Abstract
Metastable austenitic steels react to plastic deformation with a thermally and/or mechanically induced martensitic phase transformation. The martensitic transformation to α’-martensite can take place directly or indirectly via the intermediate stage of ε-martensite from the single-phase austenite. This effect is influenced by the stacking fault energy (SFE) of austenitic steels. An SFE < 20 mJ/m2 is known to promote indirect conversion, while an SFE > 20 mJ/m2 promotes the direct conversion of austenite into α’-martensite. This relationship has thus far not been considered in relation to the hydrogen environment embrittlement (HEE) of metastable austenitic CrNi steels. To gain new insights into HEE under consideration of the SFE and martensite formation of metastable CrNi steels, tensile tests were carried out in this study at room temperature in an air environment and in a hydrogen gas atmosphere with a pressure of p = 10 MPa. These tests were conducted on a conventionally produced alloy AISI 304L and a laboratory-scale modification of this alloy. In terms of metal physics, the steels under consideration differed in the value of the experimentally determined SFE. The SFE of the AISI 304L was 22.7 ± 0.8 mJ/m2 and the SFE of the 304 mod alloy was 18.7 ± 0.4 mJ/m2. The tensile specimens tested in air revealed a direct γ → α’ conversion for AISI 304L and an indirect γ → ε → α’ conversion for 304 mod. From the results it could be deduced that the indirect phase transformation is responsible for a significant increase in the content of deformation-induced α’-martensite due to a reduction of the SFE value below 20 mJ/m2 in hydrogen gas atmosphere.
1. Introduction
Metastable austenitic steels can potentially undergo a thermally-induced phase transformation due to undercooling. At or near room temperature (RT), austenitic steels generally exhibit a face-centered cubic (fcc) lattice structure, which also has implications regarding the thermal phase stability. These steels are able to partially transform into α’-martensite through deformation. This effect is known for austenitic CrNi-, CrMn- and MnC-steels as deformation-induced martensite transformation [1]. The common feature of the aforementioned austenitic steel grades is the relation between the stacking fault energy (SFE) and the deformation mechanism, which is characterized by a direct or indirect martensitic transformation. In this regard, metastable austenitic stainless CrNi- and CrMn-steels exhibit a threshold SFE value of about 20 mJ/m2, which in turn defines the transformation sequence [1,2]. In this context, austenitic stainless steels with an SFE above 20 mJ/m2 transform directly into α’-martensite, whereas austenitic steels with an SFE below 20 mJ/m2 undergo an indirect martensitic transformation involving the intermediate phase of ε-martensite [1,2,3,4,5]. In metastable austenitic CrNi-steels, such as AISI 304, the hexagonal closest packed (hcp) ε-martensite was observed mostly during deformations below RT [1,6]. However, the ε-martensite appears to be dependent on plastic strain, which means that after failure no ε-martensite exists beside the α’-martensite. Consequently, the ε-martensite completely transforms into α’-martensite with the content of α’-martensite reaching values of more than 80 vol.% [1,6].
The role of ε-martensite is not yet fully known in the context of hydrogen environment embrittlement. It is assumed that ε-martensite in metastable as well as stable austenitic stainless steels leads to a transgranular failure along the γ/ε interface [7,8,9]. However, the effect of ε-martensite in terms of hydrogen embrittlement is considered negligible, which is attributed to the fact that the hcp lattice structure does not embrittle at RT by hydrogen [10]. Moreover, the presence of ε-martensite could even be responsible for an increase of the resistance against hydrogen embrittlement, due to the effect that ε-martensite retard a localization of plastic deformation in austenitic steels [11]. A further important aspect is the low diffusion rate of hydrogen within the closed-packed lattice structure of ε-martensite. In high-Mn austenitic steels was shown that a low hydrogen diffusivity in the hcp-lattice structure favors fatigue-resistance in hydrogen environment [12].
In contrast, the existence of α’-martensite is closely related to the hydrogen induced embrittlement of metastable CrNi austenitic steels [13,14,15,16,17,18,19]. The formation of α’-martensite is accompanied by a sudden change of the mechanical properties, especially the diffusion conditions for hydrogen atoms within the body-centered cubic (bcc) lattice structure [20]. In regard to the mechanical properties, a significant increase in strength and decrease in elongation due to the formation of α’-martensite was revealed [21,22]. In addition, the formation of α’-martensite could be responsible for an accelerate fatigue crack growth rate of metastable austenitic steels [23]. The diffusion rate of hydrogen in metastable austenitic stainless steels is influenced not only by the chemical composition but also by the degree of deformation [20,24].
The metastable austenitic steel grade AISI 304L transforms partly into strain-induced α’-martensite at room temperature. The formation of α’-martensite at RT is a result of the plastic deformation of AISI 304L. This effect is attributed to a low stability of the austenitic phase and its SFE value, which in turn determines the deformation mechanism [25]. At RT, the AISI grade 304L possesses an average SFE just above 20 mJ/m2 [26,27,28,29]. The failure mechanism of metastable austenitic steels depends not only on thermal and mechanical stress but also on the test atmosphere. In air, AISI 304L shows a ductile failure, but in a hydrogen gas atmosphere, the fracture changes into brittle. The objective of the present study is to investigate the influence of the ε-martensite formation in terms of the α’-martensite content and the relation to hydrogen gas embrittlement by consideration of the SFE.
2. Materials and Methods
2.1. Materials
The study examined two metastable austenitic CrNi steels. The conventionally manufactured steel AISI 304L was used as a reference alloy. Based on the chemical composition of AISI 304L, a model alloy 304 mod with a lower SFE was produced on a laboratory scale. The chemical composition of the alloys was measured using optical spark emission spectrometry (OES) and is presented in Table 1.

Table 1.
Chemical composition of the investigated steels AISI 304L and 304 mod, measured by OES analyses; values in mass%.
