Comparative Study of Hot Deformation Behavior and Microstructure Evolution of As-Cast and Extruded WE43 Magnesium Alloy

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
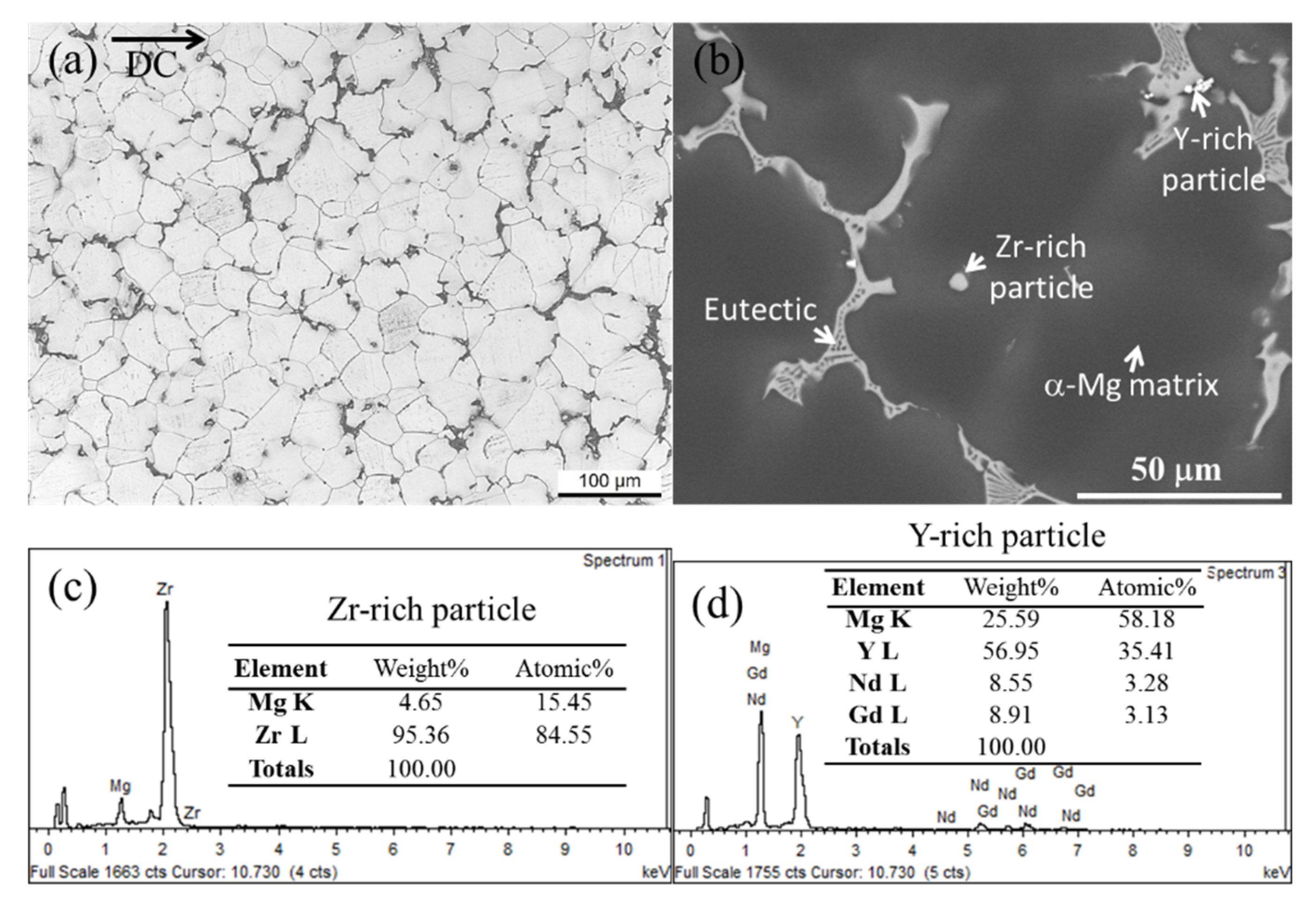
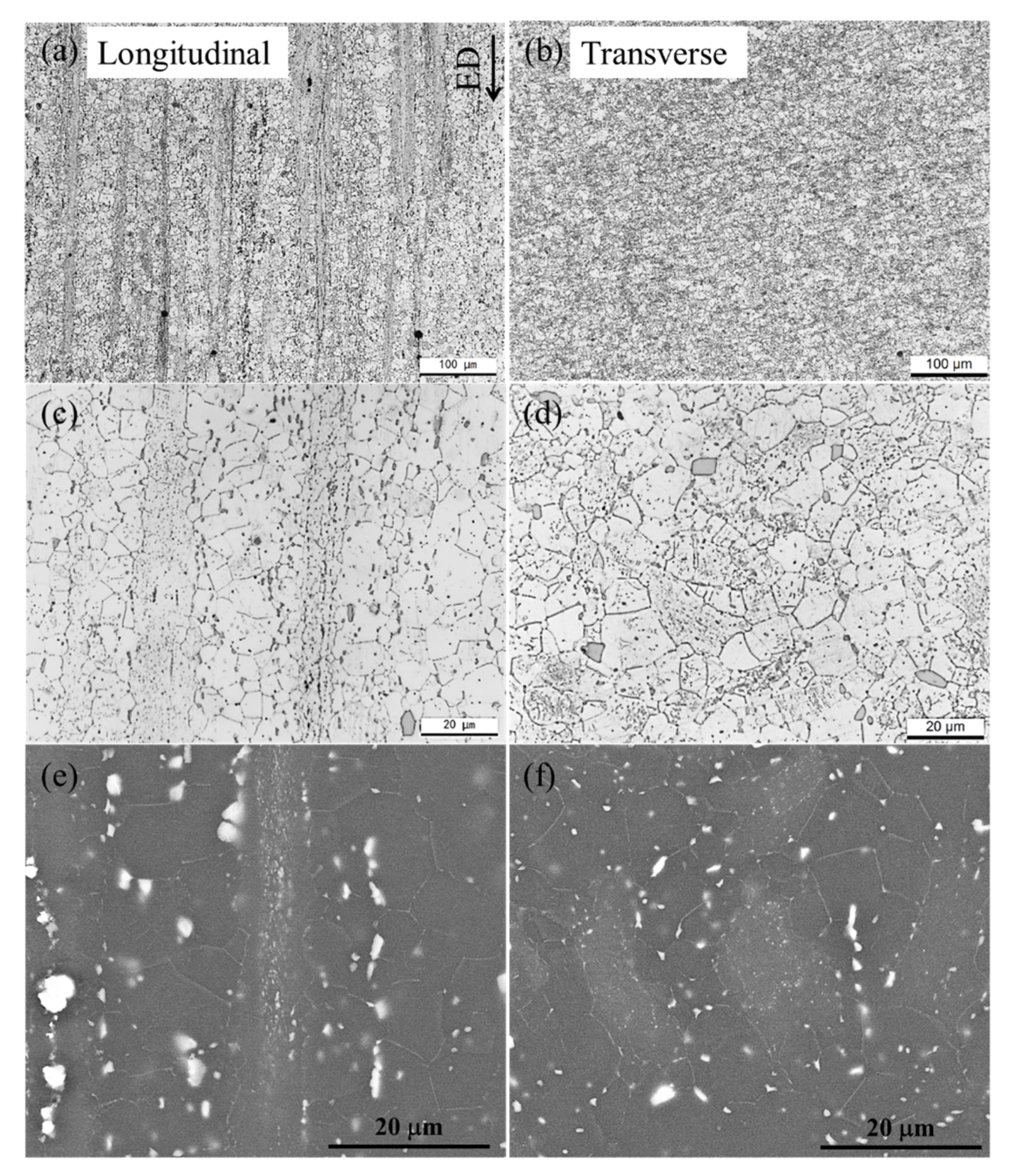
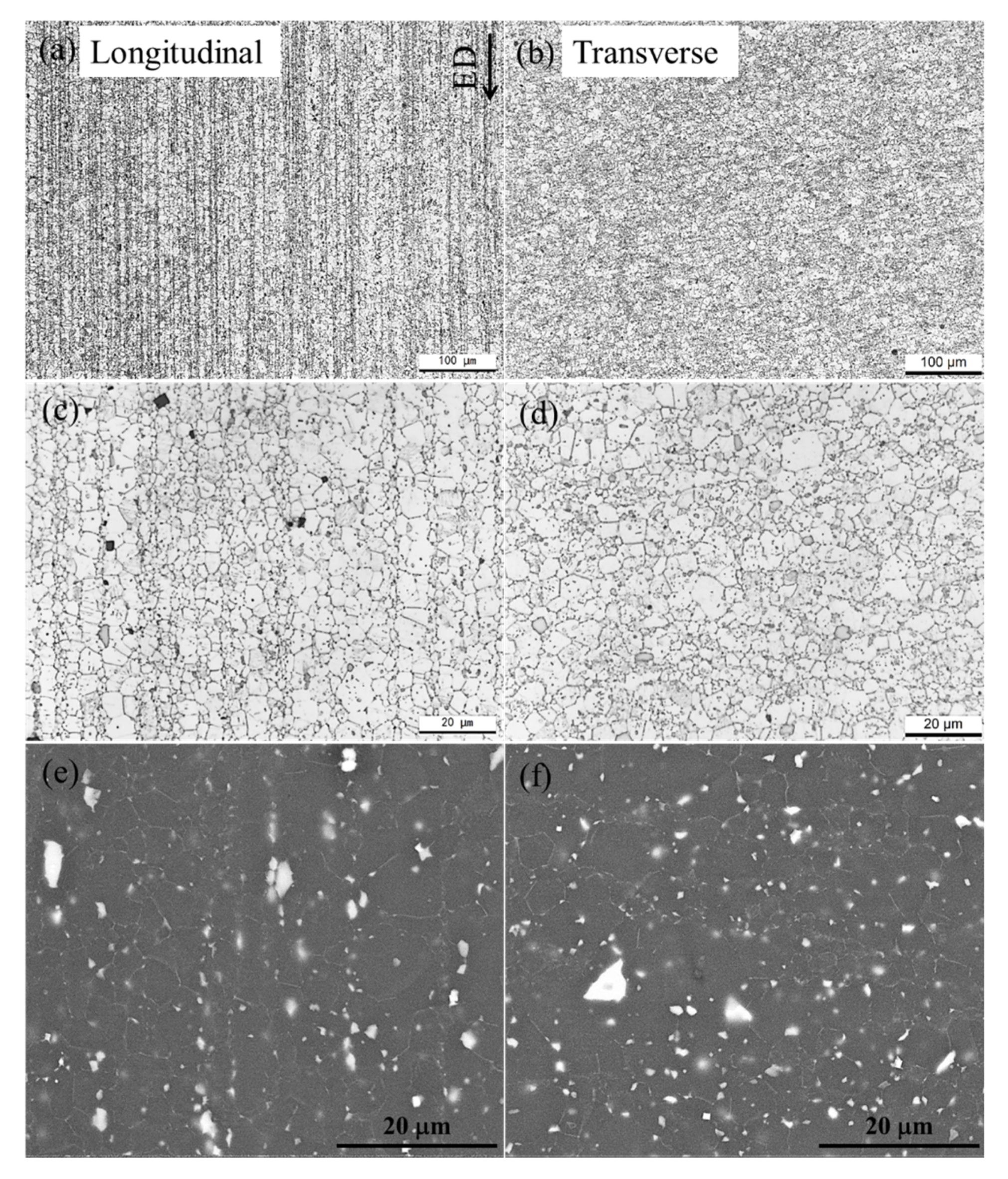
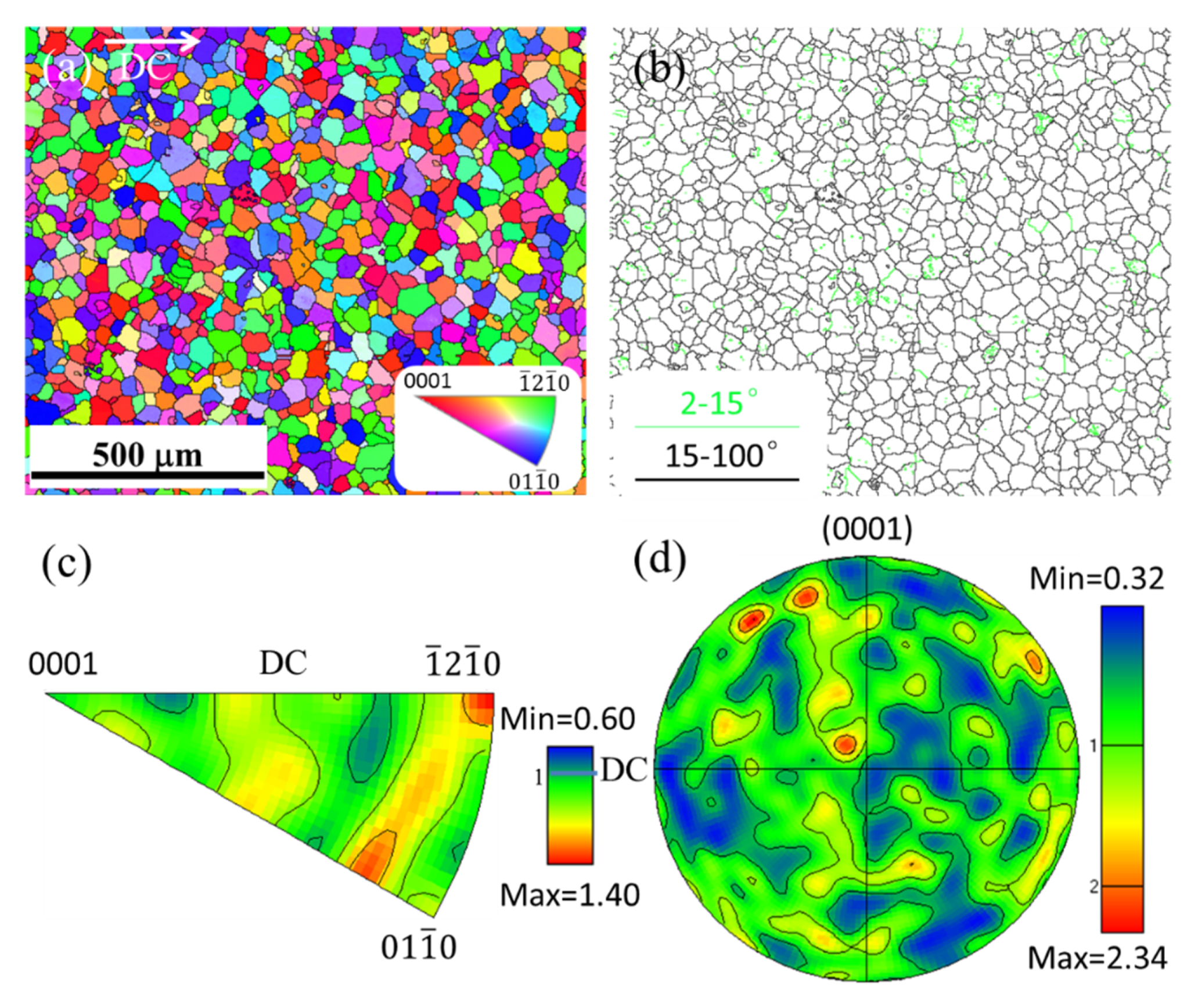
