Multi Draw Radius Die Design for Increases in Limiting Drawing Ratio


Abstract
:1. Introduction
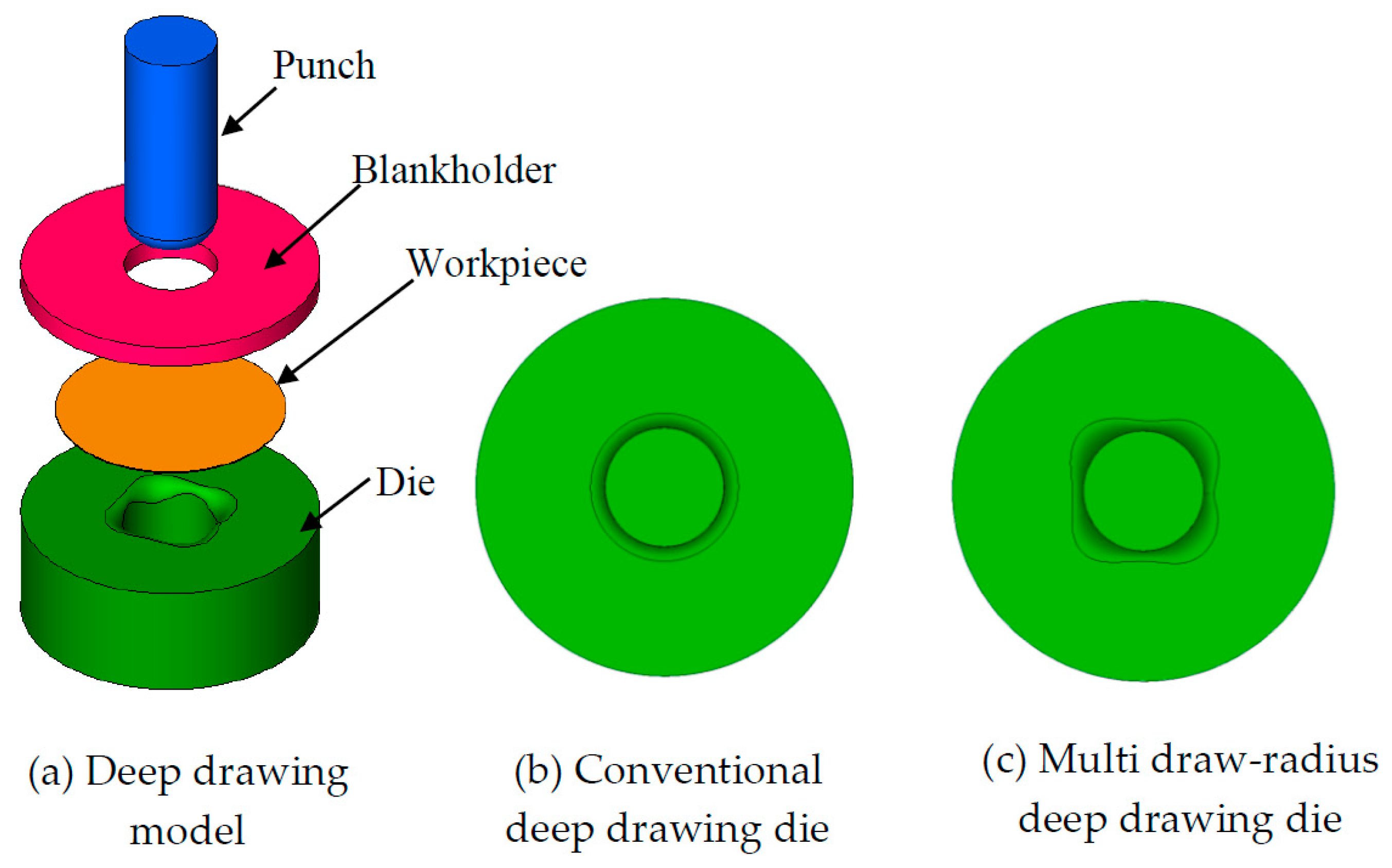
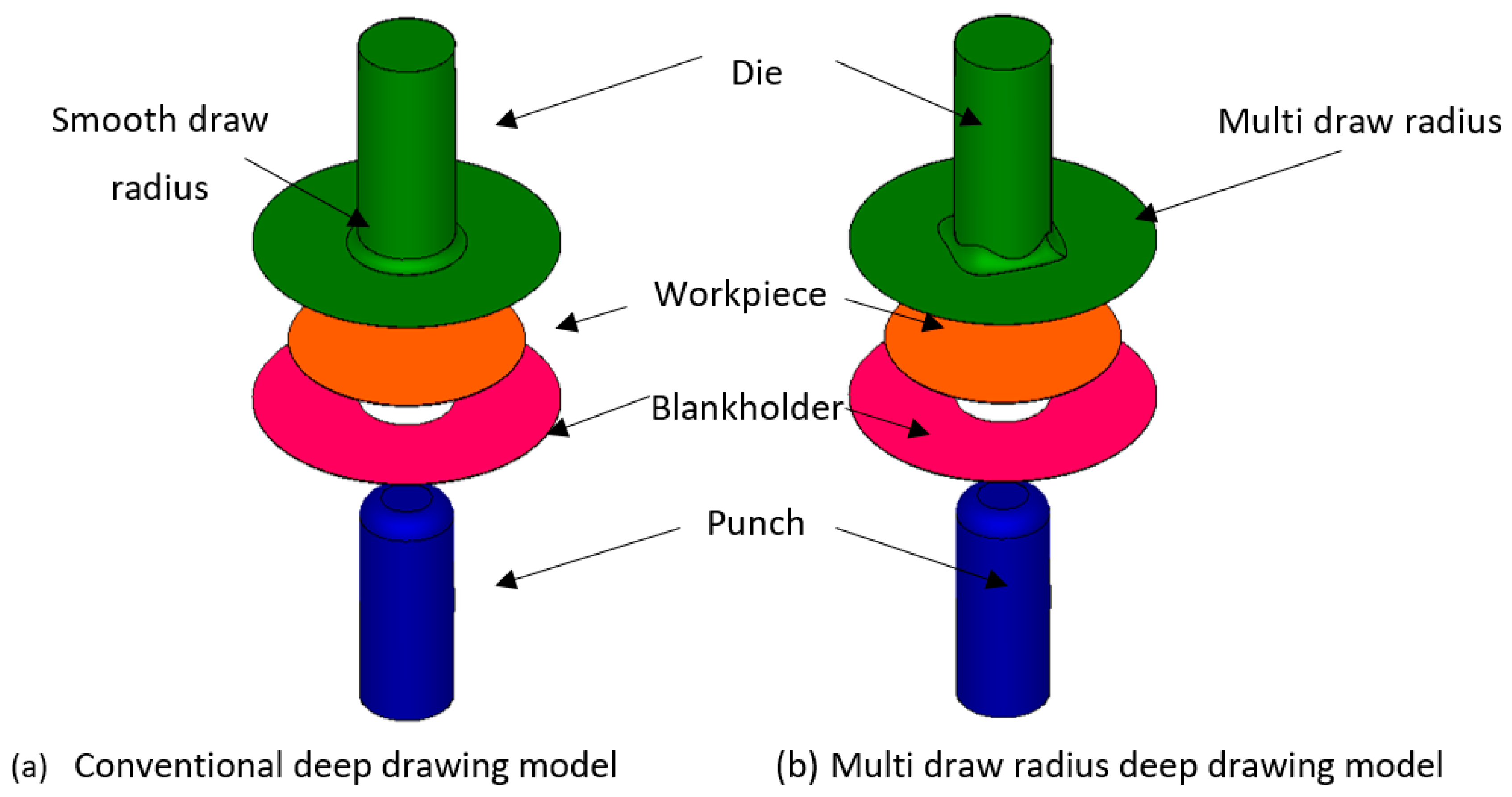
2. Proposed Multi Draw Radius (MDR) Die and Its Principle
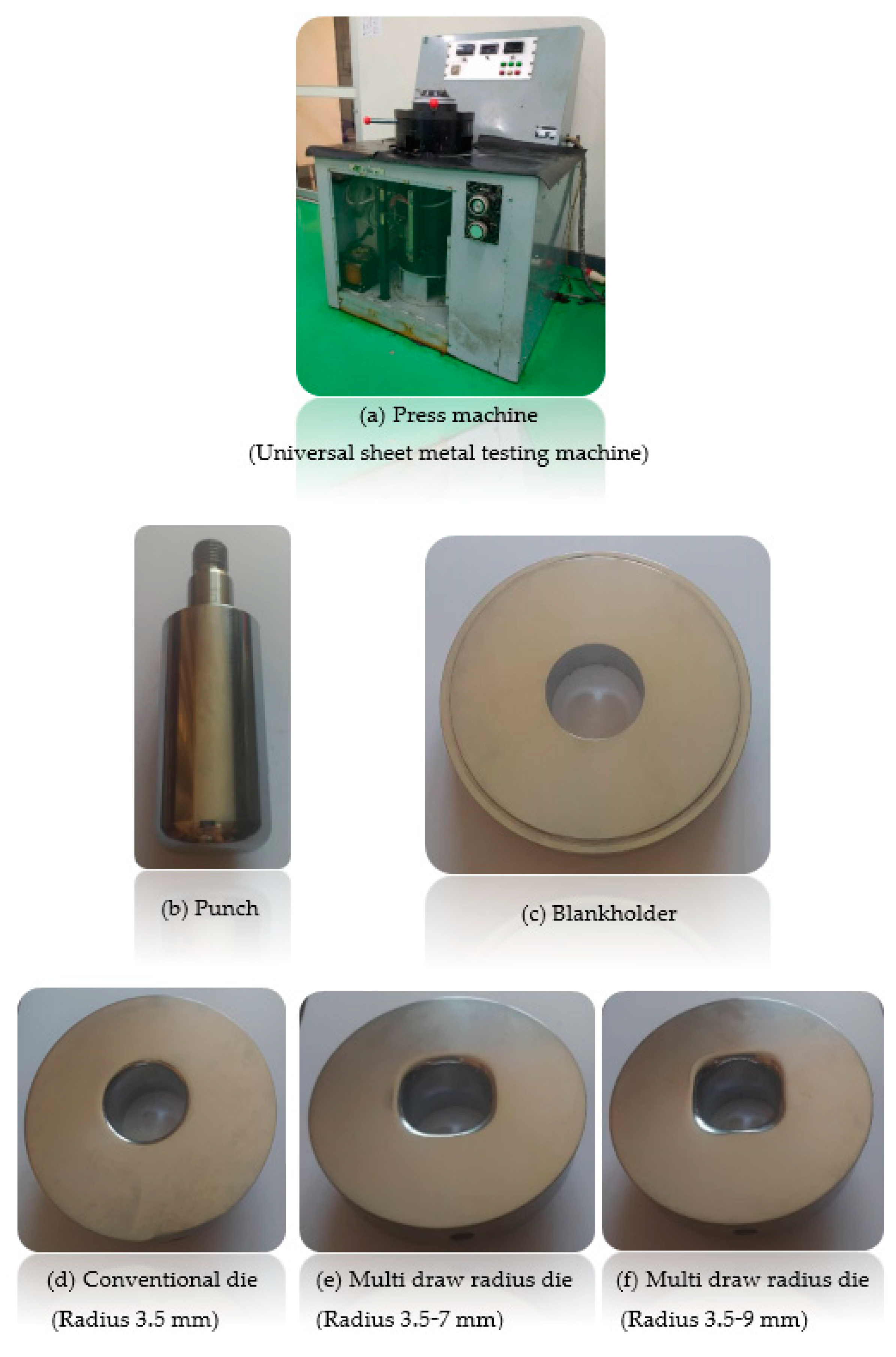
3. The FEM Simulation and Experimental Procedures
4. Results and Discussion
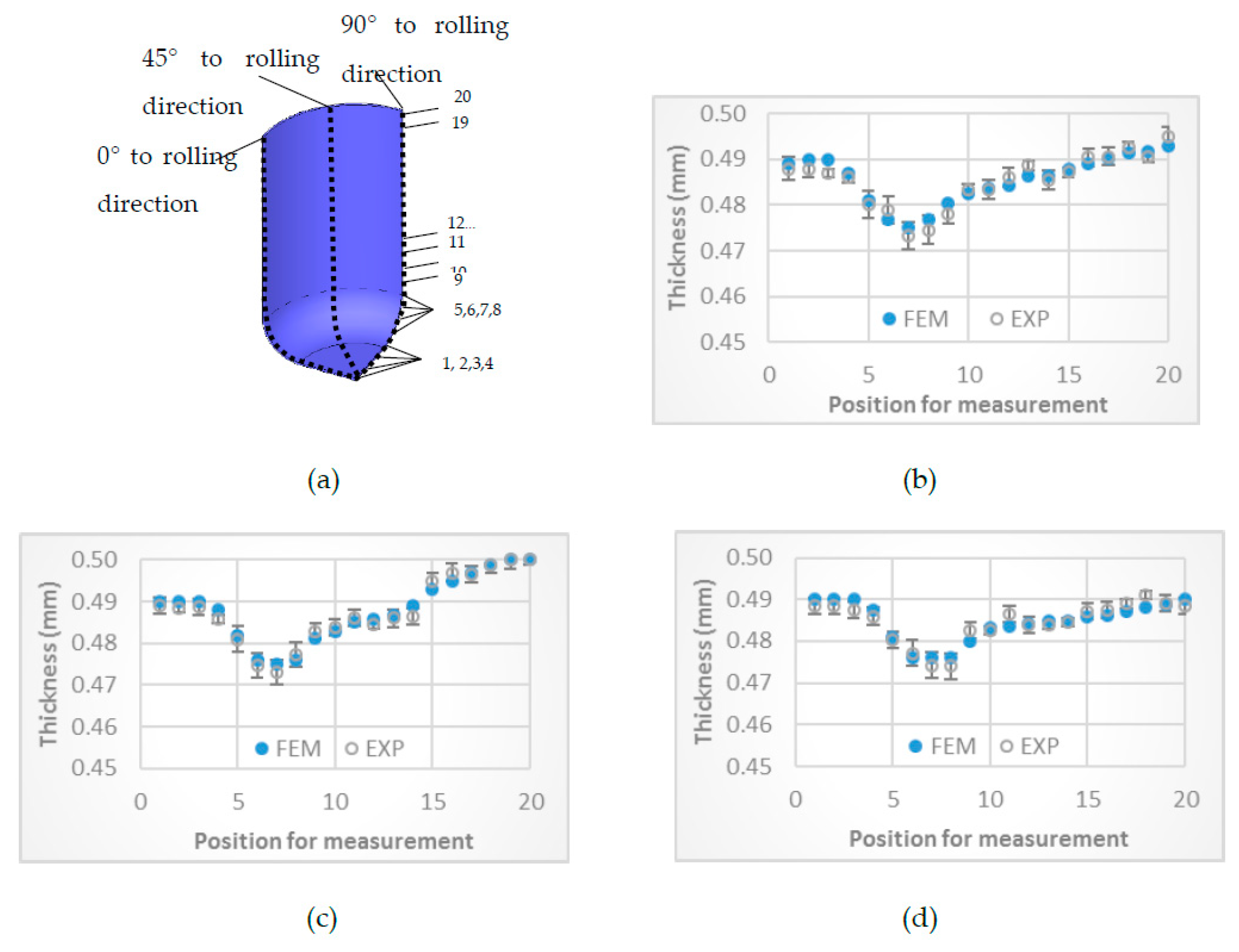
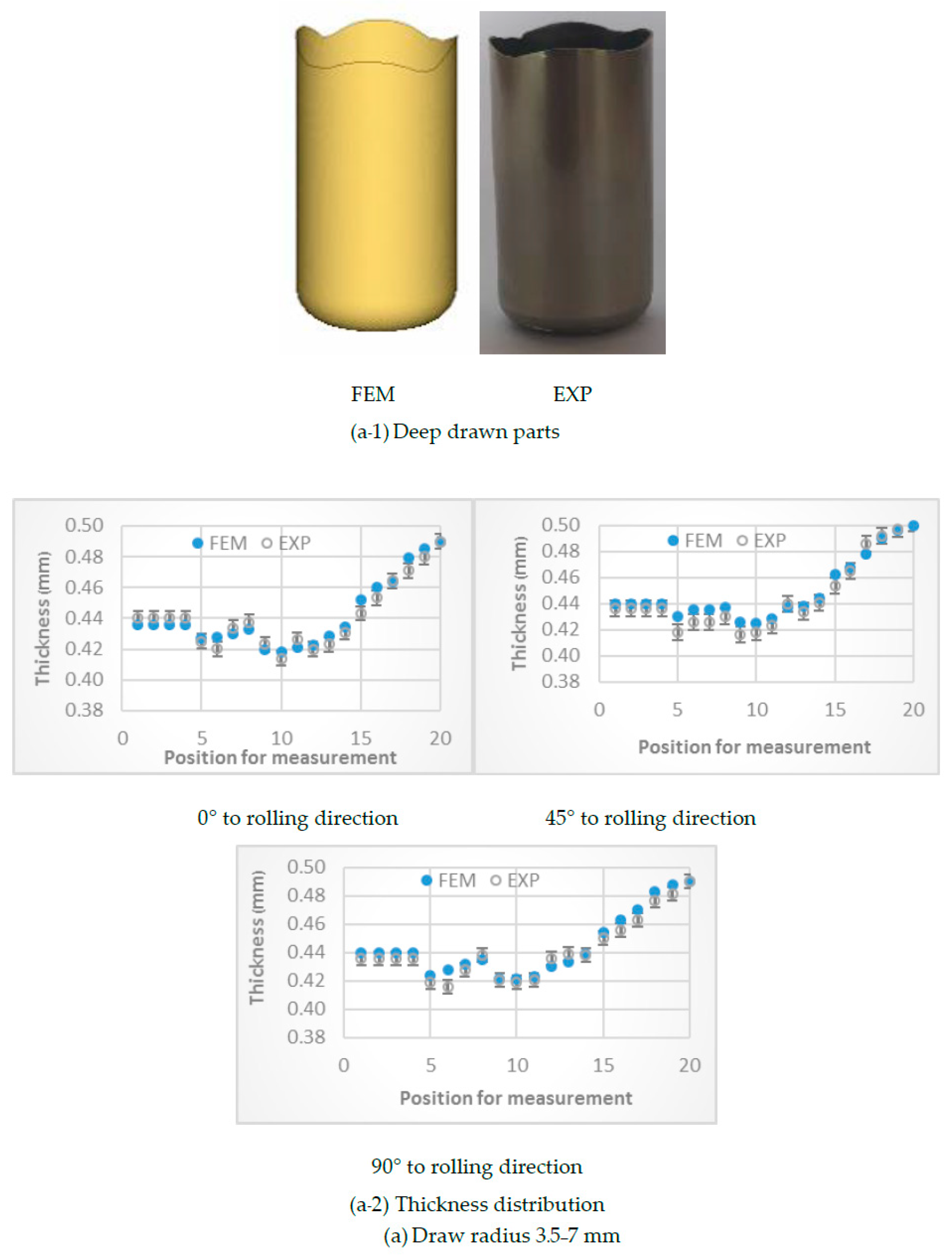
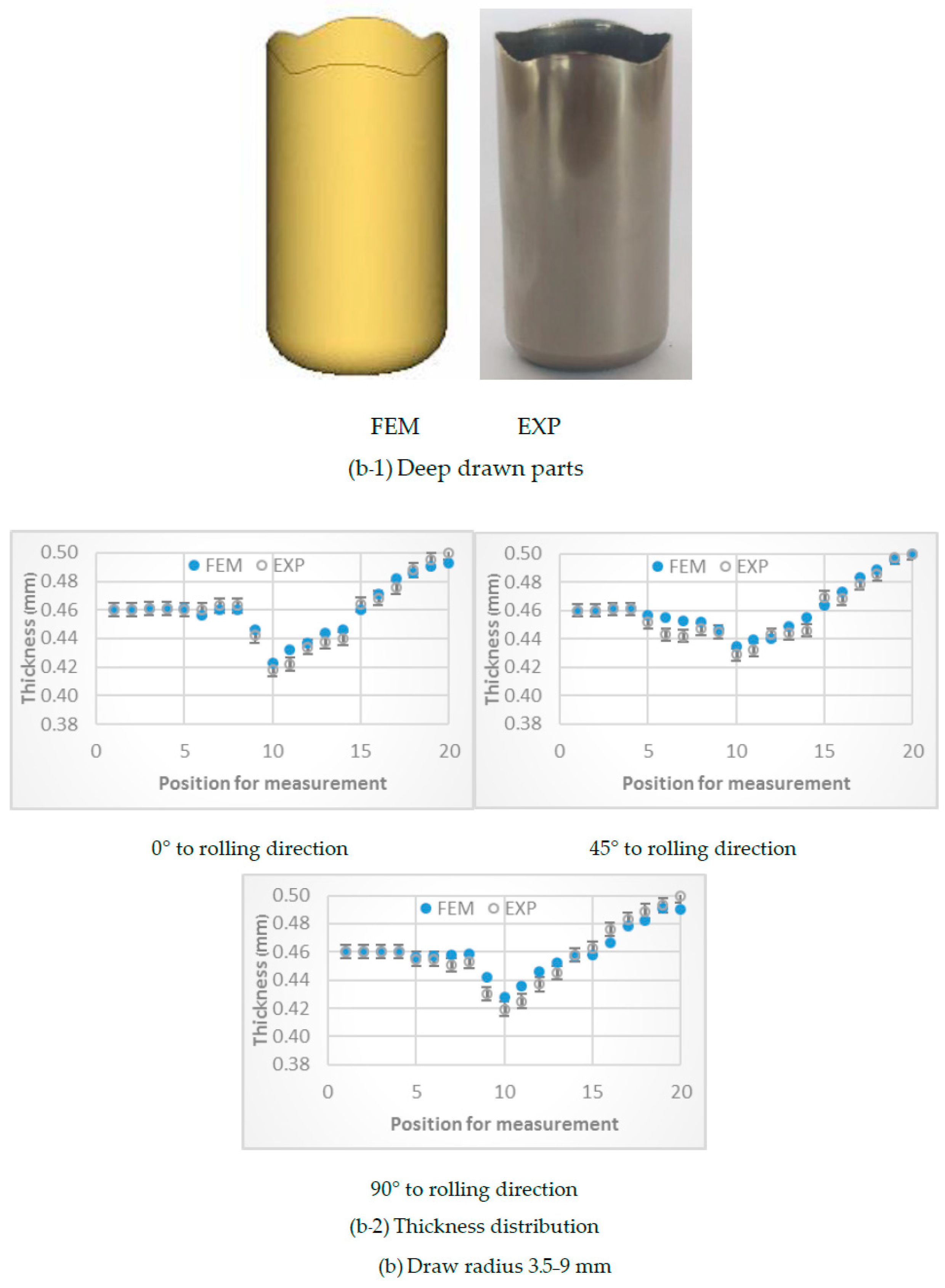
4.1. The Validation of FEM Simulation Use
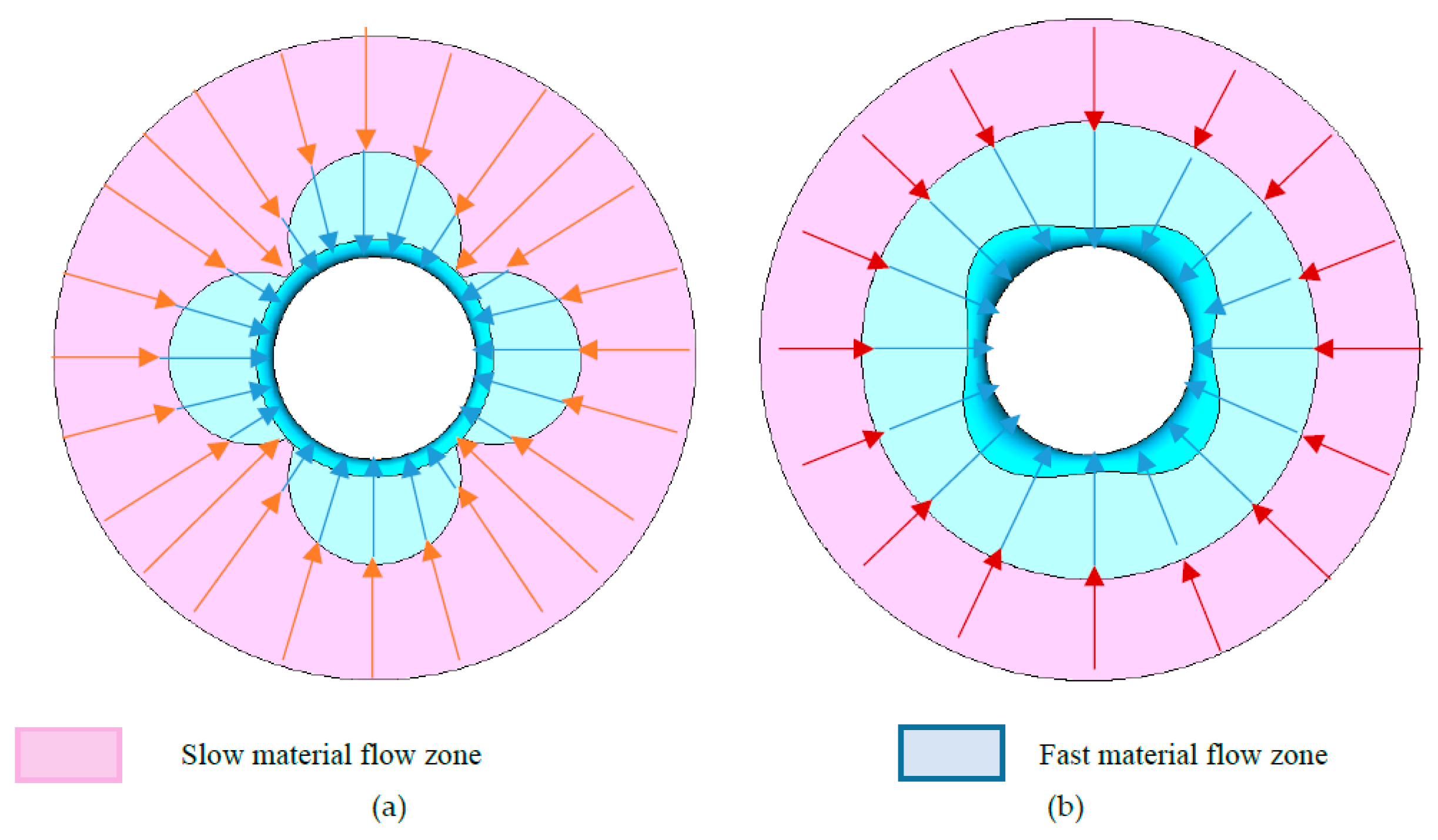
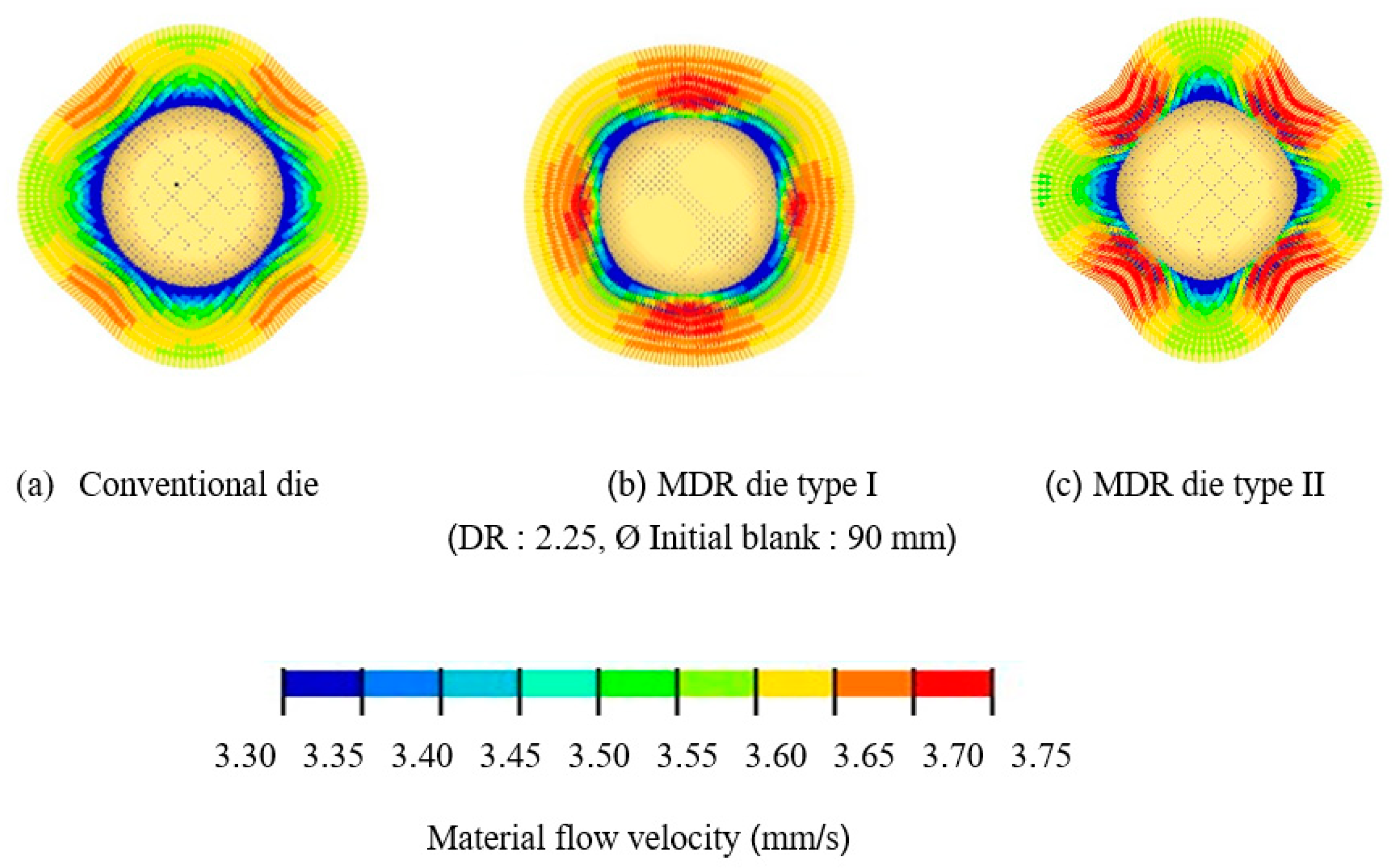
4.2. Comparison of Material Flow Analysis between Conventional Die and MDR Die Applications
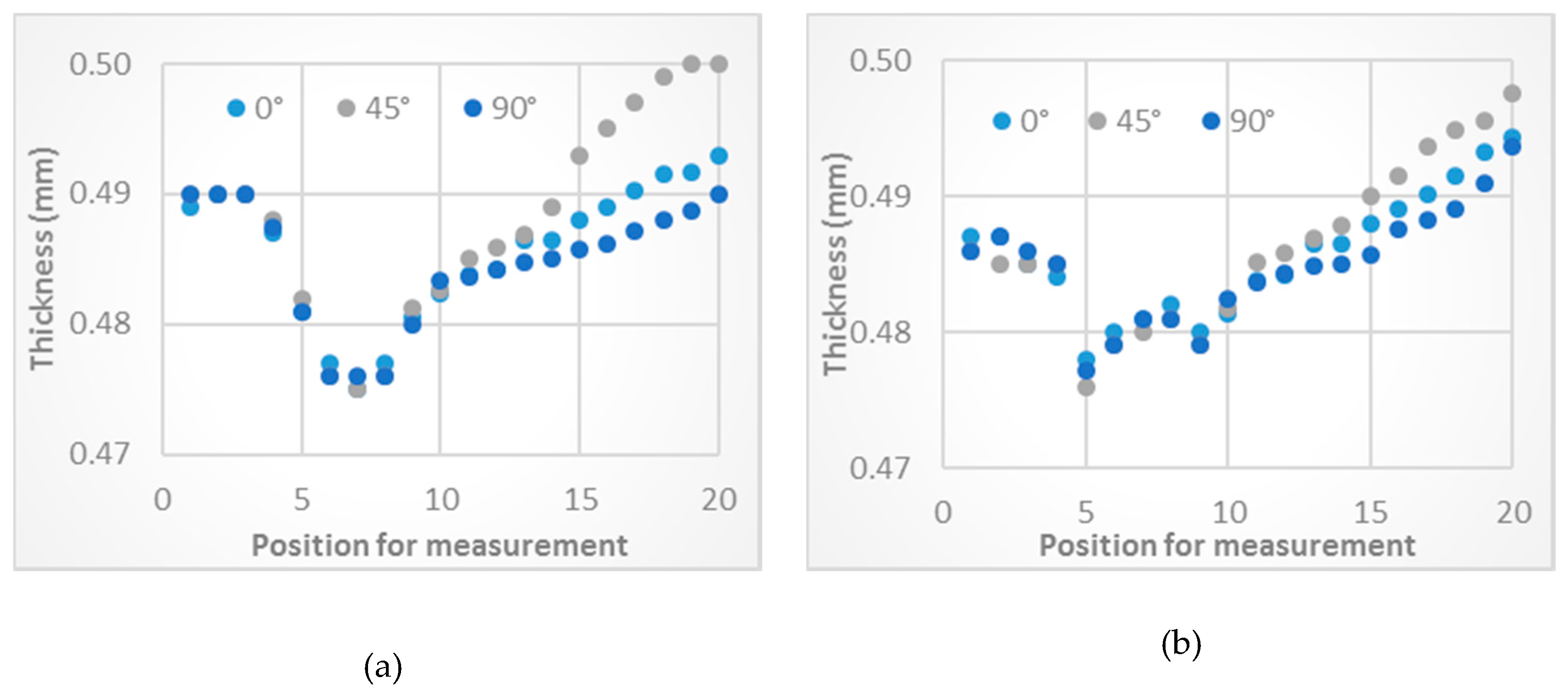
4.3. MDR Die Design Related to the Anisotropy Property of the Material
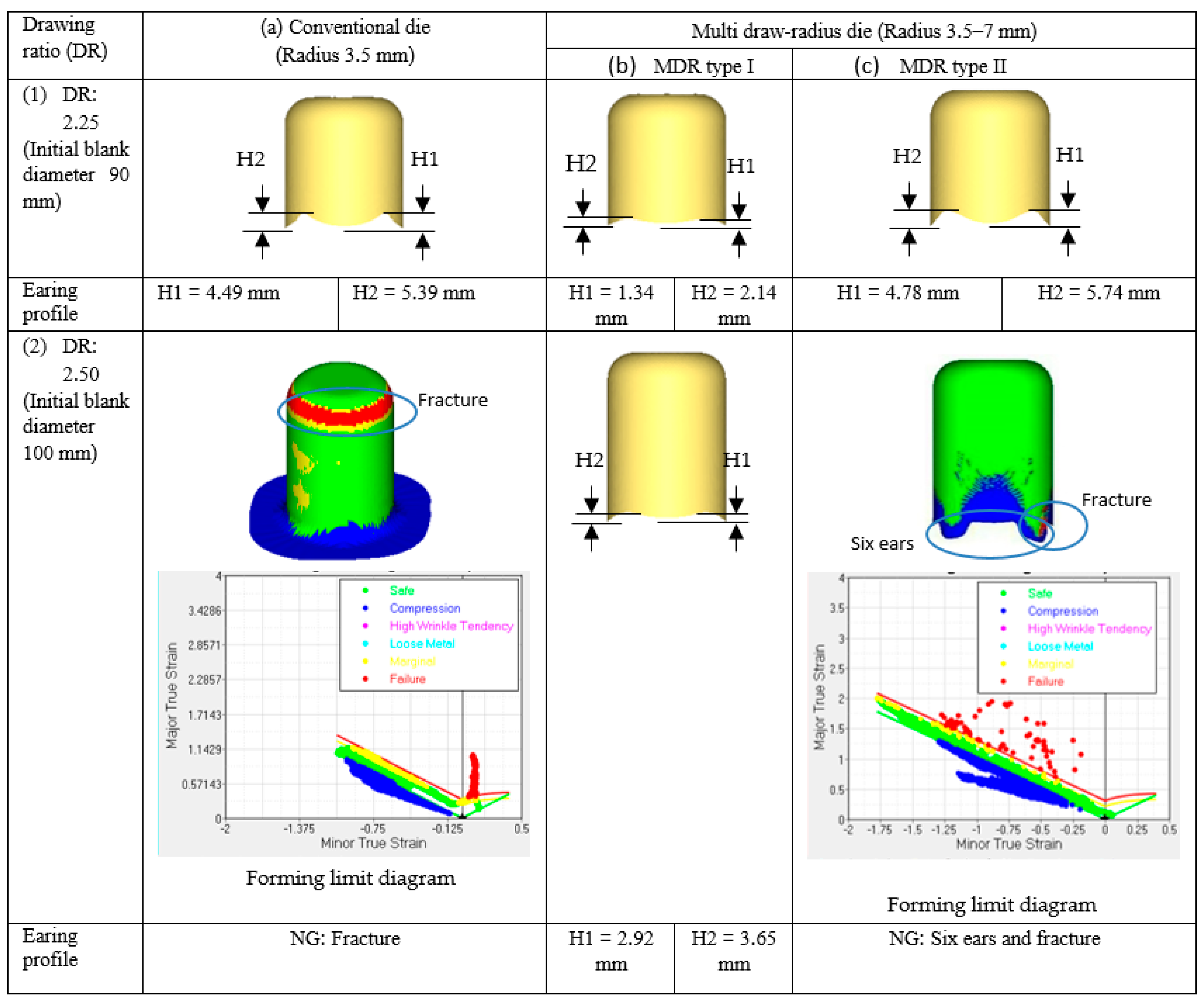
4.4. Examination of Drawing Ratio with Respect to Multi Draw Radius Dies
4.5. Confirmation of MDR Die Application
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lange, K. Handbook of Metal Forming; McGraw-Hill Inc.: New York, NY, USA, 1985. [Google Scholar]