After continuous casting, AISI 304L exhibits a square cross section of 265 mm. A subsequent hot-rolling process at 1200 °C with several passes was used to manufacture a bar shape with a diameter of 30 mm. The final pass of hot working took place between 1080 and 1100 °C. Afterwards, water was used to quench the material to 600 °C followed by air cooling.
The 304 mod steel was produced using a vacuum induction furnace. A conical ingot mold was used to reduce the number of pores in the ingot-head area. The casting process was performed within an argon atmosphere. Ingots were pre-machined to form cylinders with a diameter of about 42 mm. Rotary swaging was carried out at 1150 °C in several passes which enabled a reduction of the final as-forged diameter of the bars to 15 mm.
2.2. Sample Preparation for SFE Measurement
The experimental determination of the SFE was performed by X-ray diffraction measurements (XRD, Bruker AXS GmbH, Karlsruhe, Germany) and the evaluation of the diffractograms by means of Rietveld analysis. For this purpose, metal powder was produced from the solid bar material by mechanical filing at room temperature. This cold-worked powder was sieved to a particle size of <64 µm. To obtain the different powder states required for the SFE determination, half of the cold-worked powder was heat treated. Oxidation of the steel powder was avoided by using evacuated glass capsules with a vacuum of 10−3 Pa. Heat treatment of the steel powder in the glass capsules was carried out at 1050 °C for 1 h. After removing it from the furnace, the encapsulated metal powder was cooled to room temperature on a ceramic plate. Thus, cold-worked (CW) and solution-annealed (SA) metal powder was used for the experimental determination of the SFE at RT.
2.3. Determination of the Stacking Fault Energy
The X-ray diffraction was performed on a Bruker D2 phaser diffractometer (Bruker AXS GmbH, Karlsruhe, Germany) using a LynxEye silicon strip detector (Bruker AXS GmbH, Karlsruhe, Germany). Using X-ray diffraction performed as above and an analysis of the measured line-profiles, the SFE was determined experimentally. The diffraction patterns for the XRD measurements were recorded using CuKα1,2 radiation with a wavelength of λCuKα1 = 1.541 Å and λCuKα2 = 1.544 Å. CuKβ radiation was suppressed using a Ni filter. In addition, a 2Θ angular range between 35 and 60° was measured. The diffraction patterns were evaluated using the software Materials Analysis Using Diffraction (MAUD, version 2.76, University of Trento, Italy) [30] according to the Rietveld method [31]. The analysis only considered single-phase austenite. The combination of the line profile size strain analysis and the measured diffraction patterns allow experimental determination of the SFE by an indirect calculation according to Reed and Schramm [32]. For this purpose, it is necessary to determine the root-mean-square microstrain (⟨⟩) in the ⟨111⟩ direction of the deformed fcc lattice over a length of 50 Å in the lattice plus the stacking fault probability P(SF) of the investigated material. Based on the measured parameters, Equation (1) was used to determine the SFE.
In Equation (1), the parameter K111 depends on the crystal symmetry and is defined as 28 for fcc-lattice (C structure) [32], ω0 represents the interaction between dislocations, anisotropies and uncertainties based on the stacking fault type which is 1/6 for fcc materials [28,32]. Parameter G111 is the shear modulus within the {111}-lattice, which is 0.65 × 1011 Nm−2 in austenitic FeCrNi alloys according to literature data [33] and the lattice parameter of the material is a0, which was determined by the analysis of the diffractograms. The coefficient a0 ∕ √3 describes the interplanar distance of the {111}-lattice planes of the fcc m m crystal structure. A−0.37 is a correction factor of the elastic anisotropy of a metal with a value of 3.3 in the case of austenitic FeCrNi alloys [28,32].
Diffraction analyses were carried out for both the cold-worked and solution-annealed powders to determine the root-mean-square microstrain. First, the cold-worked powder was measured by XRD, taking into account the numerical adjustment of the reflex broadenings of the diffraction pattern. The software MAUD was used to evaluate the measured XRD data and to determine the size strain model for the m m crystal structure [34]. The P(SF) was measured from the displacement of the austenite reflections of different states of the investigated steel powders (CW and SA). For the CW and SA states, the displacement of the austenite reflections is indicated as the relative displacement of the (111) and (200) reflections. The P(SF) was determined using Equation (2) [32].
By measuring the distance between two adjacent reflections, the parameter P(SF) was determined. This procedure is necessary to avoid possible errors resulting from an incorrect position of the sample in the XRD system.
2.4. Determination of the Phase Fraction
Based on X-ray diffraction pattern of each sample condition the phase fraction was quantified by line profile analyzes according Rietveld. For this purpose, MAUD software was used, considering the crystallography open databases (COD) for fcc-austenite (COD-file 9008469), bcc-martensite (COD-file 9008536) and hcp-martensite (COD-file 9008492). These databases include the crystallographic structure model for the refinement. An iterative least-squares approach was used to refine the variable parameter in regard to crystal size, strain and texture. The iterative refinement was carried out until the weighted profile R-parameter (Rwp) reached a value below 3%. The lower the Rwp value the better the fit [35,36].
2.5. Tensile Tests
Tensile test specimens of AISI 304L and 304 mod were produced from bars with a diameter of 30 mm and 15 mm, respectively. Round tensile specimens with a diameter of 4 mm and a gauge length of 30 mm were machined out from the center of the bars in longitudinal direction, parallel to the direction of deformation. Afterwards, heat treatment was performed in a vacuum furnace at 1050 °C for 30 min at a pressure of 5 Pa as the quenching medium used was argon at a pressure of 0.2 MPa to avoid oxidation, nitrogen pickup and distortion of the tensile specimens. The tensile tests were performed at constant traverse speed in pure hydrogen gas with a purity of more than 99.99% and a pressure of 10 MPa. In accordance with ASTM standard G129, an initial strain rate of 5.5 × 10−5 s−1 was used for the tests. Corresponding tensile tests in air were carried out at ambient conditions and RT. For each condition three samples were tested.