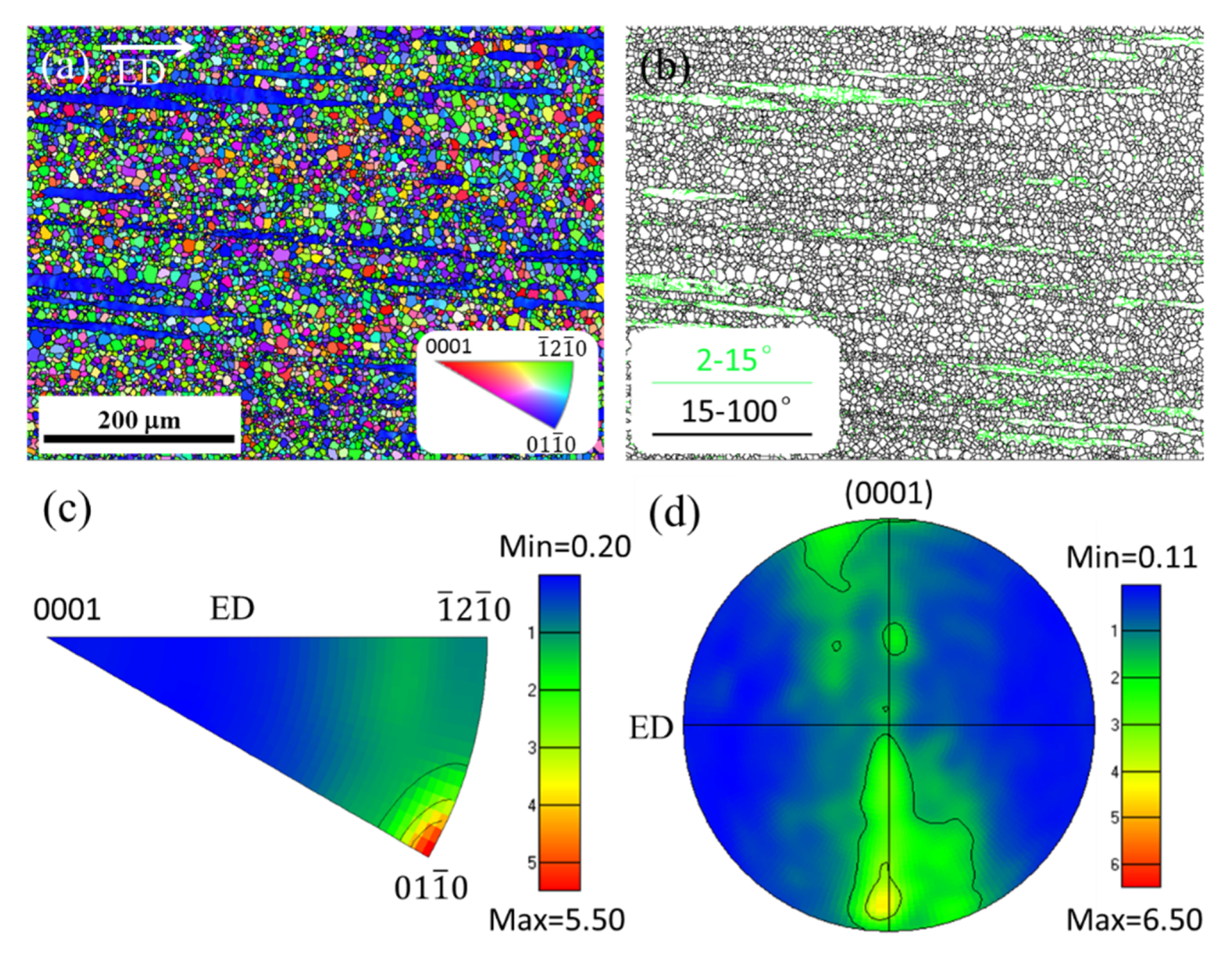
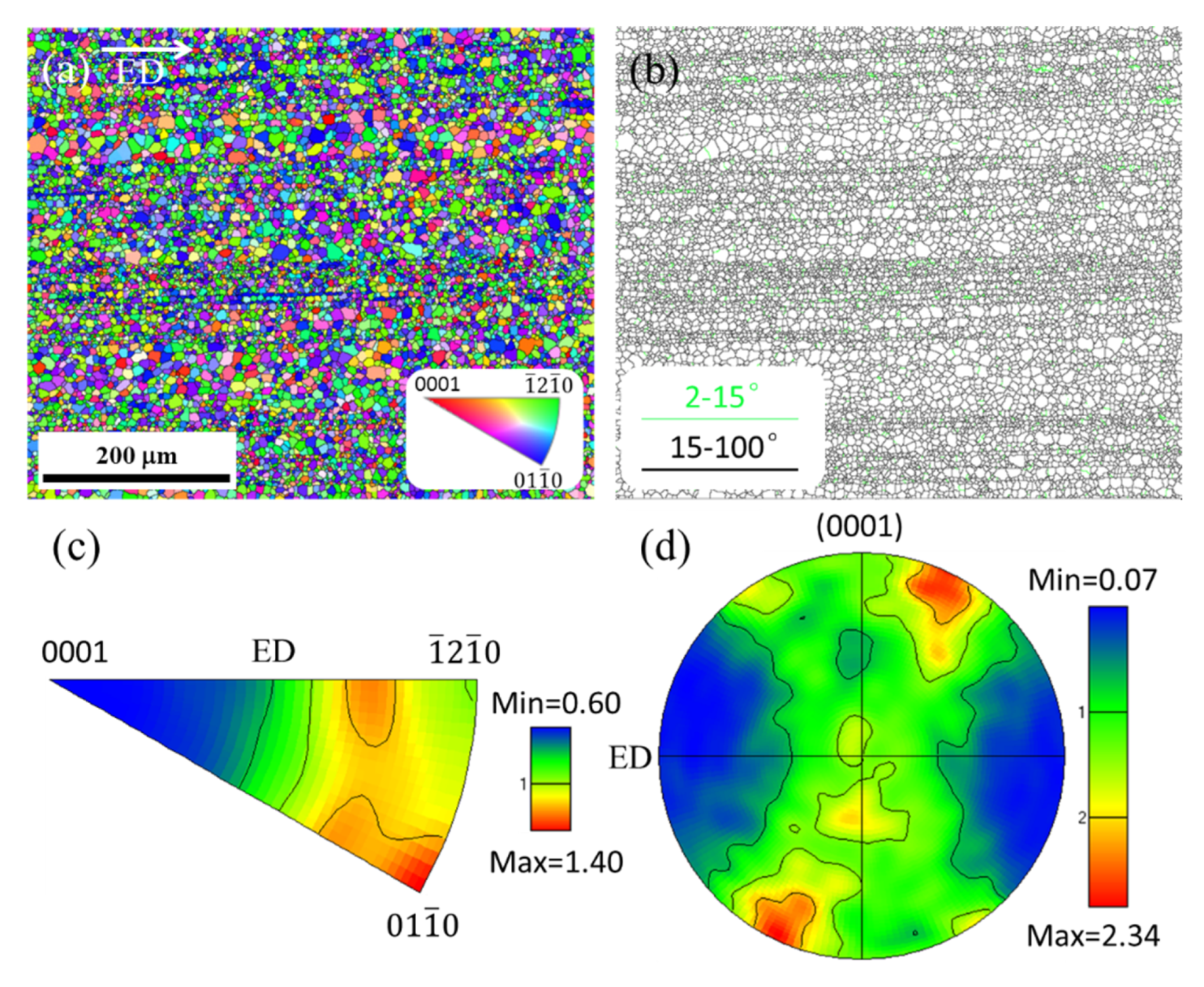
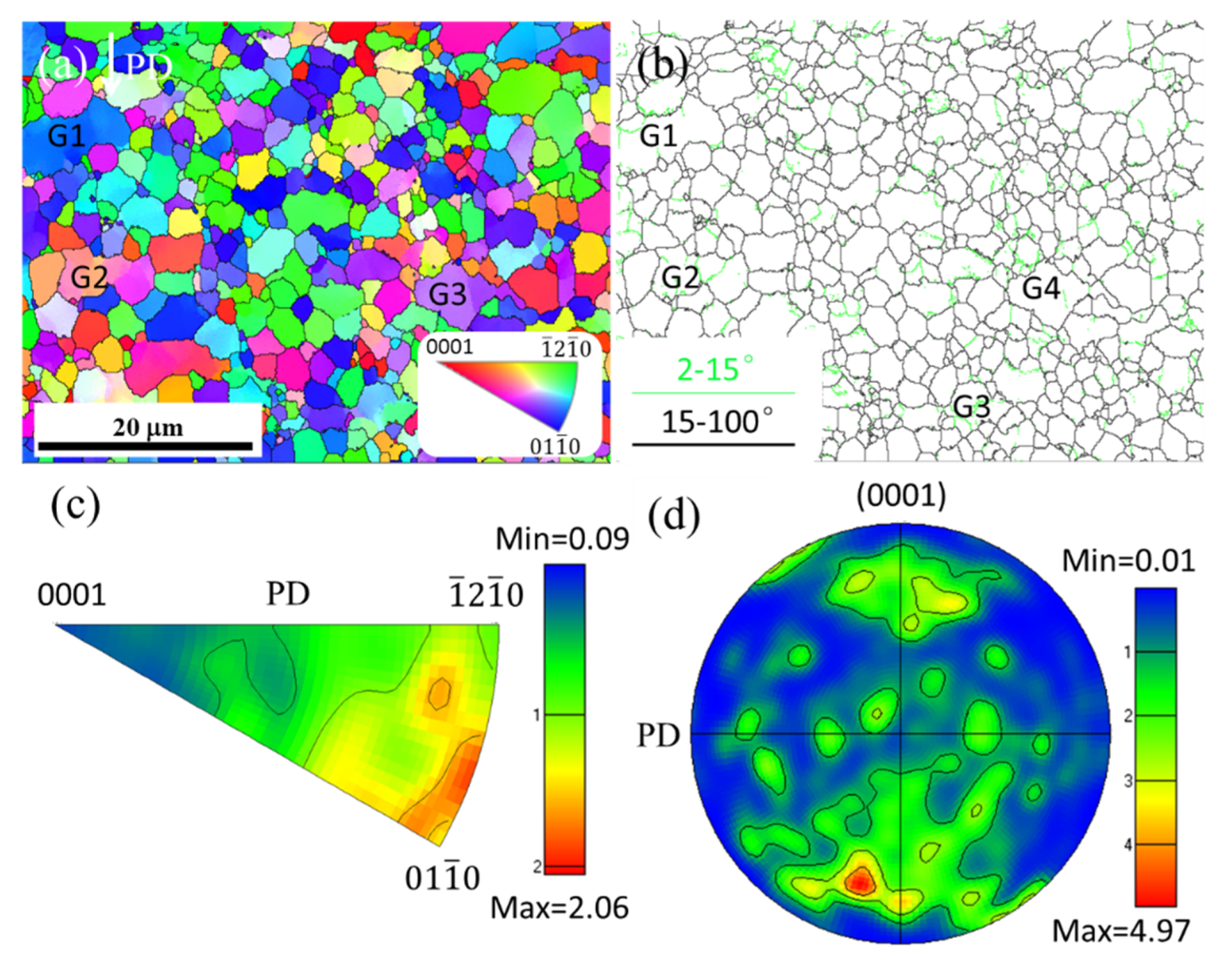
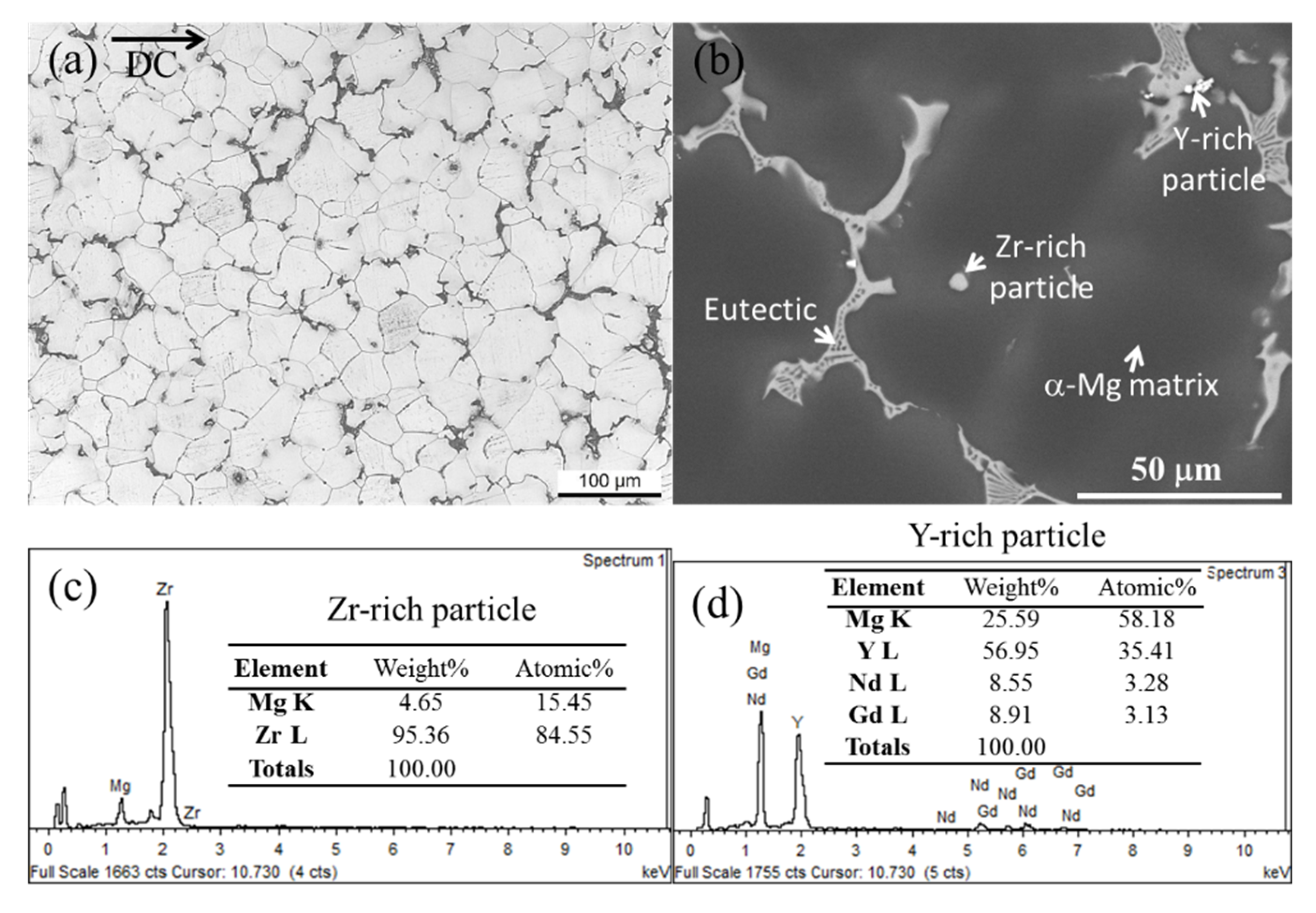
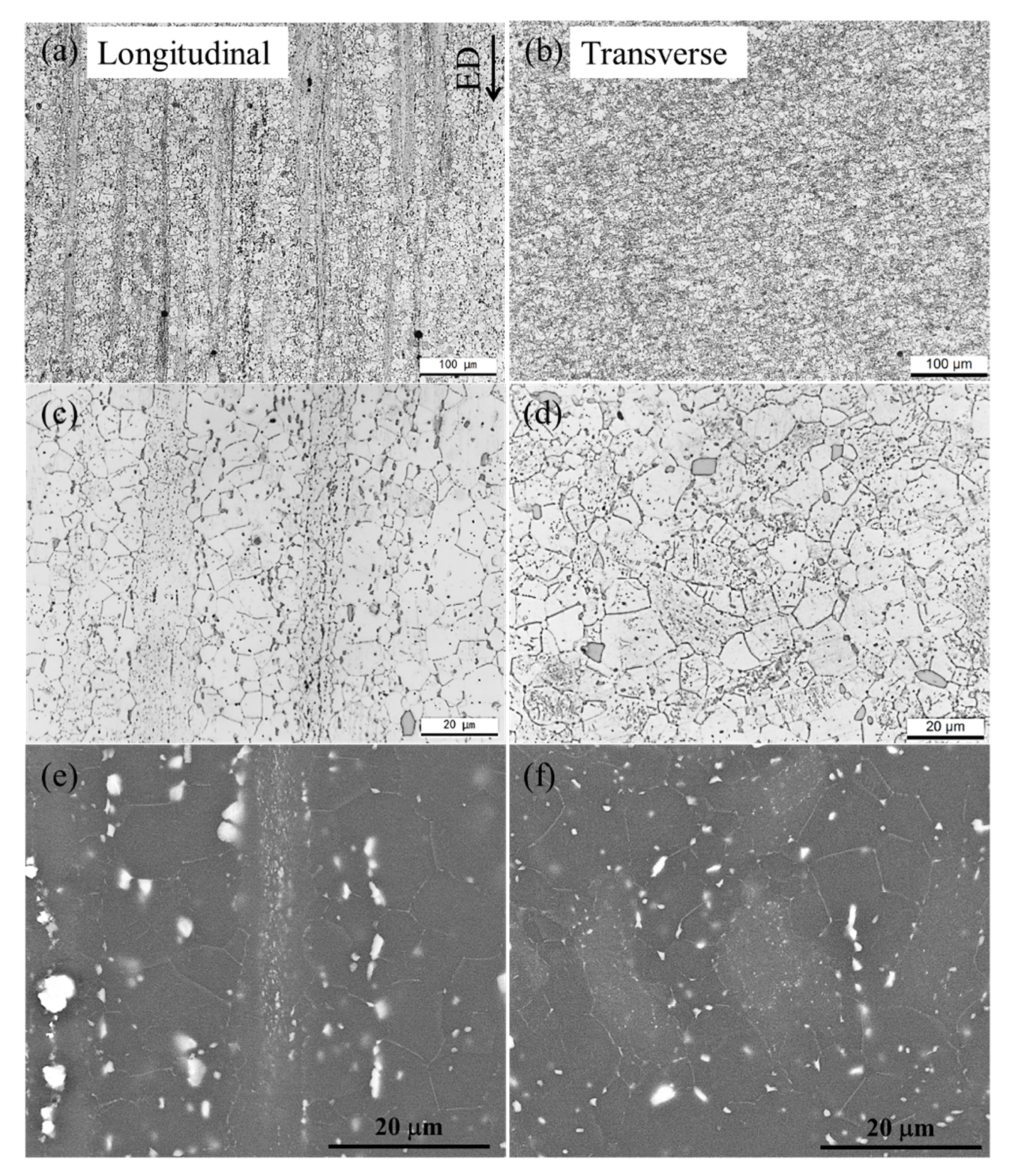
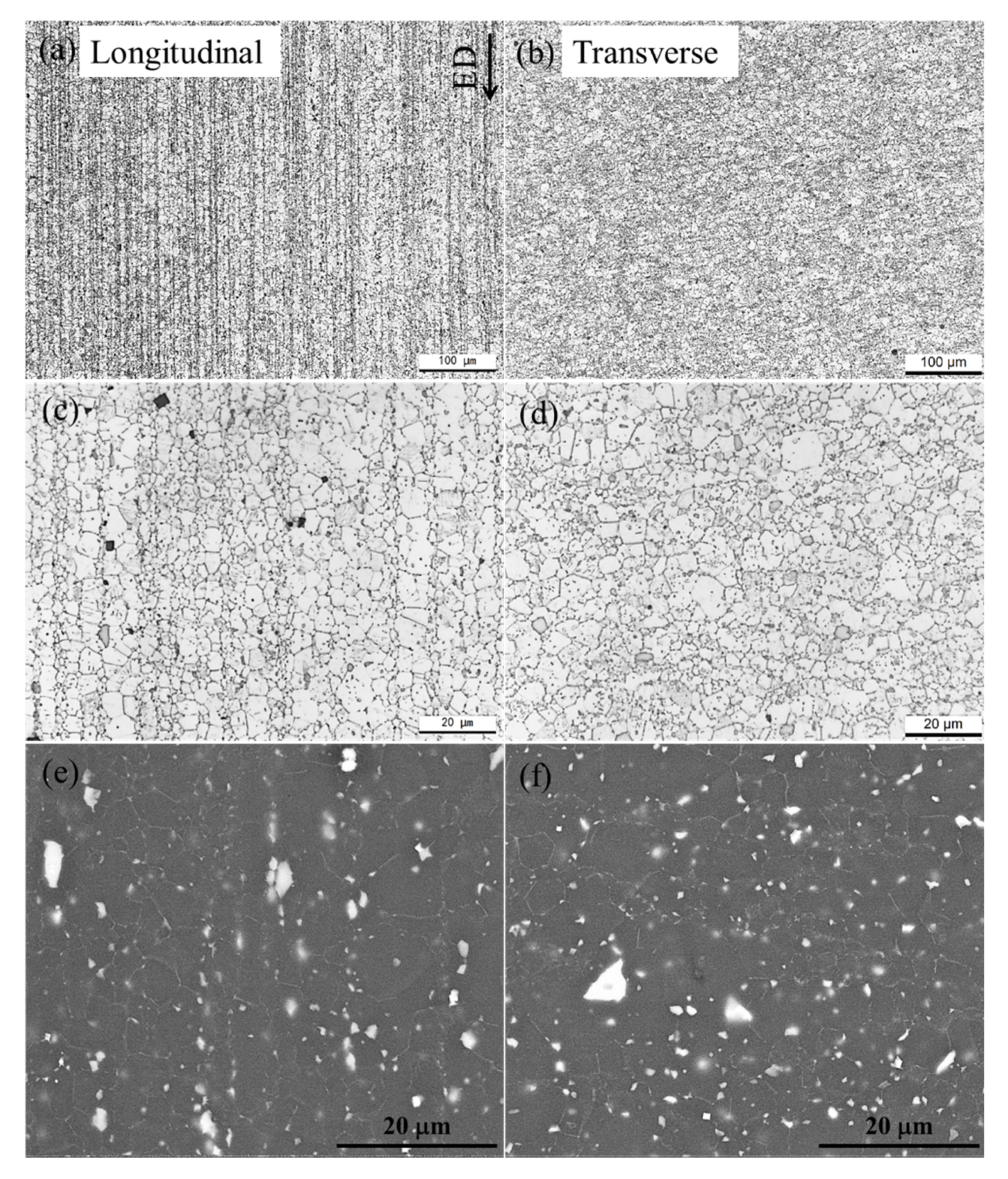
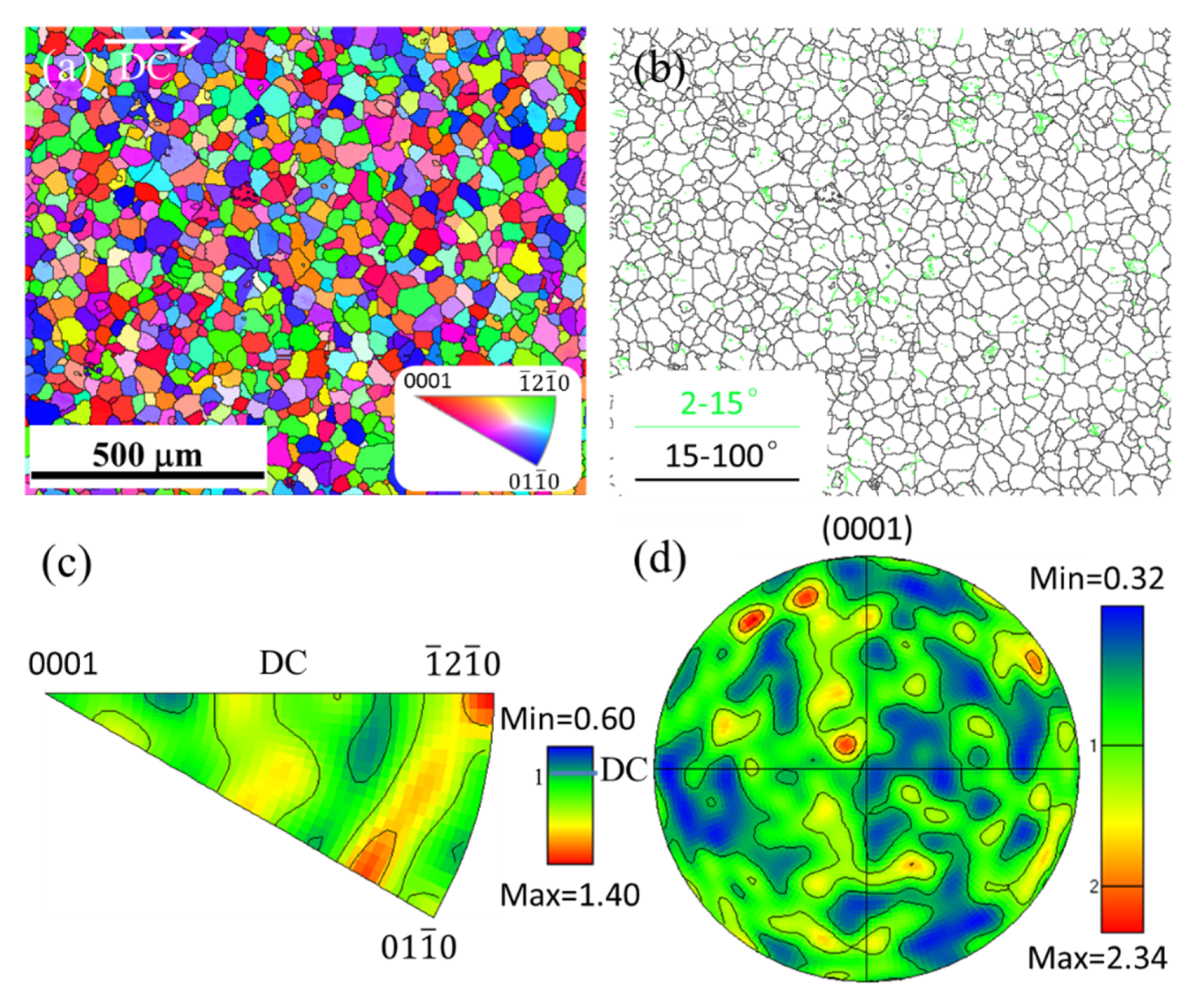
