Microstructural and Mechanical Assessment of Camshafts Produced by Ductile Cast Iron Low Alloyed with Vanadium


 ,
, 

Abstract
1. Introduction
2. Materials and Methods
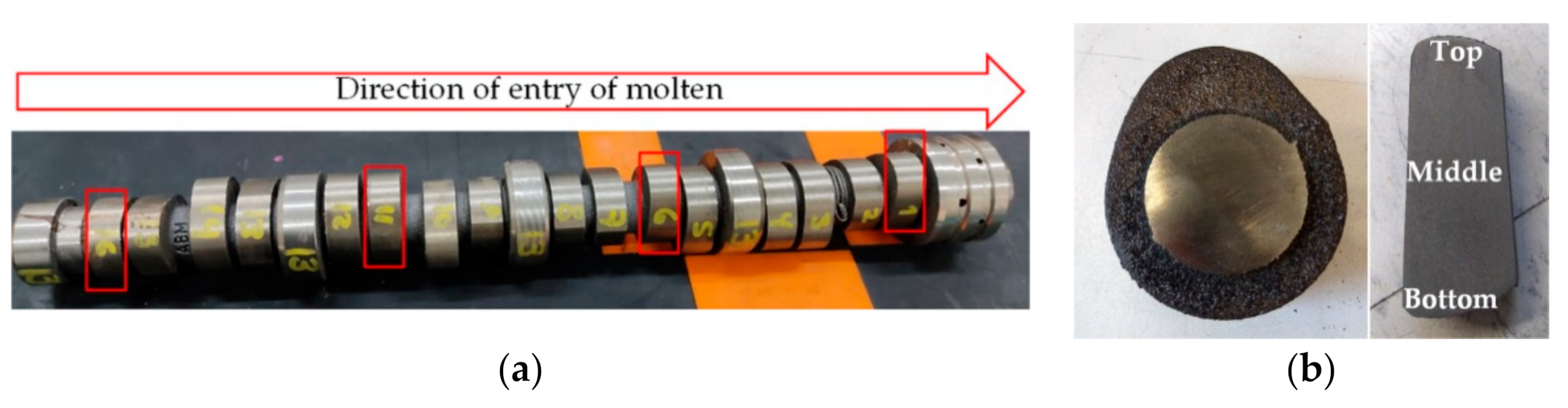
2.1. Casting of Camshafts
2.2. Microstructural Characterization
2.3. Mechanical Properties
2.3.1. Hardness
2.3.2. Tensile Test
