1. Introduction
Rare earths metals (REM) are widely used in various high-tech industries due to their unique optical, electrical, and magnetic properties. Mineral ores are still the main source of rare earth metals. These ores are characterized by a low yttrium (Y) and lanthanides content. REM are often presented as a collateral admixture in other minerals. For this reason, extraction remains the main method to recover them from complex water–salt solutions with low pH values caused by the specifics of rare metals ores reprocessing techniques [
1,
2].
A well-known factor complicating the implementation of solvent extraction is the use of flammable, volatile, and toxic organic solvents. The formation of interfacial emulsion can also be attributed to undesirable side effects of the solvent extraction process. The use of solid-phase extraction has a number of advantages compared to solvent extraction during the process of extracting the target component, such as compatibility with a continuous stream of acidic saline solutions, which can provide scalability of the process [
3]. The disadvantage of this technology is the need for additional space and equipment to ensure the regeneration of materials used as solid carriers for reuse [
4].
As materials for the solid-phase extraction process, extractant-impregnated porous inert supports based on a polystyrene matrix are used. There are two concepts to produce solid extractant. The first one is the adsorption of extraction solvent on the surface of polymer support to obtain so-called solvent-impregnated resin (SIR). The second method to produce solid extractant—extraction resin—is direct polymerization of the monomer in the presence of the extractant [
5]. Unlike SIR, extraction resins, or Levextrel resins, are characterized by a lower outwashing of the organic phase and a more uniform distribution in the granule volume [
6,
7]. A change in the extraction mechanism during solid–liquid extraction, compared with the liquid–liquid extraction, could be expected in the direction of similarity with an ion exchange sorption mechanism.
Zhang et al. [
1] studied the kinetics of solid-phase extraction of zirconium (IV) and neodymium (III) ions using Levextrel resin containing trialkylphosphine oxide. The extraction kinetics were described by a second order formal kinetics equation, and the process rate constant was determined. Second order of Cd (2+) ions extraction process by acidic organophosphorous extractant immobilized in a styrene/ethylene glycol dimethacrylate polymer matrix was established by Valenzuela et al. [
8]. The acquired activation energy value of 47.2 ± 2.2 kJ/mol points to a diffusion kinetic rate-limiting stage of the system.
Many studies show [
9] that sorption equilibrium and metal ions stoichiometry in solvent extraction (SX) can be identical to solid extraction by Levextrel resin; however, sorption kinetics of metals on Levextrel resin may vary from SX. In concentrated solutions of H
3PO
4, the use of acidic extractants (D2EHPA) increases the selective extraction of rare earth elements (REE). Furthermore, co-extraction of iron impurities in the presence of a neutral extractant (Cyanex 923) is significantly reduced [
10].
A wide range of chelating ion-exchange resins for the rare earth metals extraction from phosphoric acid solutions was studied by Hérès et al. [
11]. The authors point out the two most promising resins—Amberlite IRC 747 and Lewatit TP 260, both containing aminophosphonic groups. Considered resins are capable of providing a high extraction efficiency. However, they have a number of significant disadvantages, such as high impurity recovery degrees and low separation factors. Observed kinetics of the total REE uptake by IRC 747 and TP 260 are best explained by the moving boundary particle diffusion model.
The thorium sorption from acid medium by Aliquat 336-impregnated Chromosorb W material was investigated by Mahanty [
12]. The results confirmed a pseudo-second order kinetics and Langmuir isotherm. The considered sorption method allows to effectively separate thorium from uranium.
Many studies are dedicated to the investigation of resins impregnated with a binary extractant system. The effect of a tributyl phosphate addition on the vanadium capability adsorption of D2EHPA-impregnated resins (DIR) was studied by Zheng et al. [
13]. The results show that the impregnation ratio of the resins decreases gradually with the increasing proportion of tributylphosphate (TBP) in the extractant solution. Nevertheless, the addition of TBP leads to an increase in sorbent capacity by more than 20% with optimal D2EHPA to TBP ratio of 7:3, as well as significantly reducing the adsorption equilibrium time of vanadium. Moreover, TBP addition converts the pseudo-second order kinetic for the vanadium adsorption onto the D2EHPA-only impregnated resin to the pseudo-first order kinetic. The study of solvent-impregnated resins prepared from binary mixtures of 2-ethylhexyl phosphoric acid mono-2-ethylhexyl ester (PC88A) and neodecanoic acid (Versatic 10) was carried out by Sharaf et al. [
14]. Designed SIR was used for the separation and concentration of scandium (3+) from simulated nitrate solutions, with a maximum scandium loading capacity of 48 mg/g. Based on the obtained results, the SIR absorbs scandium according to second order kinetics.
Chemically modified resins, containing selective-to-REM ligands, can be used in continuous processes with adsorption columns with a fixed or fluidized bed. However, to develop and design a large-scale REE extraction and separation system, an understanding of the performance and selectivity trends, and, therefore, knowledge of the kinetic properties of solid-phase extraction, are necessary. In addition, when using solid-state extractants, a slower adsorption kinetics and a lower adsorption capacity of the target components can be expected.
The absence of physicochemical characteristics of solid-phase extraction of REE by D2EHPA-containing extraction resins from concentrated phosphoric acid solutions and the necessity to confirm technological advantages of their use determined the subject of this study. The study of the kinetic features of solvent and solid-phase extraction of yttrium and iron (III) using Levextrel resin containing groups of di-2-ethylhexylphosphoric acid, which is a selective extractant with relation to REE, is the subject of this research.
2. Materials and Methods
As the objects of the study model, industrial solutions of phosphoric acid were used. Phosphoric acid solutions were obtained from PJSC PhosAgro (Balakovo Branch of Apatit, Saratov Region, Balakovo District, Russia) as a product of apatite processing. The composition of industrial phosphoric acid solutions obtained during the sulphuric acid leaching of phosphate ores is shown in
Table 1 and
Table 2. Simulated solutions containing 4.5 mol/L H
3PO
4 (prepared by dilution from concentrated chemical pure grade phosphoric acid, obtained from OOO Komponent–Reaktiv, Moscow, Russia) and 0.19 mol/L H
2SO
4 were used as an analogue of the industrial phosphoric acid system.
Di-2-ethylhexylphosphoric acid produced by ’Acros Organics’ (obtained from ZAO Acrus, Moscow, Russia), with a D2EHPA concentration of at least 95%, was used as a liquid extractant; ’pure’ grade kerosene with a mass fraction of saturated hydrocarbons of at least 95% and sulphur mass fraction of less than 0.1% (supplied by OOO Komponent–Reaktiv, Moscow, Russia) was used as an inert diluent. Both reagents are recommended for use in the chromatographic separation of substances.
The solid extractant used was a styrene and divinylbenzene suspension copolymerization product in the porous matrix of which D2EHPA was introduced directly during synthesis. The solid extractant was obtained from the government enterprise ’Smoly’, Ukraine. The qualitative indicators of a solid-phase extractant are white spherical opaque granules; mass fraction of the working fraction is not less than 97%; granule size of the working fraction of 0.63–2.5 mm; mechanical strength not less than 96%; and the mass fraction of phosphorus is not less than 5.3%. During operation of the solid extractant, mechanical damages, such as abrasion and grinding, were not observed.
The phase contact during the study of the extraction equilibria of the solvent extraction was ensured using the HEL Group Automate Parallel Chemistry reactor (HEL Ltd., Borehamwood, UK). The process parameters temperature, phase contact period, stirring rate, and acidity level of the system were set and maintained constant during the experiments using the SCADA automated reactor control system CitectSCADA (designed by Schneider Electric SE, Rueil-Malmaison, France, supplied by GK RTSoft, Moscow, Russia). The experiment was carried out in a continuous type reactor. The phase contact during the solid-phase extraction was carried out using a thermostatically controlled shaker GFL Shaking Incubator 3032 manufactured by LAUDA–GFL Gesellschaft für Labortechnik GmbH (Burgwedel, Germany), equipped with rate-controlled orbital shaker (shaking frequency range of 20–250 RPM, shaking amplitude of 25 mm).
During the solvent extraction process, the phase volume ratio Vaq/Vorg = 2 was used, the organic phase volume was 250 mL, and the concentration of the extractant D2EHPA in kerosene was 0.54 М. The aqueous and organic phase was thermostated with a temperature measure error within 1 °С. The sampling of the aqueous phase for an analysis in an amount of 10 mL was carried out continuously during the extraction process.
During the solid-phase extraction process, a phase ratio of 2 g of solid sorbent to 20 mL of an aqueous phase of simulated or industrial solution was used. The aqueous phase and the sorbent were mixed in a 250 mL Erlenmeyer flask. After the process, the solid material was separated from the aqueous phase using a special sieve for sorption processes. The yttrium and iron (III) content in the simulated phosphoric acid solutions amounted to 1.2–3.3 mmol/L and, accordingly, 1.7–2.2 mmol/L. Quantitative analysis of the organic and aqueous phase samples was carried out using a Shimadzu ICPE-9000 (Shimadzu Europa GmbH, Duisburg, Germany) inductively coupled plasma mass spectrometer, PANalytical Epsilon 3 X-ray fluorescence energy-dispersive spectrometer (Malvern Panalytical Ltd, Malvern, United Kingdom) with a sensitivity threshold of 10−4 mol/L and a measurement error of less than 5%. To ensure the reliability of the obtained results, the samples were measured several times.
