
Precipitation Criterion for Inhibiting Austenite Grain Coarsening during Carburization of Al-Containing 20Cr Gear Steels


Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Experiments
2.3. Precipitation Model
2.4. MPH Method
3. Results
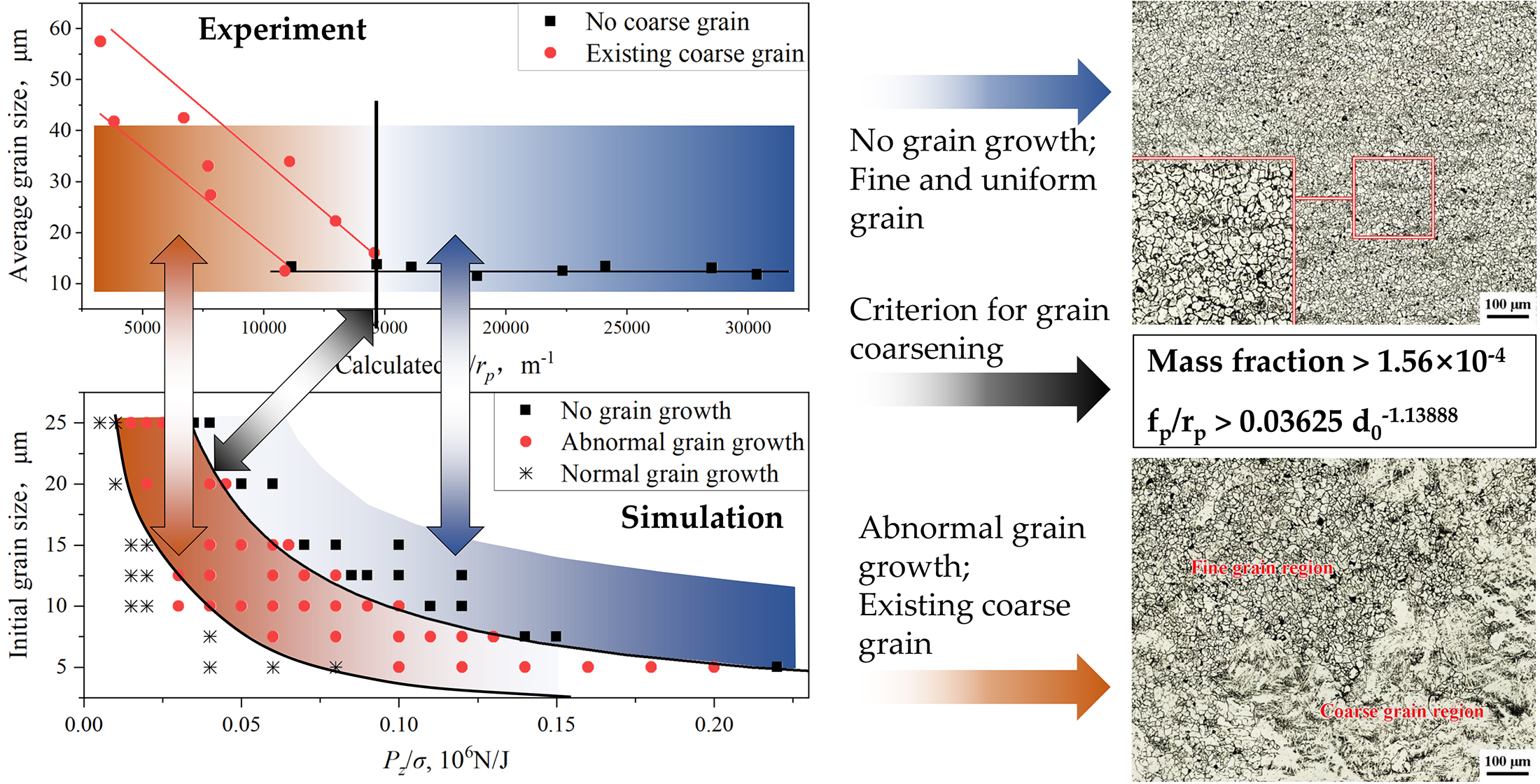
3.1. Initial Austenite Grain Structure
3.2. PAGS after Pseudocarburization
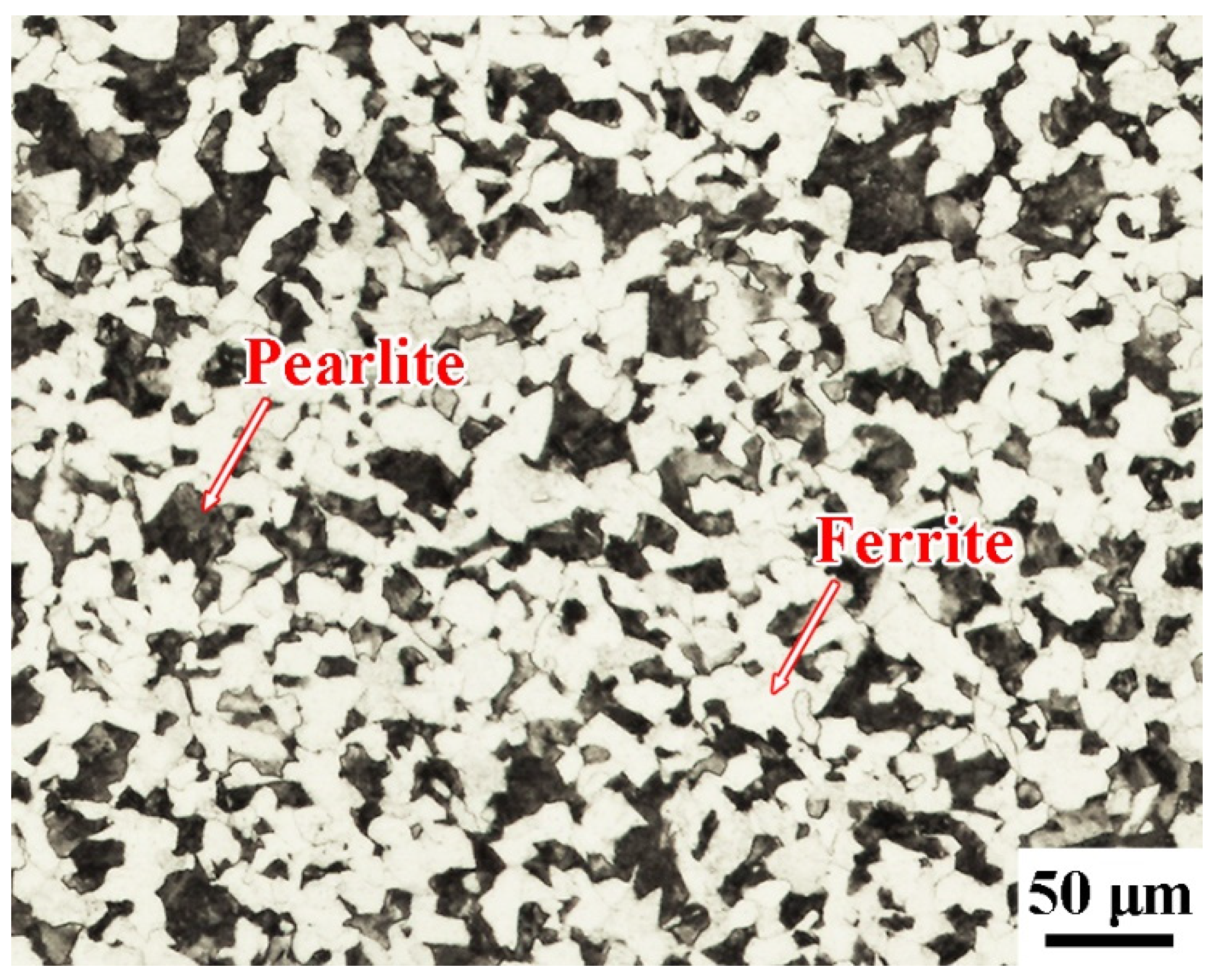
3.3. AlN Precipitation
