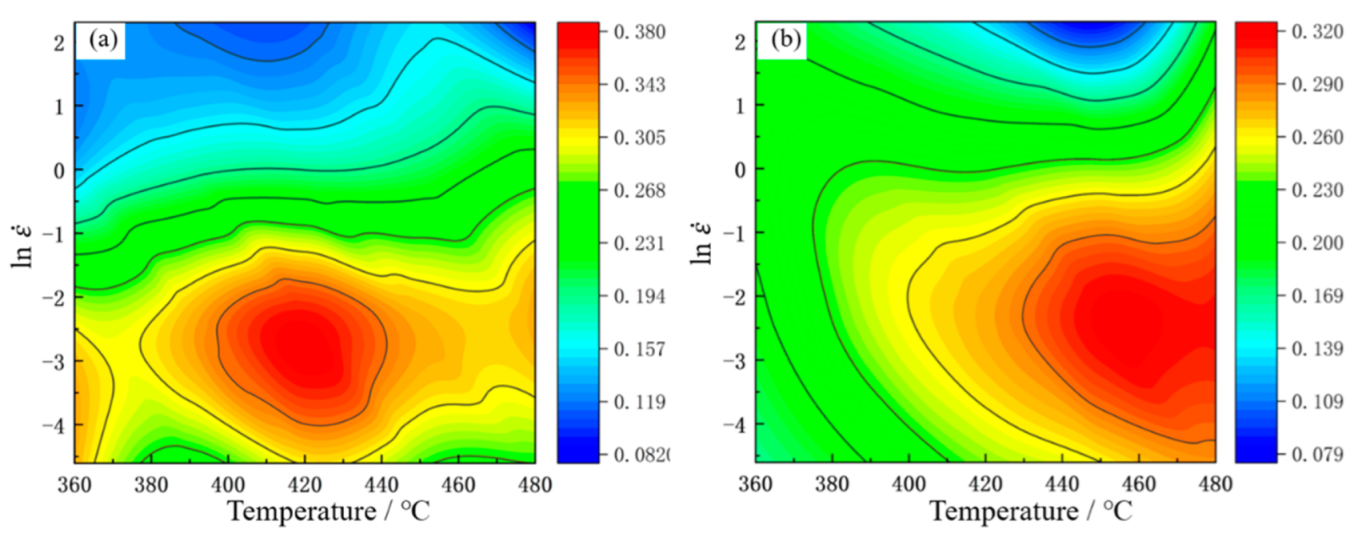
3.2. Differences in Hot Compression Deformation Behavior
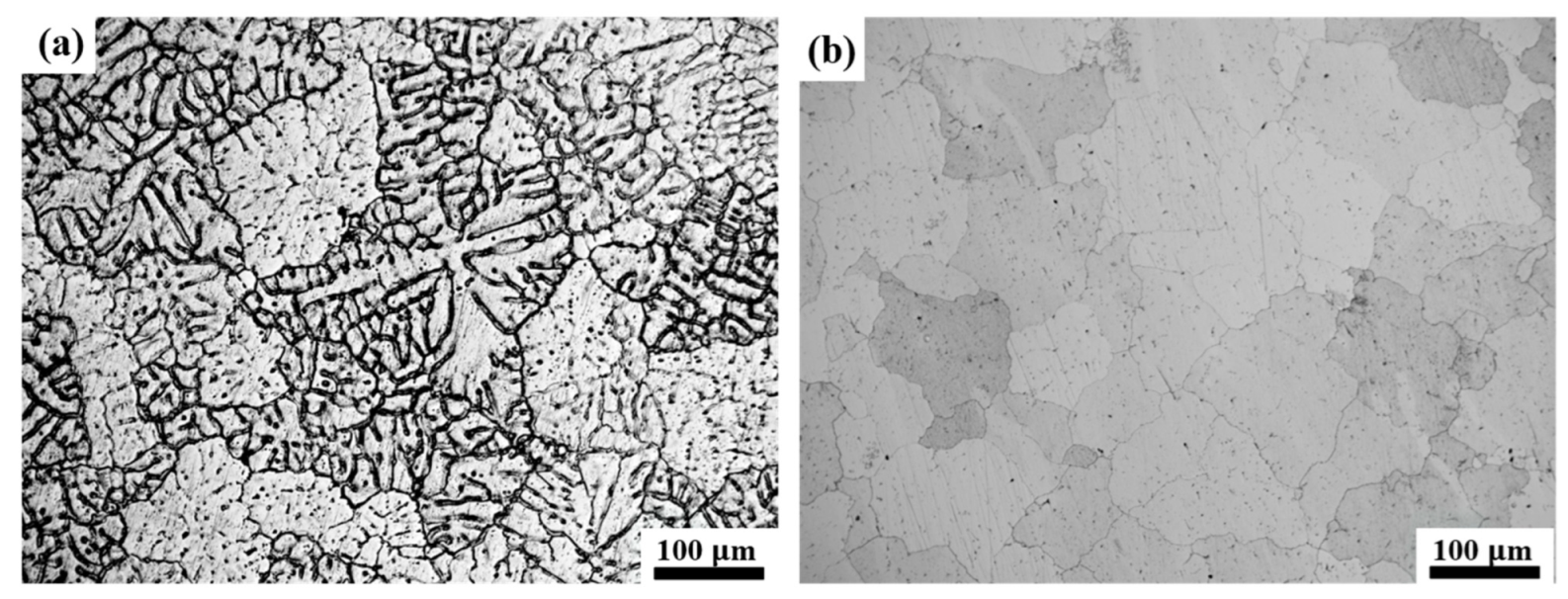
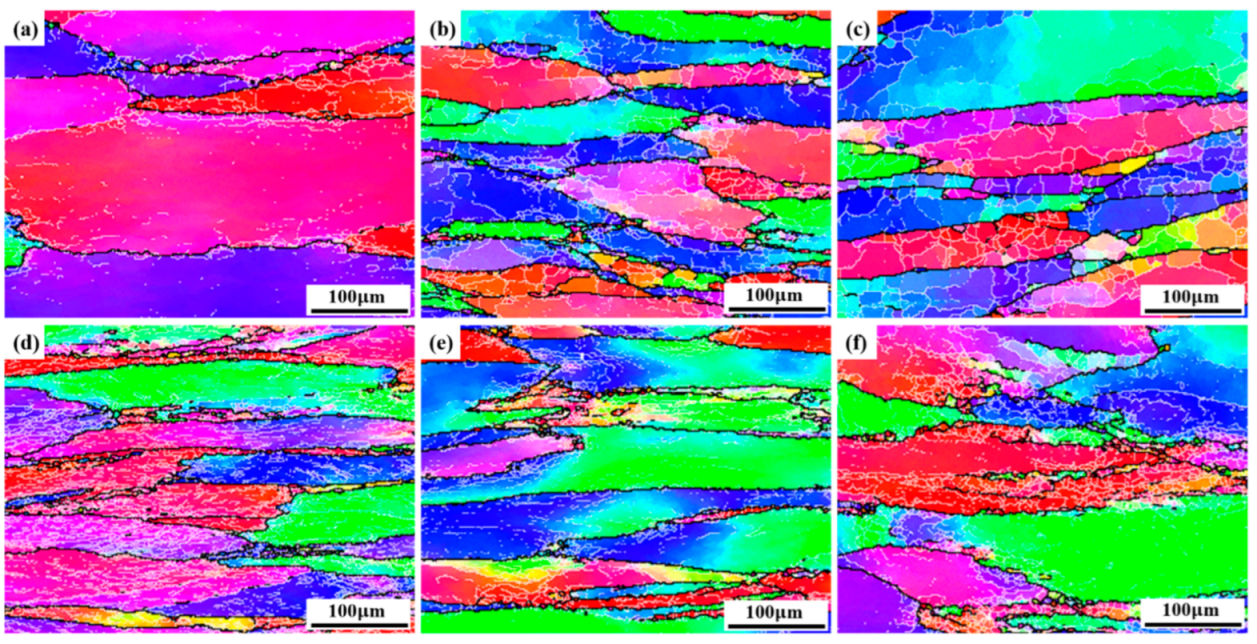
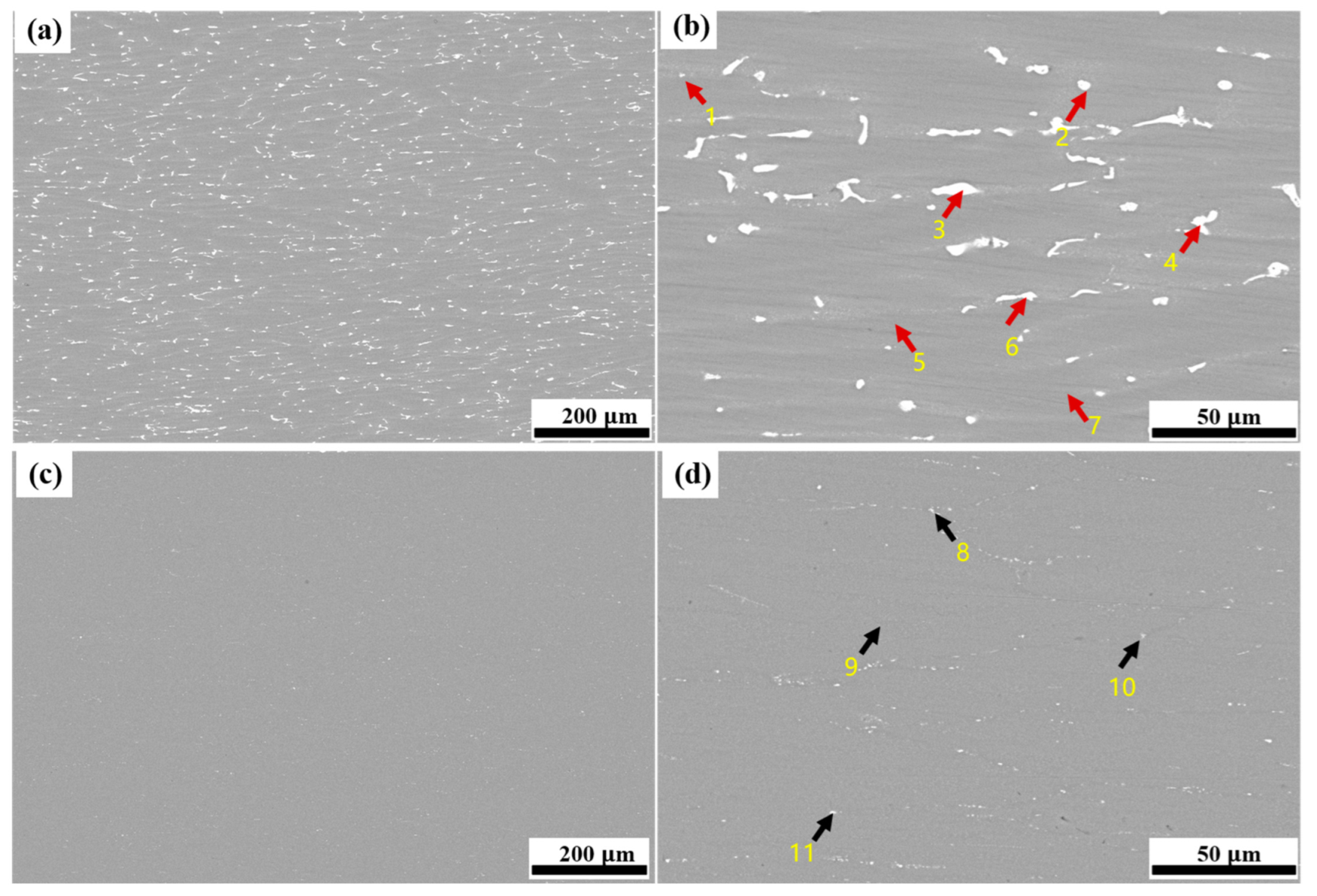
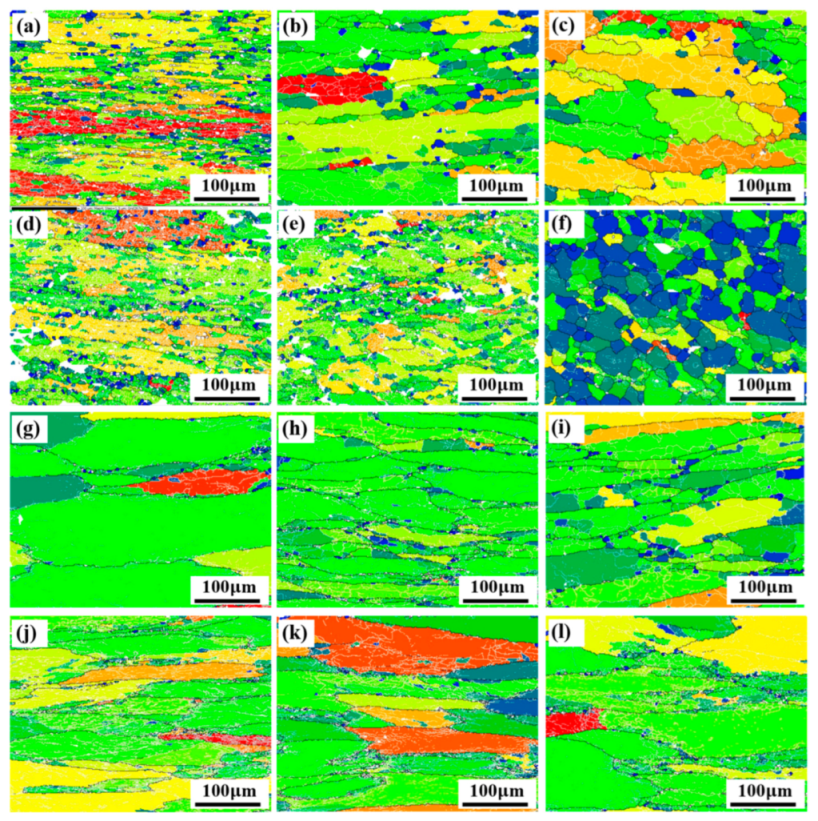
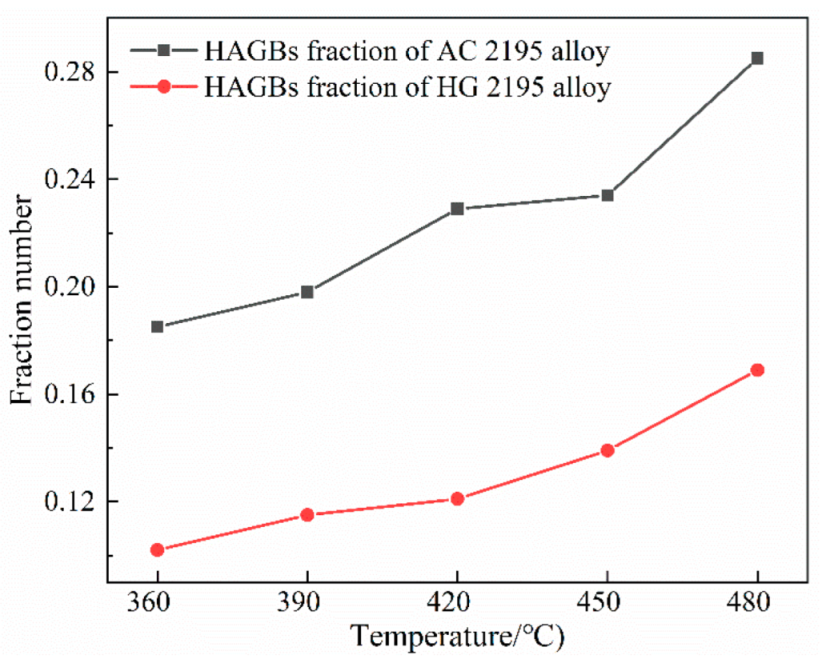
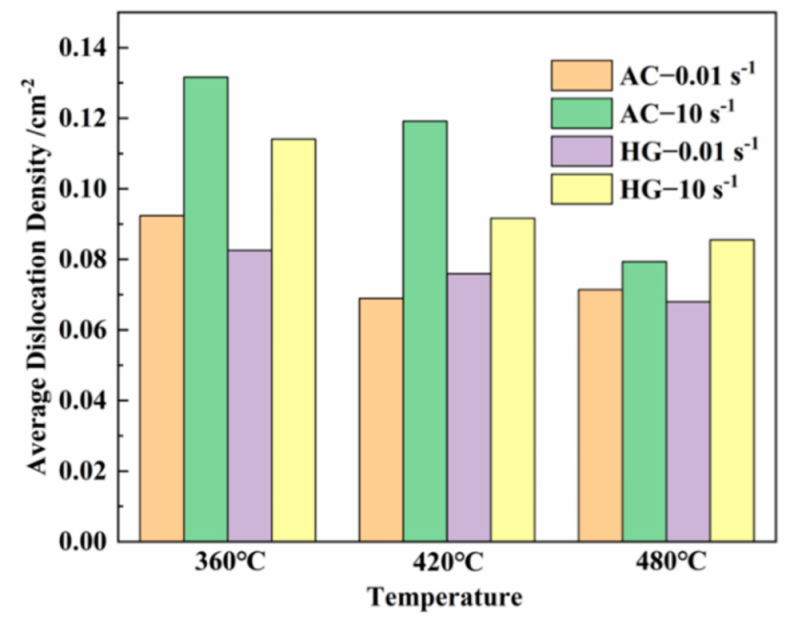
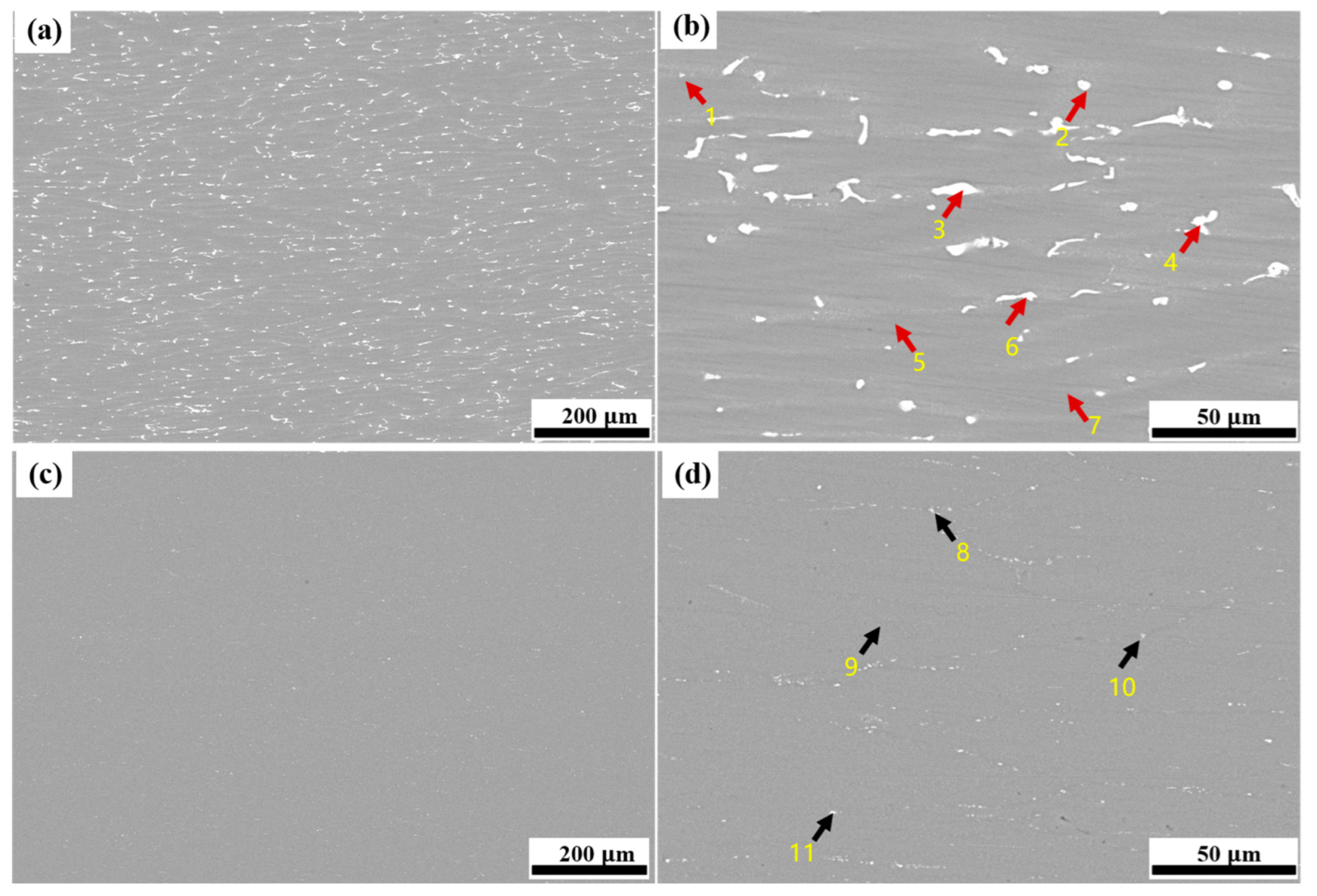
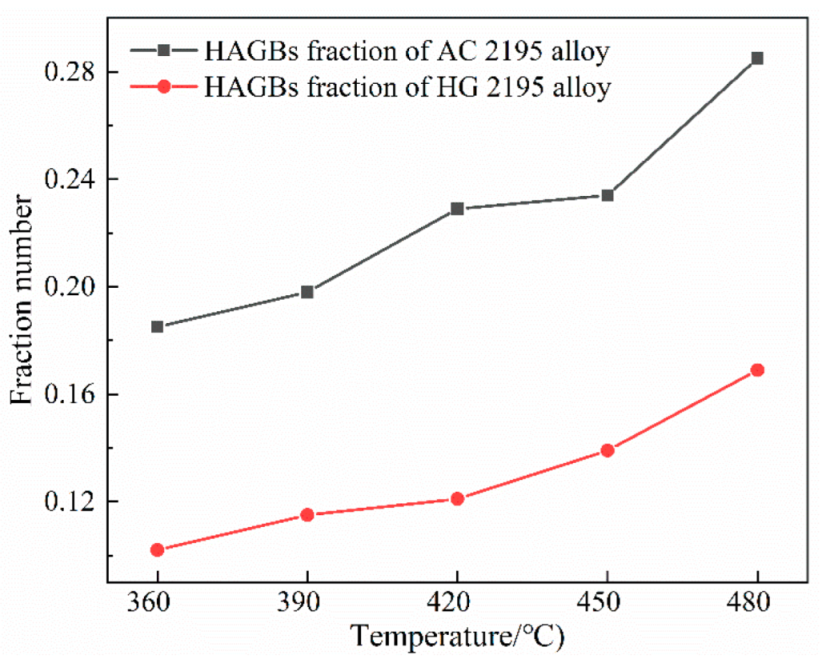
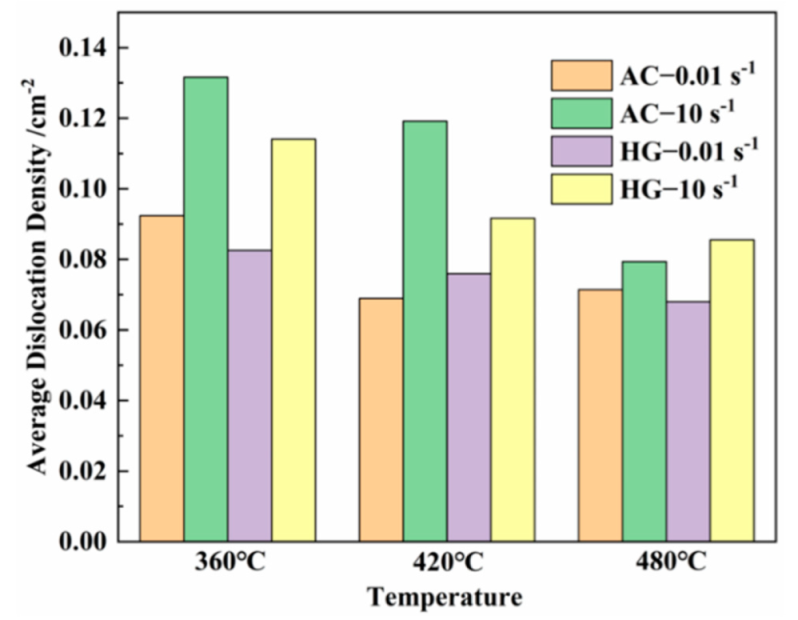
3.3. Microstructure Differences
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kleiner, M.; Geiger, M.I.; Klaus, A. Manufacturing of Lightweight Components by Metal Forming. CIRP Ann. 2003, 52, 521–542. [Google Scholar] [CrossRef]
- Zhang, J.; Li, Z.; Xu, F.; Huang, C. Regulating effect of pre-stretching degree on the creep aging process of Al-Cu-Li alloy. Mater. Sci. Eng. A 2019, 763, 138157. [Google Scholar] [CrossRef]
- Tian, D.; Han, X.; Hua, L.; Huang, B.; Yang, S. A novel process for axial closed extrusion of ring part with mesh-like ribs. Int. J. Mech. Sci. 2019, 165, 105186. [Google Scholar] [CrossRef]