- Ahmadi, M.; Sadeghi, B.M.; Arabi, H. Experimental and numerical investigation of V-bent anisotropic 304L SS sheet with spring-forward considering deformation-induced martensitic transformation. Mater. Des. 2017, 123, 211–222. [Google Scholar] [CrossRef]
- Thipprakmas, S. Finite element analysis of sided coined-bead technique in precision V-bending process. Int. J. Adv. Manuf. Technol. 2012, 65, 679–688. [Google Scholar] [CrossRef]
- Lin, B.-T.; Yang, C.-Y. Using a punch with micro-ridges to shorten the multistage deep drawing process for stainless steels. Int. J. Adv. Manuf. Technol. 2016, 88, 2693–2703. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Komolruji, P. Analysis of bending mechanism and spring-back characteristics in the offset Z-bending process. Int. J. Adv. Manuf. Technol. 2015, 85, 2589–2596. [Google Scholar] [CrossRef]
- Liu, Y.; Tang, B.; Hua, L.; Mao, H. Investigation of a novel modified die design for fine-blanking process to reduce the die-roll size. J. Mater. Process. Technol. 2018, 260, 30–37. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Phanitwong, W. Finite element analysis of flange-forming direction in the hole flanging process. Int. J. Adv. Manuf. Technol. 2011, 61, 609–620. [Google Scholar] [CrossRef]
