
Kinetic Aspects of Phosphorus Removal from Electromagnetically Levitated 600 MPa Steel Droplets




Abstract
:1. Introduction
2. Experimental Aspects
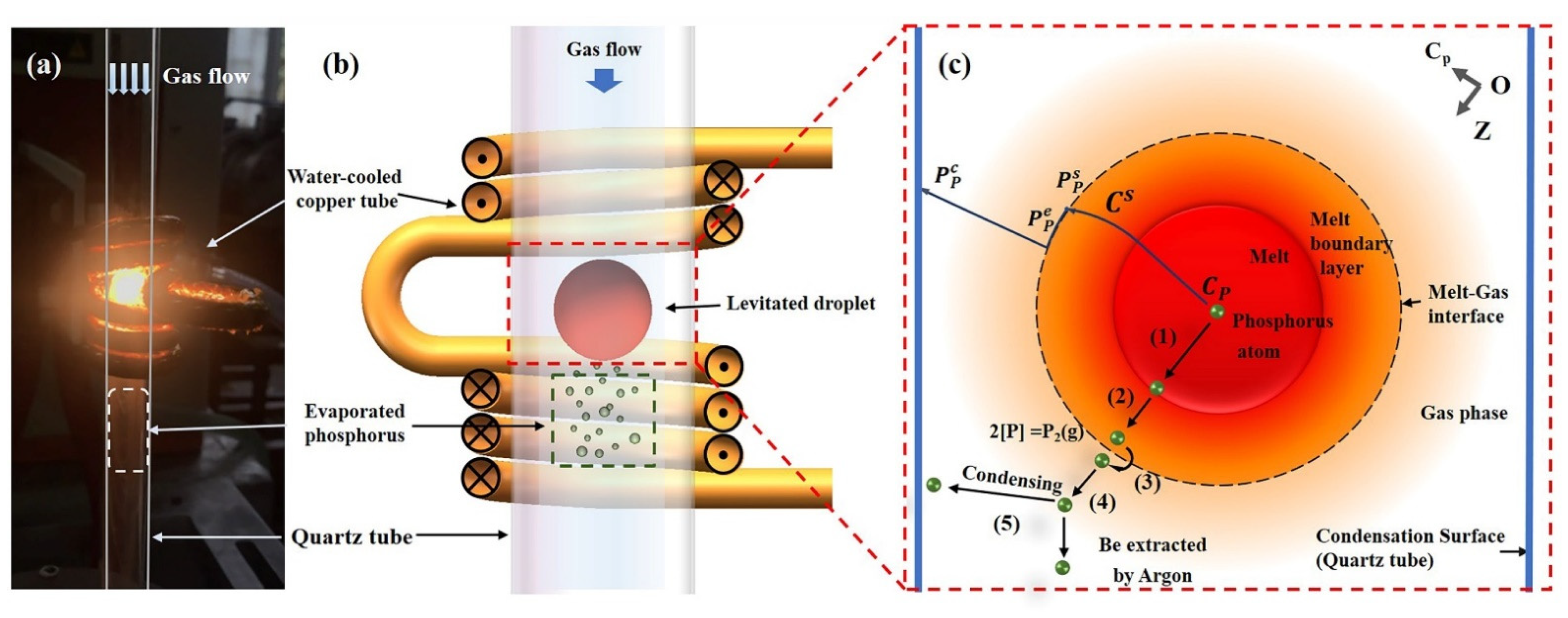
