
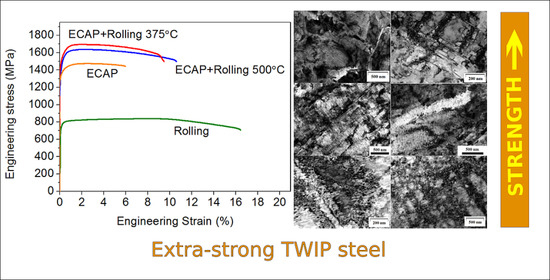
Tailoring Extra-Strength of a TWIP Steel by Combination of Multi-Pass Equal-Channel Angular Pressing and Warm Rolling

 , ,
, , 
 ,
,  , ,
, ,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Evolution of Microstructure and Mechanical Properties of the TWIP Steel Processed by ECAP
3.2. Evolution of Microstructure and Mechanical Properties of the TWIP Steel Processed by Rolling and by a Combined ECAP + Rolling Treatment
3.3. Evolution of the Microhardness of the TWIP Steel in Different Structural States after Annealing
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development—Properties—Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Rahman, K.M.; Vorontsov, V.A.; Dye, D. The effect of grain size on the twin initiation stress in a TWIP steel. Acta Mater. 2015, 89, 247–257. [Google Scholar] [CrossRef]
- Valiev, R. Nanostructuring of metals by severe plastic deformation for advanced properties. Nat. Mater. 2004, 3, 511–516. [Google Scholar] [CrossRef]
- Matoso, M.; Figueiredo, R.; Kawasaki, M.; Santos, D.; Langdon, T. Processing a twinning-induced plasticity steel by high-pressure torsion. Scr. Mater. 2012, 67, 649–652. [Google Scholar] [CrossRef]
- Abramova, M.M.; Enikeev, N.A.; Kim, J.G.; Valiev, R.Z.; Karavaeva, M.V.; Kim, H.S. Structural and phase transformation in a TWIP steel subjected to high pressure torsion. Mater. Lett. 2016, 166, 321–324. [Google Scholar] [CrossRef]
- Kim, J.G.; Enikeev, N.A.; Seol, J.B.; Abramova, M.M.; Karavaeva, M.V.; Valiev, R.Z.; Park, C.G.; Kim, H.S. Superior strength and multiple strengthening mechanisms in nanocrystalline TWIP steel. Sci. Rep. 2018, 8, 11200. [Google Scholar] [CrossRef] [PubMed]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 1–456. [Google Scholar]
- Bagherpour, E.; Reihanian, M.; Ebrahimi, R. On the capability of severe plastic deformation of twining induced plasticity (TWIP) steel. Mater. Des. 2012, 36, 391–395. [Google Scholar] [CrossRef]
- Timokhina, I.; Medvedev, A.; Lapovok, R. Severe plastic deformation of a TWIP steel. Mater. Sci. Eng. A 2014, 593, 163–169. [Google Scholar] [CrossRef]
- Haase, C.; Kremer, O.; Hu, W.; Ingendahl, T.; Lapovok, R.; Molodov, D.A. Equal-channel angular pressing and annealing of a twinning-induced plasticity steel: Microstructure, texture, and mechanical properties. Acta Mater. 2016, 107, 239–253. [Google Scholar] [CrossRef]
- Yang, G.; Kim, J.-K. An Overview of High Yield Strength Twinning-Induced Plasticity Steels. Metals 2021, 11, 124. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Progr. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Karavaeva, M.V.; Abramova, M.M.; Enikeev, N.A.; Raab, G.I.; Valiev, R.Z. Superior strength of austenitic steel produced by combined processing, including equal-channel angular pressing and rolling. Metals 2016, 6, 310. [Google Scholar] [CrossRef]
- Belyakov, A.; Kaibyshev, R.; Torganchuk, V. Microstructure and Mechanical Properties of 18%Mn TWIP/TRIP Steels Processed by Warm or Hot Rolling. Steel Res. Int. 2017, 88, 1600123. [Google Scholar] [CrossRef]
- Haupt, M.; Müller, M.; Haase, C.; Sevsek, S.; Brasche, F.; Schwedt, A.; Hirt, G. The Influence of Warm Rolling on Microstructure and Deformation Behavior of High Manganese Steels. Metals 2019, 9, 797. [Google Scholar] [CrossRef]
- Kusakin, P.S.; Kaibyshev, R.O. High-Mn twinning-induced plasticity steels: Microstructure and mechanical properties. Rev. Adv. Mater. Sci. 2016, 44, 326–360. [Google Scholar]
