
Effect of Heat Treatment on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti64 and Ti-5Al-5Mo-5V-1Cr-1Fe


Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. The Microstructure and Phase of As-Fabricated Sample
3.2. The Microstructure and Phase of Heat-Treated Sample
3.3. Mechanical Property
4. Discussion
4.1. Effect of Heat Treatment on the Microstructure
4.2. Effect of Heat Treatment on Mechanical Properties
5. Conclusions
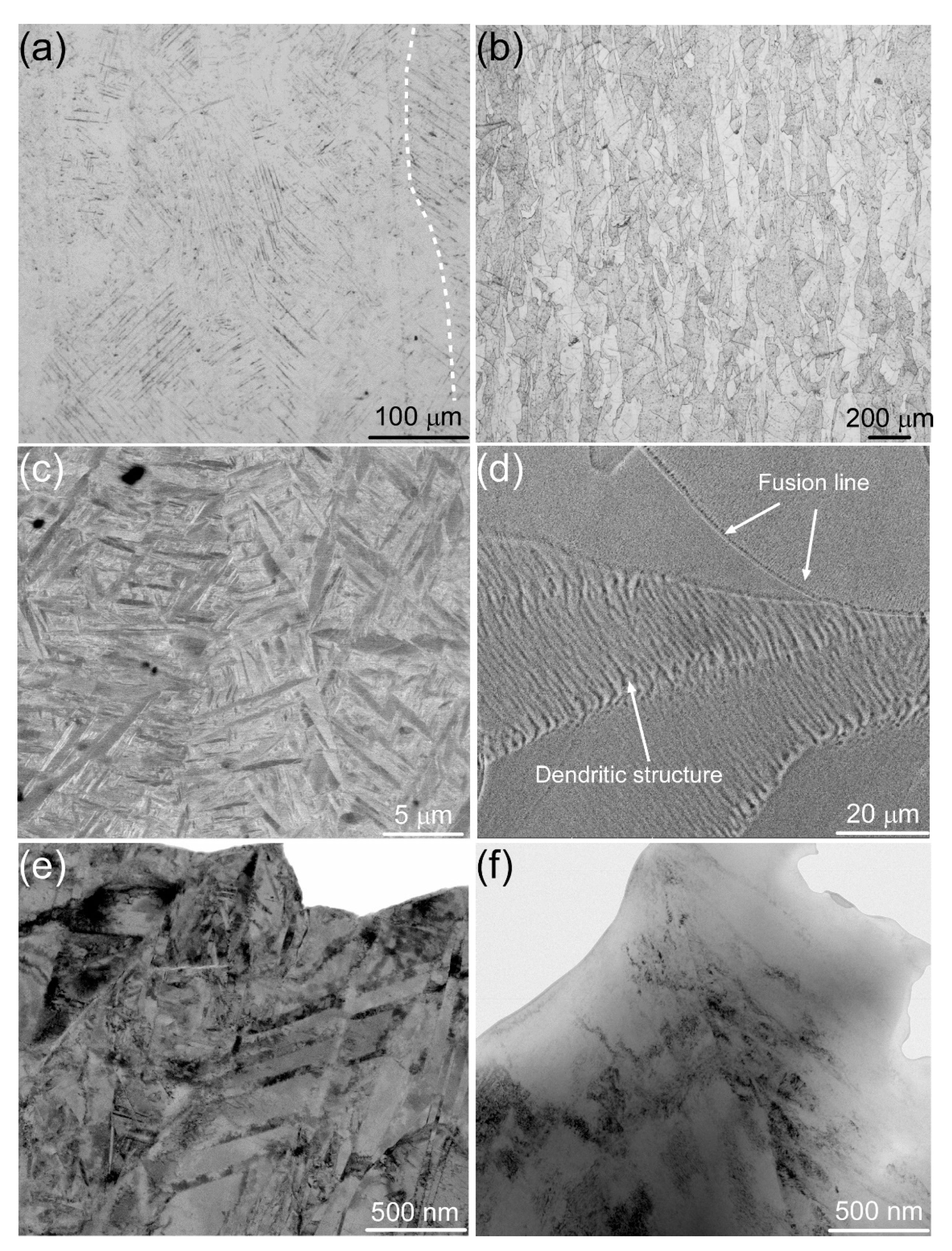
- Owing to the high solidification rate during the SLM process, the as-fabricated Ti64 alloy exhibited a martensite microstructure, while the Ti55511 alloy possessed a metastable β structure.