2.1. Equipment
2.2. Procedure
3. Results and Discussion
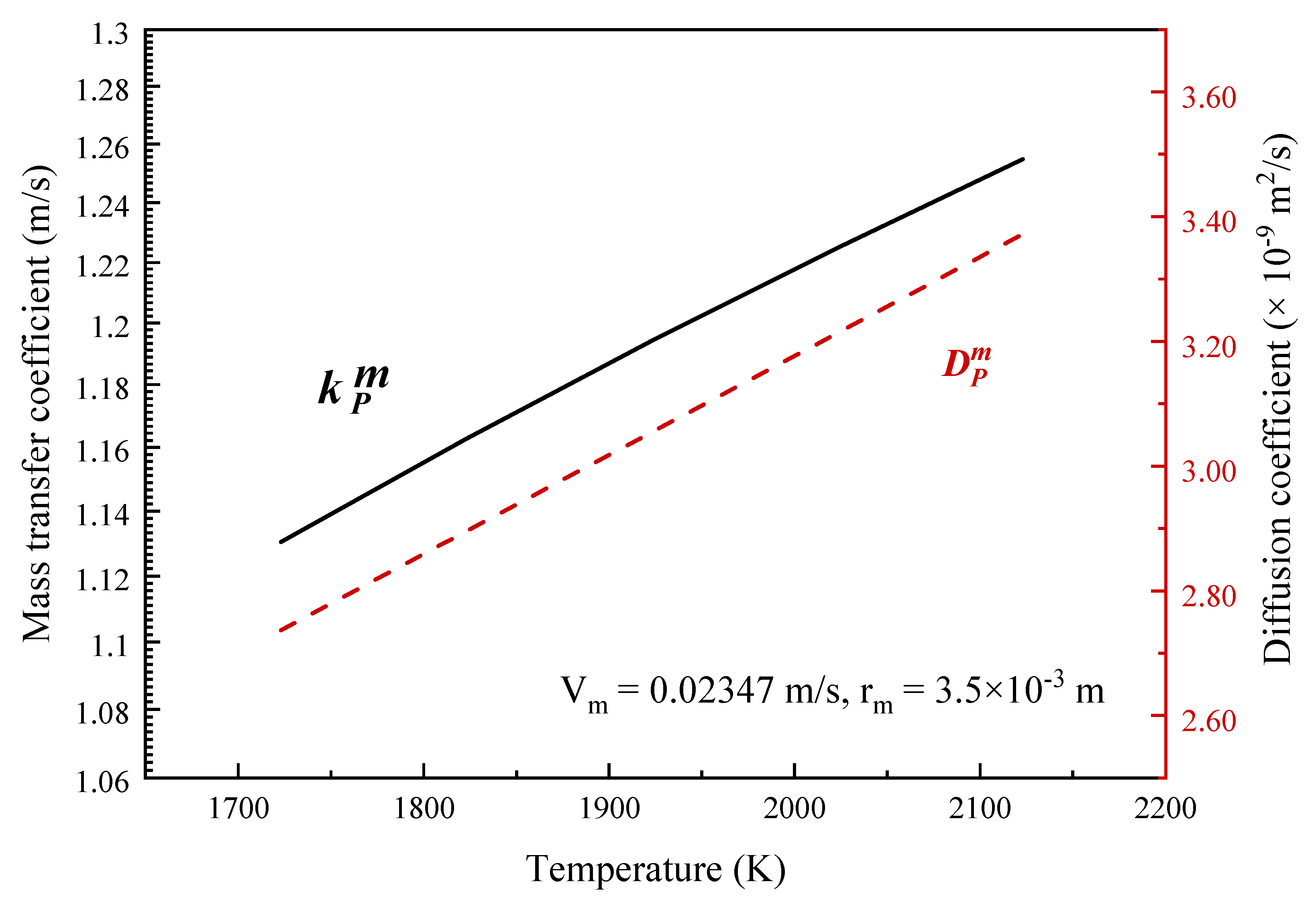
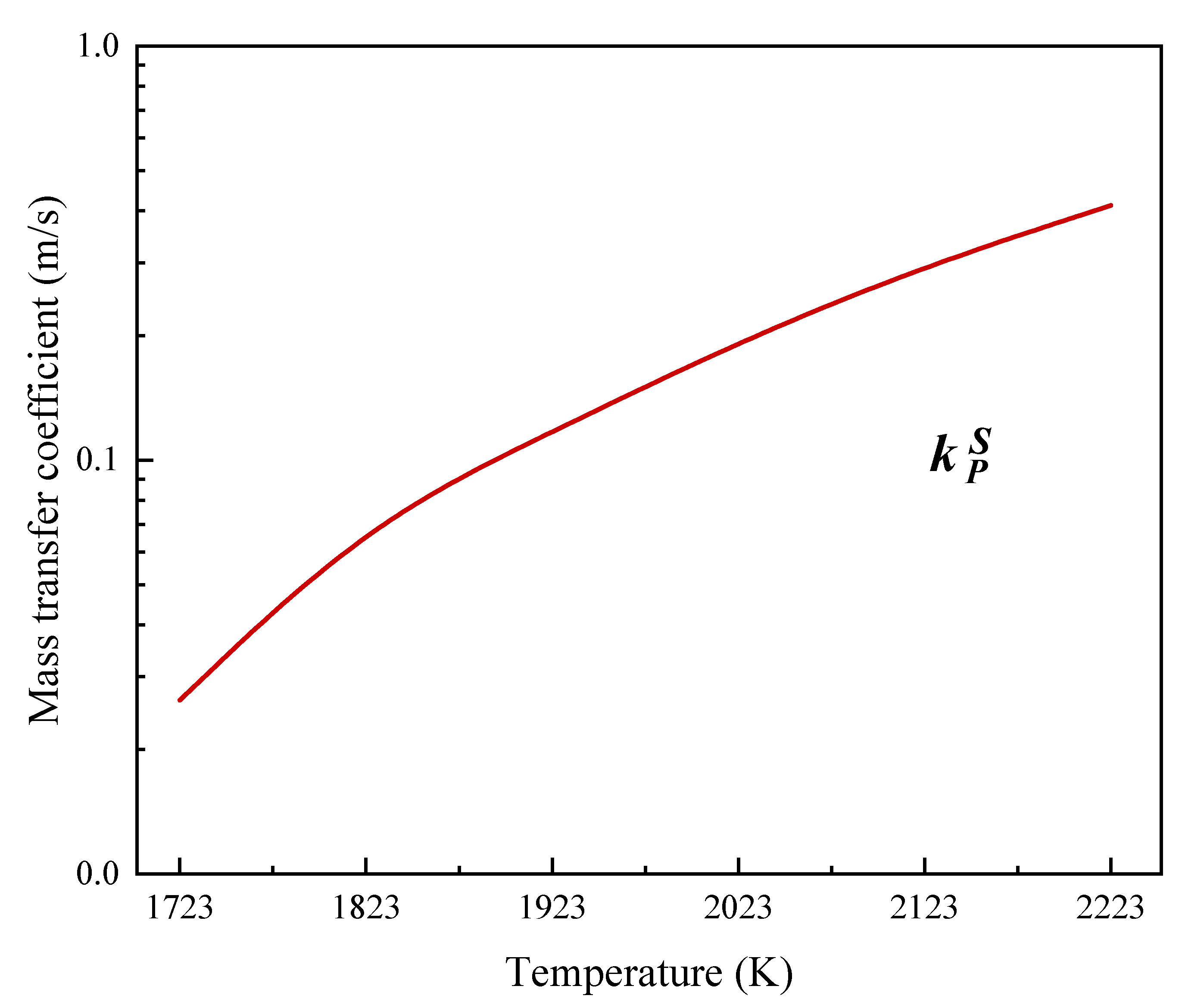
3.1. Mass Transfer Kinetic Model