Author Contributions
Conceptualization, O.C.; data curation, V.S.; formal analysis, V.S. and M.P.; funding acquisition, O.C.; investigation, V.S., A.I., and A.F.; methodology, O.C., V.S., and M.P.; project administration, O.C.; resources, V.S., M.P., and A.I.; software, V.S.; supervision, V.S. and M.P.; validation, O.C., V.S., and M.P.; visualization, A.I. and A.F.; writing—original draft, O.C. and V.S.; writing—review & editing, A.I. and A.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was carried out as part of project No. 19-19-00377 “Technological basis for the extraction and selection of strategically important rare earth elements from apatite products” dated 22 April, 2019, supported by the Russian Science Foundation in the 2019 competition “Conducting basic scientific research and exploratory research by individual scientific groups”.
Acknowledgments
The authors want to acknowledge Tatyana Litvinova and Ivan Zhadovsky for the technical support during the X-ray diffraction analysis.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Li, D. Development course of separating rare earths with acid phosphorus extractants: A critical review. J. Rare Earths 2019, 37, 468–486. [Google Scholar] [CrossRef]
- Cheremisina, O.V.; Schenk, J.; Cheremisina, E.A.; Ponomareva, M.A. Thermodynamic Model of Ion-Exchange Process as Exemplified by Cerium Sorption from Multisalt Solutions. J. Min. Inst. 2019, 237, 307–316. [Google Scholar] [CrossRef]
- Artiushenko, O.; Ávila, E.P.; Nazarkovsky, M.; Zaitsev, V. Reusable hydroxamate immobilized silica adsorbent for dispersive solid phase extraction and separation of rare earth metal ions. Sep. Purif. Technol. 2020, 231, 115934. [Google Scholar] [CrossRef]
- Akkaya, R. Terbium adsorption onto polyhydroxyethylmethacrylate–hydroxyapatite composite and its modified composition by phytic acid. Desalin. Water Treat. 2014, 52, 1440–1447. [Google Scholar] [CrossRef]
- Zhang, W.; Ye, G.; Chen, J. TRPO Impregnated Levextrel Resin: Synthesis and Extraction Behavior of Zr (IV) and Nd (III) Ions. Sep. Sci. Technol. 2012, 48, 263–271. [Google Scholar] [CrossRef]
- Callura, J.C.; Perkins, K.M.; Baltrus, J.P.; Washburn, N.R.; Dzombak, D.A.; Karamalidis, A.K. Adsorption kinetics, thermodynamics, and isotherm studies for functionalized lanthanide-chelating resins. J. Colloid Interface Sci. 2019, 557, 465–477. [Google Scholar] [CrossRef] [PubMed]
- Kabay, N.; Cortina, J.L.; Trochimczuk, A.; Streat, M. Solvent-impregnated resins (SIRs)–Methods of preparation and their applications. React. Funct. Polym. 2010, 70, 484–496. [Google Scholar] [CrossRef]
- Valenzuela, F.; Valdés, A.; Ide, V.; Basualto, C.; Sapag, J.; Araneda, C. Equilibrium, Kinetic, and Thermodynamic Analysis of Cd(II) Sorption from Aqueous Solutions using Polymeric Microcapsules containing an Acidic Organophosphonic Extractant. Solvent Extr. Ion Exch. 2012, 30, 422–430. [Google Scholar] [CrossRef]
- Bao, S.; Tang, Y.; Zhang, Y.; Liang, L. Recovery and Separation of Metal Ions from Aqueous Solutions by Solvent-Impregnated Resins. Chem. Eng. Technol. 2016, 39, 1377–1392. [Google Scholar] [CrossRef]
- Tunsu, C.; Petranikova, M. Perspectives for the recovery of critical elements from future energy-efficient refrigeration materials. J. Clean. Prod. 2018, 197, 232–241. [Google Scholar] [CrossRef]
- Hérès, X.; Blet, V.; Di Natale, P.; Ouaattou, A.; Mazouz, H.; Dhiba, D.; Cuer, F. Selective extraction of rare earth elements from phosphoric acid by ion exchange resins. Metals (Basel). 2018, 8, 682. [Google Scholar] [CrossRef]
- Mahanty, B.; Mohapatra, P.K. Highly efficient separation of thorium from uranium in nitric acid feeds by solid phase extraction using Aliquat 336. Sep. Purif. Technol. 2020, 237, 116318. [Google Scholar] [CrossRef]
- Zheng, R.; Bao, S.; Zhang, Y.; Chen, B. Synthesis of Di-(2-ethylhexyl) Phosphoric Acid (D2EHPA)-Tributyl Phosphate (TBP) Impregnated Resin and Application in Adsorption of Vanadium(IV). Minerals 2018, 8, 206. [Google Scholar] [CrossRef]
- Sharaf, M.; Yoshida, W.; Kubota, F.; Goto, M. A Novel Binary-Extractant-Impregnated Resin for Selective Recovery of Scandium. J. Chem. Eng. JAPAN 2019, 52, 49–55. [Google Scholar] [CrossRef]
- Cheremisina, O.; Sergeev, V.; Fedorov, A.; Iliyna, A. Specific features of solvent extraction of REM from phosphoric acid solutions with DEHPA. Miner. Process. Extr. Metall. 2019, 1–7. [Google Scholar] [CrossRef]
- Wang, L.; Long, Z.; Huang, X.; Yu, Y.; Cui, D.; Zhang, G. Recovery of rare earths from wet-process phosphoric acid. Hydrometallurgy 2010, 101, 41–47. [Google Scholar] [CrossRef]
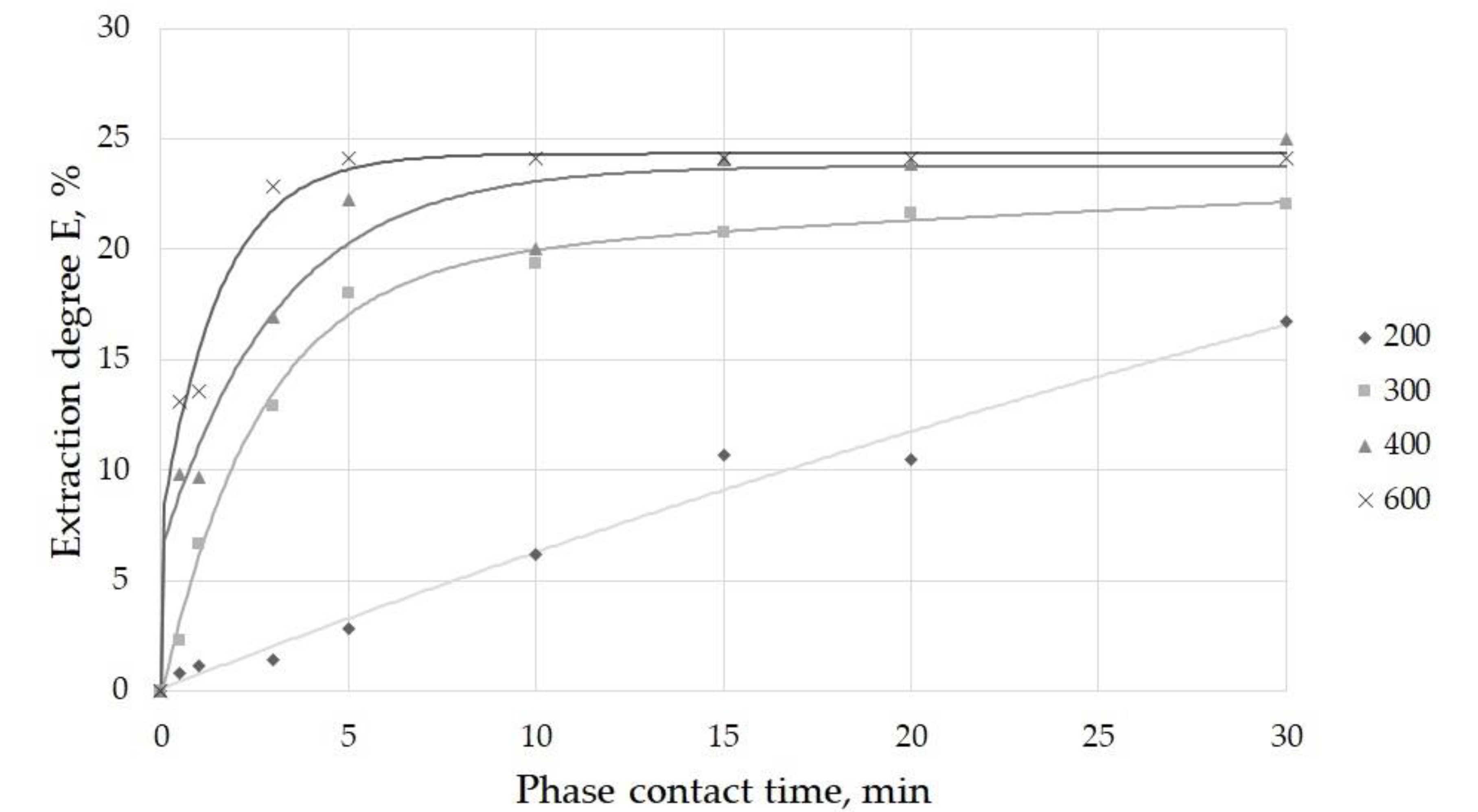
Figure 1.
The dependences of the yttrium extraction degree on the phase contact time at different stirring rate in revolutions per minute (RPM) under temperature of 300 K.
