
Active Brazing of Alumina and Copper with Multicomponent Ag-Cu-Sn-Zr-Ti Filler


Abstract
1. Introduction
2. Materials and Methods
2.1. Filler Alloy Fabrication and Active Metal Brazing
2.2. Microstructural and Thermal Analysis
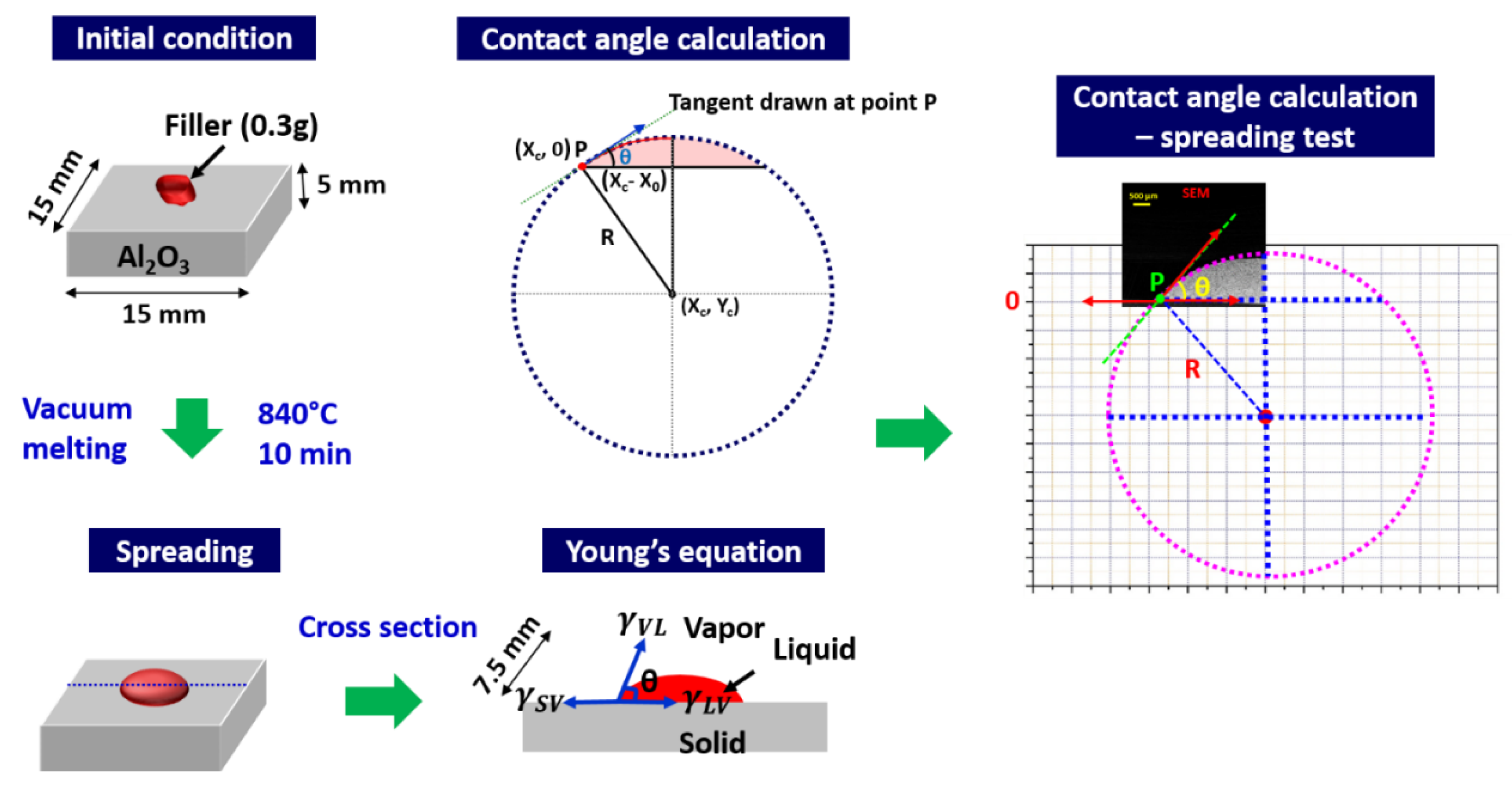
2.3. Contact Angle Measurement and Shear Test
3. Results and Discussion
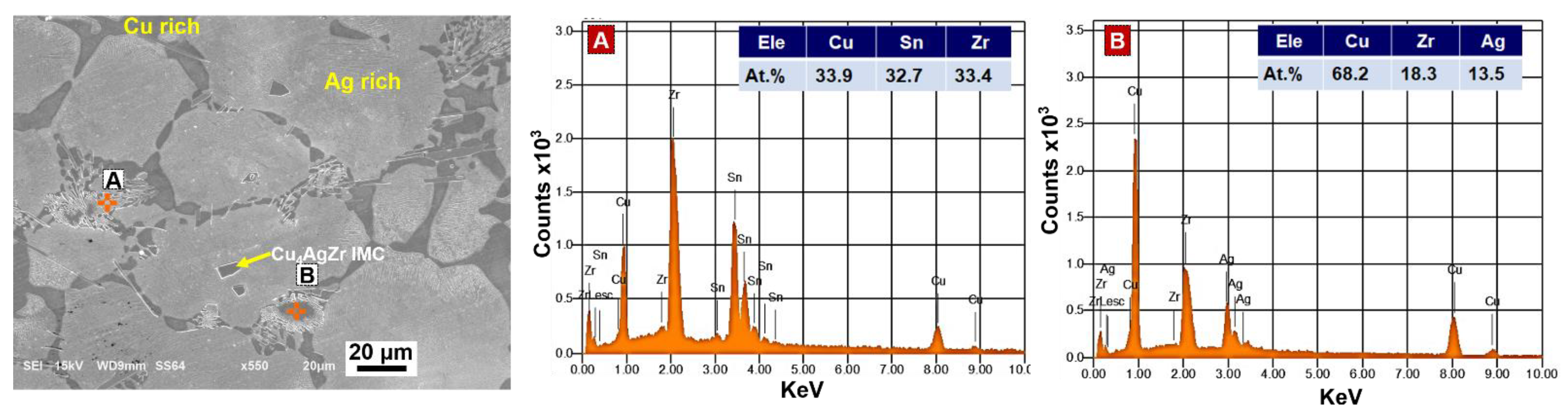
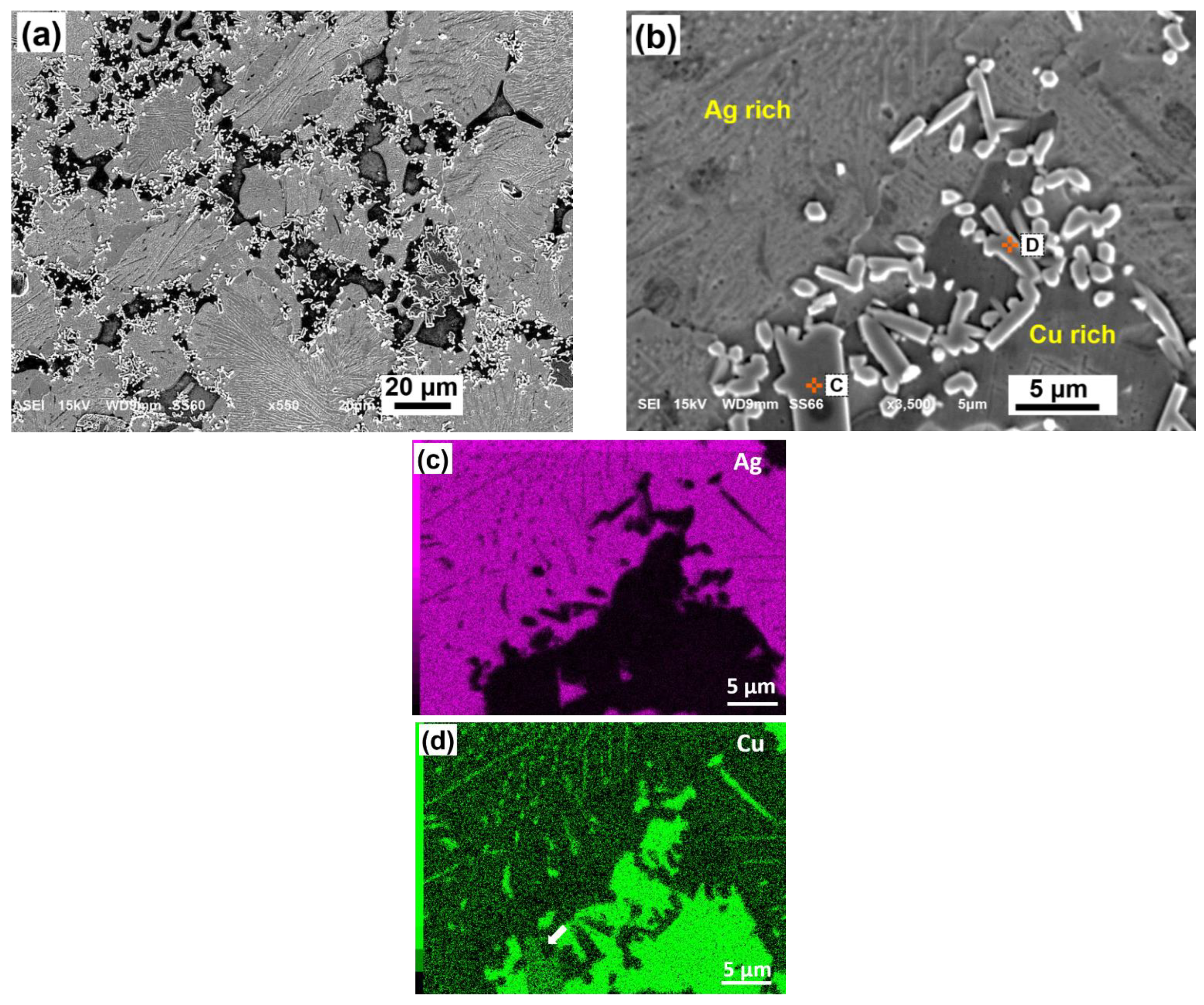