2.6. Microstructural Investigation
The microstructural analysis was carried out on a scanning electron microscope (SEM) manufactured by Tescan, type Vega3 SBH (TESCAN, Brno, Czech Republic). The analysis of the fracture surfaces of the tensile specimens tested in air and in hydrogen gas atmosphere was performed in secondary electron contrast (SE) by using a work distance between 8 and 12 mm and a high voltage between 15 and 20 keV, whereby the top views as well as the side views of the fracture surfaces were examined.
2.7. Empirical Estimation of the Austenite Stability
In addition to the measured SFE, an empirical approach was used to estimate the SFE value of the considered alloys in this work. For this purpose, Equation (3) according to [37] was used, considering an interaction among certain elements (in mass%).
In Equation (3), is the SFE at room temperature (300 K) and is the SFE of pure γ-Fe with a value of about 39 mJ/m2 also at room temperature.
The Md30 temperature, calculated by means of Equation (4) according to [38], was used to estimate the austenite stability against strain induced α’-martensite formation by consideration of the chemical composition and the grain size.
where Md30 means the temperature at which 50 vol.% of the austenite transforms into martensite by a plastic strain of 30% and GSASTM is the grain size number according to ASTM E112. The calculation of the Md30 temperature is performed by consideration of alloying elements and their concentration in mass%.
3. Results and Discussion
3.1. Stacking Fault Energy at Room Temperature in Relation to α’-Martensite
The experimentally determined SFE values of AISI 304L and 304 mod are presented in Table 2. Although the chemical compositions of both alloys are similar, their SFE values are different (see Table 1 and Table 2): AISI 304L has an SFE of 22.7 ± 0.8 mJ/m2, which correlates to the value of 22.9 ± 7.7 mJ/m2 reported in literature [26,27,28,29,39], whereas 304 mod exhibits an SFE of 18.7 ± 0.4 mJ/m2.
Table 2.
Experimentally determined as well as the empirical calculated (Equation (1) in mJ/m2 and the estimated austenite stability expressed by the Md30 temperature (Equation (2)) in °C with the corresponding ASTM grain size number (GSASTM).
In addition, the empirically calculated SFE values agree with the experimentally determined SFE (see Table 2). From the literature and taking into account the empirical SFE calculation approach in Equation (3), it can be deduced that the element Mo causes a significant increase in the SFE of AISI 304L compared to 304 mod [28,37]. Considering the measured SFE values and the results of the empirical SFE calculations, the difference in SFE of AISI 304L and 304 mod is about 4 mJ/m2 (see Table 2). While this difference may appear moderate, the two alloys should differ significantly in terms of the deformation mechanisms during plastic deformation. More specifically, strain induced transformation from austenite into martensite is expected in both metastable alloys, though, with a decreasing SFE, a significantly increased proportion of deformation induced martensite can be expected [1,6]. In addition, the austenite stability is estimated by the value of the Md30 temperature (Equation (4)). Considering the Md30 parameter, which in turn includes the grain size effect, the austenite stability of AISI 304L is higher than that of 304 mod due to the lower Md30 value (see Table 2). Consequently, the alloy system of 304 mod should exhibit a substantially higher martensite content than AISI 304L after material failure at RT. This assumption is confirmed by the results of the XRD measurements, which are provided in Table 3.
Table 3.
Mechanical properties and α’-martensite content at fracture of the investigated steel dependent on the test atmosphere. UTS is the ultimate tensile strength, A is the elongation at break and Z is the reduction of area.
After fracture, the steel AISI 304L possesses an α’-martensite content of 18 vol.-% and alloy 304 mod reaches 82 vol.-% of α’-martensite. Thus, the proportion of α’-martensite in 304 mod is more than four times higher compared to AISI 304L, despite the fact that the SFE of these alloys only differs by about 4 mJ/m2. In comparison, the difference in the contents of the main alloying elements is rather insignificant. In terms of the microstructure, both metastable steels show the same phases before and after the tensile tests, consisting of austenite and ferrite (α’ martensite). However, in AISI 304L, the austenitic phase dominates, while in 304 mod, it is the strain-induced α’-martensite which prevails after deformation. Austenitic steels with an SFE below 20 mJ/m2, brought about by reducing the test temperature, show a change in the transformation mode from a direct γ → α’-transformation to an indirect lattice conversion via the intermediate phase of ε-martensite with a γ → ε → α’-sequence [1,2]. To understand the material reaction with regard to the different martensite contents at RT, it is necessary to consider the degree of plastic deformation.
3.2. Deformation Behavior in Air Atmosphere Considering the SFE
The mechanical properties of the investigated steels were determined by tensile tests at room temperature both in air atmosphere under ambient conditions and in a hydrogen gas atmosphere under a gas pressure of 10 MPa. The results of tensile testing are presented in Table 3 and exemplary stress–strain curves are shown in Figure 1. The results reveal that the mechanical properties of AISI 304L and 304 mod in air atmosphere do differ, although the chemical composition of the investigated alloys varies only slightly (see Table 1). AISI 304L reaches the highest elongation to fracture, whereas 304 mod exhibits the highest tensile strength. The sigmoidal course of the stress–strain-curve of 304 mod, characterized by a secondary increase in strength, and the maximum strength with the minimum elongation to fracture is attributed to the almost entire transformation of the austenitic phase into α’-martensite (see Table 3) [22].