3.4. Relationship between the Precipitation and PAGS
4. Discussion
4.1. Grain Coarsening Mode in Carburization
4.2. Condition for Abnormal Grain Growth
4.3. Prediction of Grain Coarsening in Carburization
4.4. Model Validation and Application
5. Conclusions
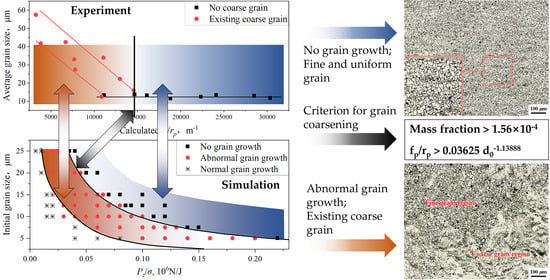
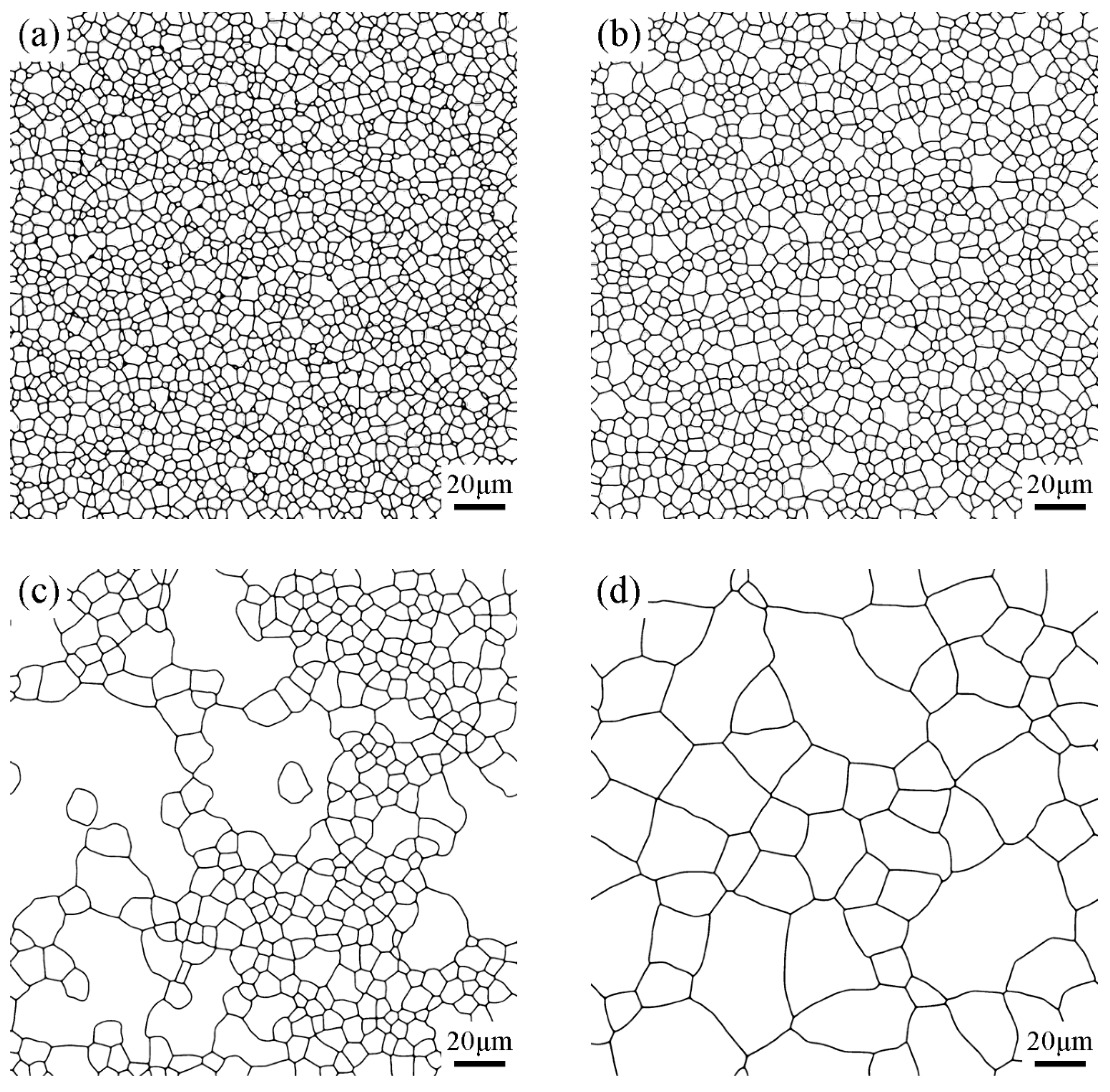
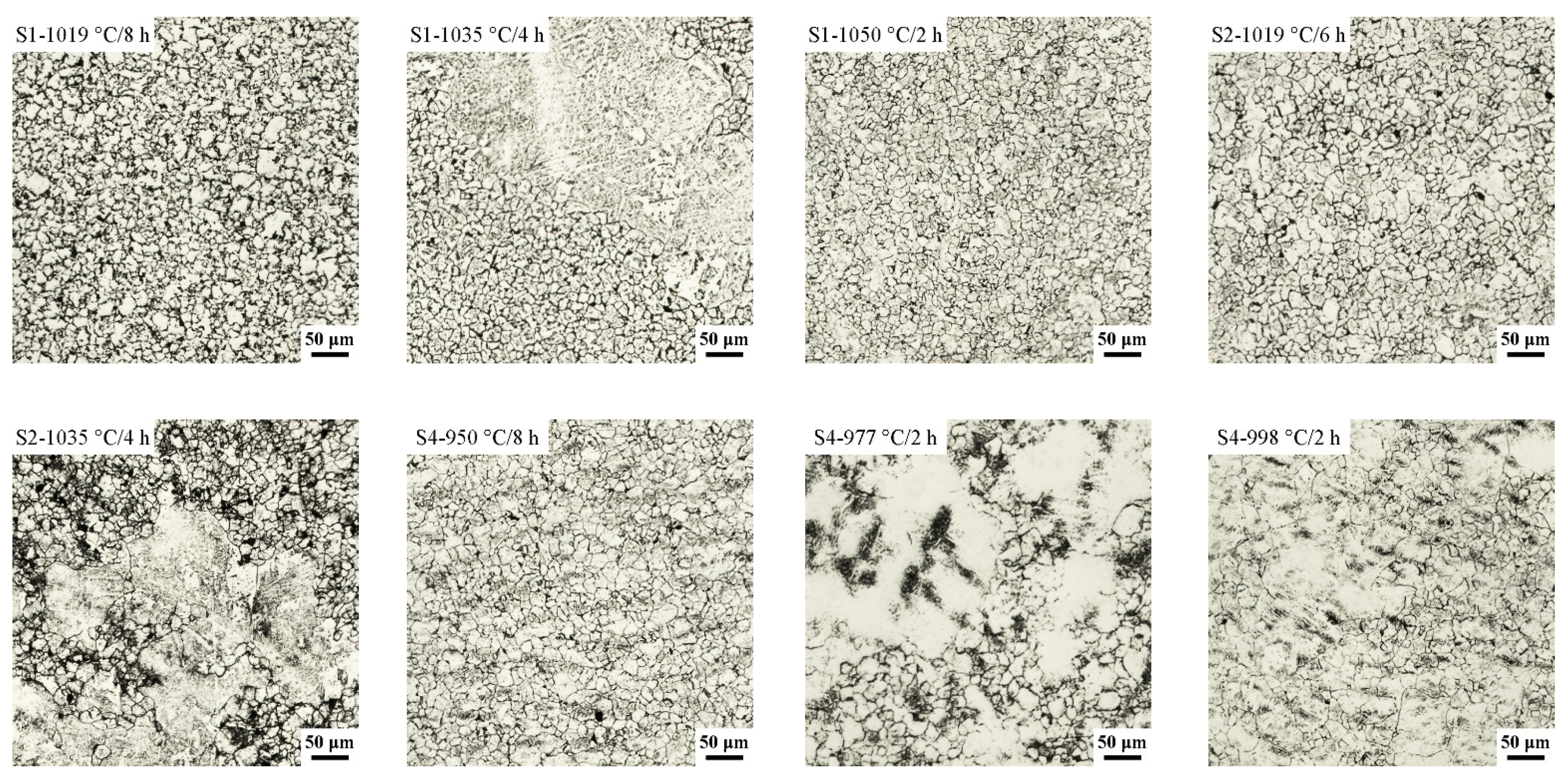
- The initial grain structures of carburization are close in various compositions and carburizing temperatures, of which the average size is about 12 μm. After the carburization, nearly no growth occurs if the austenite grains remain fine and uniform. However, for the cases of existing coarse grains, the fine- and coarse-grain regions are divided clearly and the coarse-grain size can be dozens of times the fine-grain size.