- Zhang, Z.; Cheng, L.; Sun, H.; Bao, H. Finite element simulation of the punch with inclined edge in the sheet metal blanking process. Int. J. Comput. Sci. Math. 2018, 9, 377–389. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Komolruji, P.K.; Phanitwong, W. Comparison of Offset and Wiping Z-Die Designs for Precision Z-Bent Part Fabrication. J. Manuf. Sci. Eng. 2018, 140, 021015. [Google Scholar] [CrossRef]
- Zhang, C.-B.; Gong, F. Deep drawing of cylindrical cups using polymer powder medium based flexible forming. Int. J. Precis. Eng. Manuf. Technol. 2018, 5, 63–70. [Google Scholar] [CrossRef]
- Modi, B.; Kumar, D.R. Optimization of process parameters to enhance formability of AA 5182 alloy in deep drawing of square cups by hydroforming. J. Mech. Sci. Technol. 2019, 33, 5337–5346. [Google Scholar] [CrossRef]
- Cha, W.-G.; Müller, S.; Albers, A.; Volk, W. Formability consideration during bead optimisation to stiffen deep drawn parts. Prod. Eng. 2018, 12, 691–702. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K.-I.; Maeno, T.; Ishihara, S.; Kato, Y. Improvement of sheet metal formability by local work-hardening with punch indentation. Prod. Eng. 2019, 13, 589–597. [Google Scholar] [CrossRef]