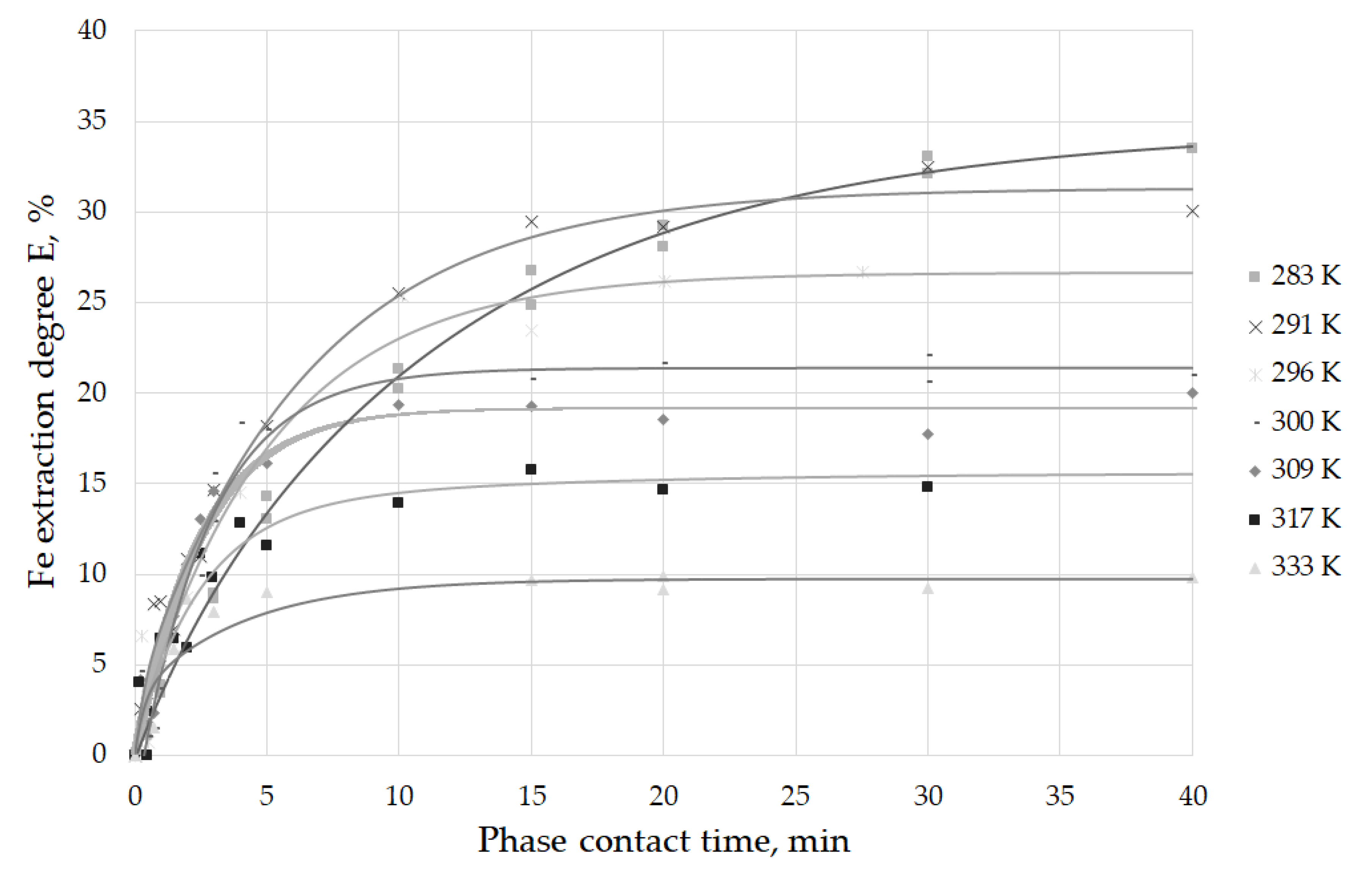
Figure 2.
The dependences of the yttrium extraction degree on the phase contact time at different temperatures.
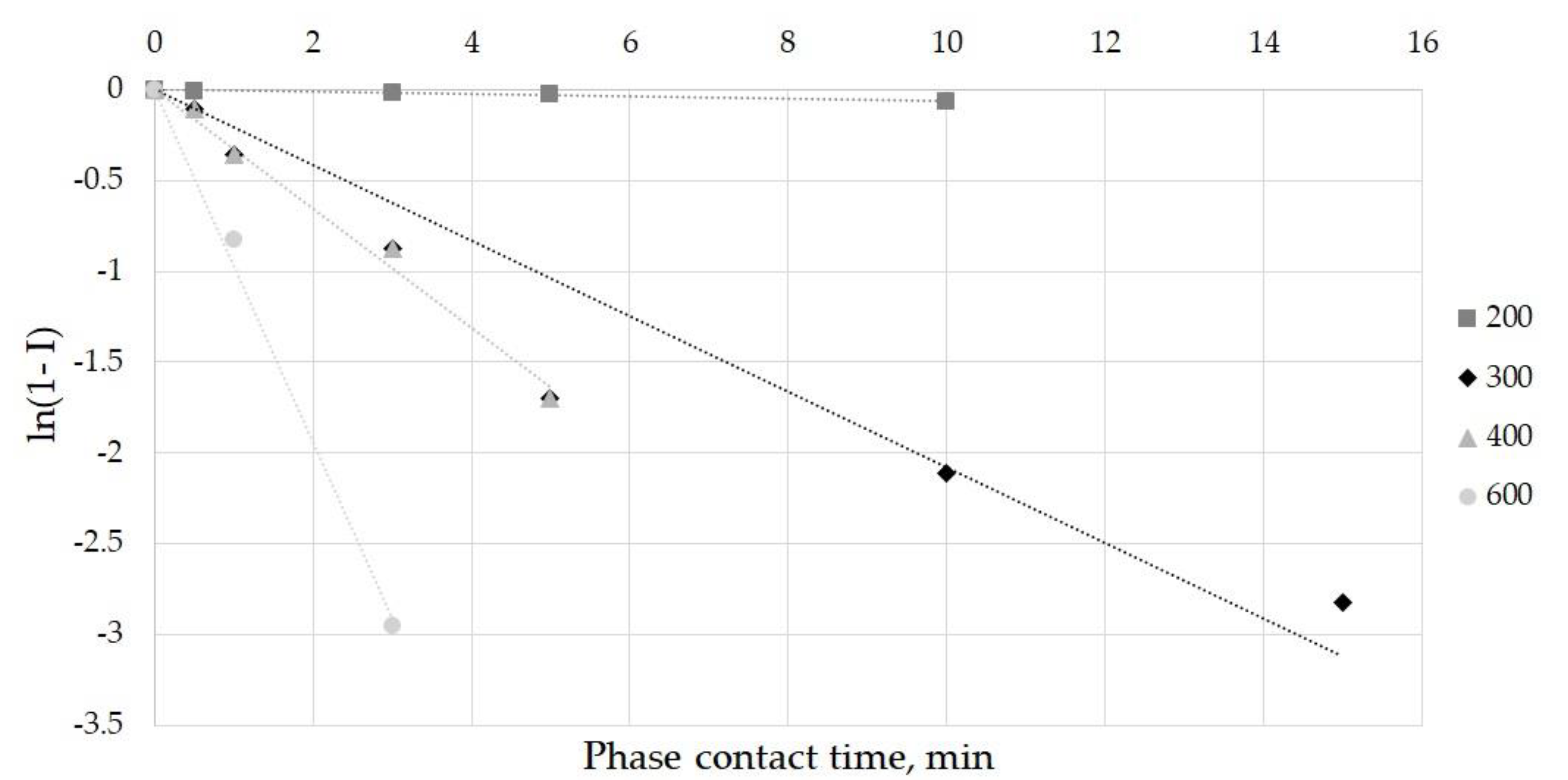
Figure 3.
The logarithmic dependences of the degree of approaching to equilibrium on the stirring rate at a temperature of 300 K.