- AlN precipitates provide the dominant pinning to austenite GB in the experimental steels. During the carburization, the precipitates occur the significant ripening, developing the coarse particles more than 100 nm in size and the fine particles with sizes of only tens of nm. In this process, the average particle size variation can be well simulated by the LSW theory.
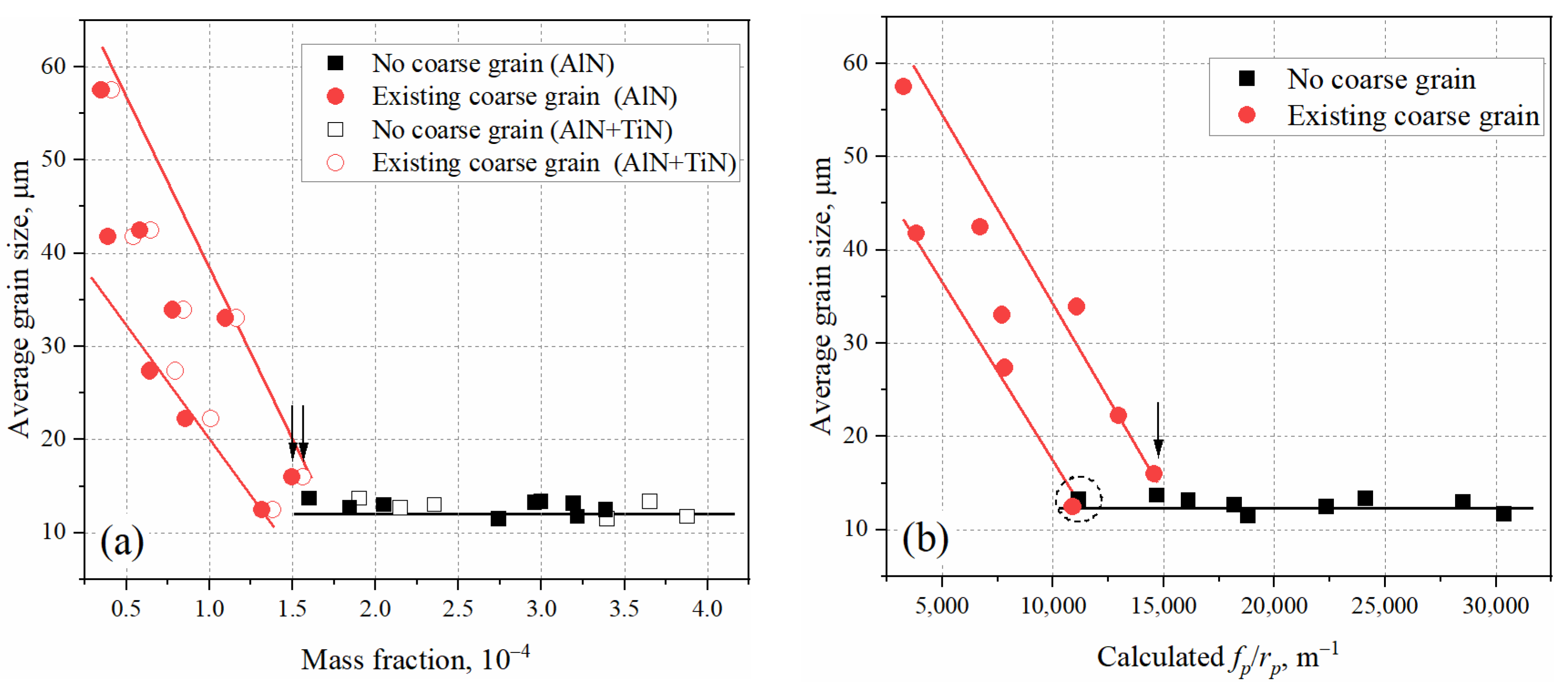
- The mass fraction and the pinning strength (defined as fp/rp) can determine the coarsening of austenite grain structure during carburization. In both the relationships, a critical mass fraction or a critical pinning strength was revealed, below which the PAGS will be coarsened.