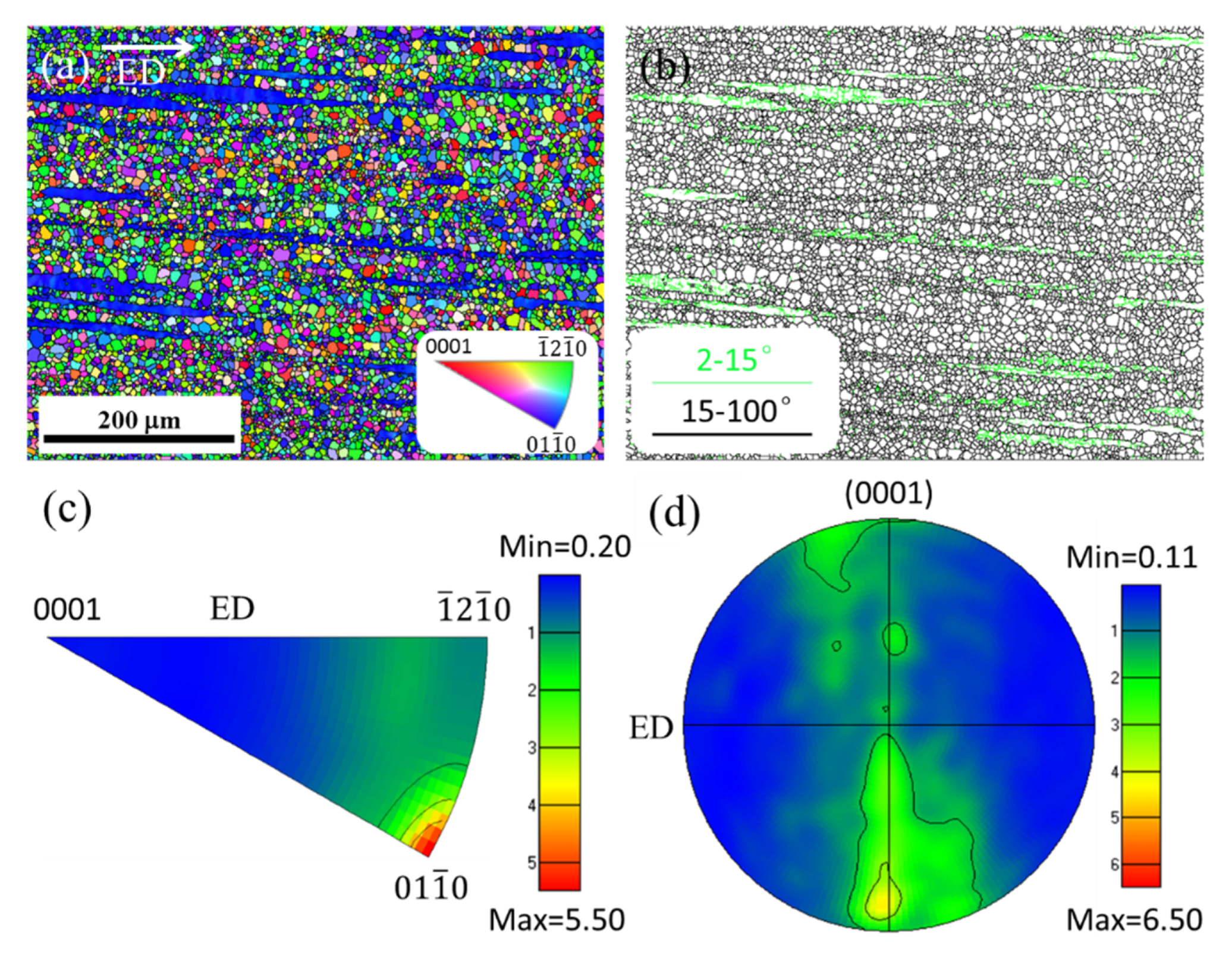
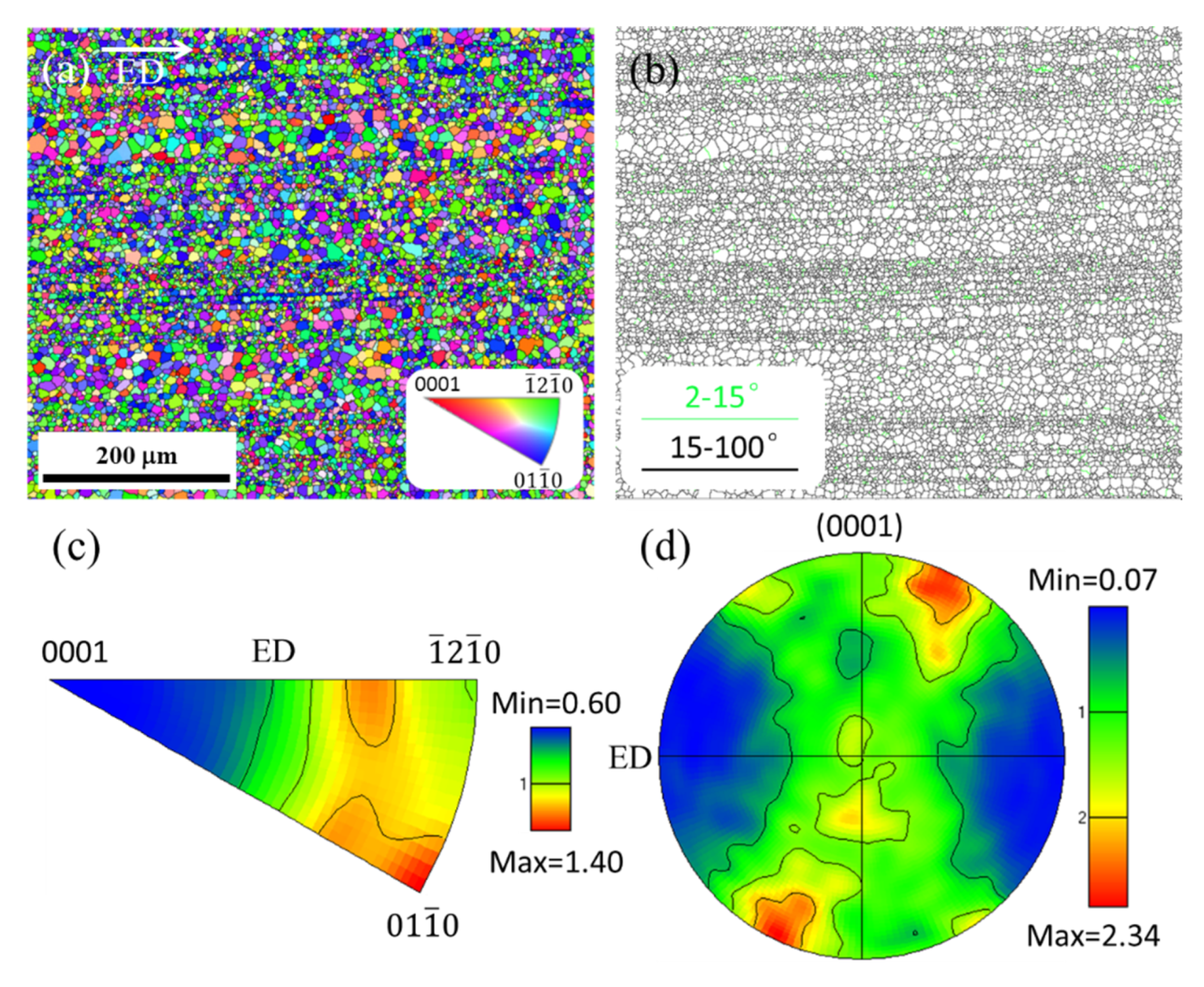
3.1. Starting Microstructures
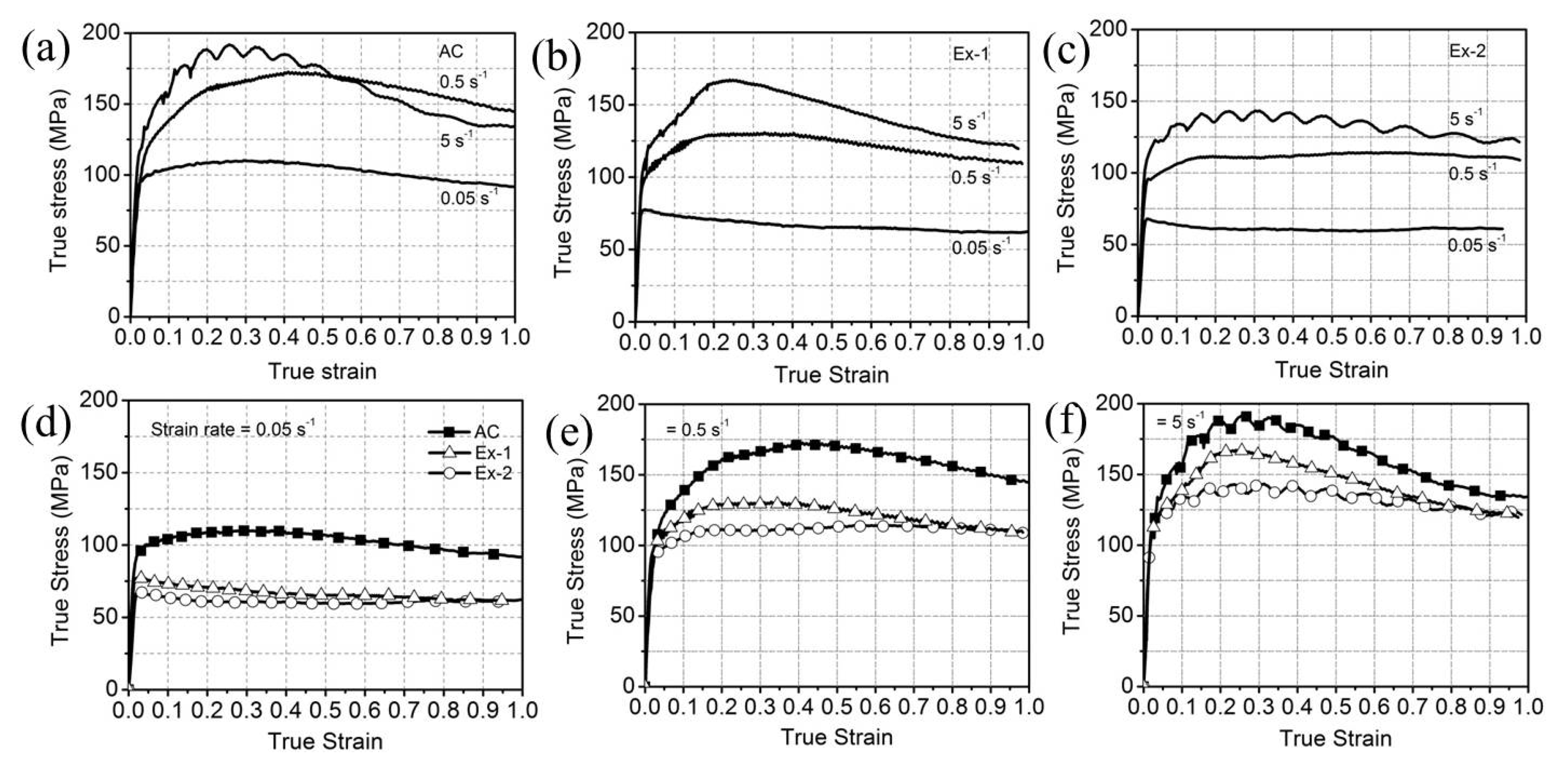
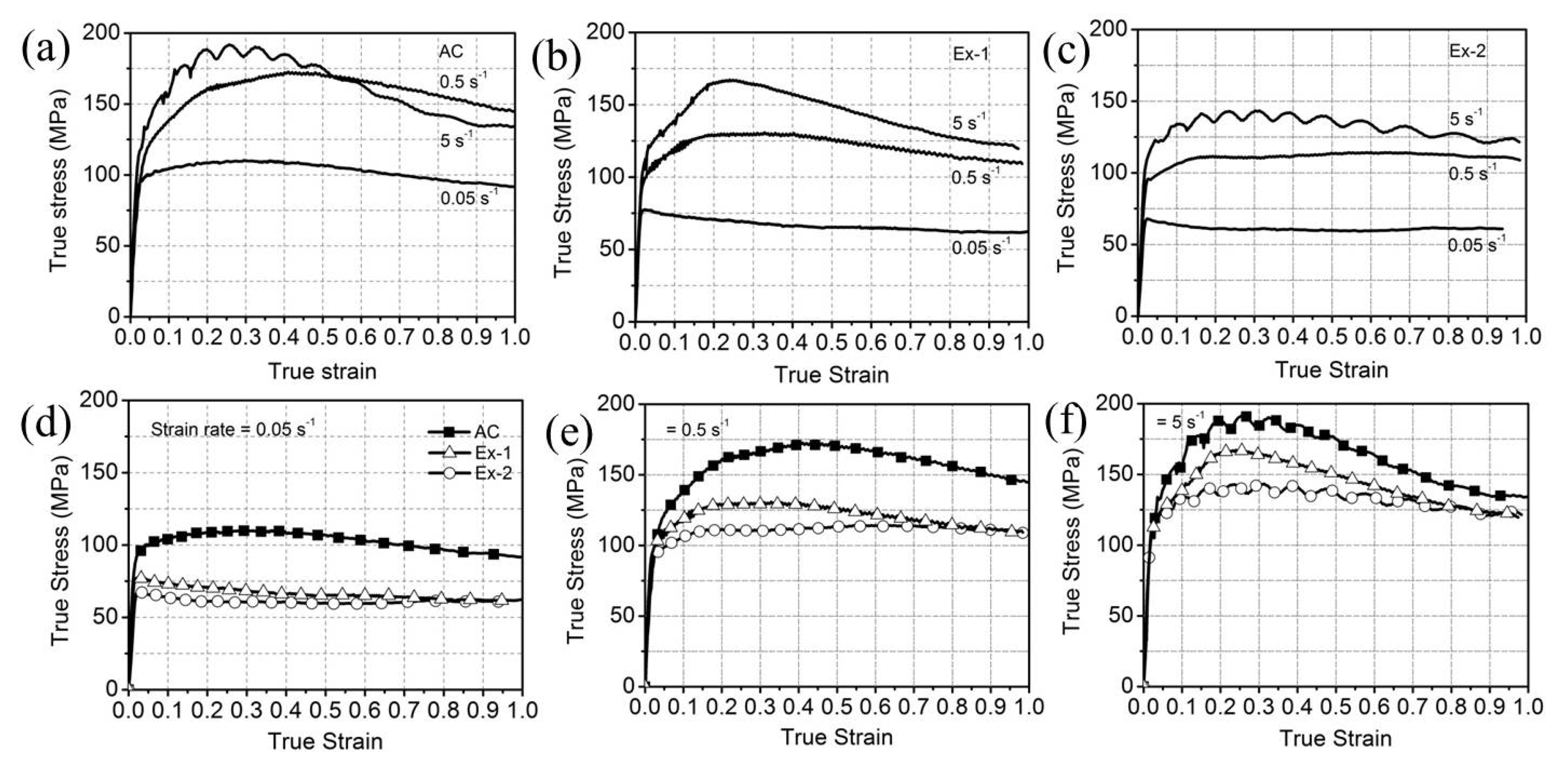
3.2. Stress–Strain Behavior
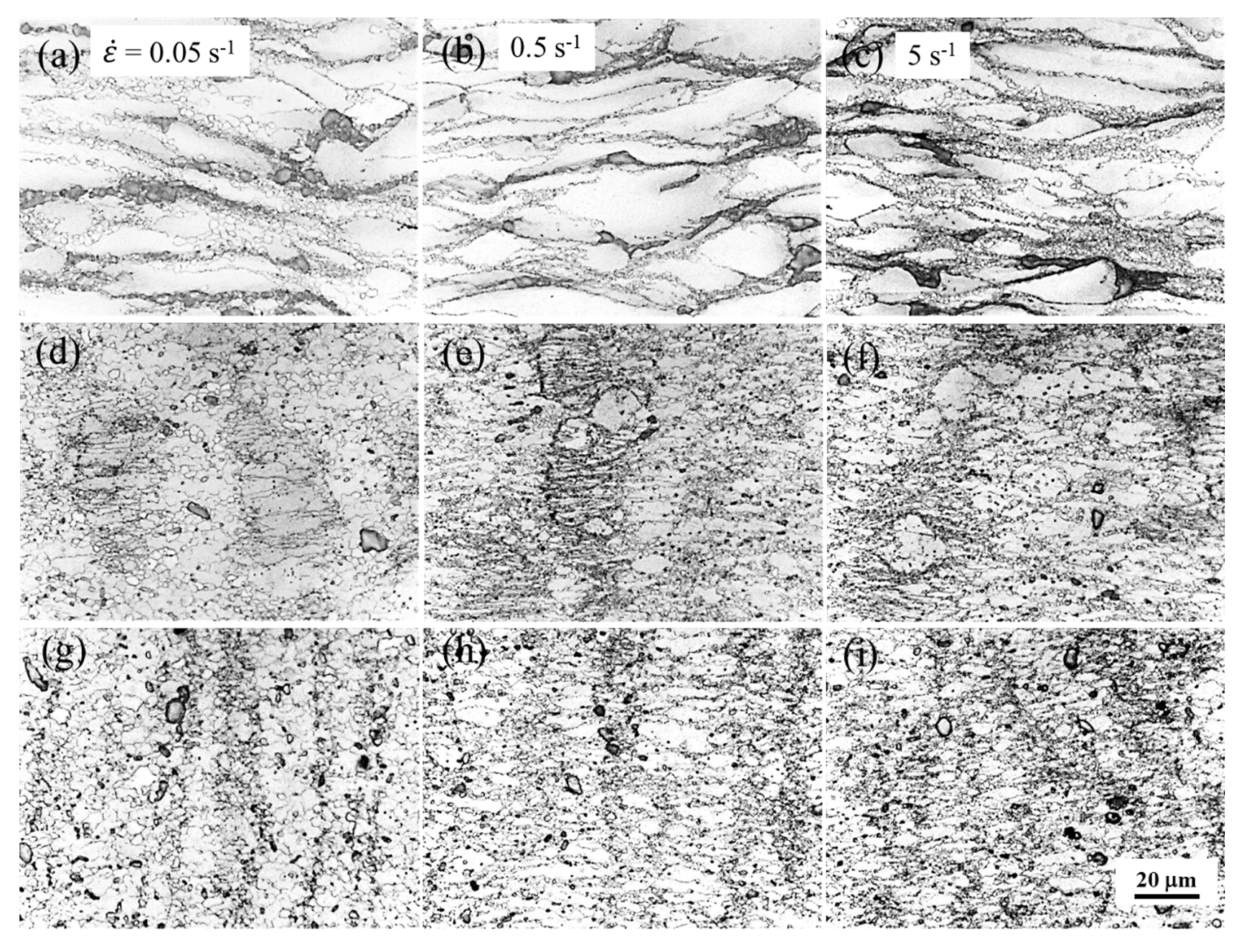
3.3. Microstructure Evolution
4. Conclusions
- (1)
