1. Introduction
The three Swedish companies SSAB (steel company), LKAB (mining company), and Vattenfall AB (energy company) aim at creating the first fossil-free value chain from mining to finished steel. The initiative is based on the importance of steel as a material for the development of the modern society and the big impact of today’s production lines on the emission of fossil-based carbon dioxide.
Steel is 100% recyclable and has eternal applications including transportation, energy, drinking water, food production, buildings, and infrastructure. Volume wise, steel is the dominating material, and the global steel demand is estimated to increase from 1800 in 2018 to 2500 million tons in 2050 [
1].
In the Paris agreement from 2015 [
2], countries of the world agreed on a new global climate strategy that provides the framework for future long-term climate efforts. The global annual CO
2 emission from the steel industry is currently around 2.8 billion ton corresponding to 7% of the global total CO
2 emission. As illustrated in
Figure 1, to reach the goals of global temperature increases of maximum 2 °C defined in the Paris agreement, the emission from the steel industry should be decreased to a level of 400–600 million ton per year in 2050 at the same time as the forecasted production volumes will increase.
In Sweden, following the Paris agreement, the parliament has adopted a climate law with the target that Sweden should have no net emissions of greenhouse gases by the year 2045. Furthermore, a long-term agreement was reached between the majorities of the left- and right-wing political parties, where it was confirmed that the Swedish electricity production should aim at 100% renewable energy sources by the year 2040.
In Finland, a climate plan was presented in 2019 with the target that Finland shall be carbon-neutral by 2035 with the ambition to be “the first fossil-free welfare society”.
SSAB has at its Nordic production units a total annual CO
2 emission of around 9 million tons, as shown in
Figure 2, of which 5 million tons are emitted in Sweden corresponding to 10% of the total emissions in the country. The corresponding figures for the Finnish production are 4 million tons and 7% respectively of total Finnish emission.
In the present paper, the HYBRIT (Hydrogen Breakthrough Ironmaking Technology) project, a Swedish initiative between the three companies SSAB, LKAB, and Vattenfall AB, is described.
2. The Blast Furnace Route
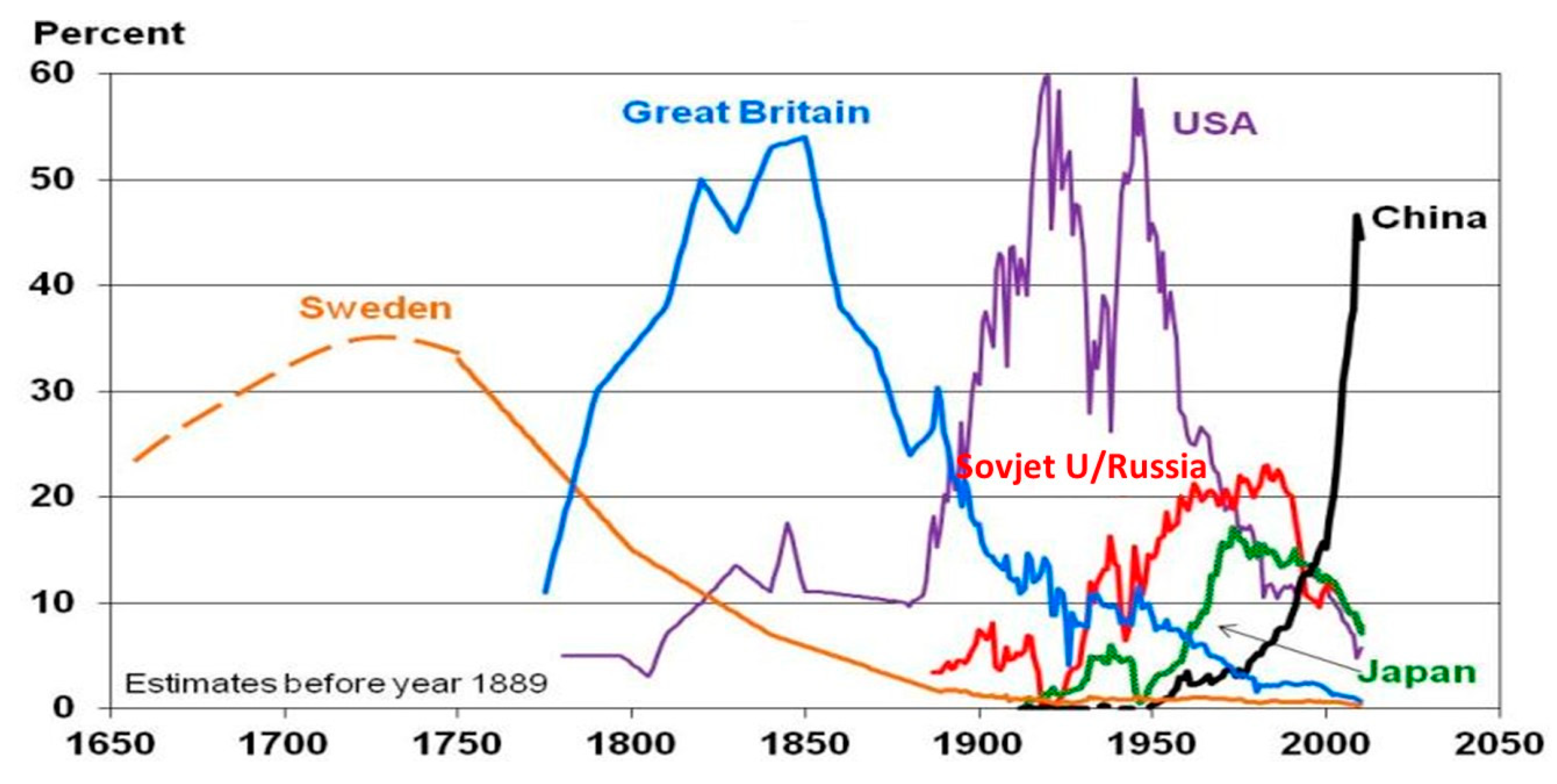
Scandinavia has a very long history in iron and steelmaking based on abundant natural resources in forests, hydro-power, and high-grade iron ores. Globally as well as in Scandinavia, the steel industry in periods has met big challenges that have resulted in changes of the industrial landscape, as shown in
Figure 3 [
3].
