
Grain Boundary Diffusion Sources and Their Coating Methods for Nd-Fe-B Permanent Magnets




Abstract
:1. Introduction
2. Development of Diffusion Sources and Their Fabrication
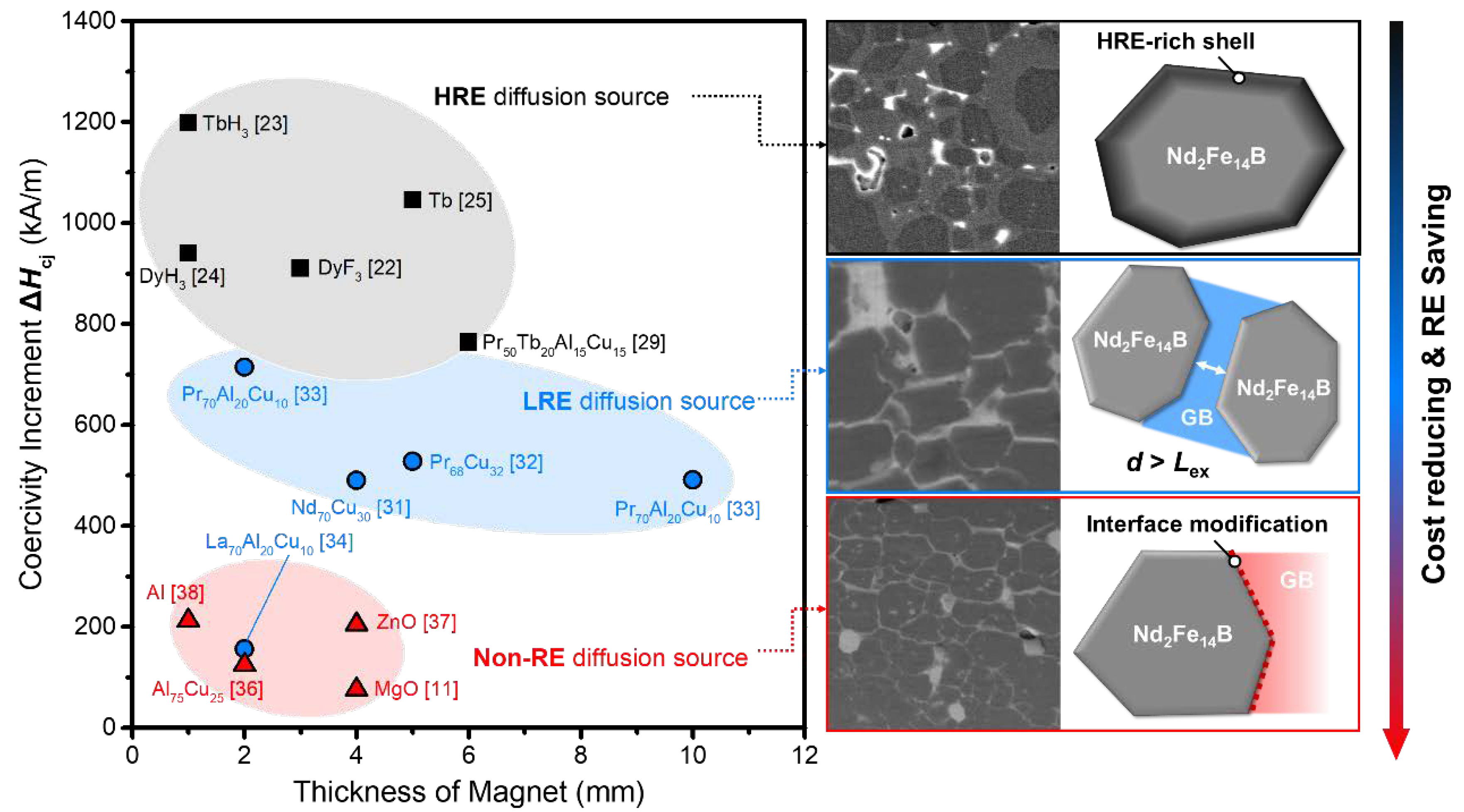
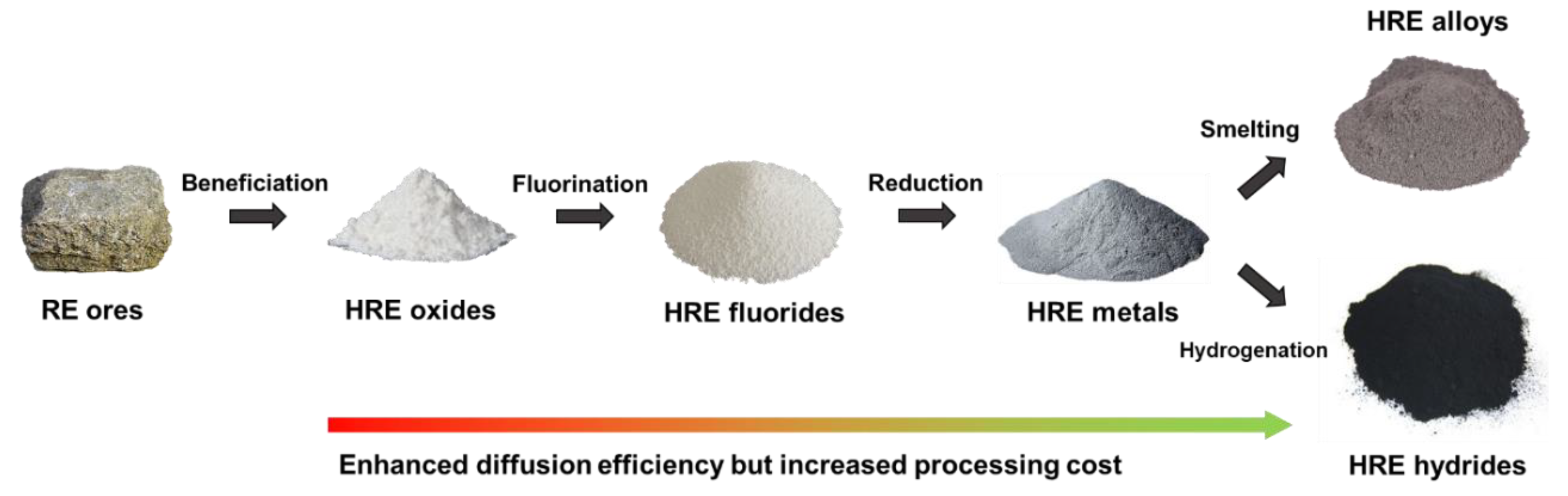
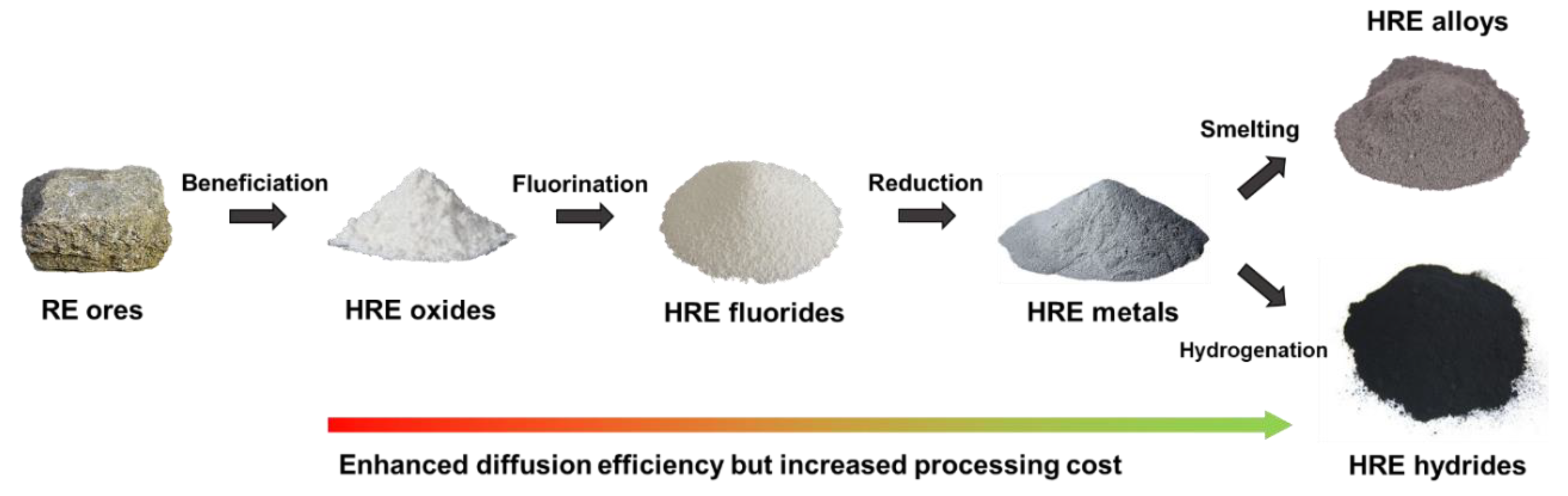
2.1. HRE-Based Diffusion Sources and Their Fabrication
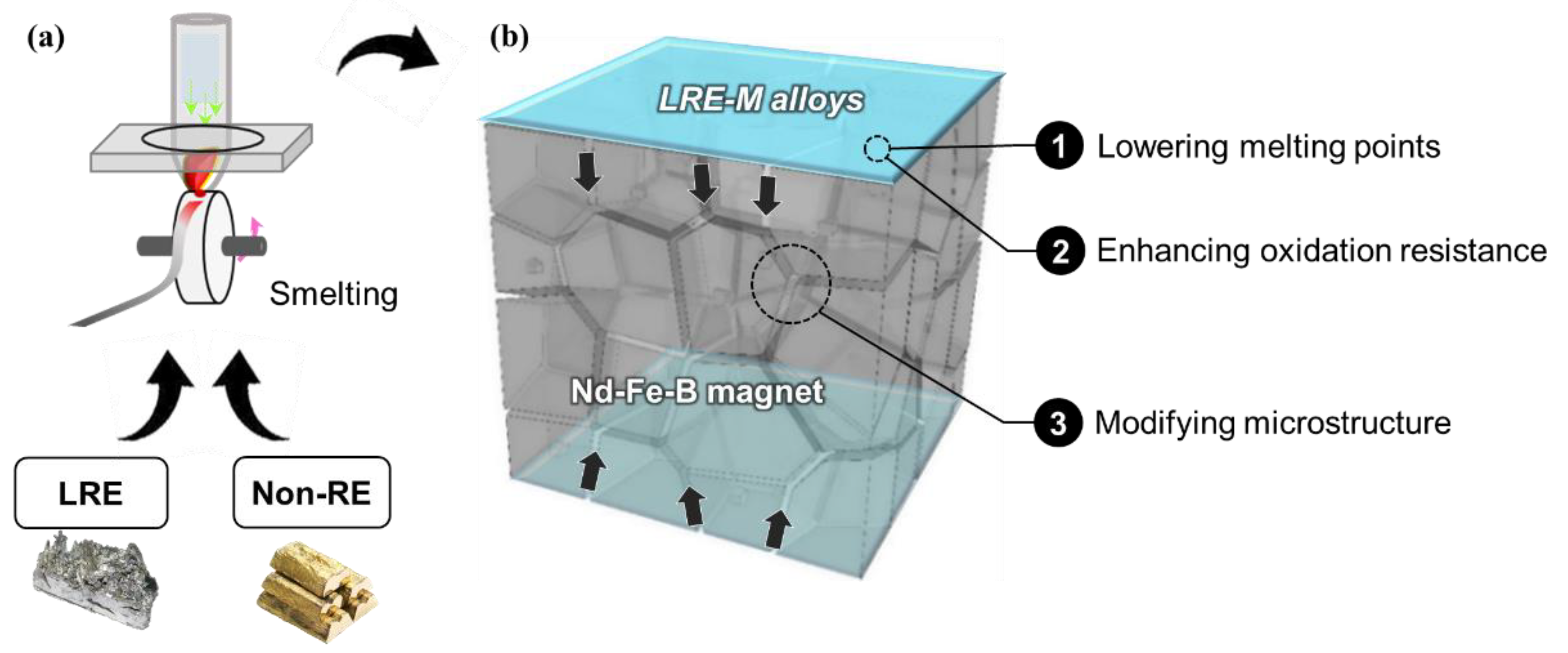
2.2. Design of LRE-Based Diffusion Sources
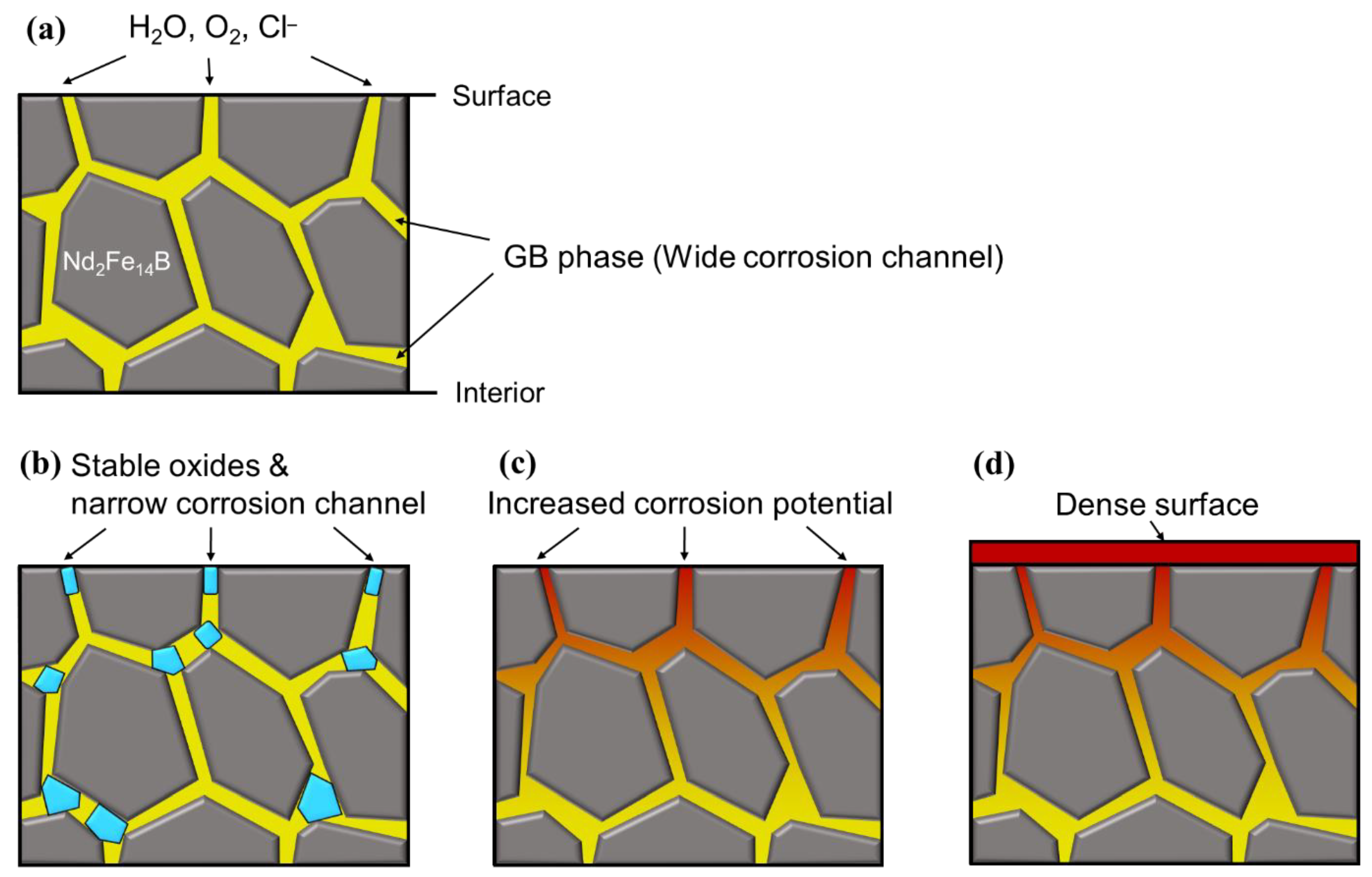
2.3. Design of Non-RE-Based Diffusion Sources
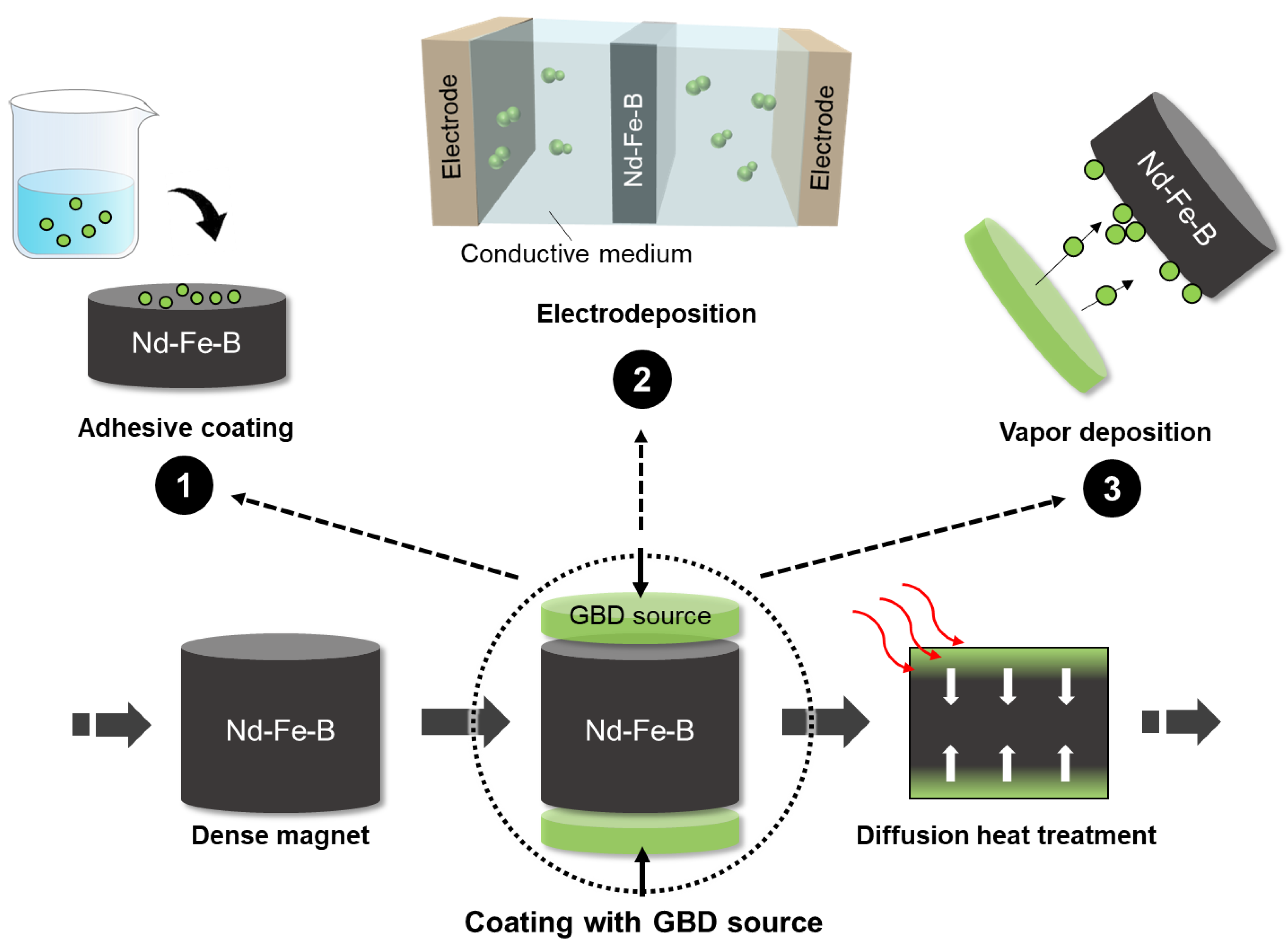
3. Coating Methods of Diffusion Sources
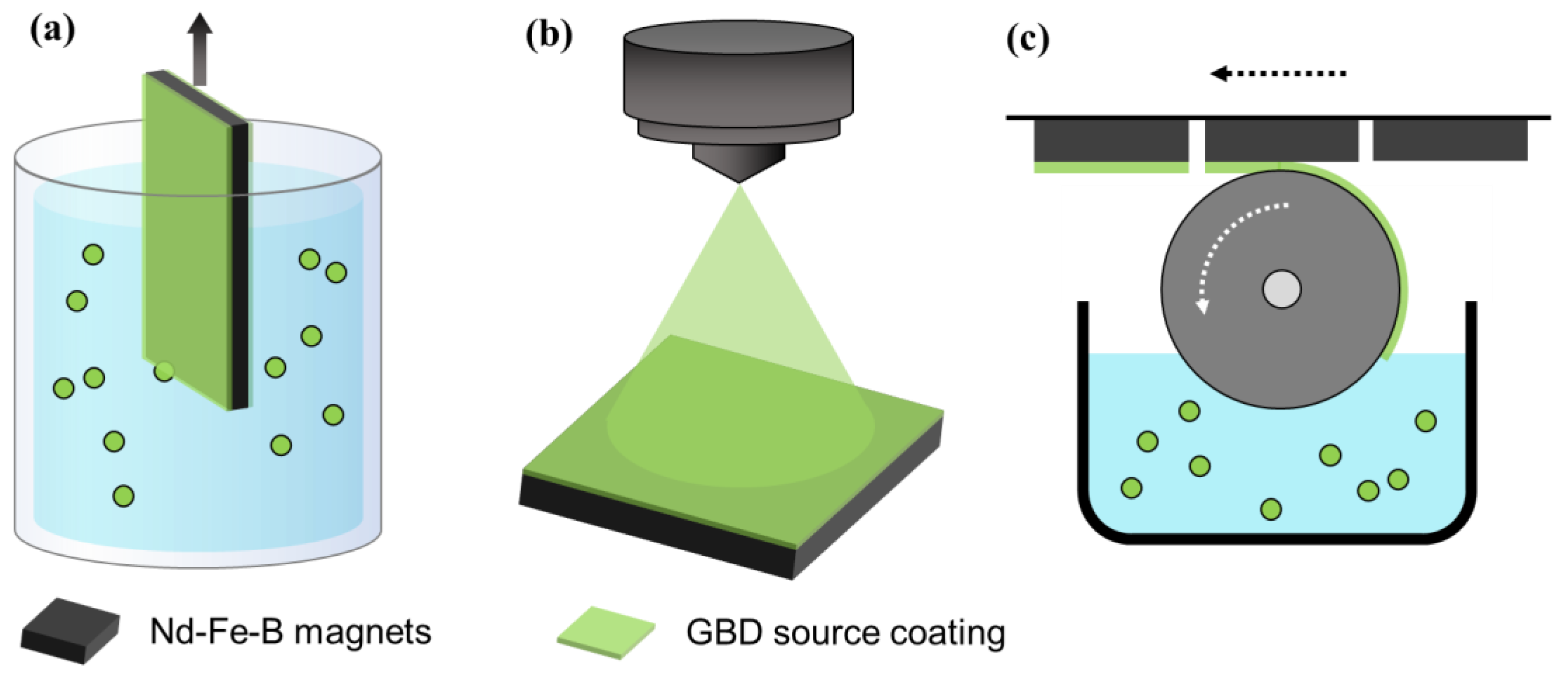
3.1. Adhesive Coating
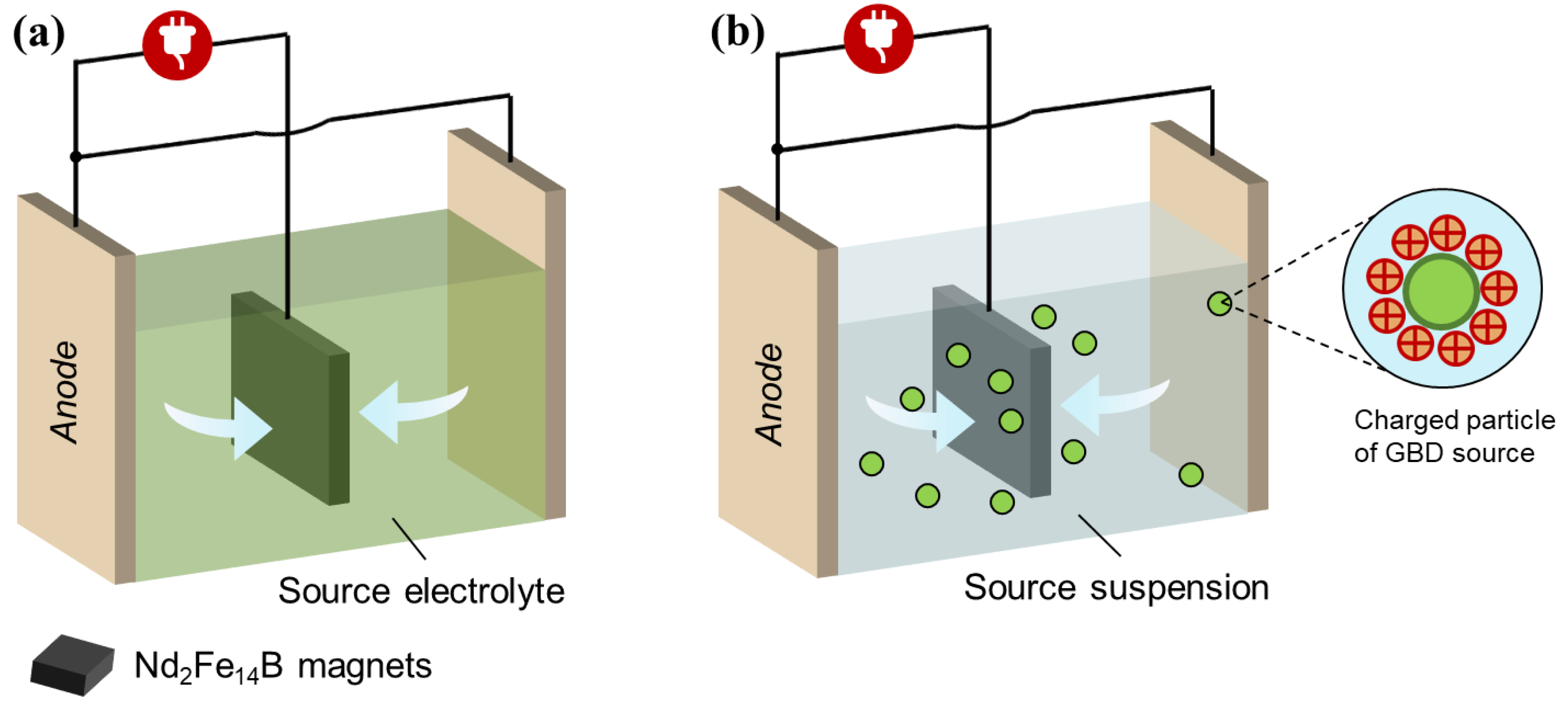
3.2. Electrodeposition
3.3. Vapor Deposition
4. Summary and Future Prospect
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Coey, J.M.D. Hard magnetic materials: A perspective. IEEE Trans. Magn. 2011, 47, 4671–4681. [Google Scholar] [CrossRef]
- Gutfleisch, O.; Willard, M.A.; Bruck, E.; Chen, C.H.; Sankar, S.G.; Liu, J.P. Magnetic materials and devices for the 21st century: Stronger, lighter, and more energy efficient. Adv. Mater. 2011, 23, 821–842. [Google Scholar] [CrossRef]
- Oono, N.; Sagawa, M.; Kasada, R.; Matsui, H.; Kimura, A. Production of thick high-performance sintered neodymium magnets by grain boundary diffusion treatment with dysprosium–nickel–aluminum alloy. J. Magn. Magn. Mater. 2011, 323, 297–300. [Google Scholar] [CrossRef]
- Hu, B. Status quo of rare earth permanent magnet industry. In Proceedings of the Conference on Green Development and Efficient Utilization of Rare Earth Resources, Ganzhou, China, 20 October 2020. [Google Scholar]
- Grossinger, R.; Sun, X.K.; Eibler, R.; Buschow, K.H.J.; Kirchmayr, H.R. Temperature dependence of anisotropy fields and initial susceptibilities in R2Fe14B compounds. J. Magn. Magn. Mater. 1986, 58, 55–60. [Google Scholar] [CrossRef]
- Hirosawa, S.; Matsuura, Y.; Yamamoto, H.; Fujimura, S.; Sagawa, M.; Yamauchi, H. Magnetization and magnetic anisotropy of R2Fe14B measured on single crystals. J. Appl. Phys. 1986, 59, 873–879. [Google Scholar] [CrossRef]
- Nakamura, H.; Hirota, K.; Shimao, M.; Minowa, T.; Honshima, M. Magnetic properties of extremely small Nd-Fe-B sintered magnets. IEEE Trans. Magn. 2005, 41, 3844–3846. [Google Scholar] [CrossRef]
- Sugimoto, S. Current status and recent topics of rare-earth permanent magnets. J. Phys. D Appl. Phys. 2011, 44, 064001. [Google Scholar] [CrossRef]
- JLMAG RARE-EARTH CO., LTD. Available online: http://www.jlmag.com.cn/view44-1.html (accessed on 7 August 2021).
