Tribological Characterization of Ni-Free Duplex Stainless Steel Alloys Using the Taguchi Methodology

 ,
,  ,
,
Abstract
1. Introduction
2. Design of Experiments (DOE)
3. Experimental Procedures
3.1. Materials
3.2. Roughness and Hardness Measurements
3.3. Wear Test Procedure and the Taguchi Experimental Matrix
4. Results and Data Analysis
4.1. Hardness and Roughness Results
4.2. Effect of the Three Factors on Specific Wear Rate of the Developed DSS Samples
4.3. Effect of the Three Factors on Coefficient of Friction of the Developed DSS Samples
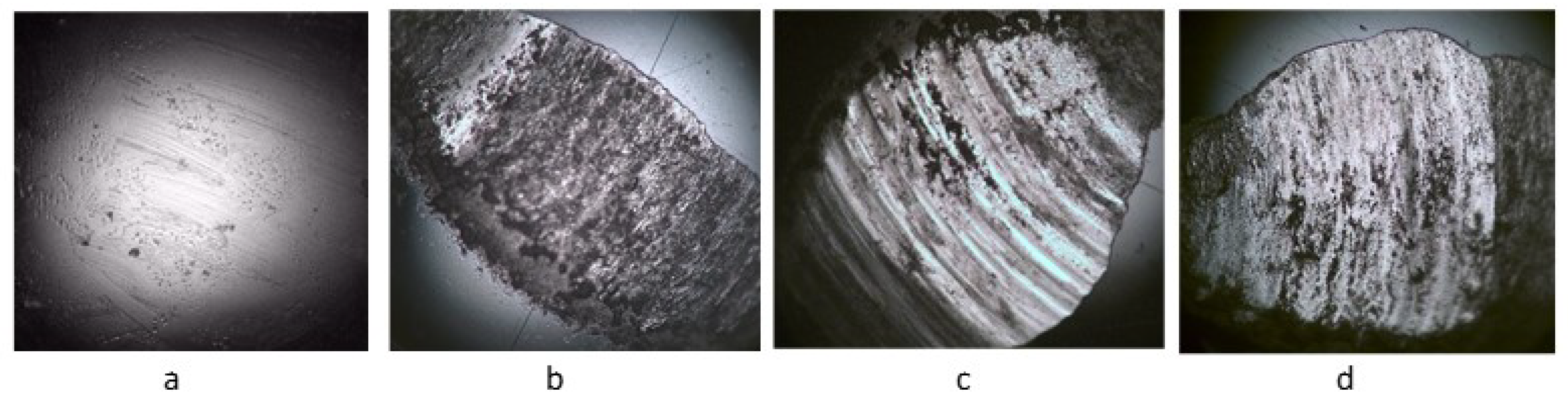
4.4. Evaluation of Involved Wear Mechanisms
4.5. Regression Modeling
4.5.1. Regression Model for Specific Wear Rate (SWR)
4.5.2. Regression Model for COF
4.6. Model Confirmation
5. Material Modification Effects
6. Conclusions
- The Taguchi technique was successfully implemented for designing the experiment, and the statistical results have offered a good reason to clarify and understand the effect of the operating factors on the tribological behavior of the DSS alloys.
- It was observed that all the three factors (composition, sliding speed and applied load) have a significant effect on SWR. However, it was observed that even though all three factors significantly affect the COF, the sliding velocity was found to be the most contributing factor to the COF behavior.
- The individual influence of the factors revealed that increasing the sliding speed decreases the SWR, and on the other hand, increasing the applied load increases SWR. For COF, the applied load shows the same behavior as SWR but opposite for the sliding speed. The COF increased with increasing the sliding speed, which was attributed to the increase in the localized temperature, which results in the softening of the metal leading to an increase in the contact area.
- It is also observed that the increase in the hardness of the DSS alloys improved their wear properties by reducing the SWR as compared to the ASS alloys. However, the DSS alloys showed a higher COF as compared to the ASS alloys, which is attributed to the high hardness of such materials compared to ASS.