2.3.3. Charpy Impact Test
3. Results and Discussions
3.1. Chemical Composition
3.2. Microstructural Characterization
3.3. Mechanical Properties
4. Conclusions
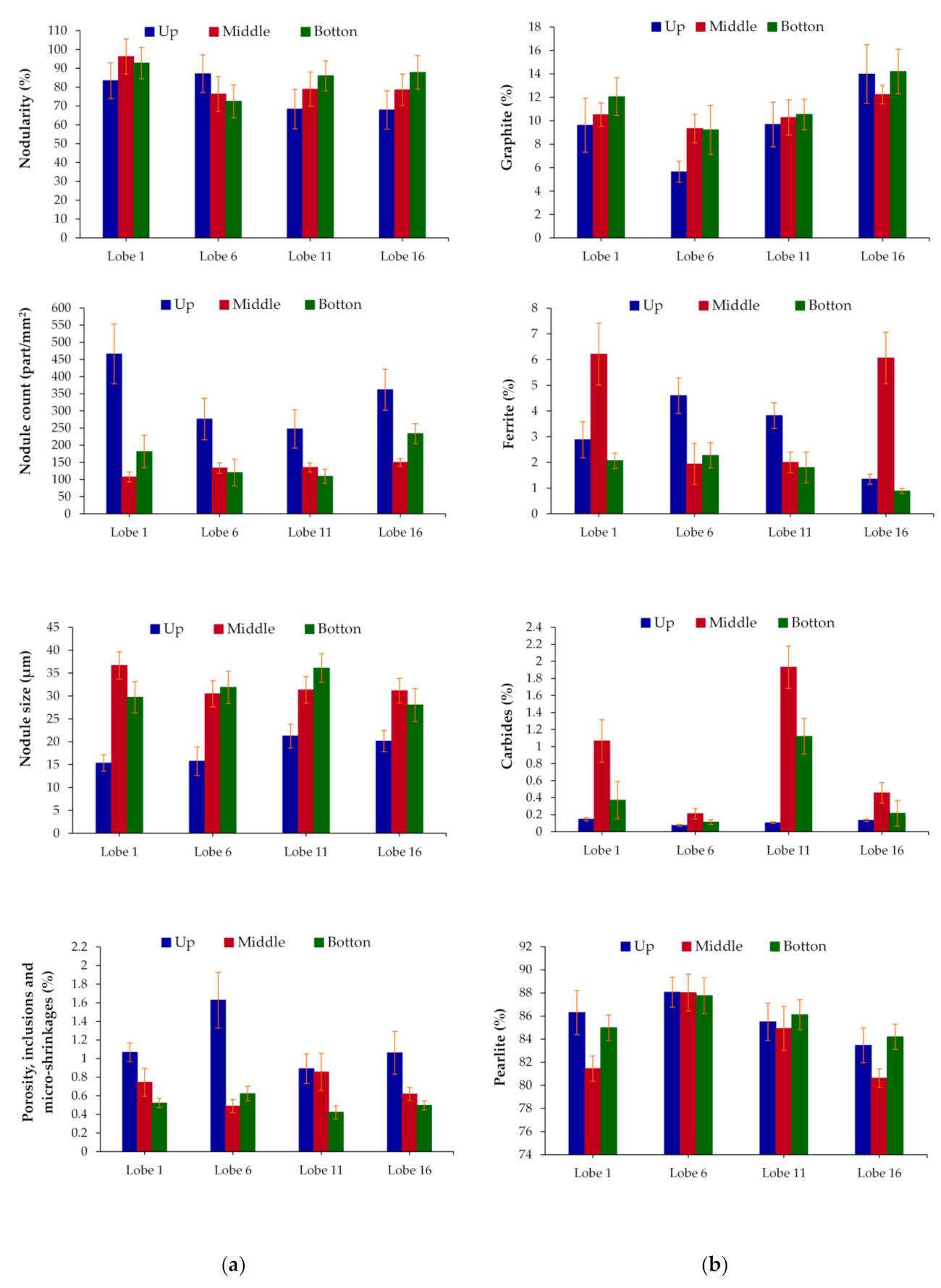
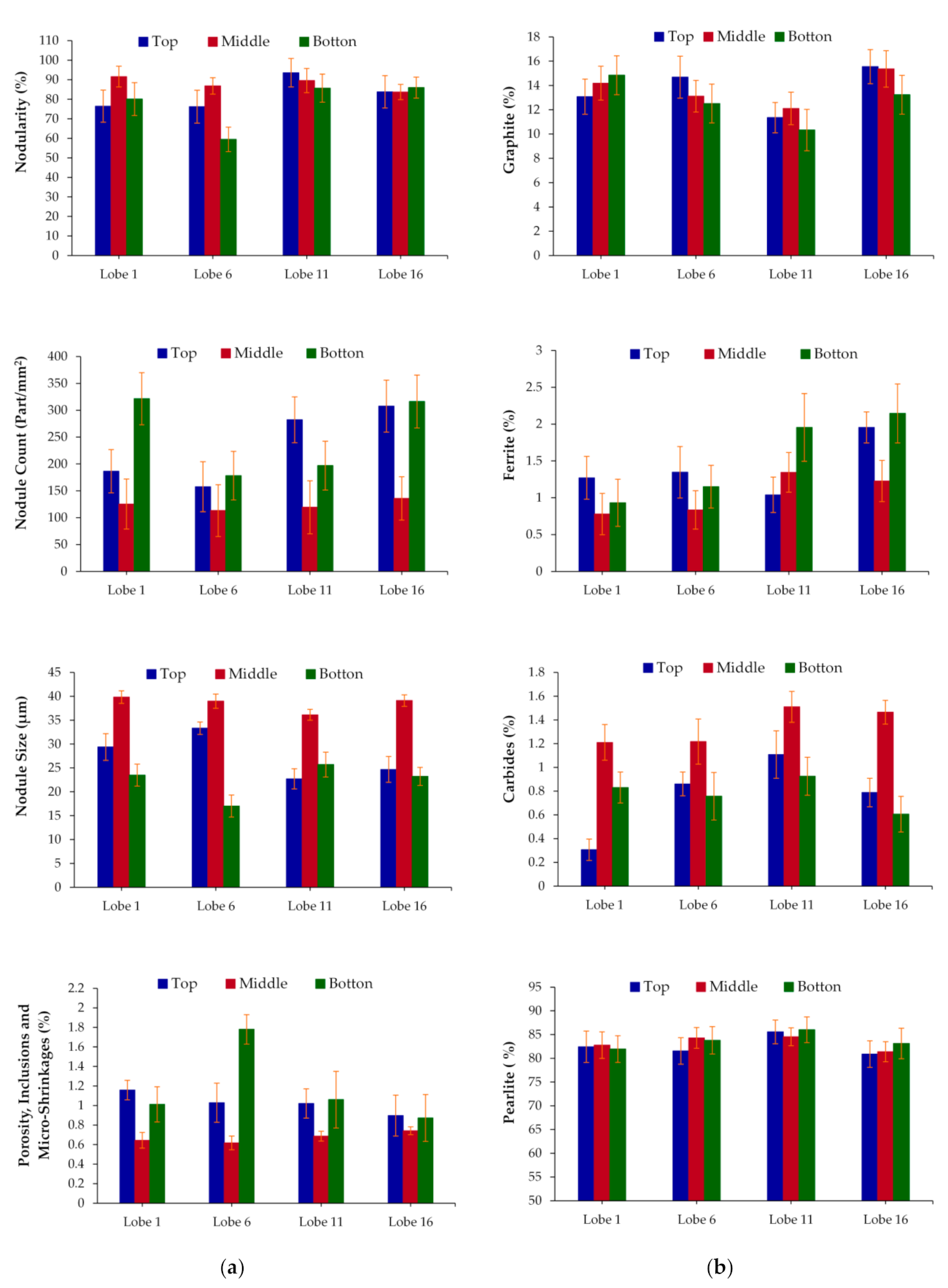
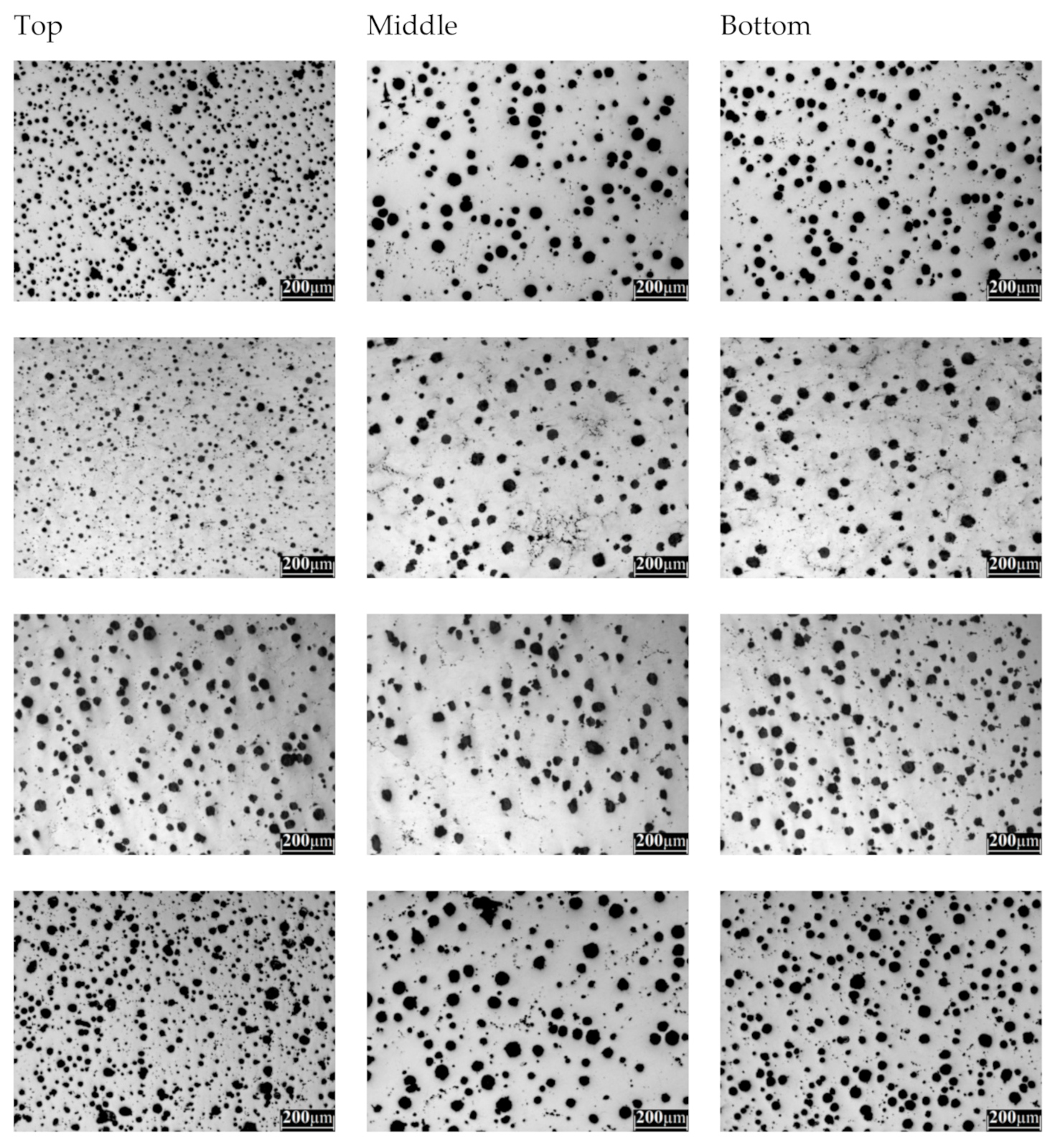
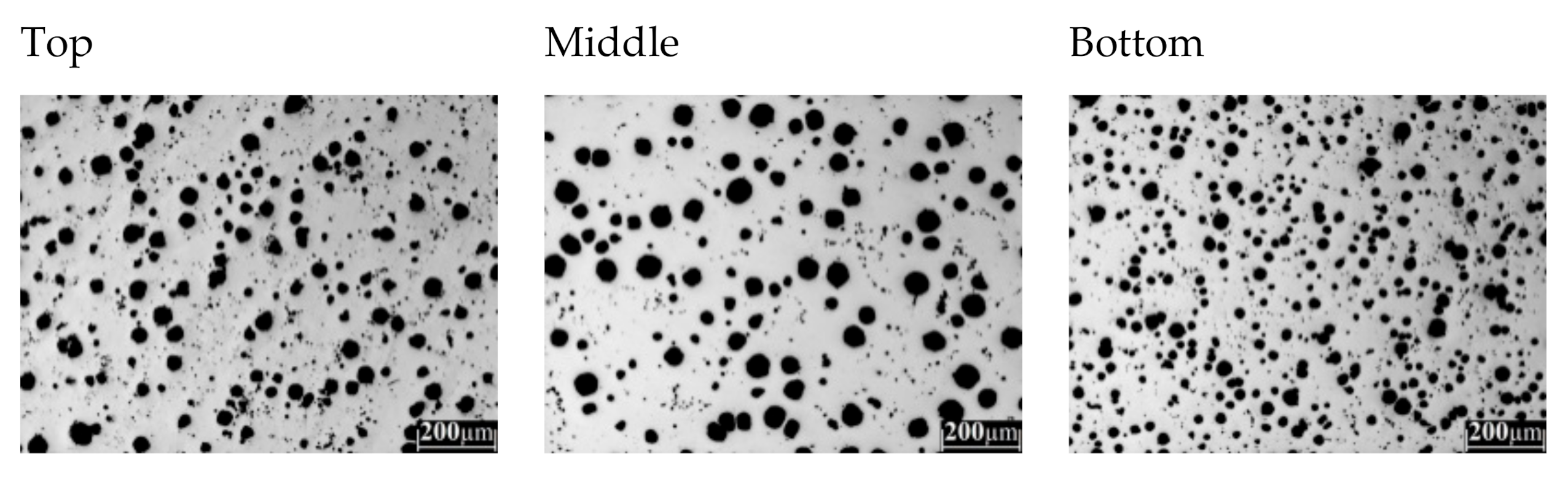