- Lee, M.S.; Kim, S.J.; Seo, H.Y.; Kang, C.-G. Investigation of Formability and Fiber Orientation in the Square Deep Drawing Process with Steel/CFRP Hybrid Composites. Int. J. Precis. Eng. Manuf. 2019, 20, 2019–2031. [Google Scholar] [CrossRef]
- Liu, J.; Zhuang, L. Cylindrical cup-drawing characteristics of aluminum-polymer sandwich sheet. Int. J. Adv. Manuf. Technol. 2018, 97, 1885–1896. [Google Scholar] [CrossRef]
- Wang, C.; Cheng, L.D.; Liu, Y.; Zhang, H.; Wang, Y.; Shan, D.B.; Guo, B. Research on micro-deep drawing process of concial part with ultra-thin copper foil using multi-layered DLC film-coated die. Int. J. Adv. Manuf. Technol. 2018, 100, 569–575. [Google Scholar] [CrossRef]
- Li, W.; Fu, M.; Wang, J.L.; Meng, B. Grain size effect on multi-stage micro deep drawing of micro cup with domed bottom. Int. J. Precis. Eng. Manuf. 2016, 17, 765–773. [Google Scholar] [CrossRef]
- Gong, F.; Yang, Z.; Chen, Q.; Xie, Z.; Shu, D.; Yang, J. Influences of lubrication conditions and blank holder force on micro deep drawing of C1100 micro conical–cylindrical cup. Precis. Eng. 2015, 42, 224–230. [Google Scholar] [CrossRef]