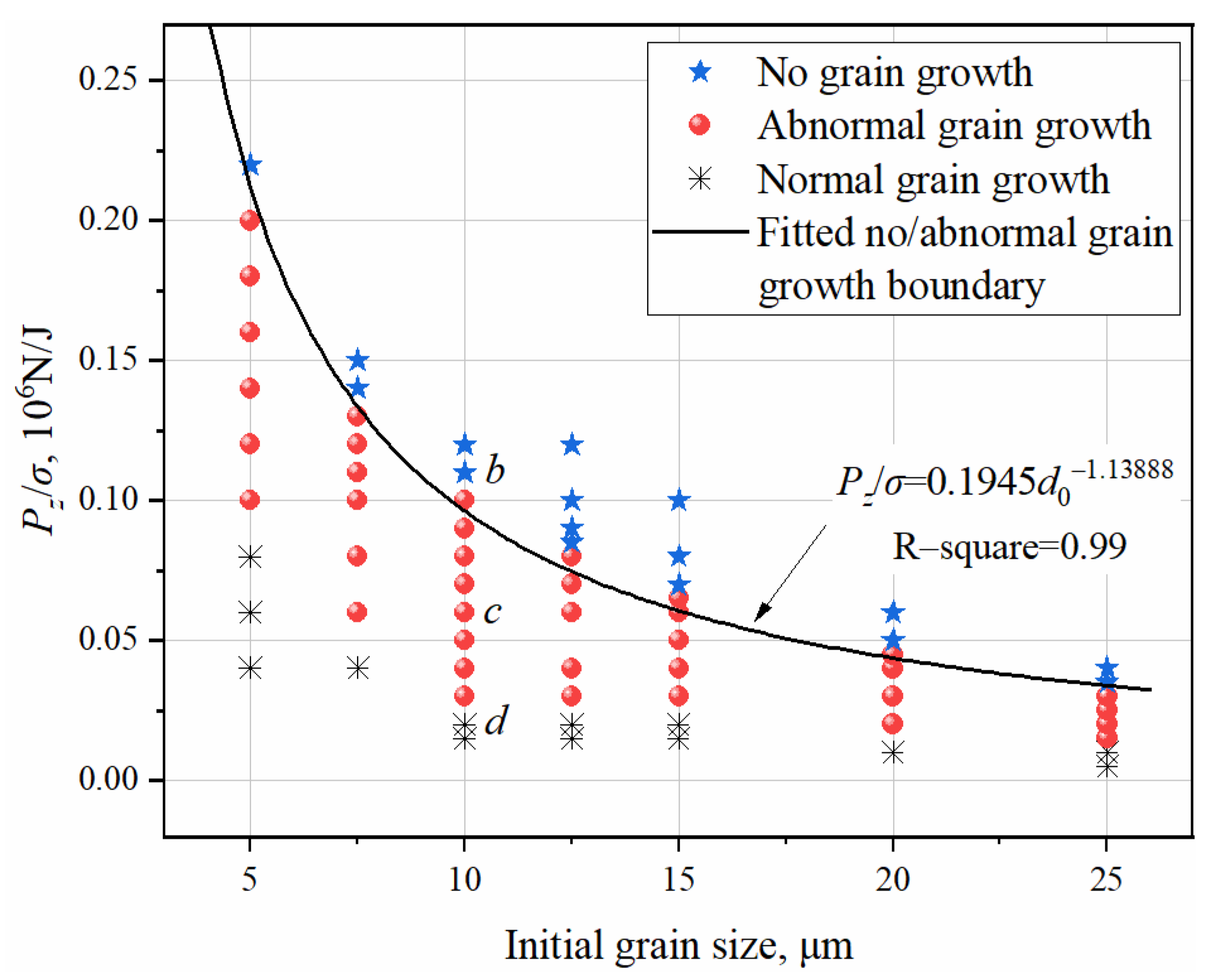
- Abnormal grain growth is the failure mode of grain size control in the carburization of gear steels. Based on the MPH simulation, the relationship between Zener pinning force and grain growth regime was constructed, and the threshold of pinning force for the abnormal grain growth was described by a power function of initial grain size. Combined with the experiment result, the dimensionless constant for the pinning of AlN on austenite GB was determined as 10.73.