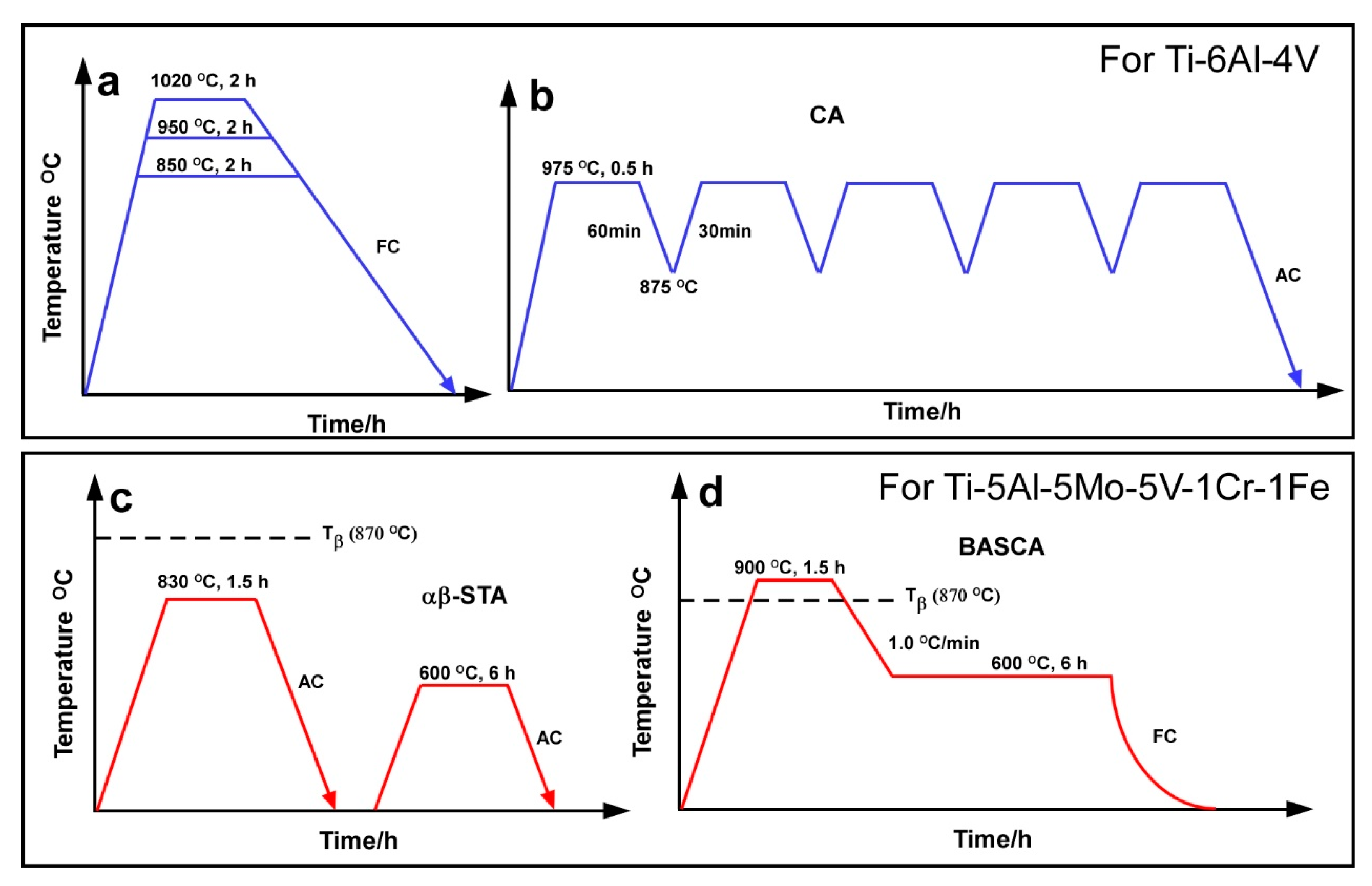
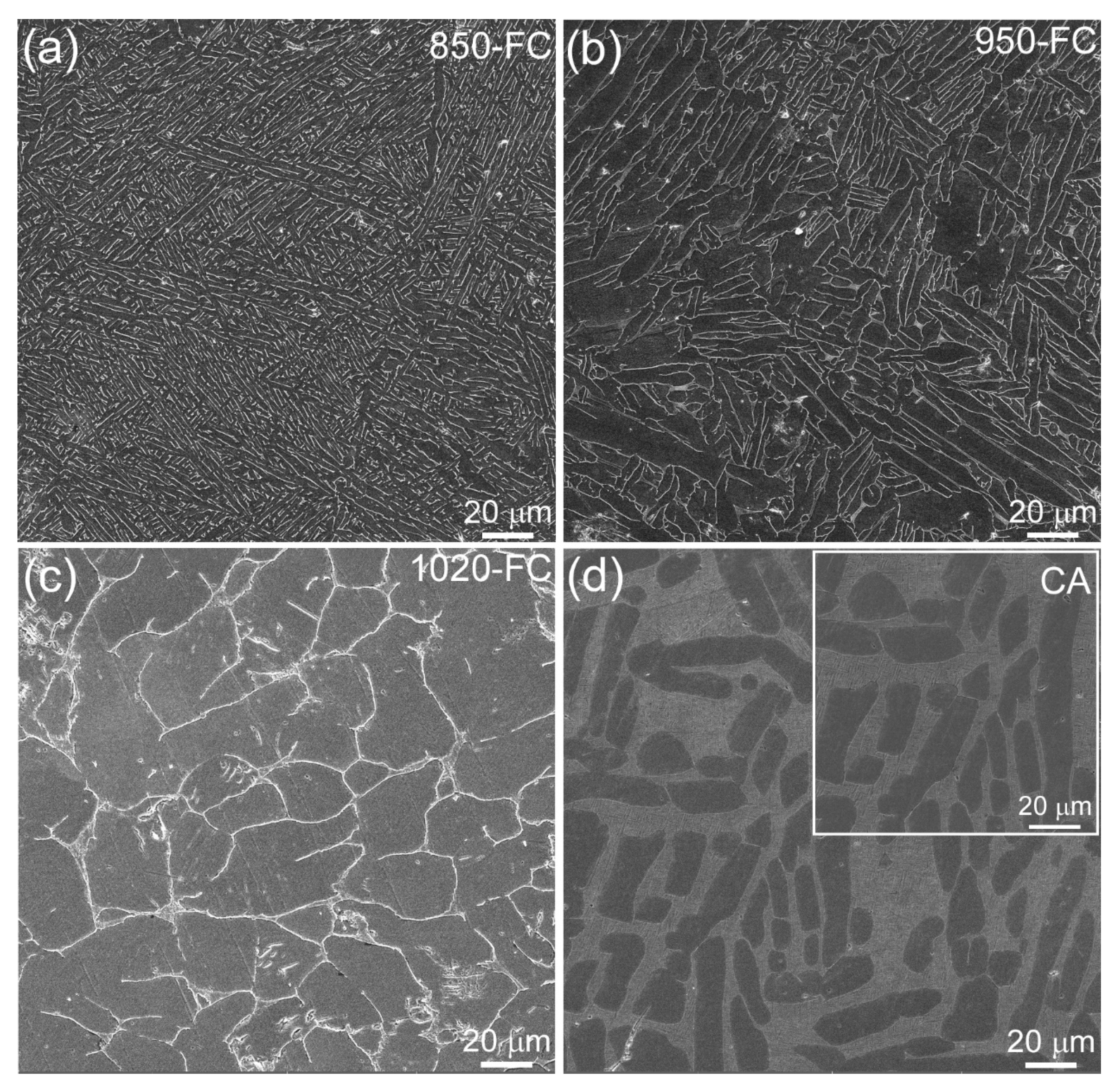
- After heat treatment, these non-equilibrium structures were converted into α+β structure. For Ti64 alloy, the width of α lamella increased with the annealing temperature. When the heat treatment temperature is above the Tβ, the morphology of obtained α phase is equiaxed. Moreover, a CA treatment has successfully induced a bimodal structure in SLM-fabricated Ti64.
- In the case of Ti55511 alloy, bimodal and lamellar microstructures were obtained after the αβ-STA and BASCA heat treatments, respectively. The lamellar structure showed higher strength (YS of 1295 ± 8.7 MPa) and fracture toughness (70.0 ± 2.2 MPa.m1/2), and the equiaxed structure exhibited a relatively higher ductility (EL of 7.8% ± 0.5%) but lower strength (YS of 1195 ± 10.3 MPa) and fracture toughness (64 ± 2.1 MPa.m1/2).