3.1. Microstructure of Ag-18Cu-6Sn-3Zr and Ag-18Cu-6Sn-3Zr-1Ti Brazing Filler

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spot | Nominal Composition from EDS (at.%) | Nominal Composition from the Literature (at.%) | Possible Phase | Reference | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ag | Cu | Sn | Zr | Ti | Ag | Cu | Sn | Zr | Ti | |||
| A | - | 33.9 | 32.7 | 33.4 | - | - | 33.3 | 32.1 | 34.7 | - | CuZrSn (τ1) | [23] |
| B | 13.5 | 68.2 | - | 18.3 | - | 18 | 64.4 | - | 17.6 | - | Cu4AgZr | [22] |
| C | - | 33.7 | 30.9 | 28.2 | 7.2 | - | 33.3 | 32.1 | 34.7 | - | CuZrSn (τ1) | [23] |
| D | - | - | 36.8 | 46.4 | 16.8 | - | - | 37.1 | 46.8 | 16.1 | (Zr, Ti)5Sn3 | [29,30,31,32] |
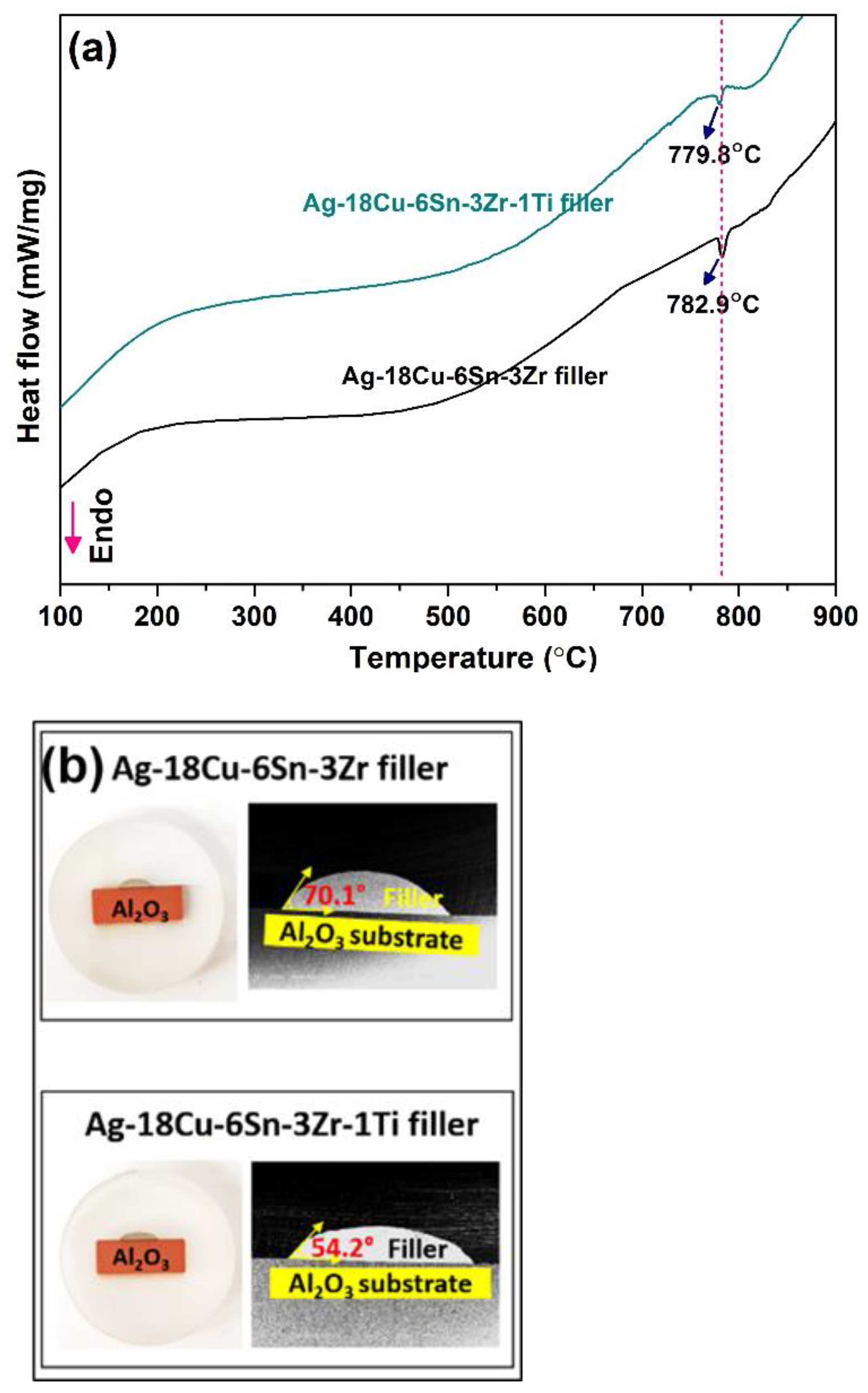
3.2. Thermal Analysis and Contact Angle of Ag-18Cu-6Sn-3Zr and Ag-18Cu-6Sn-3Zr-1Ti Filler on Al2O3 Substrate
3.3. Interface Analysis of Al2O3/Cu Joint
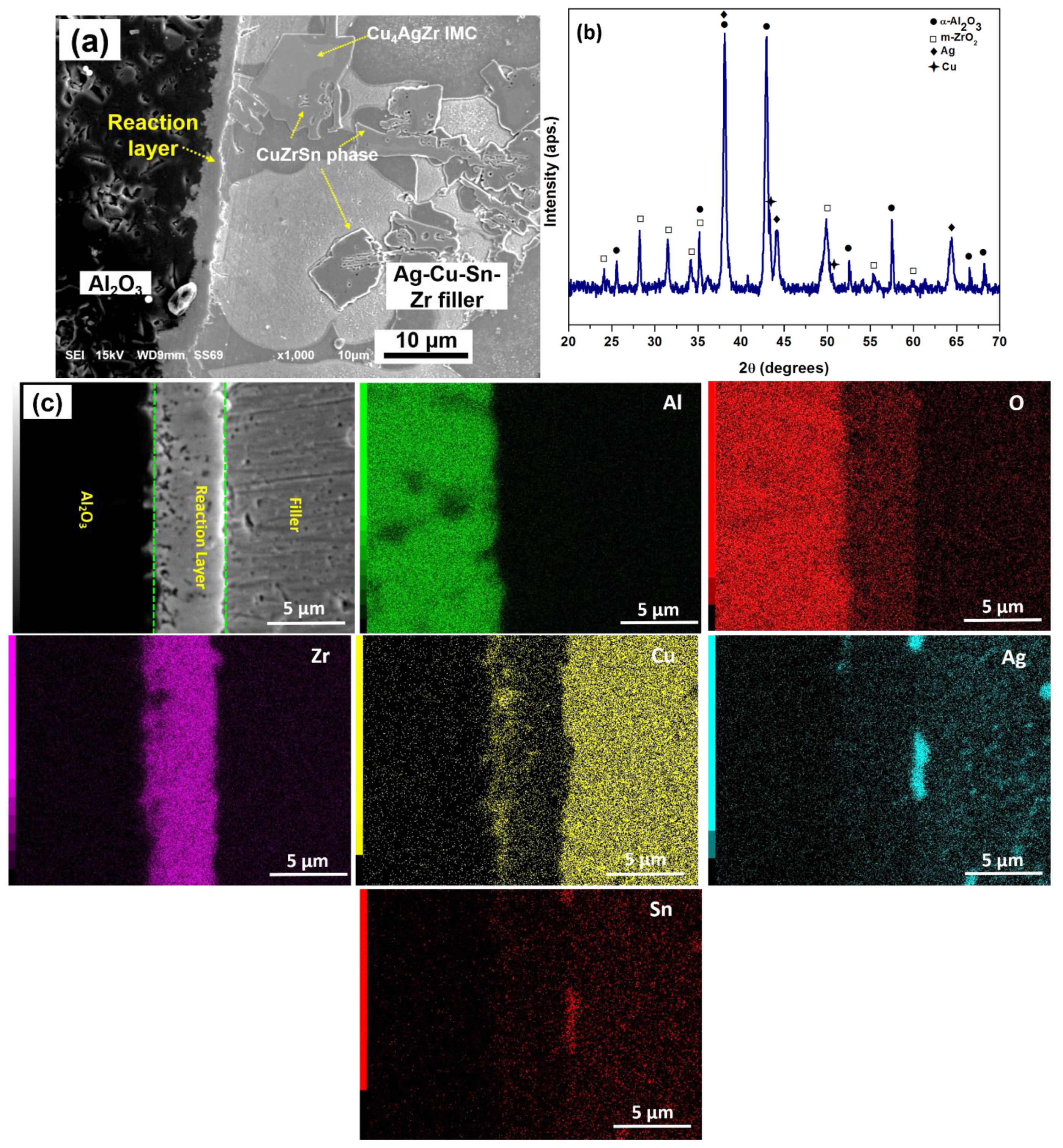