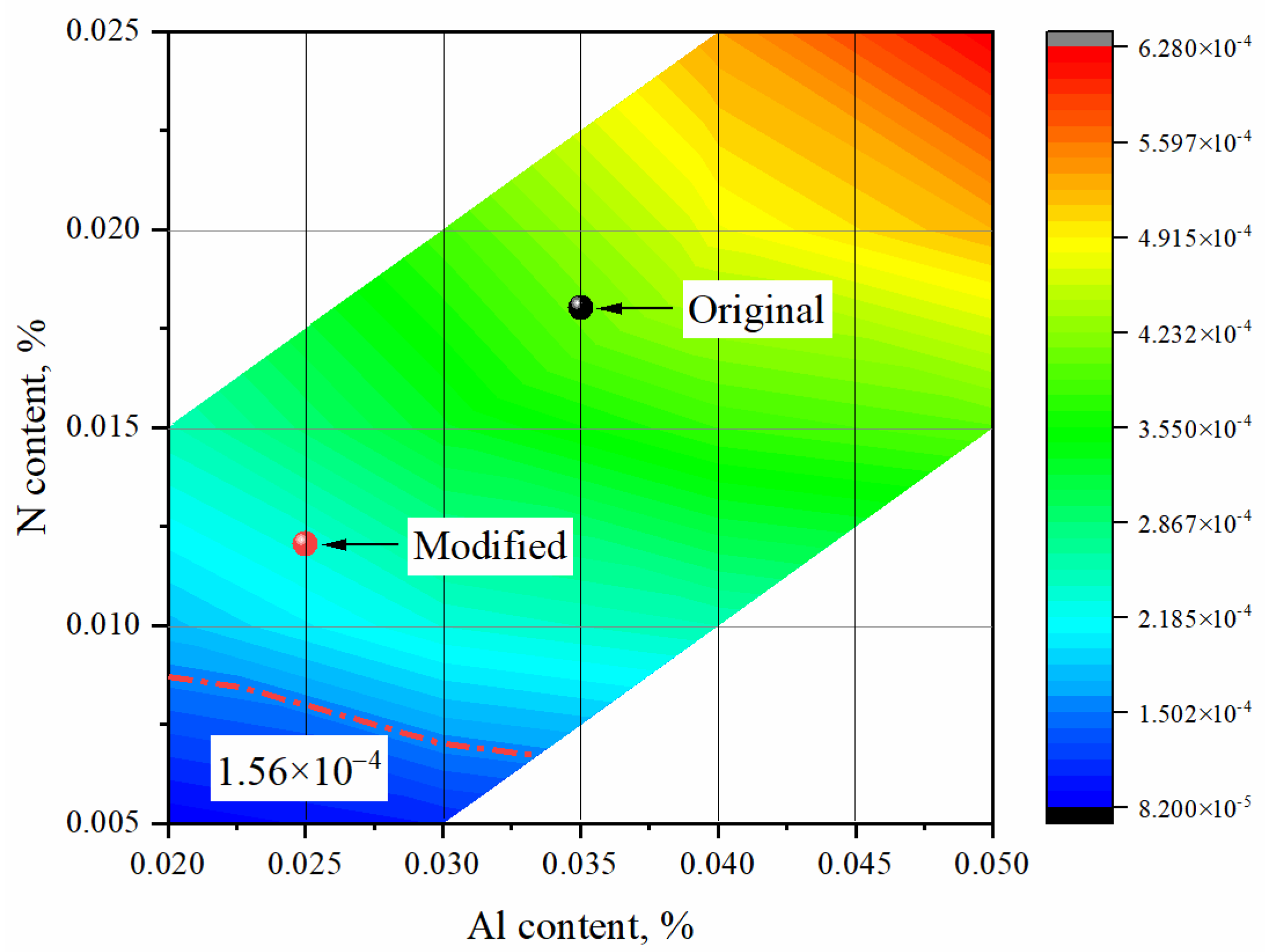
- Two models for predicting the austenite grain coarsening in carburization were constructed through the condition of abnormal grain growth. One of them concerns the mass fraction of AlN precipitates, and the other involves the variation of particle size. According to the verified experiments, the accuracies of the two models are 92% and 75%, respectively. The model which indicates the critical AlN mass fraction was used to optimize the composition of a commercial 20Cr steel associated with frequent surface cracks in production. Considering the safety distance beyond the criterion, the suggestion for reducing Al and N contents was propounded.