- Sepehri-Amin, H.; Ohkubo, T.; Nishiuchi, T.; Hirosawa, S.; Hono, K. Coercivity enhancement of hydrogenation–disproportionation–desorption–recombination processed Nd–Fe–B powders by the diffusion of Nd–Cu eutectic alloys. Scr. Mater. 2010, 63, 1124–1127. [Google Scholar] [CrossRef]
- Zhou, Q.; Liu, Z.W.; Zhong, X.C.; Zhang, G.Q. Properties improvement and structural optimization of sintered NdFeB magnets by non-rare earth compound grain boundary diffusion. Mater. Des. 2015, 86, 114–120. [Google Scholar] [CrossRef]
- Chen, F. Recent progress of grain boundary diffusion process of Nd-Fe-B magnets. J. Magn. Magn. Mater. 2020, 514, 167227. [Google Scholar] [CrossRef]
- Lv, M.; Kong, T.; Zhang, W.; Zhu, M.; Jin, H.; Li, W.; Li, Y. Progress on modification of microstructures and magnetic properties of Nd-Fe-B magnets by the grain boundary diffusion engineering. J. Magn. Magn. Mater. 2021, 517, 167278. [Google Scholar] [CrossRef]
- Liu, Z.; He, J. Several issues on the grain boundary diffusion process for Nd-Fe-B permanent magnets. Acta Metall. Sin. 2021, 57, 1155–1170. (in Chinese). [Google Scholar]
- Liu, Z.; He, J.; Ramanujan, R.V. Significant progress of grain boundary diffusion process for cost-effective rare earth permanent magnets: A review. Mater. Des. 2021, 209, 110004. [Google Scholar] [CrossRef]
- Liu, Z.; He, J.; Zhou, Q.; Huang, Y.; Jiang, Q. Development of non-rare earth grain boundary modification techniques for Nd-Fe-B permanent magnets. J. Mater. Sci. Technol. 2021, 98, 51–61. [Google Scholar] [CrossRef]
- Seelam, U.M.R.; Ohkubo, T.; Abe, T.; Hirosawa, S.; Hono, K. Faceted shell structure in grain boundary diffusion-processed sintered Nd-Fe-B magnets. J. Alloys. Compd. 2014, 617, 884–892. [Google Scholar] [CrossRef] [Green Version]
- Löewe, K.; Brombacher, C.; Katter, M.; Gutfleisch, O. Temperature-dependent Dy diffusion processes in Nd–Fe–B permanent magnets. Acta Mater. 2015, 83, 248–255. [Google Scholar] [CrossRef]
- Kim, T.H.; Sasaki, T.T.; Koyama, T.; Fujikawa, Y.; Miwa, M.; Enokido, Y.; Ohkubo, T.; Hono, K. Formation mechanism of Tb-rich shell in grain boundary diffusion processed Nd–Fe–B sintered magnets. Scr. Mater. 2020, 178, 433–437. [Google Scholar] [CrossRef]
- Park, K.T.; Hiraga, K.; Sagawa, M. Effect of metal-coating and consecutive heat treatment on coercivity of thin Nd-Fe-B sintered magnets. In Proceedings of the 16th Workshop on Rare Earth Permanent Magnet and their Applications, Sendai, Japan, 1 February 2000; pp. 257–264. [Google Scholar]
- Hirota, K.; Nakamura, H.; Minowa, T.; Honshima, M. Coercivity enhancement by the grain boundary diffusion process to Nd–Fe–B sintered magnets. IEEE Trans. Magn. 2006, 42, 2909–2911. [Google Scholar] [CrossRef]