- Ma, J.; Gong, F.; Yang, Z.; Zeng, W. Micro deep drawing of C1100 micro square cups using microforming technology. Int. J. Adv. Manuf. Technol. 2016, 82, 1363–1369. [Google Scholar] [CrossRef]
- Sen, N.; Karaağaç, I.; Kurgan, N. Experimental research on warm deep drawing of HC420LA grade sheet material. Int. J. Adv. Manuf. Technol. 2016, 87, 3359–3371. [Google Scholar] [CrossRef]
- Wang, W.; Chen, S.; Tao, K.; Gao, K.; Wei, X. Experimental investigation of limit drawing ratio for AZ31B magnesium alloy sheet in warm stamping. Int. J. Adv. Manuf. Technol. 2017, 92, 723–731. [Google Scholar] [CrossRef]
- Singh, A.; Basak, S.; Lin Prakash, P.S.; Roy, G.G.; Jha, M.N.; Mascarenhas, M.; Panda, S.K. Prediction of earing defect and deep drawing behavior of commercially pure titanium sheets using CPB06 anisotropy yield theory. J. Manuf. Process. 2018, 33, 256–267. [Google Scholar] [CrossRef]
- Saxena, R.K.; Dixit, P.M. Finite element simulation of earing defect in deep drawing. Int. J. Adv. Manuf. Technol. 2009, 45, 219–233. [Google Scholar] [CrossRef]