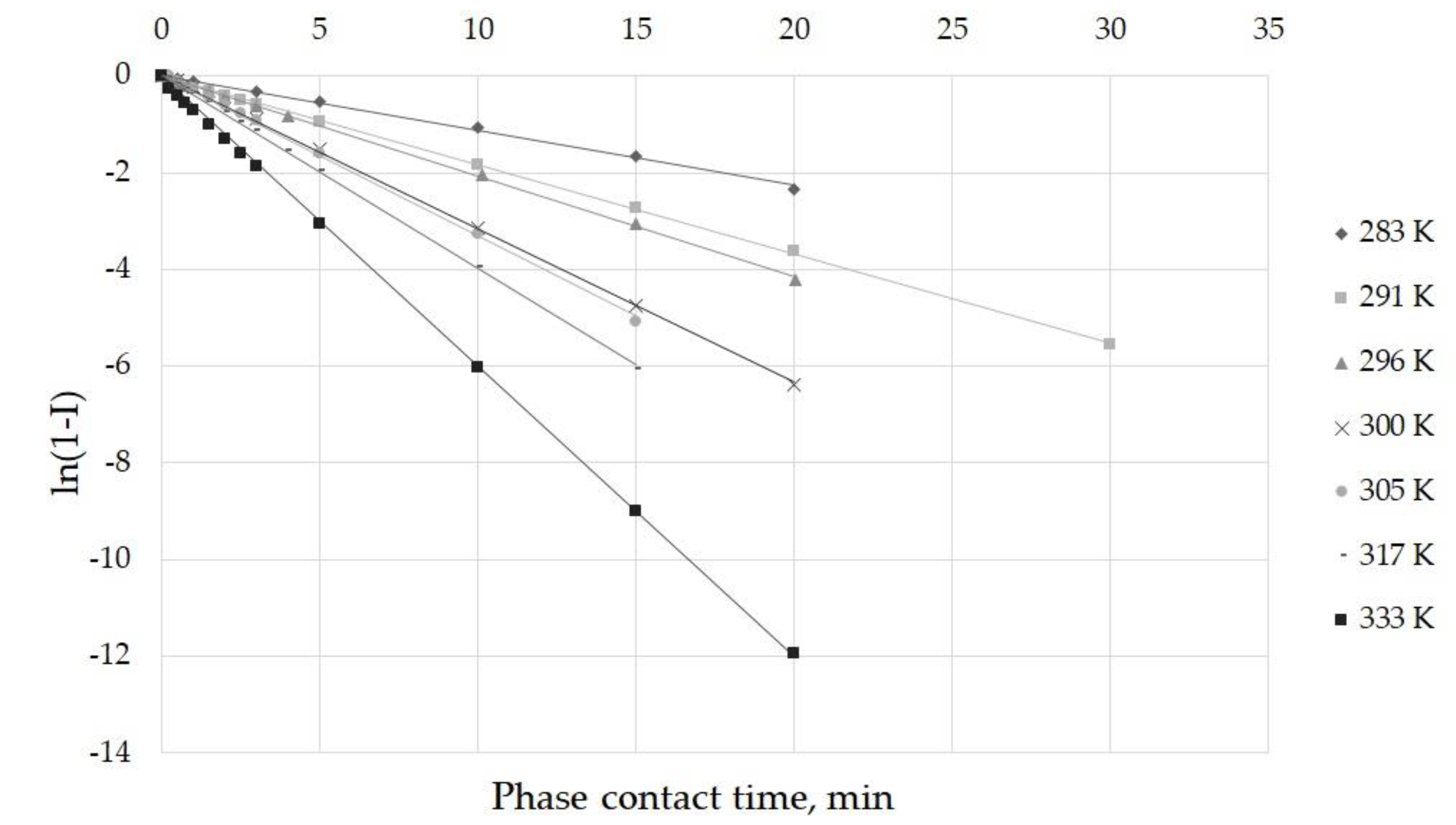
Figure 4.
The logarithmic dependences of the degree of approaching to equilibrium on the temperature at a stirring rate of 400 RPM.
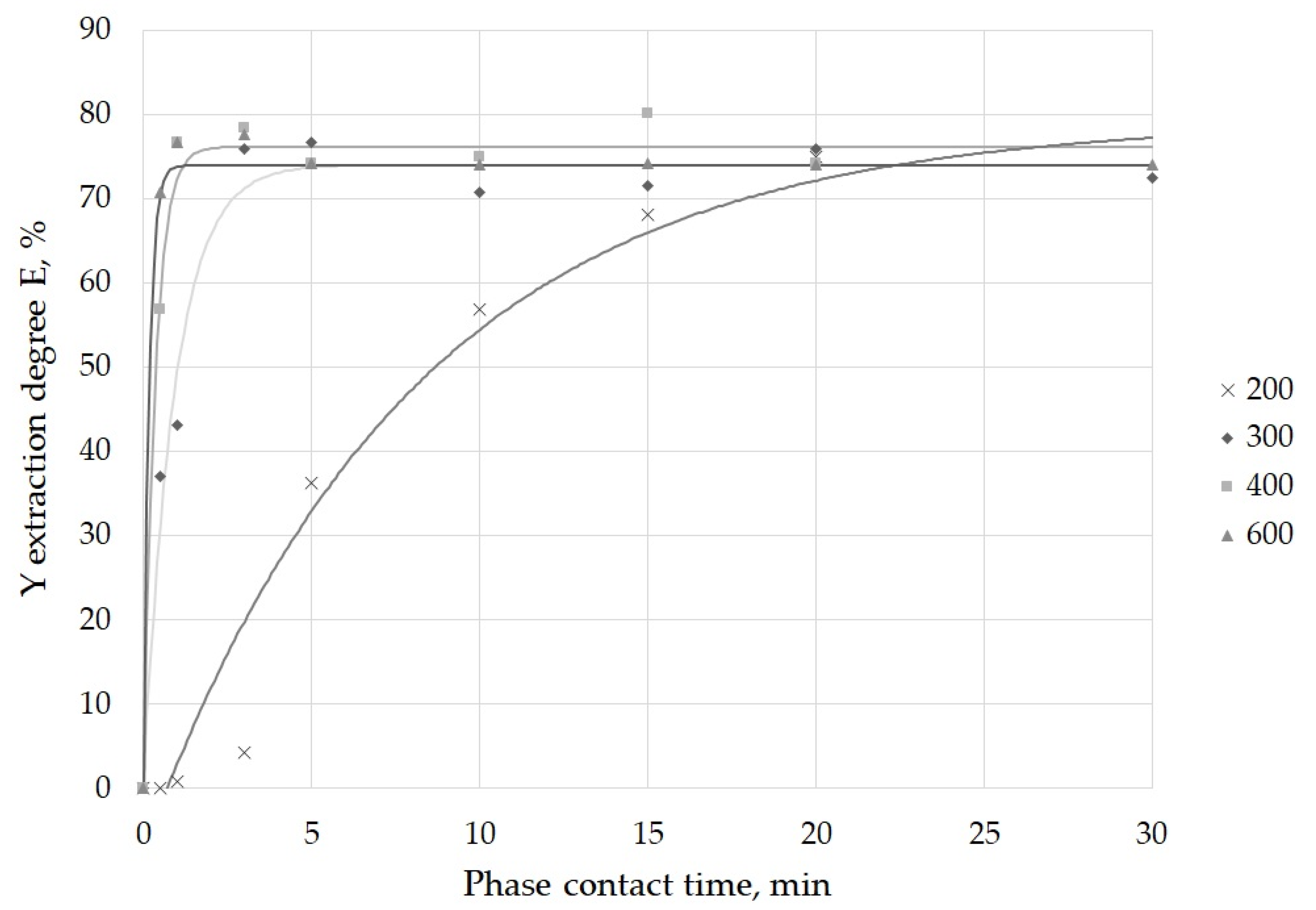
Figure 5.
The dependences of the iron (III) extraction degree on the phase contact time at different stirring rates under a temperature of 300 K.
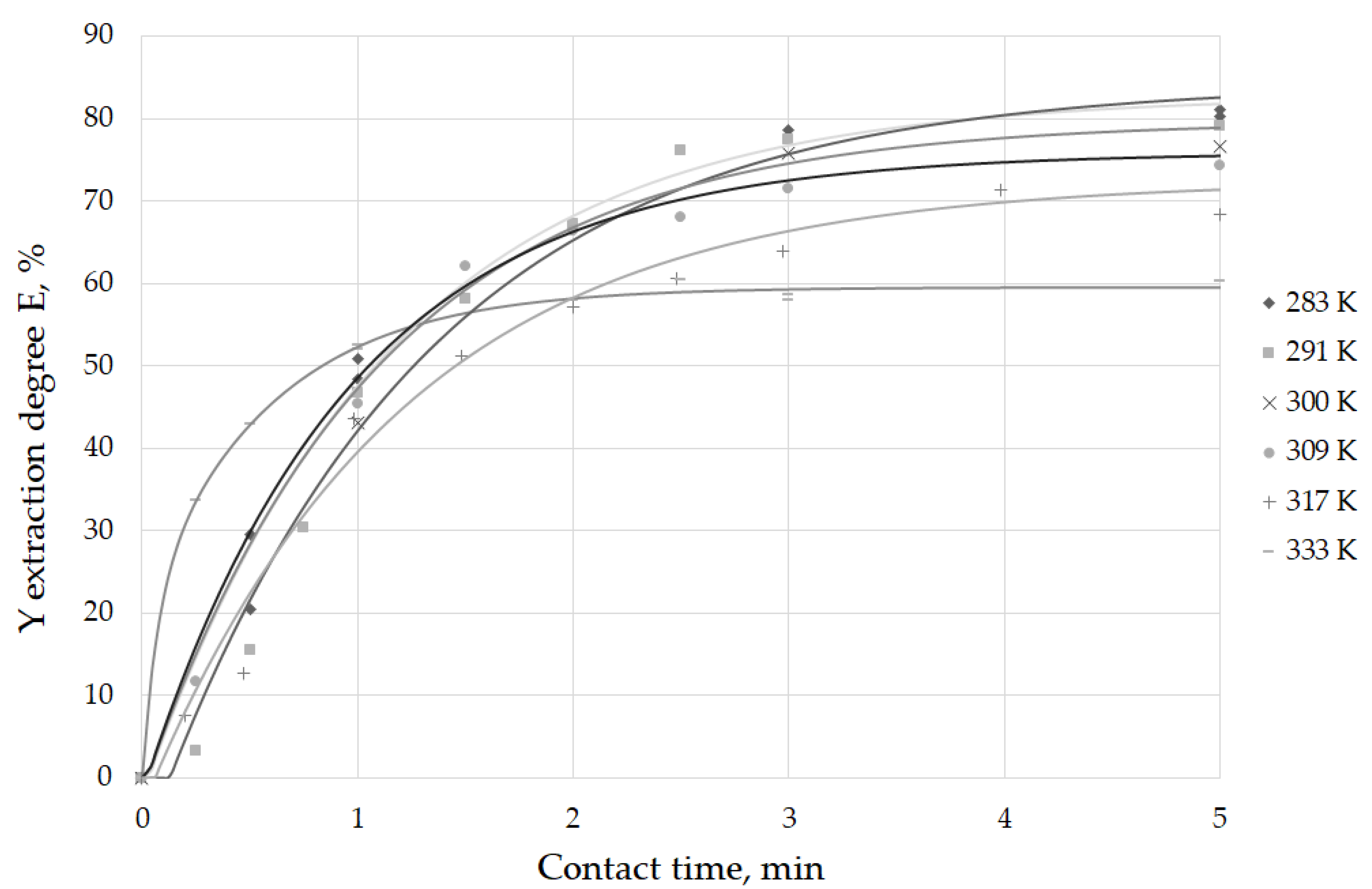
Figure 6.