- Soderžnik, M.; Rožman, K.Ž.; Kobe, S.; McGuiness, P. The grain-boundary diffusion process in Nd–Fe–B sintered magnets based on the electrophoretic deposition of DyF3. Intermetallics 2012, 23, 158–162. [Google Scholar] [CrossRef]
- Liu, W.Q.; Chang, C.; Yue, M.; Yang, J.S.; Zhang, D.T.; Zhang, J.X.; Liu, Y.Q. Coercivity, microstructure, and thermal stability of sintered Nd–Fe–B magnets by grain boundary diffusion with TbH3 nanoparticles. Rare Met. 2014, 36, 718–722. [Google Scholar] [CrossRef]
- Ji, W.; Liu, W.; Yue, M.; Zhang, D.; Zhang, J. Coercivity enhancement of recycled Nd–Fe–B sintered magnets by grain boundary diffusion with DyH3 nano-particles. Phys. B 2015, 476, 147–149. [Google Scholar] [CrossRef]
- Loewe, K.; Benke, D.; Kübel, C.; Lienig, T.; Skokov, K.P.; Gutfleisch, O. Grain boundary diffusion of different rare earth elements in Nd-Fe-B sintered magnets by experiment and FEM simulation. Acta Mater. 2017, 124, 421–429. [Google Scholar] [CrossRef]
- Liu, Y.; He, J.; Yu, H.; Liu, Z.; Zhang, G. Restoring and enhancing the coercivity of waste sintered (Nd,Ce,Gd)FeB magnets by direct Pr-Tb-Cu grain boundary diffusion. Appl. Phys. A 2020, 126, 657. [Google Scholar] [CrossRef]
- Liu, Y.; Liao, X.; He, J.; Yu, H.; Zhong, X.; Zhou, Q.; Liu, Z. Magnetic properties and microstructure evolution of in-situ Tb-Cu diffusion treated hot-deformed Nd-Fe-B magnets. J. Magn. Magn. Mater. 2020, 504, 166685. [Google Scholar] [CrossRef]
- Lu, K.; Bao, X.; Tang, M.; Chen, G.; Mu, X.; Li, J.; Gao, X. Boundary optimization and coercivity enhancement of high (BH)max Nd-Fe-B magnet by diffusing Pr-Tb-Cu-Al alloys. Scr. Mater. 2017, 138, 83–87. [Google Scholar] [CrossRef]
- Chen, G.; Bao, X.; Lu, K.; Lv, X.; Ding, Y.; Zhang, M.; Wang, C.; Gao, X. Microstructure and magnetic properties of Nd-Fe-B sintered magnet by diffusing Pr-Cu-Al and Pr-Tb-Cu-Al alloys. J. Magn. Magn. Mater. 2019, 477, 17–21. [Google Scholar] [CrossRef]
- Akiya, T.; Liu, J.; Sepehri-Amin, H.; Ohkubo, T.; Hioki, K.; Hattori, A.; Hono, K. Low temperature diffusion process using rare earth-Cu eutectic alloys for hot-deformed Nd-Fe-B bulk magnets. J. Appl. Phys. 2014, 115, 17a766. [Google Scholar] [CrossRef]
- Chen, F.; Zhang, T.; Wang, J.; Zhang, L.; Zhou, G. Coercivity enhancement of a Nd–Fe–B sintered magnet by diffusion of Nd70Cu30 alloy under pressure. Scr. Mater. 2015, 107, 38–41. [Google Scholar] [CrossRef]
