Effect of Asymmetric Material Flow on the Microstructure and Mechanical Properties of 5A06 Al-Alloy Welded Joint by VPPA Welding


 and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
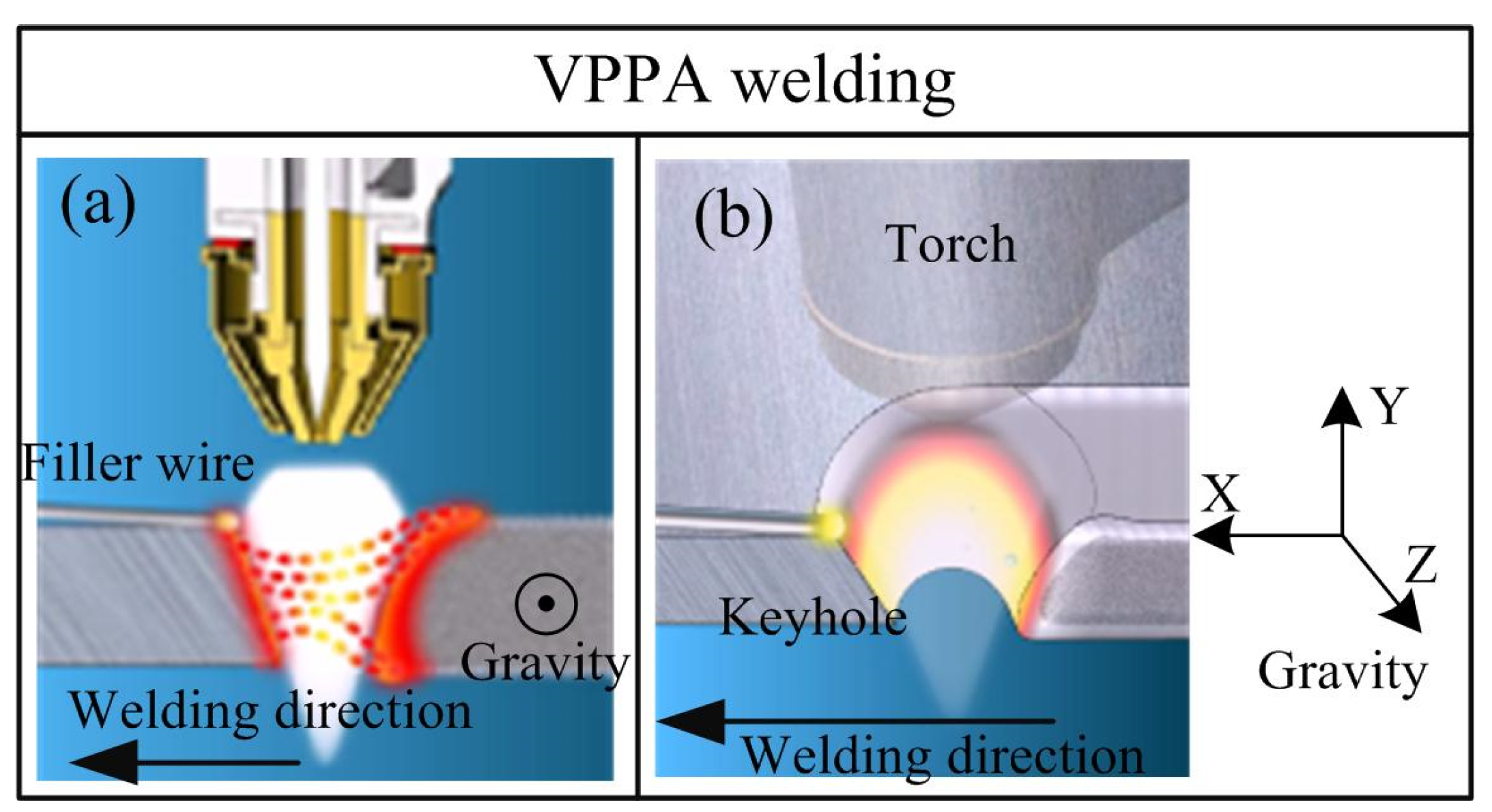
