Comparative Study on the Cavitation Erosion and Sliding Wear of Cold-Sprayed Al/Al2O3 and Cu/Al2O3 Coatings, and Stainless Steel, Aluminium Alloy, Copper and Brass





Abstract
1. Introduction
2. Materials and Methods
2.1. Fabrication of Cold-Sprayed Coatings and Material Codes
2.2. Characterization Methods
2.3. Wear Test Conditions
3. Results and Discussion
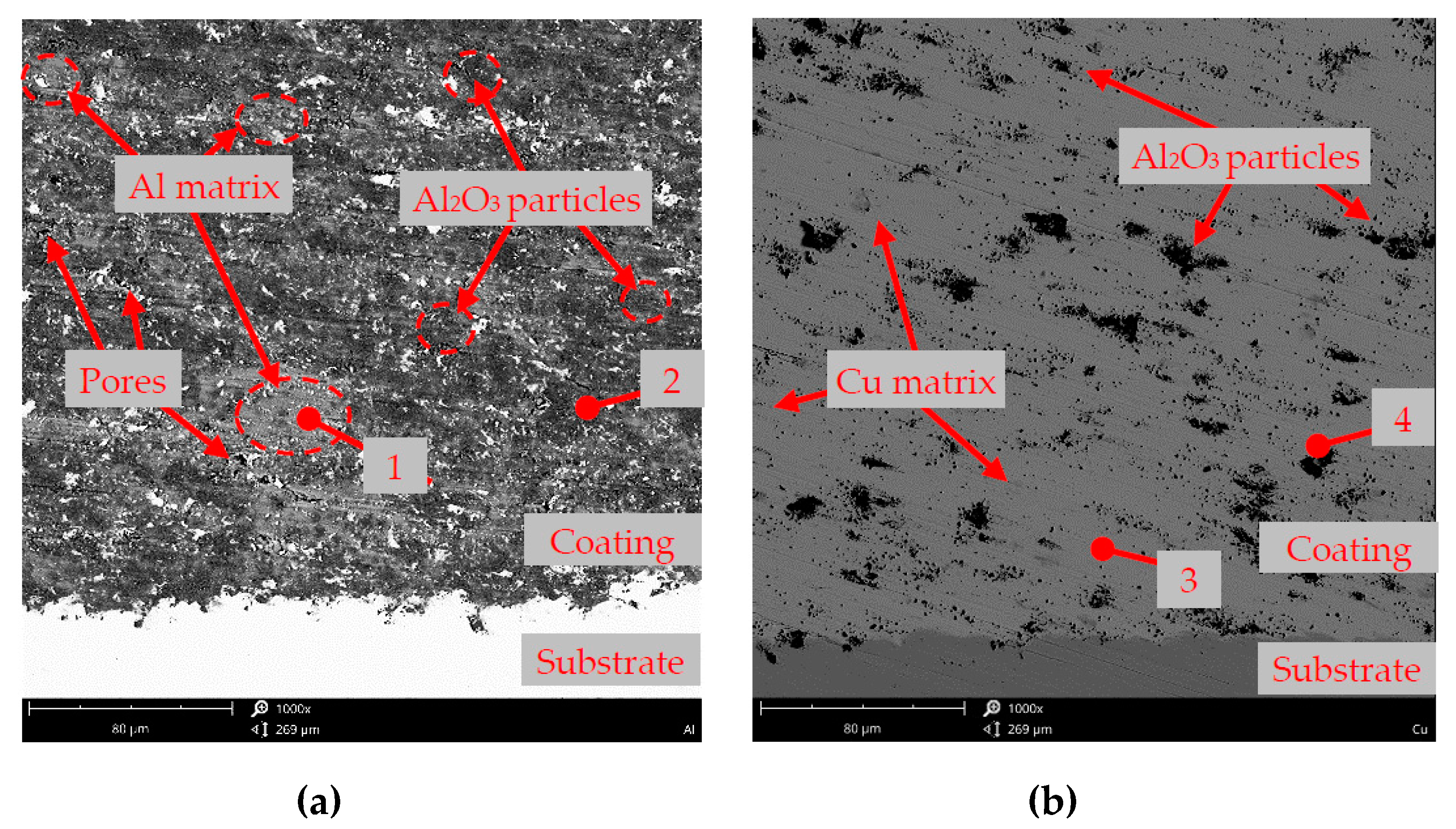
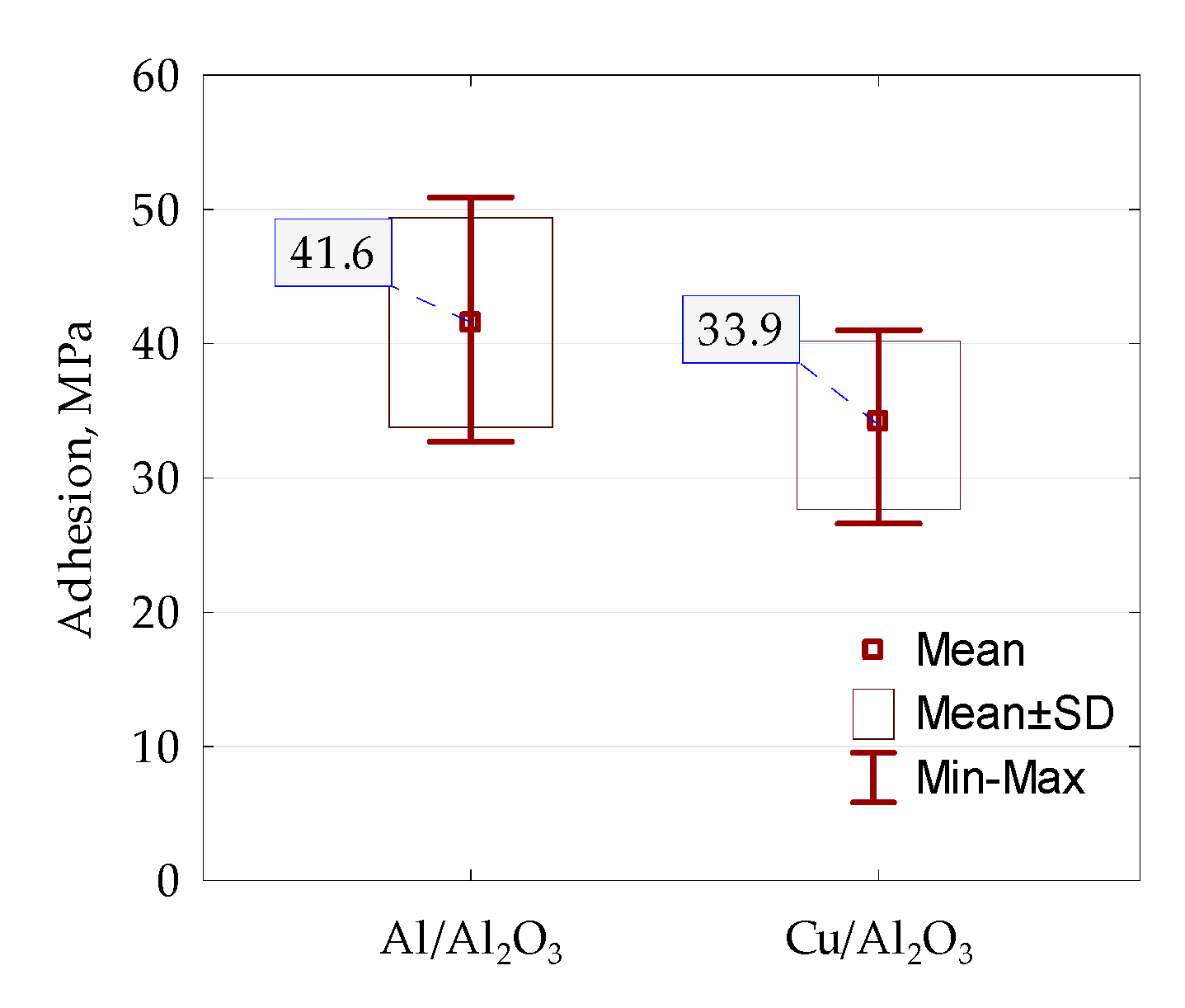
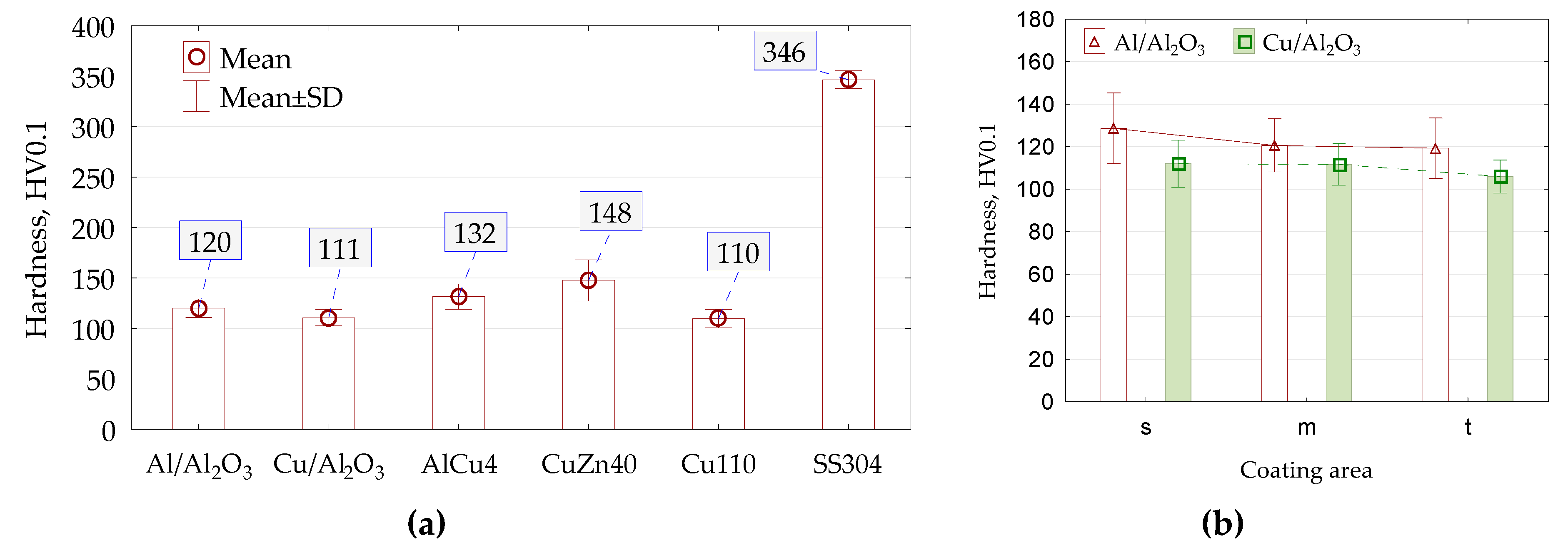
3.1. Composite Microstructure and Properties
3.2. Cavitation Erosion (CE) of Coatings and Bulk Alloys
3.3. Sliding Wear (SW) of Coatings and Bulk Alloys
4. Conclusions
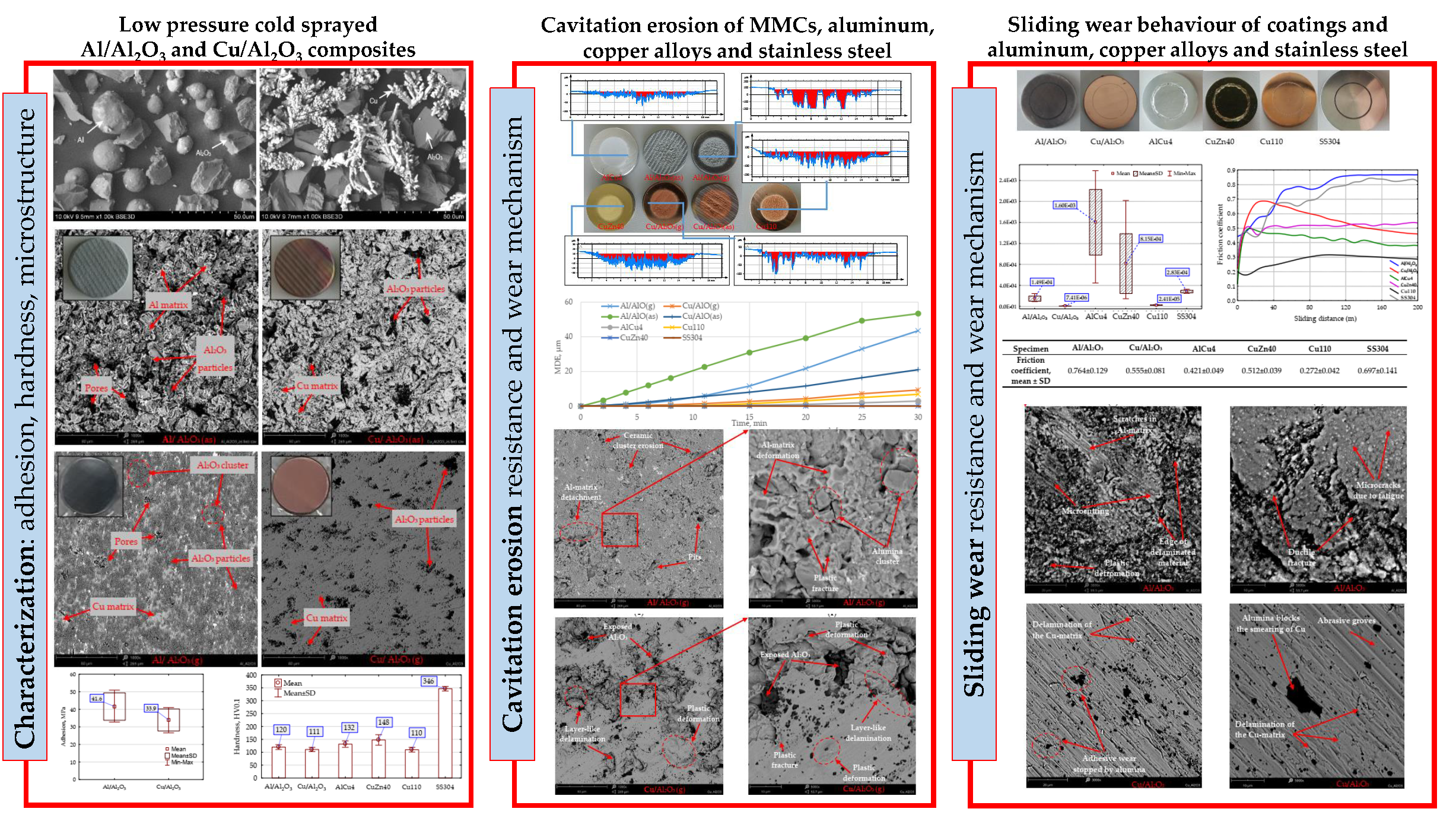
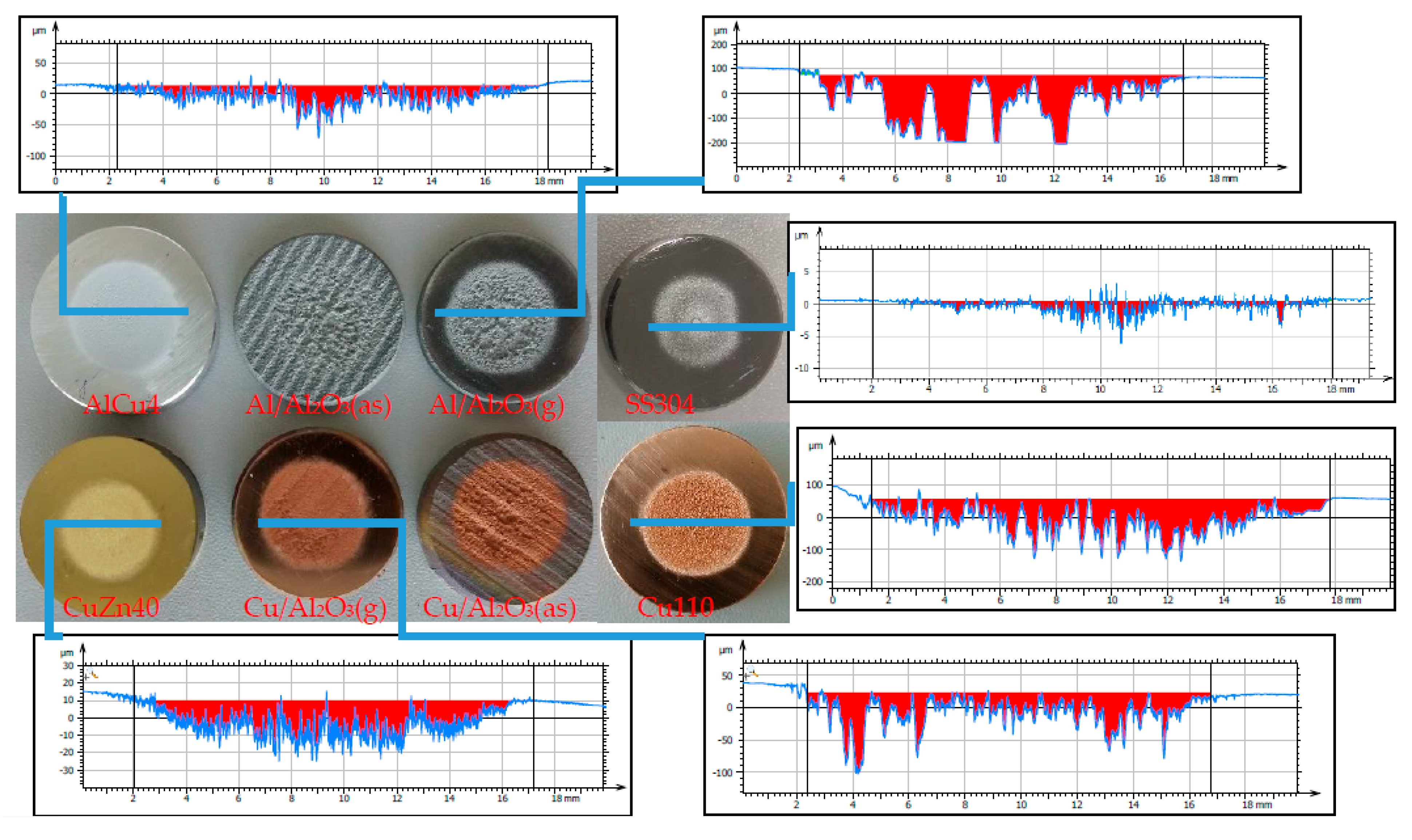
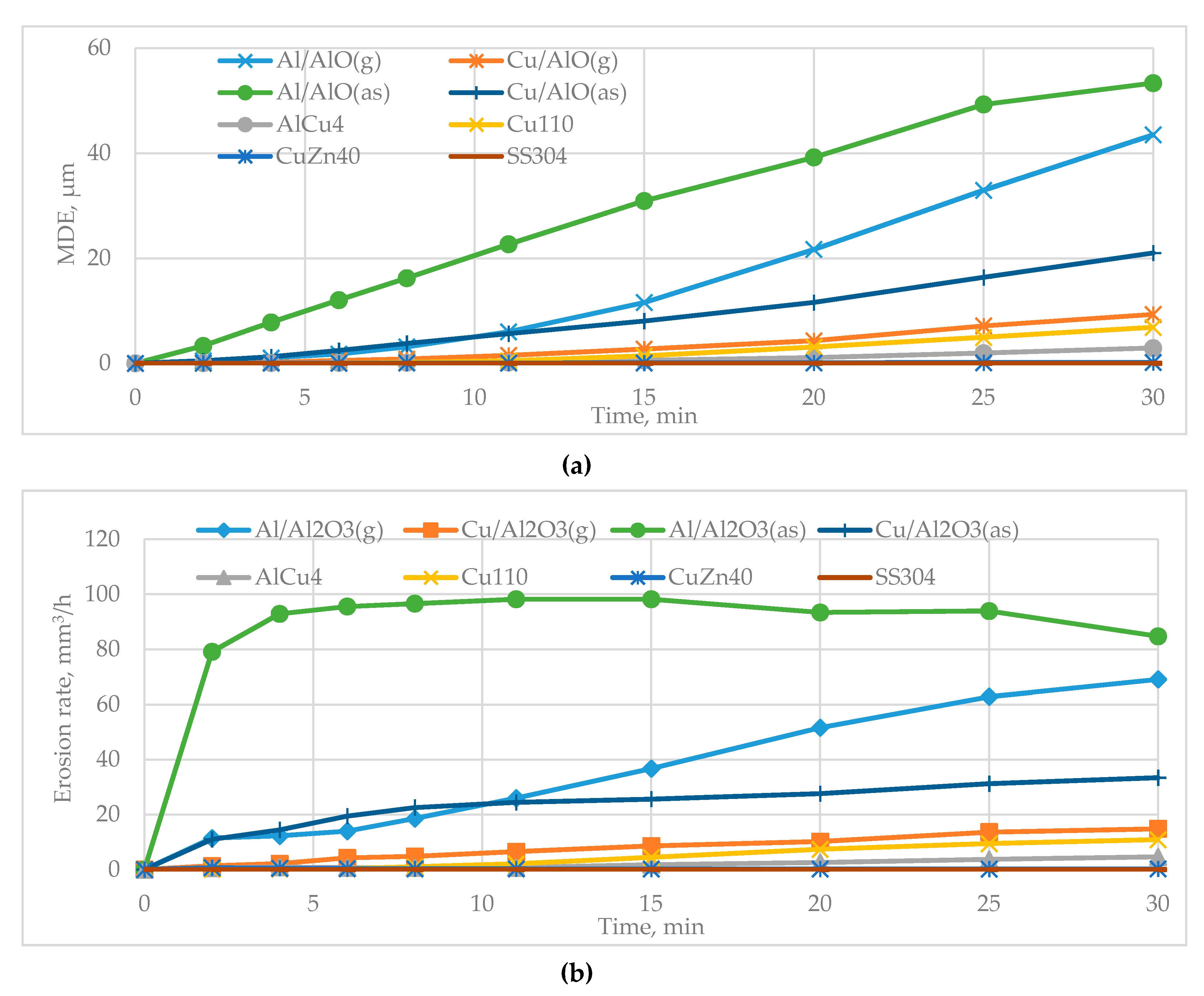
- Surface morphology plays an essential role in cavitation erosion resistance (CER). The as-sprayed LPCS coatings Al/Al2O3 and Cu/Al2O3 (with initial roughness and waviness) exhibit a significantly lower CER and almost two-fold higher wear rates than the composites with their surface finished by grinding. Most resistant to cavitation erosion MMC is Cu/Al2O3 with ground surface finish and presents a cumulative erosion depth of 9.3 µm, while the highest erosion depth of 53.4 µm was obtained for the as-sprayed Al/Al2O3. In contrast to the composites, bulk alloys have a prolonged incubation period of CE and lower wear rates. The CER characterized by the maximum erosion rate increases according to the following pattern: Al/Al2O3 < Cu/Al2O3 < Cu110 < AlCu4 < CuZn40 < SS 304, which corresponds to the values of 33.4 mm3/h; 14.8 mm3/h; 10.9 mm3/h; 4.6 mm3/h; 0.7 mm3/h; and zero for SS 304, respectively. Therefore, the CER of the bulk alloys exceeds that obtained for the LPCS composites.