- Lu, K.; Bao, X.; Tang, M.; Sun, L.; Li, J.; Gao, X. Influence of annealing on microstructural and magnetic properties of Nd-Fe-B magnets by grain boundary diffusion with Pr-Cu and Dy-Cu alloys. J. Magn. Magn. Mater. 2017, 441, 517–522. [Google Scholar] [CrossRef]
- Zeng, H.; Liu, Z.; Li, W.; Zhang, J.; Zhao, L.; Zhong, X.; Yu, H.; Guo, B. Significantly enhancing the coercivity of NdFeB magnets by ternary Pr-Al-Cu alloys diffusion and understanding the elements diffusion behavior. J. Magn. Magn. Mater. 2019, 471, 97–104. [Google Scholar] [CrossRef]
- Zeng, H.X.; Wang, Q.X.; Zhang, J.S.; Liao, X.F.; Zhong, X.C.; Yu, H.Y.; Liu, Z.W. Grain boundary diffusion treatment of sintered NdFeB magnets by low cost La-Al-Cu alloys with various Al/Cu ratios. J. Magn. Magn. Mater. 2019, 490, 165498. [Google Scholar] [CrossRef]
- Zeng, H.X.; Yu, H.Y.; Zhou, Q.; Zhang, J.S.; Liao, X.F.; Liu, Z.W. Clarifying the effects of La and Ce in the grain boundary diffusion sources on sintered NdFeB magnets. Mater. Res. Express 2019, 6, 106105. [Google Scholar] [CrossRef]
- Zeng, H.X.; Liu, Z.W.; Zhang, J.S.; Liao, X.F.; Yu, H.Y. Towards the diffusion source cost reduction for NdFeB grain boundary diffusion process. J. Mater. Sci. Technol. 2020, 36, 50–54. [Google Scholar] [CrossRef]
- Wang, E.; Xiao, C.; He, J.; Lu, C.; Hussain, M.; Tang, R.; Zhou, Q.; Liu, Z. Grain boundary modification and properties enhancement of sintered Nd-Fe-B magnets by ZnO solid diffusion. Appl. Surf. Sci. 2021, 565, 150545. [Google Scholar] [CrossRef]
- Chen, W.; Huang, Y.L.; Luo, J.M.; Hou, Y.H.; Ge, X.J.; Guan, Y.W.; Liu, Z.W.; Zhong, Z.C.; Wang, G.P. Microstructure and improved properties of sintered Nd-Fe-B magnets by grain boundary diffusion of non-rare earth. J. Magn. Magn. Mater. 2019, 476, 134–141. [Google Scholar] [CrossRef]
- He, J.; Liao, X.; Lan, X.; Qiu, W.; Yu, H.; Zhang, J.; Fan, W.; Zhong, X.; Liu, Z. Annealed Al-Cr coating: A hard anti-corrosion coating with grain boundary modification effect for Nd-Fe-B magnets. J. Alloys. Compd. 2021, 870, 159229. [Google Scholar] [CrossRef]
- Guan, Y.W.; Huang, Y.L.; Rao, Q.; Li, W.; Hou, Y.H.; Luo, J.M.; Pang, Z.S.; Mao, H.Y. Investigation on the grain boundary diffusion of Dy2O3 film prepared by electrophoretic deposition for sintered Nd-Fe-B magnets. J. Alloys. Compd. 2020, 857, 157606. [Google Scholar] [CrossRef]
- Kim, T.H.; Lee, S.R.; Kim, H.J.; Lee, M.W.; Jang, T.S. Simultaneous application of Dy–X ( X = F or H) powder doping and dip-coating processes to Nd–Fe–B sintered magnets. Acta Mater. 2015, 93, 95–104. [Google Scholar] [CrossRef]
- Takashima, M.; Kano, G. Preparation and electrical conductivity of binary rare earth metal fluoride oxides. Solid State Ionics Diffus. React. 1987, 23, 99–106. [Google Scholar] [CrossRef]