- In conclusion, it can be stated that the DSS material is a promising candidate to be used in tribological applications due to their better wear resistance, corrosion resistance and high strength.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Baddoo, N.R. Stainless Steel in Construction: A Review of Research, Applications, Challenges and Opportunities. J. Constr. Steel Res. 2008, 64, 1199–1206. [Google Scholar] [CrossRef]
- Dundu, M. Evolution of Stress–Strain Models of Stainless Steel in Structural Engineering Applications. Constr. Build. Mater. 2018, 165, 413–423. [Google Scholar] [CrossRef]
- Pan, J.; Leygraf, C.; Thierry, D.; Ektessabi, A.M. Corrosion Resistance for Biomaterial Applications of TiO2 Films Deposited on Titanium and Stainless Steel by Ion-Beam-Assisted Sputtering. J. Biomed. Mater. Res. 1997, 35, 309–318. [Google Scholar] [CrossRef]
- Jung, S.; Yong, K. Fabrication of CuO-ZnO Nanowires on a Stainless Steel Mesh for Highly Efficient Photocatalytic Applications. Chem. Commun. 2011, 47, 2643–2645. [Google Scholar] [CrossRef]
- Segura, I.A.; Mireles, J.; Bermudez, D.; Terrazas, C.A.; Murr, L.E.; Li, K.; Injeti, V.S.Y.; Misra, R.D.K.; Wicker, R.B. Characterization and Mechanical Properties of Cladded Stainless Steel 316L with Nuclear Applications Fabricated Using Electron Beam Melting. J. Nucl. Mater. 2018, 507, 164–176. [Google Scholar] [CrossRef]
- Dewidar, M.M.; Khalil, K.A.; Lim, J.K. Processing and Mechanical Properties of Porous 316L Stainless Steel for Biomedical Applications. Trans. Nonferrous Met. Soc. China 2007, 17, 468–473. [Google Scholar] [CrossRef]
- Aggas, J.R.; Bhat, A.; Walther, B.K.; Guiseppi-Elie, A. Nano-Pt Ennobling of Stainless Steel for Biomedical Applications. Electrochim. Acta 2019, 301, 153–161. [Google Scholar] [CrossRef]
- Bekmurzayeva, A.; Duncanson, W.J.; Azevedo, H.S.; Kanayeva, D. Surface Modification of Stainless Steel for Biomedical Applications: Revisiting a Century-Old Material. Mater. Sci. Eng. C 2018, 93, 1073–1089. [Google Scholar] [CrossRef]
- Disegi, J.A.; Eschbach, L. Stainless Steel in Bone Surgery. Injury 2000, 31, D2–D6. [Google Scholar] [CrossRef]
- Article: Duplex Stainless Steels—A Simplified Guide. Available online: https://www.bssa.org.uk/topics.php?article=668 (accessed on 17 April 2019).
- Luo, H.; Su, H.; Dong, C.; Xiao, K.; Li, X. Electrochemical and Passivation Behavior Investigation of Ferritic Stainless Steel in Simulated Concrete Pore Media. Data Brief 2015, 5, 171–178. [Google Scholar] [CrossRef]
- Lv, J.; Liang, T.; Wang, C.; Guo, T. Influence of Sensitization on Passive Films in AISI 2205 Duplex Stainless Steel. J. Alloy. Compd. 2016, 658, 657–662. [Google Scholar] [CrossRef]
- Muthupandi, V.; Bala Srinivasan, P.; Seshadri, S.K.; Sundaresan, S. Effect of Weld Metal Chemistry and Heat Input on the Structure and Properties of Duplex Stainless Steel Welds. Mater. Sci. Eng. A 2003, 358, 9–16. [Google Scholar] [CrossRef]
- Souza, E.C.; Rossitti, S.M.; Rollo, J.M.D.A. Influence of Chloride Ion Concentration and Temperature on the Electrochemical Properties of Passive Films Formed on a Superduplex Stainless Steel. Mater. Charact. 2010, 61, 240–244. [Google Scholar] [CrossRef]