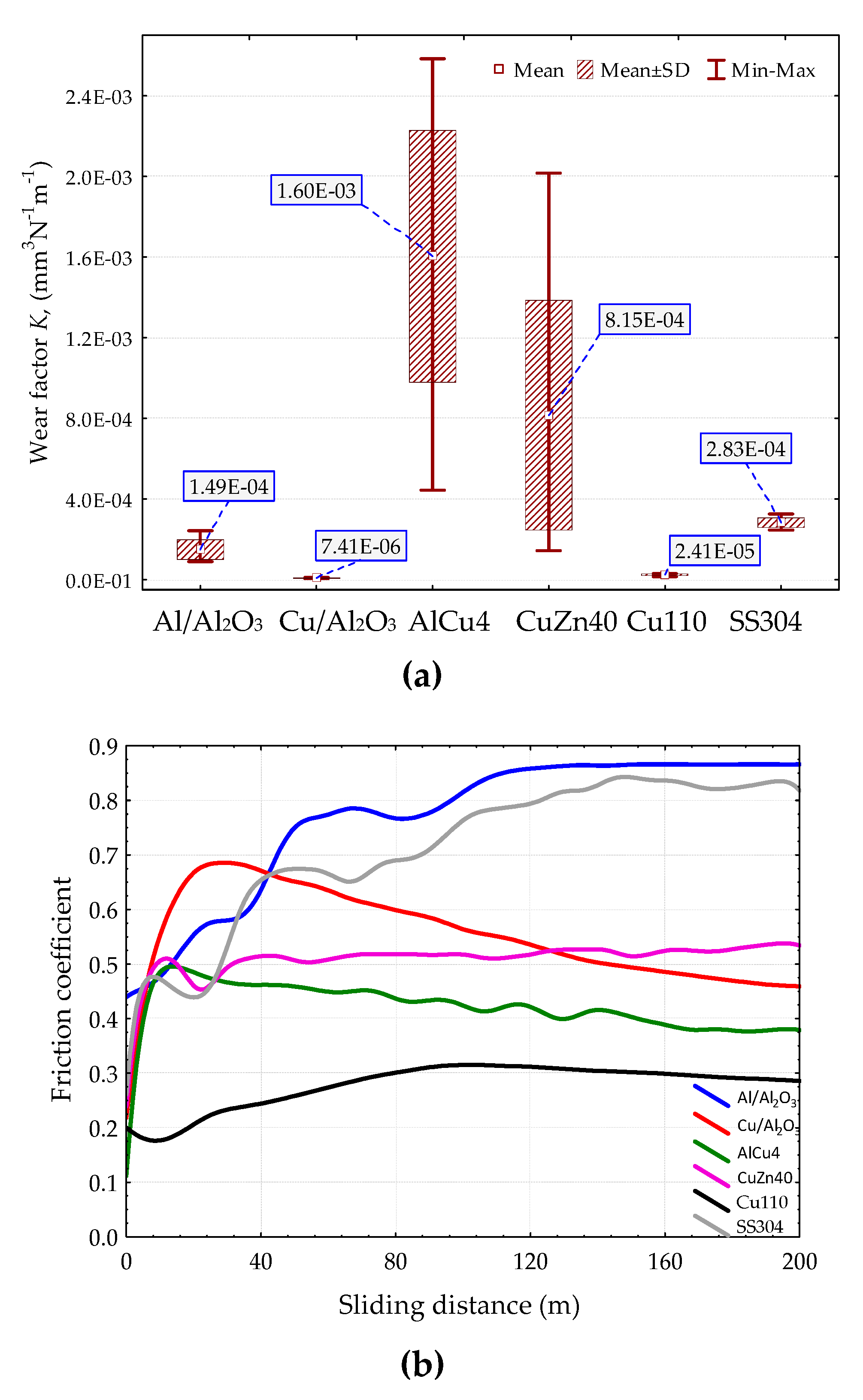
- The addition of the alumina (Al2O3) reinforcing particles effectively increases the SW resistance of metallic materials by lowering the material loss and the wear factor (K) of composites. Generally, the LPCS Cu/Al2O3 coating exhibits a superior SW resistance (K = 7.41 × 10−7 mm3·N−1·m−1) than the aluminium alloy (AlCu4; K = 1.6 × 10−3 mm3·N−1·m−1), brass (CuZn40; K = 8.15 × 10−4 mm3·N−1·m−1), stainless steel (SS 304; K = 2.84 × 10−4 mm3·N−1·m−1), Al/Al2O3 coating (K = 1.49 × 10−4 mm3·N−1·m−1) and pure copper (Cu110; K = 2.14 × 10−6 mm3·N−1·m−1). On the other hand, the presence of ceramic particles in the microstructure of Al/Al2O3 and Cu/Al2O3 composites results a relatively high friction coefficient of 0.764 and 0.555, respectively, while the coefficients of friction of the bulk alloys Cu110, AlCu4, CuZn40 and SS 304 is 0.272; 0.421; 0.512 and 0.697, respectively.
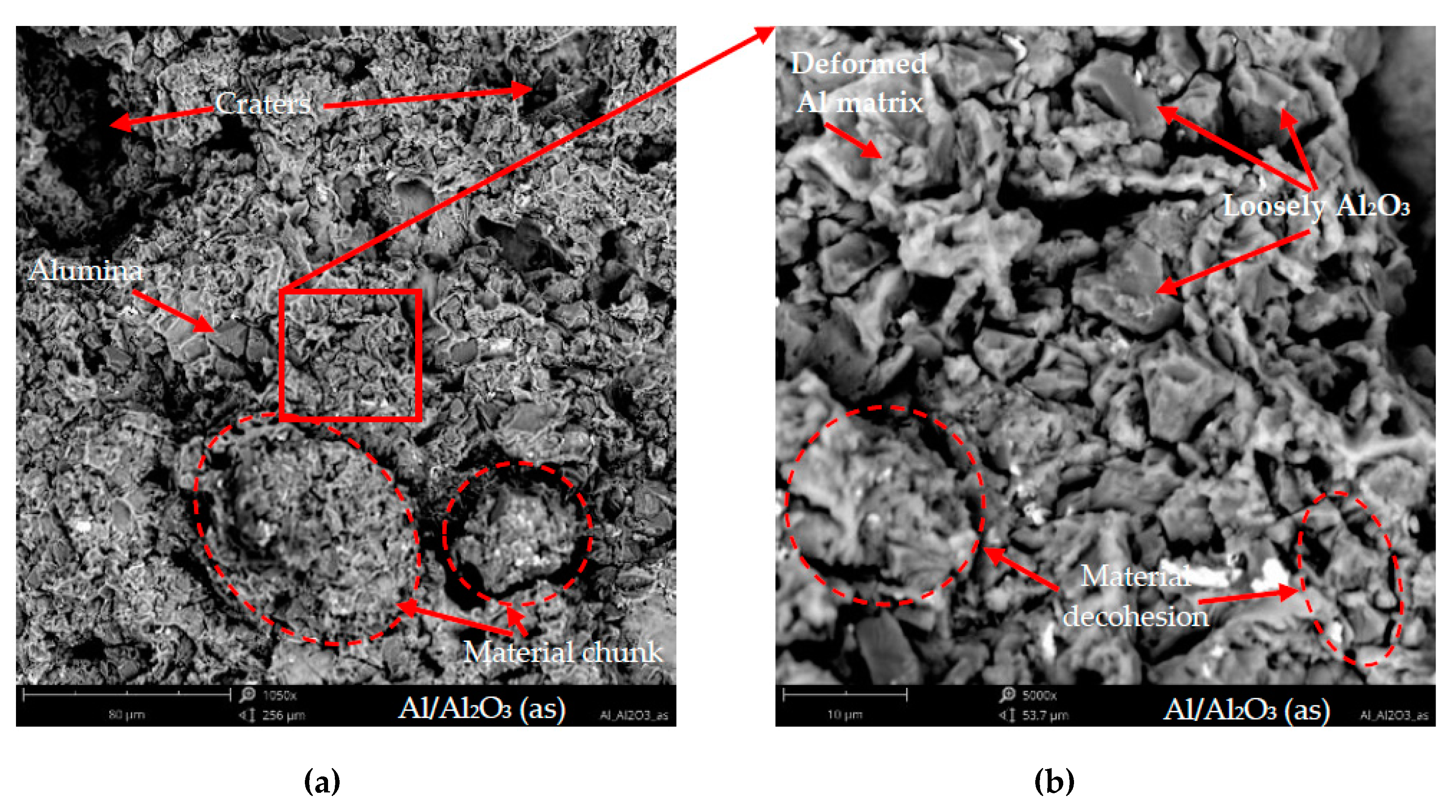
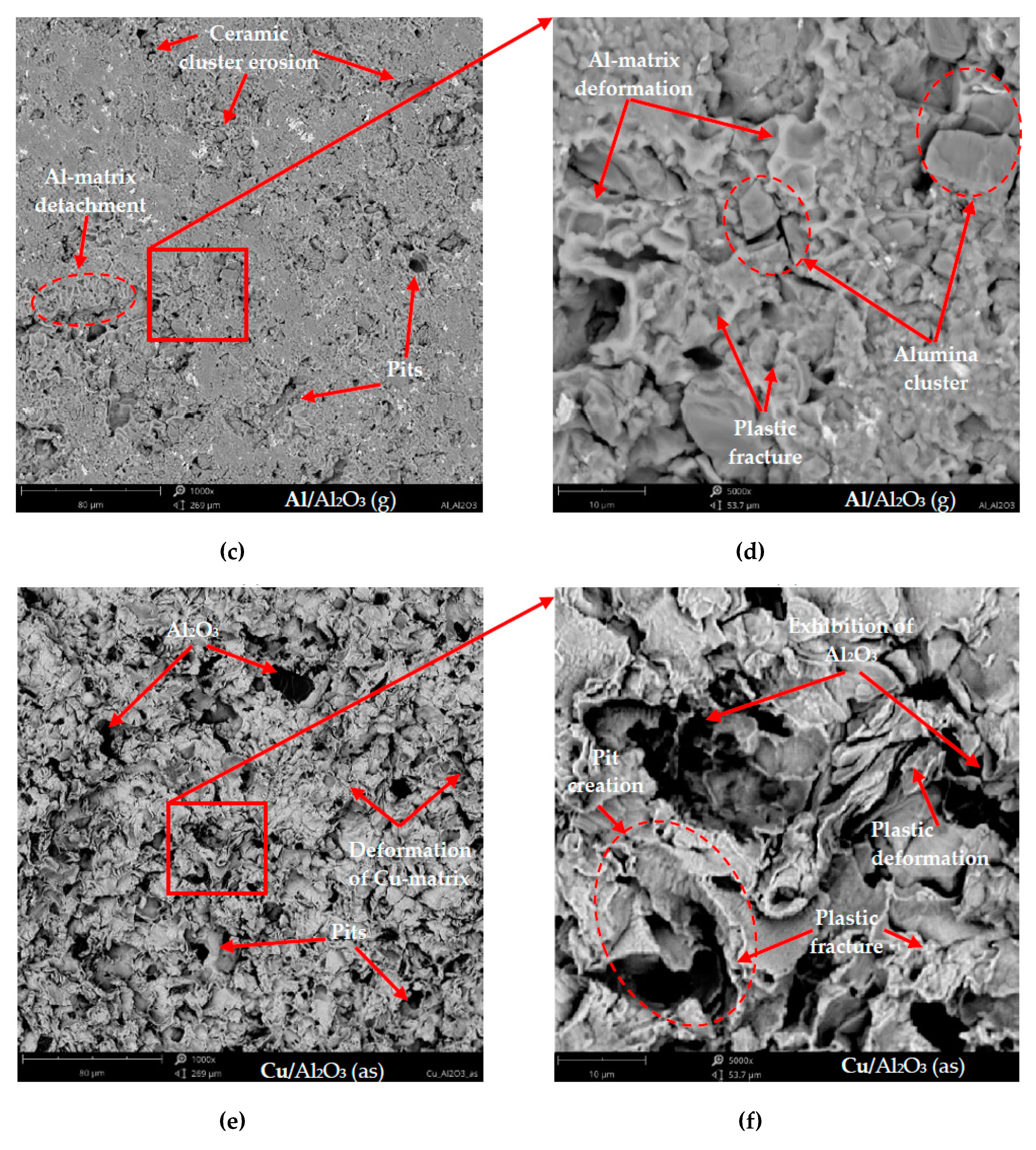
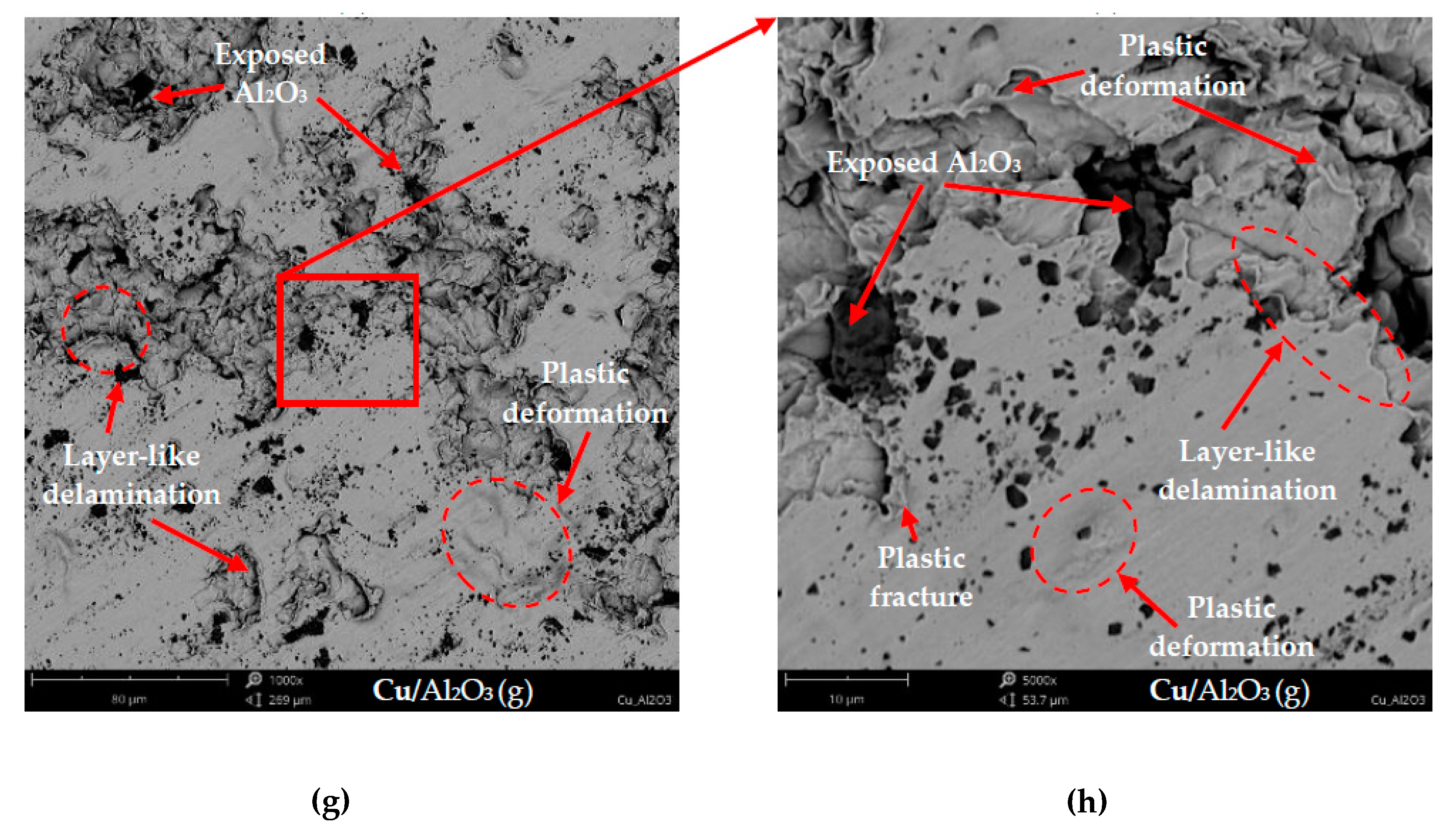
- The microstructure of the material plays a crucial role in cavitation wear resistance. In contrast to the bulk alloys, the two-phase, metallic-ceramic composite microstructure of the MMC composite results in severe erosion due to cavitation. The wear mechanisms of the LPCS composites start at the structural discontinuities and non-uniformities as well as ceramic-metallic matrix interfaces, pores and rough surface dimples. Additionally, the Al/Al2O3 damage mechanism relies on the chunk material detachment, while the damage of Cu/Al2O3 is initiated by alumina removal and further proceeds in a layer-like removal of the Cu-metallic material. In turn, the cavitation erosion damage of metal alloys relies on the removal of fatigue-induced plastic deformation of the material started at surface non-uniformities or at microstructural phase boundaries.
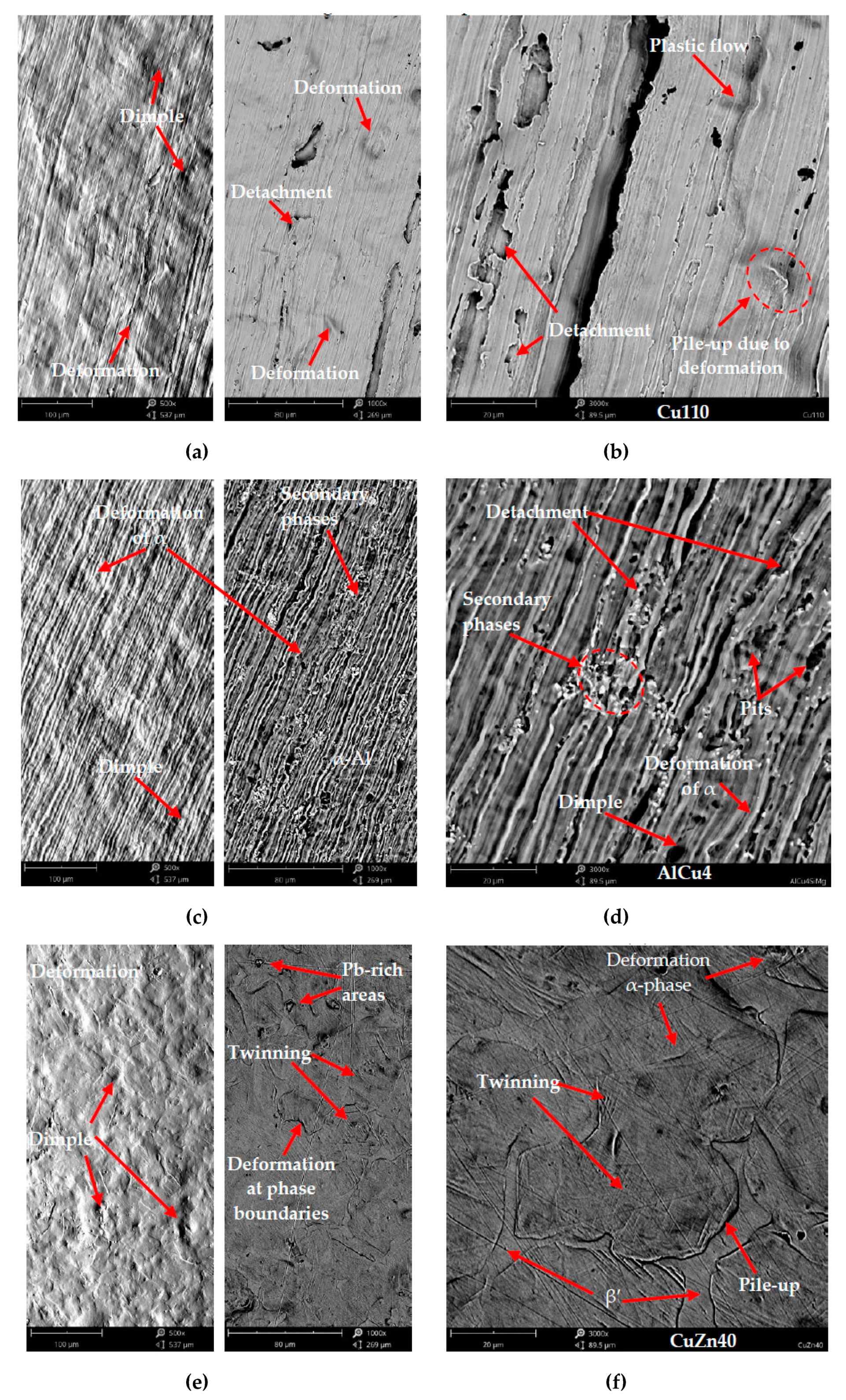
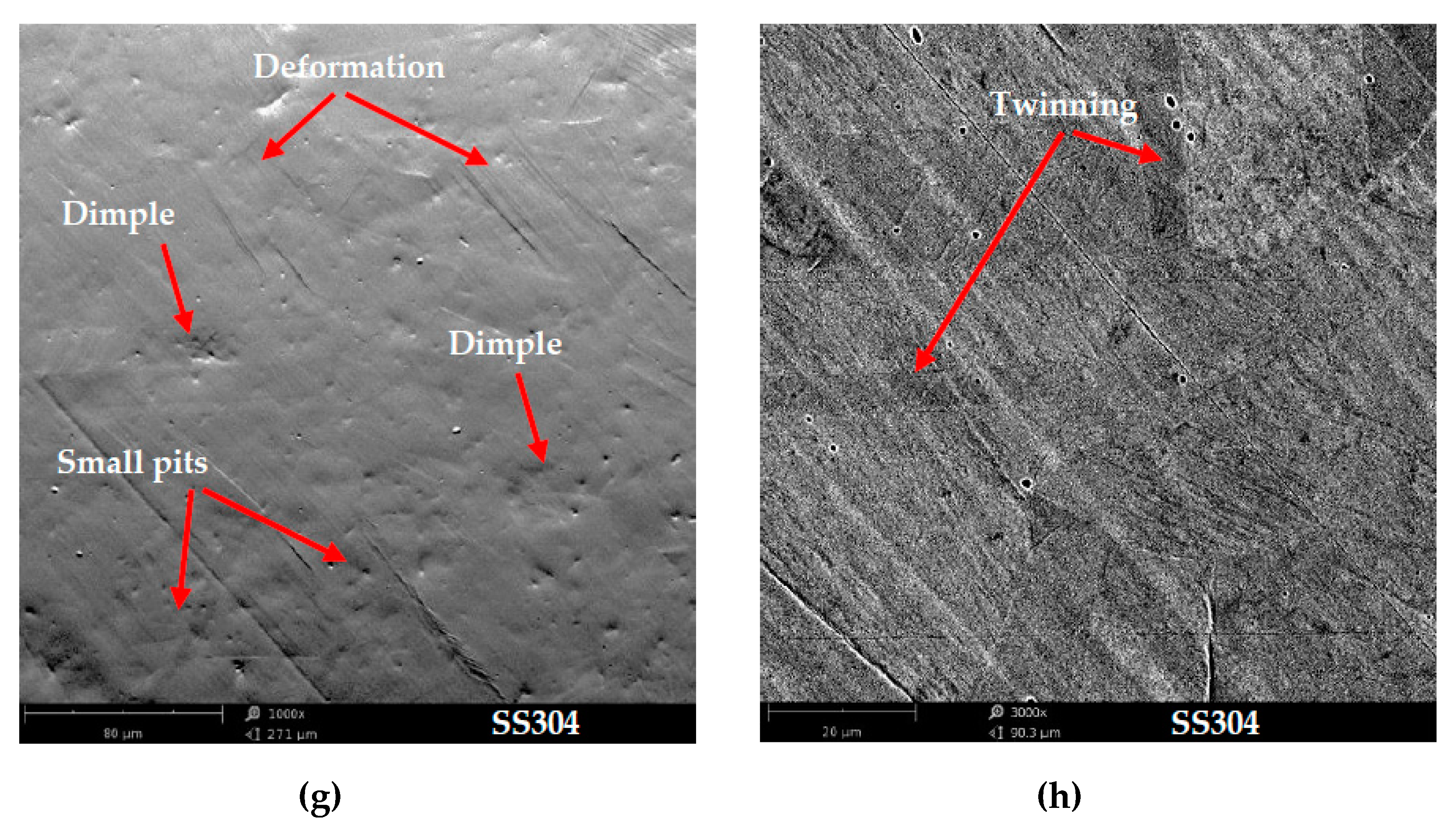
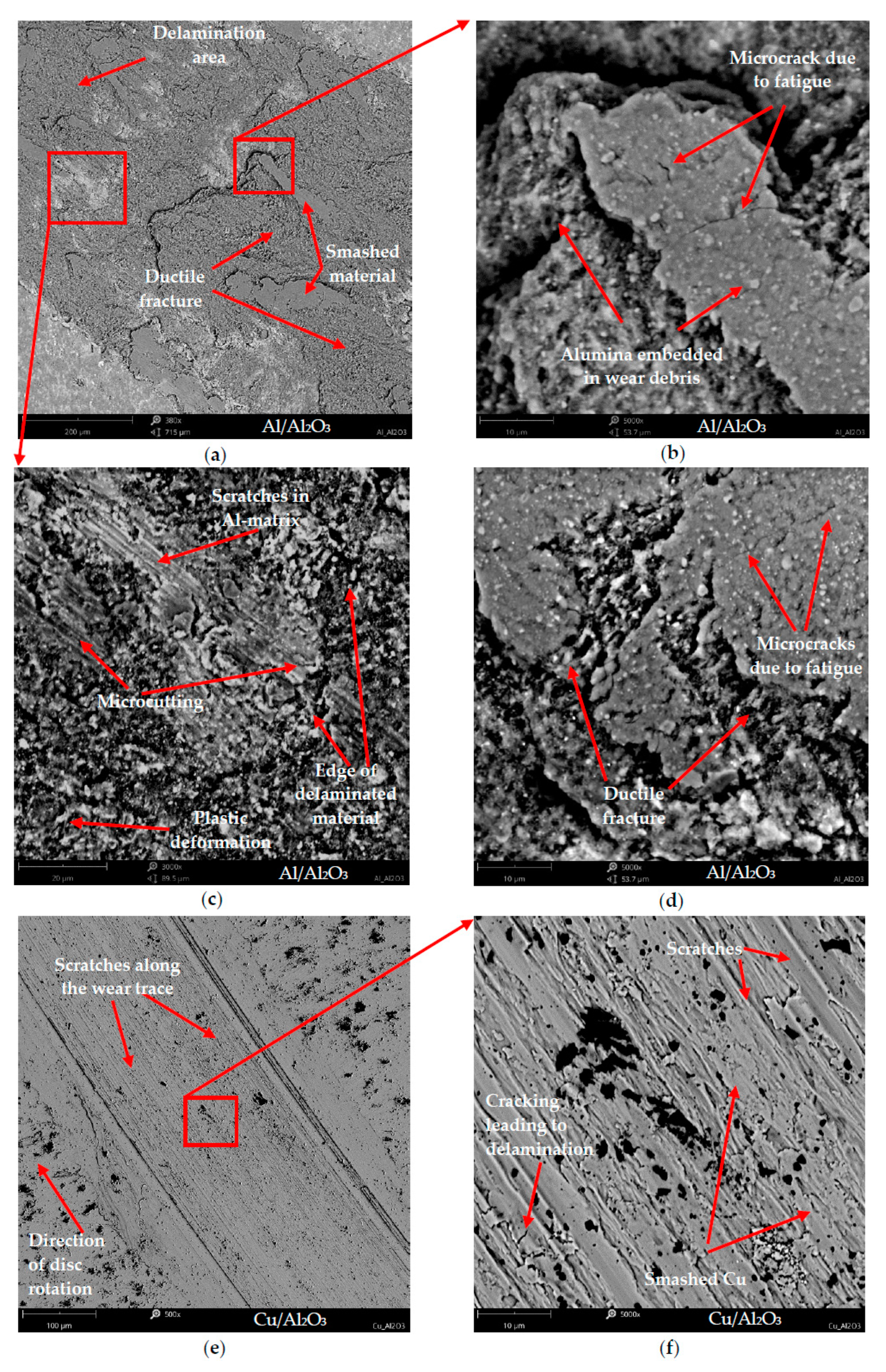
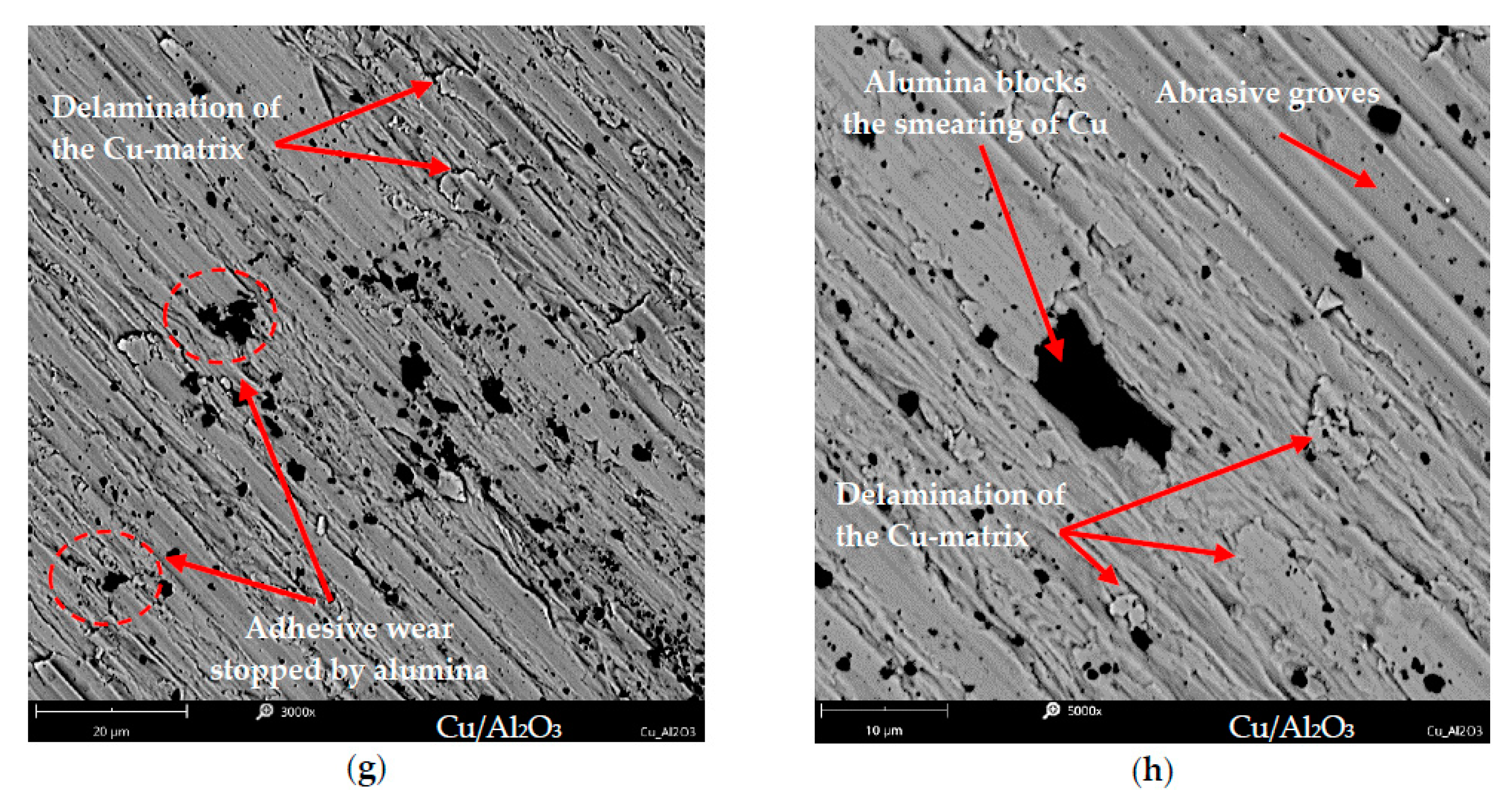
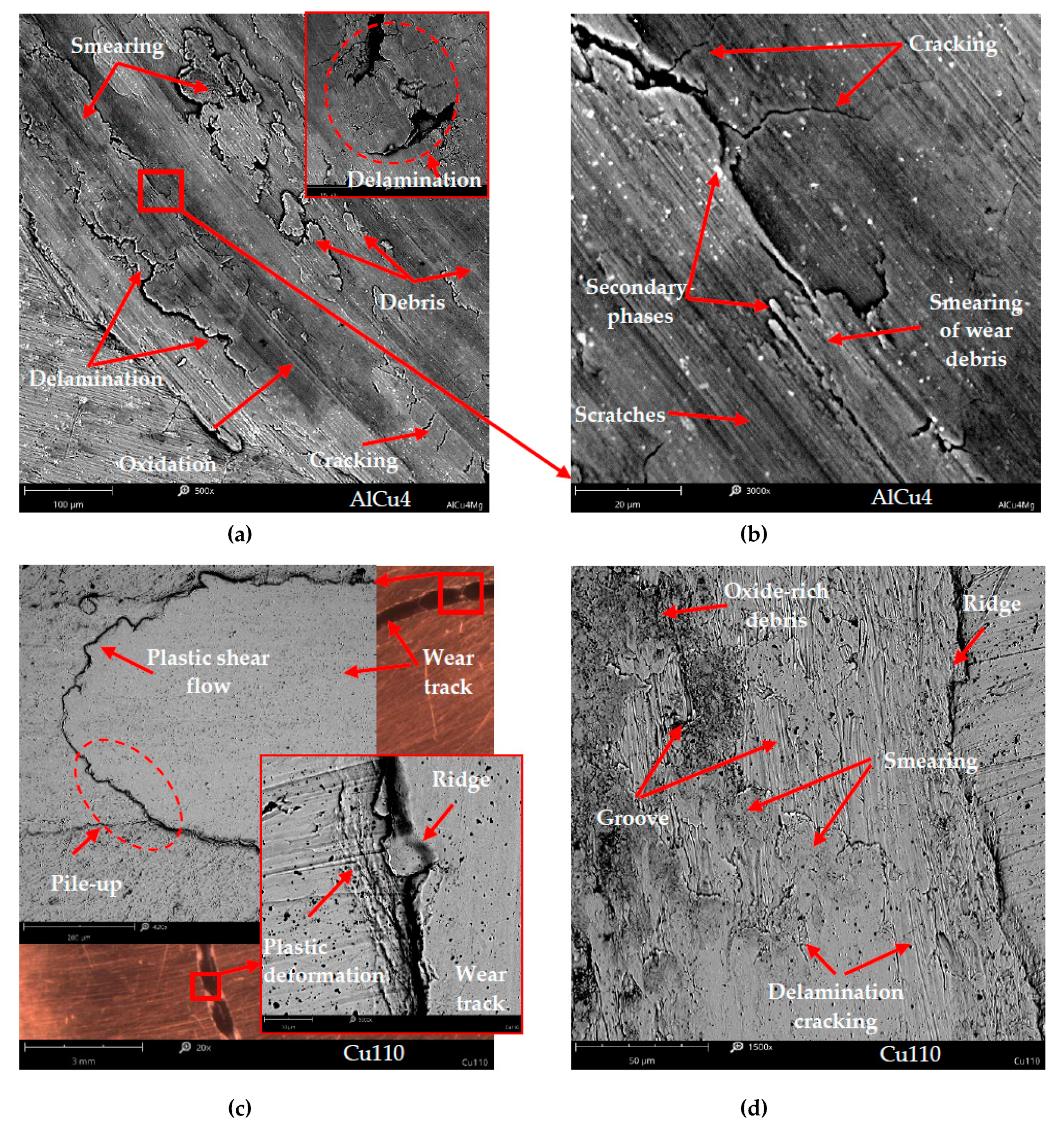
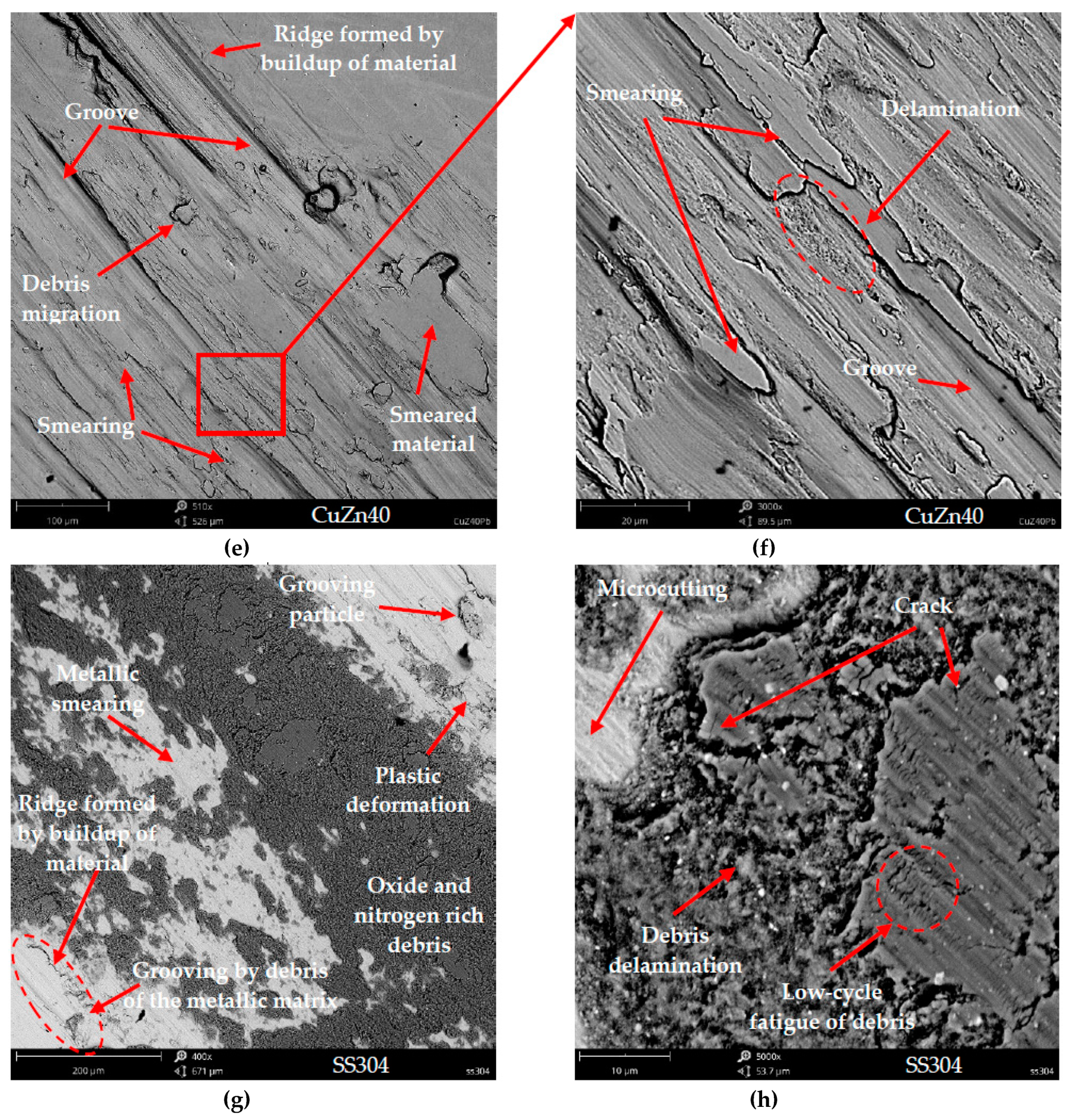
- The sliding wear mechanism of the LPCS composites is characterized by an adhesive-abrasive mode. Additionally, Al/Al2O3 wear behaviour was dominated by an adhesive wear-debris transfer, once in Cu/Al2O3 the abrasion was much produced and adhesive damage was controlled by the reinforcing alumina particles. In contrast to the bulk alloys, the addition of Al2O3 successfully reduces the wear factor (K). In turn, considerable wear due to the adhesive wear mechanism was observed for all metallic reference samples, especially for AlCu4 and CuZn40. The Cu110 sample showed a light adhesive wear mode supported by oxidation. Moreover, the adhesive failure mechanism of the SS 304 samples was intensified by a tribochemical reaction, thus oxide and nitrogen-enriched debris were identified in the wear track.
- Summing up, the cold spray-deposited Al/Al2O3 and Cu/Al2O3 composites can be successfully applied as coatings for increasing SW resistance, thus enhancing the wear resistance of the AISI 304 substrate. Moreover, the Cu/Al2O3 composite has a superior cavitation and SW resistance than the Al/Al2O3 coating. However, these coatings have a lower cavitation erosion resistance than all reference materials, namely—aluminium alloy (AlCu4), pure copper (Cu110), brass (CuZn40) and stainless steel (SS 304).
Author Contributions
Funding
Conflicts of Interest
References
- Wen, S.; Huang, P. Principles of Tribology, 1st ed.; Wiley: Hoboken, NJ, USA, 2012; ISBN 978-1-118-06289-0. [Google Scholar]
- Tomków, J.; Czupryński, A.; Fydrych, D. The abrasive wear resistance of coatings manufactured on high-strength low-alloy (HSLA) offshore steel in wet welding conditions. Coatings 2020, 10, 219. [Google Scholar] [CrossRef]