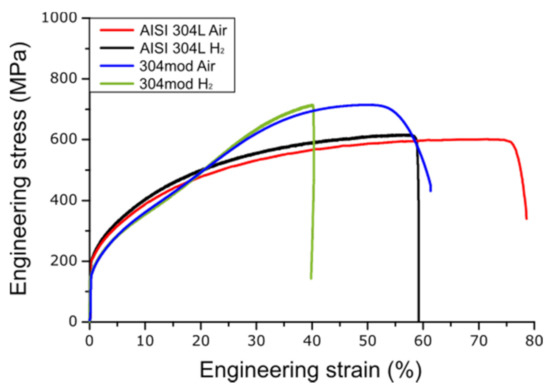
Figure 1.
Stress–strain curves of the investigated steels examined in air (ambient conditions) as well as in hydrogen gas atmosphere at room temperature and under a pressure of 10 MPa.
The detrimental influence of α’-martensite on the ductility (elongation and necking) in air atmosphere is only noticeable above 30 vol.-% of the α’-martensitic phase [40]. This is due to the formation of a closed martensitic network, which in turn impedes the plastic deformation of the austenitic phases contained therein and thus prevents the γ to α’ transformation [40]. In this context, it can be concluded that the martensitic transformation has a beneficial effect on the elongation behavior of AISI 304L, whereas the ductility of alloy 304 mod is reduced by the higher content of α’-martensite.
In air atmosphere, the investigated steels show a ductile failure, independent on the content of strain-induced martensite (see Table 3 and Figure 1). The fracture surfaces of the investigated steels confirmed the ductile failure. First, the fracture surfaces of both steels indicate a cup and cone fracture shape.
Second, both alloys show dimples within the fracture surfaces in the core area (CA) and peripheral edge areas (EA) (see Figure 2). In addition, the side views of both steels clearly show a plastic deformation.
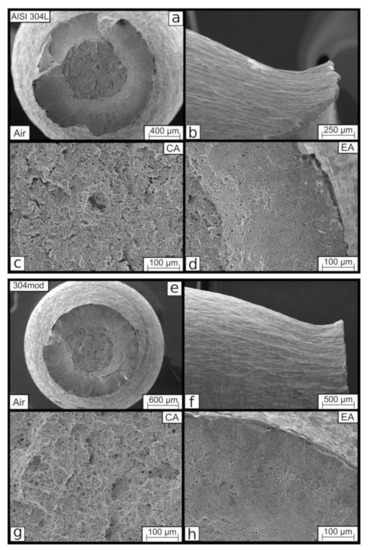
Figure 2.
SEM Images of the fracture surface of the investigated alloys in top view (a,e) and side view (b,f) after tensile tests in air atmosphere at room temperature. Detailed views are showing the core area (CA in (c,g)) and the edge area (EA in (d,h)).
Alloy 304 mod with an SFE value of 18.7 ± 0.4 mJ/m2 at RT exhibits a strain-dependent formation of ε-martensite besides α’-martensite. In contrast, the reference alloy AISI 304L shows only the formation of α’-martensite (see Table 4). This fact can be attributed to the SFE value of more than 20 mJ/m2 [1,3,4,5]. From the literature, it is known that the SFE value defines the strain-induced transformation sequence. It is also known for AISI 304L that its deformation at RT results in a direct γ → α’ transformation without any content of ε-martensite [6,40,41].
Table 4.
Strain-dependent evolution of ε- and α’-martensite in air at room temperature, starting from the solution annealed condition, values in vol.-%.
According to the transformation sequence, the indirect phase transformation by γ → ε → α’ obviously favors a significantly higher content of strain-induced α’-martensite. Considering the direct martensitic transformation with the sequence γ → α’, the martensite is formed within the austenitic matrix in regions with a high density of dislocations [42]. In terms of the indirect transformation, α’-martensite arises here from the intermediate stage of ε-martensite or local stacking faults [1,43,44,45]. Nevertheless, the considerable increase in α’-martensite cannot be explained solely by the existence of ε-martensite during the indirect transformation. In fact, both the direct and the indirect α’ formation must proceed analogously, particularly since the ε-martensite was observed during plastic deformation exclusively within a limited range of plastic strain between about 5 and 40%, before material failure [1,6,46,47]. In the context of this study, ε-martensite could be observed only in 304 mod during increasing strain, but no longer after material failure (see Table 4). In comparison, the reference alloy AISI 304L shows no ε-martensite for any elongation considered (see Table 4). An indication of the strength-increasing effect in 304 mod due to ε-martensite as a result of the ε → α’ conversion is the change in slope in the stress–strain diagram above an elongation of 15%, especially in the elongation interval between 20 and 30% (see Figure 1).
In summary, ε-martensite in CrNi steels with a low SFE is induced by deformation. In addition, the strain-dependent formation of ε-martensite is responsible for a significant increase in the content of α’-martensite. The considerable increase in α’-martensite itself is not only explainable by the change in the transformation mode from γ → α’ to γ → ε → α’. The martensite formation must occur via both the direct and the indirect transformation sequences. The secondary increase in strength represented in the stress–strain diagram is attributed to the increased α’-martensite content with fractions well above 30 vol.-% and thus due to the strain-dependent existence of ε-martensite as an intermediate stage.
3.3. Deformation Behavior in Hydrogen Gas Atmosphere
The tensile tests conducted in a hydrogen gas atmosphere at RT exhibit the effect of hydrogen environment embrittlement (HEE). As can be seen from the fractographic images in Figure 3, the metastable alloys AISI 304L and 304 mod predominantly show a brittle material failure. Considering the fracture surfaces from the top and side view, no or nearly no plastic deformation can be seen in either steels with regard to necking. In isolated cases, microductile fracture dimples can be located in the core area (CA). Nevertheless, the transcrystalline cleavage fracture is dominant. In the edge area (EA), however, no fracture dimples are observed. Here, the proportion of transcrystalline and intercrystalline cleavage fractures dominates. In direct comparison to AISI 304L, the intercrystalline fraction in 304 mod is more pronounced than the transcrystalline fraction (see Figure 3).