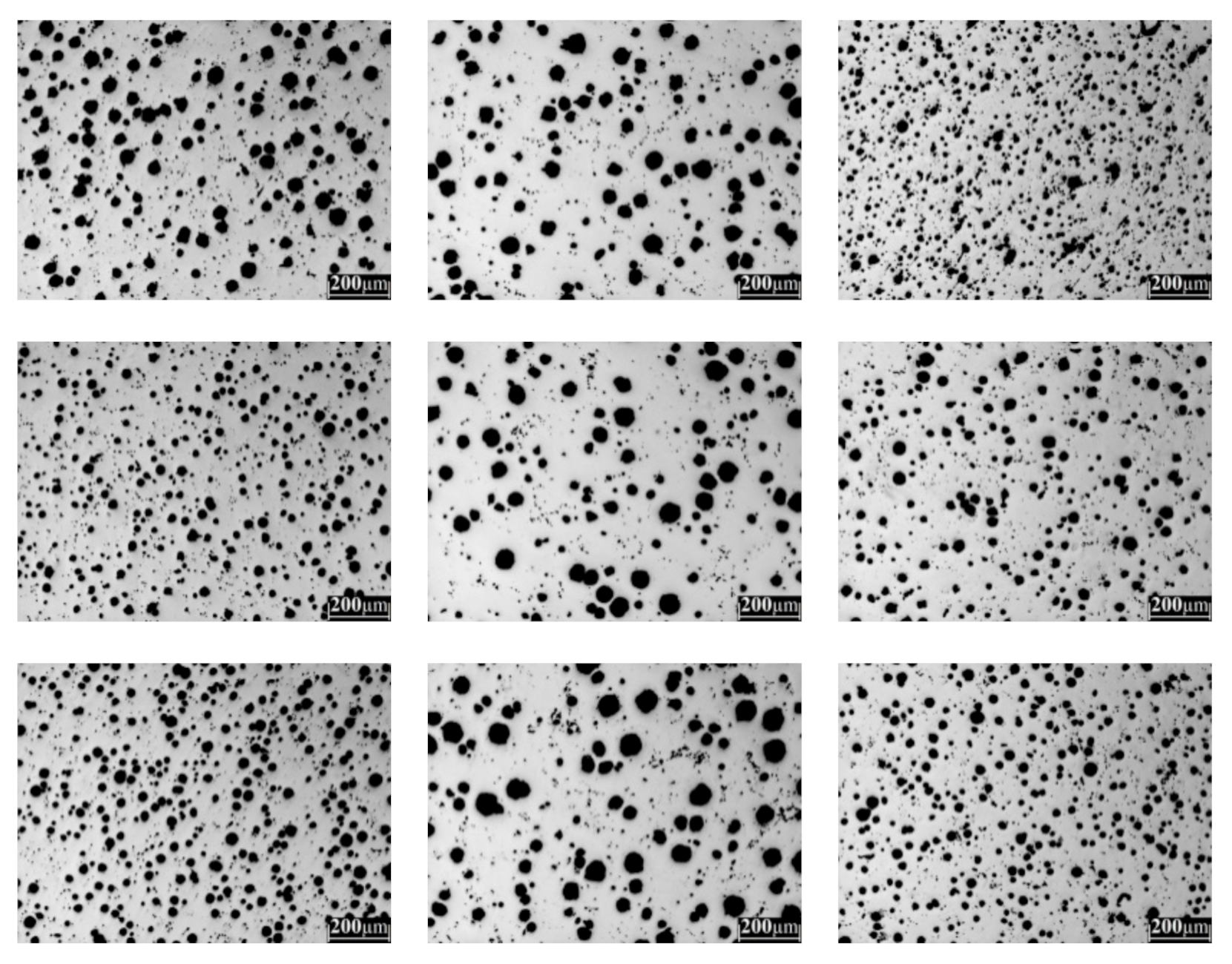
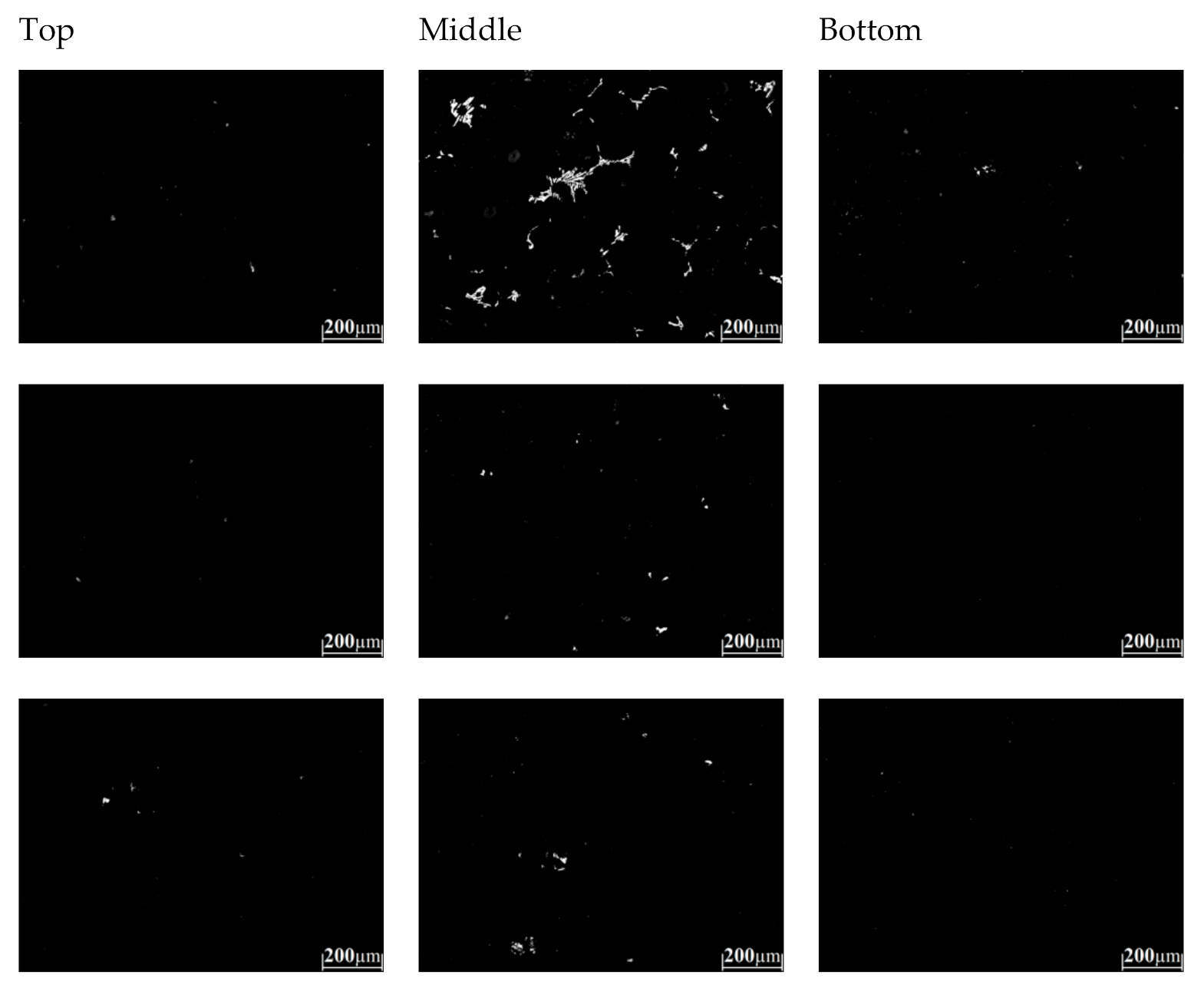
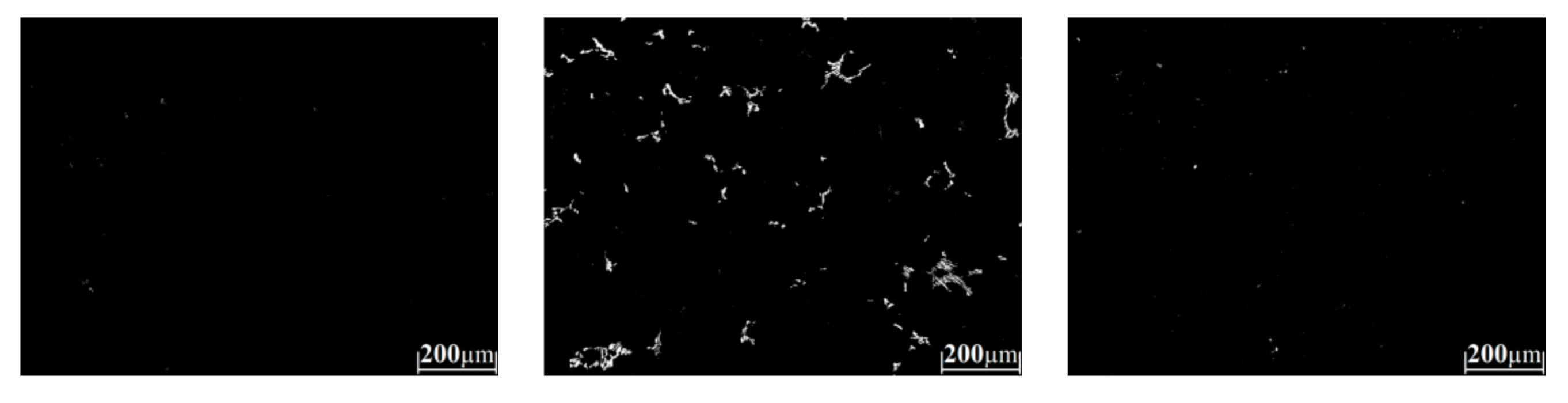
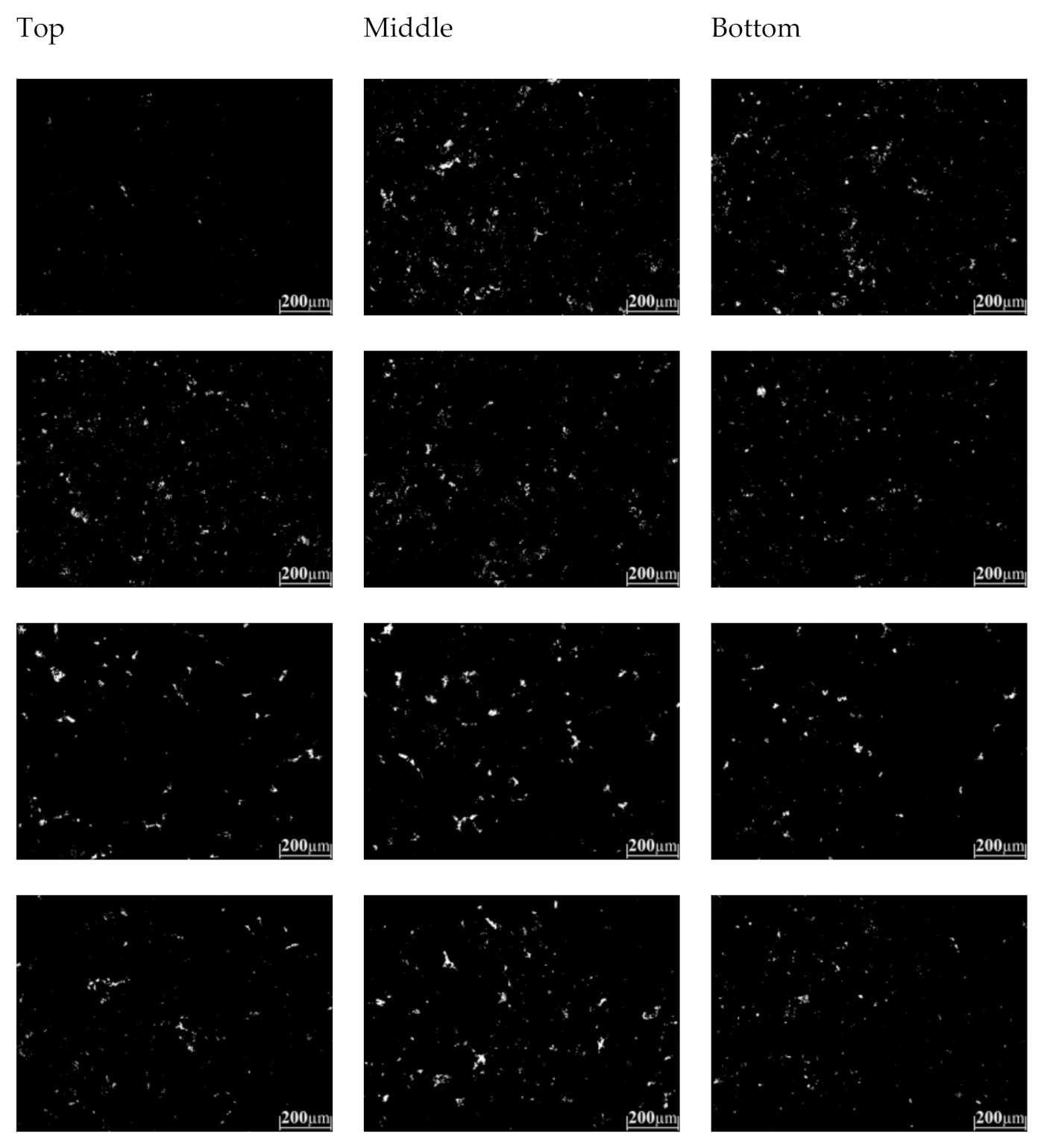
- The cooling rate of the camshafts and lobes depends on their section size and the position of the feeding and gating systems. The middle zone of the lobe shows big nodules with low nodule count