Alloy Optimization for Reducing Delayed Fracture Sensitivity of 2000 MPa Press Hardening Steel



Abstract
1. Introduction
2. Materials and Methods
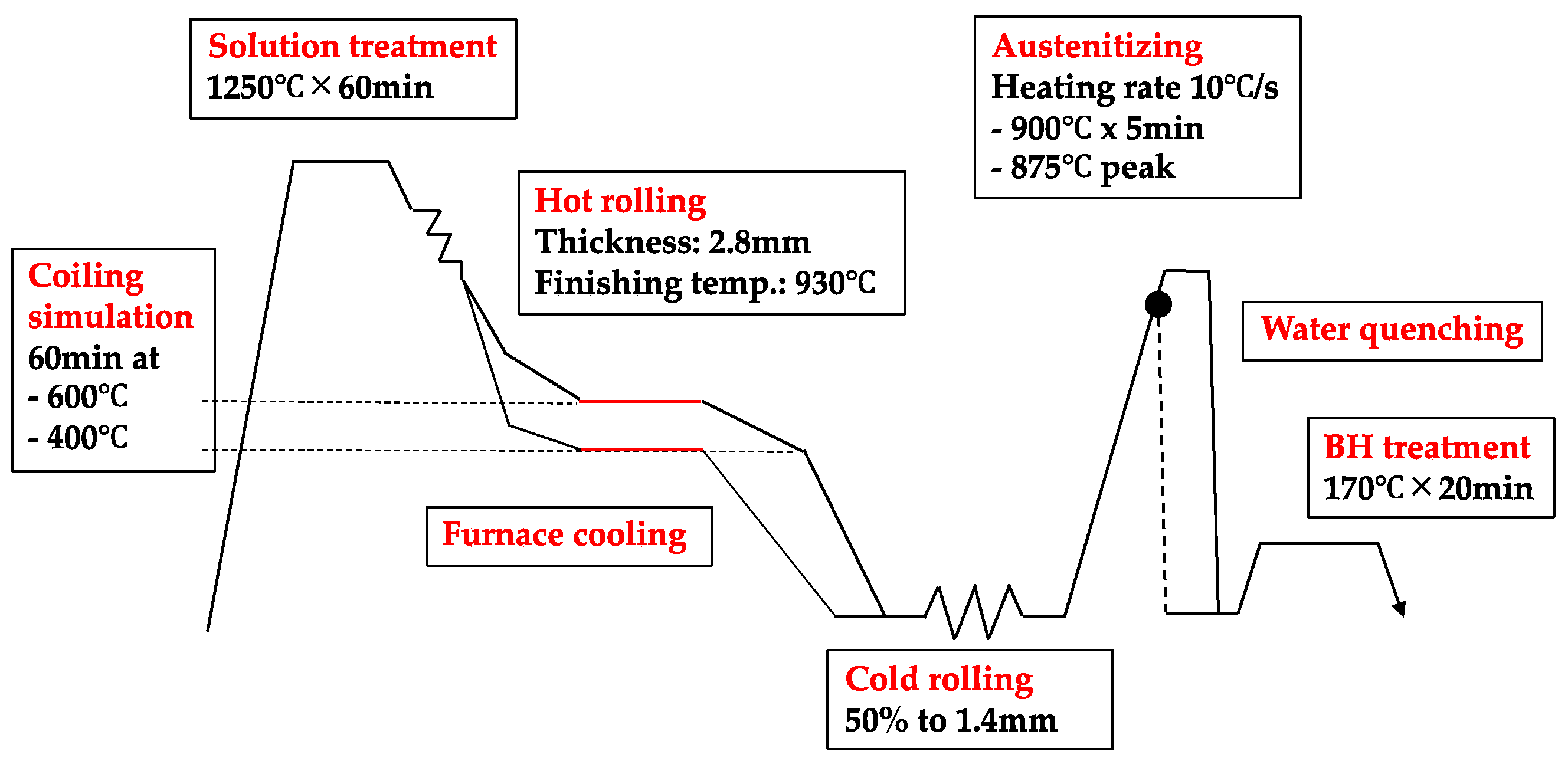
2.1. Experimental Steel Production and Treatment
2.2. Mechanical Characterization
2.3. Microstructural Characterization
2.4. Measurement of Hydrogen Accumulation
3. Results
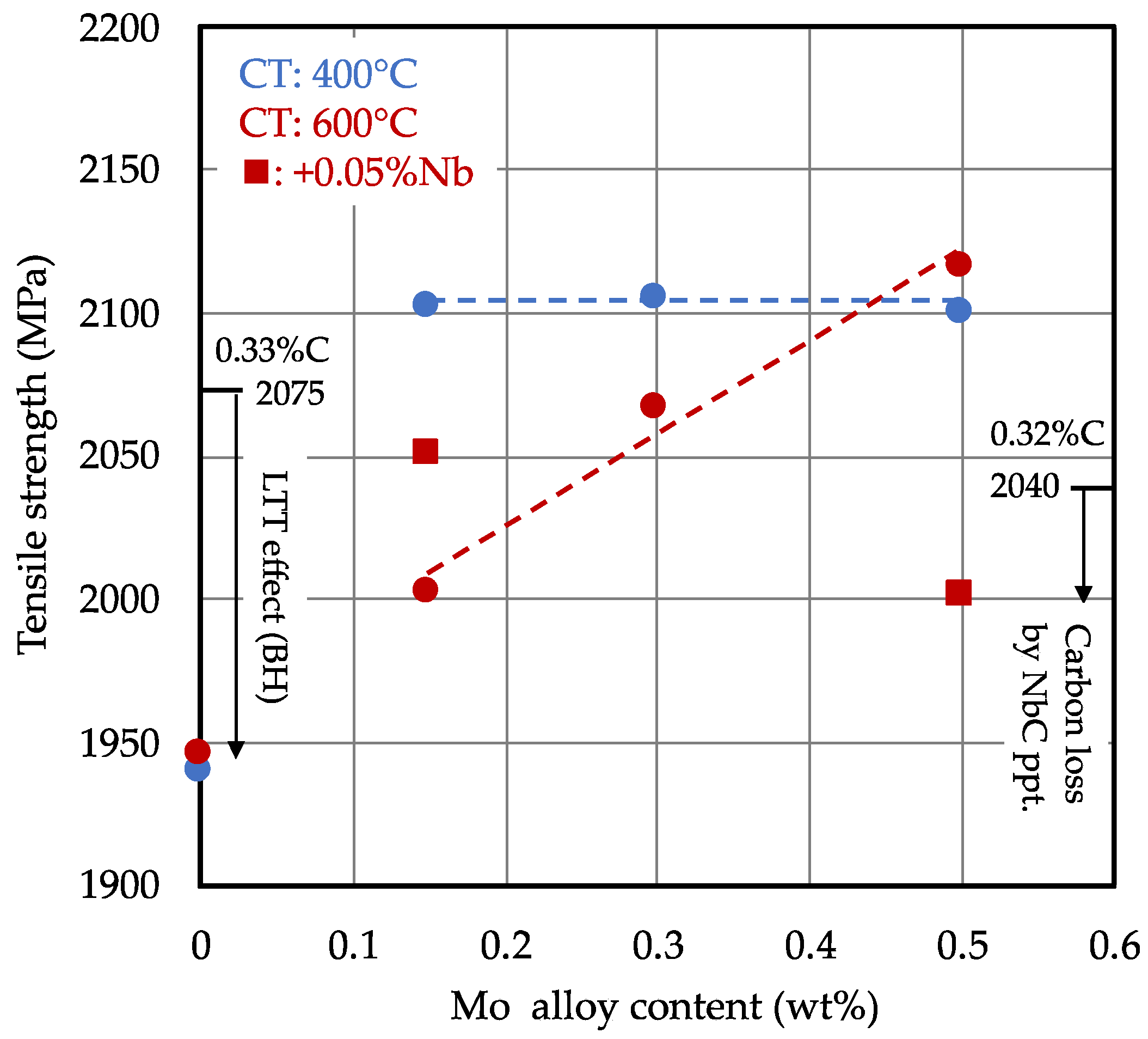
3.1. Alloy Effects on Strength and Hardenability
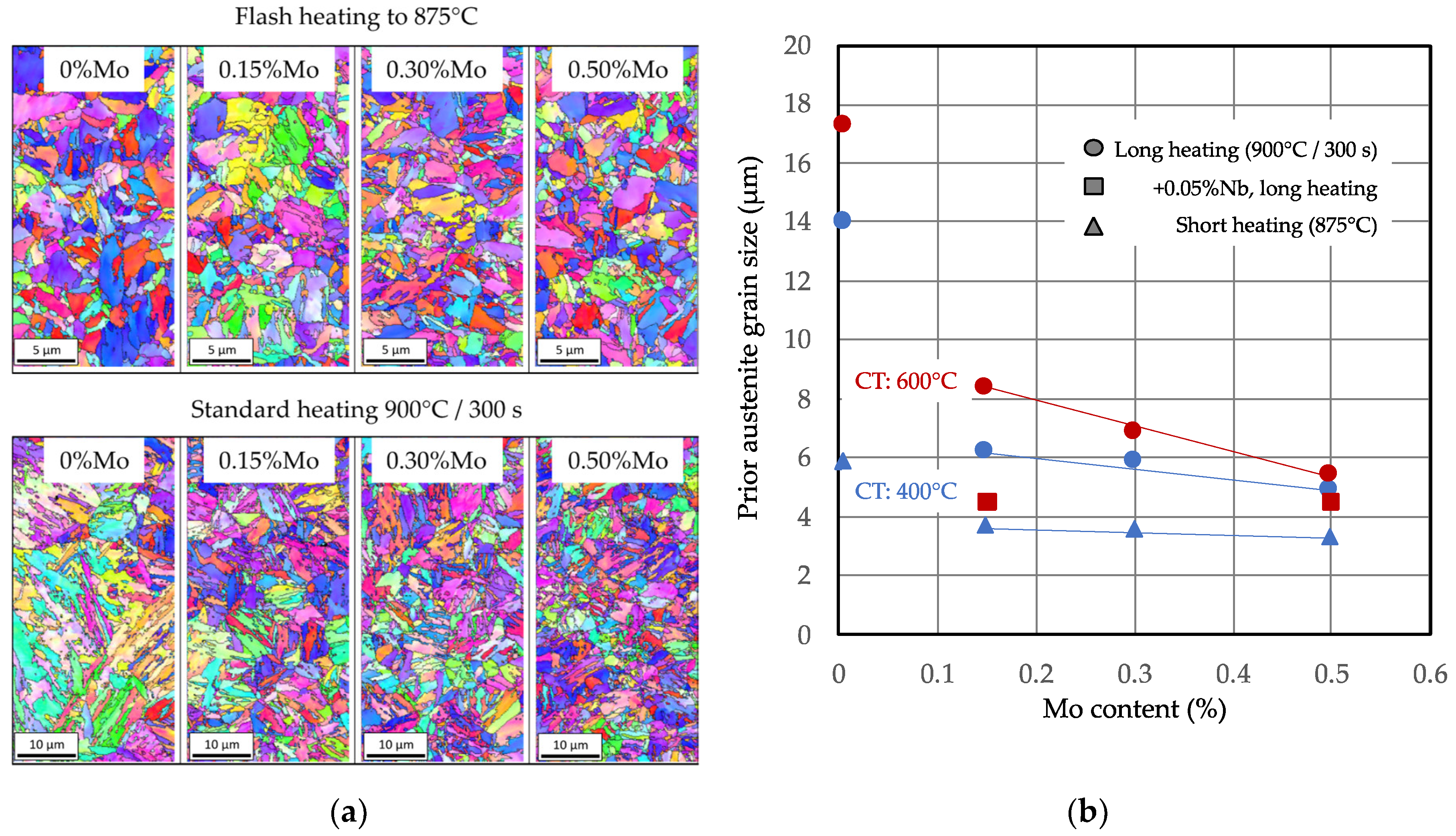
3.2. Alloy Effects on Microstructure
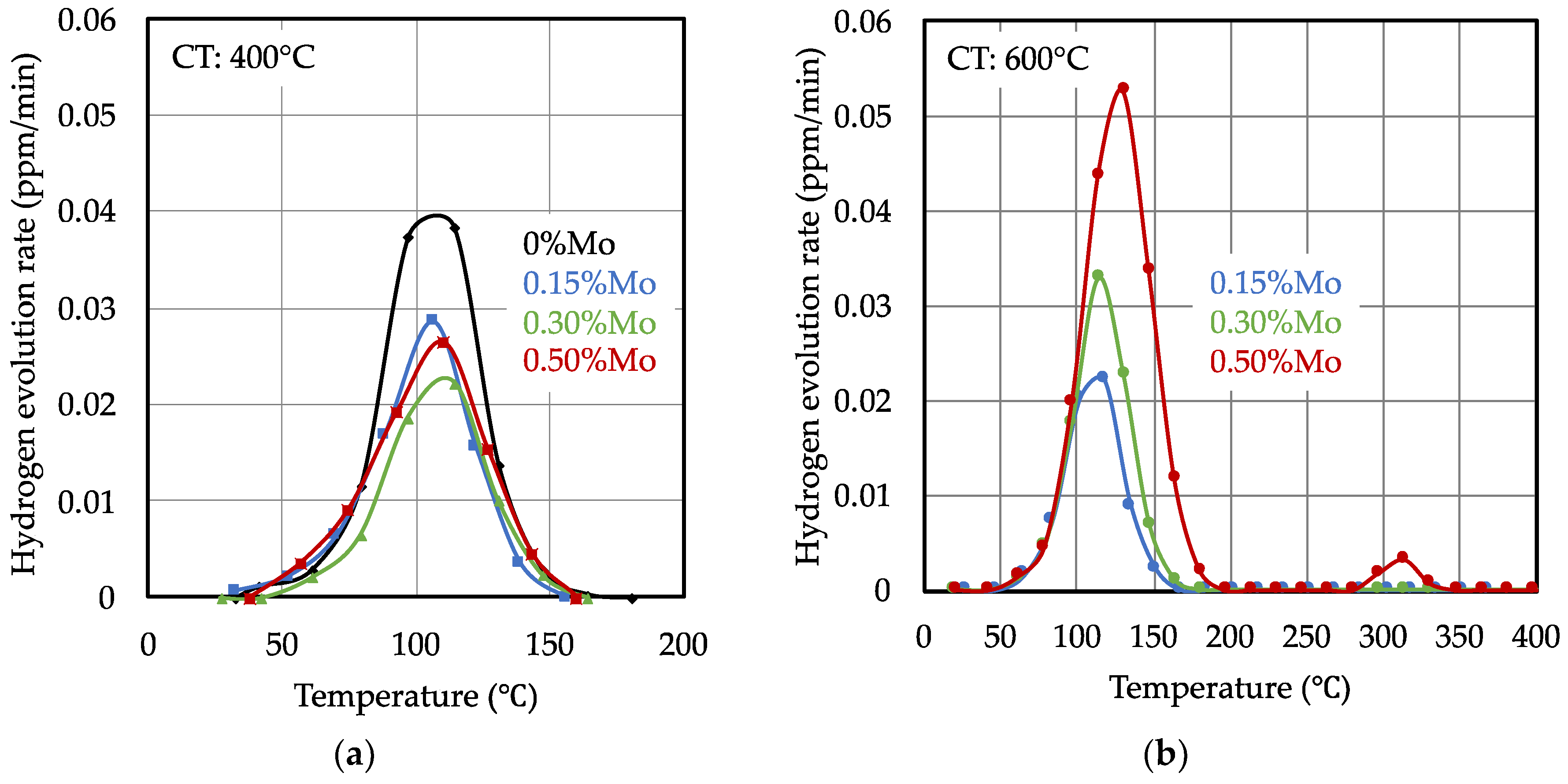
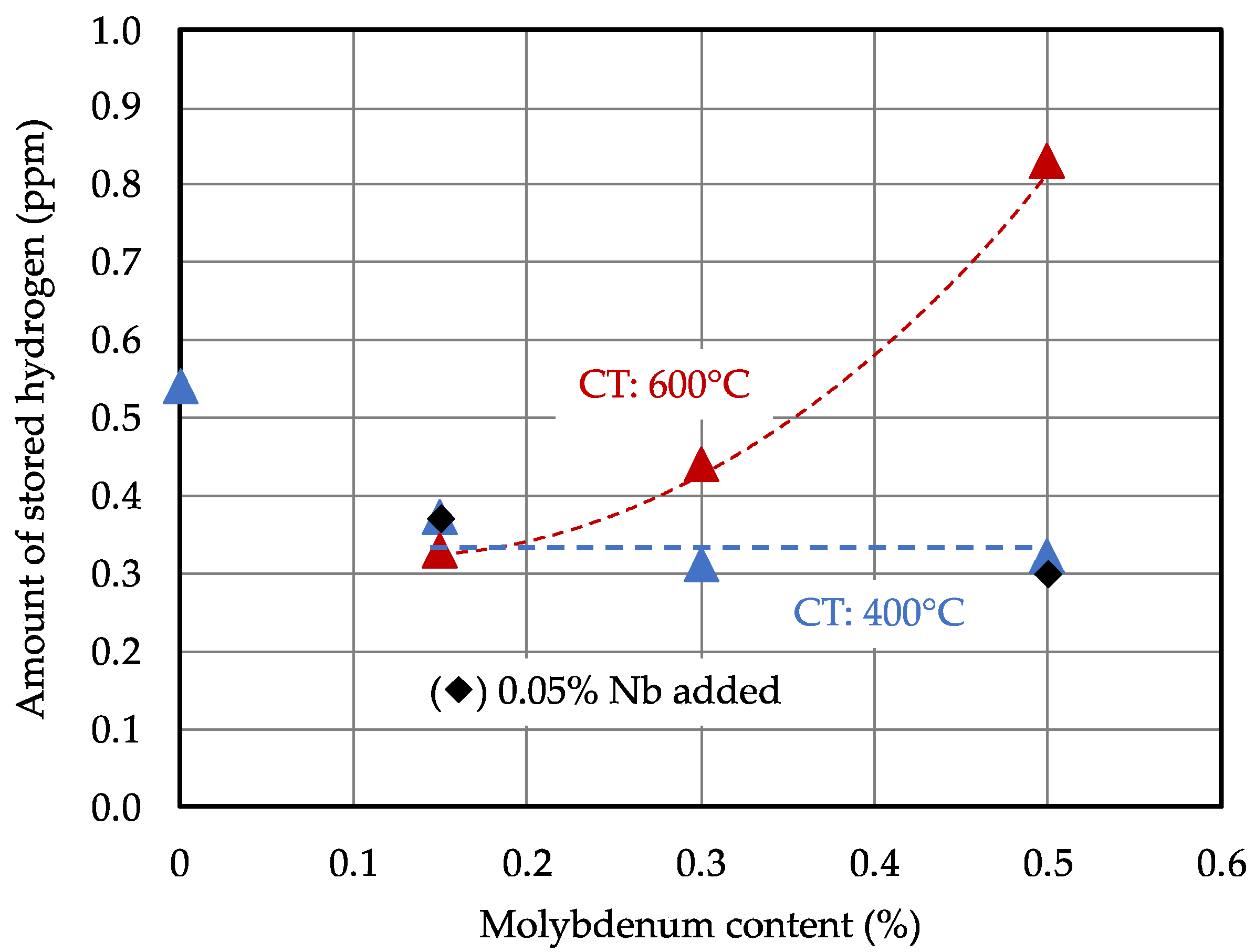
3.3. Hydrogen Accumulation Measurements
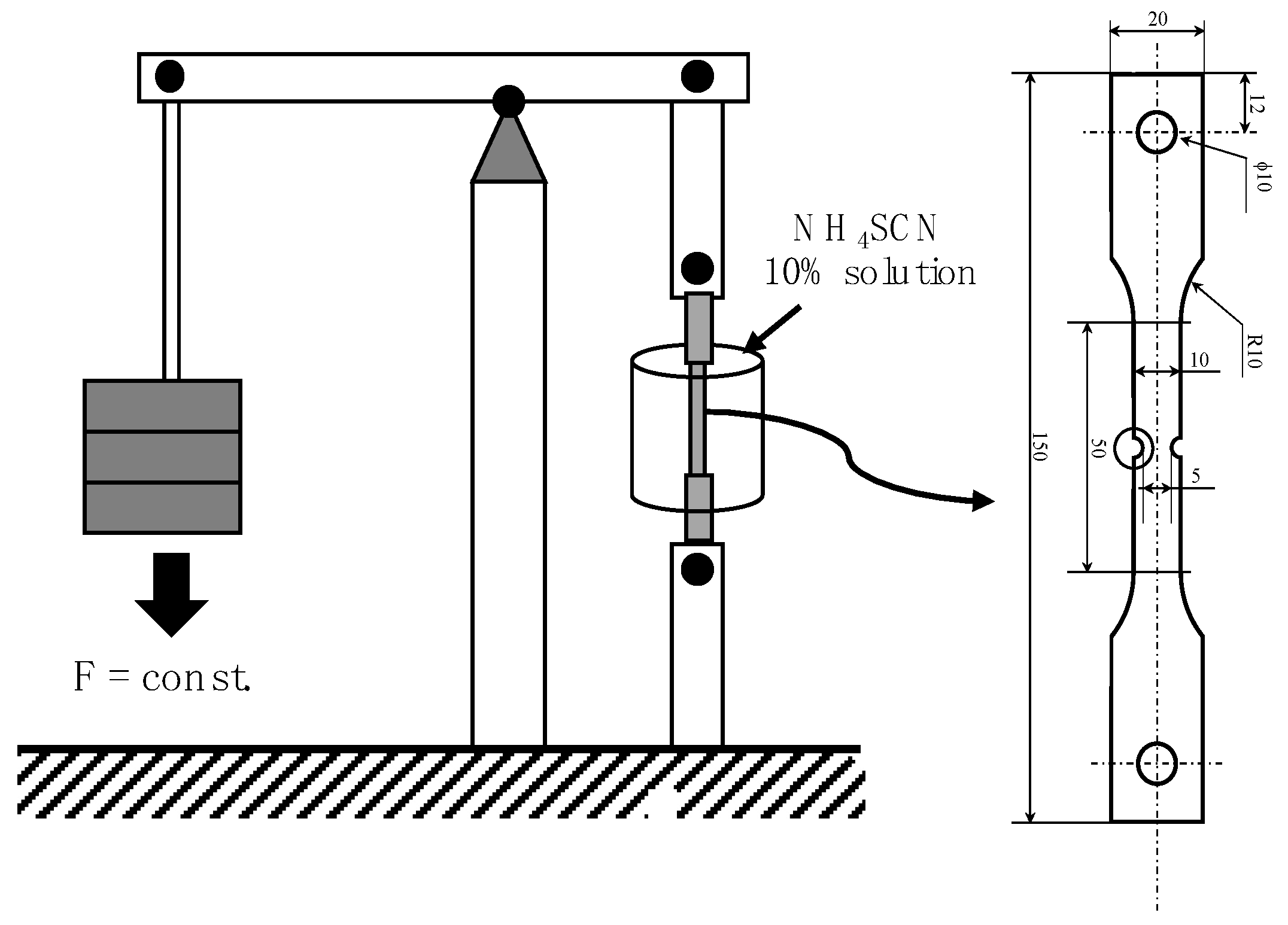
3.4. Delayed Cracking Performance
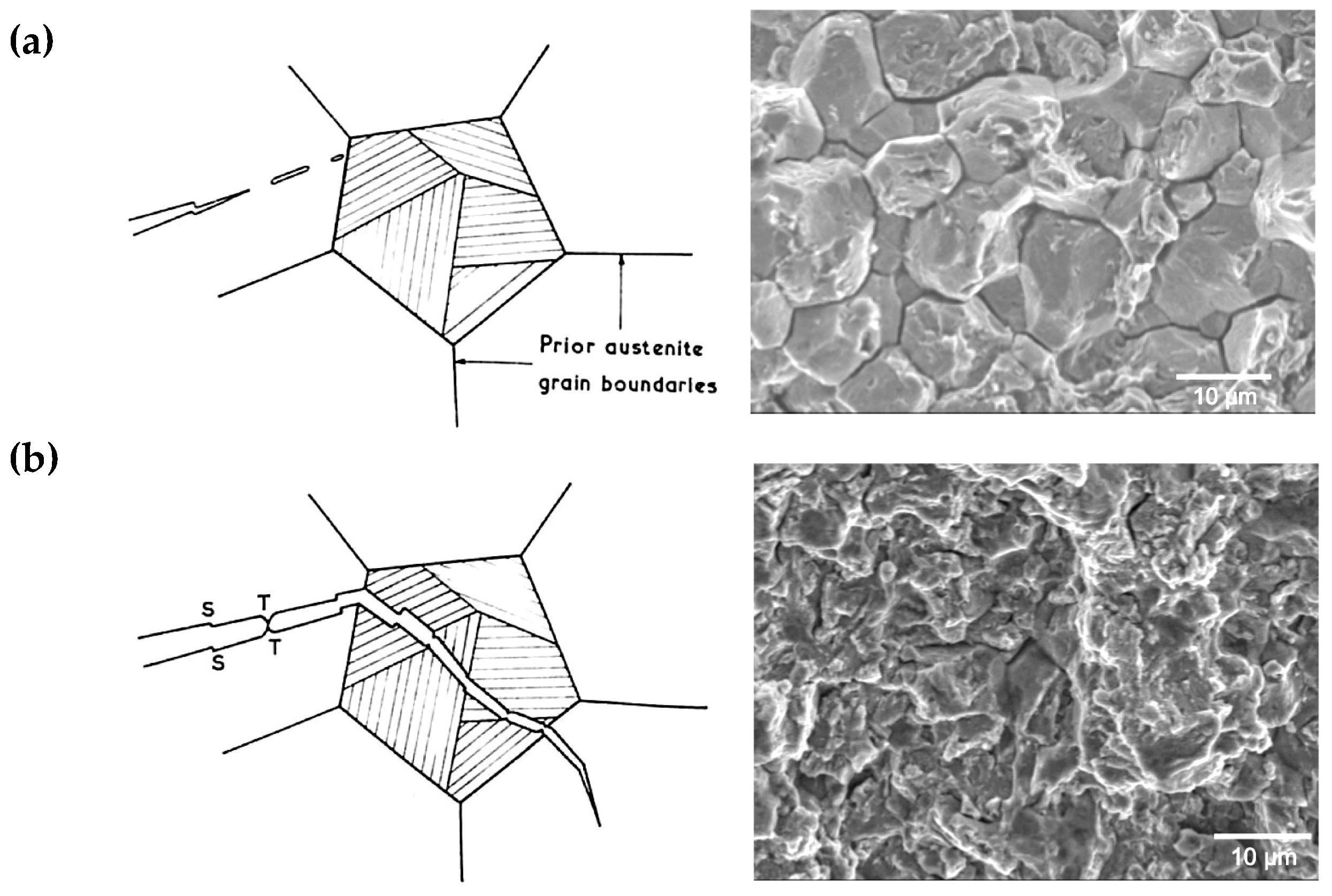
3.5. Grain Boundary Segregation Analysis
4. Discussion
4.1. Grain Boundary Related Effects
4.2. Interaction with Point Defects
4.3. Solute Alloy Effects
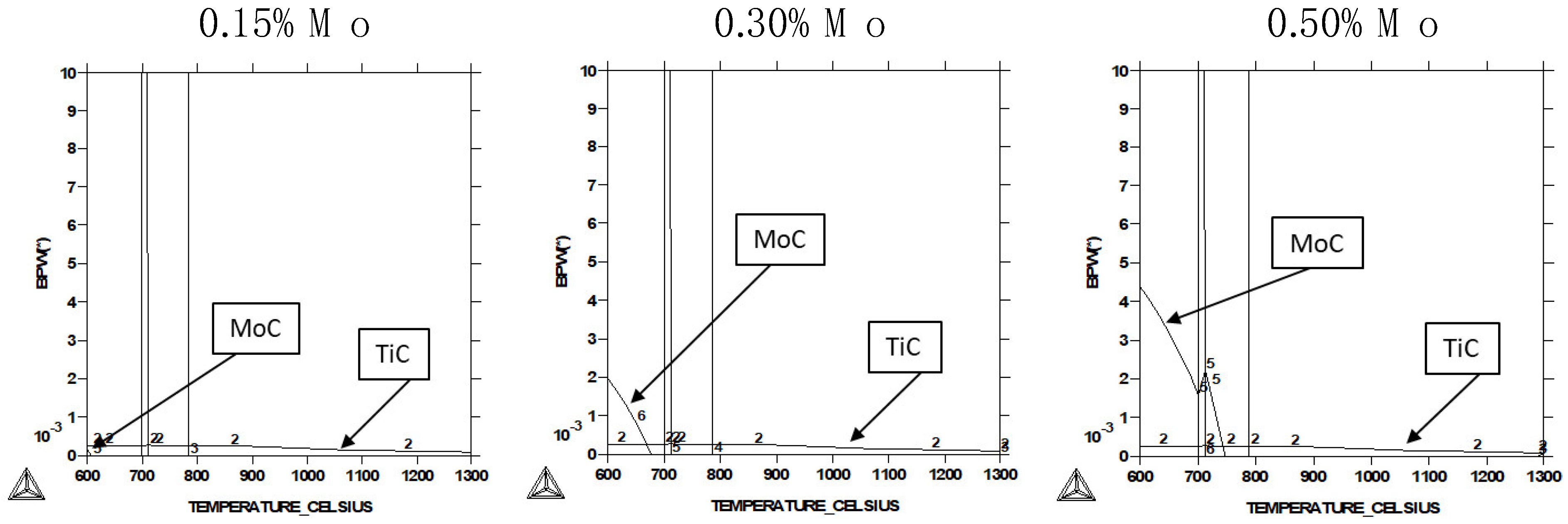
4.4. Precipitate Interactions
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hikida, K.; Nishibata, T.; Kikuchi, H.; Suzuki, T.; Nakayama, N. Development of TS1800fVlPa Grade Hot Stamping Steel Sheet. Mater. Jpn. 2013, 52, 68–70. [Google Scholar] [CrossRef]
- Wang, J.; Enloe, C.; Singh, J.; Horvath, C. Effect of Prior Austenite Grain Size on Impact Toughness of Press Hardened Steel. SAE Int. J. Mater. Manuf. 2016, 9, 488–493. [Google Scholar] [CrossRef]