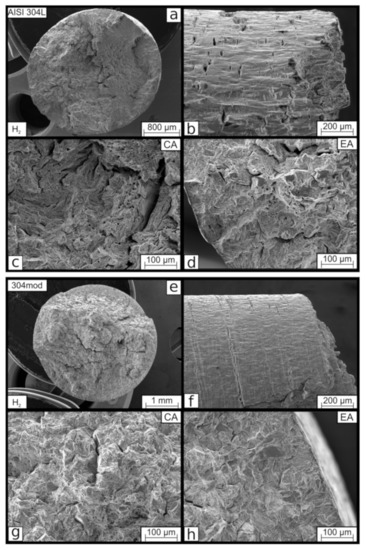
Figure 3.
SEM Images of the fracture surface of the investigated alloys in top view (a,e) and side view (b,f) after tensile tests at room temperature under hydrogen gas atmosphere (10 MPa). Detailed views are showing the core area (CA in (c,g)) and the edge area (EA in (d,h)).
As mentioned in the previous section, in ambient atmosphere (air) the metastable steels AISI 304L and 304 mod exhibit a ductile failure mode despite a martensitic transformation. In this regard, the microstructure of 304 mod is dominated by α’-martensite with a markedly higher proportion of more than 80 vol.-%. By contrast, AISI 304L as well as 304 mod in a hydrogen atmosphere show a brittle failure mechanism, which is manifested by a significant decrease in elongation at fracture and reduction of area (see Table 3). The decrease in the elongation at fracture of AISI 304L and 304 mod is the same with a reduction of about 25%. On the other hand, the decrease in reduction of area differs between the two steels. In AISI 304L the reduction of area is decreased by approximately 40%, while the value of 304 mod decreases by around 60%. In this context, it is interesting how the proportion of α’-martensite under hydrogen gas atmosphere develops until failure. In hydrogen atmosphere, the content of α’-martensite in AISI 304L increases from 18 to 29 vol.-% by more than 60%. The increase in α’-martensite content in hydrogen gas atmosphere can be interpreted as the main reason for the significant reduction in ductility. It is rather unlikely that the formation of a closed martensitic network above 30% by volume [40] of α’ is the cause of the premature failure. Otherwise, the alloy 304 mod would exhibit a lower elongation at fracture and a lower martensite content. However, this is not the case (see Table 3). Therefore, it can be deduced that it is not the martensite fraction which determines the susceptibility to HEE, but its mere presence.
The stress–strain diagrams in air and under hydrogen gas atmosphere of AISI 304L and 304 mod in Figure 1 are comparable until the ultimate tensile strength UTS is reached or until the uniform elongation Ag is reached. The material failure under both test conditions is always in the range of or above the tensile strength in air. Under hydrogen gas atmosphere, the elongation at fracture is reduced in any case. With regard to 304 mod, a secondary increase in strength is evident in hydrogen gas atmosphere, similar to the test in air. This secondary increase in strength, similarly to the samples tested in air, can be associated with the significant increase in α’-martensite. Even in a hydrogen gas atmosphere, 304 mod achieves an α’-martensite content of more than 80 vol.-% (see Table 3). This is accompanied by the formation of the intermediate stage of ε-martensite, which was detected in air atmosphere. Consequently, both the direct (γ → α’) and the indirect (γ → ε → α’) transformation sequence must be possible in alloy 304 mod even in a hydrogen environment in order to obtain a nearly complete transformation of the austenite into α’-martensite. No ε-martensite could be detected in the tensile specimens of 304 mod which were fractured prematurely under H-atmosphere. This is due to the fact that the indirect transformation is already completed when the elongation at fracture is reached. Indications for this hypothesis are, on the one hand, the decrease of the slope with respect to the strength before fracture and, on the other hand, the already achieved content of α’-martensite at material failure.
In contrast to 304 mod, AISI 304L shows no secondary strengthening even under hydrogen gas atmosphere. Compared to the tensile test in air, the α’-martensite content increased by more than 60% under hydrogen gas atmosphere. Therefore, a significant deviation of the stress–strain curves depending on the test atmosphere would be expected. The question is how the proportion of α’-martensite can increase from 18 to 29 vol.-% despite a reduced elongation at fracture under hydrogen gas atmosphere. Several investigations on metastable austenitic stainless steels have shown that a decreasing tensile test temperature results in a significant increase of the α’-martensite content [1,5,29]. Taking the SFE into account can help explain the increase in α’-martensite content. It is known from the literature that the SFE is reduced with decreasing temperature and is therefore temperature-dependent [25,48,49]. Temperature-dependent tensile tests using the type 304 alloy have shown that the formation of ε-martensite can be ruled out at RT, but can already be observed at around 0 °C [6]. Analogous to the influence of temperature, the reducing effect of the atmosphere for SFE can also be observed in relation to hydrogen. Applied to the influence of hydrogen, the literature agrees that dissolved hydrogen favors a reduction in SFE [27,50,51,52]. Accordingly, it is possible that the SFE of the AISI 304L alloy is reduced from about 23 to less than 20 mJ/m2 by the effect of dissolved hydrogen. With a reduction in SFE below 20 mJ/m2, in turn, the formation of ε-martensite becomes more probable, so that the deformation-induced transformation under hydrogen gas atmosphere can take place both directly and indirectly. Consequently, the strain-dependent presence of ε-martensite significantly increases the proportion of α’-martensite which is formed from it. A secondary increase in strength can only be expected above about 30 vol.% α’-martensite, when the mechanical properties of α’-martensite dominates over those of austenite.