In the beginning of the 18th century, Sweden dominated global steel production. During a few decades in the late 1700s and the beginning of the 1800s, Sweden’s share of the global production was around 35%. This leading position changed rapidly to below 10% when expensive charcoal could be replaced by low-cost natural coal to produce commodity products. Many of the small iron and steelworks went into bankruptcy. A similar development could be seen in the second half of the 19th century. Around 1860, Sweden had 225 blast furnaces in operation. The introduction of processes such as Bessemer, Thomas, and Martin replaced different kinds of small-scale steelmaking processes, resulting in the closing of many iron and steelworks.
During the 20th century, several efforts were made in Sweden to replace the blast furnace. The common aim of these developments was to decrease or eliminate the need for the agglomeration of iron ore fines and to avoid dependence on coking coal. In some cases, the aim was also to find effective solutions to process the Swedish high-phosphorus iron ores. These initiatives peaked in the 1970s when several processes [
4] were under development such as INRED, ELRED, Plasmasmelt, and the KTH-converter smelting reduction process. All of these were run on a pilot scale, and the KTH-converter process was also used for coal gasification in a converter combined with iron production.
Extensive research was performed around 1980 in a Swedish national program—Steel Production from High-phosphorus Iron Ore [
5], where the focus was on the LKAB iron ores and the challenges facing the steel industry. The production process from mining to the production of the finished product was thoroughly studied in cooperation between academia and the industry. In this program, which was performed both on a national and international level, knowledge and competence was developed, which contributed to the competitive iron and steelmaking technology still used in Sweden.