- Kim, T.H.; Lee, S.R.; Kim, H.J.; Lee, M.W.; Jang, T.S. Magnetic and microstructural modification of the Nd-Fe-B sintered magnet by mixed DyF3/DyHx powder doping. J. Appl. Phys. 2014, 115, 17A763. [Google Scholar] [CrossRef]
- Park, S.E.; Kim, T.H.; Lee, S.R.; Kim, D.H.; Nam-Kung, S.; Jang, T.S. Magnetic and microstructural characteristics of Nd-Fe-B sintered magnets doped with Dy2O3 and DyF3 powders. IEEE Trans. Magn. 2011, 47, 3259–3262. [Google Scholar] [CrossRef]
- Li, D.; Suzuki, S.; Kawasaki, T.; Machida, K.I. Grain interface modification and magnetic properties of Nd–Fe–B sintered magnets. Japn. J. Appl. Phys. 2008, 47, 7876–7878. [Google Scholar] [CrossRef]
- Wong, Y.J.; Chang, H.W.; Lee, Y.I.; Chang, W.C.; Chiu, C.H.; Mo, C.C. Comparison on the coercivity enhancement of sintered NdFeB magnets by grain boundary diffusion with low-melting (Tb, R)75Cu25 alloys (R= None, Y, La, and Ce). AIP Adv. 2019, 9, 125238. [Google Scholar] [CrossRef] [Green Version]
- Wong, Y.J.; Chang, H.W.; Lee, Y.I.; Chang, W.C.; Chiu, C.H.; Mo, C.C. Coercivity enhancement of thicker sintered NdFeB magnets by grain boundary diffusion with low-melting Tb75-xCexCu25 (x = 0–45) alloys. J. Magn. Magn. Mater. 2020, 515, 167287. [Google Scholar] [CrossRef]
- Liu, P.; Ma, T.; Wang, X.; Zhang, Y.; Yan, M. Role of hydrogen in Nd-Fe-B sintered magnets with DyHx addition. J. Alloys. Compd. 2015, 628, 282–286. [Google Scholar] [CrossRef]
- Yan, M.; Jin, J.; Ma, T. Grain boundary restructuring and La/Ce/Y application in Nd–Fe–B magnets. Chin. Phys. B 2019, 28, 077507. [Google Scholar] [CrossRef]
- Wu, Y.; Gao, Z.; Xu, G.; Liu, J.; Xuan, H.; Liu, Y.; Yi, X.; Chen, J.; Han, P. Current status and challenges in corrosion and protection strategies for sintered NdFeB magnets. Acta Metall. Sin. 2020, 57, 171–181. (In Chinese) [Google Scholar]
- Peng, B.; Jin, J.; Liu, Y.; Lu, C.; Li, L.; Yan, M. Towards peculiar corrosion behavior of multi-main-phase Nd-Ce-Y-Fe-B permanent material with heterogeneous microstructure. Corros. Sci. 2020, 177, 108972. [Google Scholar] [CrossRef]
- Gschneidner, K.A.; Eyring, L.; Hüfner, S. Handbook on the Physics and Chemistry of Rare Earths, 4th ed.; North Holland: North Holland, The Netherlands, 1994. [Google Scholar]
- Bae, K.H.; Kim, T.H.; Lee, S.R.; Kim, H.J.; Lee, M.W.; Jang, T.S. Magnetic and microstructural characteristics of DyF3/DyHx dip-coated Nd–Fe–B sintered magnets. J. Alloys. Compd. 2014, 612, 183–188. [Google Scholar] [CrossRef]