Based on the results of this study, a critical range for the HEE susceptibility of metastable CrNi steels can be derived. Provided that the plastic deformation under hydrogen gas atmosphere is significantly below the tensile strength in air, the CrNi steels under consideration react almost neutrally. A slight increase in strength with respect to UTS in both AISI 304L and 304 mod is noticeable in a hydrogen gas atmosphere. This increase is due to the accelerated formation of α’-martensite. The reason for the increase of the α’-martensite content under hydrogen gas atmosphere is the reduction of SFE due to the effect of hydrogen. With a decreasing SFE the conversion sequence changes from a direct γ → α’ to an indirect γ → ε → α’ conversion. The intermediate stage of the ε-martensite promotes the conversion to α’-martensite. In a hydrogen gas atmosphere, the detrimental effect of α’-martensite only becomes evident by approaching tensile strength, while the content of α’-martensite plays a subordinate role. Approaching tensile strength induces a transition from homogeneous to inhomogeneous deformation. Regardless of the α’-martensite content, the α’-martensite itself has a detrimental effect in combination with hydrogen, which finally leads to premature failure.
4. Summary and Conclusions
In this study, two metastable CrNi steels of the type AISI 304L were investigated with respect to the direct γ → α’ and indirect γ → ε → α’ phase transformation dependent on the stacking fault energy as a result of plastic deformation at RT. The SFE at RT of the alloys investigated was determined experimentally by XRD measurements. As a result of plastic deformation, deformation-induced formation of the intermediate stage of ε-martensite was detected in the alloy with an SFE of 18.7 ± 0.4 mJ/m2, whereas the alloy with an SFE of 22.7 ± 0.8 mJ/m2 directly transformed via the γ → α’ sequence. The transition from direct to indirect deformation-induced martensitic phase transformation is known from the literature for austenitic CrNi steels with a low SFE, the coherent consideration of the transformation sequence in relation to hydrogen gas embrittlement corresponds to a research approach that has received little attention as of yet. Based on the reactions of the materials to plastic deformation in air, which were investigated in detail, correlations between hydrogen gas embrittlement and deformation-induced martensitic transformation were derived. For this purpose, the knowledge gained from the experiments in air was transferred to the results of the samples tested under hydrogen gas atmosphere. The main findings can be summarized as follows:
- CrNi steels with an SFE below 20 mJ/m2 show a significant increase in the content of deformation-induced α’-martensite due to indirect γ → ε → α’-transformation favored by the low SFE. The significant increase in α’-martensite is facilitated by the formation of the intermediate stage (ε-martensite).
- Below an SFE of 20 mJ/m2, the direct γ → α’ and the indirect γ → ε → α’ conversion sequences run in parallel. A decrease in SFE results in a higher proportion of indirect conversion.
- Due to the significant increase in the proportion of α’-martensite, promoted by indirect transformation, the intermediate stage of ε-martensite is responsible for a secondary increase in strength shown in the stress–strain diagram.
- Low Mo concentrations in the lean-alloyed AISI 304L grade can be responsible for a change in the conversion sequences, due to an increase of the SFE and austenite stability.
- In a hydrogen gas atmosphere, the formation and content of deformation-induced α’-martensite below UTS is critical to a small degree. Above UTS, in the range of inhomogeneous deformation, the existence of α’-martensite is detrimental, which manifests itself by a brittle material failure. As a result, there is no general critical limit for the α’-martensite content which could serve as an indicator for HEE sensitization.
- Assuming a reduction of the SFE by hydrogen, the transition from a direct to an indirect transformation sequence can be induced, whereby the formation of α’-martensite is already initiated at lower strains and is much more pronounced. Thus, UTS under hydrogen gas atmosphere is reached prematurely and early brittle material failure (HEE) follows.
Author Contributions
R.F.: Conceptualization, Investigation, Methodology, Visualization, Writing—original draft, Writing—review and editing. G.E.: Formal analysis, Writing—review and editing. W.T.: Formal analysis, Funding acquisition, Writing—review and editing. S.W.: Formal analysis, Funding acquisition, Supervision, Writing—review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Deutsche Forschungsgemeinschaft (DFG) grant number WE 4436/4-1 and MU 3860/1-1 and the APC was founded by the University of Wuppertal.