instead of the zones of the top and bottom of the lobes where the nodule count is increased but with a smaller nodule size.
- A high nodularity upper than 80% was obtained for the lobes analyzed and the porosities, non-metallic inclusions, and micro-shrinkages were kept lower than 1% in both as-cast alloys.
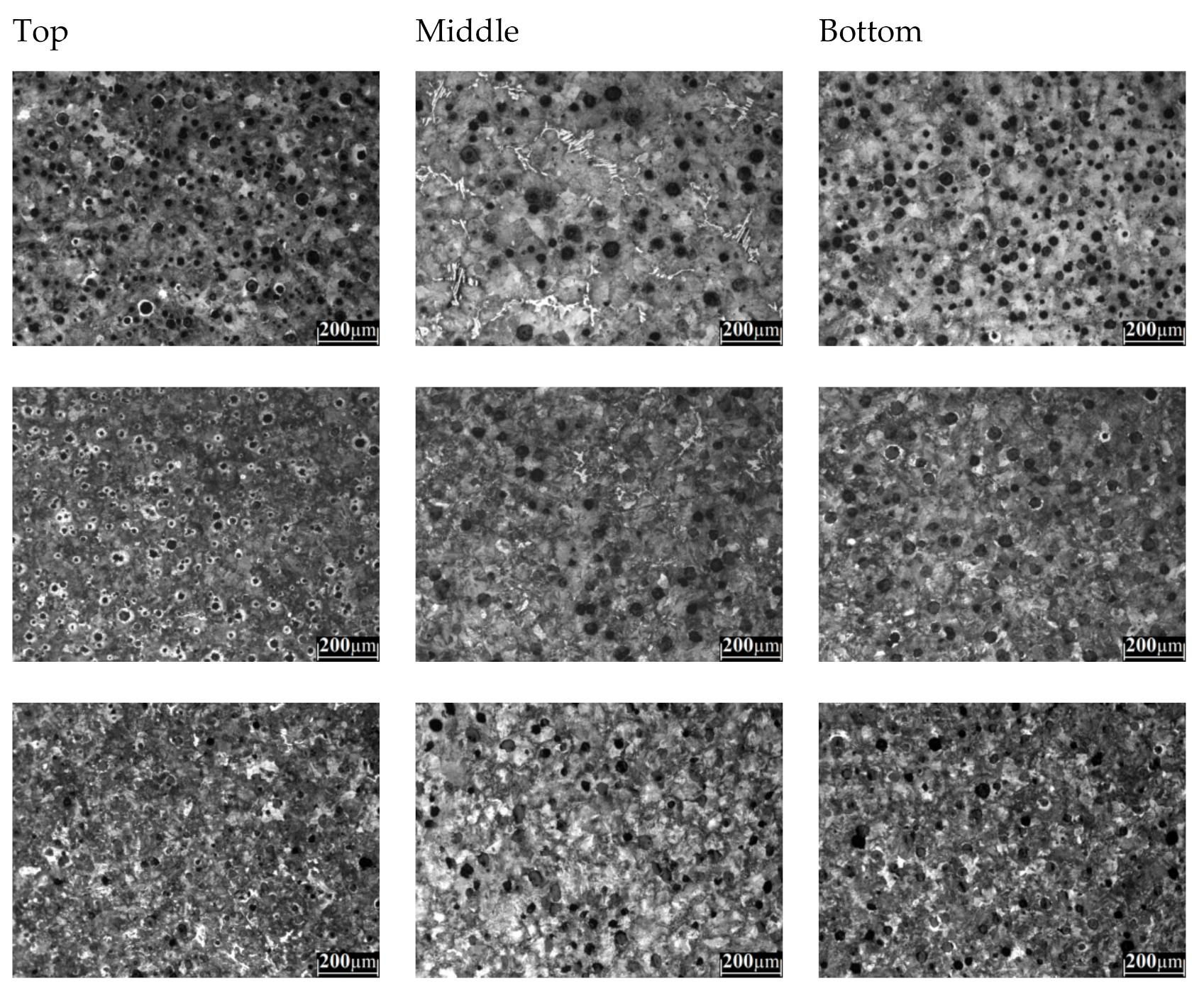