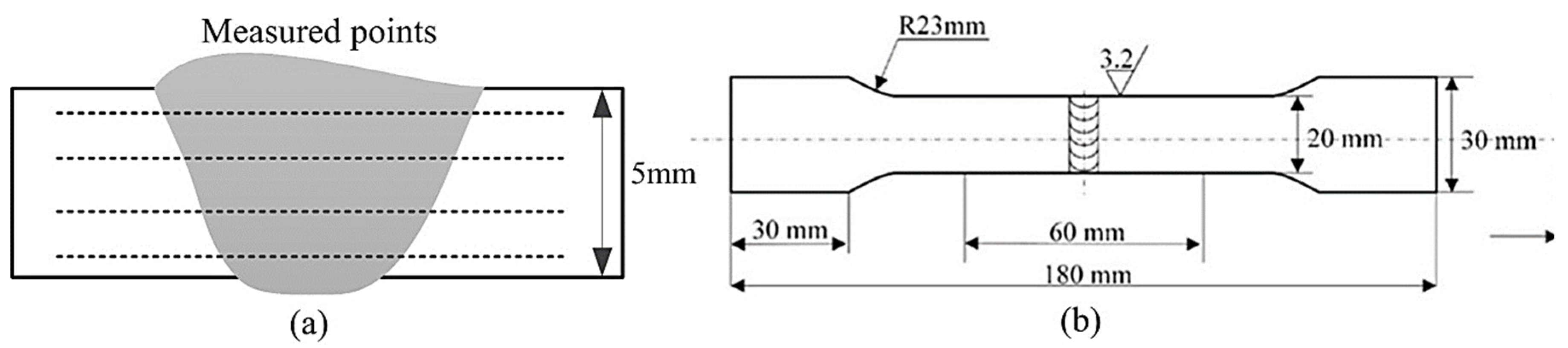
2.2. Experimental Method and Procedure
3. Results
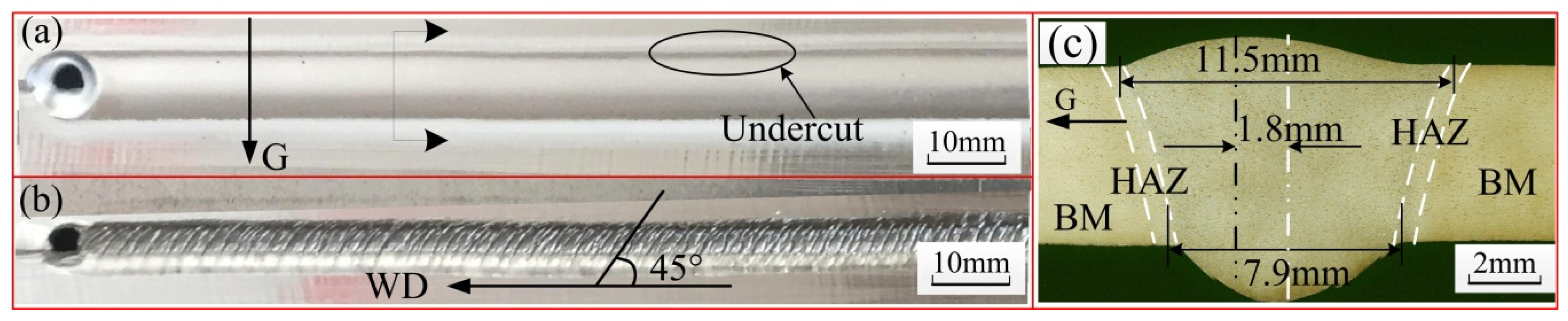
3.1. Weld Appearance
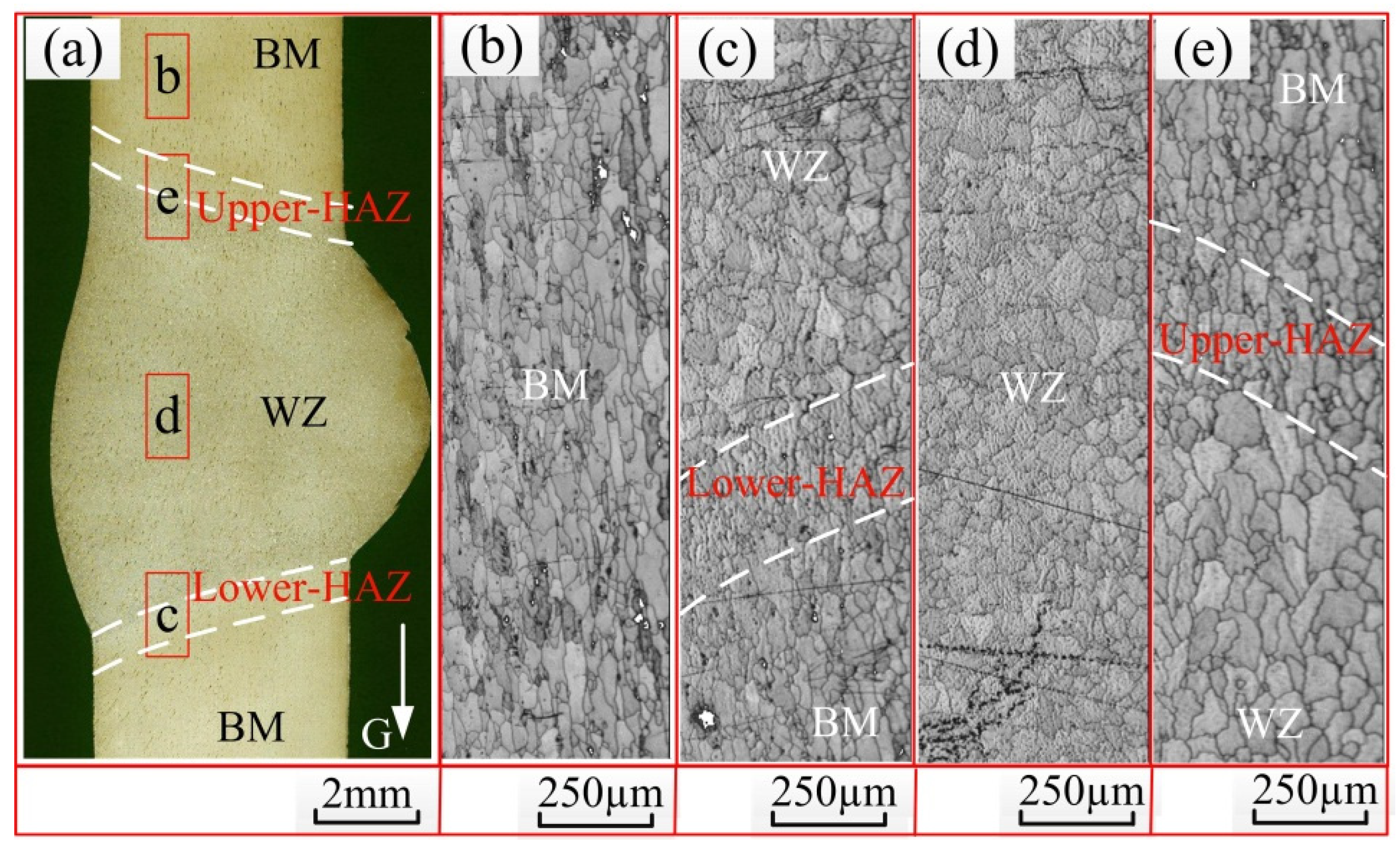
3.2. Microstructure of the Welded Joint