- Mohrbacher, H. Property Optimization in As-Quenched Martensitic Steel by Molybdenum and Niobium Alloying. Metals 2018, 8, 234. [Google Scholar] [CrossRef]
- Cobo, S.; Sturel, T.; Aouafi, A.; Allely, C.; Cornette, D. Hydrogen Embrittlement Resistance of Al-Si coated 1.8GPa Press Hardened Steel Solutions for Body- in-White (BIW) Applications. In Proceedings of the 7th International Conference on Hot Sheet Metal Forming of High Performance Steel, Lulea, Sweden, 2–5 June 2019; Oldenburg, M., Hardell, J., Casellas, D., Eds.; pp. 179–189. [Google Scholar]
- Uranga, P.; Shang, C.-J.; Senuma, T.; Yang, J.-R.; Guo, A.-M.; Mohrbacher, H. Molybdenum alloying in high-performance flat-rolled steel grades. Adv. Manuf. 2020, 8, 15–34. [Google Scholar] [CrossRef]
- Nagumo, M. Advances in Physical Metallurgy and Processing of Steels. Function of Hydrogen in Embrittlement of High-strength Steels. ISIJ Int. 2001, 41, 590–598. [Google Scholar] [CrossRef]
- Valentini, R.; Tedesco, M.M.; Corsinovi, S.; Bacchi, L.; Villa, M. Investigation of Mechanical Tests for Hydrogen Embrittlement in Automotive PHS Steels. Metals 2019, 9, 934. [Google Scholar] [CrossRef]
- Irani, J.J. Fracture of Martensite with particular reference to ausformed martensite. In Physical Properties of Martensite and Bainite; Special Report 93; The Iron and Steel Institute: London, UK, 1965; pp. 193–203. [Google Scholar]