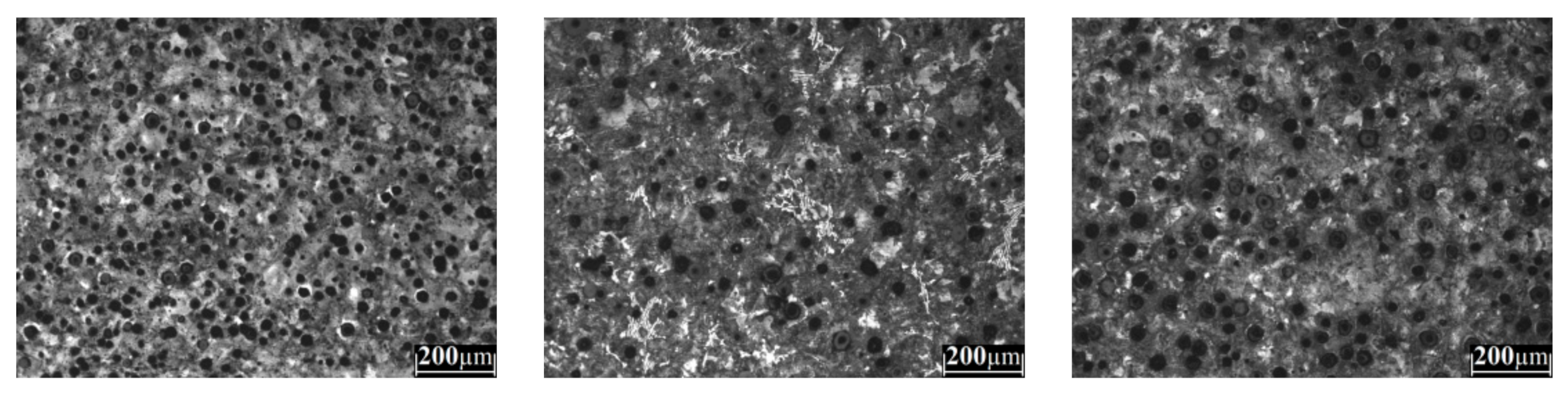
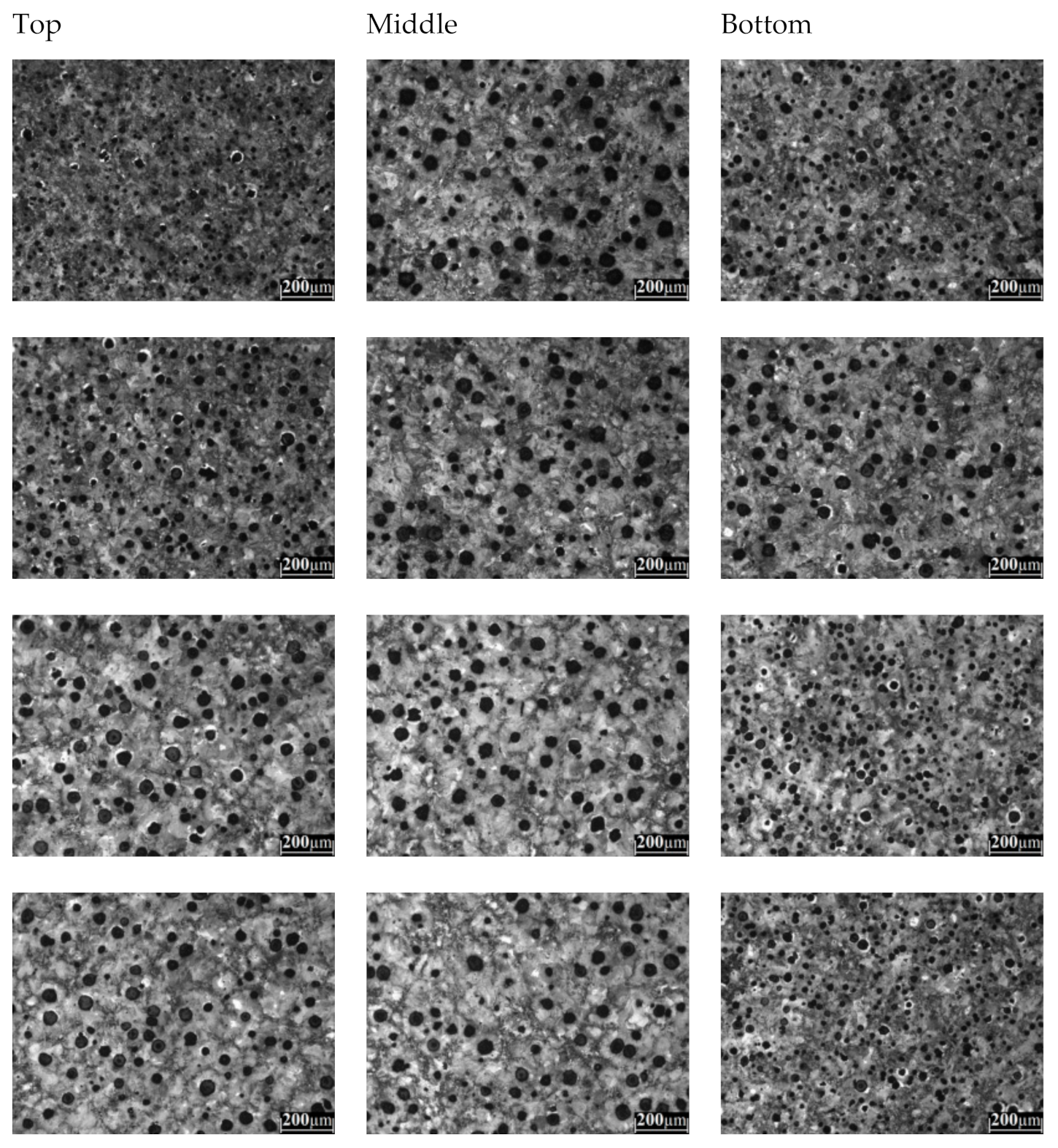
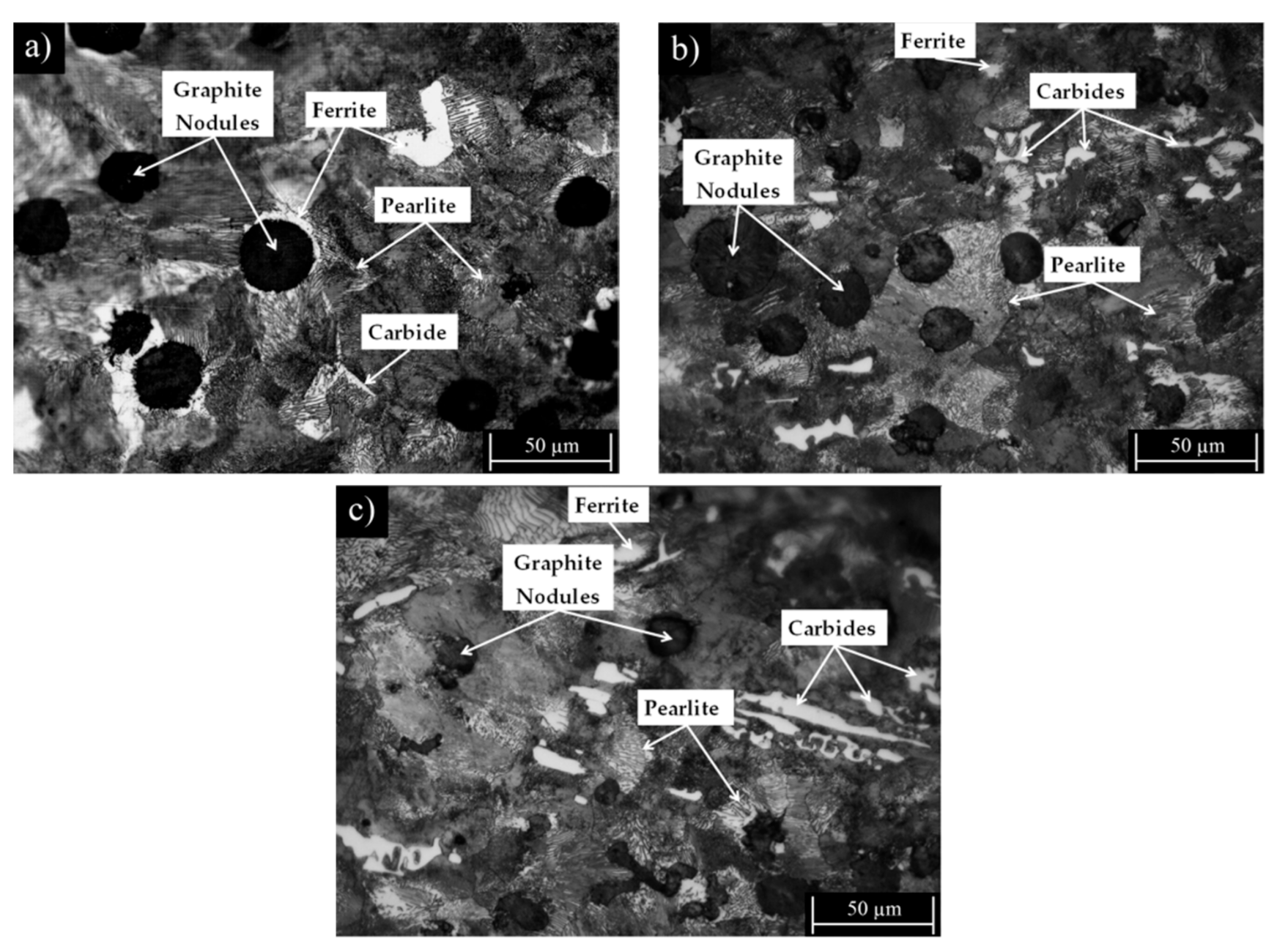
- The amounts of copper, manganese, and vanadium added to the cast alloys allow obtaining graphite nodules in a matrix constituted mainly by pearlite, and lower amounts of ferrite and carbides were obtained.