3.3. Microstructure and Texture Evolution at Both Side of the Weld
3.4. Mechanical Properties
4. Discussion
5. Conclusions
- (1)
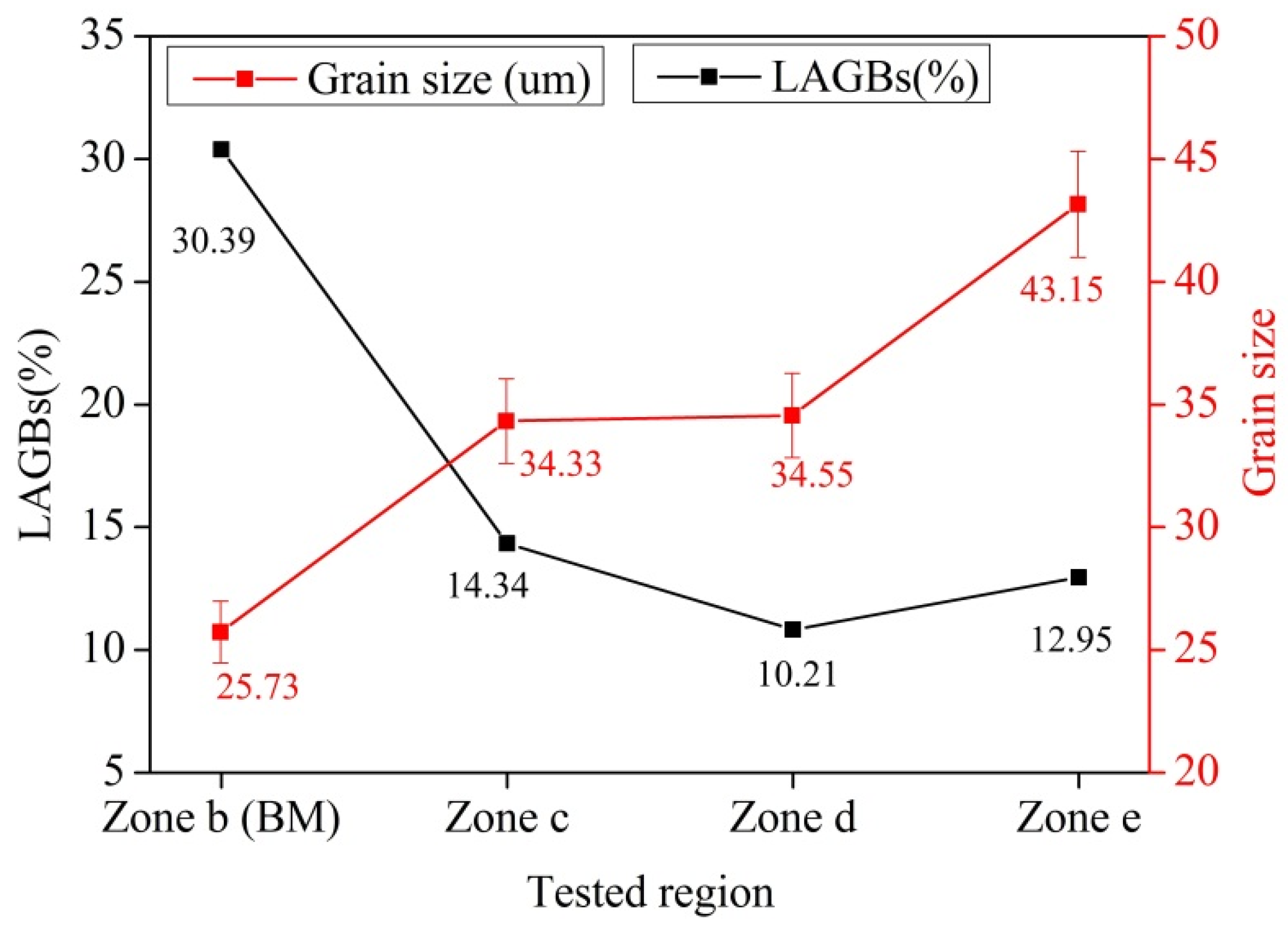
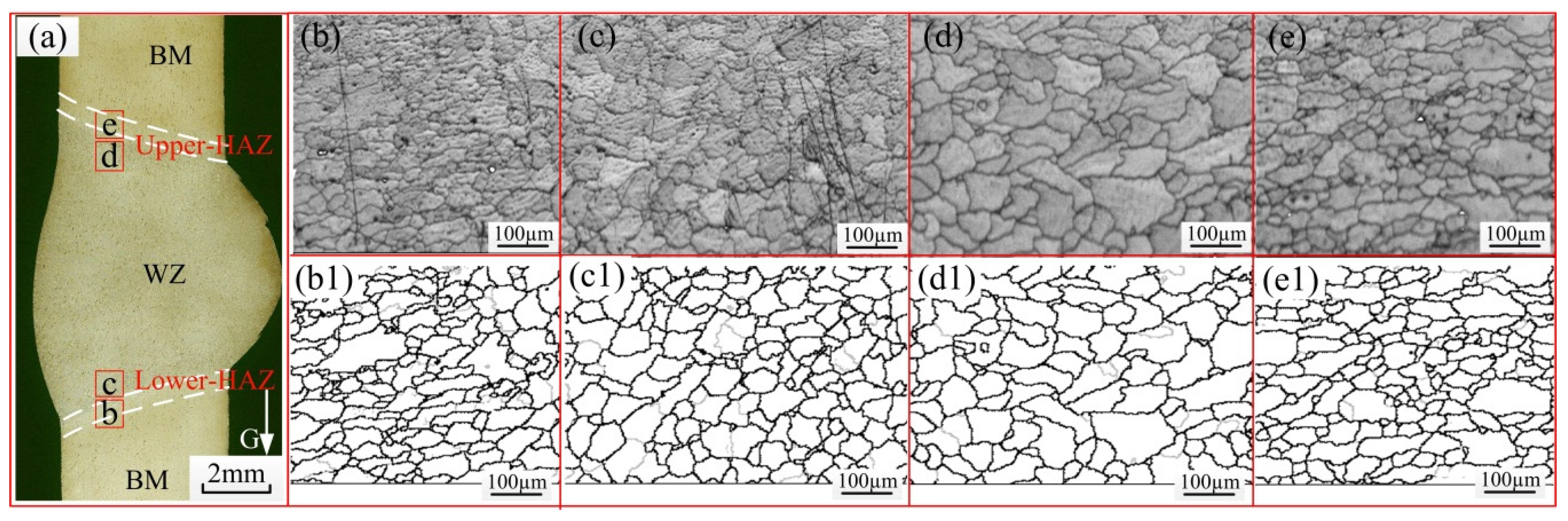