- Al-Hamed, A.; Al-Fadhli, H.Y.; Al-Mutairi, S.; Yilbas, B.S.; Hashmi, M.S.J.; Stokes, J. Investigation of HVOF thermal sprayed nanostructured WC-12Co mixed with Inconel-625 coatings for oil/gas applications. In Surface Effects and Contact Mechanics XI; WIT Transactions on Engineering Sciences; WIT Press: Southampton, UK, 2013; Volume 78, pp. 215–225. [Google Scholar]
- Szala, M.; Szafran, M.; Macek, W.; Marchenko, S.; Hejwowski, T. Abrasion resistance of S235, S355, C45, AISI 304 and Hardox 500 steels with usage of garnet, corundum and carborundum abrasives. Adv. Sci. Technol. Res. J. 2019, 13, 151–161. [Google Scholar] [CrossRef]
- Krebs, S.; Gaertner, F.; Klassen, T. Cold spraying of Cu-Al-Bronze for cavitation protection in marine environments. Mater. Werkst. 2014, 45, 708–716. [Google Scholar] [CrossRef]
- Hou, B.-R.; Zhang, J.; Duan, J.-Z.; Li, Y.; Zhang, J.-L. Corrosion of thermally sprayed zinc and aluminium coatings in simulated splash and tidal zone conditions. Corros. Eng. Sci. Technol. 2003, 38, 157–160. [Google Scholar] [CrossRef]
- Verna, E.; Biagi, R.; Kazasidis, M.; Galetto, M.; Bemporad, E.; Lupoi, R. Modeling of erosion response of cold-sprayed In718-Ni composite coating using full factorial design. Coatings 2020, 10, 335. [Google Scholar] [CrossRef]
- Zakrzewska, D.E.; Krella, A.K. Cavitation erosion resistance influence of material properties. Adv. Mater. Sci. 2019, 19, 18–34. [Google Scholar] [CrossRef]
- Du, J.; Zhang, J.; Zhang, C. Effect of heat treatment on the cavitation erosion performance of WC–12Co coatings. Coatings 2019, 9, 690. [Google Scholar] [CrossRef]
- Szymański, K.; Hernas, A.; Moskal, G.; Myalska, H. Thermally sprayed coatings resistant to erosion and corrosion for power plant boilers—A review. Surf. Coat. Technol. 2015, 268, 153–164. [Google Scholar] [CrossRef]
- Zoei, M.S.; Sadeghi, M.H.; Salehi, M. Effect of grinding parameters on the wear resistance and residual stress of HVOF-deposited WC–10Co–4Cr coating. Surf. Coat. Technol. 2016, 307, 886–891. [Google Scholar] [CrossRef]
- Goyal, D.K.; Singh, H.; Kumar, H.; Sahni, V. Slurry erosive wear evaluation of HVOF-spray Cr2O3 coating on some turbine steels. J. Therm. Spray Technol. 2012, 21, 838–851. [Google Scholar] [CrossRef]
- Singh, J.; Kumar, S.; Mohapatra, S.K. An erosion and corrosion study on thermally sprayed WC-Co-Cr powder synergized with Mo2C/Y2O3/ZrO2 feedstock powders. Wear 2019, 438–439, 1027512. [Google Scholar] [CrossRef]
- Lavigne, S.; Pougoum, F.; Savoie, S.; Martinu, L.; Klemberg-Sapieha, J.E.; Schulz, R. Cavitation erosion behavior of HVOF CaviTec coatings. Wear 2017, 386–387, 90–98. [Google Scholar] [CrossRef]
- Koga, G.Y.; Wolf, W.; Schulz, R.; Savoie, S.; Bolfarini, C.; Kiminami, C.S.; Botta, W.J. Corrosion and wear properties of FeCrMnCoSi HVOF coatings. Surf. Coat. Technol. 2019, 357, 993–1003. [Google Scholar] [CrossRef]
- Yang, K.; Li, J.; Wang, Q.; Li, Z.; Jiang, Y.; Bao, Y. Effect of laser remelting on microstructure and wear resistance of plasma sprayed Al2O3-40% TiO2 coating. Wear 2019, 426–427, 314–318. [Google Scholar] [CrossRef]
- Yang, K.; Rong, J.; Feng, J.; Zhuang, Y.; Zhao, H.; Wang, L.; Ni, J.; Tao, S.; Shao, F.; Ding, C. Excellent wear resistance of plasma-sprayed amorphous Al2O3–Y3Al5O12 ceramic coating. Surf. Coat. Technol. 2017, 326, 96–102. [Google Scholar] [CrossRef]
- Mao, Z.; Wang, J.; Sun, B.; Bordia, R.K. Wear resistance of reactive plasma sprayed and laser remelted TiB2–TiC0.3N0.7 based composite coatings against medium carbon steel. Appl. Surf. Sci. 2011, 257, 2610–2616. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Xu, T.; Lu, S.; Wang, Z.-X.; Chen, S.; Zhang, L.-C. Improved hardness and wear resistance of plasma sprayed nanostructured NiCrBSi coating via short-time heat treatment. Surf. Coat. Technol. 2018, 350, 436–444. [Google Scholar] [CrossRef]
- Wen, Z.H.; Bai, Y.; Yang, J.F.; Huang, J.; Zhang, L. Effect of vacuum remelting on microstructure and wear resistance of NiCrMoY coatings deposited by supersonic atmospheric plasma spraying. Surf. Coat. Technol. 2015, 281, 62–67. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, J.; Kang, N.; Darut, G.; Poirier, T.; Stella, J.; Liao, H.; Planche, M.-P. Cavitation erosion of plasma-sprayed CoMoCrSi coatings. Tribol. Int. 2016, 102, 429–435. [Google Scholar] [CrossRef]