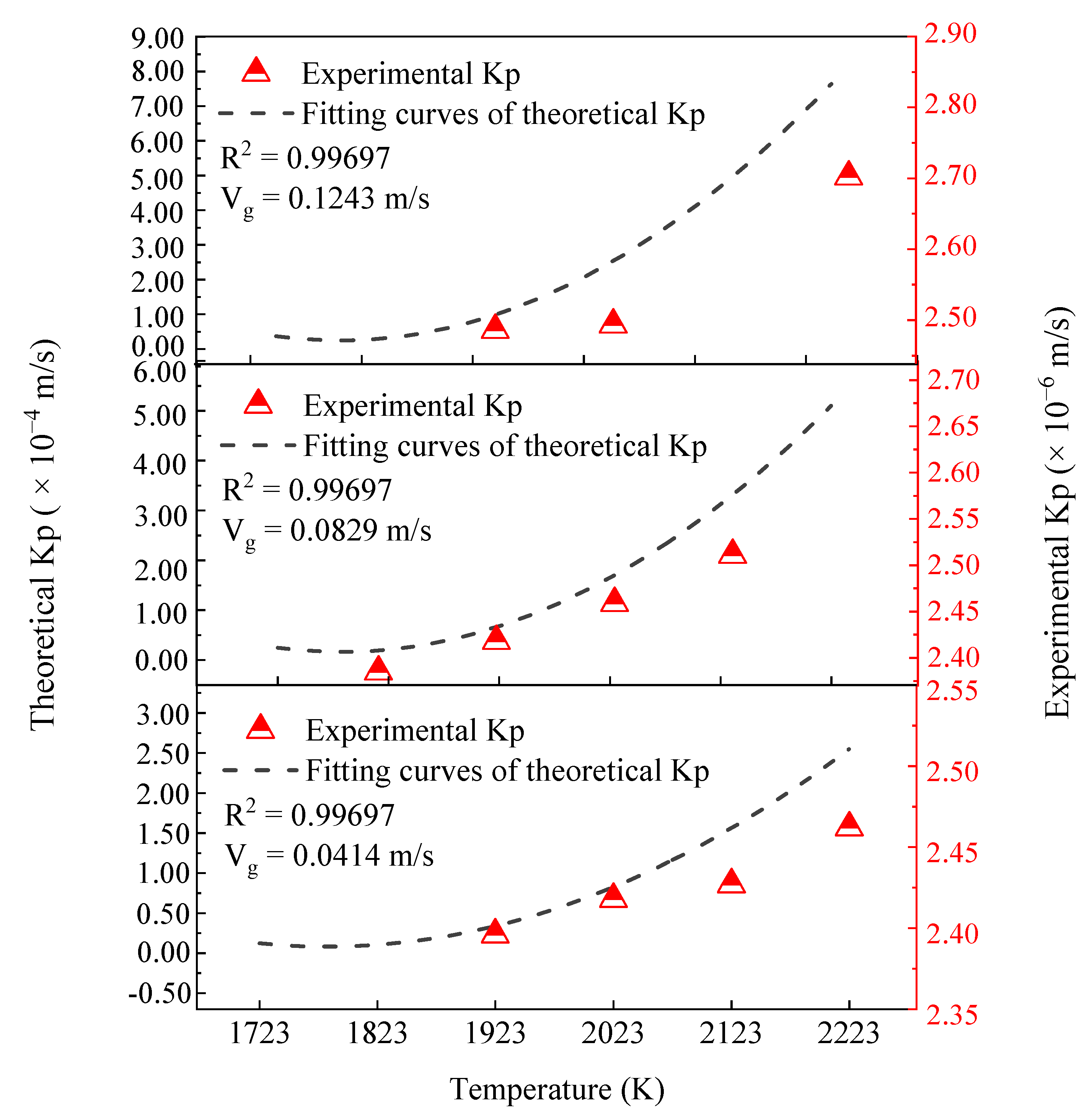
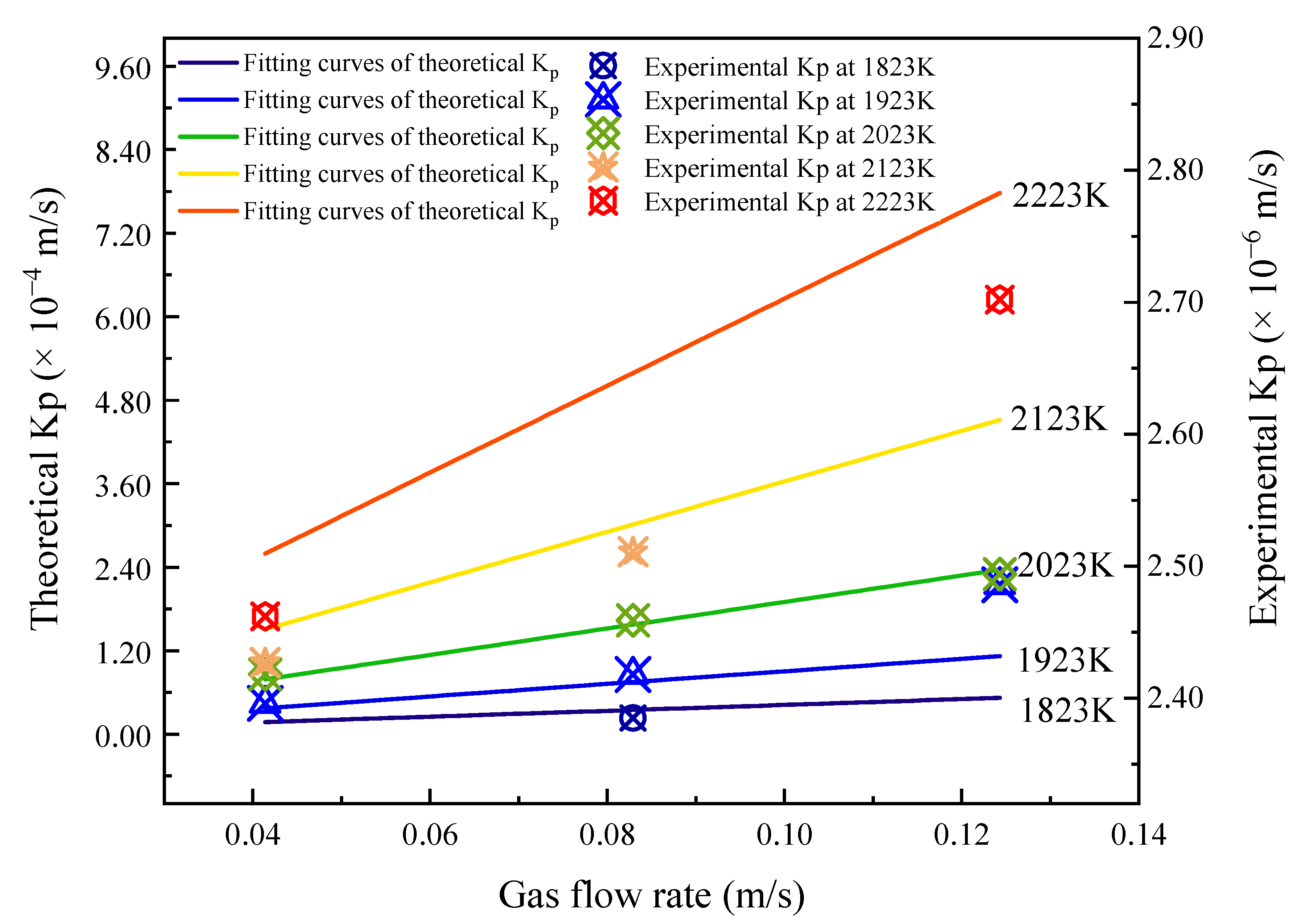
3.2. Experimental Mass Transfer Coefficients
4. Conclusions
- Under electromagnetic levitation conditions, the mass transfer coefficient associated with the dephosphorization of 600 MPa steel droplets is increased with higher temperatures and gas flow rates.
- Compared with the lower refining temperature, the same increase in gas flow rate at higher refining temperature produces a greater increase in the mass transfer coefficient.