- Wanhill, R.J.H.; Bray, G.H. Aerostructural Design and Its Application to Aluminum–Lithium Alloys. Alum.-Lithium Alloys 2014, 14, 27–58. [Google Scholar]
- Quan, G.; Kang, B.; Ku, T. Identification for the optimal working parameters of Al–Zn–Mg–Cu alloy with the processing maps based on DMM. Int. J. Adv. Manuf. Technol. 2011, 56, 1069–1078. [Google Scholar] [CrossRef]
- Dong, F.; Huang, S.; Yi, Y.; Wang, B.; He, H. Materials Science & Engineering A Flow behaviors and deformation mechanism of WQ-tempered Al–Li alloy at cryogenic temperatures. Mater. Sci. Eng. A 2021, 809, 140971. [Google Scholar] [CrossRef]
- Nayan, N.; Gurao, N.P.; Murty, S.V.S.N.; Jha, A.K.; Pant, B.; Sharma, S.C.; George, K.M. Microstructure and micro-texture evolution during large strain deformation of an aluminium–copper–lithium alloy AA 2195. Mater. Des. 2015, 65, 862–868. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, G.; Xu, X.; Chen, X.; Zhang, C. Constitutive modeling, processing map establishment and s spray deposited Al-Cu-Li alloy 2195. J. Alloy. Compd. 2019, 779, 735–751. [Google Scholar] [CrossRef]