- The AC material obtains the largest σp and strain to the σp (εp), while the Ex-2 material has the lowest value and the middle value is obtained for the Ex-1 material at every strain rate.
- (2)
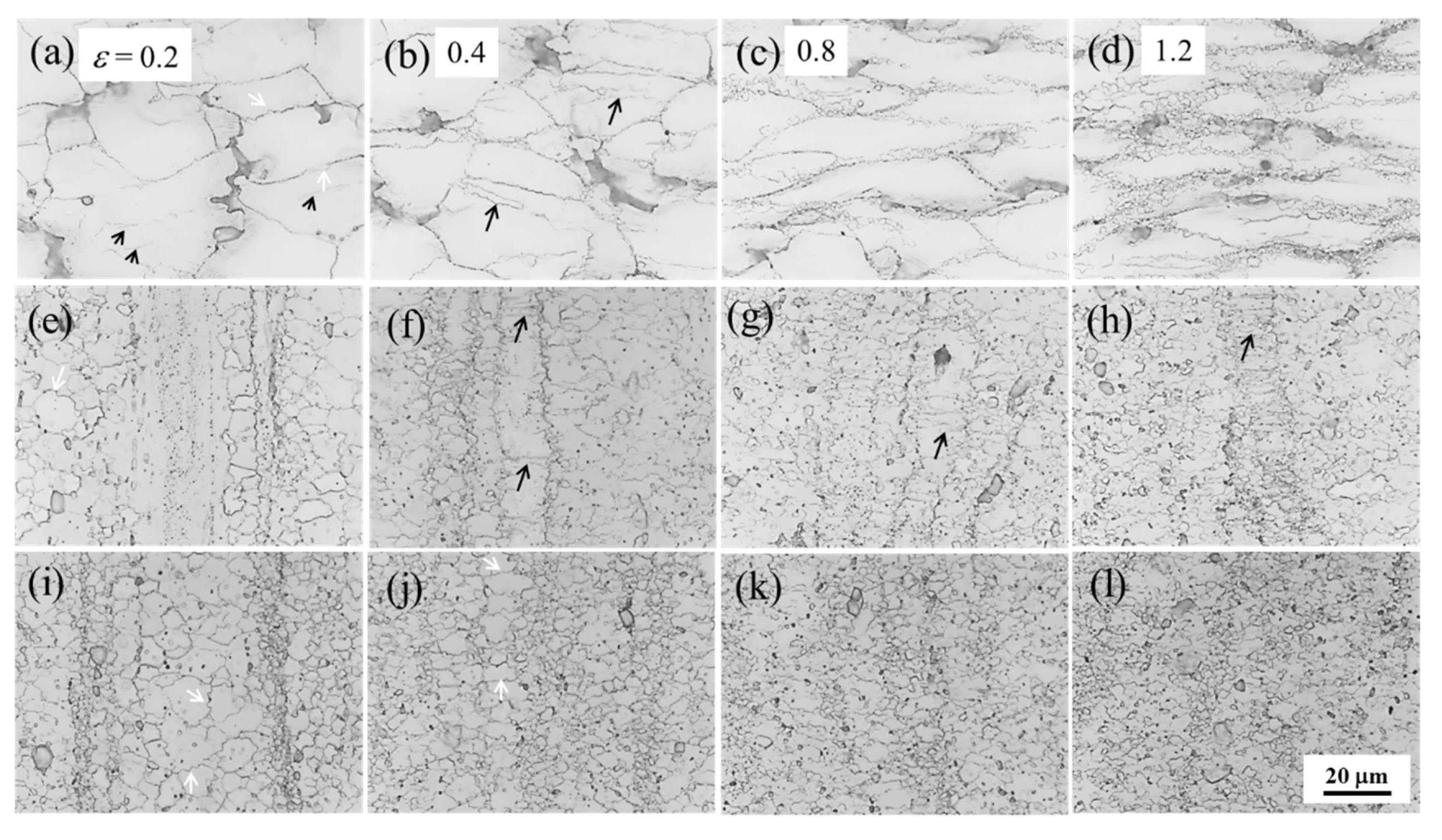
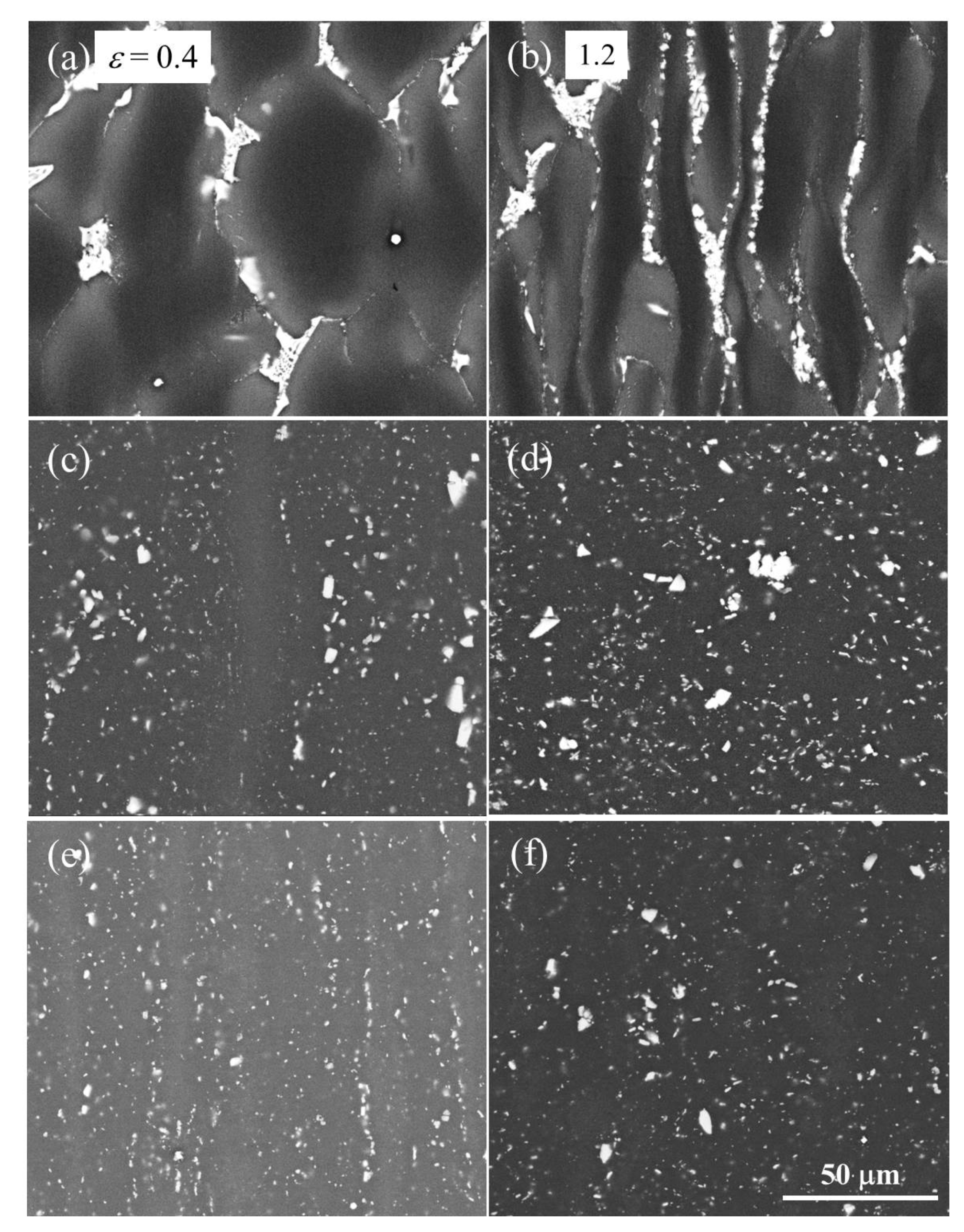
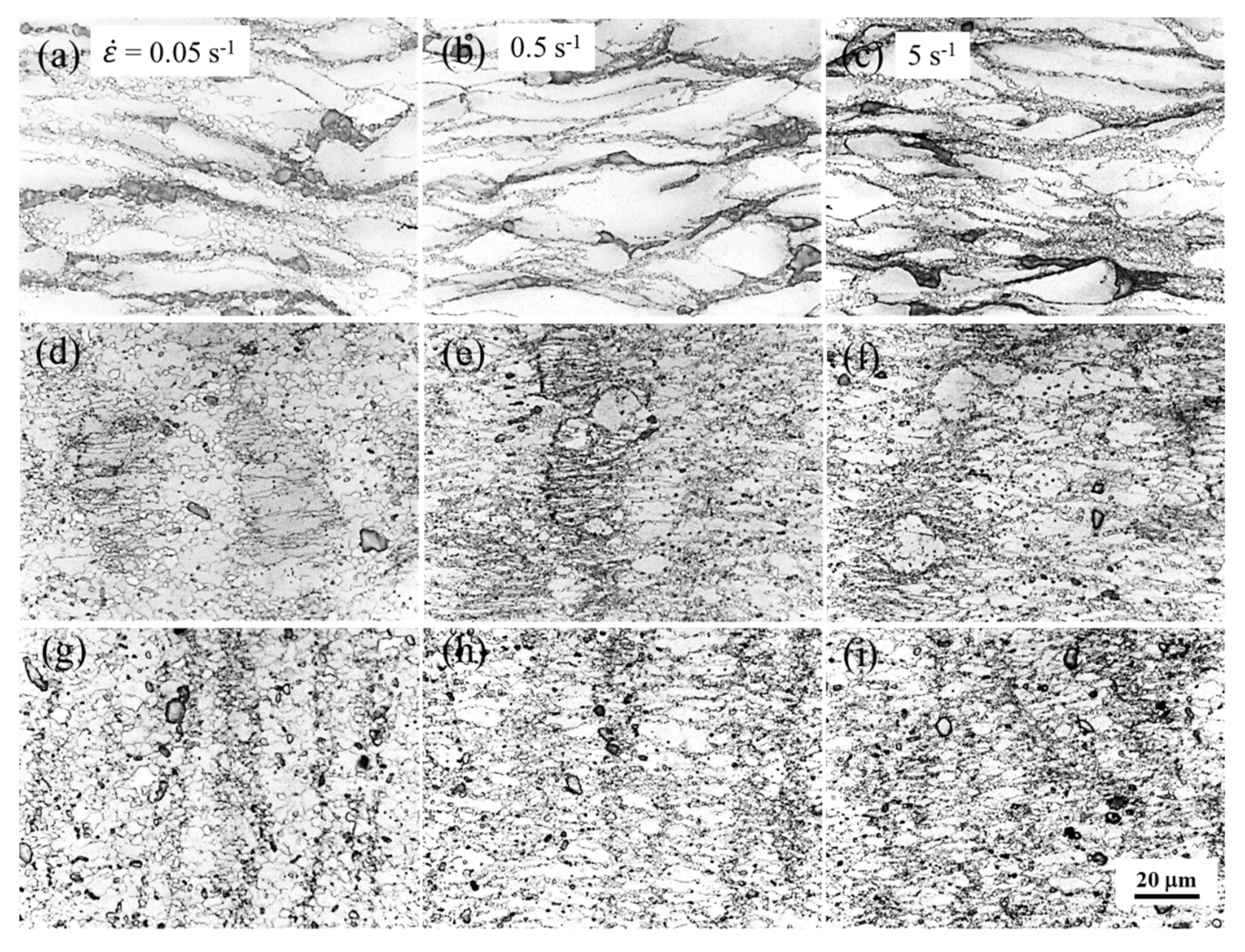