- Szala, M.; Dudek, A.; Maruszczyk, A.; Walczak, M.; Chmiel, J.; Kowal, M. Effect of atmospheric plasma sprayed TiO2-10% NiAl cermet coating thickness on cavitation erosion, sliding and abrasive wear resistance. Acta Phys. Pol. A 2019, 136, 335–341. [Google Scholar] [CrossRef]
- Molins, R.; Normand, B.; Rannou, G.; Hannoyer, B.; Liao, H. Interlamellar boundary characterization in Ni-based alloy thermally sprayed coating. Mater. Sci. Eng. A 2003, 351, 325–333. [Google Scholar] [CrossRef]
- Pardo, A.; Casajús, P.; Mohedano, M.; Coy, A.E.; Viejo, F.; Torres, B.; Matykina, E. Corrosion protection of Mg/Al alloys by thermal sprayed aluminium coatings. Appl. Surf. Sci. 2009, 255, 6968–6977. [Google Scholar] [CrossRef]
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Fundamentals of combustion and thermal plasma. In Thermal Spray Fundamentals; Springer: Boston, MA, USA, 2014; pp. 73–111. ISBN 978-0-387-28319-7. [Google Scholar]
- Winnicki, M.; Piwowarczyk, T.; Małachowska, A. General description of cold sprayed coatings formation and of their properties. Bull. Pol. Acad. Sci. Tech. Sci. 2018, 66, 301–310. [Google Scholar]
- Sun, W.; Tan, A.W.-Y.; Wu, K.; Yin, S.; Yang, X.; Marinescu, I.; Liu, E. Post-process treatments on supersonic cold sprayed coatings: A review. Coatings 2020, 10, 123. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Larjo, J.; Marini, D.; Pulci, G.; Marra, F. Cold-sprayed Al6061 coatings: Online spray monitoring and influence of process parameters on coating properties. Coatings 2020, 10, 348. [Google Scholar] [CrossRef]
- Meng, F.; Yue, S.; Song, J. Quantitative prediction of critical velocity and deposition efficiency in cold-spray: A finite-element study. Scr. Mater. 2015, 107, 83–87. [Google Scholar] [CrossRef]
- Kumar, S.; Vidyasagar, V.; Jyothirmayi, A.; Joshi, S.V. Effect of heat treatment on mechanical properties and corrosion performance of cold-sprayed tantalum coatings. J. Therm. Spray Technol. 2016, 25, 745–756. [Google Scholar] [CrossRef]
- Zhang, Y.; Shockley, J.M.; Vo, P.; Chromik, R.R. Tribological behavior of a cold-sprayed Cu–MoS2 composite coating during dry sliding wear. Tribol. Lett. 2016, 62. [Google Scholar] [CrossRef]
- Meyer, M.C.; Yin, S.; McDonnell, K.A.; Stier, O.; Lupoi, R. Feed rate effect on particulate acceleration in Cold Spray under low stagnation pressure conditions. Surf. Coat. Technol. 2016, 304, 237–245. [Google Scholar] [CrossRef]
- King, P.C.; Zahiri, S.; Jahedi, M.; Friend, J. Aluminium coating of lead zirconate titanate—A study of cold spray variables. Surf. Coat. Technol. 2010, 205, 2016–2022. [Google Scholar] [CrossRef]
- Winnicki, M.; Baszczuk, A.; Jasiorski, M.; Małachowska, A. Corrosion resistance of copper coatings deposited by cold spraying. J. Therm. Spray Technol. 2017, 26, 1935–1946. [Google Scholar] [CrossRef]
- Lee, Y.T.R.; Ashrafizadeh, H.; Fisher, G.; McDonald, A. Effect of type of reinforcing particles on the deposition efficiency and wear resistance of low-pressure cold-sprayed metal matrix composite coatings. Surf. Coat. Technol. 2017, 324, 190–200. [Google Scholar] [CrossRef]
- Chen, W.; Yu, Y.; Cheng, J.; Wang, S.; Zhu, S.; Liu, W.; Yang, J. Microstructure, mechanical properties and dry sliding wear behavior of Cu-Al2O3-graphite solid-lubricating coatings deposited by low-pressure cold spraying. J. Therm. Spray Technol. 2018, 27, 1652–1663. [Google Scholar] [CrossRef]
- Zhang, Y.; Choudhuri, D.; Scharf, T.W.; Descartes, S.; Chromik, R.R. Tribologically induced nanolaminate in a cold-sprayed WC-reinforced Cu matrix composite: A key to high wear resistance. Mater. Des. 2019, 182, 108009. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, S.; Lv, X.; Jie, X. Wear and corrosion resistance of cold-sprayed Cu-based composite coatings on magnesium substrate. J. Therm. Spray Technol. 2019, 28, 1212–1224. [Google Scholar] [CrossRef]