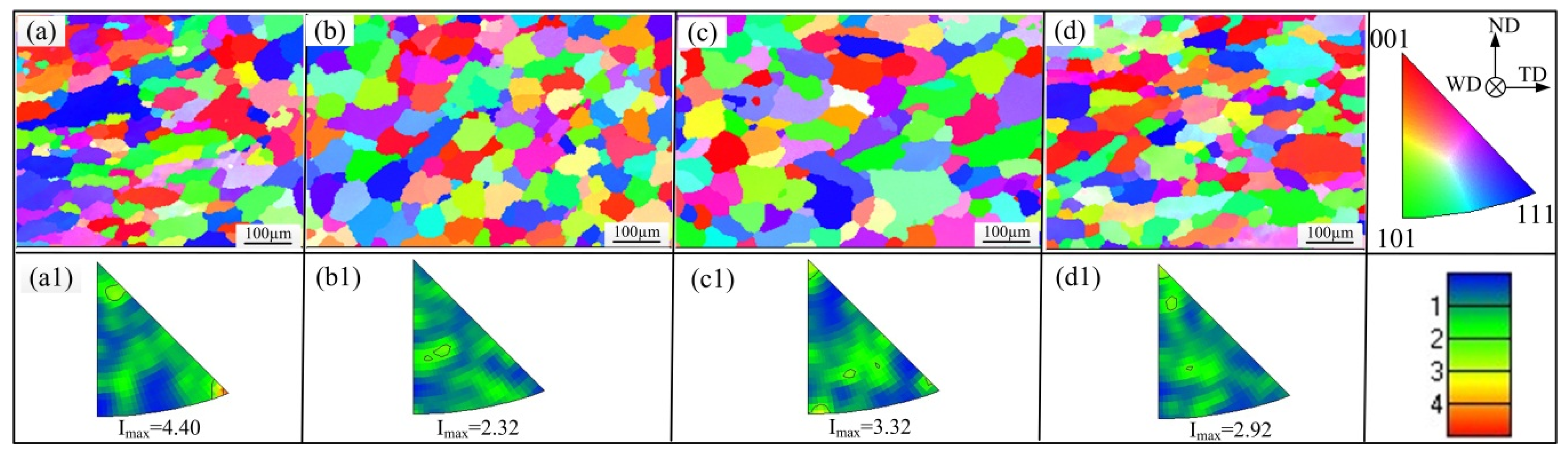
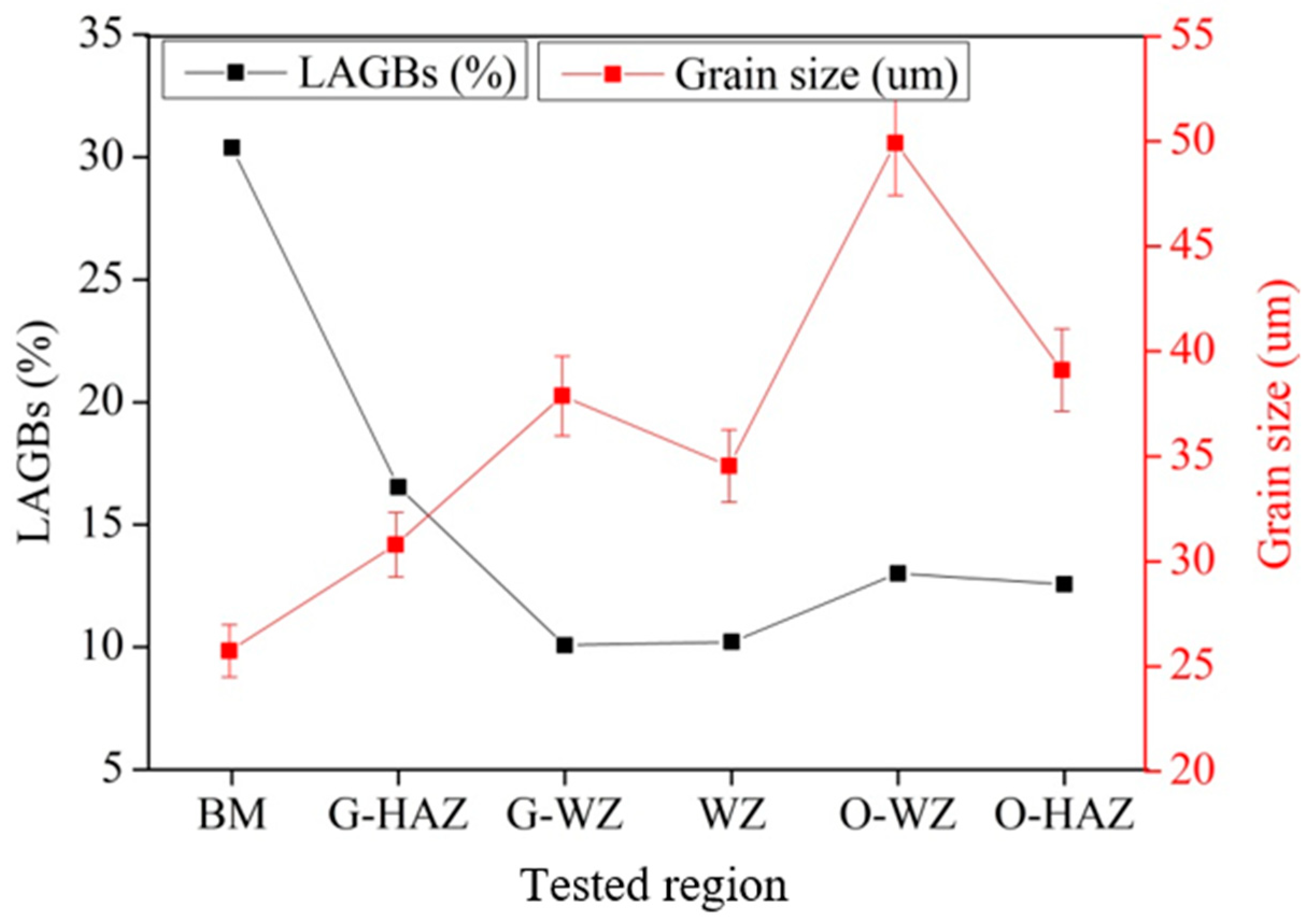
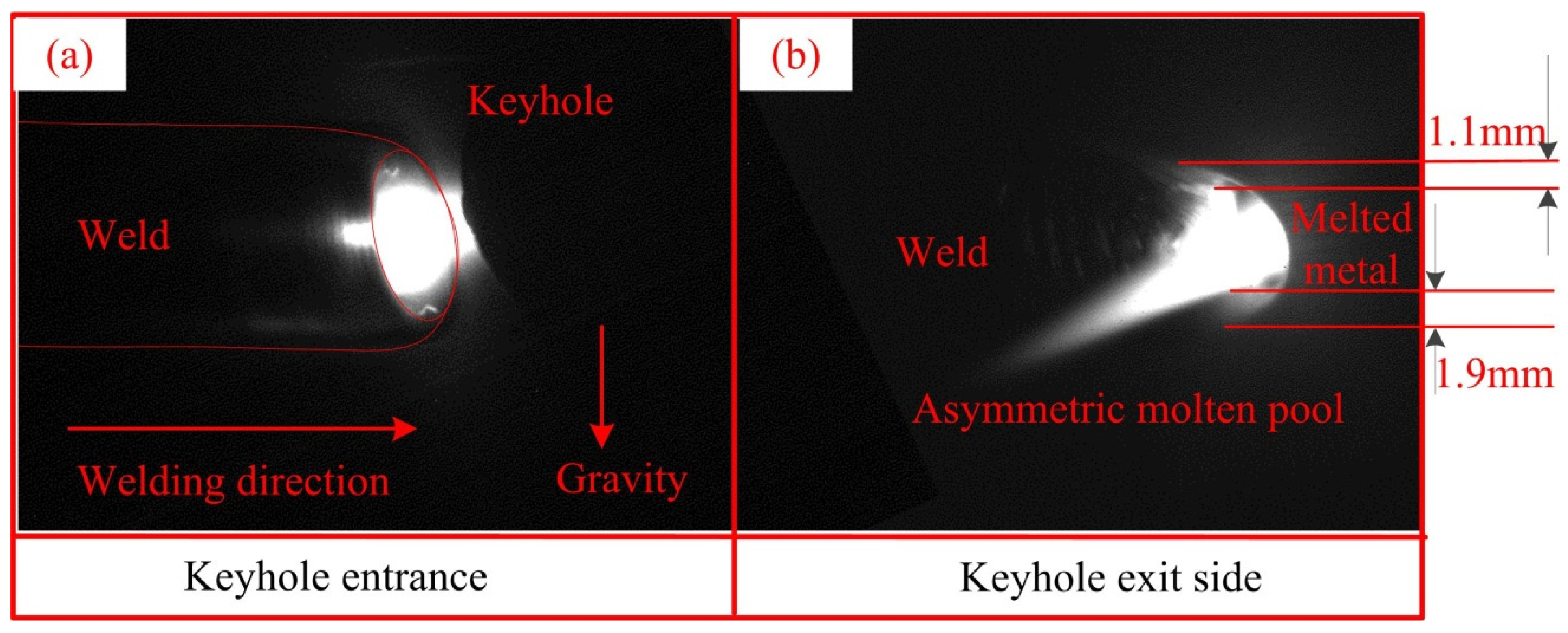
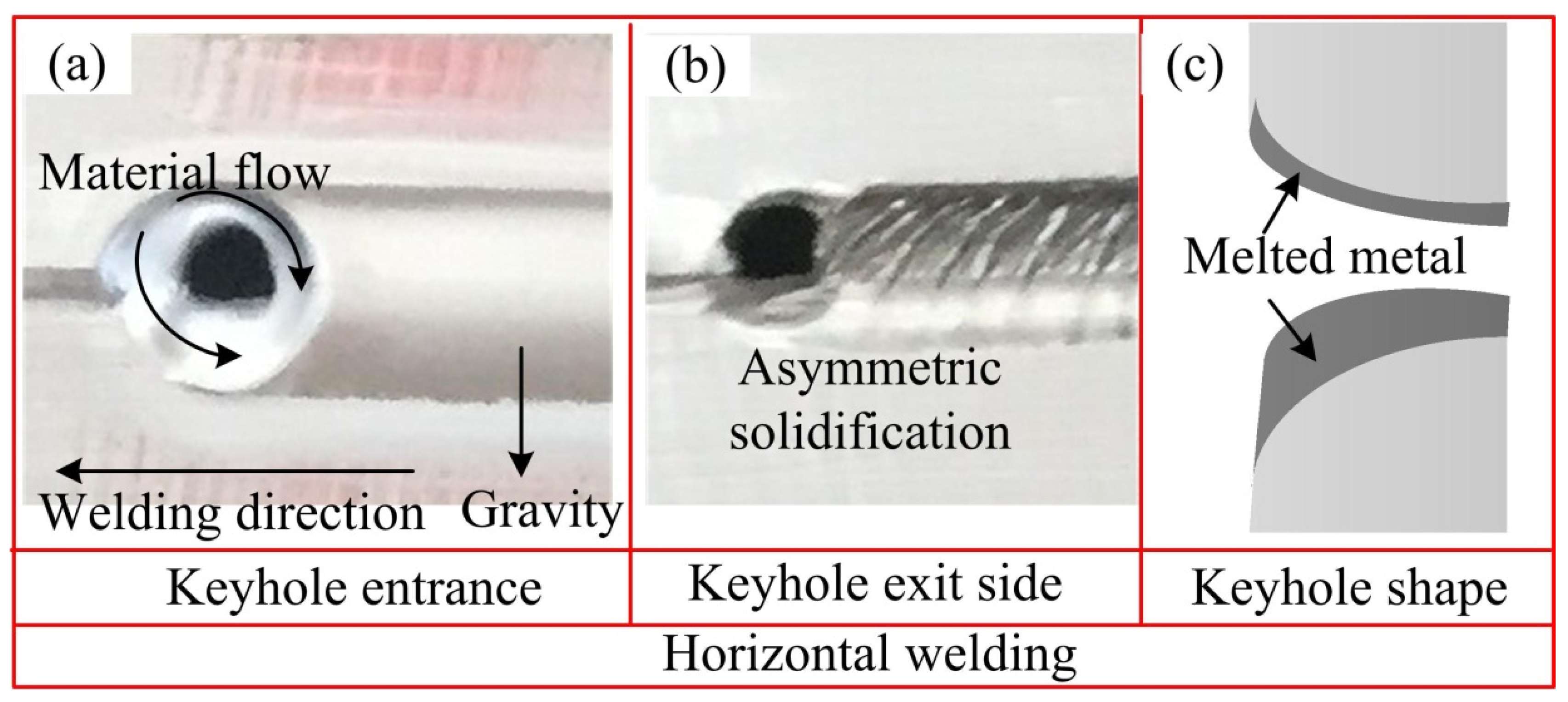
- In VPPA horizontal welding, asymmetric metal flow created an asymmetric weld, resulting