- The highest carbide formation is located at the middle of the lobes due to the inverse chill, where there is a segregation of carbide-forming elements to the middle zone of the camshaft increasing the concentration of these elements in the last liquid to solidify.
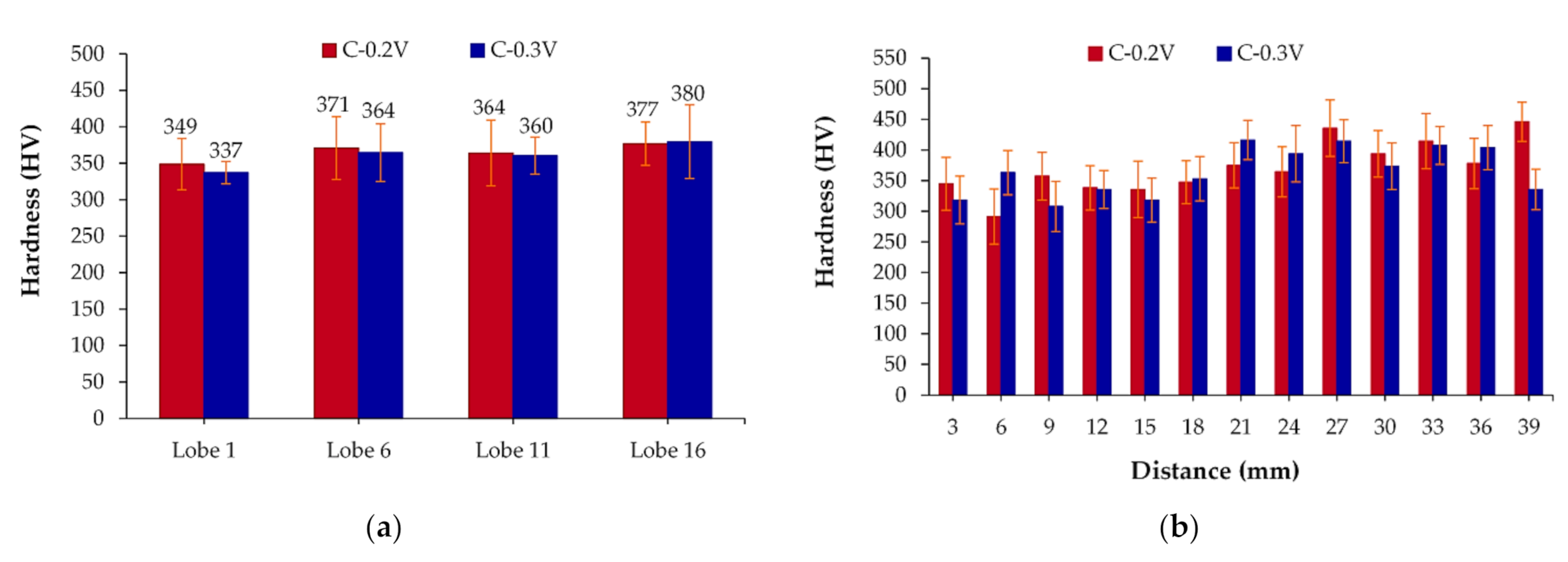
- The highest micro-hardness results were obtained for the middle region of the lobes where the high amount of carbides are located.
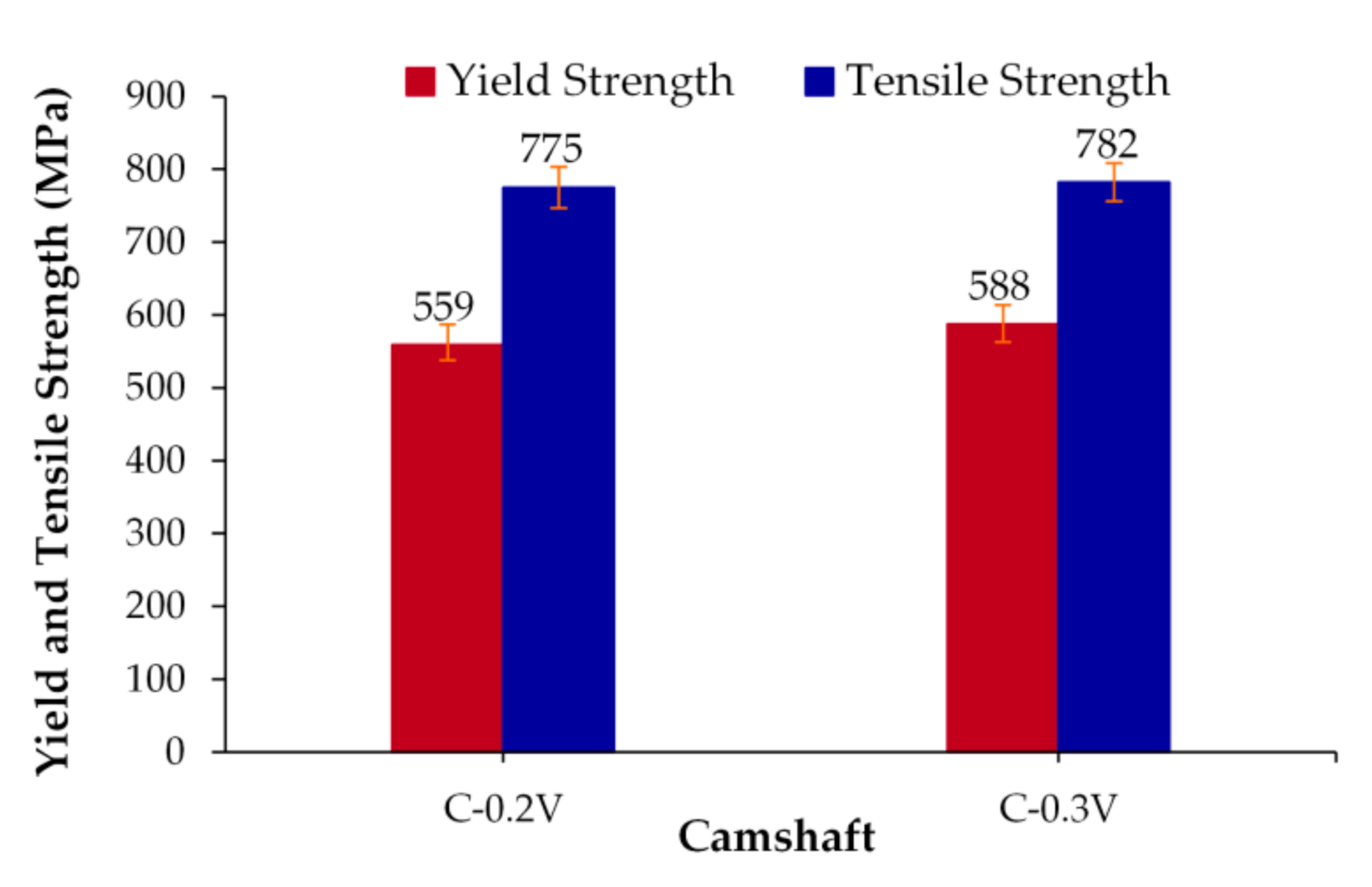
- The essential mechanical properties of hardness and strength desired in camshafts were increased by adding low amounts of vanadium to standard ductile iron.