- Rodgers, B.I.; Prangnell, P.B. Quantification of the influence of increased pre-stretching on microstructure-strength relationships in the Al–Cu–Li alloy AA2195. Acta Mater. 2016, 108, 55–67. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Okotete, E.A. Recrystallization mechanisms and microstructure development in emerging metallic materials: A review. J. Sci. Adv. Mater. Devices 2019, 4, 19–33. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.T.; Xia, Y.C.; Jiang, Y.Q. Hot deformation and processing map of a typical Al-Zn-Mg-Cu alloy. J. Alloys Compd. 2013, 550, 438–445. [Google Scholar] [CrossRef]
- Chen, P.S.; Kuruvilla, A.K.; Malone, T.W.; Stanton, W.P. The Effects of Artificial Aging on the Microstructure and Fracture Toughness of Al-Cu-Li Alloy 2195. J. Mater. Eng. Perform. 1998, 7, 682–690. [Google Scholar] [CrossRef]
- Wang, Q.; He, X.; Deng, Y.; Zhao, J.; Guo, X. Experimental study of grain structures evolution and constitutive model of isothermal deformed 2A14 aluminum alloy. J. Mater. Res. Technol. 2021, 12, 2348–2367. [Google Scholar] [CrossRef]
- Zhu, R.; Liu, Q.; Li, J.; Xiang, S.; Chen, Y.; Zhang, X. Dynamic restoration mechanism and physically based constitutive model of 2050 Al e Li alloy during hot compression. J. Alloys Compd. 2015, 650, 75–85. [Google Scholar] [CrossRef]
- Nayan, N.; Murty, S.V.S.N.; Chhangani, S.; Prakash, A.; Prasad, M.J.N.V.; Samajdar, I. Effect of temperature and strain rate on hot deformation behavior and microstructure of Al-Cu-Li alloy. J. Alloy. Compd. 2017, 723, 548–558. [Google Scholar] [CrossRef]
- Yan, H.; Li, X.; Li, Z.; Huang, S.; Liu, H.; Yan, L.; Kai, W.; Zhang, Y.; Xiong, B. Microstructural Evolution of an Al–Zn–Mg–Cu Aluminum Alloy During an Optimized Two-Step Homogenization Treatment. In Chinese Materials Conference; Springer: Singapore, 2018; pp. 11–17. [Google Scholar]
- Chen, Y.; Zhang, X.; You, W.; Zhang, R. alloy during hot deformation. J. Alloys Compd. 2022, 909, 164716. [Google Scholar] [CrossRef]
- Li, J.; Huang, J.; Liu, D.; Chen, Y.; Zhang, X.; Ma, P. Distribution and evolution of aging precipitates in Al − Cu − Li alloy with high Li concentration. Trans. Nonferrous Met. Soc. China 2019, 29, 15–24. [Google Scholar] [CrossRef]
