
Determination of Plastic Anisotropy of Extruded 7075 Aluminum Alloy Thick Plate for Simulation of Post-Extrusion Forming



Abstract
1. Introduction
2. Evaluation of Local Anisotropy for Extruded Plate
2.1. Description of Examined Material
2.2. Lankford’s Value and Hill’s Quadratic Yield Criterion
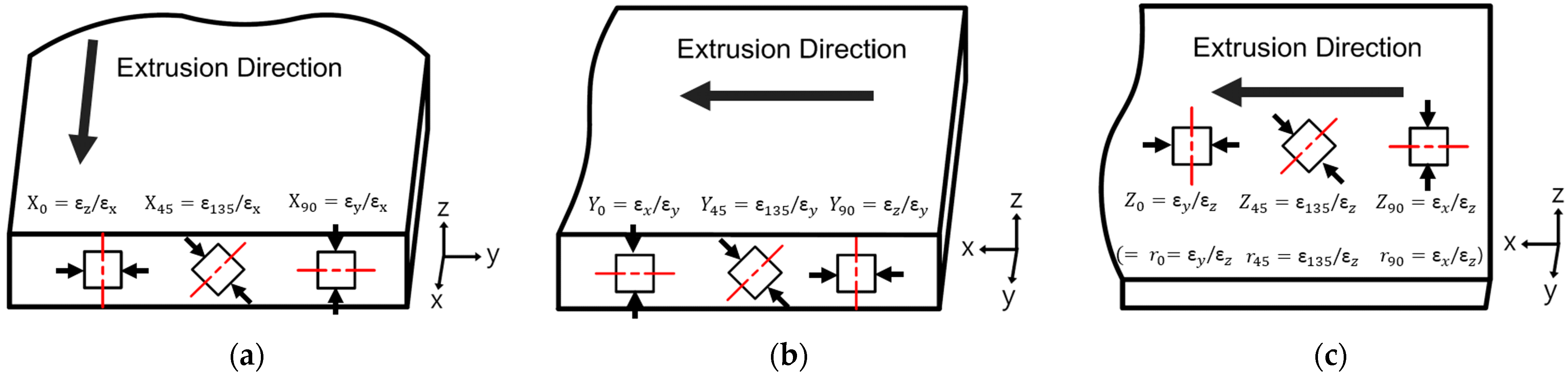
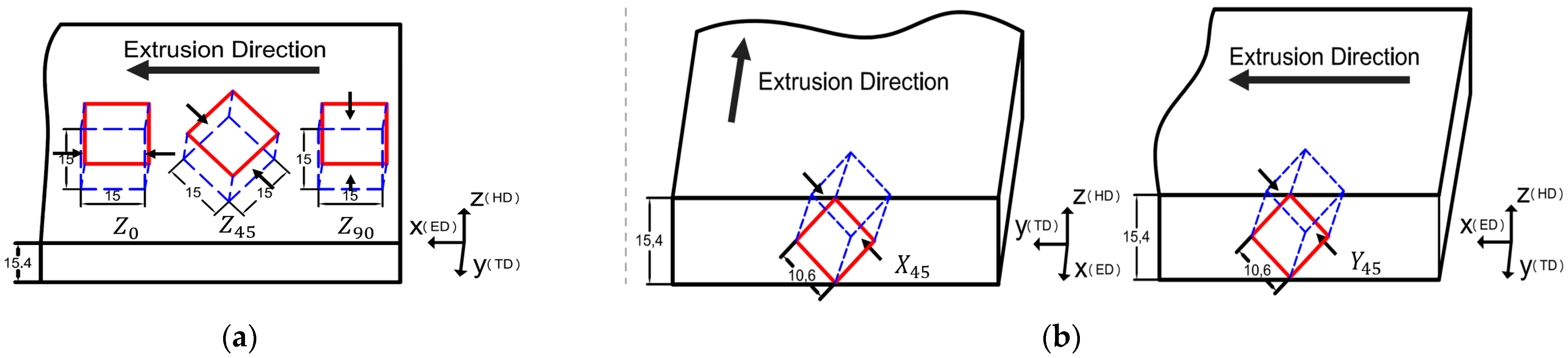
2.3. Small-Cube Compression Test
2.4. Results of Small-Cube Compression Test
2.5. Local Anisotropy for Extruded Plate
3. Influence of Plastic Anisotropy on Bulk Forming
4. Simulation of Thick Plate Upsetting
4.1. FE Modeling of Cube Specimens Considering Plastic Anisotropy
4.2. FE Analysis Considering Plastic Anisotropy
5. Conclusions
- It was confirmed that the extruded 7075 aluminum alloy plate had a local plasticity anisotropy not only in the extrusion and transverse directions but also in the thickness direction through the small-cube compression test.
- Both the barreling phenomenon and asymmetric deformation behavior were shown in the case of the compression test using the extruded materials. The deformation behaviors of extruded plates were accurately simulated through finite element analysis reflecting Hill’s anisotropy coefficients depending on each position and direction.