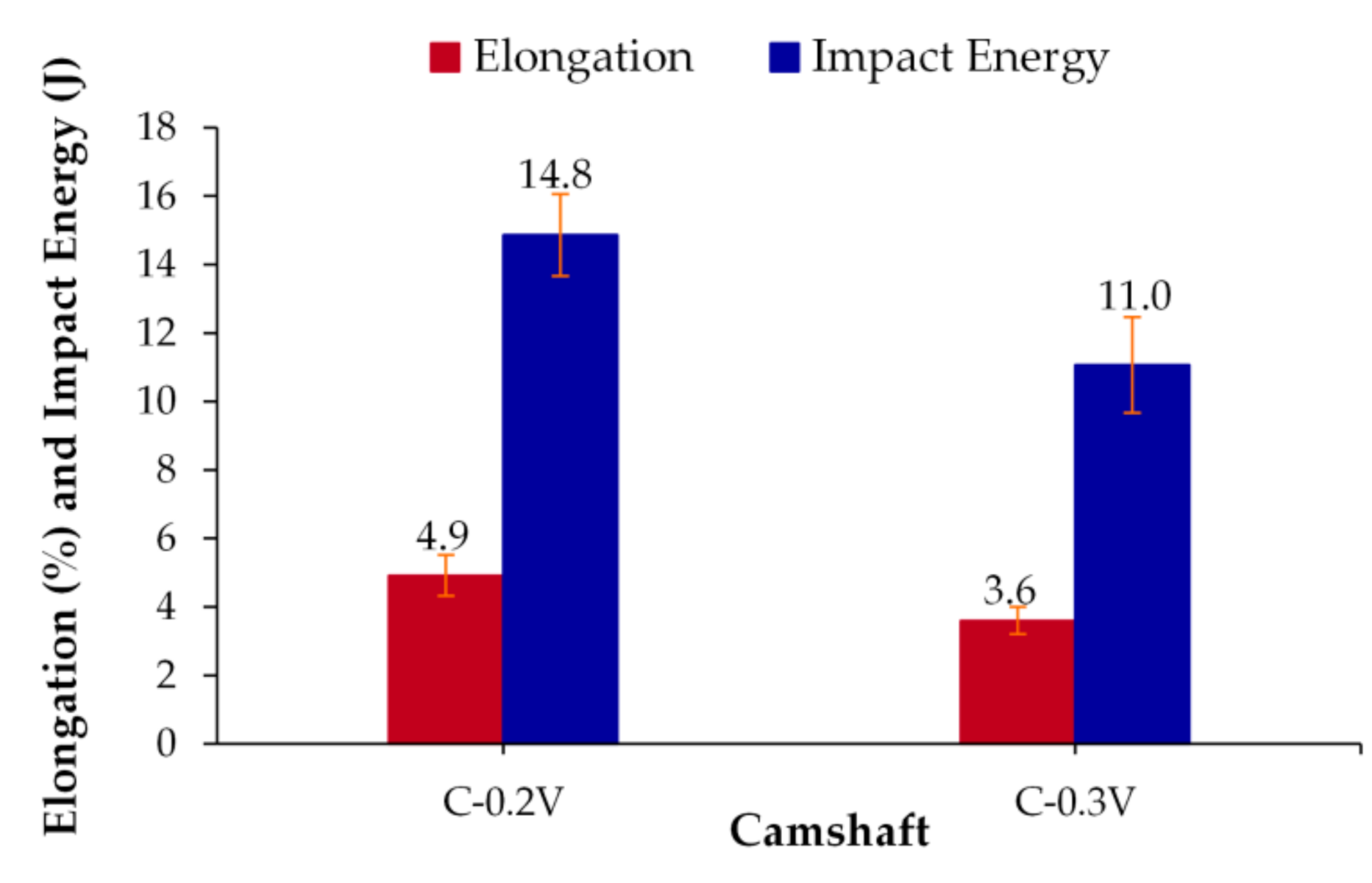
- The yield and ultimate tensile strengths show an increase when the vanadium contents are increased; however, there is a slight reduction in the toughness and ductility of the as-cast alloys as a result of the increase of volume fraction of carbide particles that increase strength but act as crack initiation sites for the fracture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A










References
- Foundry Products: Competitive Conditions in the U.S. Market. Available online: https://www.usitc.gov/publications/332/pub3771.pdf (accessed on 12 November 2020).
- Pulkrabeth, W.W. Engineering Fundamentals of the Internal Combustion Engine; Prentice-Hall: Upper Saddle River, NJ, USA, 2004; pp. 18–19. [Google Scholar]
- Bayrakceken, H.; Ucun, I.; Tasgetiren, S. Fracture analysis of a camshaft made from nodular cast iron. Eng. Fail. Anal. 2006, 13, 1240–1245. [Google Scholar] [CrossRef]
- Wang, G.; Taylor, D.; Bouquin, B.; Devlukia, J.; Ciepalowicz, A. Prediction of fatigue failure in a camshaft using the crack modelling method. Eng. Fail. Anal. 2000, 7, 189–197. [Google Scholar] [CrossRef]
- Dymek, S.; Blicharski, M.; Morgiel, J.; Fras, E. TEM investigation of ductile iron alloyed with vanadium. J. Microsc. 2010, 237, 461–464. [Google Scholar] [CrossRef] [PubMed]
- Karaca, B.; Simsir, M. The effects of austempering and induction hardening on the wear properties of camshaft made of ductile cast iron. Acta Phys. Pol. 2017, 131, 448–452. [Google Scholar] [CrossRef]
- Ping, L.; Bahadur, S.; Verhoeven, J.D. Friction and wear behavior of high silicon bainitic structures in austempered cast iron and steel. Wear 1990, 138, 269–284. [Google Scholar] [CrossRef]
- Chernyshev, A.N.; Kaplina, I.N.; Serapin, M.I. Surface hardening with remelting of functional surfaces of cast iron camshafts. Met. Sci. Heat Treat. 1996, 38, 440–442. [Google Scholar] [CrossRef]
- Gafur, M.A.; Haque, M.N.; Prabhu, K.N. Effect of chill thickness and superheat on casting/chill interfacial heat transfer during solidification of commercially pure aluminum. J. Mater. Process. Tech. 2003, 133, 257–265. [Google Scholar] [CrossRef]
- Yang, Y.; Rosochowski, A.; Wang, X.; Jiang, Y. Mechanism of “black line” formation in chilled cast iron camshafts. J. Mater. Process. Tech. 2004, 145, 264–267. [Google Scholar] [CrossRef]
- Kumruoǧlu, L.C. Mechanical and microstructure properties of chilled cast iron camshaft: Experimental and computer aided evaluation. Mater. Design 2009, 30, 927–938. [Google Scholar] [CrossRef]
- Fernández-Vicente, A.; Pellizzari, M.; Arias, J.L. Feasibility of laser surface treatment of pearlitic and bainitic ductile irons for hot rolls. J. Mater. Process. Technol. 2012, 212, 989–1002. [Google Scholar] [CrossRef]
- Benyounis, K.Y.; Fakron, O.M.A.; Abboud, J.H.; Olabi, A.G.; Hashmi, M.J.S. Surface melting of nodular cast iron by Nd-YAG laser and TIG. J. Mater. Process. Technol. 2005, 170, 127–132. [Google Scholar] [CrossRef]
- Meena, A.; El Mansori, M. Study of dry and minimum quantity lubrication drilling of novel austempered ductile iron (ADI) for automotive applications. Wear 2011, 9–10, 2412–2416. [Google Scholar] [CrossRef]
- Cetin, B.; Meco, H.; Davut, K.; Arslan, E.; Can, M. Microstructural analysis of austempered ductile iron castings. Hitt. J. Sci. Eng. 2016, 3, 29–34. [Google Scholar] [CrossRef]
- Keough, J.R.; Hayrynen, K.L. Design with austempered ductile iron (ADI). AFS Proc. 2010, 10–129, 1–15. [Google Scholar]
- Hemanth, J. Effect of cooling rate on dendrite arm spacing (DAS), eutectic cell count (ECC) and ultimate tensile strength (UTS) of austempered chilled ductile iron. Mater. Design 2000, 21, 1–8. [Google Scholar] [CrossRef]
- Austempered ductile-iron castings—Advantages, production, properties and specifications. Mater. Design 1992, 13, 295–297.