6. Prospects
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, M.Q.; Shi, J.; Hui, W.J.; Dong, H. Microstructure and mechanical properties of V-Nb microalloyed steel for heavy-duty gear. Trans. Mater. Heat Treat. 2007, 28, 18–21. [Google Scholar]
- Białobrzeska, B.; Konat, Ł.; Jasiński, R. The influence of austenite grain size on the mechanical properties of low-alloy steel with boron. Metals 2017, 7, 26. [Google Scholar] [CrossRef]
- Moravec, J.; Novakova, I.; Sobotka, J.; Neumann, H. Determination of grain growth kinetics and assessment of welding effect on properties of S700MC steel in the HAZ of welded joints. Metals 2019, 9, 707. [Google Scholar] [CrossRef]
- An, J.M.; Qin, M.; Ding, Y. Effect of austenite grain size on heat treatment distortion automotive gear steels. Heat Treat. 2013, 28, 48–51. [Google Scholar]
- Ma, L.; Wang, M.Q.; Shi, J.; Hui, W.J.; Dong, H. Rolling contact fatigue of microalloying case carburized gear steels. Chin. J. Mater. Res. 2009, 23, 251–256. [Google Scholar]
- Ma, L.; Wang, M.Q.; Shi, J.; Hui, W.J.; Dong, H. Influence of niobium microalloying on rotating bending fatigue properties of case carburized steels. Mater. Sci. Eng. A 2008, 498, 258–265. [Google Scholar] [CrossRef]
- Yan, B.; Liu, Y.; Wang, Z.; Liu, C.; Si, Y.; Li, H.; Yu, J. The effect of precipitate evolution on austenite grain growth in RAFM steel. Materials 2017, 10, 1017. [Google Scholar] [CrossRef] [PubMed]
- Enloe, C.M.; Findley, K.O.; Speer, J.G. Austenite grain growth and precipitate evolution in a carburizing steel with combined niobium and molybdenum additions. Metall. Mater. Trans. A 2015, 46, 5308–5328. [Google Scholar] [CrossRef]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The influence of niobium microalloying on austenite grain coarsening behavior of Ti-modified SAE 8620 steel. ISIJ Int. 2007, 47, 307–316. [Google Scholar] [CrossRef]
- Schwerdtfeger, K.; Spitzer, K.H. Application of reduction of area–temperature diagrams to the prediction of surface crack formation in continuous casting of steel. ISIJ Int. 2009, 49, 512–520. [Google Scholar] [CrossRef][Green Version]
- Militzer, M.; Hawbolt, E.B.; Meadowcroft, T.R.; Giumelli, A. Austenite grain growth kinetics in Al-killed plain carbon steels. Metall. Mater. Trans. A 1996, 27, 3399–3409. [Google Scholar] [CrossRef]
- Pous-Romero, H.; Lonardelli, I.; Cogswell, D.; Bhadeshia, H.K.D.H. Austenite grain growth in a nuclear pressure vessel steel. Mater. Sci. Eng. A 2013, 567, 72–79. [Google Scholar] [CrossRef]
- Li, S.J.; Fan, Y.D.; Huang, S.Y. Effect of Al, Ti, Nb microalloying on mixed grain size of case-hardened steel ZF7. Special Steel 2013, 34, 52–54. [Google Scholar]
- Ardell, A.J. The effect of volume fraction on particle coarsening: Theoretical considerations. Acta Metall. 1972, 20, 61–71. [Google Scholar] [CrossRef]
- Kim, S.G.; Kim, D.I.; Kim, W.T.; Park, Y.B. Computer simulations of two-dimensional and three-dimensional ideal grain growth. Phys. Rev. E 2006, 74, 061605. [Google Scholar] [CrossRef] [PubMed]
- Apel, M.; Böttger, B.; Rudnizki, J.; Schaffnit, P.; Steinbach, I. Grain growth simulations including particle pinning using the multiphase-field concept. ISIJ Int. 2009, 49, 1024–1029. [Google Scholar] [CrossRef]
- Kim, J.M.; Min, G.; Shim, J.H.; Lee, K.J. Effect of time-dependent pinning pressure on abnormal grain growth: Phase field simulation. Met. Mater. Int. 2018, 24, 549–559. [Google Scholar] [CrossRef]
- Kang, Y.; Yu, H.; Fu, J.; Wang, K.; Wang, Z. Morphology and precipitation kinetics of AlN in hot strip of low carbon steel produced by compact strip production. Mater. Sci. Eng. A 2003, 351, 265–271. [Google Scholar] [CrossRef]
- Cheng, L.M.; Hawbolt, E.B.; Meadowcroft, T.R. Modeling of dissolution, growth, and coarsening of aluminum nitride in low-carbon steels. Metall. Mater. Trans. A 2000, 31, 1907–1916. [Google Scholar] [CrossRef]
- Wang, F.; Davis, C.; Strangwood, M. Grain growth behaviour on reheating Al–Nb-containing steel in the homogenised condition. Mater. Sci. Technol. 2018, 34, 587–595. [Google Scholar] [CrossRef]
- Cahn, J.W. The impurity-drag effect in grain boundary motion. Acta Metall. 1962, 10, 789–798. [Google Scholar] [CrossRef]
- Rudnizki, J.; Zeislmair, B.; Prahl, U.; Bleck, W. Prediction of abnormal grain growth during high temperature treatment. Comput. Mater. Sci. 2010, 49, 209–216. [Google Scholar] [CrossRef]
