Effects of Side Flushing and Multi-Aperture Inner Flushing on Characteristics of Electrical Discharge Machining Macro Deep Holes

Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Materials and Setup
2.2. Experimental Design
2.3. Multi-Response Optimization
3. Results and Discussion
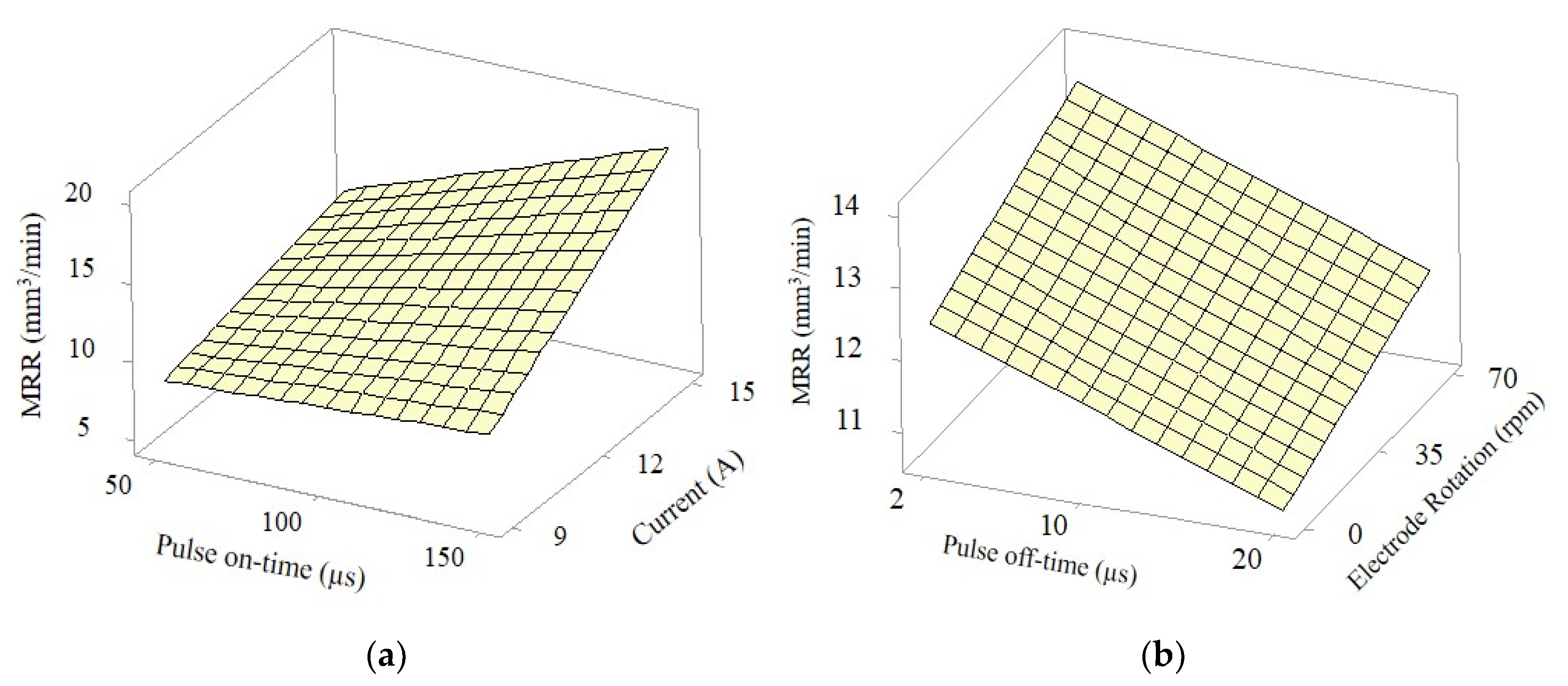
3.1. Effect of the Machining Parameters on MRR of EDM With Side and Multi-Aperture Flushing
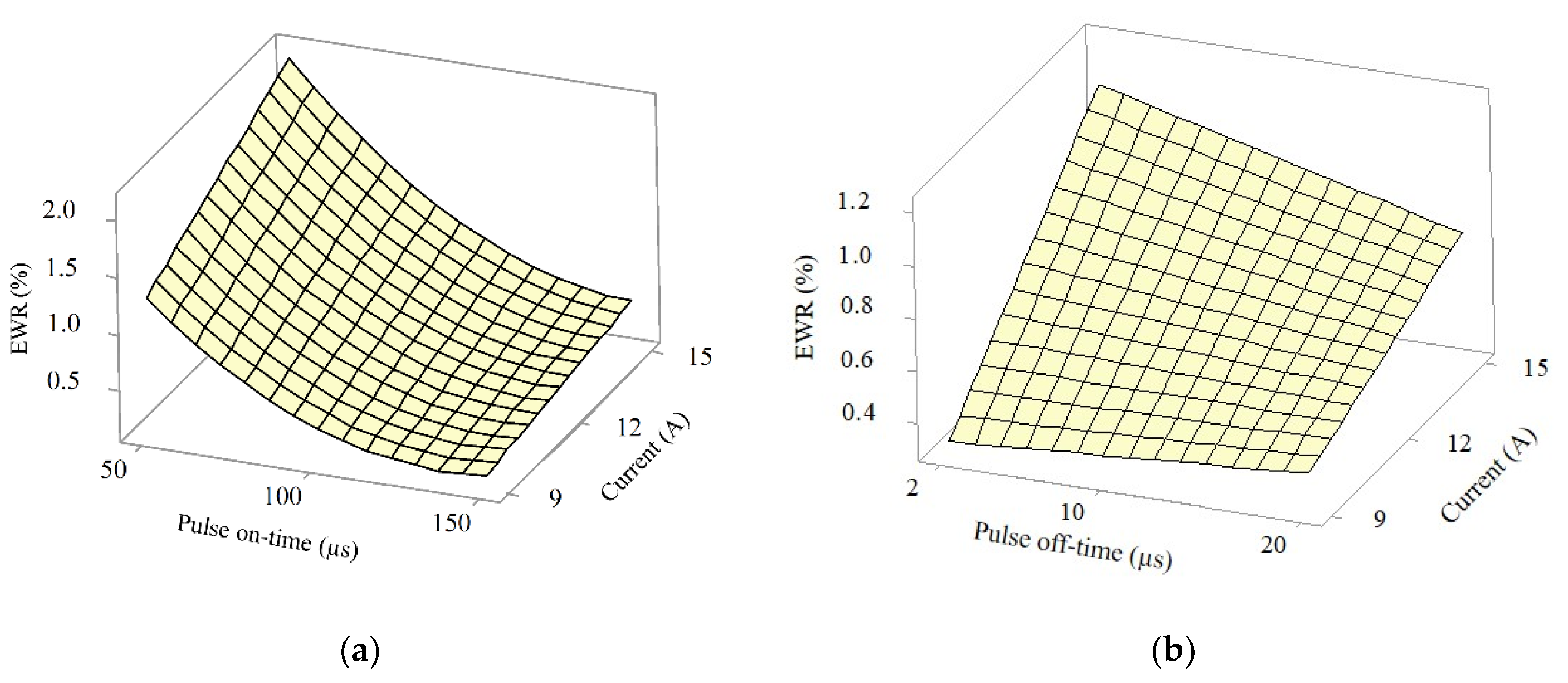
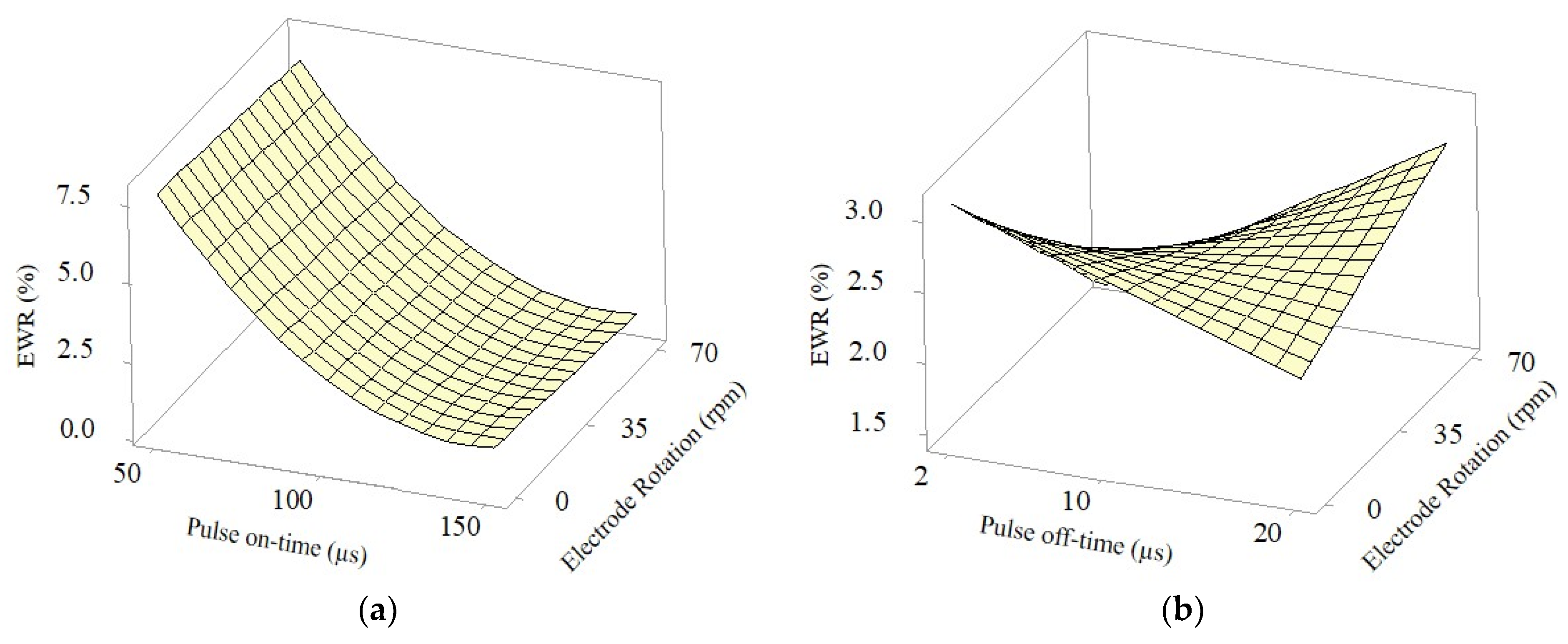
3.2. Effect of the Machining Parameters on EWR of EDM with Side and Multi-Aperture Flushing
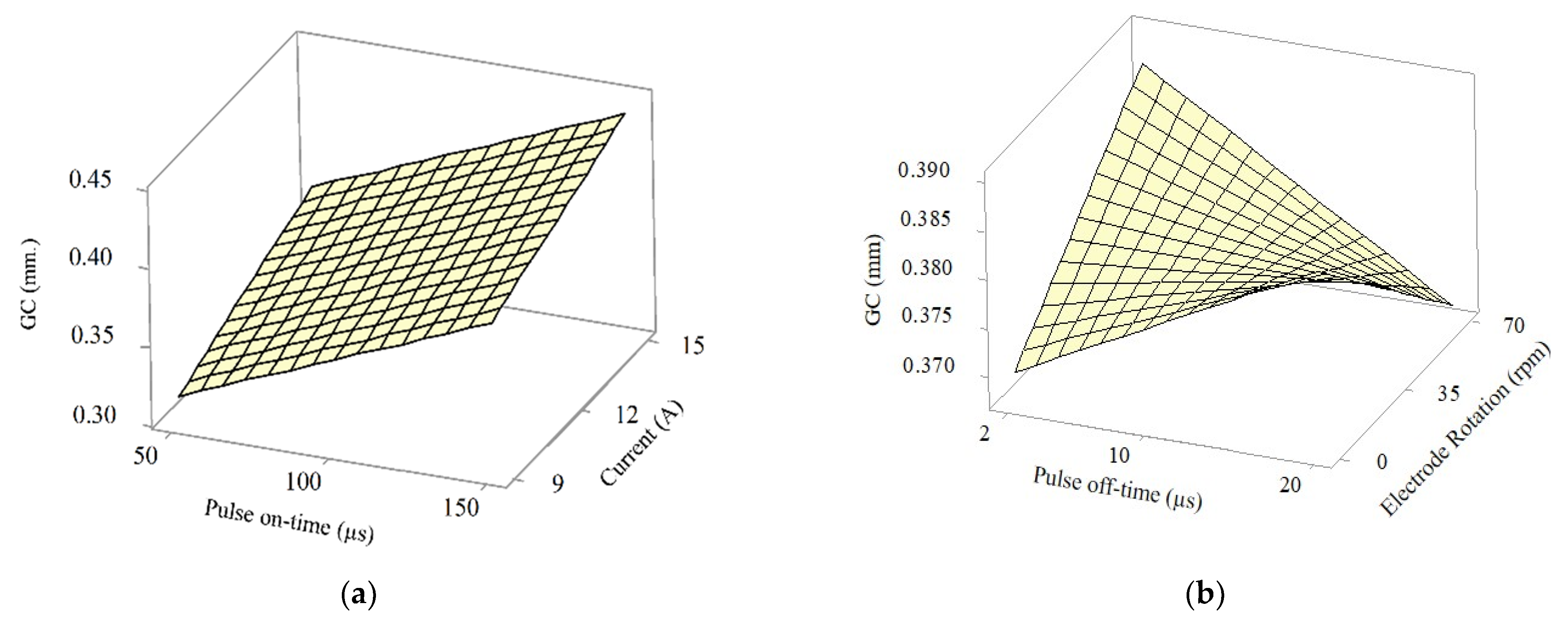