- Padan, D.S. Microalloying in Austempered Ductile Iron (ADI). AFS 2012, 12–19, 1–12. [Google Scholar]
- Sadighzadeh, B.A. Effect of alloying elements on austempered ductile iron (ADI) properties and its process: Review. China Foundry 2015, 12, 54–70. [Google Scholar]
- Ruxanda, R.; Stefanescu, D.M.; Piwonka, T.S. Microstructure characterization of ductile thin wall iron castings. Trans. Am. Foundry Soc. 2002, 110, 1131–1147. [Google Scholar]
- Pedro, D.I.; Dommarco, R.C. Rolling contact fatigue resistance of Carbidic Austempered Ductile Iron (CADI). Wear 2019, 418–419, 94–101. [Google Scholar] [CrossRef]
- Hamid, A.A.S.; Elliot, R. Influence of austenitising temperature on austempering of an Mn-Mo-Cu alloyed ductile iron Part 1—Austempering kinetics and the processing window. Mater. Sci. Tech. 1996, 12, 1021–1031. [Google Scholar] [CrossRef]
- Rezvani, M.; Harding, R.A.; Campbell, J. The effect of vanadium in as-cast ductile iron. Int. J. Cast Metal. Res. 1997, 10, 1–15. [Google Scholar] [CrossRef]
- Cueva, G.; Sinatora, A.; Guesser, W.L.; Tschiptschin, A.P. Wear resistance of cast irons used in brake disc rotors. Wear 2003, 255, 1256–1260. [Google Scholar] [CrossRef]
- Colin-García, E.; Cruz-Ramírez, A.; Reyes-Castellanos, G.; Romero-Serrano, J.A.; Sánchez-Alvarado, R.; Hernández-Chávez, M. Influence of nickel addition and casting modulus on the properties of hypo-eutectic ductile cast iron. J. Min. Metall. Sect. Metall. 2019, 55, 283–293. [Google Scholar] [CrossRef]
- Mohammed, K.J. Investigation of some alloyed (SG) ductile irons. Unified J. Eng. Manuf. Technol. 2016, 1, 005–010. [Google Scholar]
- Han, C.F.; Sun, Y.F.; Wu, Y.; Ma, Y.H. Effects of vanadium and austempering temperature on microstructure and properties of CADI. Metallogr. Microstruct. Anal. 2015, 4, 135–145. [Google Scholar] [CrossRef]
- Refaey, A.; Fatahalla, N. Effect of microstructure on properties of ADI and low alloyed ductile iron. J. Mater. Sci. 2003, 38, 351–362. [Google Scholar] [CrossRef]
- Idham, M.F.; Abdullah, B.; Jaffar, A.; Ibrahim, M.H.; Ramli, A. The effect of mechanical properties of 2.0% vanadium ductile iron after double quenching method. Adv. Mat. Res. 2012, 399–401, 172–175. [Google Scholar] [CrossRef]
- Bakhshinezhada, H.; Honarbakhshraoufa, A.; Abdollah-Pour, H. A study of effect of vanadium on microstructure and mechanical properties of as-cast and austempered ductile iron. Phys. Met. Metallogr. 2019, 120, 447–483. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Si | Mn | P | S | Mg | V | Ni | Al | Cu | Cr | Mo | Ti | Sn | Pb | CE |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C-0V | 3.61 | 2.36 | 0.83 | 0.015 | 0.008 | 0.046 | 0.008 | 0.103 | 0.013 | 0.879 | 0.043 | 0.03 | 0.004 | 0.003 | 0.001 | 4.40 |
| Characteristic | C-0V |
|---|---|
| Nodularity (%) | 85.17 ± 2.64 |
| Nodule count (particles/mm2) | 155 ± 28.67 |
| Nodule size (µm) | 32.49 ± 3.69 |
| Porosity, inclusions and micro-shrinkages (%) | 0.27 ± 0.08 |
| Graphite (%) | 12.84 ± 0.55 |
| Ferrite (%) | 5.3 ± 0.20 |
| Pearlite (%) | 81.43 ± 0.20 |
| Carbides (%) | 0.156 ± 0.04 |
| Hardness (HV) | 287 ± 15 |
| Yield strength (MPa) | 528 ± 29 |
| Tensile strength (MPa) | 735 ± 32 |
| Elongation (%) | 5.42 ± 0.63 |
| Impact energy (J) | 9.3 ± 1.4 |
| Sample | C | Si | Mn | P | S | Mg | V | Ni | Al | Cu | Cr | Mo | Ti | Sn | Pb | CE |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C-0.2V | 3.61 | 2.49 | 0.96 | 0.016 | 0.013 | 0.045 | 0.2 | 0.117 | 0.016 | 0.943 | 0.2 | 0.098 | 0.006 | 0.003 | 0.001 | 4.44 |
| C-0.3V | 3.58 | 2.48 | 0.94 | 0.016 | 0.012 | 0.041 | 0.3 | 0.115 | 0.016 | 0.968 | 0.13 | 0.092 | 0.006 | 0.004 | 0.001 | 4.41 |
| Characteristic | C-0.2V | C-0.3V |
|---|---|---|
| Nodularity (%) | 81.33 ± 6.33 | 82.85 ± 6.41 |
| Nodule count (particles/mm2) | 210 ± 46.34 | 203 ± 42.58 |
| Nodule size (µm) | 27.32 ± 1.57 | 29.46 ± 1.15 |
| Porosity, inclusions and micro-shrinkages (%) | 0.78 ± 0.08 | 0.95 ± 0.12 |
| Graphite (%) | 10.60 ± 2.22 | 13.36 ± 1.49 |
| Ferrite (%) | 2.99 ± 0.51 | 1.33 ± 0.35 |
| Pearlite (%) | 85.14 ± 2.19 | 83.39 ± 1.56 |
| Carbides (%) | 0.49 ± 0.12 | 0.97 ± 0.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Colin García, E.; Cruz Ramírez, A.; Reyes Castellanos, G.; Téllez Ramírez, J.; Magaña Hernández, A. Microstructural and Mechanical Assessment of Camshafts Produced by Ductile Cast Iron Low Alloyed with Vanadium. Metals 2021, 11, 146. https://doi.org/10.3390/met11010146
Colin García E, Cruz Ramírez A, Reyes Castellanos G, Téllez Ramírez J, Magaña Hernández A. Microstructural and Mechanical Assessment of Camshafts Produced by Ductile Cast Iron Low Alloyed with Vanadium. Metals. 2021; 11(1):146. https://doi.org/10.3390/met11010146
Chicago/Turabian StyleColin García, Eduardo, Alejandro Cruz Ramírez, Guillermo Reyes Castellanos, Jaime Téllez Ramírez, and Antonio Magaña Hernández. 2021. "Microstructural and Mechanical Assessment of Camshafts Produced by Ductile Cast Iron Low Alloyed with Vanadium" Metals 11, no. 1: 146. https://doi.org/10.3390/met11010146
APA StyleColin García, E., Cruz Ramírez, A., Reyes Castellanos, G., Téllez Ramírez, J., & Magaña Hernández, A. (2021). Microstructural and Mechanical Assessment of Camshafts Produced by Ductile Cast Iron Low Alloyed with Vanadium. Metals, 11(1), 146. https://doi.org/10.3390/met11010146