- Jenkins, R.; Yin, S.; Aldwell, B.; Meyer, M.; Lupoi, R. New insights into the in-process densification mechanism of cold spray Al coatings: Low deposition efficiency induced densification. J. Mater. Sci. Technol. 2019, 35, 427–431. [Google Scholar] [CrossRef]
- Wang, Y.; Normand, B.; Suo, X.; Planche, M.-P.; Liao, H.; Tang, J. Cold-sprayed AZ91D coating and SiC/AZ91D composite coatings. Coatings 2018, 8, 122. [Google Scholar] [CrossRef]
- Wang, Y.; Normand, B.; Liao, H.; Zhao, G.; Mary, N.; Tang, J. SiCp/Al5056 composite coatings applied to a magnesium substrate by cold gas dynamic spray method for corrosion protection. Coatings 2020, 10, 325. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Piwowarczyk, T.; Rutkowska-Gorczyca, M.; Ambroziak, A. The bond strength of Al + Al2O3 cermet coatings deposited by low-pressure cold spraying. Arch. Civ. Mech. Eng. 2016, 16, 743–752. [Google Scholar] [CrossRef]
- Cong, D.; Li, Z.; He, Q.; Chen, H.; Zhao, Z.; Zhang, L.; Wu, H. Wear behavior of corroded Al-Al2O3 composite coatings prepared by cold spray. Surf. Coat. Technol. 2017, 326, 247–254. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Xu, S.; Hu, Y.; Ji, G.; Wang, H. Microstructure and microhardness of Ni/Al-TiB2 composite coatings prepared by cold spraying combined with postannealing treatment. Coatings 2019, 9, 565. [Google Scholar] [CrossRef]
- Hu, H.X.; Jiang, S.L.; Tao, Y.S.; Xiong, T.Y.; Zheng, Y.G. Cavitation erosion and jet impingement erosion mechanism of cold sprayed Ni–Al2O3 coating. Nucl. Eng. Des. 2011, 241, 4929–4937. [Google Scholar] [CrossRef]
- Lu, X.; Wang, S.; Xiong, T.; Wen, D.; Wang, G.; Du, H. Anticorrosion properties of Zn–Al composite coating prepared by cold spraying. Coatings 2019, 9, 210. [Google Scholar] [CrossRef]
- Wang, K.; Wang, S.; Xiong, T.; Wen, D.; Wang, G.; Liu, W.; Du, H. Protective performance of Zn-Al-Mg-TiO2 coating prepared by cold spraying on marine steel equipment. Coatings 2019, 9, 339. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Rutkowska-Gorczyca, M.; Sokołowski, P.; Ambroziak, A.; Pawłowski, L. Characterization of cermet coatings deposited by low-pressure cold spraying. Surf. Coat. Technol. 2015, 268, 108–114. [Google Scholar] [CrossRef]
- Sova, A.; Papyrin, A.; Smurov, I. Influence of ceramic powder size on process of cermet coating formation by cold spray. J. Therm. Spray Technol. 2009, 18, 633. [Google Scholar] [CrossRef]
- Kumari, K.; Anand, K.; Bellacci, M.; Giannozzi, M. Effect of microstructure on abrasive wear behavior of thermally sprayed WC–10Co–4Cr coatings. Wear 2010, 268, 1309–1319. [Google Scholar] [CrossRef]
- Ralph, B.; Yuen, H.C.; Lee, W.B. The processing of metal matrix composites—An overview. J. Mater. Process. Technol. 1997, 63, 339–353. [Google Scholar] [CrossRef]
- Irissou, E.; Legoux, J.-G.; Arsenault, B.; Moreau, C. Investigation of Al-Al2O3 cold spray coating formation and properties. J. Therm. Spray Technol. 2007, 16, 661–668. [Google Scholar] [CrossRef]
- Meydanoglu, O.; Jodoin, B.; Kayali, E.S. Microstructure, mechanical properties and corrosion performance of 7075 Al matrix ceramic particle reinforced composite coatings produced by the cold gas dynamic spraying process. Surf. Coat. Technol. 2013, 235, 108–116. [Google Scholar] [CrossRef]
- Pitchuka, S.B.; Boesl, B.; Zhang, C.; Lahiri, D.; Nieto, A.; Sundararajan, G.; Agarwal, A. Dry sliding wear behavior of cold sprayed aluminum amorphous/nanocrystalline alloy coatings. Surf. Coat. Technol. 2014, 238, 118–125. [Google Scholar] [CrossRef]
- Kazasidis, M.; Yin, S.; Cassidy, J.; Volkov-Husović, T.; Vlahović, M.; Martinović, S.; Kyriakopoulou, E.; Lupoi, R. Microstructure and cavitation erosion performance of nickel-Inconel 718 composite coatings produced with cold spray. Surf. Coat. Technol. 2020, 382, 125195. [Google Scholar] [CrossRef]
- Matikainen, V.; Niemi, K.; Koivuluoto, H.; Vuoristo, P. Abrasion, erosion and cavitation erosion wear properties of thermally sprayed alumina based coatings. Coatings 2014, 4, 18–36. [Google Scholar] [CrossRef]