- Dhaiban, A.A.; Soliman, M.-E.S.; El-Sebaie, M. Finite element modeling and experimental results of brass elliptic cups using a new deep drawing process through conical dies. J. Mater. Process. Technol. 2014, 214, 828–838. [Google Scholar] [CrossRef]
- Dehghani, F.; Salimi, M. Analytical and experimental analysis of the formability of copper-stainless-steel 304L clad metal sheets in deep drawing. Int. J. Adv. Manuf. Technol. 2015, 82, 163–177. [Google Scholar] [CrossRef]
- Kesharwani, R.K.; Basak, S.; Panda, S.; Pal, S. Improvement in limiting drawing ratio of aluminum tailored friction stir welded blanks using modified conical tractrix die. J. Manuf. Process. 2017, 28, 137–155. [Google Scholar] [CrossRef]
- Bandyopadhyay, K.; Panda, S.; Saha, P.; Padmanabham, G. Limiting drawing ratio and deep drawing behavior of dual phase steel tailor welded blanks: FE simulation and experimental validation. J. Mater. Process. Technol. 2015, 217, 48–64. [Google Scholar] [CrossRef]
- Faraji, G.; Mashhadi, M.M.; Hashemi, R. Using the finite element method for achieving an extra high limiting drawing ratio (LDR) of 9 for cylindrical components. CIRP J. Manuf. Sci. Technol. 2010, 3, 262–267. [Google Scholar] [CrossRef]