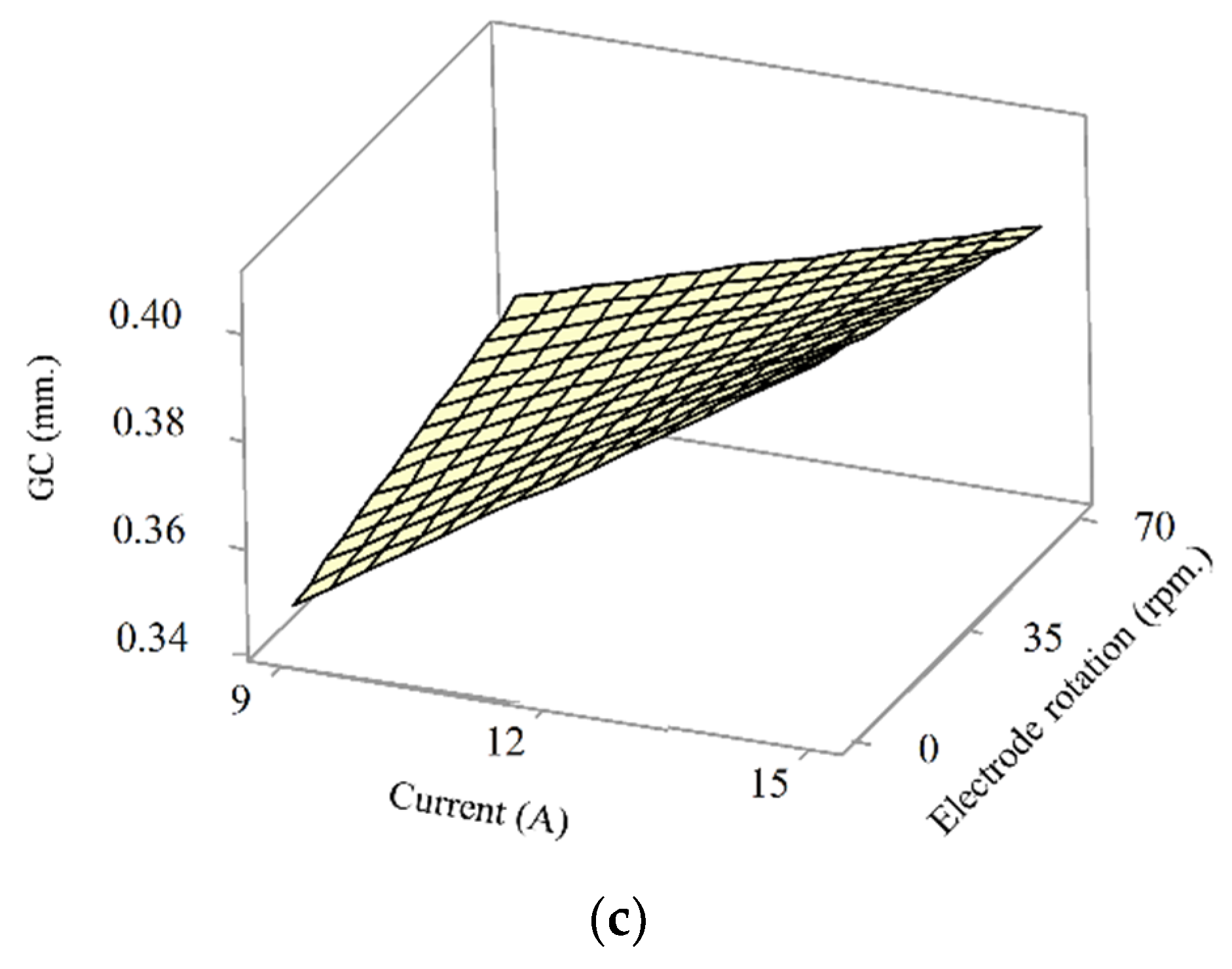
3.3. Effect of the Machining Parameters on GC of EDM with Side and Multi-Aperture Flushing
3.4. Multi-Response Optimization Using Desirability Function.
3.5. Comparison between the Performance of EDM with Side Flushing and Multi-Aperture Flushing
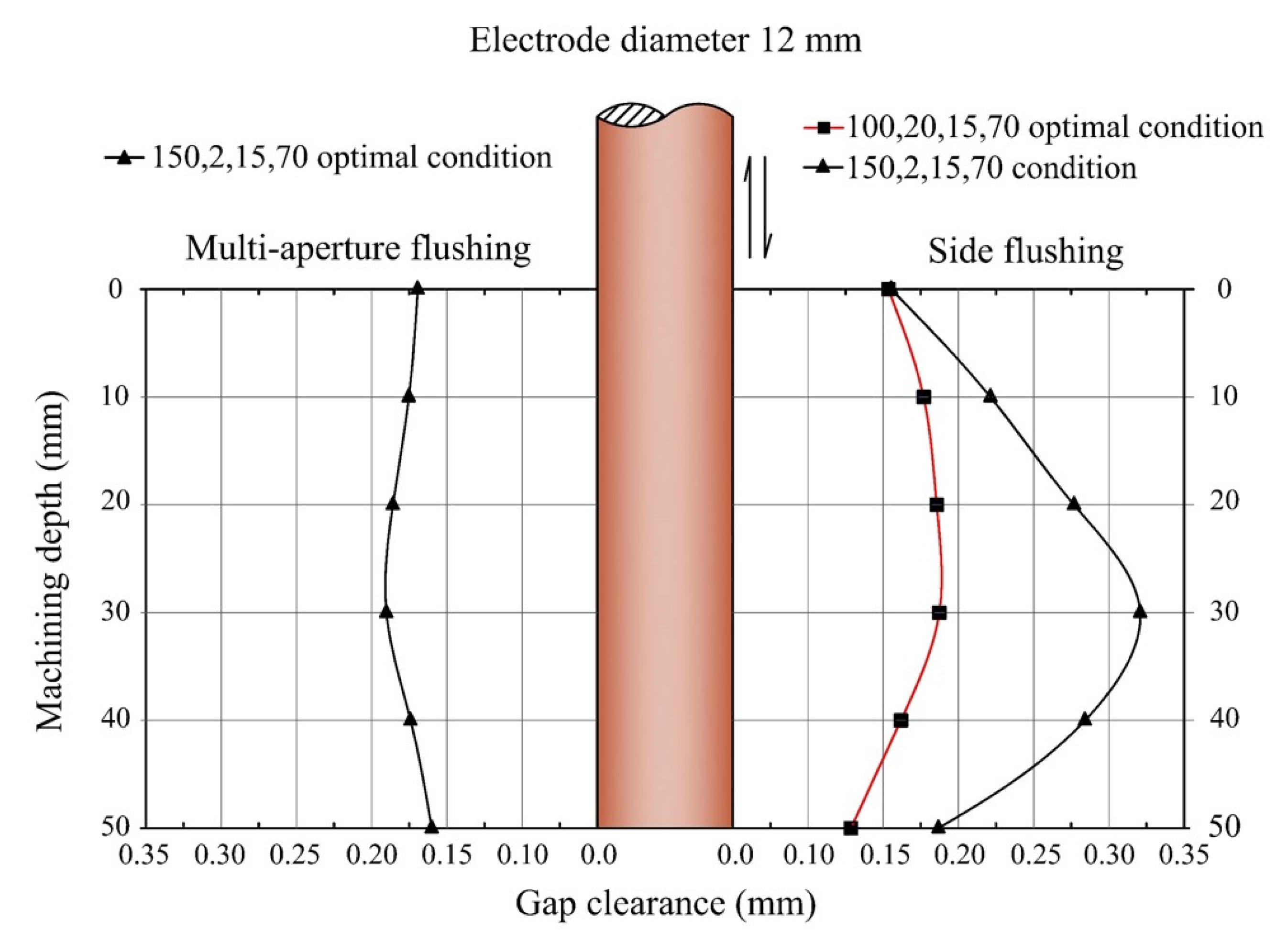
3.6. Characteristics of GC of EDM with Side and Multi-Aperture Flushing
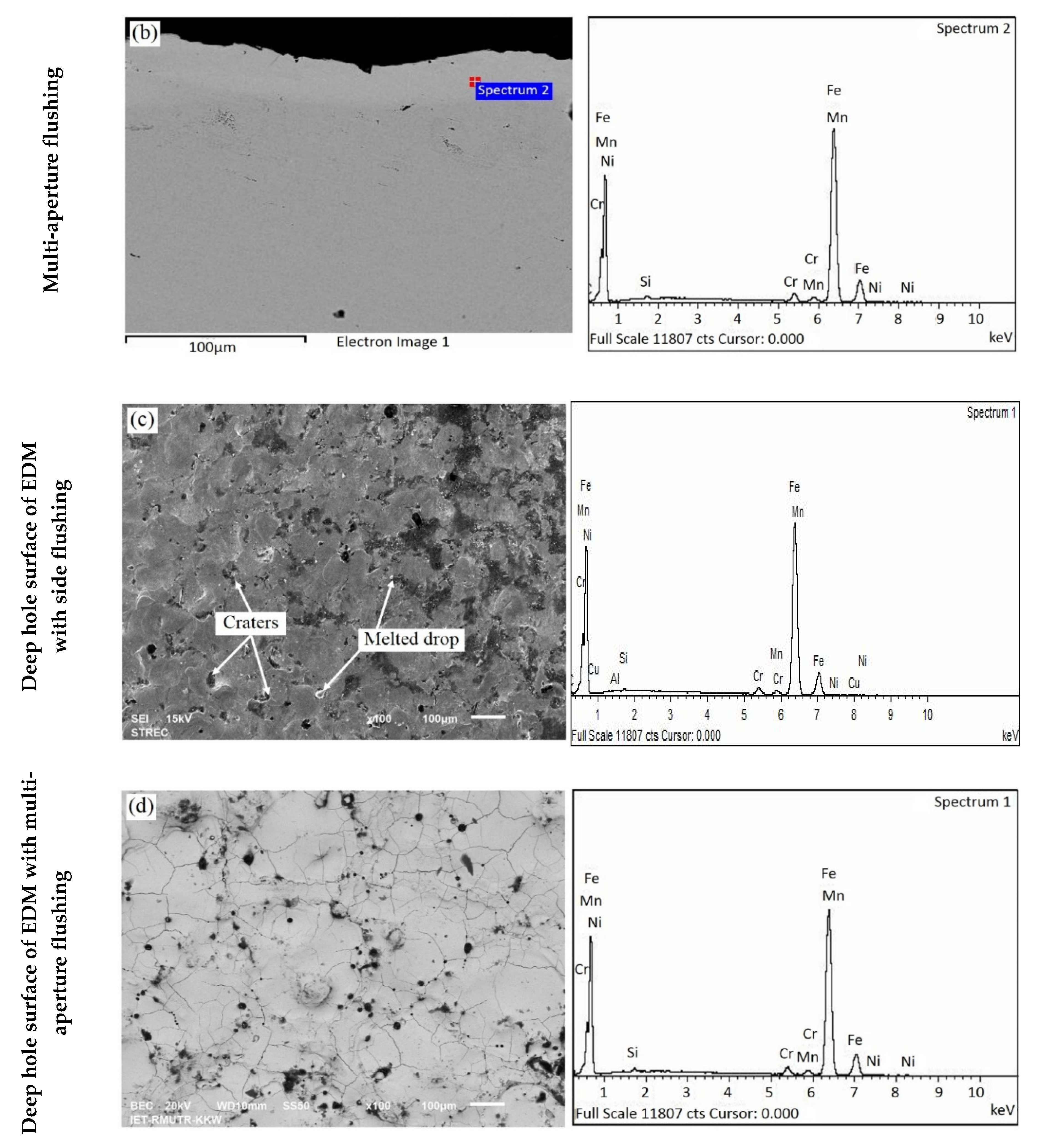
3.7. Surface Characteristics of EDM Deep Holes
4. Conclusions
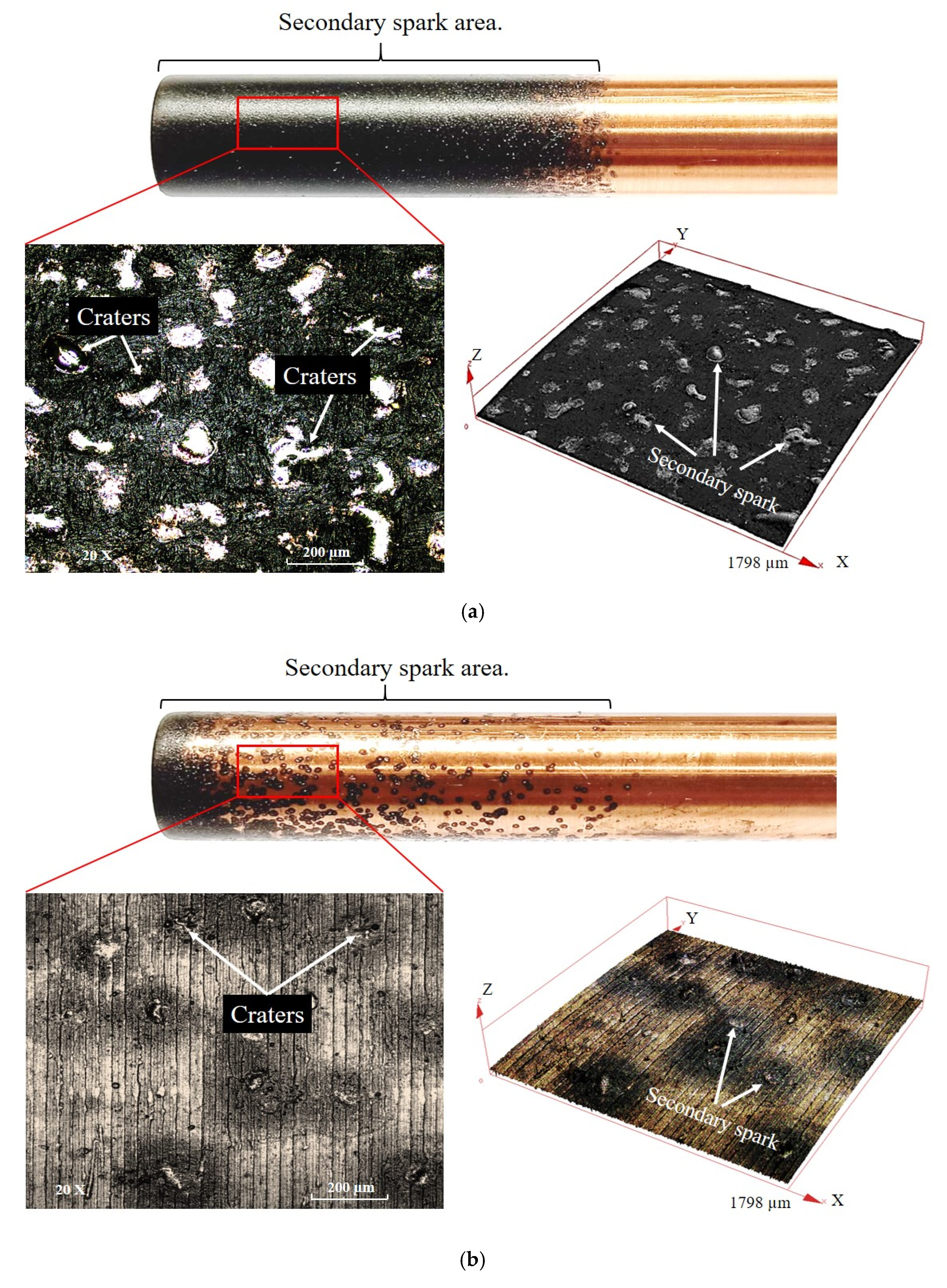
- The pulse on-time, current, and electrode rotation were positively correlated with the MRR of side-flushing and multi-aperture-flushing EDM. However, a higher MRR induced the rapid accumulation of debris and incidence of secondary spark on the cavity wall, resulting in GC distortion.
- The EWRs of side flushing and multi-aperture flushing were inversely correlated with the pulse on-time and electrode rotation but positively correlated with current.
- Under both flushing schemes, GC was positively correlated with pulse on-time but inversely correlated with pulse off-time, current, and electrode rotation. The electrode rotation played a crucial role in the GC characteristics. Specifically, faster rotational speeds induced centrifugal forces and radial fluid outflow, which enhanced debris removal efficiency. The higher debris removal efficiency resulted in narrower GC and lower EWR.
- Given the trade-off nature of MRR, EWR, and GC, the multi-response desirability function was used to optimize the machining conditions that maximized MRR and minimized EWR and GC, given the desirability weights (w) of 1.0 for MRR, 1.0 for EWR, and 1.2 for GC. The optimal machining condition of EDM with side flushing was 100 µs pulse on-time, 20 µs pulse off-time, 15 A current, and 70 rpm electrode rotation; and that of multi-aperture flushing was 130 µs pulse on-time, 2 µs pulse off-time, 15 A current, and 70 rpm electrode rotation.