- Matikainen, V.; Koivuluoto, H.; Vuoristo, P. A study of Cr3C2-based HVOF- and HVAF-sprayed coatings: Abrasion, dry particle erosion and cavitation erosion resistance. Wear 2020, 446–447, 203188. [Google Scholar] [CrossRef]
- Szala, M.; Walczak, M.; Pasierbiewicz, K.; Kamiński, M. Cavitation erosion and sliding wear mechanisms of AlTiN and TiAlN films deposited on stainless steel substrate. Coatings 2019, 9, 340. [Google Scholar] [CrossRef]
- Michalak, M.; Łatka, L.; Sokołowski, P.; Niemiec, A.; Ambroziak, A. The microstructure and selected mechanical properties of Al2O3 + 13 wt.% TiO2 plasma sprayed coatings. Coatings 2020, 10, 173. [Google Scholar] [CrossRef]
- Łatka, L.; Szala, M.; Michalak, M.; Pałka, T. Impact of atmospheric plasma spray parameters on cavitation erosion resistance of Al2O3-13%TiO2 coatings. Acta Phys. Pol. A 2019, 136, 342–347. [Google Scholar] [CrossRef]
- ASTM International. ASTM G32-10: Standard Test. Method for Cavitation Erosion Using Vibratory Apparatus; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- ASTM International. ASTM G99-95a: Standard Test. Method for Wear Testing with a Pin-on-Disk Apparatus; ASTM International: West Conshohocken, PA, USA, 2000. [Google Scholar]
- Walczak, M.; Pieniak, D.; Niewczas, A.M. Effect of recasting on the useful properties CoCrMoW alloy. Eksploat. Niezawodn. Maint. Reliab. 2014, 16, 330–336. [Google Scholar]
- Davis, J.R. Handbook of Thermal Spray Technology; ASM International: Cleveland, OH, USA, 2004; ISBN 978-0-87170-795-6. [Google Scholar]
- Yu, M.; Li, W. Metal matrix composite coatings by cold spray. In Cold-Spray Coatings: Recent Trends and Future perspectives; Cavaliere, P., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 297–318. ISBN 978-3-319-67183-3. [Google Scholar]
- Kubatík, T.F.; Pala, Z.; Neufuss, K.; Vilémová, M.; Mušálek, R.; Stoulil, J.; Slepička, P.; Chráska, T. Metallurgical bond between magnesium AZ91 alloy and aluminium plasma sprayed coatings. Surf. Coat. Technol. 2015, 282, 163–170. [Google Scholar] [CrossRef]
- Torres, B.; Taltavull, C.; López, A.J.; Campo, M.; Rams, J. Al/SiCp and Al11Si/SiCp coatings on AZ91 magnesium alloy by HVOF. Surf. Coat. Technol. 2015, 261, 130–140. [Google Scholar] [CrossRef]
- Abedini, M.; Reuter, F.; Hanke, S. Corrosion and material alterations of a CuZn38Pb3 brass under acoustic cavitation. Ultrason. Sonochem. 2019, 58, 104628. [Google Scholar] [CrossRef] [PubMed]
- Jourani, A.; Bouvier, S. Friction and wear mechanisms of 316L stainless steel in dry sliding contact: Effect of abrasive particle size. Tribol. Trans. 2015, 58, 131–139. [Google Scholar] [CrossRef]
- Dybowski, B.; Szala, M.; Kiełbus, A.; Hejwowski, T.J. The mechanisms of cavitation erosion of the Elektron21 magnesium alloy. In Solid State Phenomena; Trans Tech Publications Ltd.: Zurich, Switzerland, 2015; Volume 229, pp. 99–104. [Google Scholar] [CrossRef]
- Tocci, M.; Pola, A.; Girelli, L.; Lollio, F.; Montesano, L.; Gelfi, M. Wear and cavitation erosion resistance of an AlMgSc alloy produced by DMLS. Metals 2019, 9, 308. [Google Scholar] [CrossRef]
- Steller, J. International Cavitation Erosion Test and quantitative assessment of material resistance to cavitation. Wear 1999, 233–235, 51–64. [Google Scholar] [CrossRef]
- Szala, M.; Hejwowski, T. Cavitation erosion resistance and wear mechanism model of flame-sprayed Al2O3-40%TiO2/NiMoAl cermet coatings. Coatings 2018, 8, 254. [Google Scholar] [CrossRef]
- Szala, M. Application of computer image analysis software for determining incubation period of cavitation erosion—Preliminary results. In Proceedings of the ITM Web of Conferences, Lublin, Poland, 23–25 November 2017; Volume 15, p. 06003. [Google Scholar] [CrossRef]
- Hong Yu, Y.Z.; Hong Yu, Y.Z. Cavitation erosion corrosion behaviour of manganese-nickel-aluminum bronze in comparison with manganese-brass. J. Mater. Sci. Technol. 2009, 25, 758–766. [Google Scholar]
- Richman, R.H.; McNaughton, W.P. Correlation of cavitation erosion behavior with mechanical properties of metals. Wear 1990, 140, 63–82. [Google Scholar] [CrossRef]