- Halkaci, H.S.; Turkoz, M.; Dilmec, M. Enhancing formability in hydromechanical deep drawing process adding a shallow draw bead to the blank holder. J. Mater. Proc. Technol. 2014, 214, 1638–1646. [Google Scholar] [CrossRef]
- Karagiozova, D.; Shu, D.; Lu, G.; Xiang, X. On the energy absorption of tube reinforced foam materials under quasi-static and dynamic compression. Int. J. Mech. Sci. 2016, 105, 102–116. [Google Scholar] [CrossRef]
- Ha, N.S.; Lu, G.; Xiang, X. High energy absorption efficiency of thin-walled conical corrugation tubes mimicking coconut tree configuration. Int. J. Mech. Sci. 2018, 148, 409–421. [Google Scholar] [CrossRef]
- Ha, N.S.; Lu, G.; Xiang, X. Energy absorption of a bio-inspired honeycomb sandwich panel. J. Mater. Sci. 2019, 54, 6286–6300. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Object type | Sheet material: elastic–plastic Tool (punch, die, blankholder): rigid | |
| Sheet material | Medium carbon steel (SPCC, JIS), thickness: 0.5 mm Ultimate tensile strength: 317 MPa Young’s modulus: 208 GPa %Elongation: 51 Poisson’s ratio: 0.33 | |
| Constitutive equation | ||
| Blankholder force | Gap type | |