The dependences of the iron (III) extraction degree on the phase contact time at a different temperature and a stirring rate of 600 RPM.
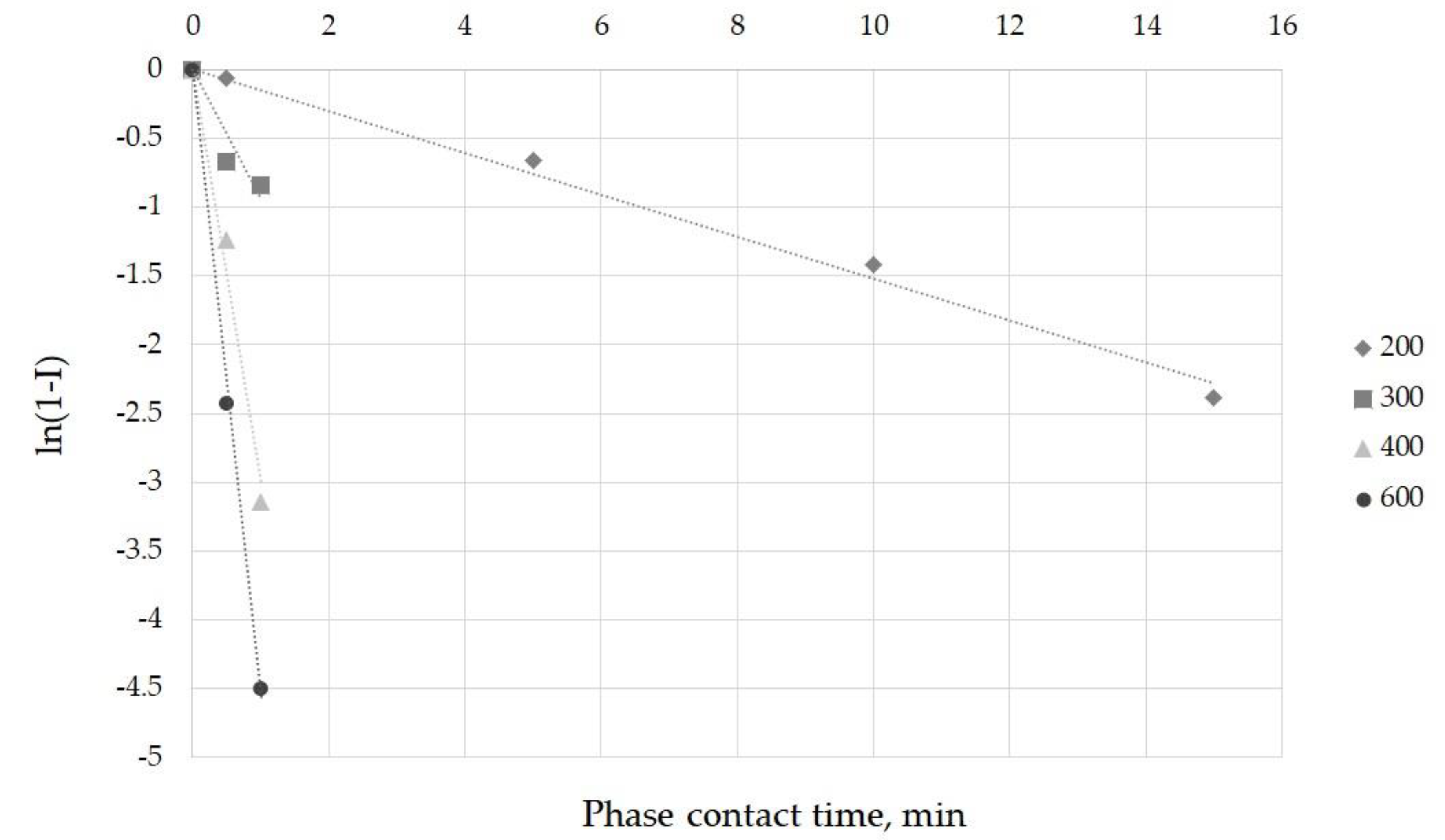
Figure 7.
The logarithmic dependences of the degree of approaching to iron (III) extraction equilibrium on the stirring rate at a temperature of 300 K.
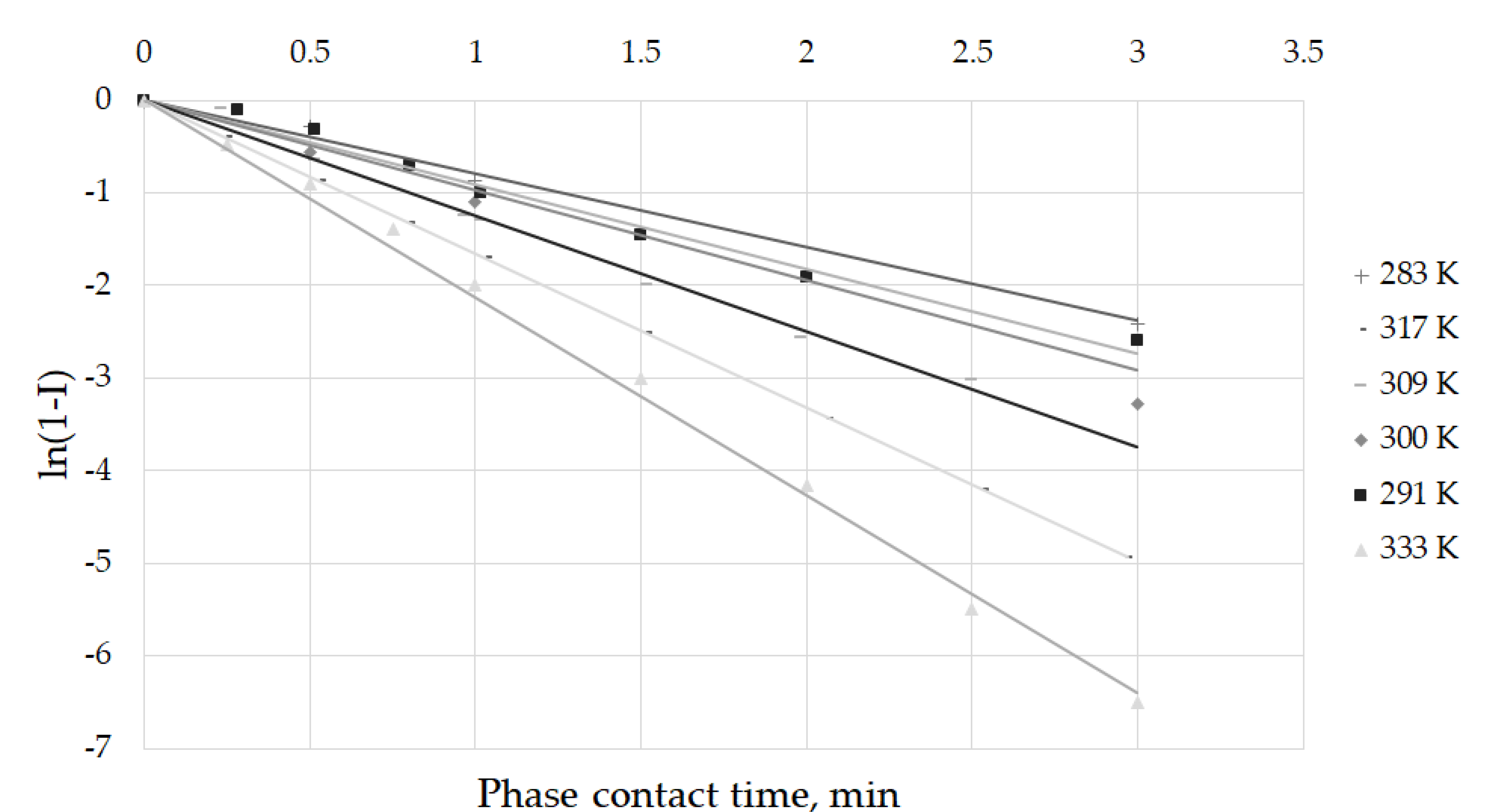
Figure 8.
The logarithmic dependences of the degree of approaching to iron (III) extraction equilibrium on the temperature.