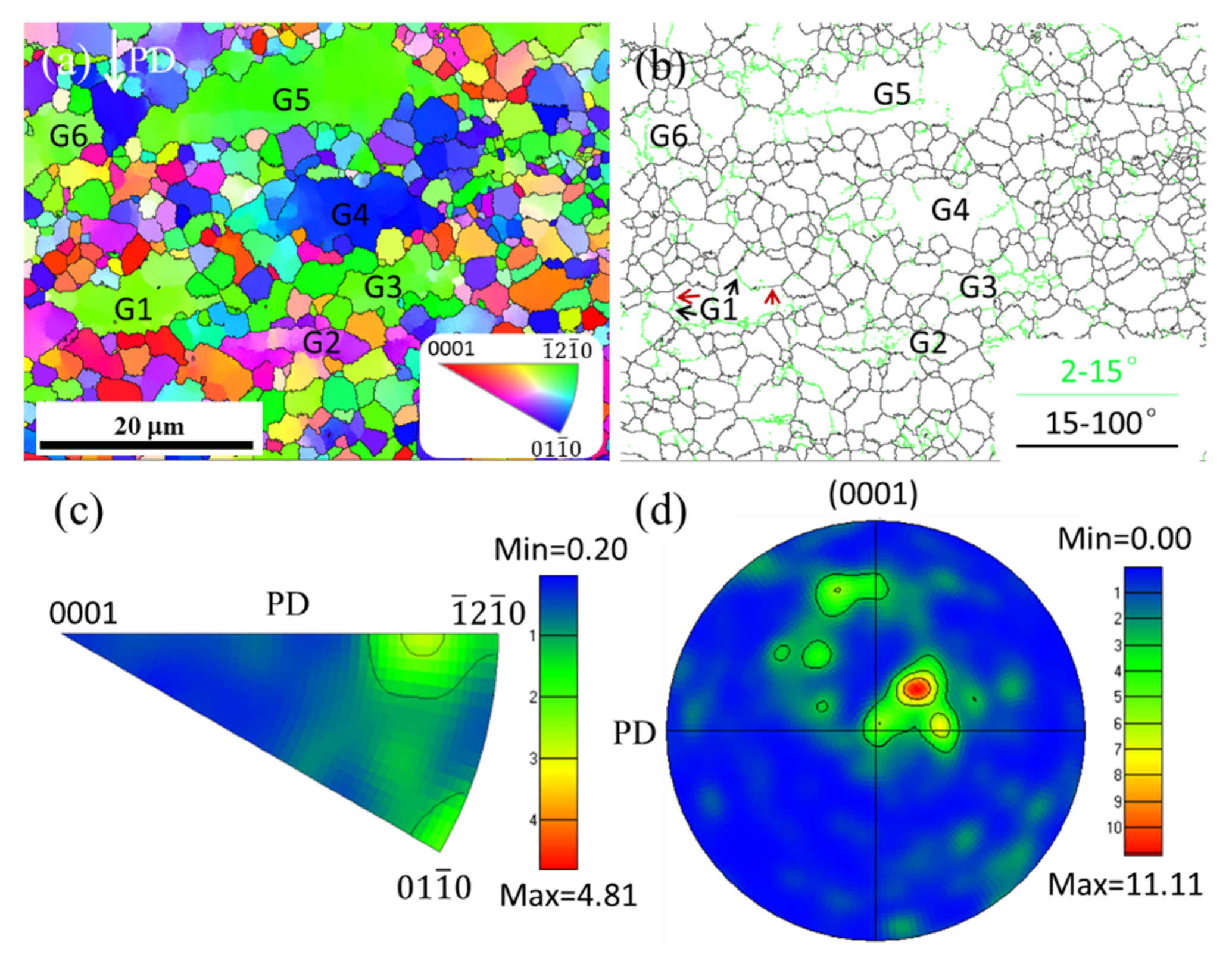
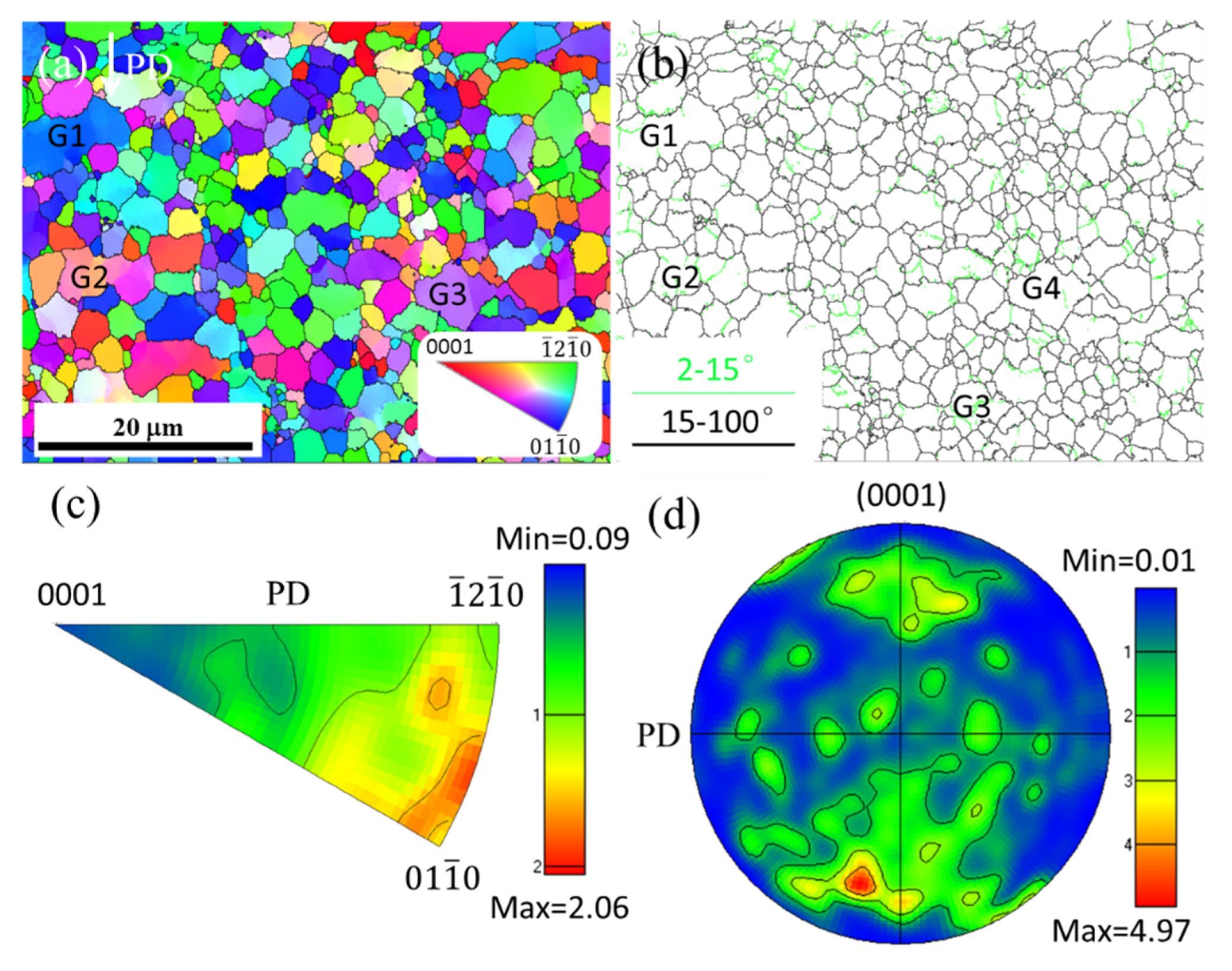
- The necklace structures of fine DRXed grains along pancake-like deformed grains were obtained in the AC material at all of these strain rates and also formed in the Ex-1 and Ex-2 materials at a high strain rate of 0.5 and 5 s-1. It is worth noting that a lamellar structure was formed within the coarse elongated grain in the Ex-1 material and its density was increased with the strain. Only at a low strain rate of 0.05 s-1 did the Ex-2 material achieve a relatively more homogeneous fine grain structure than that of the initial microstructure after true strain of 1.0.