- Richman, R.H.; McNaughton, W.P. A metallurgical approach to improved cavitation-erosion resistance. J. Mater. Eng. Perform. 1997, 6, 633–641. [Google Scholar] [CrossRef]
- Krella, A.K.; Zakrzewska, D.E.; Marchewicz, A. The resistance of S235JR steel to cavitation erosion. Wear 2020, 452–453, 203295. [Google Scholar] [CrossRef]
- Dybowski, B.; Szala, M.; Hejwowski, T.J.; Kiełbus, A. Microstructural phenomena occurring during early stages of cavitation erosion of Al-Si aluminium casting alloys. In Solid State Phenomena; Trans Tech Publications Ltd.: Zurich, Switzerland, 2015; Volume 227, pp. 255–258. [Google Scholar] [CrossRef]
- Bregliozzi, G.; Schino, A.D.; Ahmed, S.I.-U.; Kenny, J.M.; Haefke, H. Cavitation wear behaviour of austenitic stainless steels with different grain sizes. Wear 2005, 258, 503–510. [Google Scholar] [CrossRef]
- Spencer, K.; Fabijanic, D.M.; Zhang, M.-X. The use of Al–Al2O3 cold spray coatings to improve the surface properties of magnesium alloys. Surf. Coat. Technol. 2009, 204, 336–344. [Google Scholar] [CrossRef]
- Alotaibi, J.; Yousif, B.; Yusaf, T. Wear behaviour and mechanism of different metals sliding against stainless steel counterface. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 228, 692–704. [Google Scholar] [CrossRef]
- Straffelini, G.; Molinari, A.; Trabucco, D. Sliding wear of austenitic and austenitic-ferritic stainless steels. Metall. Mater. Trans. A 2002, 33, 613–624. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Gas Temperature | Gas Pressure | Spray Distance | Gun Travel Speed | Powder Feeding Rate |
|---|---|---|---|---|---|
| Al/Al2O3 | 473 K | 0.9 MPa | 10 mm | 10 mm/s | 30 g/min |
| Cu/Al2O3 | 873 K |
| Sample Code | Grade | Nominal Chemical Composition, wt. % | ||
|---|---|---|---|---|
| Al | Cu | Dominant Component/Element | ||
| Al/Al2O3 | Composite coated AISI 304 substrate | 40 | - | Alumina (Al2O3) 60% |
| Cu/Al2O3 | - | 50 | Alumina (Al2O3) 50% | |
| AlCu4 | AlCu4Mg1 | ~96 | 4 | Mg 1.2–1.8; Mn 0.3–0.9; other |
| Cu110 | Cu-ETP | - | ~99.95 | O < 0.05 |
| CuZn40 | CuZn40Pb2 | - | ~60 | Zn 40; Pb < 2; Fe < 0.7 |
| SS304 | AISI 304 | - | - | Fe bal.; Cr 18; Ni 10; C < 0.05, other |
| Cavitation Erosion Parameter | Specimen | |||||||
|---|---|---|---|---|---|---|---|---|
| Al/Al2O3 (as) | Cu/Al2O3 (as) | Al/Al2O3 (g) | Cu/Al2O3 (g) | AlCu4 | Cu110 | CuZn40 | SS304 | |
| MER, mm3/h | 98.2 | 33.4 | 69.1 | 14.8 | 4.6 | 10.9 | 0.7 | 0 |
| MDE, µm | 53.4 | 21.0 | 43.5 | 9.3 | 2.9 | 6.8 | 0.2 | 0 |
| t0, min | 0 | 0 | 0 | 2 | 11 | 6 | 15 | 30 * |
| Specimen | Al/Al2O3 | Cu/Al2O3 | AlCu4 | CuZn40 | Cu110 | SS304 |
|---|---|---|---|---|---|---|
| Friction coefficient, mean ± SD | 0.764 ± 0.129 | 0.555 ± 0.081 | 0.421 ± 0.049 | 0.512 ± 0.039 | 0.272 ± 0.042 | 0.697 ± 0.141 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szala, M.; Łatka, L.; Walczak, M.; Winnicki, M. Comparative Study on the Cavitation Erosion and Sliding Wear of Cold-Sprayed Al/Al2O3 and Cu/Al2O3 Coatings, and Stainless Steel, Aluminium Alloy, Copper and Brass. Metals 2020, 10, 856. https://doi.org/10.3390/met10070856
Szala M, Łatka L, Walczak M, Winnicki M. Comparative Study on the Cavitation Erosion and Sliding Wear of Cold-Sprayed Al/Al2O3 and Cu/Al2O3 Coatings, and Stainless Steel, Aluminium Alloy, Copper and Brass. Metals. 2020; 10(7):856. https://doi.org/10.3390/met10070856
Chicago/Turabian StyleSzala, Mirosław, Leszek Łatka, Mariusz Walczak, and Marcin Winnicki. 2020. "Comparative Study on the Cavitation Erosion and Sliding Wear of Cold-Sprayed Al/Al2O3 and Cu/Al2O3 Coatings, and Stainless Steel, Aluminium Alloy, Copper and Brass" Metals 10, no. 7: 856. https://doi.org/10.3390/met10070856
APA StyleSzala, M., Łatka, L., Walczak, M., & Winnicki, M. (2020). Comparative Study on the Cavitation Erosion and Sliding Wear of Cold-Sprayed Al/Al2O3 and Cu/Al2O3 Coatings, and Stainless Steel, Aluminium Alloy, Copper and Brass. Metals, 10(7), 856. https://doi.org/10.3390/met10070856