- When considering the production of parts through plastic working, such as forging from the extruded material for weight reduction, the finite element analysis reflecting the local plastic isotropy is necessary for accurate process simulation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dursun, T.; Soutis, C. Recent Developments in Advanced Aircraft Aluminium Alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Cole, G.S.; Sherman, A.M. Light Weight Materials for Automotive Applications. Mater. Charact. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Wagner, M.F.-X. Light-Weight Aluminum-Based Alloys—From Fundamental Science to Engineering Applications. Metals 2018, 8, 260. [Google Scholar] [CrossRef]
- Xu, Z.; Ma, H.; Zhao, N.; Hu, Z. Investigation on Compressive Formability and Microstructure Evolution of 6082-T6 Aluminum Alloy. Metals 2020, 10, 469. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Manufacturing a Curved Profile with Fine Grains and High Strength by Differential Velocity Sideways Extrusion. Int. J. Mach. Tools Manuf. 2019, 140, 77–88. [Google Scholar] [CrossRef]
- Fjeldly, A.; Roven, H.J. Observations and Calculations on Mechanical Anisotropy and Plastic Flow of an AlZnMg Extrusion. Acta Mater. 1996, 44, 3497–3504. [Google Scholar] [CrossRef]
- Bunge, H.J.; Pöhlandt, K.; Tekkaya, A.E. Formability of Metallic Materials: Plastic Anisotropy, Formability Testing, Forming Limits; Springer Science & Business Media: Berlin, Germany, 2000; ISBN 978-3-540-67906-6. [Google Scholar]
- Wang, X.; Yukawa, N.; Yoshita, Y.; Sukeda, T.; Ishikawa, T. Research on Some Basic Deformations in Free Forging with Robot and Servo-Press. J. Mater. Process. Technol. 2009, 209, 3030–3038. [Google Scholar] [CrossRef]
- Hill, R.; Orowan, E. A Theory of the Yielding and Plastic Flow of Anisotropic Metals. Proc. R. Soc. London Ser. A Math. Phys. Sci. 1948, 193, 281–297. [Google Scholar] [CrossRef]
- Hill, R. The Mathematical Theory of Plasticity; Oxford University Press: Oxford, UK, 1950; ISBN 978-0-19-850367-5. [Google Scholar]
- Hill, R. Theoretical Plasticity of Textured Aggregates. Math. Proc. Camb. Philos. Soc. 1979, 85, 179–191. [Google Scholar] [CrossRef]
- Hill, R. Constitutive Modelling of Orthotropic Plasticity in Sheet Metals. J. Mech. Phys. Solids 1990, 38, 405–417. [Google Scholar] [CrossRef]
- Barlat, F.; Lian, K. Plastic Behavior and Stretchability of Sheet Metals. Part I: A Yield Function for Orthotropic Sheets under Plane Stress Conditions. Int. J. Plast. 1989, 5, 51–66. [Google Scholar] [CrossRef]
- Barlat, F.; Lege, D.J.; Brem, J.C. A Six-Component Yield Function for Anisotropic Materials. Int. J. Plast. 1991, 7, 693–712. [Google Scholar] [CrossRef]
- Karafillis, A.P.; Boyce, M.C. A General Anisotropic Yield Criterion Using Bounds and a Transformation Weighting Tensor. J. Mech. Phys. Solids 1993, 41, 1859–1886. [Google Scholar] [CrossRef]
- Bassani, J.L. Yield Characterization of Metals with Transversely Isotropic Plastic Properties. Int. J. Mech. Sci. 1977, 19, 651–660. [Google Scholar] [CrossRef]
- Park, C.M.; Jung, J.; Yu, B.C.; Park, Y.H. Anisotropy of the Wear and Mechanical Properties of Extruded Aluminum Alloy Rods (AA2024-T4). Met. Mater. Int. 2019, 25, 71–82. [Google Scholar] [CrossRef]
- Feng, Z.; Liu, C.; Ma, P.; Yang, J.; Chen, K.; Li, G.; Chen, L.; Huang, Z. Initial Holding Time Dependent Warm Deformation and Post-Ageing Precipitation in an AA7075-T4 Aluminum Alloy. J. Mater. Process. Technol. 2021, 294, 117111. [Google Scholar] [CrossRef]
- Zhang, W.; Li, H.; Hu, Z.; Hua, L. Investigation on the Deformation Behavior and Post-Formed Microstructure/Properties of AA7075-T6 Alloy under Pre-Hardened Hot Forming Process. Mater. Sci. Eng. A 2020, 792, 139749. [Google Scholar] [CrossRef]