- Kim, S.G.; Park, Y.B. Grain boundary segregation, solute drag and abnormal grain growth. Acta Mater. 2008, 56, 3739–3753. [Google Scholar] [CrossRef]
- Di Nunzio, P.E. A discrete approach to grain growth based on pair interactions. Acta Mater. 2001, 49, 3635–3643. [Google Scholar] [CrossRef]
- Rios, P.R.; Fonseca, G.S. Geometrical models for grain, grain boundary and grain edge average curvature in an Al-1mass%Mn alloy. Scripta Mater. 2005, 52, 893–897. [Google Scholar] [CrossRef]
- Dépinoy, S.; Marini, B.; Toffolon-Masclet, C.; Roch, F.; Gourgues-Lorenzon, A.F. Austenite grain growth in a 2.25Cr-1Mo vanadium-free steel accounting for Zener pinning and solute drag: Experimental study and modeling. Metall. Mater. Trans. A 2017, 48, 2289–2300. [Google Scholar] [CrossRef]
- Nes, E.; Ryum, N.; Hunderi, O. On the Zener drag. Acta Metall. 1985, 33, 11–22. [Google Scholar] [CrossRef]
- Rios, P.R. Overview no. 62: A theory for grain boundary pinning by particles. Acta Metall. 1987, 35, 2805–2814. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | S | Cr | Ni | Ti | Nb | Al | N |
|---|---|---|---|---|---|---|---|---|---|---|
| S1 | 0.21 | 0.32 | 0.88 | 0.002 | 1.23 | 0.16 | <0.005 | <0.0005 | 0.028 | 0.0183 |
| S2 | 0.22 | 0.31 | 0.88 | 0.002 | 1.22 | 0.16 | 0.0023 | <0.0005 | 0.019 | 0.015 |
| S3 | 0.21 | 0.3 | 0.88 | 0.002 | 1.22 | 0.15 | 0.013 | 0.0007 | 0.029 | 0.0115 |
| S4 | 0.21 | 0.3 | 0.85 | 0.002 | 1.2 | 0.16 | <0.0005 | <0.0005 | 0.014 | 0.015 |
| S5 | 0.21 | 0.32 | 0.87 | 0.002 | 1.2 | 0.17 | 0.0005 | <0.0005 | 0.01 | 0.011 |
| S6 | 0.22 | 0.31 | 0.89 | 0.002 | 1.21 | 0.15 | 0.0012 | 0.0005 | 0.018 | 0.0065 |
| Parameter | Value | Reference |
|---|---|---|
| Grid space ∆x | exp(μ)/20 | - |
| Time step ∆t | 0.9∆x2/(4Lijεij2) | - |
| Wij | 6∆x | - |
| σij | 0.5, J/m2 | - |
| mij0 | 0.5 × 10−12, m4/(J·s) | - |
| σI | 0.75, J/m2 | [18] |
| D | 0.000251exp(−253,400/RT), m2/s | [19] |
| Vm | 1.33 × 10−5, m3/mol | [18] |
| VB | 1.05 × 10−5, m3/mol | 1 |
| Kγ | exp(4.5985–11,568/T) | [19] |
| Carburizing T (°C) | S1 | S2 | S3 | S4 | S5 | S6 |
|---|---|---|---|---|---|---|
| 977 | 11.72 | 13 | 12.46 | 16 | 33.91 | 22.24 |
| 998 | 13.36 | 12.7 | 13.16 | 12.43 | 42.47 | 27.36 |
| 1019 | 11.46 | 13.69 | 13.23 | 33.03 | 57.5 | 41.78 |
| Steel | T (°C) | t (hour) | fp,m | rp (nm) | fp/rp (m−1) | Existing Coarse Grains |
|---|---|---|---|---|---|---|
| S4 | 950 | 4 | 0.00017 | 22 | 20,300 | No |
| S4 | 950 | 8 | 0.00017 | 28 | 16,216 | No |
| S4 | 977 | 2 | 0.00015 | 22 | 18,239 | Yes |
| S4 | 998 | 2 | 0.00013 | 26 | 13,666 | Yes |
| S2 | 998 | 6 | 0.00019 | 27 | 18,209 | No |
| S2 | 1019 | 6 | 0.00016 | 33 | 12,851 | No |
| S2 | 1035 | 4 | 0.00014 | 34 | 10,964 | Yes |
| S2 | 1050 | 2 | 0.00012 | 31 | 10,130 | Yes |
| S1 | 998 | 8 | 0.0003 | 42 | 19,181 | No |
| S1 | 1019 | 8 | 0.00027 | 49 | 14,956 | No |
| S1 | 1035 | 4 | 0.00025 | 44 | 15,364 | Yes |
| S1 | 1050 | 2 | 0.00023 | 39 | 15,759 | No |
| Element | Allowed Range | Original | Modified |
|---|---|---|---|
| Al | 0.023–0.042 | 0.035 | 0.025 |
| N | 0.011–0.021 | 0.018 | 0.012 |
| Third brittle zone 1 | 709–848 °C | 718–812 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Dong, Y.; Zheng, H.; Liu, X.; Lan, P.; Tang, H.; Zhang, J. Precipitation Criterion for Inhibiting Austenite Grain Coarsening during Carburization of Al-Containing 20Cr Gear Steels. Metals 2021, 11, 504. https://doi.org/10.3390/met11030504
Liu H, Dong Y, Zheng H, Liu X, Lan P, Tang H, Zhang J. Precipitation Criterion for Inhibiting Austenite Grain Coarsening during Carburization of Al-Containing 20Cr Gear Steels. Metals. 2021; 11(3):504. https://doi.org/10.3390/met11030504
Chicago/Turabian StyleLiu, Huasong, Yannan Dong, Hongguang Zheng, Xiangchun Liu, Peng Lan, Haiyan Tang, and Jiaquan Zhang. 2021. "Precipitation Criterion for Inhibiting Austenite Grain Coarsening during Carburization of Al-Containing 20Cr Gear Steels" Metals 11, no. 3: 504. https://doi.org/10.3390/met11030504
APA StyleLiu, H., Dong, Y., Zheng, H., Liu, X., Lan, P., Tang, H., & Zhang, J. (2021). Precipitation Criterion for Inhibiting Austenite Grain Coarsening during Carburization of Al-Containing 20Cr Gear Steels. Metals, 11(3), 504. https://doi.org/10.3390/met11030504