- Ti64 and Ti55511 alloys with a bimodal structure have a good combination of ductility (EL of 9.8% ± 1.8%) and strength (YS of 1054 ± 9.6 MPa). The tensile property is dependent on the size and morphology of α phase. Fracture toughness of Ti64 and Ti55511 were controlled by the crack path tortuosity and material plastic deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101–041121. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Cao, S.; Chen, Z.; Lim, C.V.S.; Yang, K.; Jia, Q.; Jarvis, T.; Tomus, D.; Wu, X.J.J. Defect, microstructure, and mechanical property of Ti64 alloy fabricated by high-power selective laser melting. JOM 2017, 69, 2684–2692. [Google Scholar] [CrossRef]
- Mertová, K.; Džugan, J.; Roudnická, M.; Daniel, M.; Vojtěch, D.; Seifi, M.; Lewandowski, J.J. Build Size and Orientation Influence on Mechanical Properties of Powder Bed Fusion Deposited Titanium Parts. Metals 2020, 10, 1340. [Google Scholar] [CrossRef]
- Wang, P.; Li, H.; Prashanth, K.; Eckert, J.; Scudino, S. Selective laser melting of Al-Zn-Mg-Cu: Heat treatment, microstructure and mechanical properties. J. Alloy. Compd. 2017, 707, 287–290. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Gussone, J.; Stark, A.; Schell, N.; Haubrich, J.; Requena, G. Peritectic titanium alloys for 3D printing. Nat. Commun. 2018, 9, 3426–3434. [Google Scholar] [CrossRef] [PubMed]
- Antonysamy, A.A.; Meyer, J.; Prangnell, P.B. Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti6Al4V by selective electron beam melting. Mater. Charact. 2013, 84, 153–168. [Google Scholar] [CrossRef]
- Hebert, R.J. Metallurgical aspects of powder bed metal additive manufacturing. J. Mater. Sci. 2016, 51, 1165–1175. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Schwab, H.; Palm, F.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of the near-beta titanium alloy Ti-5553 processed by selective laser melting. Mater. Des. 2016, 105, 75–80. [Google Scholar] [CrossRef]
- Deng, H.; Qiu, W.; Cao, S.; Chen, L.; Hu, Z.; Wei, Y.; Xia, Z.; Zhou, L.; Cui, X.; Tang, J.; et al. Heat-treatment induced microstructural evolution and enhanced mechanical property of selective laser melted near β Ti-5Al-5Mo-5V-3Cr-1Zr alloy. J. Alloy. Compd. 2021, 858, 158351–158361. [Google Scholar] [CrossRef]
- Li, Z.Y.; Wu, G.Q.; Huang, Z. Relationships between microstructure and mechanical properties of Ti-5Al-5Mo-5V-3Cr-1Zr alloy. Mater. Res. Express 2018, 5, 036518–036527. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α+ β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Cao, S.; Chu, R.; Zhou, X.; Yang, K.; Jia, Q.; Lim, C.V.S.; Huang, A.; Wu, X. Compounds. Role of martensite decomposition in tensile properties of selective laser melted Ti64. J. Alloy. Compd. 2018, 744, 357–363. [Google Scholar] [CrossRef]
- Zhang, X.-Y.; Fang, G.; Leeflang, S.; Böttger, A.J.; Zadpoor, A.A.; Zhou, J. Effect of subtransus heat treatment on the microstructure and mechanical properties of additively manufactured Ti64 alloy. J. Alloy. Compd. 2018, 735, 1562–1575. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Sabban, R.; Bahl, S.; Chatterjee, K.; Suwas, S. Globularization using heat treatment in additively manufactured Ti64 for high strength and toughness. Acta Mater. 2019, 162, 239–254. [Google Scholar] [CrossRef]
- Carlton, H.D.; Klein, K.D.; Elmer, J.W. Evolution of microstructure and mechanical properties of selective laser melted Ti-5Al-5V-5Mo-3Cr after heat treatments. Sci. Technol. Weld. Join. 2019, 24, 465–473. [Google Scholar] [CrossRef]
- Li, F.; Qi, B.; Zhang, Y.; Guo, W.; Peng, P.; Zhang, H.; He, G.; Zhu, D.; Yan, J. Effects of Heat Treatments on Microstructures and Mechanical Properties of Ti6Al4V Alloy Produced by Laser Solid Forming. Metals 2021, 11, 346. [Google Scholar] [CrossRef]