Acknowledgments
The authors thank the Deutsche Forschungsgemeinschaft for the financial support provided within the project ‘Einfluss der lokalen chemischen Zusammensetzung auf die mikrostrukturelle Stabilität und lokale Verformungsmechanismen in Relation zur Wasserstoffvesprödung von fcc Legierungen auf Fe-Basis’ (DFG Project Nos.: WE 4436/4-1 and MU 3860/1-1) and we acknowledge support from the Open Access Publication Fund of the University of Wuppertal.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Schumann, H. Verformungsinduzierte Martensitbildung in metastabilen austenitischen Stählen. Krist. Tech. 1975, 10, 401–411. [Google Scholar] [CrossRef]
- Sato, K.; Ichinose, M.; Hirotsu, Y.; Inoue, Y. Effects of deformation induced phase transformation and twinning on the mechanical properties of austenitic Fe-Mn-Al alloys. ISIJ Int. 1989, 29, 868–877. [Google Scholar] [CrossRef]
- Behjati, P.; Najafizadeh, A. Role of Chemical Driving Force in Martensitic Transformations of High-Purity Fe-Cr-Ni Alloys. Metall. Mat. Trans. A 2011, 42, 3752–3760. [Google Scholar] [CrossRef]
- Polatidis, E.; Hsu, W.-N.; Šmíd, M.; Panzner, T.; Chakrabarty, S.; Pant, P.; van Swygenhoven, H. Suppressed martensitic transformation under biaxial loading in low stacking fault energy metastable austenitic steels. Scr. Mater. 2018, 147, 27–32. [Google Scholar] [CrossRef]
- Schumann, H. Einfluß der Stapelfehlerenergie auf den kristallographischen Umgitterungsmechanismus der γ/α-Umwandlung in hochlegierten Stählen. Krist. Tech. 1974, 9, 1141–1152. [Google Scholar] [CrossRef]
- De, A.K.; Speer, J.G.; Matlock, D.K.; Murdock, D.C.; Mataya, M.C.; Comstock, R.J. Deformation-induced phase transformation and strain hardening in type 304 austenitic stainless steel. Metall. Mat. Trans. A 2006, 37, 1875–1886. [Google Scholar] [CrossRef]
- Narita, N.; Altstetter, C.J.; Birnbaum, H.K. Hydrogen-related phase transformations in austenitic stainless steels. MTA 1982, 13, 1355–1365. [Google Scholar] [CrossRef]
- Ryu, J.H.; Kim, S.K.; Lee, C.S.; Suh, D.-W.; Bhadeshia, H.K.D.H. Effect of aluminium on hydrogen-induced fracture behaviour in austenitic Fe–Mn–C steel. Proc. R. Soc. A 2013, 469, 20120458. [Google Scholar] [CrossRef]
- Minkovitz, E.; Eliezer, D. Phase transitions at the crack tip in type 316L stainless steel cathodically hydrogen charged. Scr. Metall. 1982, 16, 981–984. [Google Scholar] [CrossRef]
- Shivanyuk, V. On a role of hydrogen-induced ɛ-martensite in embrittlement of stable austenitic steel. Scr. Metall. 2003, 49, 601–606. [Google Scholar] [CrossRef]
- Teus, S.M.; Shyvanyuk, V.N.; Gavriljuk, V.G. Hydrogen-induced γ→ɛ transformation and the role of ɛ-martensite in hydrogen embrittlement of austenitic steels. Mater. Sci. Eng. A 2008, 497, 290–294. [Google Scholar] [CrossRef]
- Koyama, M.; Akiyama, E.; Lee, Y.-K.; Raabe, D.; Tsuzaki, K. Overview of hydrogen embrittlement in high-Mn steels. Int. J. Hydrogen Energy 2017, 42, 12706–12723. [Google Scholar] [CrossRef]
- Zhou, C.; Hong, Y.; Zhang, L.; An, B.; Zheng, J.; Chen, X. Abnormal effect of nitrogen on hydrogen gas embrittlement of austenitic stainless steels at low temperatures. Int. J. Hydrogen Energy 2016, 41, 13777–13785. [Google Scholar] [CrossRef]
- Martin, M.; Weber, S.; Izawa, C.; Wagner, S.; Pundt, A.; Theisen, W. Influence of machining-induced martensite on hydrogen-assisted fracture of AISI type 304 austenitic stainless steel. Int. J. Hydrogen Energy 2011, 36, 11195–11206. [Google Scholar] [CrossRef]
- Caskey, G.R. Fractography of hydrogen-embrittled stainless steel. Scr. Metall. 1977, 11, 1077–1083. [Google Scholar] [CrossRef] [Green Version]
- Han, G.; He, J.; Fukuyama, S.; Yokogawa, K. Effect of strain-induced martensite on hydrogen environment embrittlement of sensitized austenitic stainless steels at low temperatures. Acta Mater. 1998, 46, 4559–4570. [Google Scholar] [CrossRef]
- Egels, G.; Roncery, L.M.; Fussik, R.; Theisen, W.; Weber, S. Impact of chemical inhomogeneities on local material properties and hydrogen environment embrittlement in AISI 304L steels. Int. J. Hydrogen Energy 2018, 43, 5206–5216. [Google Scholar] [CrossRef]
- Fussik, R.; Egels, G.; Theisen, W.; Weber, S. Investigation of the Local Austenite Stability Related to Hydrogen Environment Embrittlement of Austenitic Stainless Steels. MSF 2018, 941, 263–268. [Google Scholar] [CrossRef]
- Fussik, R.; Weber, S. Local Microstructural Stability and Hydrogen Embrittlement of Iron-Base FCC Alloys. J. Mater. Sci. Eng. 2016, 6, 243–253. [Google Scholar]
- Sun, X.; Xu, J.; Li, Y. Hydrogen permeation behavior in metastable austenitic stainless steels 321 and 304. Acta Metall. 1989, 37, 2171–2176. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.C.; Chen, S.T.; Tsay, L.W. The role of induced α’-martensite on the hydrogen-assisted fatigue crack growth of austenitic stainless steels. Int. J. Hydrogen Energy 2014, 39, 10293–10302. [Google Scholar] [CrossRef]
- Kurc, A.; Stokłosa, Z. The effect of (γ → α’) phase transformation on microstructure and properties of austenitic Cr-Ni steels. Arch. Mater. Sci. Eng. 2010, 41, 85–94. [Google Scholar]
- Chen, T.-C.; Chen, S.-T.; Tsay, L.-W.; Shiue, R.-K. Correlation between Fatigue Crack Growth Behavior and Fracture Surface Roughness on Cold-Rolled Austenitic Stainless Steels in Gaseous Hydrogen. Metals 2018, 8, 221. [Google Scholar] [CrossRef] [Green Version]