- Wang, J.; Uggowitzer, P.J.; Magdowski, R.; Speidel, M.O. Nickel-Free Duplex Stainless Steels. Scr. Mater. 1998, 40. [Google Scholar] [CrossRef]
- Wessman, S.M.; Hertzman, S.; Pettersson, R.; Lagneborg, R.; Liljas, M. On the Effect of Nickel Substitution in Duplex Stainless Steel. Mater. Sci. Technol. 2008, 24, 348–355. [Google Scholar] [CrossRef]
- Herrera, C.; Ponge, D.; Raabe, D. Design of a Novel Mn-Based 1GPa Duplex Stainless TRIP Steel with 60% Ductility by a Reduction of Austenite Stability. Acta Mater. 2011, 59, 4653–4664. [Google Scholar] [CrossRef]
- Toor, I.-H.; Hyun, P.J.; Kwon, H.S. Development of High Mn–N Duplex Stainless Steel for Automobile Structural Components. Corros. Sci. 2008, 50, 404–410. [Google Scholar] [CrossRef]
- Ribeiro, J.; Lopes, H.; Queijo, L.; Figueiredo, D. Optimization of Cutting Parameters to Minimize the Surface Roughness in the End Milling Process Using the Taguchi Method. Period. Polytech. Mech. Eng. 2017, 61, 30–35. [Google Scholar] [CrossRef]
- Hong, Y.-Y.; Beltran, A.A.; Paglinawan, A.C. A Robust Design of Maximum Power Point Tracking Using Taguchi Method for Stand-Alone PV System. Appl. Energy 2018, 211, 50–63. [Google Scholar] [CrossRef]
- Geethapriyan, T.; Muthuramalingam, T.; Vasanth, S.; Thavamani, J.; Srinivasan, V.H. Influence of Nanoparticles-Suspended Electrolyte on Machinability of Stainless Steel 430 Using Electrochemical Micro-Machining Process. In Advances in Manufacturing Processes 2019; Sekar, K.S.V., Gupta, M., Arockiarajan, A., Eds.; Springer: Singapore, Singapore, 2019; pp. 433–440. [Google Scholar]
- Kar, A.; Balaji, G.; Tamang, S.; Aravindan, S. Mechanical Characterization of Gas Tungsten Arc Welded Super Duplex Stainless Steel Joint. Mater. Res. Innov. 2018, 22, 43–49. [Google Scholar] [CrossRef]
- Dhananchezian, M.; Priyan, M.R.; Rajashekar, G.; Narayanan, S.S. Study the effect of cryogenic cooling on machinability characteristics during turning duplex stainless steel 2205. Mater. Today Proc. 2018, 5(Part 2), 12062–12070. [Google Scholar] [CrossRef]
- Philip Selvaraj, D. Experimental Analysis of Surface Roughness of Duplex Stainless Steel in Milling Operation. In Advances in Manufacturing Processes 2019; Sekar, K.S.V., Gupta, M., Arockiarajan, A., Eds.; Springer: Singapore, Singapore, 2019; pp. 373–382. [Google Scholar]
- Andrew Liou, Y.H.; Lin, P.P.; Lindeke, R.R.; Chiang, H.D. Tolerance Specification of Robot Kinematic Parameters Using an Experimental Design Technique—the Taguchi Method. Robot. Comput. Integr. Manuf. 1993, 10, 199–207. [Google Scholar] [CrossRef]
- Prince, A.; Smolensky, P. Constraint Interaction in Generative Grammar; John Wiley & Sons: Hoboken, NJ, USA, 2004; p. 262. [Google Scholar]
- Long, C.J. The Ferrite Content of Austenitic Stainless Steel Weld Metal. Weld. J. 1973, 52, 281s–297s. [Google Scholar]
- Andersson, J.-O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, Computational Tools for Materials Science. Calphad 2002, 26, 273–312. [Google Scholar]
- Sun, Y.; Bell, T. Dry Sliding Wear Resistance of Low Temperature Plasma Carburised Austenitic Stainless Steel. Wear 2002, 253, 689–693. [Google Scholar] [CrossRef]