- The EDM with multi-aperture flushing, given 50 mm machining depth, achieved a higher MRR and shorter machining time despite greater EWR. Meanwhile, the GC of side flushing and multi-aperture flushing were almost identical.
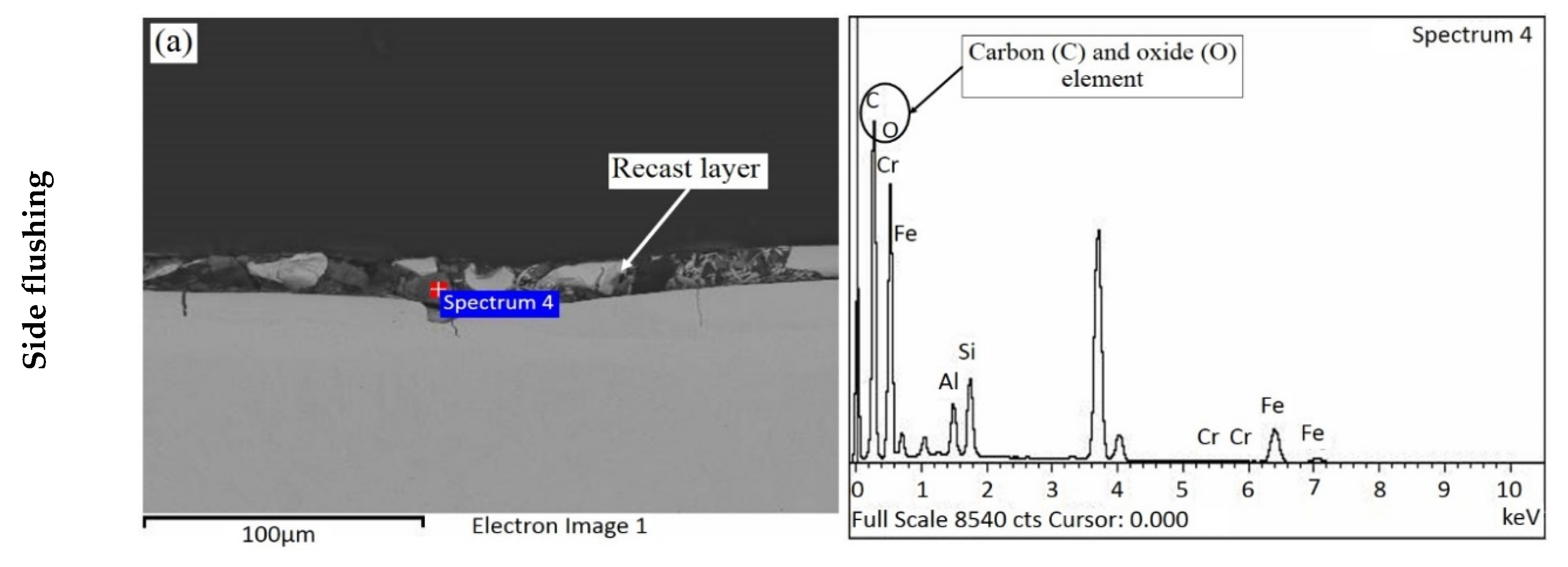
- The recast layer could be observed on the workpiece machined with side-flushing EDM. However, no recast layer was detected on the workpiece machined with multi-aperture flushing.
- Inefficient flushing of dielectric liquid causes debris to accumulate in the machining gap. The accumulation increases the electrical conductivity of the dielectric liquid, resulting in secondary spark and unsatisfactory machining performance. The proposed multi-aperture flushing improved the MRR and reduced the machining time. The EDM efficiency was also enhanced as the electrode rotation improved the flushing of the dielectric liquid out of the machining gap, resulting in a more uniform GC profile and lower incidence of recast layer. In essence, the multi-aperture flushing EDM effectively removes the debris and improves the performance of macro deep hole machining.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuppan, P.; Rajadurai, A.; Narayanan, S. Influence of EDM process parameters in deep hole drilling of Inconel 718. Int. J. Adv. Manuf. Technol. 2007, 38, 74–84. [Google Scholar] [CrossRef]
- Maradia, U.; Boccadoro, M.; Stirnimann, J.; Beltrami, I.; Kuster, F.; Wegener, K. Die-sink EDM in Meso-Micro Machining. Procedia CIRP 2012, 1, 166–171. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Jamkamon, K.; Janmanee, P. Deep Hole of AISI P20 Mold Steel Material by Electrical Discharge Machining. Appl. Mech. Mater. 2014, 590, 244–248. [Google Scholar]
- Risto, M.; Haas, R.; Munz, M. Optimization of the EDM Drilling Process to Increase the Productivity and Geometrical Accuracy. Procedia CIRP 2016, 42, 537–542. [Google Scholar] [CrossRef]
- Ashkenasi, D.; Kaszemeikat, T.; Mueller, N.; Dietrich, R.; Eichler, H.J.; Illing, G. Laser Trepanning for Industrial Applications. Phys. Preced. 2011, 12, 323–331. [Google Scholar] [CrossRef]
- Diver, C.; Atkinson, J.; Helml, H.J.; Li, L. Micro-EDM drilling of tapered holes for industrial applications. J. Mater. Process. Technol. 2004, 149, 296–303. [Google Scholar] [CrossRef]
- Homri, L.; Goka, E.; Levasseur, G.; Dantan, J.Y. Tolerance analysis-Form defects modeling and simulation by model decomposition and optimization. Comput. Aided Des. 2017, 91, 46–59. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Khan, M.A.; Kumaran, S.T.; Slota, A.; Zajac, J. Machinability of Nickel-Based Superalloy by Abrasive Water Jet Machining. Mater. Manuf. Process. 2016, 31, 1733–1739. [Google Scholar] [CrossRef]
- Murray, J.; Zdebski, D.; Clare, A.T. Workpiece debris deposition on tool electrodes and secondary discharge phenomena in micro-EDM. J. Mater. Process. Technol. 2012, 212, 1537–1547. [Google Scholar] [CrossRef]
- Tanjilul, M.; Ahmed, A.; Kumar, A.S.; Rahman, M. A study on EDM debris particle size and flushing mechanism for efficient debris removal in EDM-drilling of Inconel 718. J. Mater. Process. Technol. 2018, 255, 263–274. [Google Scholar] [CrossRef]
- Cetin, S.; Okada, A.; Uno, Y. Effect of Debris Distribution on Wall Concavity in Deep-Hole EDM. JSME Int. J. Ser. C Mech. Syst. Mach. Elem. Manuf. 2004, 47, 553–559. [Google Scholar] [CrossRef]
- Kliuev, M.; Baumgart, C.; Büttner, H.; Wegener, K. Flushing Velocity Observations and Analysis during EDM Drilling. Procedia CIRP 2018, 77, 590–593. [Google Scholar] [CrossRef]
- Liao, Y.S.; Liang, F.Y.; Tsai, Y.Y. A Study of the Debris Exclusion for Various Cross-section Electrodes in Linear Motor Equipped Deep Cavity EDM Process. Procedia CIRP 2018, 68, 660–665. [Google Scholar] [CrossRef]
- Gadeschi, G.B.; Schneider, S.; Mohammadnejad, M.; Meinke, M.; Klink, A.; Schröder, W.; Klocke, F. Numerical Analysis of Flushing-Induced Thermal Cooling Including Debris Transport in Electrical Discharge Machining (EDM). Procedia CIRP 2017, 58, 116–121. [Google Scholar] [CrossRef]
- Mathai, V.; Dave, H.; Desai, K. Effect of Flushing Strategies on Responses during Planetary EDM of Ti-6Al-4V. In Proceedings of the International Conference on Precision, Meso, Micro and Nano Engineering (COPEN 9), Indian Institute of Technology, Bombay, India, 10–12 December, 2015. [Google Scholar]
- Goiogana, M.; Elkaseer, A. Self-Flushing in EDM Drilling of Ti6Al4V Using Rotating Shaped Electrodes. Materials 2019, 12, 989. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, I. A modified electrode design for improving process performance of electric discharge drilling. J. Mater. Process. Technol. 2019, 264, 211–219. [Google Scholar] [CrossRef]
- Li, L.; Gu, L.; Xi, X.; Zhao, W. Influence of flushing on performance of EDM with bunched electrode. Int. J. Adv. Manuf. Technol. 2012, 58, 187–194. [Google Scholar] [CrossRef]
- Barenji, R.V.; Pourasl, H.H.; Khojastehnezhad, V.M. Electrical discharge machining of the AISI D6 tool steel: Prediction and modeling of the material removal rate and tool wear ratio. Precis. Eng. 2016, 45, 435–444. [Google Scholar] [CrossRef]
- Lin, Y.C.; Tsao, C.C.; Hsu, C.Y.; Hung, S.K.; Wen, D.C. Evaluation of the characteristics of the microelectrical discharge machining process using response surface methodology based on the central composite design. Int. J. Adv. Manuf. Technol. 2011, 62, 1013–1023. [Google Scholar] [CrossRef]