- Ivanoff, T.A.; Carter, J.T.; Hector, L.G.; Taleff, E.M. Retrogression and Reaging Applied to Warm Forming of High-Strength Aluminum Alloy AA7075-T6 Sheet. Metall. Mater. Trans. A 2019, 50, 1545–1561. [Google Scholar] [CrossRef]
- Pöhlandt, K.; Lange, K.; Zucko, M. Concepts and experiments for characterizing plastic anisotropy of round bars, wires and tubes. Steel Res. 1998, 69, 170–174. [Google Scholar] [CrossRef]
- Terano, M.; Kitamura, K.; Miyata, S.; Yoshino, M. Distribution of Plastic Anisotropy in Thickness Direction for Plate. Procedia Eng. 2014, 81, 419–424. [Google Scholar] [CrossRef]
- Kitamura, K.; Terano, M. Determination of Local Properties of Plastic Anisotropy in Thick Plate by Small-Cube Compression Test for Precise Simulation of Plate Forging. CIRP Ann. Manuf. Technol. 2014, 63, 293–296. [Google Scholar] [CrossRef]
- Zhang, K.; Marthinsen, K.; Holmedal, B.; Aukrust, T.; Segatori, A. Through Thickness Variations of Deformation Texture in Round Profile Extrusions of 6063-Type Aluminium Alloy: Experiments, FEM and Crystal Plasticity Modelling. Mater. Sci. Eng. A 2018, 722, 20–29. [Google Scholar] [CrossRef]
- Tóth, L.S.; Beausir, B.; Orlov, D.; Lapovok, R.; Haldar, A. Analysis of Texture and R Value Variations in Asymmetric Rolling of IF Steel. J. Mater. Process. Technol. 2012, 212, 509–515. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Value | |||||
|---|---|---|---|---|---|---|
| Top layer | ||||||
| 0.40 | 0.33 | 0.34 | ||||
| 0.35 | 0.42 | 0.46 | ||||
| r-value | 1.14 | r-value | 0.79 | r-value | 0.74 | |
| 0.46 | 0.44 | 0.44 | ||||
| 0.34 | 0.29 | 0.30 | ||||
| r-value | 1.35 | r-value | 1.52 | r-value | 1.47 | |
| 0.30 | 0.33 | 0.35 | ||||
| 0.44 | 0.40 | 0.40 | ||||
| r-value | 0.68 | r-value | 0.83 | r-value | 0.88 | |
| Intermediate layer | ||||||
| 0.40 | 0.35 | 0.33 | ||||
| 0.36 | 0.41 | 0.45 | ||||
| r-value | 1.11 | r-value | 0.85 | r-value | 0.73 | |
| 0.45 | 0.42 | 0.46 | ||||
| 0.33 | 0.29 | 0.31 | ||||
| r-value | 1.36 | r-value | 1.45 | r-value | 1.48 | |
| 0.31 | 0.32 | 0.36 | ||||
| 0.46 | 0.43 | 0.40 | ||||
| r-value | 0.67 | r-value | 0.74 | r-value | 0.90 | |
| Central layer | ||||||
| 0.40 | 0.34 | 0.33 | ||||
| 0.39 | 0.41 | 0.42 | ||||
| r-value | 1.03 | r-value | 0.83 | r-value | 0.79 | |
| 0.42 | 0.41 | 0.45 | ||||
| 0.33 | 0.28 | 0.29 | ||||
| r-value | 1.27 | r-value | 1.46 | r-value | 1.54 | |
| 0.29 | 0.33 | 0.39 | ||||
| 0.45 | 0.46 | 0.40 | ||||
| r-value | 0.65 | r-value | 0.72 | r-value | 0.98 | |
| Position | F | G | H | L | M | N | C |
|---|---|---|---|---|---|---|---|
| Top layer | 0.88 | 1.28 | 0.77 | 2.43 | 3.31 | 2.65 | |
| Intermediate layer | 0.86 | 1.27 | 0.77 | 2.59 | 3.17 | 2.49 | |
| Central layer | 0.80 | 1.23 | 0.78 | 2.63 | 3.11 | 2.43 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jung, D.-K.; Ha, S.-H.; Kim, H.-K.; Shin, Y.-C. Determination of Plastic Anisotropy of Extruded 7075 Aluminum Alloy Thick Plate for Simulation of Post-Extrusion Forming. Metals 2021, 11, 641. https://doi.org/10.3390/met11040641
Jung D-K, Ha S-H, Kim H-K, Shin Y-C. Determination of Plastic Anisotropy of Extruded 7075 Aluminum Alloy Thick Plate for Simulation of Post-Extrusion Forming. Metals. 2021; 11(4):641. https://doi.org/10.3390/met11040641
Chicago/Turabian StyleJung, Dae-Kwan, Seong-Ho Ha, Heung-Kyu Kim, and Young-Chul Shin. 2021. "Determination of Plastic Anisotropy of Extruded 7075 Aluminum Alloy Thick Plate for Simulation of Post-Extrusion Forming" Metals 11, no. 4: 641. https://doi.org/10.3390/met11040641
APA StyleJung, D.-K., Ha, S.-H., Kim, H.-K., & Shin, Y.-C. (2021). Determination of Plastic Anisotropy of Extruded 7075 Aluminum Alloy Thick Plate for Simulation of Post-Extrusion Forming. Metals, 11(4), 641. https://doi.org/10.3390/met11040641