3.3.1. Interfacial Study of Cu/Al2O3 Joints Brazed with Ag-18Cu-6Sn-3Zr Filler
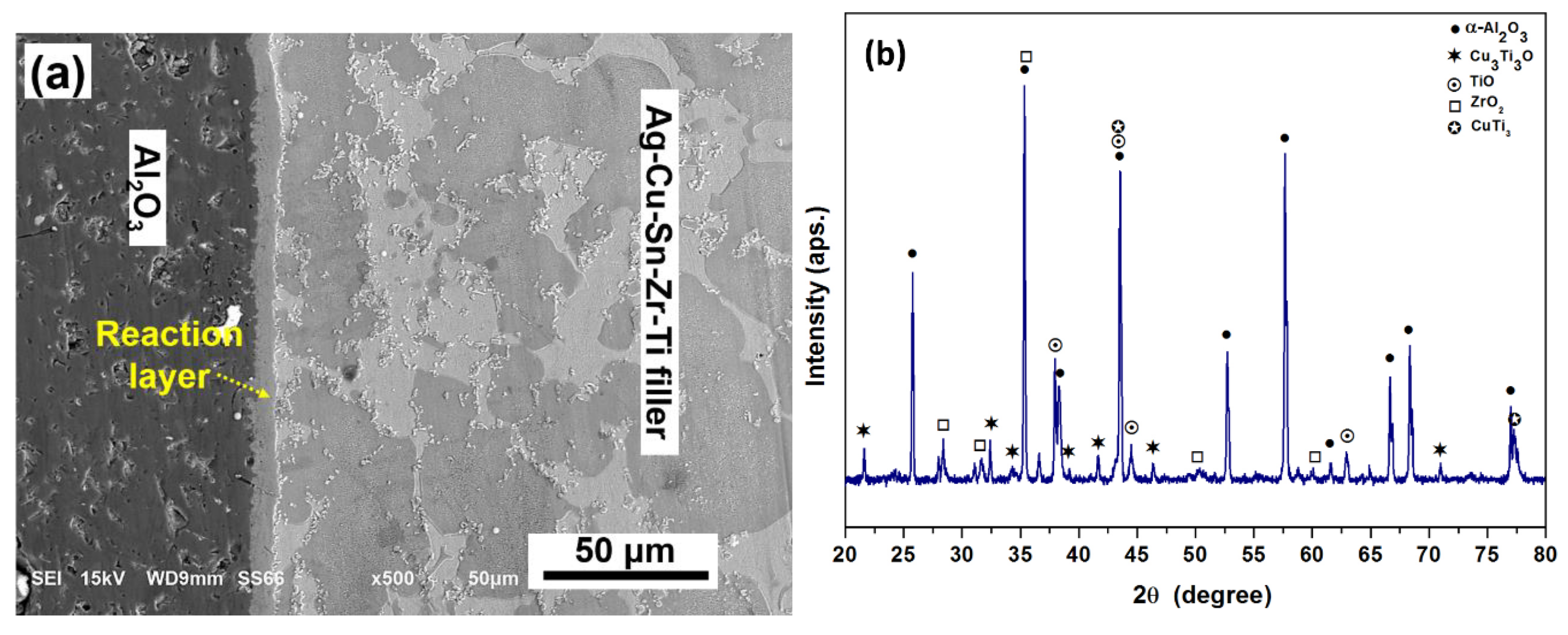
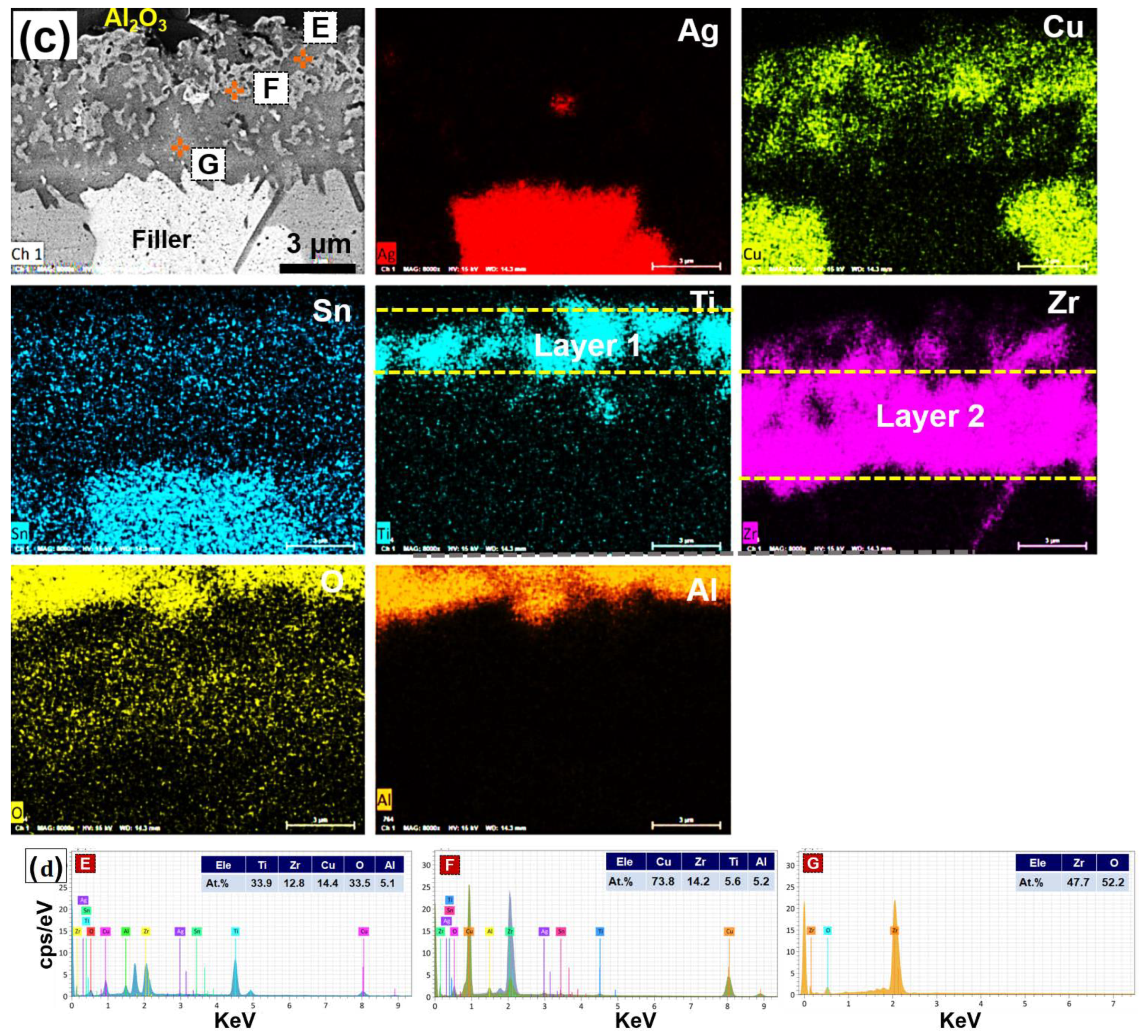
3.3.2. Interfacial Study of Cu/Al2O3 Joint Brazed with Ag-18Cu-6Sn-3Zr-1Ti Filler
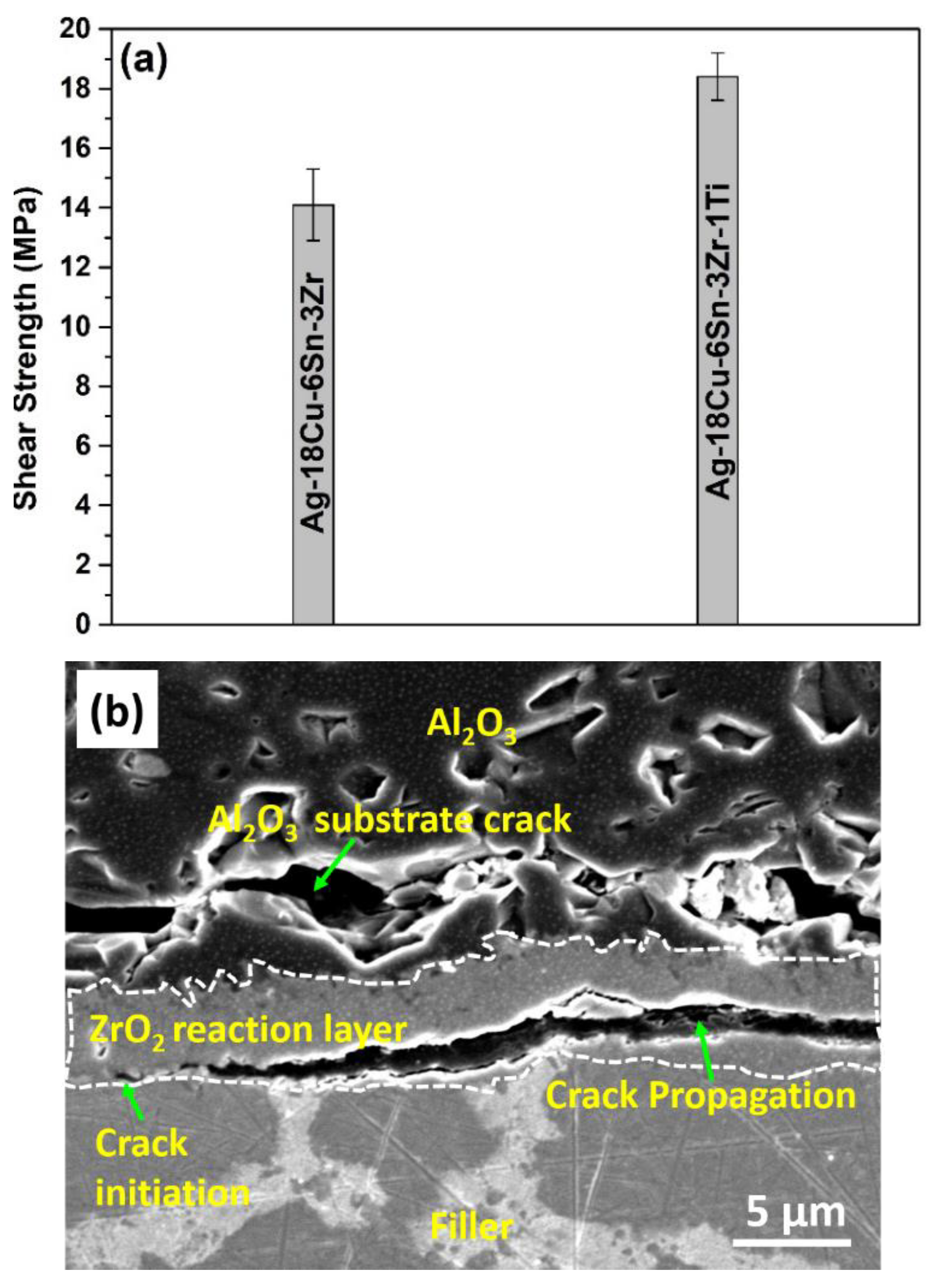
3.4. Effect of Ag-Cu-Sn-Zr-Ti Filler on the Shear Strength of Al2O3/Cu Joints
4. Conclusions
- The microstructure of Ag-Cu-Sn-Zr filler consists of CuSnZr ternary phase and blocky Cu4AgZr IMC in the Ag-Cu matrix, whereas the microstructure of Ag-Cu-Sn-Zr-Ti filler consists of CuSnZr ternary phase and micron-sized ternary (Zr, Ti)5Sn3 IMC dispersed in the Ag-Cu matrix.
- The peak melting temperature of Ag-18Cu-6Sn-3Zr is 782.9 °C, which is 3.1 °C higher than Ag-18Cu-6Sn-3Zr-1Ti filler. The contact angle of Ag-18Cu-6Sn-3Zr-1Ti filler is 15° lower compared to Ag-18Cu-6Sn-3Zr filler. The presence of Ti in Ag-18Cu-6Sn-3Zr filler proved to enhance the spreading.