- Zhang, J.; Yi, Y.; Huang, S.; Mao, X.; He, H. Dynamic recrystallization mechanisms of 2195 aluminum alloy during medium/high temperature compression deformation. Mater. Sci. Eng. A 2021, 804, 140650. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, G.; Chen, X.; Xu, X. Cracking behavior and prediction criterion of spray—Deposited 2195 Al–Li alloy extrusion profile. Int. J. Adv. Manuf. Technol. 2022, 120, 5969–5984. [Google Scholar] [CrossRef]
- Yang, G.; Xu, W.; Jin, X.; Wang, Z.; Shan, D.; Guo, B. Hot deformation behavior and microstructure evolution of the spray deposited and secondary hot extruded 2195 Al-Li alloy. J. Mater. Res. Technol. 2022, 20, 2784–2798. [Google Scholar] [CrossRef]
- Luo, J.; Li, M.Q.; Ma, D.W. The deformation behavior and processing maps in the isothermal compression of 7A09 aluminum alloy. Mater. Sci. Eng. A 2012, 532, 548–557. [Google Scholar] [CrossRef]
- Wan, Z.; Hu, L.; Sun, Y.; Wang, T.; Li, Z. Hot deformation behavior and processing workability of a Ni-based alloy. J. Alloys Compd. 2018, 769, 367–375. [Google Scholar] [CrossRef]