- Mohrbacher, H.; Morris, J.W.; Krauss, G. Fundamentals and Practical Approaches of Optimizing Martensitic Steels for Use under Severe Operating Conditions. In Proceedings of the International Symposium on Wear Resistant Alloys for the Mining and Processing Industry, Campinas, São Paulo, Brazil, 4–7 May 2015; Mohrbacher, H., Ed.; TMS: Warrendale, PA, USA, 2018; pp. 93–158. [Google Scholar]
- Nakasato, F.; Tsumura, T.; Ueda, T.; Murai, N. Development of Delayed Fracture Resistant High- Strength Steel ADS-2; The Sumitomo Search No.37; Sumitomo Metals Corporation: Tokyo, Japan, 1988; pp. 1–12. [Google Scholar]
- Jiang, D.-E.; Carter, E.A. First principles assessment of ideal fracture energies of materials with mobile impurities: Implications for hydrogen embrittlement of metals. Acta Mater. 2004, 52, 4801–4807. [Google Scholar] [CrossRef]
- Yuasa, M.; Amemiya, T.; Mabuchi, M. Enhanced grain boundary embrittlement of an Fe grain boundary segregated by hydrogen (H). J. Mater. Res. 2012, 27, 1589–1597. [Google Scholar] [CrossRef][Green Version]
- Geng, W.-T.; Freeman, A.J.; Olson, G.B.; Tateyama, Y.; Ohno, T. Hydrogen-Promoted Grain Boundary Embrittlement and Vacancy Activity in Metals: Insights from Ab Initio Total Energy Calculatons. Mater. Trans. 2005, 46, 756–760. [Google Scholar] [CrossRef]
- Takasawa, K.; Wada, Y.; Ishigaki, R.; Kayano, R. Effects of Grain Size on Hydrogen Environment Embrittlement of High Strength Low Alloy Steel in 45 MPa Gaseous Hydrogen. Mater. Trans. 2010, 51, 347–353. [Google Scholar] [CrossRef]