- (3)
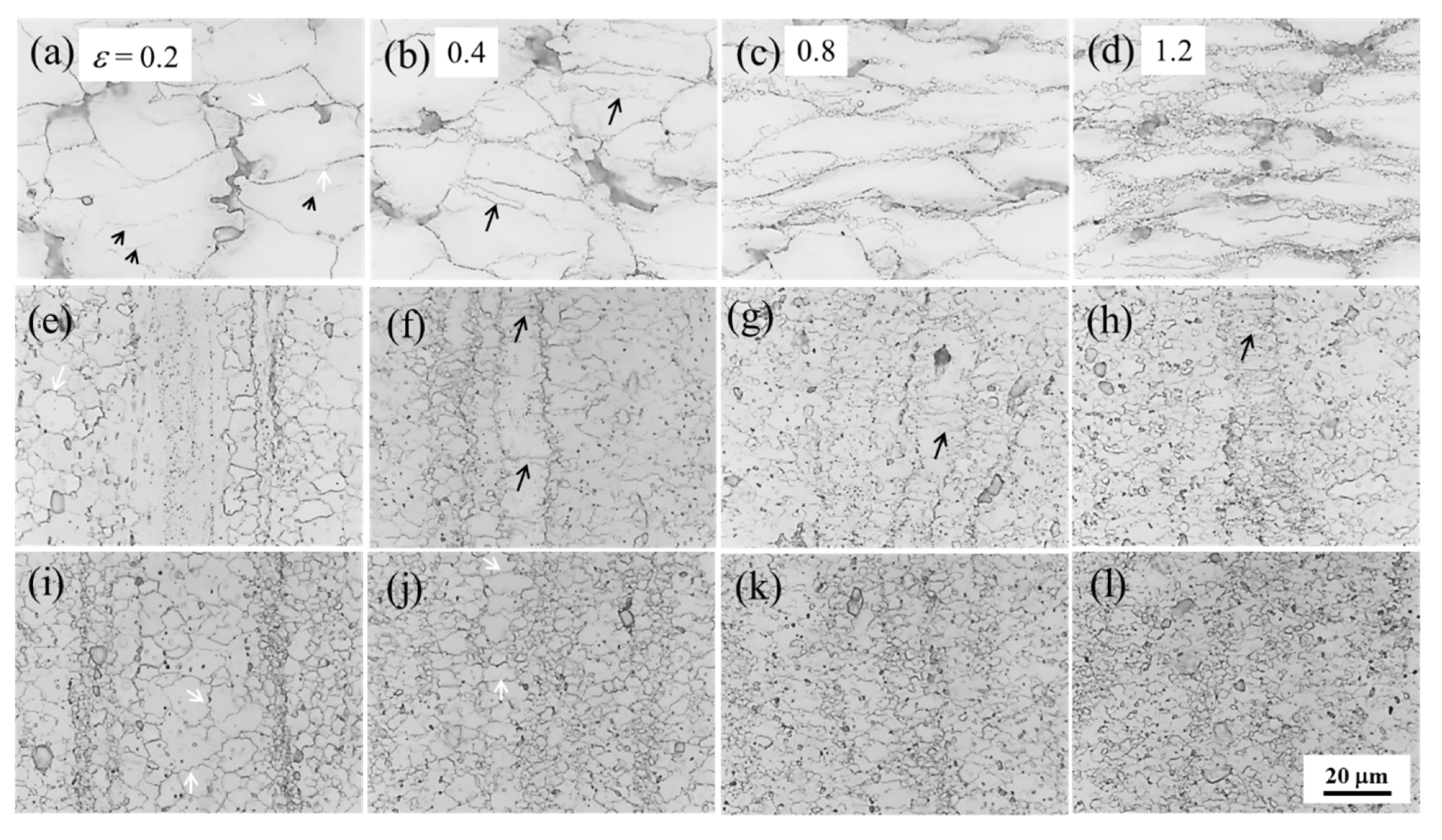
- Within all of these materials, the original grain boundaries have been found to serrate and form a number of bulges at a strain rate of 0.05 s-1. Furthermore, their bridging boundaries were partially or fully developed into high angle boundaries with the increase in strain. This mainly indicates the discontinuous DRX mechanism.
- (3)
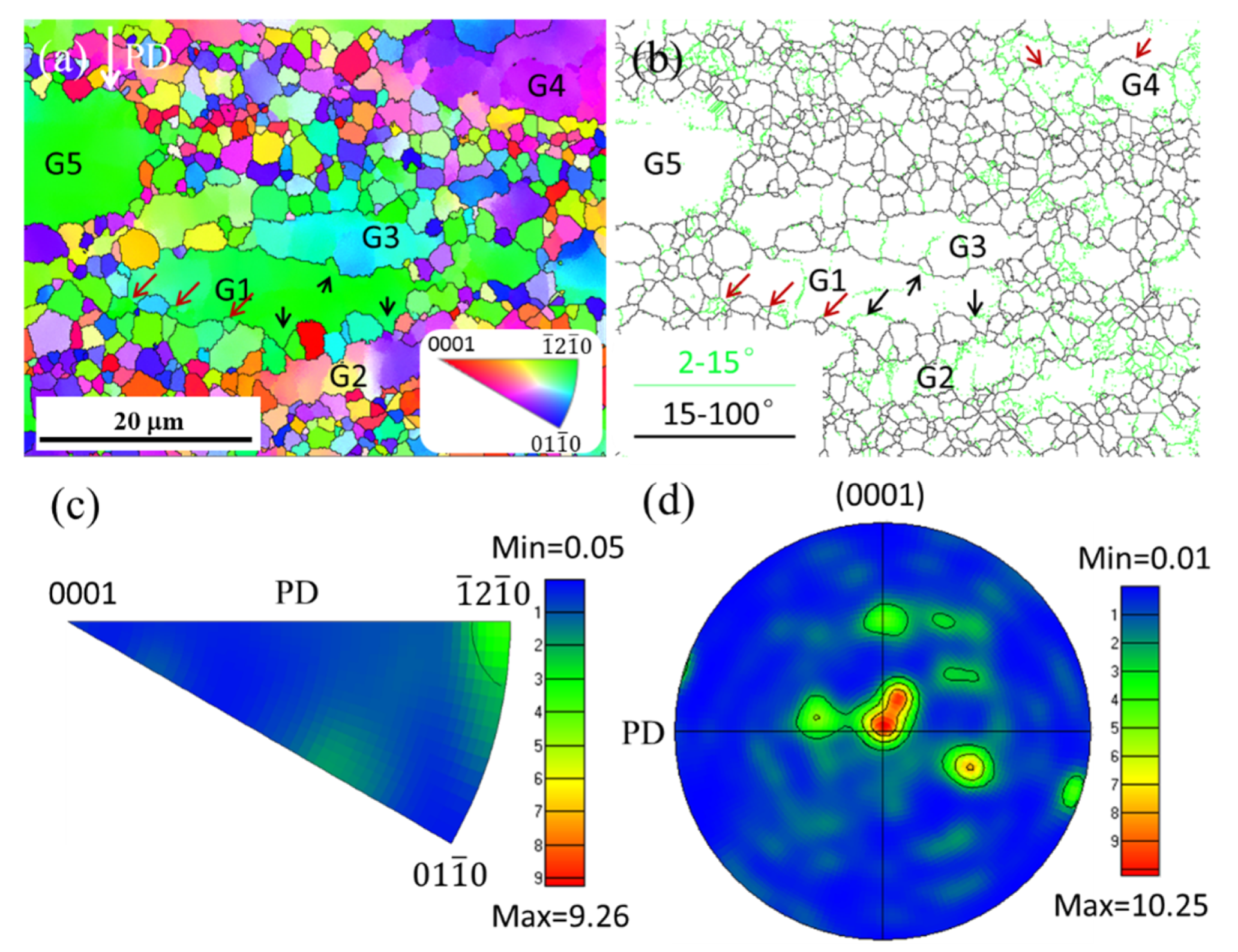
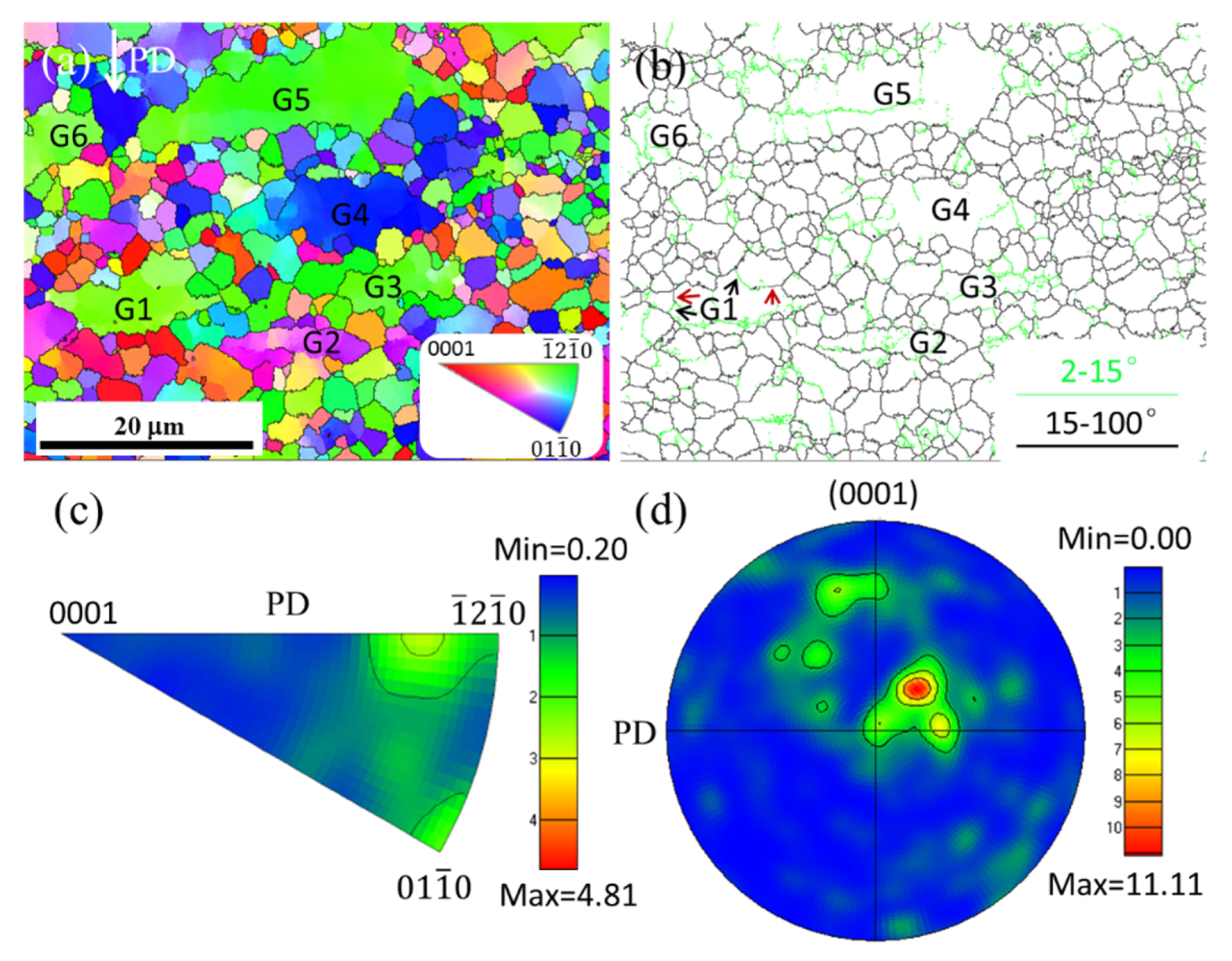
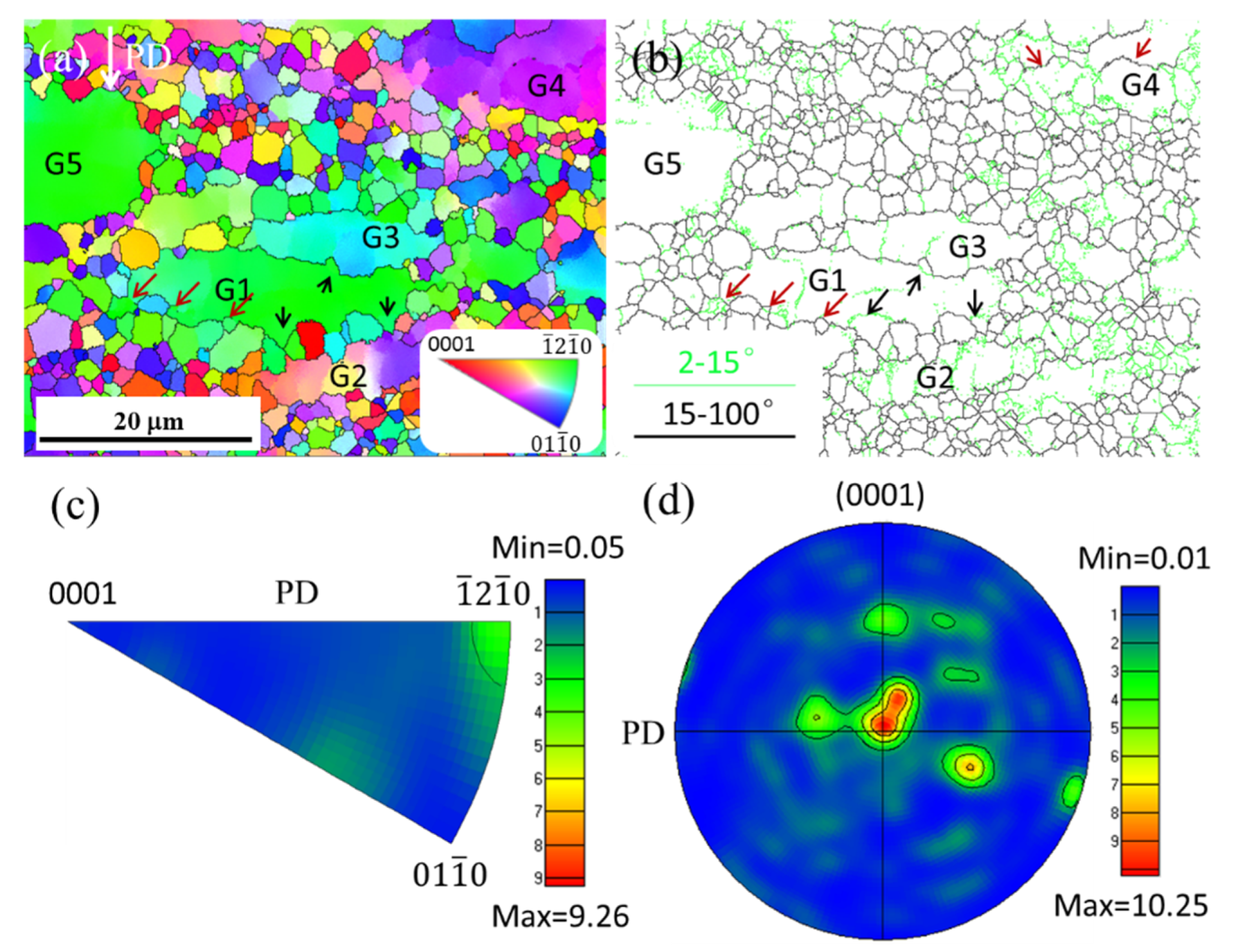
- After a true strain of 1.2 at a strain rate of 0.05 s-1, the AC material has a (0001) <20> fiber texture due to a large fraction of unDRXed grains; the Ex-1 material has a typical rare earth (RE) texture from the high percentage of DRX grains and a relatively random texture forms in the Ex-2 material after a full DRX.