- Al2O3/Cu joint brazed by using Ag-18Cu-6Sn-3Zr-1Ti filler at 840 °C for 15 min produced a Ti-rich region on the Al2O3 side, followed by m-ZrO2 reaction layer on the filler side (Al2O3/Ti-rich region consisting of Cu3Ti3O, TiO and Cu-(Zr, Ti) /m-ZrO2/filler/Cu), whereas the Ag-18Cu-6Sn-3Zr filler resulted in a typical m-ZrO2 reaction layer.
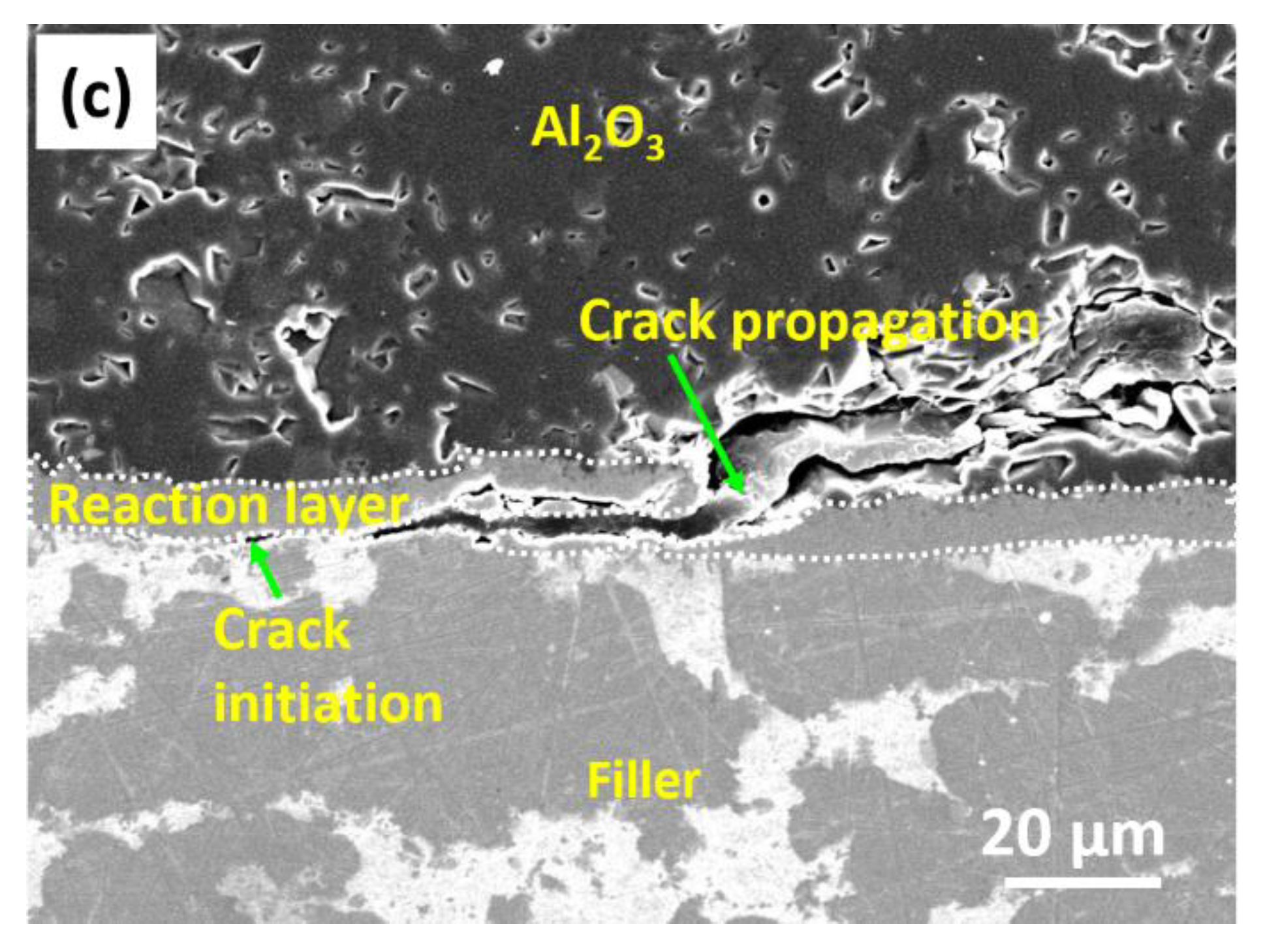
- Al2O3/Cu joints brazed by using Ag-18Cu-6Sn-3Zr-1Ti filler exhibits a higher shear strength and stronger bonding interface, as compared to Al2O3/Cu joints brazed by using Ag-18Cu-6Sn-3Zr filler. The presence of the Ti-rich region reduces the residual stress build-up on Al2O3 substrate and presence of consisting of Cu3Ti3O, in situ Cu-(Ti, Zr) IMC dispersed in reaction layer enhances the fracture toughness of m-ZrO2 reaction layer.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tomsia, A. Ceramic/metal joining for structures and materials. Le J. Phys. IV 1993, 3, C7-1317–C7-1326. [Google Scholar] [CrossRef][Green Version]
- Peteves, S.D. Joining nitride ceramics. Ceram. Int. 1996, 22, 527–533. [Google Scholar] [CrossRef]
- Ferne, J.A.; Drew, R.A.L.; Knowles, K.M. Joining of engineering ceramics. Int. Mater. Rev. 2009, 54, 283–331. [Google Scholar] [CrossRef]
- Uday, M.B.; Ahmad-Fauzi, M.N.; Noor, A.M.; Rajoo, S. Current issues and the problems in the joining of ceramic to metal. In Joining Technologies; Ishak, M., Ed.; IntechOpen: London, UK, 2016; Volume 8, pp. 159–193. [Google Scholar]
- Jasim, K.M.; Hashim, F.A.; Yousif, R.H.; Rawlings, R.D.; Boccaccini, A.R. Actively brazed alumina to alumina joints using CuTi, CuZr and eutectic AgCuTi filler alloys. Ceram. Int. 2010, 36, 2287–2295. [Google Scholar] [CrossRef]
- Halbig, M.C.; Asthana, R.; Singh, M. Diffusion bonding of SiC fiber-bonded ceramics using Ti/Mo and Ti/Cu interlayers. Ceram. Int. 2015, 41, 2140–2149. [Google Scholar] [CrossRef]
- Wang, M.C.; Tao, X.; Xu, X.Q.; Miao, R.; Du, H.; Liu, J.; Guo, A. High-temperature bonding performance of modified heat-resistant adhesive for ceramic connection. J. Alloys Compd. 2016, 663, 82–85. [Google Scholar] [CrossRef]
- Hanson, W.B.; Ironside, K.I.; Fernie, J.A. Active metal brazing of zirconia. Acta Mater. 2000, 48, 4673–4676. [Google Scholar] [CrossRef]
- Lan, L.; Yu, J.B.; Yang, Z.; Li, C.; Ren, Z.; Wang, Q. Interfacial microstructure and mechanical characterization of silicon nitride/nickel-base super alloy joints by partial transient liquid phase bonding. Ceram. Int. 2016, 42, 1633–1639. [Google Scholar] [CrossRef]
- Wang, N.; Wang, D.P.; Yang, Z.W.; Wang, Y. Interfacial microstructure and mechanical properties of zirconia ceramic and niobium joints vacuum brazed with two Ag-based active filler metals. Ceram. Int. 2016, 42, 12815–12824. [Google Scholar] [CrossRef]
- Ali, M.; Knowles, K.M.; Mallinson, P.M.; Fernie, J.A. Interfacial reactions between sapphire and Ag-Cu-Ti based active braze alloys. Acta Mater. 2016, 103, 859–869. [Google Scholar] [CrossRef]
- Kishimoto, T.; Kashiwagi, K.; Sakaguchi, O. Active Metal Brazing Material. U.S. Patent US9375811B2, 28 June 2016. [Google Scholar]
- Kim, J.H.; Yoo, Y.C. Bonding of alumina to metals with Ag-Cu-Zr brazing alloy. J. Mater. Sci. Lett. 1997, 16, 1212–1215. [Google Scholar] [CrossRef]
- Stephens, J.J.; Hosking, F.M.; Walker, C.A.; Dudley, E.C.; Yost, F.G. The evolution of ternary Ag-Cu-Zr active braze filler metal for Kovar/Alumina braze joints. In Proceedings of the 3rd International Brazing and Soldering Conference, San Antonio, TX, USA, 24–26 April 2006; pp. 207–213. [Google Scholar]