- Jin, J.; Chen, W.; Li, M.; Liu, X.; Yan, M. PrAl and PrDyAl diffusion into Nd-La-Ce-Fe-B sintered magnets: Critical role of surface microstructure in the magnetic performance. Appl. Surf. Sci. 2020, 529, 147028. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Ohkubo, T.; Une, Y.; Kubo, H.; Sagawa, M.; Hono, K. Effect of carbon on the coercivity and microstructure in fine-grained Nd–Fe–B sintered magnet. Acta Mater. 2015, 84, 506–514. [Google Scholar] [CrossRef] [Green Version]
- Mo, W.; Zhang, L.; Liu, Q.; Shan, A.; Wu, J.; Komuro, M. Dependence of the crystal structure of the Nd-rich phase on oxygen content in an Nd–Fe–B sintered magnet. Scr. Mater. 2008, 59, 179–182. [Google Scholar] [CrossRef]
- Bae, K.H.; Lee, S.R.; Kim, H.J.; Lee, M.W.; Jang, T.S. Effect of oxygen content of Nd–Fe–B sintered magnet on grain boundary diffusion process of DyH2 dip-coating. J. Appl. Phys. 2015, 118, 203902. [Google Scholar] [CrossRef]
- Minowa, T.; Yoshikawa, M.; Honshima, M. Improvement of the corrosion resistance on Nd-Fe-B magnet with nickel plating. IEEE Trans. Magn. 1989, 25, 3776–3778. [Google Scholar] [CrossRef]
- Cheng, C.W.; Man, H.C.; Cheng, F.T. Magnetic and corrosion characteristics of Nd-Fe-B magnet with various surface coatings. IEEE Trans. Magn. 1997, 33, 3910–3912. [Google Scholar] [CrossRef]
- Tang, X.T.; Lu, Z.W.; Sun, A.Z. The effect of sintered Nd-Fe-B with Dy infiltration to the plating crafts. J. Magn. Magn. Mater. 2019, 475, 10–13. [Google Scholar] [CrossRef]
- Lee, S.; Kwon, J.; Cha, H.-R.; Kim, K.M.; Kwon, H.W.; Lee, J.; Lee, D. Enhancement of coercivity in sintered Nd-Fe-B magnets by grain-boundary diffusion of electrodeposited Cu-Nd Alloys. Met. Mater. Int. 2016, 22, 340–344. [Google Scholar] [CrossRef]
- Cao, X.J.; Chen, L.; Guo, S.; Li, X.B.; Yi, P.P.; Yan, A.R.; Yan, G.L. Coercivity enhancement of sintered Nd–Fe–B magnets by efficiently diffusing DyF3 based on electrophoretic deposition. J. Alloys. Compd. 2015, 631, 315–320. [Google Scholar] [CrossRef]
- Cao, X.; Chen, L.; Guo, S.; Chen, R.; Yan, G.; Yan, A. Impact of TbF3 diffusion on coercivity and microstructure in sintered Nd–Fe–B magnets by electrophoretic deposition. Scr. Mater. 2016, 116, 40–43. [Google Scholar] [CrossRef]
- Soderžnik, M.; Korent, M.; Žagar Soderžnik, K.; Katter, M.; Üstüner, K.; Kobe, S. High-coercivity Nd-Fe-B magnets obtained with the electrophoretic deposition of submicron TbF3 followed by the grain-boundary diffusion process. Acta Mater. 2016, 115, 278–284. [Google Scholar] [CrossRef]
- Navinšek, B.; Panjan, P.; Milošev, I. PVD coatings as an environmentally clean alternative to electroplating and electroless processes. Surf. Coat. Technol. 1999, 116–119, 476–487. [Google Scholar] [CrossRef]