Today, the Swedish high-phosphorus iron ores are upgraded to pellets with very low phosphorus content, which together with the development of both pellet properties and blast furnace technology have given world-leading results and low emissions. These achievements are based on a long-term close cooperation between LKAB and SSAB.
With an annual Nordic iron ore-based steel production of around 6 million tons, the focus today is on niche products for special purposes and high customer values. This strategy has made the industry competitive despite, from a global perspective, limited production volume. In addition to a very strong focus on product development both regarding iron ore products and finished products, there has been extensive activities regarding process development to improve productivity and decrease fuel consumption in the different production steps. The most significant development step is the joint development effort at LKAB and SSAB in the beginning of the 1980s with the self-fluxing olivine pellet, which resulted in the significant efficiency improvement of the combined LKAB–SSAB production value chain from iron ore to crude steel.
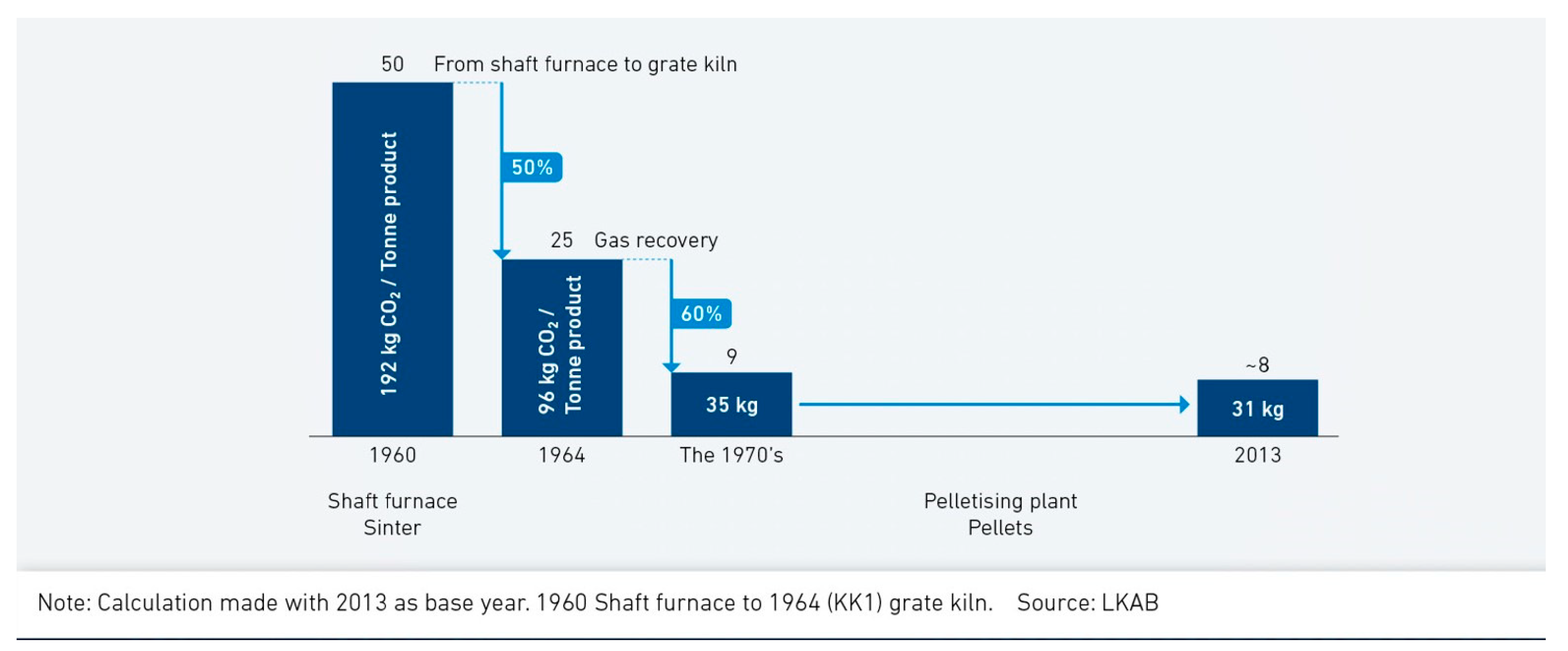
In
Figure 4, the development of fuel consumption at LKAB for iron–ore agglomeration from 1960 until today is given in oil equivalents. The decrease is from 50 L per ton in 1960 to 8 L per ton pellet in 2013. The CO
2 emissions have decreased from 192 kg/ton product in 1960 to 31 kg in 2013. The step from shaft furnace to grate kiln resulted in a significant improvement, and new generations of pelletizing processes during the following decades resulted in further improvements, as shown in the figure below. To further decrease/eliminate these emissions, special actions must be taken.
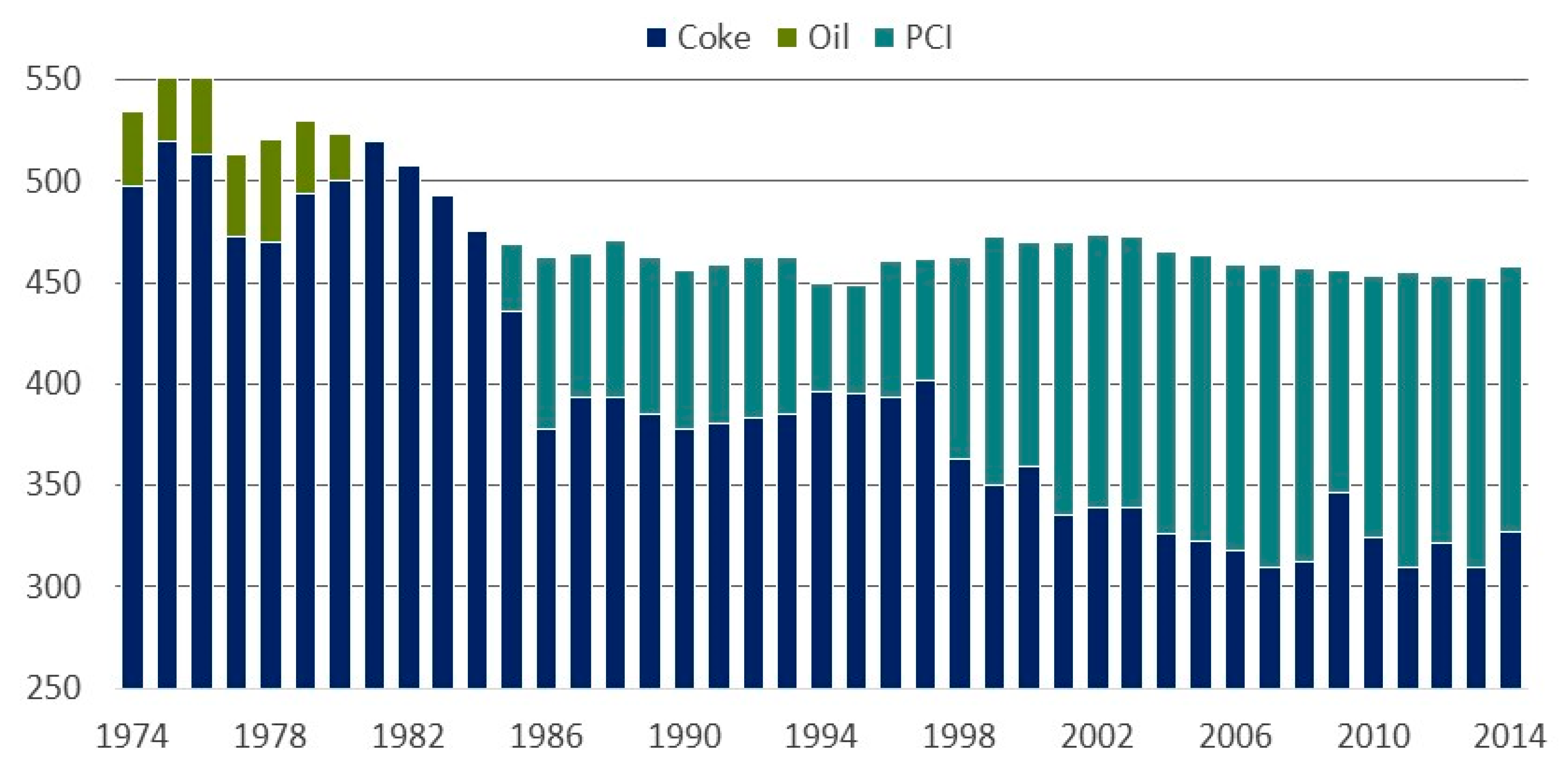
The modern blast furnace is a very effective and advanced unit with sophisticated process control systems. SSAB, which today has a world-leading position in blast furnace fuel rate, has in total five blast furnaces in Sweden and Finland. The blast furnaces are all run with 100% self-fluxing iron ore pellets, and pulverized coal injection (PCI) is performed.