- Dai, Q.; Deng, Y.; Tang, J.; Wang, Y. Deformation characteristics and strain-compensated constitutive equation for AA5083 aluminum alloy under hot compression. Trans. Nonferrous Met. Soc. China 2019, 29, 2252–2261. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Cui, J.; Huang, S. Hot deformation characteristics and processing parameter optimization of 2219 Al alloy using constitutive equation and processing map. Vacuum 2019, 160, 293–302. [Google Scholar] [CrossRef]
- Liu, X.Y.; Pan, Q.L.; He, Y.B.; Li, W.B.; Liang, W.J.; Yin, Z.M. Flow behavior and microstructural evolution of Al–Cu–Mg–Ag alloy during hot compression deformation. Mater. Sci. Eng. A 2009, 500, 150–154. [Google Scholar] [CrossRef]
- Zhang, J.; Yi, Y.; He, H.; Huang, S.; Mao, X.; Guo, W.; You, W.; Guo, Y.; Dong, F.; Tang, J. Kinetic model for describing continuous and discontinuous dynamic recrystallization behaviors of 2195 aluminum alloy during hot deformation. Mater. Charact. 2021, 181, 111492. [Google Scholar] [CrossRef]
- Allain-bonasso, N.; Wagner, F.; Berbenni, S.; Field, D.P. A study of the heterogeneity of plastic deformation in IF steel by EBSD. Mater. Sci. Eng. A 2012, 548, 56–63. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Yan, Z.; Wang, D.; He, X.; Wang, W.; Zhang, H.; Dong, P. Deformation behaviors and cyclic strength assessment of AZ31B magnesium alloy based on steady ratcheting effect. Mater. Sci. Eng. A 2018, 723, 212–220. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Processing maps for hot working of titanium alloys. Mater. Sci. Eng. A 1998, 243, 82–88. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Li | Cu | Mg | Mn | Zn | Zr | Ag | Al |
|---|---|---|---|---|---|---|---|
| 0.90 | 4.00 | 0.28 | 0.04 | 0.03 | 0.13 | 0.28 | Bal. |
| Position | Al | Cu | Ag | Mg | Fe | Zn | Zr |
|---|---|---|---|---|---|---|---|
| 1 | 93.1 | 6.2 | 0.1 | 0.5 | - | - | - |
| 2 | 85.3 | 13.7 | 0.1 | 0.7 | 0.1 | 0.1 | - |
| 3 | 85.0 | 13.6 | 0.1 | 0.9 | - | 0.1 | 0.2 |
| 4 | 78.9 | 20.5 | 0.1 | 0.4 | - | - | - |
| 5 | 98.4 | 1.0 | - | 0.4 | - | 0.1 | - |
| 6 | 85.6 | 13.4 | 0.5 | 0.4 | - | - | 0.1 |