- The influence of temperature on the removal of phosphorus is greater than that of gas flow rate.
- It is concluded that the limiting step for the dephosphorization process is diffusion within the gas phase.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Koskenniska, S.; Kaijalainen, A.; Pikkarainen, T.; Mehtonen, S.; Porter, D.; Kömi, J. Effect of As-Cast Structure and Macrosegregation on Mechanical Properties in Direct-Quenched Low-Alloy Ultrahigh-Strength Steel. Met. Mater. Trans. B 2021, 52, 95–106. [Google Scholar] [CrossRef]
- Zhang, J. Research on Composition and Controlled Cooling Process of 600 MPa Grade High Strength Rebar Steel. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2016. [Google Scholar]
- Hui, Y.J.; Chen, B.; Chen, Y.; Xiao, B.L.; Zhang, D.W.; Li, X.L. Development of 600 MPa grade Nb-Ti microalloyed high formability crossbeam steel. J. Iron Steel Res. Int. 2018, 30, 399–404. [Google Scholar]
- Wang, H.H.; Li, G.Q.; Zhao, D.; Ma, J.H.; Yang, J. Dephosphorization of high phosphorus oolitic hematite by acid leaching and the leaching kinetics. Hydrometallurgy 2017, 171, 61–68. [Google Scholar] [CrossRef]
- Luo, Z.G. Simulation of Dephosphorization Process of Hot Metal Pretreatment with Converter Slag. Ph.D. Thesis, Northeastern University, Xi’an, China, 2003. [Google Scholar]
- Zhang, X.S. Basic Principle of Powder Injection Metallurgy; Metallurgical Industry Press: Beijing, China, 1998; pp. 287–290. [Google Scholar]
- Tian, Z.H.; Li, B.H.; Zhang, X.M.; Jiang, Z.H. Double Slag Operation Dephosphorization in BOF for Producing Low Phosphorus Steel. J. Iron Steel Res. Int. 2009, 16, 6–14. [Google Scholar] [CrossRef]
- Martín, M.; Rendueles, M.; Diaz, M. Steel-Slag Mass Transfer in Steel Converter, Bottom and Top/Bottom Combined Blowing Through Cold Model Experiments. Chem. Eng. Res. Des. 2005, 83, 1076–1084. [Google Scholar] [CrossRef]
- Ma, C. Numerical Simulation of Top Bottom Combined Blown Converter Steelmaking Process. Master’s Thesis, Northeastern University, Xi’an, China, 2003. [Google Scholar]
- Lu, C.S.; Xu, A.J.; Tian, N.Y.; Qu, J.; Chen, J. Analysis of Converter Dephosphorization Decarbonization Smelting Process and Its Logistics Parameters; Metallurgical Industry Press: Beijing, China, 2005; pp. 130–135. [Google Scholar]
- Coley, K.S.; Cu, K.; Dogan, N. Dephosphorization Kinetics between Bloated Metal Droplets and Slag Containing FeO: The Influence of CO Bubbles on the Mass Transfer of Phosphorus in the Metal. Met. Mater. Trans. B 2017, 48, 2984–3001. [Google Scholar]
- Jung, H.H.; Joo, H.P. Effect of Direct Reduced Iron (DRI) on Dephosphorization of Molten Steel by Electric Arc Furnace Slag. Met. Mater. Trans. B 2018, 49, 3381–3389. [Google Scholar]
- Gao, L.; Shi, Z.; Li, D.H.; Zhang, G.F.; Yang, Y.D.; McLean, A.; Chattopadhyay, K. Applications of Electromagnetic Levitation and Development of Mathematical Models: A Review of the Last 15 Years (2000 to 2015). Met. Mater. Trans. B 2016, 47, 537–547. [Google Scholar] [CrossRef]