- He, J.; Lan, X.; Wan, J.; Liu, H.; Liu, Z.; Jiao, D.; Zhong, X.; Cheng, Y.; Qiu, W. Modifying Cr/CrN composite structure by Fe addition: Toward manufacturing cost-effective and tough hard coatings. Appl. Surf. Sci. 2021, 545, 149025. [Google Scholar] [CrossRef]
- Sepehri-Amin, H.; Ohkubo, T.; Hono, K. The mechanism of coercivity enhancement by the grain boundary diffusion process of Nd–Fe–B sintered magnets. Acta Mater. 2013, 61, 1982–1990. [Google Scholar] [CrossRef]
- Watanabe, N.; Itakura, M.; Kuwano, N.; Li, D.; Suzuki, S.; Machida, K.I. Microstructure analysis of sintered Nd-Fe-B magnets improved by Tb-vapor sorption. Mater. Trans. 2007, 48, 915–918. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, N.; Umemoto, H.; Ishimaru, M.; Itakura, M.; Nishida, M.; Machida, K. Microstructure analysis of Nd-Fe-B sintered magnets improved by Tb-metal vapour sorption. J. Micros. 2009, 236, 104–108. [Google Scholar] [CrossRef]
- Matchida, K.; Suzuki, S.; Kawasaki, T.; Li, D.S.; Kitamon, T.; Nakamura, K.; Shimizu, Y. High-coercive Nd-Fe-B sintered magnets diffused with Dy or Tb metal and their applications. In Proceeding of the INTERMAG Asia 2005: Digest of the IEEE International Magnetics Conference, Nagoya, Japan, 4–8 April 2005; pp. 947–948. [Google Scholar]
- Li, J.; Guo, C.; Zhou, T.; Qi, Z.; Yu, X.; Yang, B.; Zhu, M. Effects of diffusing DyZn film on magnetic properties and thermal stability of sintered NdFeB magnets. J. Magn. Magn. Mater. 2018, 454, 215–220. [Google Scholar] [CrossRef]
- Zhong, S.; Munan, Y.; Rehman, S.U.; Yaojun, L.; Jiajie, L.; Yang, B. Microstructure, magnetic properties and diffusion mechanism of DyMg co-deposited sintered Nd-Fe-B magnets. J. Alloys. Compd. 2020, 819, 153002. [Google Scholar] [CrossRef]
- Gong, W.J.; Wang, X.; Liu, W.; Guo, S.; Wang, Z.H.; Cui, W.B.; Zhu, Y.L.; Zhang, Y.Q.; Zhang, Z.D. Enhancing the perpendicular anisotropy of NdDyFeB films by Dy diffusion process. J. Appl. Phys. 2012, 111, 07a729. [Google Scholar] [CrossRef]
- Jin, J.; Yan, M.; Liu, Y.; Peng, B.; Bai, G. Attaining high magnetic performance in as-sintered multi-main-phase Nd-La-Ce-Fe-B magnets: Toward skipping the post-sinter annealing treatment. Acta Mater. 2019, 169, 248–259. [Google Scholar] [CrossRef]
- Zhang, J.S.; Liao, X.F.; Xu, K.; He, J.Y.; Fan, W.B.; Yu, H.Y.; Zhong, X.C.; Liu, Z.W. Enhancement in hard magnetic properties of nanocrystalline (Ce,Y)–Fe–Si–B alloys due to microstructure evolution caused by chemical heterogeneity. J. Mater. Chem. C 2020, 8, 14855–14863. [Google Scholar] [CrossRef]