| Plastic strain ratio (R value) | 0° to rolling direction | 2.1 |
| 45° to rolling direction | 1.9 | |
| 90° to rolling direction | 2.6 | |
| Blank diameter | 90, 100, 110, and 115 mm | |
| Tool geometry | Punch radius | 8 mm |
| Punch diameter | 40 mm | |
| Conventional die radius | 3.5 mm | |
| MDR die radius | 3.5–5, 3.5–7, 3.5–9 mm | |
| Punch velocity | 5 mm/s | |
| Clearance | 0.5 mm | |
| Friction coefficient (µ) | 0.10 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Phanitwong, W.; Thipprakmas, S. Multi Draw Radius Die Design for Increases in Limiting Drawing Ratio. Metals 2020, 10, 870. https://doi.org/10.3390/met10070870
Phanitwong W, Thipprakmas S. Multi Draw Radius Die Design for Increases in Limiting Drawing Ratio. Metals. 2020; 10(7):870. https://doi.org/10.3390/met10070870
Chicago/Turabian StylePhanitwong, Wiriyakorn, and Sutasn Thipprakmas. 2020. "Multi Draw Radius Die Design for Increases in Limiting Drawing Ratio" Metals 10, no. 7: 870. https://doi.org/10.3390/met10070870
APA StylePhanitwong, W., & Thipprakmas, S. (2020). Multi Draw Radius Die Design for Increases in Limiting Drawing Ratio. Metals, 10(7), 870. https://doi.org/10.3390/met10070870