Author Contributions
Funding
Conflicts of Interest
References
- King, J.F. Magnesium: Commodity or exotic? Mater. Sci. Technol. 2007, 23, 1–14. [Google Scholar] [CrossRef]
- Mengucci, P.; Barucca, G.; Riontino, G.; Lussana, D.; Massazza, M.; Ferragut, R.; Aly, E.H. Structure evolution of a WE43 Mg alloy submitted to different thermal treatments. Mater. Sci. Eng. A 2008, 479, 37–44. [Google Scholar] [CrossRef]
- Kang, Y.-H.; Yan, H.; Chen, R.-S. Effects of heat treatment on the precipitates and mechanical properties of sand-cast Mg–4Y–2.3Nd–1Gd–0.6Zr magnesium alloy. Mater. Sci. Eng. A 2015, 645, 361–368. [Google Scholar] [CrossRef]
- Kang, Y.H.; Yan, H.; Chen, R.S. Creep behavior and microstructure evolution of Sand–Cast Mg–4Y–2.3Nd–1Gd–0.6Zr alloy crept at 523–573 K. J. Mater. Sci. Technol. 2017, 33, 79–89. [Google Scholar] [CrossRef]
- Mohri, T.; Mabuchi, M.; Saito, N.; Nakamura, M. Microstructure and mechanical properties of a Mg-4Y-3RE alloy processed by thermo-mechanical treatment. Mater. Sci. Eng. A 1998, 257, 287–294. [Google Scholar] [CrossRef]
- Panigrahi, S.K.; Yuan, W.; Mishra, R.S.; DeLorme, R.; Davis, B.; Howell, R.A.; Cho, K. A study on the combined effect of forging and aging in Mg–Y–RE alloy. Mater. Sci. Eng. A 2011, 530, 28–35. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Chino, Y. Static recrystallization and mechanical properties of Mg–4Y–3RE magnesium alloy sheet processed by differential speed rolling at 823 K. Mater. Sci. Eng. A 2012, 538, 281–287. [Google Scholar] [CrossRef]
- Kumar, N.; Choudhuri, D.; Banerjee, R.; Mishra, R.S. Strength and ductility optimization of Mg–Y–Nd–Zr alloy by microstructural design. Int. J. Plast. 2015, 68, 77–97. [Google Scholar] [CrossRef]
- Salandari-Rabori, A.; Zarei-Hanzaki, A.; Fatemi, S.M.; Ghambari, M.; Moghaddam, M. Microstructure and superior mechanical properties of a multi-axially forged WE magnesium alloy. J. Alloy. Compd. 2017, 693, 406–413. [Google Scholar] [CrossRef]
- Asqardoust, S.; Hanzaki, A.Z.; Abedi, H.R.; Krajnak, T.; Minarik, P. Enhancing the strength and ductility in accumulative back extruded WE43 magnesium alloy through achieving bimodal grain size distribution and texture weakening. Mater. Sci. Eng. A 2017, 698, 218–229. [Google Scholar] [CrossRef]
- Martynenko, N.S.; Lukyanova, E.A.; Serebryany, V.N.; Gorshenkov, M.V.; Shchetinin, I.V.; Raab, G.I.; Dobatkin, S.V.; Estrin, Y. Increasing strength and ductility of magnesium alloy WE43 by equal-channel angular pressing. Mater. Sci. Eng. A 2018, 712, 625–629. [Google Scholar] [CrossRef]
- Sabat, R.K.; Samal, P.K.; Ahamed, M.S. Effect of strain path on the evolution of microstructure, texture and tensile properties of WE43 alloy. Mater. Sci. Eng. A 2018, 715, 348–358. [Google Scholar] [CrossRef]
- Chapuis, A.; Driver, J.H. Temperature dependency of slip and twinning in plane strain compressed magnesium single crystals. Acta Mater. 2011, 59, 1986–1994. [Google Scholar] [CrossRef]
- Wang, L.; Fang, G.; Leeflang, S.; Duszczyk, J.; Zhou, J. Investigation into the hot workability of the as-extruded WE43 magnesium alloy using processing map. J. Mech. Behav. Biomed. Mater. 2014, 32, 270–278. [Google Scholar] [CrossRef]
- Jahedi, M.; McWilliams, B.A.; Kellogg, F.R.; Beyerlein, I.J.; Knezevic, M. Rate and temperature dependent deformation behavior of as-cast we43 magnesium-rare earth alloy manufactured by direct-chill casting. Mater. Sci. Eng. A 2018, 712, 50–64. [Google Scholar] [CrossRef]
- Schreiber, M.; Molodov, K.D.; Al-Samman, T.; Korte-Kerzel, S.; Molodov, D.A. Impact of grain boundaries on microstructure evolution during deformation of a magnesium tricrystal. Mater. Sci. Eng. A 2019, 742, 295–304. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P.; Sasudhara, S. Hot Working Guide: A Compendium of Processing Maps, 2rd ed.; ASM International: Cleveland, OH, USA, 2015; pp. 2–10. [Google Scholar]
- Prasad, Y.V.R.K.; Rao, K.P. Effect of homogenization on the hot deformation behavior of cast AZ31 magnesium alloy. Mater. Des. 2009, 30, 3723–3730. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P.; Hort, N.; Kainer, K.U. Effect of thermal and mechanical treatments on the hot working response of Mg-3Sn-1Ca alloy. Int. J. Mater. Res. 2010, 101, 300–306. [Google Scholar] [CrossRef]
- Tang, W.N.; Chen, R.S.; Han, E.H. Hot deformation behavior and hot workability of Mg-Y-Nd-Zr alloy. Acta Metall. Sin. 2006, 42, 1096–1100. [Google Scholar]
- Avadhani, G.S.; Tapase, S.; Suwas, S. Hot deformation processing and texture in magnesium alloy WE43. IFAC Proc. Vol. 2013, 46, 208–213. [Google Scholar] [CrossRef]
- Apps, P.J.; Karimzadeh, H.; King, J.F.; Lorimer, G.W. Phase compositions in magnesium-rare earth alloys containing yttrium,gadolinium or dysprosium. Scr. Mater. 2003, 48, 475–481. [Google Scholar] [CrossRef]
- Koltygin, A.V.; Belov, V.D.; Bazhenov, V.E. Effect of the rate of crystallization cooling ofa Mg-Zr addition alloy on the structure of magnesium alloys containing rem. Met. Sci. Heat Treat. 2014, 56, 381–386. [Google Scholar] [CrossRef]
- Zhu, S.-M.; Nie, J.F.; Gibson, M.A.; Easton, M.A. On the unexpected formation of rare earth hydrides in magnesium-rare earth casting alloys. Scr. Mater. 2014, 77, 21–24. [Google Scholar] [CrossRef]
- Li, J.-L.; Zhang, N.; Wang, X.-X.; Wu, D.; Chen, R.-S. Effect of solution treatment on the microstructure and mechanical properties of sand-cast Mg-9Gd-4Y-0.5Zr alloy. Acta Metall. Sin. Engl. Lett. 2018, 31, 189–198. [Google Scholar] [CrossRef]
- Kubasek, J.; Dvorsky, D.; Cavojsky, M.; Roudnicka, M.; Vojtech, D. WE43 magnesium alloy - material for challenging applications. Kov. Mater. Met. Mater. 2019, 57, 159–165. [Google Scholar] [CrossRef] [Green Version]
- Jiang, H.S.; Zheng, M.Y.; Qiao, X.G.; Wu, K.; Peng, Q.Y.; Yang, S.H.; Yuan, Y.H.; Luo, J.H. Microstructure and mechanical properties of WE43 magnesium alloy fabricated by direct-chill casting. Mater. Sci. Eng. A 2017, 684, 158–164. [Google Scholar] [CrossRef]
- Ball, E.A.; Prangnell, P.B. Tensile-compressive yield asymmetries in high strength wrought magnesium alloys. Scr. Mater. 1994, 31, 111–116. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Al-Samman, T.; Inal, K.A.; El Kadiri, H. A review on the effect of rare-earth elements on texture evolution during processing of magnesium alloys. J. Mater. Sci. 2017, 52, 1–29. [Google Scholar] [CrossRef]
- Gao, J.; Wang, Q.; Wang, Y.; Li, W.; Niu, W. Microstructure and kinetics of hot deformation WE43 magnesium alloy. Rare Met. 2008, 27, 405–409. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystalization and Related Annealing Phenomena, 2rd ed.; Elsevier: Boston, MA, USA, 2004; pp. 285–319. [Google Scholar]
- Chen, Y.; Tekumalla, S.; Guo, Y.B.; Shabadi, R.; Shim, V.P.W.; Gupta, M. The dynamic compressive response of a high-strength magnesium alloy and its nanocomposite. Mater. Sci. Eng. A 2017, 702, 65–72. [Google Scholar] [CrossRef]
- Agnew, S.R.; Mulay, R.P.; Polesak, F.J.; Calhoun, C.A.; Bhattacharyya, J.J.; Clausen, B. In situ neutron diffraction and polycrystal plasticity modeling of a Mg-Y-Nd-Zr alloy: Effects of precipitation on individual deformation mechanisms. Acta Mater. 2013, 61, 3769–3780. [Google Scholar] [CrossRef]
- Takigawa, Y.; Honda, M.; Uesugi, T.; Higashi, K. Effect of initial grain size on dynamically recrystallized grain size in AZ31 magnesium alloy. Mater. Trans. 2008, 49, 1979–1982. [Google Scholar] [CrossRef] [Green Version]
- Wu, W.X.; Jin, L.; Dong, J.; Zhang, Z.Y.; Ding, W.J. Effect of initial microstructure on the dynamic recrystallization behavior of Mg–Gd–Y–Zr alloy. Mater. Sci. Eng. A 2012, 556, 519–525. [Google Scholar] [CrossRef]
- Sitdikov, O.; Kaibyshev, R. Dynamic recrystallization in pure magnesium. Mater. Trans. 2001, 42, 1928–1937. [Google Scholar] [CrossRef] [Green Version]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Beer, A.G.; Barnett, M.R. Microstruetural development during hot working of Mg-3Al-1Zn. Metall. Mater. Trans. A 2007, 38A, 1856–1867. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Flow Stress (MPa) | Strain Rate Sensitivity, m | ||||||
|---|---|---|---|---|---|---|---|
| 2% | 10% | 30% | 2% | 10% | 30% | ||
| AC | LRS | 98 ± 4.5 | 106 ± 3.0 | 110 ± 5.0 | 0.0807 | 0.1390 | 0.1938 |
| HRS | 118 ± 6.5 | 146 ± 7.0 | 168 ± 5.5 | ||||
| Ex-1 | LRS | 77 ± 2.5 | 73 ± 2.0 | 68 ± 3.5 | 0.1388 | 0.2266 | 0.2814 |
| HRS | 106 ± 4.0 | 123 ± 5.4 | 130 ± 3.6 | ||||
| Ex-2 | LRS | 67 ± 2.0 | 63 ± 3.2 | 61 ± 2.5 | 0.1607 | 0.2341 | 0.2600 |
| HRS | 97 ± 5.0 | 108 ± 4.8 | 111 ± 6.5 | ||||
| Condition | 0.05 s−1 | 0.5 s−1 | 5 s−1 | |||
|---|---|---|---|---|---|---|
| σp (MPa) | εp | σp (MPa) | εp | σp (MPa) | εp | |
| AC | 109 ± 4.0 | 0.23 ± 0.05 | 172 ± 5.2 | 0.37 ± 0.07 | 192 ± 10.1 | 0.23 ± 0.03 |
| Ex-1 | 77 ± 3.5 | 0.01 ± 0.01 | 130 ± 4.0 | 0.23 ± 0.05 | 166 ± 8.3 | 0.21 ± 0.03 |
| Ex-2 | 68 ± 2.6 | 0.01 ± 0.01 | 111 ± 5.1 | 0.14 ± 0.02 | 143 ± 6.1 | 0.21 ± 0.02 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, Y.; Huang, Z.; Zhao, H.; Gan, C.; Zhou, N.; Zheng, K.; Zhang, J.; Pan, F.; Huang, J.C.; Wang, S. Comparative Study of Hot Deformation Behavior and Microstructure Evolution of As-Cast and Extruded WE43 Magnesium Alloy. Metals 2020, 10, 429. https://doi.org/10.3390/met10040429
Kang Y, Huang Z, Zhao H, Gan C, Zhou N, Zheng K, Zhang J, Pan F, Huang JC, Wang S. Comparative Study of Hot Deformation Behavior and Microstructure Evolution of As-Cast and Extruded WE43 Magnesium Alloy. Metals. 2020; 10(4):429. https://doi.org/10.3390/met10040429
Chicago/Turabian StyleKang, Yuehua, Zhenghua Huang, Hu Zhao, Chunlei Gan, Nan Zhou, Kaihong Zheng, Jing Zhang, Fusheng Pan, J.C. Huang, and Shuncheng Wang. 2020. "Comparative Study of Hot Deformation Behavior and Microstructure Evolution of As-Cast and Extruded WE43 Magnesium Alloy" Metals 10, no. 4: 429. https://doi.org/10.3390/met10040429
APA StyleKang, Y., Huang, Z., Zhao, H., Gan, C., Zhou, N., Zheng, K., Zhang, J., Pan, F., Huang, J. C., & Wang, S. (2020). Comparative Study of Hot Deformation Behavior and Microstructure Evolution of As-Cast and Extruded WE43 Magnesium Alloy. Metals, 10(4), 429. https://doi.org/10.3390/met10040429