Figure 5 gives the development during the last decades at the SSAB blast furnace in Luleå, Sweden. The fuel rate today is on average 450–460 kg per ton of hot metal, of which around 150 kg comes from PCI. The slag volume is very low: around 120 kg per ton of hot metal.
Several initiatives [
6] have been taken globally during the last decades to decrease CO
2 emissions and to further develop the blast furnace and to utilize the process as a flexible tool for different fuels. Examples are replacing PCI with bio-coal or recycled plastic materials, top gas recycling, the plasma heating of blast, the injection of hydrogen from coke oven gas or hydrogen produced with electricity, the further increased injection of oxygen, etc. There are also ongoing investigations, including Carbon Capture and Storage (CCS) for the storage of produced CO
2 and utilization of the produced CO
2 as a raw material to produce different chemicals (CCU). It is obvious that several initiatives are needed to solve the very demanding situation for the industry.
Pilot plant experiments within the European ULCOS (Ultra–Low Carbon dioxide (CO2) Steelmaking) project [
7] carried out at LKAB’s experimental blast furnace at the research institute SWERIM in Luleå Sweden showed that when modifying the blast furnace with top gas recirculation combined with CCS, a reduction of approximately 50% CO
2 emission is achievable.
Within SSAB´s Raahe unit in Finland, full-scale experiments were performed during 2019 aiming at replacing fossil coal with bio-coal [
8]. It was shown that replacing 5–20% of the PCI coal with bio-coal is technically feasible and would, with the highest rates of bio-coal injection in the blast furnace in question, give a CO
2 emission reduction of 200,000 ton/year. The limiting factor is the availability of bio-coal.
3. The HYBRIT Initiative
The use of hydrogen produced by water electrolysis using fossil-free electricity to reduce iron ore pellets in a shaft furnace was the main alternative chosen for the HYBRIT initiative. A conversion to a fossil-free value chain from the mine to the finished steel includes many issues to be developed where also local market and geographical conditions must be taken into consideration. Sweden has a unique situation with overcapacity in electrical power in the northern part of the country, vicinity to iron ore mines, good access of biomass and steelworks, and a strong network between industry, research institutes, and universities. Three key areas important for the HYBRIT initiative should be mentioned:
Hydrogen reduction of iron ore has been studied for many decades. There were pioneering investigations in Sweden by Wiberg [
9] and Edström [
10] already in the 1950s, which have been followed by a number of investigations [
11,
12,
13] describing the kinetics of the process as well as the reactivity of the produced product. The first commercial scale hydrogen direct reduction of iron ore (H
2DRI) plant based on fluidized bed technology, Circored [
14], was built in 1998 by Cliffs and Associates Ltd. at Point Lisas Industrial Complex in Trinidad in 1998. The plant had a designed capacity of 500,000 tons per annum of Hot Briquetted Iron (HBI). The plant did not succeed commercially and was closed down in 2016.
The overall reaction for the reduction of hematite with hydrogen is:
Reaction (1) is endothermic with a heat of reaction, ΔH
298 = 95.8 kJ/mol [
15], which is negative for the energy balance of the process and demands an addition of energy with the injected reduction gas/gas mixture. The focus in developing the production line is optimization based on the reduction temperature, kinetics of the reaction, pellet composition, and technology for the preheating of the reduction gas.
Hydrogen storage will give benefits from an electricity sourcing/pricing perspective, but it is not as such critical for the process concept. Today, the most cost-efficient alternative for hydrogen storage is underground pressurized storing, where there the most cost-efficient alternatives are storing in underground salt formations, which today is the only technology for hydrogen storage tested on an industrial scale [
16]. Other solutions attracting a lot of interest nowadays include utilizing natural gas pipelines and conversion to ammonia or hydrocarbons as intermediate hydrogen storage. Initial evaluation of the Lined Rock Cavern (LRC) technology used currently in Sweden for natural gas is considered to be promising also [
17,
18,
19]. Other alternative methods for hydrogen storage under development are storage in metal hydrides and in porous materials.