- Sultan, T.; Kumar, A.; Gupta, R.D. Material Removal Rate, Electrode Wear Rate, and Surface Roughness Evaluation in Die Sinking EDM with Hollow Tool through Response Surface Methodology. Int. J. Manuf. Eng. 2014, 2014, 1–16. [Google Scholar] [CrossRef]
- Gopalakannan, D.S. Optimization of machining parameters for EDM operations based on central composite design and desirability approach. J. Mech. Sci. Technol. 2014, 28, 1045–1053. [Google Scholar] [CrossRef]
- Habib, S.S. Study of the parameters in electrical discharge machining through response surface methodology approach. Appl. Math. Model. 2009, 33, 4397–4407. [Google Scholar] [CrossRef]
- Hourmand, M.; Farahany, S.; Sarhan, A.A.D.; Noordin, M.Y. Investigating the electrical discharge machining (EDM) parameter effects on Al-Mg2Si metal matrix composite (MMC) for high material removal rate (MRR) and less EWR–RSM approach. Int. J. Adv. Manuf. Technol. 2014, 77, 831–838. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Q.; Zhang, M.; Zhang, J. Review of size effects in micro electrical discharge machining. Precis. Eng. 2016, 44, 29–40. [Google Scholar] [CrossRef]
- Plaza, S.; Sanchez, J.A.; Perez, E.; Gil, R.; Izquierdo, B.; Ortega, N.; Pombo, I. Experimental study on micro EDM-drilling of Ti6Al4V using helical electrode. Precis. Eng. 2014, 38, 821–827. [Google Scholar] [CrossRef]
- Nakagawa, T.; Yuzawa, T.; Sampei, M.; Hirata, A. Improvement in machining speed with working gap control in EDM milling. Precis. Eng. 2017, 47, 303–310. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, W.; Liu, Y.; Ma, F.; Su, C.; Sha, Z. Study on the Gap Flow Simulation in EDM Small Hole Machining with Ti Alloy. Adv. Mater. Sci. Eng. 2017, 2017, 1–23. [Google Scholar]
- Chuvaree, S.; Kanlayasiri, K. An investigation on dimensional accuracy of EDM deep hole using multi-hole interior flushing electrode. MATEC Web Conf. 2018, 192, 01029. [Google Scholar] [CrossRef][Green Version]
- Chuvaree, S.; Kanlayasiri, K. Improving the performance of EDM deep hole using multi-hole interior flushing electrode. IOP Conf. Ser. Mater. Sci. Eng. 2018, 361, 012013. [Google Scholar] [CrossRef]
- Park, S.H.; Park, J.O. Simultaneous Optimization of Multiple Responses Using a Weighted Desirability Function. In Quality Improvement through Statistical Methods; Abraham, B., Ed.; Birkhäuser Boston: Boston, MA, USA, 1998; pp. 299–311. [Google Scholar]
- Wang, J.; He, Z.; Oh, J.; Park, S. Multi-Response Robust Optimization Using Desirability Function. In Proceedings of the 2008 IEEE Symposium on Advanced Management of Information for Globalized Enterprises (AMIGE), Tianjin, China, 28–29 September 2008; pp. 1–3. [Google Scholar]
- Naveen Beri, H.P.; Kumar, A. To Study the Effect of Polarity and Current during Electric Discharge Machining of Inconel 718 with CuW Powder Metallurgy Electrode. In Proceedings of the National Conference on Trends and Advances in Mechanical Engineering, Faridabad, Haryana, India, 19–20 October 2012; pp. 476–481. [Google Scholar]
- Mohri, N.; Suzuki, M.; Furuya, M.; Saito, N.; Kobayashi, A. Electrode Wear Process in Electrical Discharge Machinings. Cirp Ann. 1995, 44, 165–168. [Google Scholar] [CrossRef]
- Madiha, R.; Nadeem, A.M.; Naveed, A.; Abdulrahman, M.A.; Amjad, H. EDM of D2 Steel: Performance Comparison of EDM die Sinking Electrode Designs. Appl. Sci. 2020, 10, 7411. [Google Scholar]
- Ekmekci, B.; Sayar, A. Debris and consequences in micro electric discharge machining of micro-holes. Int. J. Mach. Tools Manuf. 2013, 65, 58–67. [Google Scholar] [CrossRef]
- Dwivedi, A.P.; Choudhury, S.K. Estimation of Recast Layer Thickness in Rotary Tool EDM Process for Machining AISI D3 Tool Steel. Mater. Today Proc. 2017, 4, 10816–10822. [Google Scholar] [CrossRef]
- Ekmekci, B. White Layer Composition, Heat Treatment, and Crack Formation in Electric Discharge Machining Process. Metall. Mater. Trans. B 2009, 40, 70–81. [Google Scholar] [CrossRef]
- Yilmaz, O.; Okka, M.A. Effect of single and multi-channel electrodes application on EDM fast hole drilling performance. Int. J. Adv. Manuf. Technol. 2010, 51, 185–194. [Google Scholar] [CrossRef]
- Dewangan, S.; Biswas, C.K.; Gangopadhyay, S. Influence of Different Tool Electrode Materials on EDMed Surface Integrity of AISI P20 Tool Steel. Mater. Manuf. Process. 2014, 29, 1387–1394. [Google Scholar] [CrossRef]
- Zheng, Y.X.; Zhang, Y.; Ding, F. An electrochemical discharge drilling method of small deep holes. Int. J. Adv. Manuf. Technol. 2018, 95, 3037–3044. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Cr | Mo | Si | S | Fe |
|---|---|---|---|---|---|---|---|
| wt % | 0.28 | 0.6 | 2.0 | 0.5 | 0.2 | <0.03 | Bal. |
| Factor Symbol/Notation | Parameters | Unit | Levels | ||
|---|---|---|---|---|---|
| Low (−1) | Center (0) | High (+1) | |||
| A (ton) | Pulse on-time | µs | 50 | 100 | 150 |
| B (toff) | Pulse off-time | µs | 2 | 10 | 20 |
| C (I) | Current | A | 9 | 12 | 15 |
| D (N) | Electrode rotation | rpm | 0 | 35 | 70 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value | Coefficient |
|---|---|---|---|---|---|---|
| Model | 364.13 | 4 | 91.033 | 37.80 | <0.001 | 22.0391 |
| A | 55.86 | 1 | 55.859 | 23.19 | <0.001 | −0.0619 |