| 7 | 98.5 | 1.1 | - | 0.3 | - | - | - |
| 8 | 87.5 | 8.9 | 0.1 | 0.4 | 2.6 | 0.2 | - |
| 9 | 97.9 | 1.6 | 0.1 | 0.4 | - | - | - |
| 10 | 91.6 | 6.9 | 0.1 | 0.5 | - | - | 0.3 |
| 11 | 94.3 | 4.9 | 0.1 | 0.3 | - | - | 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Liu, Z.; Shi, D. Hot Compression Deformation Behavior and Microstructure of As-Cast and Homogenized AA2195 Al-Li Alloy. Metals 2022, 12, 1580. https://doi.org/10.3390/met12101580
Zhang J, Liu Z, Shi D. Hot Compression Deformation Behavior and Microstructure of As-Cast and Homogenized AA2195 Al-Li Alloy. Metals. 2022; 12(10):1580. https://doi.org/10.3390/met12101580
Chicago/Turabian StyleZhang, Jin, Zemeng Liu, and Dongfeng Shi. 2022. "Hot Compression Deformation Behavior and Microstructure of As-Cast and Homogenized AA2195 Al-Li Alloy" Metals 12, no. 10: 1580. https://doi.org/10.3390/met12101580
APA StyleZhang, J., Liu, Z., & Shi, D. (2022). Hot Compression Deformation Behavior and Microstructure of As-Cast and Homogenized AA2195 Al-Li Alloy. Metals, 12(10), 1580. https://doi.org/10.3390/met12101580