Since the electric arc furnaces (EAFs) for the melting of steel scrap were introduced on an industrial scale in the 1920s, the technology has developed tremendously. For many years, the EAFs were used for both melting and refining, resulting in a low productivity. Today’s furnaces, based on ultra-high power, water cooled panels, and foaming slag practices, are used as melting units, and they are combined with refining in the ladle before casting. Tap to tap times, the time period between sequential tappings of the furnace into the casting ladle, have developed from being several hours to typically below 60 min. The introduction of a foaming slag practice in many steel shops in the 1970s has been crucial for this development. The injection of coal powder and oxygen creates a formation of CO/CO2 which combined with a proper slag composition results in a foaming slag that protects the furnace walls from the electric arcs. By doing so, it is possible to have a high-power input also at the end of the melting process when the melt temperature is increased before tapping.
The worldwide production of direct reduced iron based on natural gas was 104 million tons in 2018 [
20], and the melting in EAF shops is a well-established technology. A melting practice for increased productivity was developed already in the 1970s [
5,
21,
22,
23] and includes typically continuous feeding of DRI and the application of a foaming slag practice. Commercial direct reduced iron contains normally 1–2% carbon, which is beneficial for the melting process and for obtaining a foaming slag.
A hydrogen-based reduction process results in a low carbon iron product, indicating that a fossil-free carbon source is needed to obtain a final commercial attractive product for the steelmaking step.
On 4 April 2016, the three Swedish companies—SSAB, LKAB, and Vattenfall AB—launched a project aimed at investigating the feasibility of a hydrogen-based sponge iron production process, with CO2 emission-free electricity as the primary energy source—HYBRIT (Hydrogen Breakthrough Ironmaking Technology). A joint venture company was formed, HYBRIT Development AB, with the three companies being owners. This gives full access to top competence in the entire value chain from energy production, mining, ore beneficiation and pellet production, direct reduction, melting, and the production of crude steel.