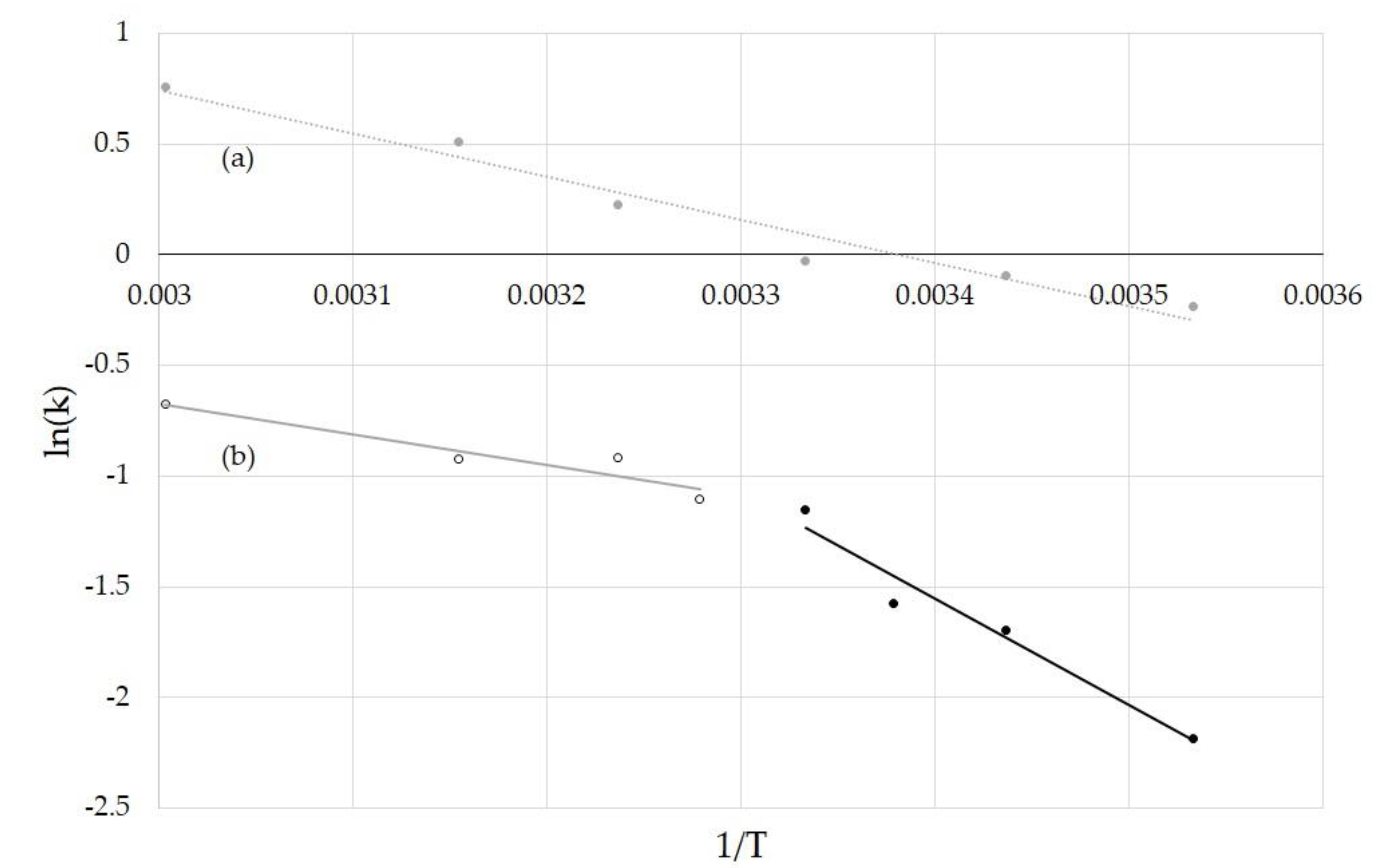
Figure 9.
The dependence of ln(k) on the reciprocal temperature for (a) yttrium and (b) iron.
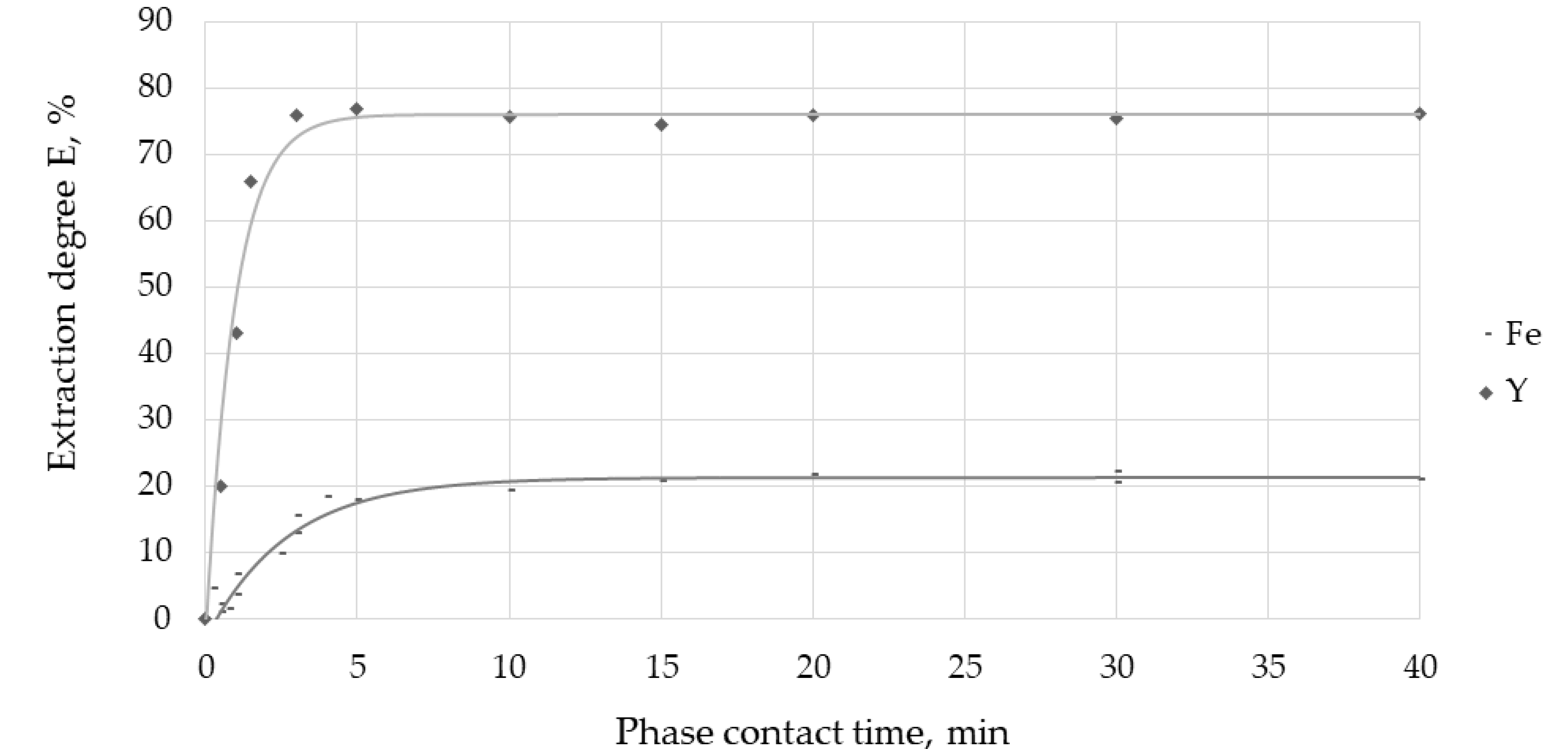
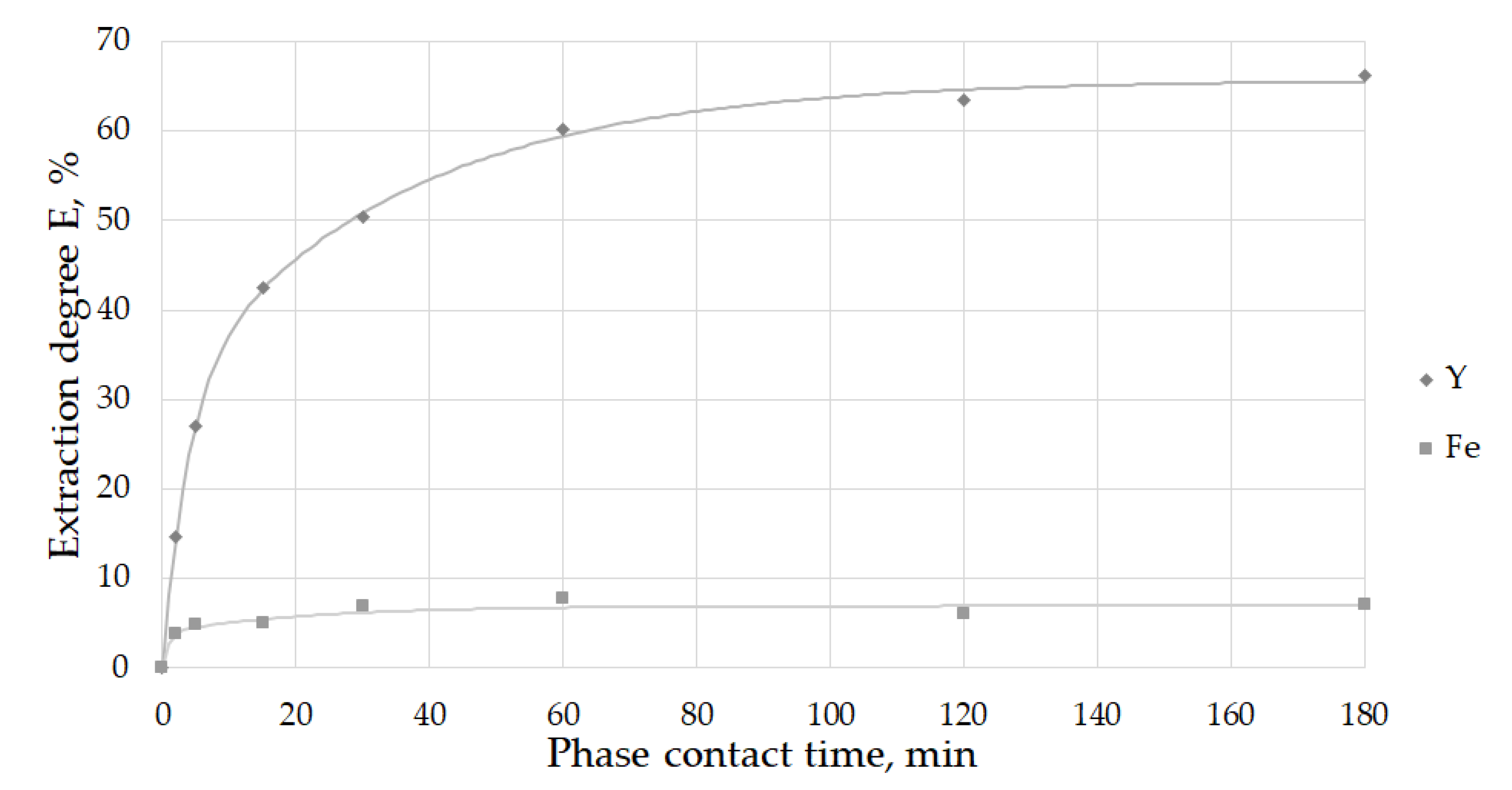
Figure 10.