- Kim, J.G.; Seol, J.B.; Bae, J.W.; Kim, H.S. On the mechanistic understanding of annealing-induced strength enhancement of ultrafine-grained high-Mn steel. Materialia 2020, 13, 100837. [Google Scholar] [CrossRef]
- Kusakin, P.; Belyakov, A.; Haase, C.; Kaibyshev, R.; Molodov, D.A. Microstructure evolution and strengthening mechanisms of Fe–23Mn–0.3C–1.5Al TWIP steel during cold rolling. Mater. Sci. Eng. A 2014, 617, 52–60. [Google Scholar] [CrossRef]
- Torganchuk, V.; Belyakov, A.; Kaibyshev, R. Improving Mechanical Properties of 18%Mn TWIP Steels by Cold Rolling and Annealing. Metals 2019, 9, 776. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Etemad, A.; Dini, G.; Schwarz, S. Accumulative roll bonding (ARB)-processed high-manganese twinning induced plasticity (TWIP) steel with extraordinary strength and reasonable ductility. Mater. Sci. Eng. A 2019, 742, 27–32. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Ductility and plasticity of nanostructured metals: Differences and issues. Mater. Today Nano 2018, 2, 15–20. [Google Scholar] [CrossRef]
- Li, Y.; Lu, Y.; Li, W.; Khedr, M.; Liu, H.; Jin, X. Hierarchical microstructure design of a bimodal grained twinning-induced plasticity steel with excellent cryogenic mechanical properties. Acta Mater. 2018, 158, 79–94. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | σ0.2, MPa | σUTS, MPa | δ, % |
|---|---|---|---|
| Coarse-grained | 342 ± 16 | 581 ± 4 | 32 ± 5 |
| 1 ECAP pass | 987 ± 4 | 1151 ± 5 | 27 ± 5 |
| 2 ECAP passes | 1152 ± 5 | 1202 ± 5 | 10 ± 2 |
| 4 ECAP passes | 1302 ± 5 | 1372 ± 5 | 10 ± 2 |
| 11 ECAP passes | 1363 ± 5 | 1465 ± 6 | 6 ± 2 |
| State | σ0.2, MPa | σUTS, MPa | δ, % | Product (MPa·%) |
|---|---|---|---|---|
| Rolling at 375 °C | 790 ± 16 | 848 ± 17 | 16 ± 1 | 12,640 |
| Rolling at 500 °C | 789 ± 18 | 880 ± 17 | 12.5 ± 1 | 9863 |
| ECAP 11p + rolling at 375 °C | 1541 ± 11 | 1666 ± 24 | 8 ± 1 | 12,328 |
| ECAP 11p + rolling at 500 °C | 1475 ± 6 | 1630 ± 7 | 10 ± 1 | 14,750 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abramova, M.; Raab, A.; Valiev, R.Z.; Khannanova, A.; Lee, C.S.; Kim, J.N.; Jang, G.H.; Kim, J.G.; Kim, H.S.; Renk, O.; et al. Tailoring Extra-Strength of a TWIP Steel by Combination of Multi-Pass Equal-Channel Angular Pressing and Warm Rolling. Metals 2021, 11, 518. https://doi.org/10.3390/met11030518
Abramova M, Raab A, Valiev RZ, Khannanova A, Lee CS, Kim JN, Jang GH, Kim JG, Kim HS, Renk O, et al. Tailoring Extra-Strength of a TWIP Steel by Combination of Multi-Pass Equal-Channel Angular Pressing and Warm Rolling. Metals. 2021; 11(3):518. https://doi.org/10.3390/met11030518
Chicago/Turabian StyleAbramova, Marina, Arseniy Raab, Ruslan Z. Valiev, Anna Khannanova, Chong Soo Lee, Jae Nam Kim, Gyeong Hyeon Jang, Jung Gi Kim, Hyoung Seop Kim, Oliver Renk, and et al. 2021. "Tailoring Extra-Strength of a TWIP Steel by Combination of Multi-Pass Equal-Channel Angular Pressing and Warm Rolling" Metals 11, no. 3: 518. https://doi.org/10.3390/met11030518
APA StyleAbramova, M., Raab, A., Valiev, R. Z., Khannanova, A., Lee, C. S., Kim, J. N., Jang, G. H., Kim, J. G., Kim, H. S., Renk, O., & Enikeev, N. (2021). Tailoring Extra-Strength of a TWIP Steel by Combination of Multi-Pass Equal-Channel Angular Pressing and Warm Rolling. Metals, 11(3), 518. https://doi.org/10.3390/met11030518