A prefeasibility study on hydrogen-based direct reduction was carried out in 2017. The study concluded that the proposed process route is technically feasible and, in view of future trends on costs for CO2 emissions and electricity, it is also economically attractive for conditions in northern Sweden/Finland.
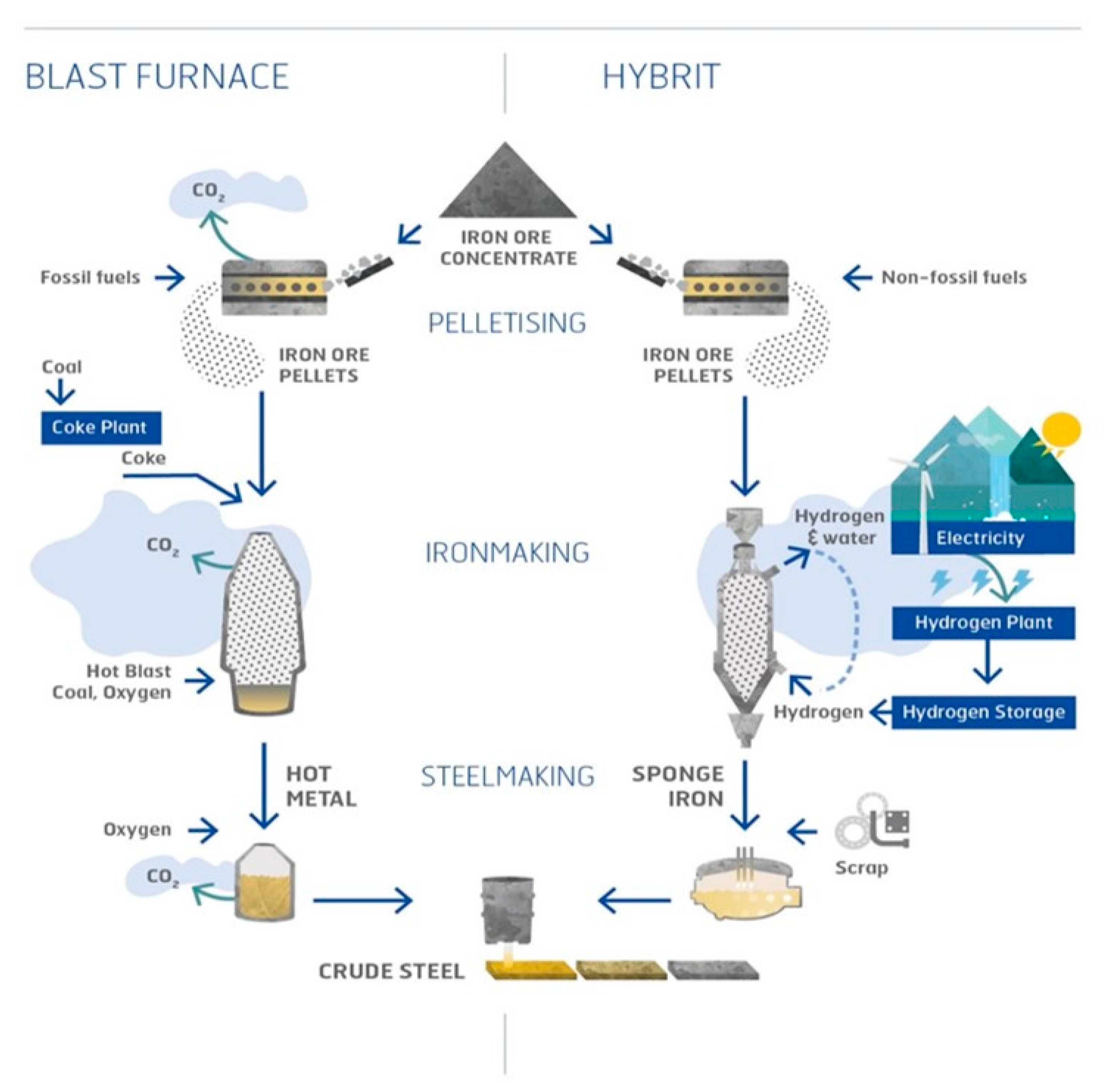
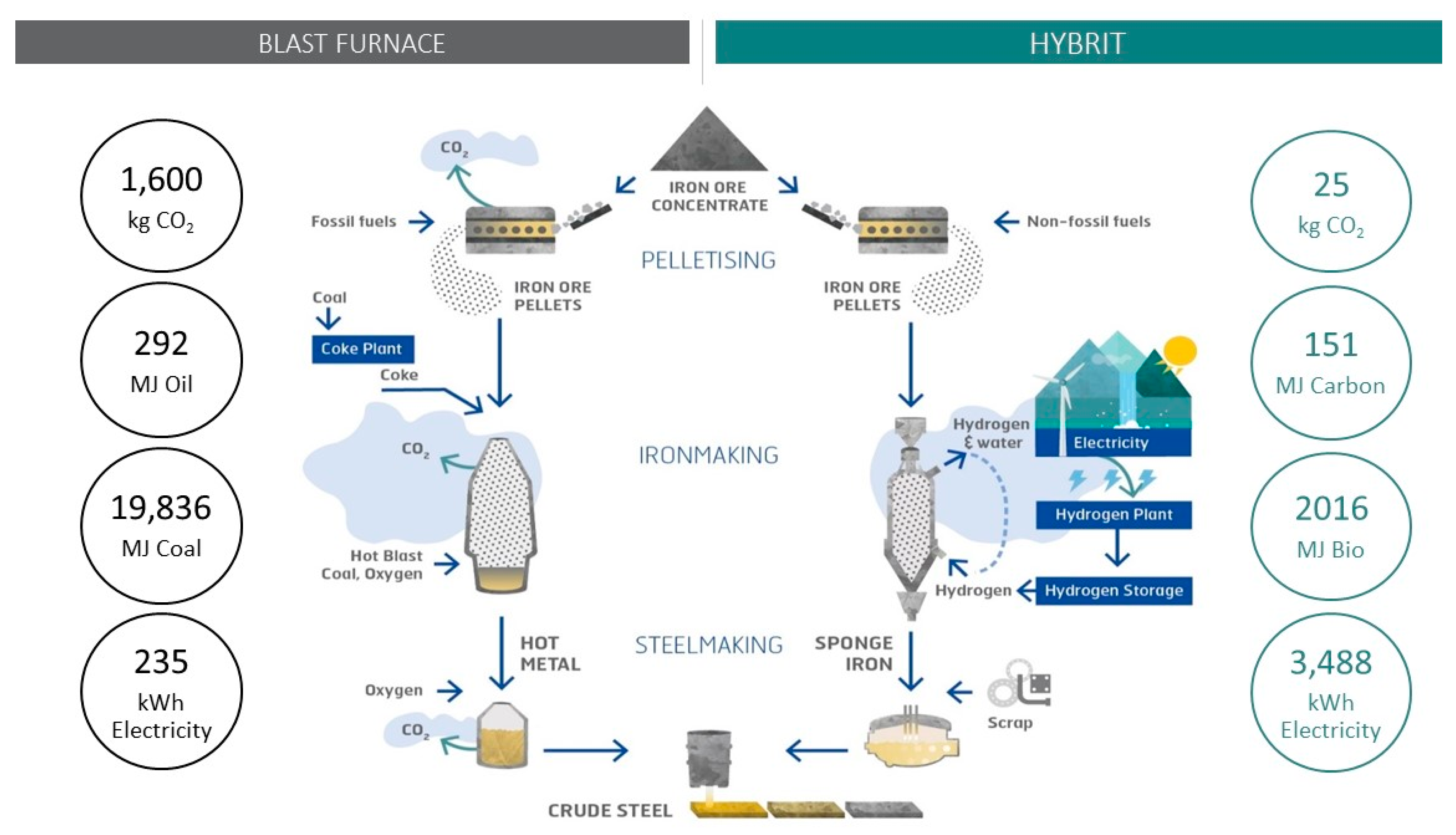
The principle layout of the HYBRIT production process and as a comparison the blast furnace production process is given schematically in
Figure 6. The main characteristics are the following:
Non fossil fuels are used in pellet production
Hydrogen is produced with electrolysis using fossil-free electricity
Storage of hydrogen in a specially designed unit is used as a buffer to the grid
A shaft furnace is used for iron ore reduction
Tailor-made pellets are used as iron ore feed
The reduction gas/gas mixture is preheated before injection into the shaft
The product can either be DRI or HBI free of carbon or carburized
The DRI/HBI is melted together with recycled scrap in an electric arc furnace
A comparison of some consumption figures between the blast furnace route and the HYBRIT route are given in
Figure 7 [
24]. In the HYBRIT initiative, fossil-free energy sources are used in the whole production line from the pellet production to the produced crude steel. The only direct fossil carbon load comes from the consumption of graphite electrodes and from carbon added in the EAF melt shop. In the example, the fossil CO
2 emission decreases from 1600 kg/ton of crude steel to 25 kg/ton. In this example, in northern Sweden, the availability of renewable electricity (such as hydropower and wind power) together with good access to biomass used in the HYBRIT route replaces the fossil fuel used in the Blast Furnace route, thus eliminating most of the fossil CO
2 emissions.