- Komazazki, S.-I.; Watanabe, S.; Misawa, T. Influence of Phosphorus and Boron on Hydrogen Embrittlement Susceptibility of High Strength Low Alloy Steel. ISIJ Int. 2003, 43, 1851–1857. [Google Scholar] [CrossRef]
- Geng, W.-T.; Freeman, A.J.; Olson, G.B. Influence of alloying additions on grain boundary cohesion of transition metals: First-principles determination and its phenomenological extension. Phys. Rev. B 2001, 63, 165415. [Google Scholar] [CrossRef]
- Lejcek, P. Grain Boundary Segregation in Metals; Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 2010; pp. 173–183. [Google Scholar]
- Nagao, A.; Smith, C.D.; Dadfarnia, M.; Sofronis, P.; Robertson, I.M. The role of hydrogen in hydrogen embrittlement fracture of lath martensitic steel. Acta Mater. 2012, 60, 5182–5189. [Google Scholar] [CrossRef]
- Birnbaum, H.; Sofronis, P. Hydrogen-enhanced localized plasticity—A mechanism for hydrogen-related fracture. Mater. Sci. Eng. A 1994, 176, 191–202. [Google Scholar] [CrossRef]
- Nagumo, M. Hydrogen related failure of steels–A new aspect. Mater. Sci. Technol. 2004, 20, 940–950. [Google Scholar] [CrossRef]
- Tateyama, Y.; Ohno, T. Atomic-scale Effects of Hydrogen in Iron toward Hydrogen Embrittlement: Ab-initio Study. ISIJ Int. 2003, 43, 573–578. [Google Scholar] [CrossRef]
- Miyamoto, G.; Iwata, N.; Takayama, N.; Furuhara, T. Mapping the parent austenite orientation reconstructed from the orientation of martensite by EBSD and its application to ausformed martensite. Acta Mater. 2010, 58, 6393–6403. [Google Scholar] [CrossRef]