- Ratochka, I.V.; Mishin, I.P.; Lykova, O.N. Structural Evolution and Mechanical Properties of a VT22 Titanium Alloy Under High-Temperature Deformation. Russ. Phys. J. 2016, 59, 1–6. [Google Scholar] [CrossRef]
- Liu, C.M.; Tian, X.J.; Wang, H.M.; Liu, D. Obtaining bimodal microstructure in laser melting deposited Ti–5Al–5Mo–5V–1Cr–1Fe near β titanium alloy. Mater. Sci. Eng. A 2014, 609, 177–184. [Google Scholar] [CrossRef]
- Sadeghpour, S.; Abbasi, S.; Morakabati, M.; Bruschi, S. Correlation between alpha phase morphology and tensile properties of a new beta titanium alloy. Mater. Des. 2017, 121, 24–35. [Google Scholar] [CrossRef]
- Qazi, J.; Rahim, J.; Fores, F.S.; Senkov, O.; Genc, A. Phase transformations in Ti64-xH alloys. Metall. Mater. Trans. A 2001, 32, 2453–2463. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2007; pp. 152–160. [Google Scholar]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Microstructure and mechanical properties of a novel β titanium metallic composite by selective laser melting. Acta Mater. 2014, 68, 150–158. [Google Scholar] [CrossRef]
- Zafari, A.; Lui, E.W.; Xia, K. Deformation-free geometric recrystallisation in a metastable β-Ti alloy produced by selective laser melting. Mater. Res. Lett. 2020, 8, 117–122. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Graded microstructure and mechanical properties of additive manufactured Ti64 via electron beam melting. Acta Mater. 2015, 97, 1–16. [Google Scholar] [CrossRef]
- Wu, C.; Zhan, M. Microstructural evolution, mechanical properties and fracture toughness of near β titanium alloy during different solution plus aging heat treatments. J. Alloy. Compd. 2019, 805, 1144–1160. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Ti | Al | V | Mo | Cr | Fe | C | N | O | H |
|---|---|---|---|---|---|---|---|---|---|---|
| Ti64 | Bal | 5.95 | 4.10 | - | - | 0.19 | 0.04 | 0.01 | 0.12 | 0.008 |
| Ti55511 | Bal | 4.89 | 4.86 | 4.91 | 0.96 | 1.01 | 0.04 | 0.02 | 0.14 | 0.009 |
| Alloy | Sample | YS (MPa) | UTS (MPa) | EL (%) | KIC (MPa.m1/2) |
|---|---|---|---|---|---|
| Ti64 | As-built | 1065 ± 6.8 | 1152 ± 11.3 | 6.1 ± 0.8 | - |
| 850-FC | 943 ± 5.2 | 989 ± 6.1 | 10.2 ± 0.1 | 84.9 ± 0.4 | |
| 950-FC | 835 ± 3.8 | 887 ± 7.1 | 11.9 ± 0.1 | 90.8 ± 2.1 | |
| 1020-FC | 742 ± 13.5 | 839 ± 6.2 | 15.3 ± 0.3 | 58.7 ± 4.6 | |
| CA | 1054 ± 9.6 | 1196 ± 10.2 | 9.8 ± 1.8 | 80.0 ± 3.3 | |
| Ti55511 | As-built | 789 ± 1.9 | 799 ± 2.5 | 15.9 ± 0.3 | - |
| αβ-STA | 1195 ± 10.3 | 1245 ± 9.9 | 7.8 ± 0.5 | 64 ± 2.1 | |
| BASCA | 1295 ± 8.7 | 1320 ± 7.5 | 5.5 ± 0.1 | 70.0 ± 2.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, H.; Deng, H.; Chen, L.; Liu, X.; Qin, X.; Zhang, D.; Liu, T.; Cui, X. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti64 and Ti-5Al-5Mo-5V-1Cr-1Fe. Metals 2021, 11, 534. https://doi.org/10.3390/met11040534
Bai H, Deng H, Chen L, Liu X, Qin X, Zhang D, Liu T, Cui X. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti64 and Ti-5Al-5Mo-5V-1Cr-1Fe. Metals. 2021; 11(4):534. https://doi.org/10.3390/met11040534
Chicago/Turabian StyleBai, Hongjie, Hao Deng, Longqing Chen, Xianbo Liu, Xiaorong Qin, Dingguo Zhang, Tong Liu, and Xudong Cui. 2021. "Effect of Heat Treatment on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti64 and Ti-5Al-5Mo-5V-1Cr-1Fe" Metals 11, no. 4: 534. https://doi.org/10.3390/met11040534
APA StyleBai, H., Deng, H., Chen, L., Liu, X., Qin, X., Zhang, D., Liu, T., & Cui, X. (2021). Effect of Heat Treatment on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti64 and Ti-5Al-5Mo-5V-1Cr-1Fe. Metals, 11(4), 534. https://doi.org/10.3390/met11040534