A critical parameter for the production economy is the cost of electricity. By utilizing fossil-free energy sources such as wind power and optimizing the production time in the electrolysis and the size of the hydrogen storage, simulations have shown that the price for electricity can be lowered by 6–7%.
A production cost comparison, January 2018, based on greenfield units for Swedish/Finnish conditions resulted in increased production costs of 20–30% compared with the blast furnace route. In the future, the HYBRIT concept is estimated to be more attractive due to higher costs for the emission of CO2 and lower renewable electricity costs. The industry will also prevent being dependent on the limited resources of coking coal. It was also concluded that a scale up to pilot and demo plants is critical for the development.
A decision was made in February 2018 to build a pilot plant with a capacity of 1 ton/h at the SSAB site in Luleå, Sweden, and the construction started in June 2018. Completion of the plant is planned for the summer 2020 followed by experimental campaigns during the coming years, as shown in
Figure 8.
The plant is designed for using hydrogen as a reduction gas but will have flexibility where other gases such as biogas can be used also.
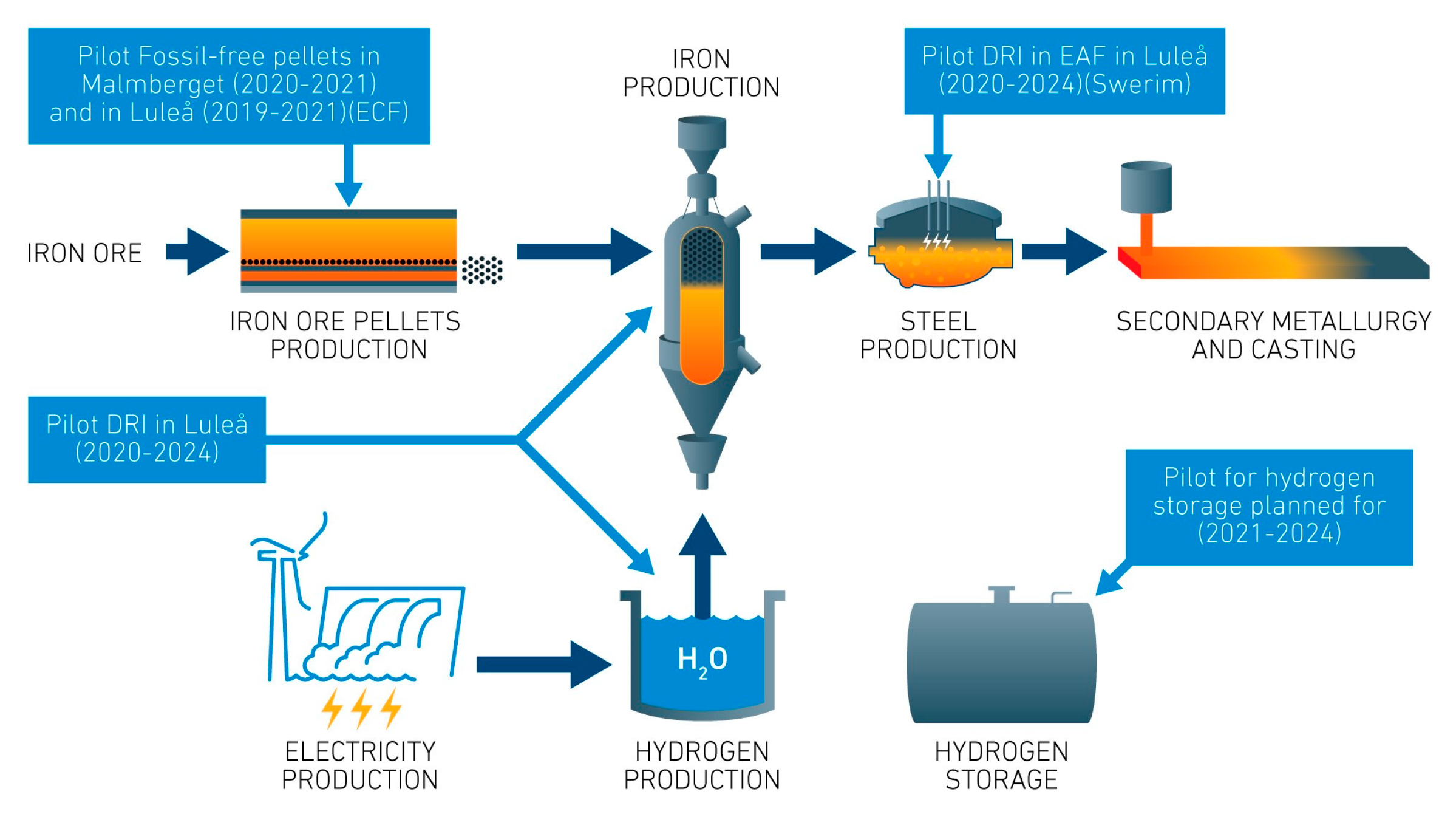