in asymmetric grain size, texture and GBA distribution on both sides of the welded joint.
- (2)
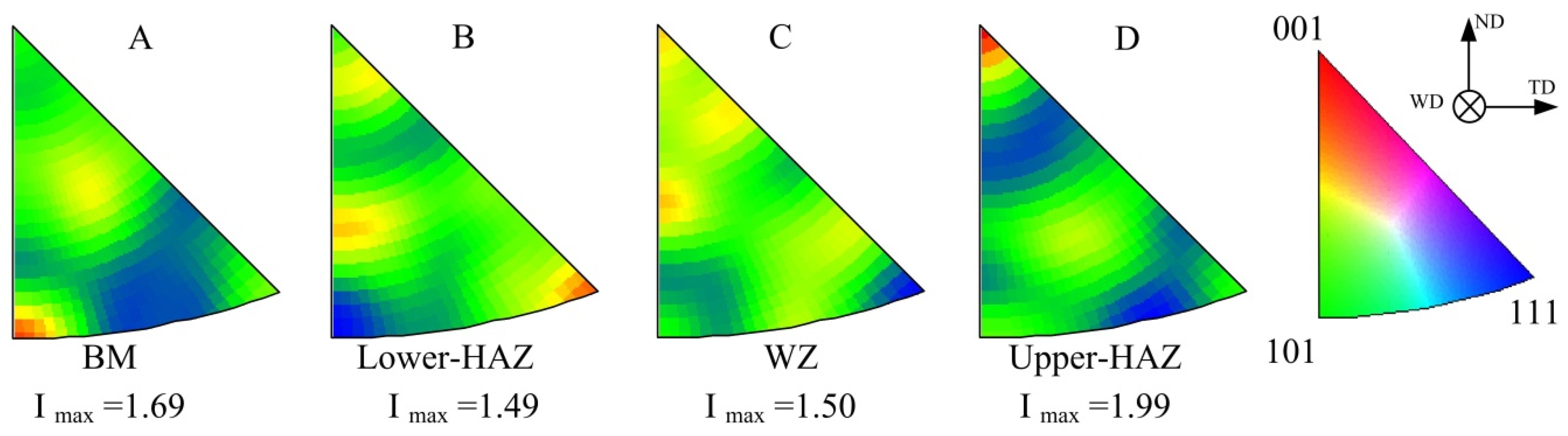
- The density ranges of texture in WZ, HAZ and BM were within 1.99, indicating the effect of asymmetric metal flow on the texture distribution was not significant.
- (3)
- The largest grain size appeared in the Upper-WZ, the average grain size was about 49.92 ± 2.49 µm, which was about 1.3 times than the opposite side.