- Loehman, R.E.; Tomsia, A.P. Reactions of Ti and Zr with AlN and Al2O3. Acta. Met. Mater. 1992, 40, 75–83. [Google Scholar] [CrossRef]
- Ramsheh, H.H.; Sani, M.A.F.; Kokabi, A.H. Microstructure and mechanical properties of MoSi2-MoSi2 joints brazed by Ag-Cu-Zr interlayer. Mater. Des. 2013, 49, 197–202. [Google Scholar] [CrossRef]
- Simhan, D.R.; Mukhopadhyay, P.; Ghosh, A. On segregation of Zr and wettability of active Ag-Cu-Zr alloy on cubic boron nitride surface. Mater. Lett. 2017, 207, 183–186. [Google Scholar] [CrossRef]
- Song, Y.Y.; Li, H.L.; Zhao, H.Y.; Liu, D.; Song, X.G.; Feng, J.C. Interfacial microstructure and mechanical property of brazed copper/SiO2 ceramic joint. Vacuum 2017, 141, 116–123. [Google Scholar] [CrossRef]
- Yoo, Y.C.; Kim, J.H.; Park, K. Microstructure and bond strength of Ni-Cr steel/Al2O3 joints brazed with Ag-Cu-Zr alloys containing Sn or Al. Mater. Sci. Technol. 1999, 15, 1331–1334. [Google Scholar] [CrossRef]
- Simhan, D.R.; Ghosh, A. Vacuum brazing of cubic boron nitride to medium carbon steel with Zr added passive and Ti activated eutectic Ag-Cu alloys. Ceram. Int. 2018, 44, 4891–4899. [Google Scholar] [CrossRef]
- Park, S.W.; Lee, H.; Lee, B.H.; Kim, T.H.; Kim, K.I.; Hong, S.A.; Kim, M.; Hyun, S.K.; Ryu, G.H.; Kim, K.T. Effect of Interface Microstructure on Joint Strength of Zirconia/Titanium Alloy Brazed with Amorphous Zr-Ti-Ni-Cu Active Filler Metal. Metals 2020, 10, 718. [Google Scholar] [CrossRef]
- Akselsen, O.M. Review: Advances in brazing of ceramics. J. Mater. Sci. 1992, 27, 1989–2000. [Google Scholar] [CrossRef]
- Kang, D.H.; Jung, I.H. Critical thermodynamic evaluation and optimization ofAg-Zr, Cu-Zr and Ag-Cu-Zr systems and its application to amorphous Cu-Zr-Ag alloys. Intermetallics 2010, 18, 815–833. [Google Scholar] [CrossRef]
- Yuan, G.; Luo, W.; Ouyang, Y.; Liang, J. The Isothermal Section of the Zr-Sn-Cu Ternary System at 700 °C. J. Phase Equilibria Diffus. 2018, 39, 196–203. [Google Scholar] [CrossRef]
- Niyomsoan, S.; Gargarella, P.; Chomsaeng, N.; Termsuksawad, P.; Kühn, U.; Eckert, J. Phase Separation in Rapid Solidified Ag-rich Ag-Cu-Zr Alloys. Mater. Res. 2015, 18, 120–126. [Google Scholar] [CrossRef]
- Karakaya, I.; Thompson, W.T. The Ag-Zr (Silver-Zirconium) System. J. Phase Equilibria 1992, 13, 143–146. [Google Scholar] [CrossRef]
- Wu, X.; Wang, R.; Peng, C.; Feng, Y.; Cai, Z. Effects of annealing on microstructure and mechanical properties of rapidly solidified Cu-3 wt% Ag-1 wt% Zr. Mater. Sci. Eng. A 2019, 739, 357–366. [Google Scholar] [CrossRef]
- Janovszky, D.; Tomolya, K.; Sycheva, A.; Kaptay, G. Stable miscibility gap in liquid Cu-Zr-Ag ternary alloy. J. Alloys Compd. 2012, 541, 353–358. [Google Scholar] [CrossRef]
- Romaka, L.; Koblyuk, N.; Stadnyk, Y.V.; Frankevych, D.; Skolozdra, R. Phase Equilibria in the Zr-Cu-Sn System and Crystal Structure of ZrCuSn and ZrCuSn2. Pol. J. Chem. 1998, 72, 1154–1159. [Google Scholar]
- Nowotny, H.; Auer-Welsbach, H.; Buiss, J.; Kohl, A. Ein Beitrag zur Mn5Si3-Struktur (D 88-Typ). Mon. Chem. 1959, 90, 15–23. [Google Scholar] [CrossRef]
- Zhan, Y.; Guo, Q.; Zhang, G.; Hu, Z.; Zhang, X.; Hu, J. Isothermal section of the Ti–Zr–Sn ternary system at 473 K. J. Alloys Compd. 2019, 485, 170–173. [Google Scholar] [CrossRef]
- Arico, S.F.; Gribaudo, L.M. The Sn-Ti-Zr system: Equilibrium phases at 900 °C. J. Nucl. Mater. 2001, 288, 217–221. [Google Scholar] [CrossRef]
- Saltykov, V.A.; Meleshevich, K.A.; Samelyuk, A.V.; Verbytska, O.M.; Bulanova, M.V. Isothermal section at 1400 °C of the Ti–Zr–Sn system. J. Alloys Compd. 2008, 459, 348–353. [Google Scholar] [CrossRef]