- Qu, W.; Gu, C.; Zheng, J.; Zhao, Y.; Hua, Z. Effect of plastic deformation at room temperature on hydrogen diffusion of S30408. Int. J. Hydrogen Energy 2019, 44, 8751–8758. [Google Scholar] [CrossRef]
- Fussik, R.; Walter, M.; Theisen, W.; Weber, S. Investigation of austenitic FeCrNi steels with regard to stacking-fault energy and thermal austenite stability. Materialia 2018, 3, 265–273. [Google Scholar] [CrossRef]
- Li, X.; Almazouzi, A. Deformation and microstructure of neutron irradiated stainless steels with different stacking fault energy. J. Nucl. Mater. 2009, 385, 329–333. [Google Scholar] [CrossRef]
- Pontini, A.E.; Hermida, J.D. X-Ray diffraction measurement of the stacking fault energy reduction induced by hydrogen in an AISI 304 steel. Scr. Mater. 1997, 37, 1831–1837. [Google Scholar] [CrossRef]
- Schramm, R.E.; Reed, R.P. Stacking fault energies of seven commercial austenitic stainless steels. MTA 1975, 6, 1345–1351. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Lutterotti, L.; Gialanella, S. X-ray diffraction characterization of heavily deformed metallic specimens. Acta Mater. 1998, 46, 01–110. [Google Scholar] [CrossRef]
- Paufler, P.; Young, R.A. (Eds.) The Rietveld Method, International Union of Crystallography; Oxford University Press: Oxford, UK, 1993; p. 298. ISBN 0-19-855577-6. [Google Scholar]
- Reed, R.P.; Schramm, R.E. Relationship between stacking-fault energy and x-ray measurements of stacking-fault probability and microstrain. J. Appl. Phys. 1974, 45, 4705–4711. [Google Scholar] [CrossRef]
- Mangalick, M.E.; Fiore, N.F. Orientation dependence of dislocation damping and elastic constants in Fe-18Cr-Ni single crystals. Trans. Metall. Soc. AIME 1968, 242, 2363–2364. [Google Scholar]
- Popa, N.C.; Balzar, D. Elastic strain and stress determination by Rietveld refinement: Generalized treatment for textured polycrystals for all Laue classes. J. Appl. Crystallogr. 2001, 34, 187–195. [Google Scholar] [CrossRef] [Green Version]
- Mittemeijer, E.J.; Scardi, P. (Eds.) Diffraction Analysis of the Microstructure of Materials; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- McCusker, L.B.; von Dreele, R.B.; Cox, D.E.; Louër, D.; Scardi, P. Rietveld refinement guidelines. J. Appl. Crystallogr. 1999, 32, 36–50. [Google Scholar] [CrossRef] [Green Version]
- Dai, Q.; Wang, A.; Cheng, X.; Luo, X. Stacking fault energy of cryogenic austenitic steels. Chin. Phys. 2002, 11, 596–600. [Google Scholar] [CrossRef]
- Nohara, K.; Ono, Y.; Ohashi, N. Composition and Grain Size Dependencies of Strain-induced Martensitic Transformation in Metastable Austenitic Stainless Steels. Tetsu-Hagane 1977, 63, 772–782. [Google Scholar] [CrossRef] [Green Version]
- Curtze, S.; Kuokkala, V.-T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Talonen, J. Effect of Strain-Induced α’-Martensite Transformation on Mechanical Properties of Metastable Austenitic Stainless Steels. Ph.D. Thesis, Aalto University, Helsinki, Finland, 2007. [Google Scholar]
- Lichtenfeld, J.A.; Van Tyne, C.J.; Mataya, M.C. Effect of strain rate on stress-strain behavior of alloy 309 and 304L austenitic stainless steel. Metall. Mat. Trans. A 2006, 37, 147–161. [Google Scholar] [CrossRef]
- Hedström, P.; Lienert, U.; Almer, J.; Odén, M. Stepwise transformation behavior of the strain-induced martensitic transformation in a metastable stainless steel. Scr. Mater. 2007, 56, 213–216. [Google Scholar] [CrossRef]
- Humbert, M.; Petit, B.; Bolle, B.; Gey, N. Analysis of the γ–ɛ–α’ variant selection induced by 10% plastic deformation in 304 stainless steel at −60 °C. Mater. Sci. Eng. A 2007, 454–455, 508–517. [Google Scholar] [CrossRef]
- Gey, N.; Petit, B.; Humbert, M. Electron backscattered diffraction study of ε/α’ martensitic variants induced by plastic deformation in 304 stainless steel. Met. Mat. Trans. A 2005, 36, 3291–3299. [Google Scholar] [CrossRef]
- Kruml, T.; Polák, J.; Degallaix, S. Microstructure in 316LN stainless steel fatigued at low temperature. Mater. Sci. Eng. A 2000, 293, 275–280. [Google Scholar] [CrossRef]
- Li, N.; Wang, Y.D.; Liu, W.J.; An, Z.N.; Liu, J.P.; Su, R.; Li, J.; Liaw, P.K. In situ X-ray microdiffraction study of deformation-induced phase transformation in 304 austenitic stainless steel. Acta Mater. 2014, 64, 12–23. [Google Scholar] [CrossRef]
- Spencer, K.; Véron, M.; Yu-Zhang, K.; Embury, J.D. The strain induced martensite transformation in austenitic stainless steels. Mater. Sci. Technol. 2009, 25, 7–17. [Google Scholar] [CrossRef]
- Lecroisey, F.; Pineau, A. Martensitic transformations induced by plastic deformation in the Fe-Ni-Cr-C system. MT 1972, 3, 391–400. [Google Scholar] [CrossRef]
- Abrassart, F. Stress-induced γ→ α martensitic transformation in two carbon stainless steels. Application to trip steels. MTA 1973, 4, 2205–2216. [Google Scholar] [CrossRef]
- Whiteman, M.B.; Troiano, A.R. Hydrogen Embrittlement of Austenitic Stainless Steel. Corrosion 1965, 21, 53–56. [Google Scholar] [CrossRef]
- Hermida, J.D.; Roviglione, A. Stacking fault energy decrease in austenitic stainless steels induced by hydrogen pairs formation. Scr. Mater. 1998, 39, 1145–1149. [Google Scholar] [CrossRef]
- Ferreira, P.J.; Robertson, I.M.; Birnbaum, H.K. Influence of Hydrogen on the Stacking-Fault Energy of an Austenitic Stainless Steel. MSF 1996, 207–209, 93–96. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).