- Yan, P.; Zhang, G.F.; Yang, Y.D.; McLean, A. Numerical Investigation of the Position and Asymmetric Deformation of a Molten Droplet in the Electromagnetic Levitation System. Met. Mater. Trans. B 2020, 51, 247–257. [Google Scholar] [CrossRef]
- Amore, S.; Brillo, J.; Egry, I.; Novakovic, R. Surface tension of liquid Cu-Ti binary alloys measured by electromagnetic levitation and thermodynamic modelling. Appl. Surf. Sci. 2017, 257, 7739–7745. [Google Scholar] [CrossRef]
- Sato, Y.; Kameda, Y.; Nagasawa, T.; Sakamoto, T.; Moriguchi, S.; Yamamura, T.; Waseda, Y. Viscosity of molten silicon and the factors affecting measurement. J. Cryst. Growth 2003, 249, 404–415. [Google Scholar] [CrossRef]
- Watanabe, M.; Adachi, M.; Uchikoshi, M.; Fukuyama, H. Densities of Pt–X (X: Fe, Co, Ni and Cu) binary melts and thermodynamic correlations. Fluid Phase Equilibr. 2020, 515, 112596. [Google Scholar] [CrossRef]
- Luo, B.C.; Wang, H.P.; Wei, B.B. Phase field simulation of monotectic transformation for liquid Ni-Cu-Pb alloys. Chin. Sci. Bull. 2009, 54, 183–188. [Google Scholar] [CrossRef]
- Zhang, X.H.; Ruan, Y.; Wei, B.B.; Wang, W.L. Rapid solidification and dendrite growth of ternary Fe-Sn-Ge and Cu-Pb-Ge monotectic alloys. Sci. China Ser. G 2007, 50, 491–499. [Google Scholar] [CrossRef] [Green Version]
- Wu, P.; Yang, Y.; Barati, M.; McLean, A. The Effect of Thermal Diffusion on Decarburization Kinetics. Met. Mater. Trans. B 2014, 45, 1974–1978. [Google Scholar] [CrossRef]
- Gao, L.; Shi, Z.; Yang, Y.D.; Li, D.H.; Zhang, G.F.; McLean, A.; Chattopadhyay, K. Mathematical Modeling of Decarburization in Levitated Fe-Cr-C Droplets. Met. Mater. Trans. B 2018, 49, 1985–1994. [Google Scholar] [CrossRef]
- Barati, M.; Yang, Y.D.; Le, K.; McLean, A. Dephosphorization of Levitated Silicon-Iron Droplets for Production of Solar-Grade Silicon. Met. Mater. Trans. B 2018, 49, 1658–1664. [Google Scholar]
- Shi, B.H.; Zhang, G.F.; Yan, P.; Shi, Z.; Zheng, W.; Jiang, Q. Effect of Temperature on Dephosphorization of Ferrosilicon using Electromagnetic Levitation Technology under Vacuum. IOP Conf. Ser. Mater. Sci. Eng. 2018, 423, 012133. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, G.F.; Yang, Y.D.; McLean, A. Dephosphorization of Metallurgical-Grade Silicon by Electromagnetic Levitation. Met. Mater. Trans. B 2021, 52, 305–313. [Google Scholar] [CrossRef]
- Machlin, E.S. Kinetics of vacuum induction refining-theory. Trans. TMS-AIME 1960, 218, 314–326. [Google Scholar]
- Szekely, J.; Chang, C.W.; Johnson, W.E. Experimental measurement and prediction of melt surface velocities in a 30,000 lb inductively stirred melt. Met. Mater. Trans. B 1977, 8, 514–517. [Google Scholar] [CrossRef]
- Hjellming, L.N.; Walker, J.S. Melt motion in a Czochralski crystal puller with an axial magnetic field: Isothermal motion. J. Fluid Mech. 1986, 164, 237–273. [Google Scholar] [CrossRef]