Since 2016, the HYBRIT project has expanded, and four different pilot projects are today included in the initiative, as shown in
Figure 9. Since 2016, a four-year research program involving several research institutes and universities in Sweden has been run also to build competence and knowledge in different areas, such as the fundamental reduction mechanisms of hydrogen direct reduction of iron ore (H
2DRI), the melting behavior of H
2DRI, new heating and sintering techniques without fossil fuel, hydrogen production and storage techniques, and electricity grid balancing, as well as research in policy aspects as an enabler for the steel industries’ transition to carbon neutrality. Around 100 engineers and researchers from industry, research institutes, and academia are today active in the HYBRIT initiative.
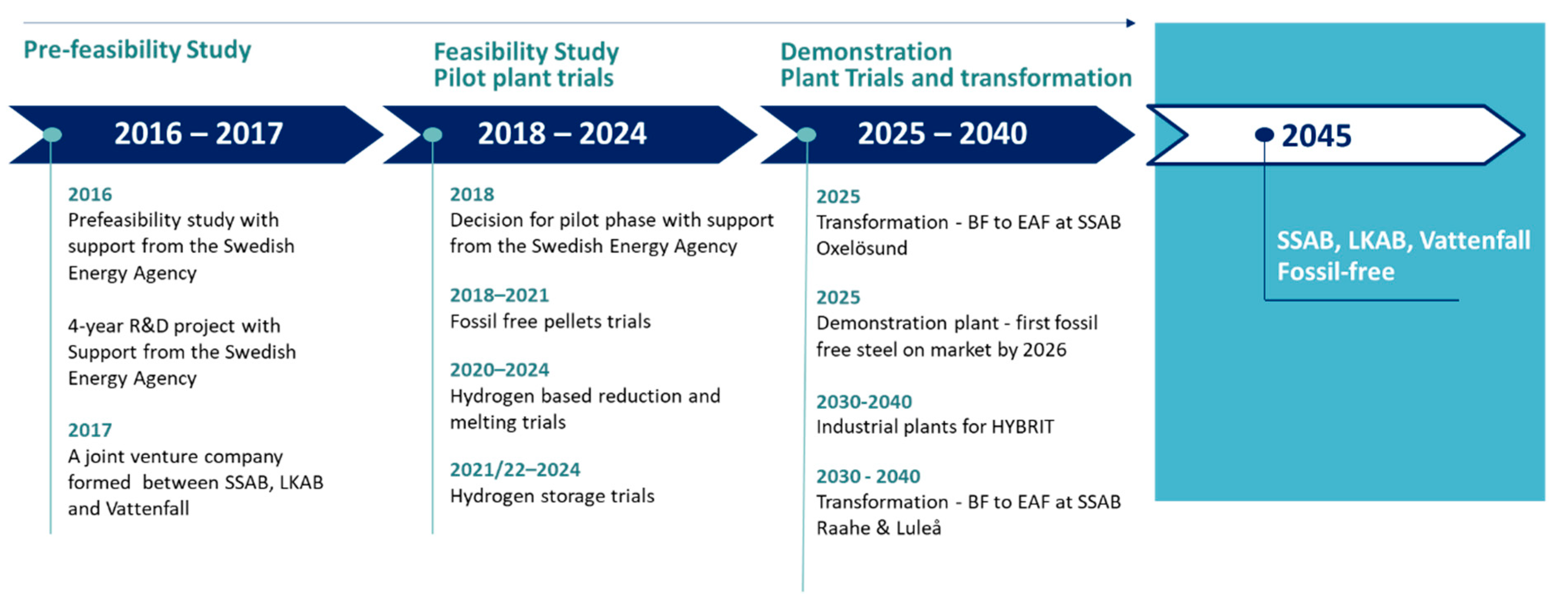
A roadmap for the transformation of the production line from pellet production to crude steel is given in
Figure 10. During 2019, a decision was made to start the planning for the first demonstration plant for HYBRIT to be put into production in 2025, which is the same year that SSAB’s Oxelösund plant is planned to be converted from the blast furnace route to the electric arc furnace route, to enable SSAB to be the first steel company in the world providing fossil-free steel to the market.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