- Mohrbacher, H.; Tolotti de Almeida, D.; Correa de Souza, J.H. Material Development and Qualification of Manufacturing Technology for Hot Stamping of Heavy Gage Components. In Proceedings of the 7th International Conference on Hot Sheet Metal Forming of High Performance Steel, Lulea, Sweden, 2–5 June 2019; Oldenburg, M., Hardell, J., Casellas, D., Eds.; pp. 301–309. [Google Scholar]
- Ishikawa, K.; Nakamura, H.; Homma, R.; Fujioka, M.; Hoshino, M. Effect of Molybdenum Content on the Combined Effect of Boron and Molybdenum on Hardenability of Low-Carbon Boron-Added Steels. Isij Int. 2018, 58, 551–560. [Google Scholar] [CrossRef]
- Jo, M.C.; Yoo, J.; Kim, S.; Kim, S.; Oh, J.; Bian, J.; Sohn, S.S.; Lee, S. Effects of Nb and Mo alloying on resistance to hydrogen embrittlement in 1.9 GPa-grade hot-stamping steels. Mater. Sci. Eng. A 2020, 789, 139656. [Google Scholar] [CrossRef]
- Li, Y.; Ponge, D.; Choi, P.-P.; Raabe, D. Segregation of boron at prior austenite grain boundaries in a quenched martensitic steel studied by atom probe tomography. Scr. Mater. 2015, 96, 13–16. [Google Scholar] [CrossRef]
- Li, Y.; Ponge, D.; Choi, P.-P.; Raabe, D. Atomic scale investigation of non-equilibrium segregation of boron in a quenched Mo-free martensitic steel. Ultramicroscopy 2015, 159, 240–247. [Google Scholar] [CrossRef]