The dependences of the yttrium and iron (3+) cations extraction degree on the phase contact time.
Figure 11.
The dependences of the yttrium extraction degree on the phase contact time at different shaking frequencies during the solid–liquid extraction process.
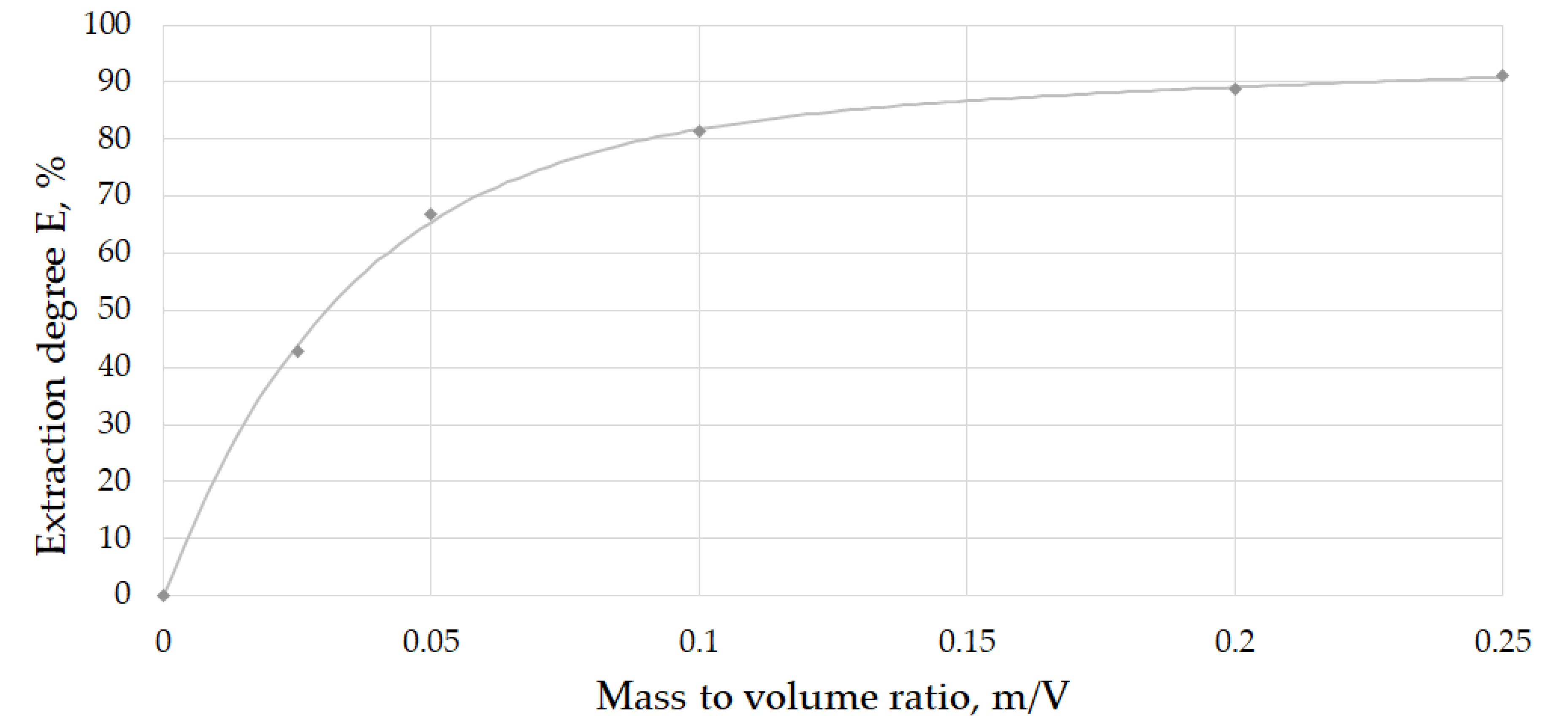
Figure 12.
The dependence of yttrium extraction degree on a solid and liquid phase ratio (g/mL).
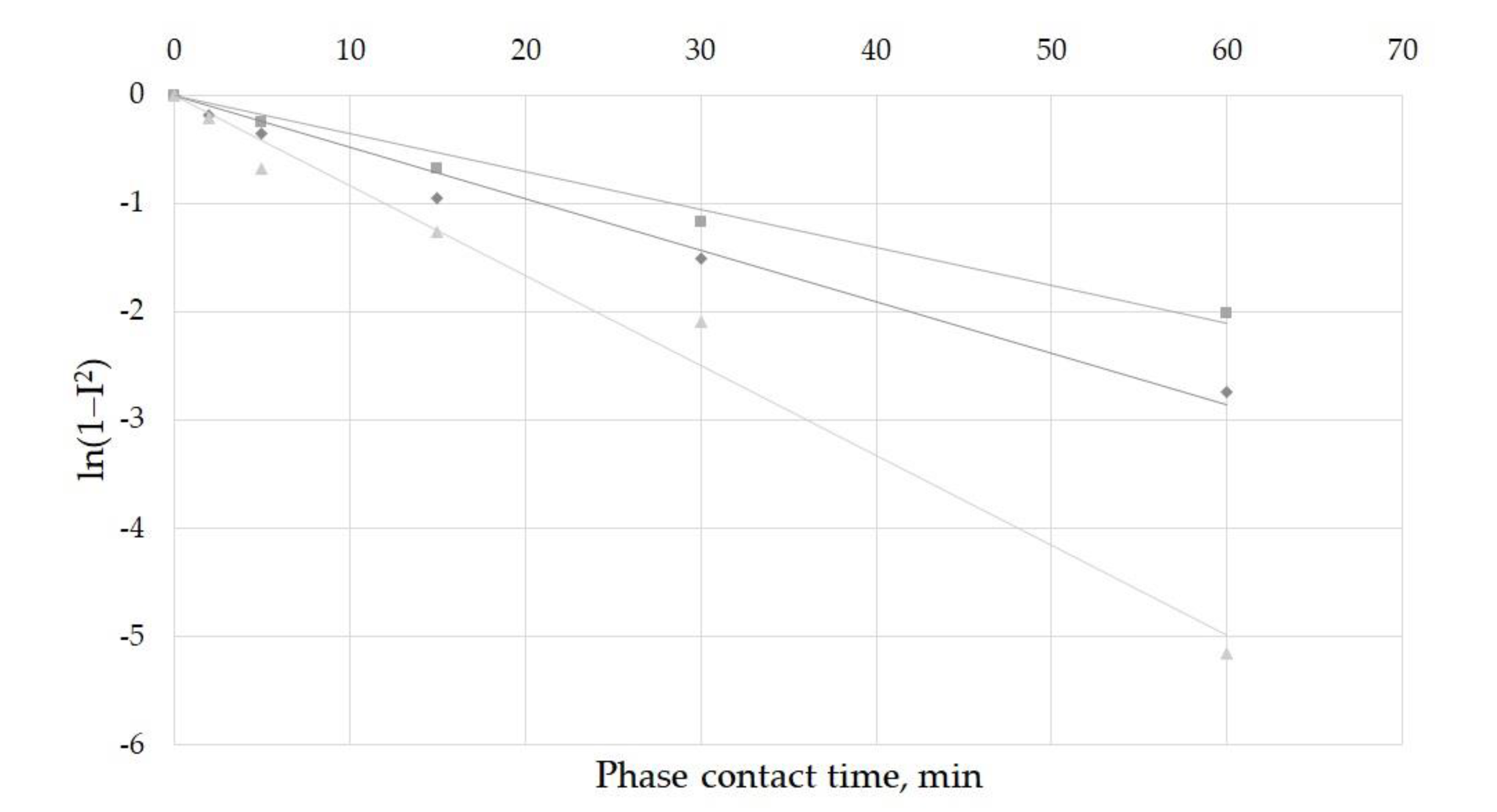
Figure 13.