- (4)
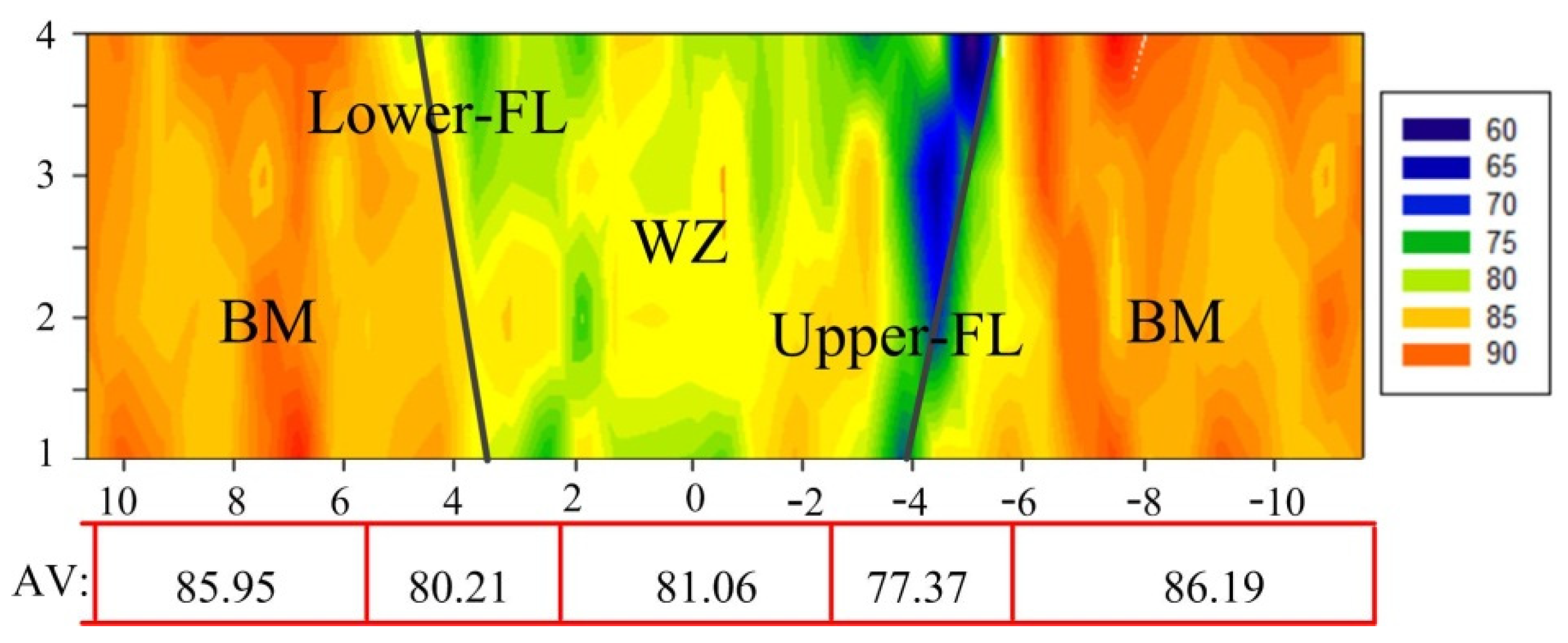
- The hardness near the Upper-FL was lower than that of the Lower-FL. A higher density of HAGB and lower hardness at the Upper-FL weakened the mechanical properties of the welded joint, causing the tensile specimens to break at this region.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, H.; Liu, X.; Liu, L. Research on Laser-TIG Hybrid Welding of 6061-T6 Aluminum Alloys Joint and Post Heat Treatment. Metals 2020, 10, 130. [Google Scholar] [CrossRef]
- Yan, Z.Y.; Chen, S.J.; Jiang, F.; Zhang, W.; Tian, O.; Huang, N.; Zhang, S.L. Weld properties and residual stresses of VPPA Al welds at varying welding positions. J. Mater. Res. Technol. 2020, 9, 2892–2902. [Google Scholar] [CrossRef]
- Kartal, M.E.; Liljedahl, C.D.M.; Gungor, S.; Edwards, L.; Fitzpatrick, M.E. Determination of the profile of the complete residual stress tensor in a VPPA weld using the multi-axial contour method. Acta Mater. 2008, 56, 4417–4428. [Google Scholar] [CrossRef]
- Liu, Z.M.; Fang, Y.X.; Cui, S.L.; Luo, Z.; Liu, W.D.; Liu, Z.Y.; Jiang, Q.; Yi, S. Stable keyhole welding process with K-TIG. J. Mater. Process. Technol. 2016, 238, 65–72. [Google Scholar] [CrossRef]
- Liu, Z.M.; Cui, S.L.; Luo, Z.; Zhang, C.Z.; Wang, Z.M.; Zhang, Y.C. Plasma arc welding: Process variants and its recent developments of sensing, controlling and modelling. J. Manuf. Process. 2016, 23, 315–327. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Yang, C.L.; Lin, S.B.; Fan, C.L. Novel soft variable polarity plasma arc and its influence on keyhole in horizontal welding of aluminium alloys. Sci. Technol. Weld. Join. 2014, 6, 493–499. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Yang, C.L.; Lin, S.B.; Fan, C.L. Soft variable polarity plasma arc horizontal welding technology and weld asymmetry. Sci. Technol. Weld. Join. 2015, 4, 296–306. [Google Scholar] [CrossRef]
- Yan, Z.Y.; Chen, S.J.; Jiang, F.; Zhang, W.; Huang, N.; Chen, R. Control of gravity effects on weld porosity distribution during variable polarity plasma arc welding of aluminum alloys. J. Mater. Process. Technol. 2020, 282, 116693. [Google Scholar] [CrossRef]
- Vyskoč, M.; Sahul, M.; Dománková, M.; Jurči, P.; Sahul, M.; Vyskočová, M.; Martinkovič, M. The Effect of Process Parameters on the Microstructure and Mechanical Properties of AW5083 Aluminum Laser Weld Joints. Metals 2020, 10, 1443. [Google Scholar] [CrossRef]
- Yang, B.; Tan, C.W.; Zhao, Y.B.; Wu, L.J.; Chen, B.; Song, X.G.; Zhang, H.; Feng, J. Influence of ultrasonic peening on microstructure and surface performance of laser-arc hybrid welded 5A06 aluminum alloy joint. J. Mater. Res. Technol. 2020, 9, 9576–9587. [Google Scholar] [CrossRef]
- Kalenda, M.; Madeleine, D.T. Corrosion fatigue behaviour of aluminium alloy 6061-T651 welded using fully automatic gas metal arc welding and ER5183 filler alloy. Int. J. Fatigue 2011, 33, 1539–1547. [Google Scholar]
- Yan, Z.Y.; Chen, S.J.; Jiang, F.; Huang, N.; Zhang, S.L. Material flow in variable polarity plasma arc keyhole welding of aluminum alloy. J. Manuf. Process. 2018, 36, 480–486. [Google Scholar] [CrossRef]
- Tian, Z.; Zhou, Q.; Du, Y.; Ma, Y.; Wang, W. Study of weld process and distortion control on VPPA welded laminose aluminium alloy. New Technol. New Process. 2015, 11, 104–106. [Google Scholar]
- Jiang, X.Q.; Chen, S.J.; Gong, J.L. Effect of non-axisymmetric arc on microstructure, texture and properties of variable polarity plasma arc welded 5A06 Al alloy. Mater. Charact. 2018, 139, 70–80. [Google Scholar] [CrossRef]
- Li, T.Q.; Chen, L.; Zhang, Y.; Yang, X.M.; Lei, Y.C. Metal flow of weld pool and keyhole evolution in gas focusing plasma arc welding. Int. J. Heat Mass Transf. 2020, 150, 119296. [Google Scholar] [CrossRef]
- Xu, B.; Chen, S.J.; Tashiro, S.; Fan, J.; Văn, A.N.; Tanaka, M. Material flow analyses of high-efficiency joint process in VPPA keyhole flat welding by X-ray transmission system. J. Clean. Prod. 2020, 250, 119450. [Google Scholar] [CrossRef]