- Matsumoto, R.; Riku, M.; Taketomi, S.; Miyazaki, N. Hydrogen–Grain Boundary Interaction in Fe, Fe–C, and Fe–N Systems. Prog. Nucl. Sci. Technol. 2011, 2, 9–15. [Google Scholar] [CrossRef]
- Faulkner, R. Combined grain boundary equilibrium and non-equilibrium segregation in ferritic/martensitic steels. Acta Met. 1987, 35, 2905–2914. [Google Scholar] [CrossRef]
- Faulkner, R.G.; Song, S.-H.; Flewitt, P.E.J. Determination of impurity-point defect binding energies in alloys. Mater. Sci. Technol. 1996, 12, 904–910. [Google Scholar] [CrossRef]
- Iwamoto, M.; Fukai, Y. Superabundant Vacancy Formation in Iron under High Hydrogen Pressures: Thermal Desorption Spectroscopy. Mater. Trans. JIM 1999, 40, 606–611. [Google Scholar] [CrossRef]
- Takahashi, J.; Kawakami, K.; Hamada, J.-I.; Kimura, K. Direct observation of niobium segregation to dislocations in steel. Acta Mater. 2016, 107, 415–422. [Google Scholar] [CrossRef]
- Nagao, A.; Smith, C.D.; Dadfarnia, M.; Sofronis, P.; Robertson, I.M. Interpretation of Hydrogen-induced Fracture Surface Morphologies for Lath Martensitic Steel. Procedia Mater. Sci. 2014, 3, 1700–1705. [Google Scholar] [CrossRef]
- Momotani, Y.; Shibata, A.; Terada, D.; Tsuji, N. Effect of strain rate on hydrogen embrittlement in low-carbon martensitic steel. Int. J. Hydrog. Energy 2017, 42, 3371–3379. [Google Scholar] [CrossRef]
- Kim, K.T.; Park, J.K.; Lee, J.Y.; Hwang, S.H. Effect of alloying elements on hydrogen diffusivity in α-iron. J. Mater. Sci. 1981, 16, 2590–2596. [Google Scholar] [CrossRef]