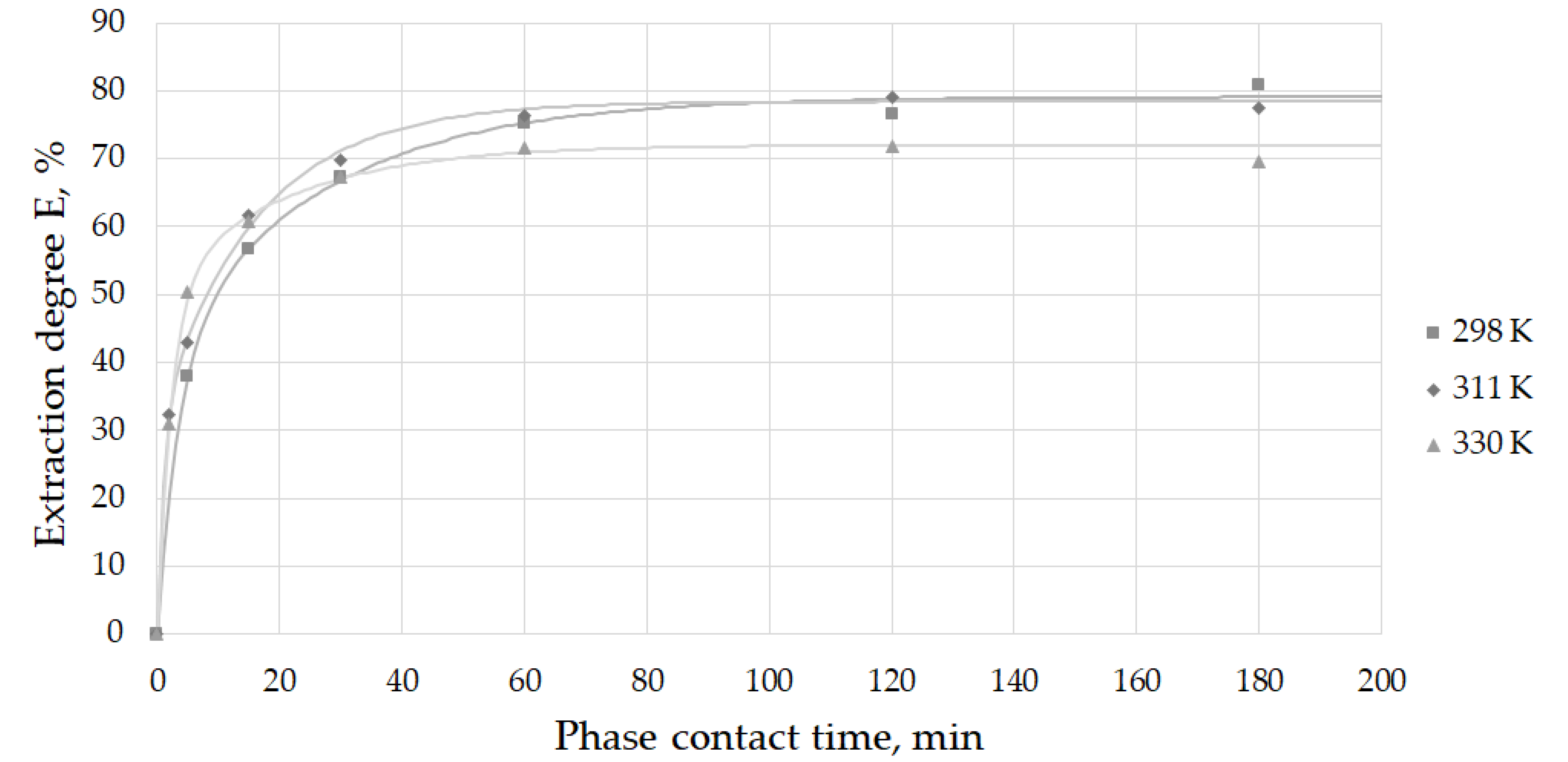
The dependences of the yttrium extraction degree on the phase contact time at a different temperature.
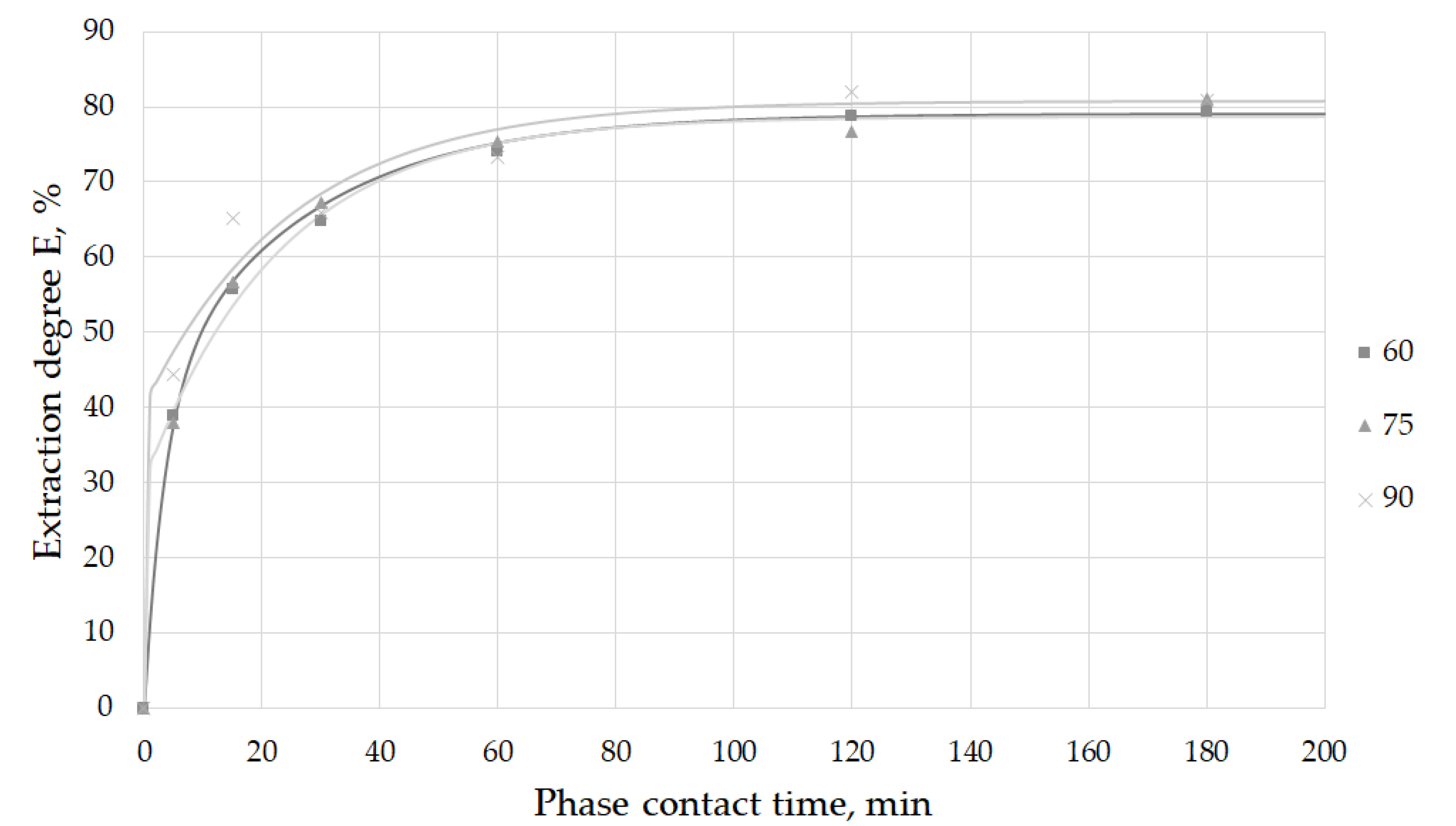
Figure 14.
The dependences of yttrium extraction on the phase contact time under temperatures of 295, 313, and 333 K.
Figure 15.
The dependences of the iron (III) and yttrium extraction degree from industrial phosphoric acid solution on the phase contact time.
Table 1.
Industrial phosphoric acid solution composition (mass. %).
| Ln 1 | P2O5 | SO3 | F | Al2O3 | CaO | Fe2O3 | SiO2 |
|---|
| 0.07–0.1 | 26–28 | 1.2–1.8 | 1.4–1.5 | 0.1–0.4 | 0.3–0.8 | 0.3–0.4 | 0.8–1.1 |
Table 2.
Content of rare earth oxides (REO) in phosphoric acid solutions 2.
| REO | Content, % | REO | Content, % | REO | Content, % |
|---|
| La2O3 | 15.1 | Sm2O3 | 3.18 | Dy2O3 | 1.92 |
| Ce2O3 | 37.6 | Eu2O3 | 0.96 | Yb2O3 | 0.51 |
| Pr2O3 | 4.68 | Gd2O3 | 3.52 | Y2O3 | 12.85 |
| Nd2O3 | 18.37 | Tb2O3 | 0.43 | Er2O3 | 0.88 |
Table 3.
The values of the angular coefficients—rate constants of the yttrium and iron (III) extraction process.
| Angular Coefficients | Stirring Rate, RPM | Temperature, K |
|---|
| 300 | 400 | 600 | 283 | 291 | 296 | 300 | 305 | 309 | 317 | 333 |
|---|
| k(Y), min−1 | 0.94 | 3.01 | 4.57 | 0.79 | 0.90 | - | 0.97 | - | 1.26 | 1.66 | 2.1 |
| k(Fe), min−1 | 0.20 | 0.30 | 0.90 | 0.11 | 0.18 | 0.21 | 0.32 | 0.33 | - | 0.40 | 0.60 |
Table 4.
Extraction and approximation coefficients.
| Model | k | R2 |
|---|
| k295 = 0.041 | 0.94 |
| k313 = 0.053 | 0.96 |
| k233 = 0.090 | 0.98 |
| k295 = 0.035 | 0.98 |
| k313 = 0.048 | 0.98 |
| k233 = 0.083 | 0.99 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}