| C | 269.82 | 1 | 269.816 | 112.02 | <0.001 | −3.2590 |
| C2 | 14.85 | 1 | 14.846 | 6.16 | 0.020 | 0.1558 |
| AC | 23.61 | 1 | 23.612 | 9.80 | 0.004 | 0.0081 |
| Error | 62.62 | 26 | 2.409 | |||
| Total | 426.76 | 30 | ||||
| R2 = 85.33% | R2 (adj) = 83.07% |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value | Coefficient |
|---|---|---|---|---|---|---|
| Model | 295.459 | 5 | 59.092 | 62.89 | <0.001 | 8.90 |
| A | 79.632 | 1 | 79.632 | 84.76 | <0.001 | −0.0805 |
| B | 15.127 | 1 | 15.127 | 16.10 | <0.001 | −0.1016 |
| C | 156.722 | 1 | 156.722 | 166.81 | <0.001 | −0.038 |
| D | 6.438 | 1 | 6.438 | 6.85 | 0.015 | 0.01709 |
| AC | 37.540 | 1 | 37.540 | 39.96 | <0.001 | 0.01021 |
| Error | 23.488 | 25 | 0.940 | |||
| Total | 318.948 | 30 | ||||
| R2 = 92.64% | R2 (adj) = 91.16% |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value | Coefficient |
|---|---|---|---|---|---|---|
| Model | 11.8348 | 7 | 1.69069 | 45.31 | <0.001 | 0.887 |
| A | 8.5257 | 1 | 8.52570 | 228.48 | <0.001 | −0.0320 |
| B | 0.0730 | 1 | 0.07301 | 1.96 | 0.175 | 0.0423 |
| C | 1.3916 | 1 | 1.39160 | 37.29 | <0.001 | 0.2355 |
| D | 0.2554 | 1 | 0.25537 | 6.84 | 0.015 | −0.0034 |
| A2 | 1.0609 | 1 | 1.06094 | 28.43 | <0.001 | 0.00015 |
| AC | 0.3425 | 1 | 0.34252 | 9.18 | 0.006 | −0.000975 |
| BC | 0.1979 | 1 | 0.19793 | 5.30 | 0.031 | −0.00412 |
| Error | 0.8582 | 23 | 0.03731 | |||
| Total | 12.6930 | 30 | ||||
| R2 = 93.24% | R2 (adj) = 91.18% |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value | Coefficient |
|---|---|---|---|---|---|---|
| model | 227.120 | 9 | 25.234 | 32.82 | <0.001 | 14.80 |
| A | 182.049 | 1 | 182.049 | 176.89 | <0.001 | −0.2181 |
| B | 0.343 | 1 | 0.343 | 0.330 | 0.570 | 0.190 |
| C | 3.312 | 1 | 3.312 | 3.220 | 0.087 | 0.219 |
| D | 1.110 | 1 | 1.110 | 1.08 | 0.311 | −0.0843 |
| A2 | 26.896 | 1 | 26.896 | 26.13 | <0.001 | 0.000756 |
| AD | 0.420 | 1 | 0.420 | 0.410 | 0.530 | 0.000093 |
| BC | 4.560 | 1 | 4.560 | 4.83 | 0.048 | −0.01976 |
| BD | 4.976 | 1 | 4.976 | 3.78 | 0.039 | 0.001769 |
| CD | 2.874 | 1 | 2.874 | 2.79 | 0.110 | 0.00404 |
| Error | 32.881 | 21 | 1.029 | |||
| Total | 248.715 | 30 | ||||
| R2 = 91.31% | R2 (adj) = 87.59% |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value | Coefficient |
|---|---|---|---|---|---|---|
| Model | 0.039611 | 6 | 0.006602 | 37.05 | <0.001 | 0.0843 |
| A | 0.028481 | 1 | 0.028481 | 159.84 | <0.001 | 0.000398 |
| B | 0.000019 | 1 | 0.000019 | 0.10 | 0.750 | 0.000434 |
| C | 0.008889 | 1 | 0.008889 | 49.89 | <0.001 | 0.005006 |
| D | <0.00001 | 1 | <0.00001 | <0.001 | 0.999 | 0.0006 |
| BD | 0.001246 | 1 | 0.001246 | 6.99 | 0.014 | −0.000014 |
| CD | 0.00097 | 1 | 0.000977 | 5.48 | 0.028 | −0.000037 |
| Error | 0.004276 | 24 | 0.000178 | |||
| Total | 0.043888 | 30 | ||||
| R2 = 90.26% | R2 (adj)= 87.82% |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value | Coefficient |
|---|---|---|---|---|---|---|
| model | 0.010194 | 8 | 0.001699 | 13.84 | <0.001 | 0.1758 |
| A | 0.005277 | 1 | 0.005277 | 43.00 | <0.001 | −0.000449 |
| B | 0.000038 | 1 | 0.000038 | 0.31 | 0.585 | −0.002395 |
| C | 0.001217 | 1 | 0.001217 | 9.92 | 0.004 | −0.00141 |
| D | 0.001503 | 1 | 0.001503 | 12.25 | 0.002 | −0.00045 |
| D2 | 0.000006 | 1 | 0.000006 | 0.22 | 0.829 | 0.000001 |
| AB | 0.001616 | 1 | 0.001616 | 13.16 | 0.001 | 0.000022 |
| AC | 0.000619 | 1 | 0.000619 | 5.04 | 0.034 | 0.000041 |
| AD | 0.000093 | 1 | 0.000093 | 0.85 | 0.407 | 0.000001 |
| Error | 0.002945 | 22 | 0.000123 | - | - | - |
| Total | 0.013139 | 30 | - | - | - | - |
| R2 = 78.34% | R2 (adj) = 70.46% |
| Output Response | Goal | Lower (Li) | Upper (Ui) | Weight (w) | Importance |
|---|---|---|---|---|---|
| Pulse on-time (µs) | In range | 50 | 150 | 1 | - |
| Pulse off-time (µs) | In range | 2 | 20 | 1 | - |
| Current (A) | In range | 9 | 15 | 1 | - |
| Electrode rotation (rpm) | In range | 0 | 70 | 1 | - |
| GC (mm) | Minimum | 0.1545 | 0.238 | 1.2 | 1 |
| EWR (%) | Minimum | 0.0840 | 3.056 | 1.0 | 1 |
| MRR (mm3/min) | Maximum | 4.636 | 18.9650 | 1.0 | 1 |
| Output Response | Goal | Lower (Li) | Upper (Ui) | Weight (w) | Importance |
|---|---|---|---|---|---|
| Pulse on-time (µs) | In range | 50 | 150 | 1 | - |
| Pulse off-time (µs) | In range | 2 | 20 | 1 | - |
| Current (A) | In range | 9 | 15 | 1 | - |
| Electrode rotation (rpm) | In range | 0 | 70 | 1 | - |
| GC (mm) | Minimum | 0.1125 | 0.211 | 1.2 | 1 |
| EWR (%) | Minimum | 0.3690 | 8.742 | 1.0 | 1 |
| MRR (mm3/min) | Maximum | 7.366 | 21.660 | 1.0 | 1 |
| Exp. No. | Parameters | Material Removal Rate (mm3/min) | Electrode Wear Ratio (%) | Gap Clearance (mm) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pulse on-Time (µs) | Pulse off-Time (µs) | Current (A) | Electrode Rotation (rpm) | EXP. | Prediction | Error (%) | EXP. | Prediction | Error (%) | EXP. | Prediction | Error (%) | |
| 1 | 100 | 20 | 15 | 70 | 15.100 | 14.166 | 6.59 | 0.620 | 0.622 | −0.32 | 0.200 | 0.191 | 4.71 |
| 2 | 100 | 20 | 15 | 70 | 15.352 | 14.166 | 8.37 | 0.675 | 0.622 | 8.52 | 0.204 | 0.191 | 6.80 |
| 3 | 100 | 20 | 15 | 70 | 14.851 | 14.166 | 4.83 | 0.639 | 0.622 | 2.73 | 0.194 | 0.191 | 1.57 |
| 4 | 100 | 20 | 15 | 70 | 14.961 | 14.166 | 5.61 | 0.660 | 0.622 | 6.10 | 0.197 | 0.191 | 3.14 |
| 5 | 100 | 20 | 15 | 70 | 15.729 | 14.166 | 11.03 | 0.581 | 0.622 | −6.59 | 0.211 | 0.191 | 10.47 |