- Xu, B.; Chen, S.J.; Jiang, F.; Phan, H.L.; Tashiro, S.; Tanaka, M. The influence mechanism of variable polarity plasma arc pressure on flat keyhole welding stability. J. Manuf. Process. 2019, 37, 519–528. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z. The Development of Thick Section Welds and Ultra-Fine Grain Aluminum Using Friction Stir Welding and Processing. Ph.D. Thesis, The University of Sheffield, Shaffield, UK, 2009. [Google Scholar]
- Monajati, H.; Zoghlami, M.; Tongne, A.; Jahazi, M. Assessing Microstructure-Local Mechanical Properties in Friction Stir Welded 6082-T6 Aluminum Alloy. Metals 2020, 10, 1244. [Google Scholar] [CrossRef]
- Jazaeri, H.; Humphreys, F.J. The transition from discontinuous to continuous recrystallization in some aluminium alloys. Acta Mater. 2004, 52, 3239–3250. [Google Scholar] [CrossRef]
- Chen, H.Y.; Fu, L.; Liang, P. Microstructure, texture and mechanical properties of friction stir welded butt joints of 2A97 Al Li alloy ultra-thin sheets. J. Alloys Compd. 2017, 692, 155–169. [Google Scholar] [CrossRef]
- Song, Y.B.; Yang, X.Q.; Cui, L.; Hou, X.P.; Shen, Z.K.; Xu, Y. Defect features and mechanical properties of friction stir lap welded dissimilar AA2024–AA7075 aluminum alloy sheets. Mater. Des. 2014, 55, 9–18. [Google Scholar] [CrossRef]
- Cahoon, J.R.; Broughton, W.H.; Kutzak, A.R. The determination of yield strength from hardness measurements. Metall. Trans. 1971, 2, 1979–1983. [Google Scholar]
- Han, J.H.; Kim, D.Y. Determination of three-dimensional grain size distribution by linear intercept measurement. Acta Mater. 1998, 46, 2021–2028. [Google Scholar] [CrossRef]
- Hemmesi, K.; Mallet, P.; Farajian, M. Numerical evaluation of surface welding residual stress behavior under multi axial mechanical loading and experimental validations. Int. J. Mech. Sci. 2020, 168, 105127. [Google Scholar] [CrossRef]
- Sato, Y.S.; Urata, M.; Kokawa, H.; Ikeda, K. Hall-Petch relationship in friction stir welds of equal channel angular-pressed aluminium alloys. Mater. Sci. Eng. A 2003, 354, 298–305. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Mg% | Mn% | Cr% | Fe% | Si% | Zn% | Cu% | Al% |
|---|---|---|---|---|---|---|---|---|
| 5A06 plate | 5.80~6.80 | 0.50~0.80 | - | <0.40 | ≤0.40 | ≤0.20 | ≤0.10 | Bal. |
| ER5183 | 4.30~5.00 | 0.50~1.00 | ≤0.1 | ≤0.40 | ≤0.40 | ≤0.25 | ≤0.10 | Bal. |
| Parameters | Value/Units | |
|---|---|---|
| Welding currents | DCEN | 135 A |
| DCEP | 165 A | |
| Welding direction | Horizontal welding | |
| Travel velocity | 0.14 m/min | |
| Welding power | ≈4.5 KW | |
| Wire feed speed | 0.8 m/min | |
| Wire diameter | 1.2 mm | |
| Shielding gas flow rate | Pure argon with 15 L/min | |
| Plasma gas flow rate | Pure argon with 3.0 L/min | |
| Tested Specimen | Fractured Position | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| Base metal | - | 358.7 ± 9.3 | 25.2 ± 1.4 |
| Welds | Upper-FL | 319.8 ± 11.2 | 11.4 ± 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Z.; Chen, S.; Jiang, F.; Zheng, X.; Tian, O.; Cheng, W.; Ma, X. Effect of Asymmetric Material Flow on the Microstructure and Mechanical Properties of 5A06 Al-Alloy Welded Joint by VPPA Welding. Metals 2021, 11, 120. https://doi.org/10.3390/met11010120
Yan Z, Chen S, Jiang F, Zheng X, Tian O, Cheng W, Ma X. Effect of Asymmetric Material Flow on the Microstructure and Mechanical Properties of 5A06 Al-Alloy Welded Joint by VPPA Welding. Metals. 2021; 11(1):120. https://doi.org/10.3390/met11010120
Chicago/Turabian StyleYan, Zhaoyang, Shujun Chen, Fan Jiang, Xing Zheng, Ooi Tian, Wei Cheng, and Xinqiang Ma. 2021. "Effect of Asymmetric Material Flow on the Microstructure and Mechanical Properties of 5A06 Al-Alloy Welded Joint by VPPA Welding" Metals 11, no. 1: 120. https://doi.org/10.3390/met11010120
APA StyleYan, Z., Chen, S., Jiang, F., Zheng, X., Tian, O., Cheng, W., & Ma, X. (2021). Effect of Asymmetric Material Flow on the Microstructure and Mechanical Properties of 5A06 Al-Alloy Welded Joint by VPPA Welding. Metals, 11(1), 120. https://doi.org/10.3390/met11010120