- Mukai, K.; Yuan, Z. Measurement of the density of molten silicon by a modified sessile drop method. Mater. Trans. 2000, 41, 323–330. [Google Scholar] [CrossRef] [Green Version]
- Engh, T.A.; Simensen, C.J.; Wijk, O. Principles of Metal Refining; Oxford University Press: Oxford, UK, 1992; pp. 473–476. [Google Scholar]
- Ozberk, E.; Guthrie, R.I.L. A kinetic model for the vacuum refining of inductively stirred copper melts. Met. Mater. Trans. B 1986, 17, 87–103. [Google Scholar] [CrossRef]
- Scientific Group Thermodata Europe. Thermodynamic Properties of Inorganic Materials; Springer: Berlin/Heidelberg, Germany, 2005; pp. 128–131. [Google Scholar]
- Harris, R.; Davenport, W.G. Vacuum distillation of liquid metals: Part I. Theory and experimental study. Met. Mater. Trans. B 1982, 13, 581–588. [Google Scholar] [CrossRef]
- Greenberg, L.A.; McLean, A. The Kinetics of Oxygen Dissolution in Liquid Iron and Liquid Iron Alloy Droplets. ISIJ Int. 1974, 14, 395–403. [Google Scholar] [CrossRef]
- Harris, R. Vacuum refining copper melts to remove bismuth, arsenic, and antimony. Met. Mater. Trans. B 1984, 15, 251–257. [Google Scholar] [CrossRef]
- Siwiec, G. Elimination of Aluminum during the Process of Ti-6Al-4V Alloy, Smelting in a Vacuum Induction Furnace. Arch. Metall. Mater. 2012, 57, 951–956. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | P | Si | Mn | S |
|---|---|---|---|---|---|
| Content (wt.%) | 0.22 | 0.023 | 0.54 | 1.46 | 0.54 |
| Gas Flow Rate (m/s) | Refining Temperature (K) | ||||
|---|---|---|---|---|---|
| 1823 | 1923 | 2023 | 2123 | 2223 | |
| 0.0414 | — | 0.9388 | 0.8902 | 0.8707 | 0.8008 |
| 0.0829 | 0.9648 | 0.8916 | 0.8053 | 0.7106 | — |
| 0.1243 | — | 0.7539 | 0.7404 | 0.7393 | 0.4448 |
| Gas Flow Rate (m/s) | Refining Temperature (K) | ||||
|---|---|---|---|---|---|
| 1823 | 1923 | 2023 | 2123 | 2223 | |
| 0.0414 | — | 2.396 × 10−6 | 2.418 × 10−6 | 2.427 × 10−6 | 2.462 × 10−6 |
| 0.0829 | 2.385 × 10−6 | 2.418 × 10−6 | 2.459 × 10−6 | 2.511 × 10−6 | — |
| 0.1243 | — | 2.486 × 10−6 | 2.494 × 10−6 | 2.494 × 10−6 | 2.702 × 10−6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Q.; Zhang, G.; Yang, Y.; McLean, A.; Gao, L. Kinetic Aspects of Phosphorus Removal from Electromagnetically Levitated 600 MPa Steel Droplets. Metals 2021, 11, 1460. https://doi.org/10.3390/met11091460
Jiang Q, Zhang G, Yang Y, McLean A, Gao L. Kinetic Aspects of Phosphorus Removal from Electromagnetically Levitated 600 MPa Steel Droplets. Metals. 2021; 11(9):1460. https://doi.org/10.3390/met11091460
Chicago/Turabian StyleJiang, Qi, Guifang Zhang, Yindong Yang, Alexander McLean, and Lei Gao. 2021. "Kinetic Aspects of Phosphorus Removal from Electromagnetically Levitated 600 MPa Steel Droplets" Metals 11, no. 9: 1460. https://doi.org/10.3390/met11091460
APA StyleJiang, Q., Zhang, G., Yang, Y., McLean, A., & Gao, L. (2021). Kinetic Aspects of Phosphorus Removal from Electromagnetically Levitated 600 MPa Steel Droplets. Metals, 11(9), 1460. https://doi.org/10.3390/met11091460