| Average | 15.200 | 7.286 | 0.635 | 4.856 | 0.201 | 5.338 | |||||||
| Exp. No. | Parameters | Material Removal Rate (mm3/min) | Electrode Wear Ratio (%) | Gap Clearance (mm) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pulse on-Time (µs) | Pulse off-Time (µs) | Current (A) | Electrode Rotation (rpm) | EXP. | Prediction | Error (%) | EXP. | Prediction | Error (%) | EXP. | Prediction | Error (%) | |
| 1 | 150 | 2 | 15 | 70 | 21.660 | 20.236 | 7.036 | 1.588 | 1.737 | −8.578 | 0.196 | 0.169 | 15.90 |
| 2 | 150 | 2 | 15 | 70 | 21.421 | 20.236 | 5.855 | 1.637 | 1.737 | −5.757 | 0.201 | 0.169 | 18.86 |
| 3 | 150 | 2 | 15 | 70 | 20.806 | 20.236 | 2.816 | 1.772 | 1.737 | −2.014 | 0.206 | 0.169 | 21.80 |
| 4 | 150 | 2 | 15 | 70 | 21.159 | 20.236 | 4.561 | 1.591 | 1.737 | −8.405 | 0.205 | 0.169 | 21.23 |
| 5 | 150 | 2 | 15 | 70 | 20.983 | 20.236 | 3.691 | 1.602 | 1.737 | −7.772 | 0.199 | 0.169 | 17.68 |
| Average | 21.206 | 4.792 | 1.638 | 6.5052 | 0.201 | 19.094 | |||||||
| Flushing Scheme | Optimal Machining Parameters | MRR (mm3/min) | EWR (%) | GC (mm) | Machining Time (min) | |||
|---|---|---|---|---|---|---|---|---|
| Pulse on-Time (µs) | Pulse off-Time (µs) | Current(A) | Electrode Rotation (rpm) | |||||
| Side flushing | 100 | 20 | 15 | 70 | 15.729 | 0.581 | 0.194 | 339.01 |
| Multi-aperture flushing | 150 | 2 | 15 | 70 | 21.660 | 1.588 | 0.196 | 250.53 |
| Element | Cross-Sectional View of Side Flushing | Cross-Sectional View of Multi-Aperture Flushing | Top View of EDM with Side Flushing | Top View of EDM with Multi-Aperture Flushing | ||||
|---|---|---|---|---|---|---|---|---|
| Weight % | Atomic % | Weight % | Atomic % | Weight % | Atomic % | Weight % | Atomic % | |
| C | 46.31 | 56.03 | 18.73 | 51.57 | 16.44 | 47.61 | 16.81 | 48.33 |
| O | 44.66 | 40.56 | - | - | - | - | - | - |
| Al | 1.54 | 0.83 | - | - | 0.18 | 0.23 | - | - |
| Si | 2.44 | 1.26 | 0.42 | 0.49 | 0.31 | 0.39 | 0.30 | 0.37 |
| Cr | 0.12 | 0.03 | 1.85 | 1.17 | 1.66 | 1.11 | 1.88 | 1.25 |
| Fe | 4.94 | 1.28 | 76.58 | 45.35 | 78.86 | 49.11 | 78.62 | 48.46 |
| Ni | - | - | 0.89 | 0.50 | 1.07 | 0.63 | 0.83 | 0.49 |
| Mn | - | - | 1.40 | 0.84 | 1.29 | 0.82 | 1.34 | 0.83 |
| Cu | - | - | 0.13 | 0.07 | 0.20 | 0.11 | 0.22 | 0.12 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 | ||||
| Ref. | Electrode/Materials /Process | Parameters | Key Findings |
|---|---|---|---|
| This research | -Cu-electrode -AISI P20 -Side and multi-aperture inner flushing (Ø 12 mm) | Current (9, 12, 15 A) Pulse on-time (50, 100, and 150 µs) Pulse off-time (2,10, and 20 µs) Electrode rotation (0–70 rpm) Polarity (electrode +) Hole type (Blind) | The recast layer could be observed on the workpiece machined with side flushing EDM. However, no recast layer was detected on the workpiece machined with multi-aperture flushing. |
| [13] | -Cu-electrode -Inconel 718 -Single and multi-channels- electrode -CFD simulations | Pulse on-time (32 µs) Pulse off-time (15 µs) Polarity (electrode) Voltage (120 V) Hole type (Blind) | Insufficient flushing has a tendency to increase the recast layer thickness. The effect is significant for high aspect ratios between hole diameter and hole depth. |
| [38] | -Solid Cu-electrode -AISI D3-Stationary tool and rotary tool (Ø10 mm) | Current (10, 15, 20, and 25 A) Pulse on-time (150 µs) Pulse off-time (58.33 µs) Polarity (+) Tool rotary (0–1000 rpm) Hole type (Blind) | The average recast layer thickness obtained from the rotary tool EDM process is 40.26 μm whereas it is 69.03 μm for the stationary tool EDM. The results show that the rotation of the tool reduces the recast layer thickness significantly. |
| [41] | -Solid Copper-electrode, brass-electrode -AISI P20 -side flushing (Ø12 mm) | Current (2,4,6, and 8 A) Pulse on-time (50,80, and 100 µs) Duty cycle (75,85, and 95%) Polarity (Workpiece +, −) Hole type (Blind) | Both brass and copper tool show significant influence on thickness of the react layer formation. |
| [42] | -Metal tube -Nickel-based- super alloy -Tube-electrode high speed electrochemical discharge drilling (ECDD) | Pulse on-time (20 µs) Pulse off-time (12 µs) Polarity (electrode −) Voltage (80 V) | The lateral wall of EDM hole is covered with a recast layer which is 20–30-μm thick, but the lateral wall of the hole in ECDD is almost free of the recast layer. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chuvaree, S.; Kanlayasiri, K. Effects of Side Flushing and Multi-Aperture Inner Flushing on Characteristics of Electrical Discharge Machining Macro Deep Holes. Metals 2021, 11, 148. https://doi.org/10.3390/met11010148
Chuvaree S, Kanlayasiri K. Effects of Side Flushing and Multi-Aperture Inner Flushing on Characteristics of Electrical Discharge Machining Macro Deep Holes. Metals. 2021; 11(1):148. https://doi.org/10.3390/met11010148
Chicago/Turabian StyleChuvaree, Suppawat, and Kannachai Kanlayasiri. 2021. "Effects of Side Flushing and Multi-Aperture Inner Flushing on Characteristics of Electrical Discharge Machining Macro Deep Holes" Metals 11, no. 1: 148. https://doi.org/10.3390/met11010148
APA StyleChuvaree, S., & Kanlayasiri, K. (2021). Effects of Side Flushing and Multi-Aperture Inner Flushing on Characteristics of Electrical Discharge Machining Macro Deep Holes. Metals, 11(1), 148. https://doi.org/10.3390/met11010148