- Liao, X.; Zhang, J.; He, J.; Fan, W.; Yu, H.; Zhong, X.; Liu, Z. Development of cost-effective nanocrystalline multi-component (Ce,La,Y)-Fe-B permanent magnetic alloys containing no critical rare earth elements of Dy, Tb, Pr and Nd. J. Mater. Sci. Technol. 2021, 76, 215–221. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| RE Metal | Temperature in °C for a Vapor Pressure of | |||
|---|---|---|---|---|
| 10−8 Atm (7.60 × 10−6 Torr) | 10−6 Atm (7.60 × 10−4 Torr) | 10−4 Atm (7.60 × 10−2 Torr) | 10−2 Atm (7.60 Torr) | |
| La | 1301 | 1566 | 1938 | 2506 |
| Ce | 1290 | 1554 | 1926 | 2487 |
| Pr | 1083 | 1333 | 1701 | 2305 |
| Nd | 955 | 1175 | 1500 | 2029 |
| Tb | 1124 | 1354 | 1698 | 2237 |
| Dy | 804 | 988 | 1252 | 1685 |
| Coating Method | Subdivision of Coating Method | Costs Advantage from Process and Equipment | Production Efficiency | Level for Materials Saving | Quality of Coating | Level of “Green” | Applicable GBD Source |
|---|---|---|---|---|---|---|---|
| Adhesive coating | Dipping | High | High | Low | Low | Moderate | Inorganic compounds |
| Spraying | Low | Moderate | Low | Inorganic compounds | |||
| Roller coating | Moderate | Low | Moderate | Inorganic compounds and metals/alloys | |||
| Electrodeposition | Electroplating | Moderate | Moderate | Moderate | High | Low | Metals/alloys |
| Electrophoresis | Moderate | Moderate | Moderate | Inorganic compounds | |||
| Vapor deposition | Evaporation | Low | Low | High | High | High | Metals/alloys |
| Sputtering | High | High | High | Inorganic compounds and metals/alloys | |||
| Ion plating | High | High | High | Inorganic compounds and metals/alloys |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, J.; Cao, J.; Yu, Z.; Song, W.; Yu, H.; Hussain, M.; Liu, Z. Grain Boundary Diffusion Sources and Their Coating Methods for Nd-Fe-B Permanent Magnets. Metals 2021, 11, 1434. https://doi.org/10.3390/met11091434
He J, Cao J, Yu Z, Song W, Yu H, Hussain M, Liu Z. Grain Boundary Diffusion Sources and Their Coating Methods for Nd-Fe-B Permanent Magnets. Metals. 2021; 11(9):1434. https://doi.org/10.3390/met11091434
Chicago/Turabian StyleHe, Jiayi, Jiali Cao, Zhigao Yu, Wenyue Song, Hongya Yu, Mozaffar Hussain, and Zhongwu Liu. 2021. "Grain Boundary Diffusion Sources and Their Coating Methods for Nd-Fe-B Permanent Magnets" Metals 11, no. 9: 1434. https://doi.org/10.3390/met11091434
APA StyleHe, J., Cao, J., Yu, Z., Song, W., Yu, H., Hussain, M., & Liu, Z. (2021). Grain Boundary Diffusion Sources and Their Coating Methods for Nd-Fe-B Permanent Magnets. Metals, 11(9), 1434. https://doi.org/10.3390/met11091434