- Hagi, H. Effect of Substitutional Alloying Elements (Al, Si, V, Cr, Mn, Co, Ni, Mo) on Diffusion Coefficient of Hydrogen in a-Iron. Mater. Trans. JIM 1992, 33, 472–479. [Google Scholar] [CrossRef][Green Version]
- Rehrl, J.; Mraczek, K.; Pichler, A.; Werner, E. The Impact of Nb, Ti, Zr, B, V, and Mo on the Hydrogen Diffusion in Four Different AHSS/UHSS Microstructures. Steel Res. Int. 2013, 85, 336–346. [Google Scholar] [CrossRef]
- Jack, K.H. Structural Transformations in the Tempering of High-Carbon Martensitic Steels. J. Iron Steel Inst. 1951, 169, 26–36. [Google Scholar]
- Craig, B.D. On the elastic interaction of hydrogen with precipitates in lath martensite. Acta Met. 1977, 25, 1027–1030. [Google Scholar] [CrossRef]
- Sharma, R.C.; Lakshmanan, V.K.; Kirkaldy, J.S. Solubility of niobium carbide and niobium carbonitride in alloyed austenite and ferrite. Met. Mater. Trans. A 1984, 15, 545–553. [Google Scholar] [CrossRef]
- Wei, F.G.; Tsuzaki, K. Quantitative analysis on hydrogen trapping of TiC particles in steel. Met. Mater. Trans. A 2006, 37, 331–353. [Google Scholar] [CrossRef]
- Zhang, S.; Wan, J.; Zhao, Q.; Liu, J.; Huang, F.; Huang, Y.; Li, X. Dual role of nanosized NbC precipitates in hydrogen embrittlement susceptibility of lath martensitic steel. Corros. Sci. 2020, 164, 108345. [Google Scholar] [CrossRef]