- Xiao, D.H.; Li, X.X.; Zhang, F.Q.; Zhang, Y.S. Effect of Zr addition on microstructure and properties of Ag-Cu-Ti alloys. J. Mater. Eng. Perform 2014, 23, 1854–1860. [Google Scholar] [CrossRef]
- Hosking, M.; Yost, F.G. The Mechanics of Solder Alloy Wetting and Spreading, 1st ed.; Springer: New York, NY, USA, 1994. [Google Scholar]
- Landry, K.; Eustathopoulos, N. Dynamics of wetting in reactive metal/ceramic systems: Linear spreading. Acta Mater. 1996, 44, 3923–3932. [Google Scholar] [CrossRef]
- Hirnyj, S.; Indacochea, J.E. Phase transformations in Ag70.5Cu26.5Ti3 filler alloy during brazing processes. Chem. Met. Alloys 2008, 1, 323–332. [Google Scholar] [CrossRef]
- Katayamaa, I.; Tanigawa, S.; Živković, D.; Hattori, Y.; Yamashita, H. Newly developed EMF cell with zirconia solid electrolyte for measurement of low oxygen potentials in liquid Cu-Cr and Cu-Zr alloys. J. Min. Met. Sect. B Met. 2012, 48, 331–337. [Google Scholar] [CrossRef]
- Vlad, M. Thermodynamic assessment of the Cu—Ti system in micro alloyed copper base alloys. In The Annals of “Dunarea de Jos”; University of Galati Fascicle ix Metallurgy and Materials Science: Galati, Romania, 2006; Volume 2, pp. 53–57. ISSN 1453–083X.N. [Google Scholar]
- Yoo, Y.C.; Kim, J.H.; Park, K. Microstructural characterization of Al2O3/AISI 8650 steel joint brazed with Ag–Cu–Sn–Zr alloy. Mater. Lett. 2000, 42, 362–366. [Google Scholar] [CrossRef]
- Kelkar, G.P.; Carim, A.H. Al solubility in M6X compounds in the Ti-Cu-O system. Mater. Lett. 1995, 23, 231–235. [Google Scholar] [CrossRef]
- Stephens, J.J.; Hosking, F.M.; Headley, T.J.; Halva, P.F.; Host, F.G. Reaction layers and mechanisms for a Ti- activated braze on sapphire. Met. Mater. Trans. A 2003, 34, 2963–2972. [Google Scholar] [CrossRef]
- Kassam, T.A.; Babu, N.H.; Ludford, N.; Yan, S.; Howkins, A. Secondary Phase Interaction at Interfaces of High-Strength Brazed Joints made using Liquid Phase Sintered Alumina Ceramics and Ag-Cu-Ti Braze alloys. Sci. Rep. 2018, 8, 3352. [Google Scholar] [CrossRef] [PubMed]
- Lin, K.L.; Singh, M.; Asthana, R. Interfacial characterization of alumina to alumina joints fabricated using silver-copper-titanium interlayers. Mater. Charact. 2014, 90, 40–51. [Google Scholar] [CrossRef]










| S. No. | Composition in Weight % | ||||
|---|---|---|---|---|---|
| Ag | Cu | Sn | Zr | Ti | |
| 1. | 73 | 18 | 6 | 3 | - |
| 2. | 72 | 18 | 6 | 3 | 1 |
| Spot | Nominal Composition from EDS (at.%) | Possible Phase | ||||
|---|---|---|---|---|---|---|
| Cu | Ti | Zr | Al | O | ||
| E | 14.4 | 33.9 | 12.8 | 5.1 | 33.5 | (Cu, Al)3(Ti, Zr)3O oxide |
| F | 73.8 | 5.6 | 14.2 | 5.2 | - | Cu-(Ti, Zr) |
| G | - | - | 47.7 | - | 52.2 | ZrO2 oxide |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajendran, S.H.; Hwang, S.J.; Jung, J.P. Active Brazing of Alumina and Copper with Multicomponent Ag-Cu-Sn-Zr-Ti Filler. Metals 2021, 11, 509. https://doi.org/10.3390/met11030509
Rajendran SH, Hwang SJ, Jung JP. Active Brazing of Alumina and Copper with Multicomponent Ag-Cu-Sn-Zr-Ti Filler. Metals. 2021; 11(3):509. https://doi.org/10.3390/met11030509
Chicago/Turabian StyleRajendran, Sri Harini, Seung Jun Hwang, and Jae Pil Jung. 2021. "Active Brazing of Alumina and Copper with Multicomponent Ag-Cu-Sn-Zr-Ti Filler" Metals 11, no. 3: 509. https://doi.org/10.3390/met11030509
APA StyleRajendran, S. H., Hwang, S. J., & Jung, J. P. (2021). Active Brazing of Alumina and Copper with Multicomponent Ag-Cu-Sn-Zr-Ti Filler. Metals, 11(3), 509. https://doi.org/10.3390/met11030509