- Seol, J.-B.; Na, S.-H.; Gault, B.; Kim, J.-E.; Han, J.-C.; Park, C.-G.; Raabe, D. Core-shell nanoparticle arrays double the strength of steel. Sci. Rep. 2017, 7, 42547. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Al | N | B | Ti | Mo | Nb |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Base | 0.33 | 0.1 | 1.2 | 0.005 | 0.005 | 0.04 | 0.002 | 0.002 | 0.02 | - | - |
| +Mo | 0.33 | 0.1 | 1.2 | 0.005 | 0.005 | 0.04 | 0.002 | 0.002 | 0.02 | 0.15–0.5 | - |
| +Nb | 0.33 | 0.1 | 1.2 | 0.005 | 0.005 | 0.04 | 0.002 | 0.002 | 0.02 | 0.15 | 0.05 |
| 0.32 | 0.1 | 1.2 | 0.001 | 0.002 | 0.04 | 0.0007 | 0.002 | 0.02 | 0.5 | 0.05 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohrbacher, H.; Senuma, T. Alloy Optimization for Reducing Delayed Fracture Sensitivity of 2000 MPa Press Hardening Steel. Metals 2020, 10, 853. https://doi.org/10.3390/met10070853
Mohrbacher H, Senuma T. Alloy Optimization for Reducing Delayed Fracture Sensitivity of 2000 MPa Press Hardening Steel. Metals. 2020; 10(7):853. https://doi.org/10.3390/met10070853
Chicago/Turabian StyleMohrbacher, Hardy, and Takehide Senuma. 2020. "Alloy Optimization for Reducing Delayed Fracture Sensitivity of 2000 MPa Press Hardening Steel" Metals 10, no. 7: 853. https://doi.org/10.3390/met10070853
APA StyleMohrbacher, H., & Senuma, T. (2020). Alloy Optimization for Reducing Delayed Fracture Sensitivity of 2000 MPa Press Hardening Steel. Metals, 10(7), 853. https://doi.org/10.3390/met10070853