- Sun, Y. Sliding Wear Behaviour of Surface Mechanical Attrition Treated AISI 304 Stainless Steel. Tribol. Int. 2013, 57, 67–75. [Google Scholar] [CrossRef]
- Davanageri, M.; Narendranath, S.; Kadoli, R. Dry Sliding Wear Behavior of Super Duplex Stainless Steel AISI 2507: A Statistical Approach. Arch. Foundry Eng. 2016, 16, 47–56. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structure | Grade | C | Si | Mn | P | S | N | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|---|---|---|
| Ferritic | 430 | 0.08 | 1 | 1 | 0.04 | 0.015 | - | 16.0/18.0 | - | - |
| Austenitic | 304 | 0.07 | 1 | 2 | 0.045 | 0.015 | 0.11 | 17.5/19.5 | 8.0/10.5 | - |
| Alloys | (x = 6, 5, 4, y = 0, 1, 2) | ||||||
|---|---|---|---|---|---|---|---|
| Fe (Balance) | Cr 16 | Mn x | Mo 1 | Si 1 | N 0.22 | Cu y | |
| DSS 1 | Bal. | 16 | 6 | 1 | 1 | 0.22 | 0 |
| DSS 2 | Bal. | 16 | 5 | 1 | 1 | 0.22 | 1 |
| DSS 3 | Bal. | 16 | 4 | 1 | 1 | 0.22 | 2 |
| Factors | Level1 | Level 2 | Level 3 |
|---|---|---|---|
| Composition | DSS 1 | DSS 2 | DSS 3 |
| Speed (m/sec) | 0.1 | 0.2 | 0.3 |
| Load (N) | 20 | 25 | 30 |
| Runs | Composition | Speed (m/sec) | Load (N) |
|---|---|---|---|
| 1 | DSS 1 | 0.1 | 20 |
| 2 | DSS 1 | 0.2 | 25 |
| 3 | DSS 1 | 0.3 | 30 |
| 4 | DSS 2 | 0.1 | 25 |
| 5 | DSS 2 | 0.2 | 30 |
| 6 | DSS 2 | 0.3 | 20 |
| 7 | DSS 3 | 0.1 | 30 |
| 8 | DSS 3 | 0.2 | 20 |
| 9 | DSS 3 | 0.3 | 25 |
| Alloys | Average Hardness (BHR) |
|---|---|
| DSS 1 | 88.2 |
| DSS 2 | 87.94 |
| DSS 3 | 86.02 |
| ASS 304 | 75.54 |
| Runs | Composition | Speed (m/sec) | Load (N) | Specific Wear Rate (mm3/Nm) | S/N Ratio (dB) | |||
|---|---|---|---|---|---|---|---|---|
| Trial 1 | Trial 2 | Trial 3 | Mean | |||||
| 1 | DSS 1 | 0.1 | 20 | 0.000060 | 0.000060 | 0.000060 | 0.000060 | 84.44 |
| 2 | DSS 1 | 0.2 | 25 | 0.000070 | 0.000080 | 0.000110 | 0.000087 | 81.08 |
| 3 | DSS 1 | 0.3 | 30 | 0.000080 | 0.000080 | 0.000080 | 0.000080 | 81.94 |
| 4 | DSS 2 | 0.1 | 25 | 0.000120 | 0.000120 | 0.000080 | 0.000107 | 79.31 |
| 5 | DSS 2 | 0.2 | 30 | 0.000100 | 0.000090 | 0.000100 | 0.000097 | 80.28 |
| 6 | DSS 2 | 0.3 | 20 | 0.000140 | 0.000130 | 0.000130 | 0.000133 | 77.50 |
| 7 | DSS 3 | 0.1 | 30 | 0.000050 | 0.000080 | 0.000070 | 0.000067 | 83.37 |
| 8 | DSS 3 | 0.2 | 20 | 0.000140 | 0.000130 | 0.000130 | 0.000133 | 77.50 |
| 9 | DSS 3 | 0.3 | 25 | 0.000120 | 0.000100 | 0.000110 | 0.000110 | 79.15 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|---|
| Composition | 2 | 0.00000 | 33.66% | 0.00000 | 0.00000 | 15.49 | 0.0000 |
| Speed | 2 | 0.00000 | 25.71% | 0.00000 | 0.00000 | 11.83 | 0.0000 |
| Load | 2 | 0.00000 | 18.89% | 0.00000 | 0.00000 | 8.69 | 0.002 |
| Error | 20 | 0.00000 | 21.73% | 0.00000 | 0.00000 | - | - |
| Lack-of-Fit | 2 | 0.00000 | 7.42% | 0.00000 | 0.00000 | 4.67 | 0.0230 |
| Pure Error | 18 | 0.00000 | 14.31% | 0.00000 | 0.00000 | - | - |
| Total | 26 | 0.00000 | 100.00% | - | - | - | - |
| Runs | Composition | Speed (m/s) | Load (N) | COF | S/N Ratio (dB) | |||
|---|---|---|---|---|---|---|---|---|
| Trial 1 | Trial 2 | Trial 3 | Mean | |||||
| 1 | DSS 1 | 0.1 | 20 | 0.6761 | 0.6658 | 0.6744 | 0.6721 | 3.45 |
| 2 | DSS 1 | 0.2 | 25 | 0.5311 | 0.4579 | 0.4703 | 0.4864 | 6.24 |
| 3 | DSS 1 | 0.3 | 30 | 0.3779 | 0.4218 | 0.4299 | 0.4099 | 7.73 |
| 4 | DSS 2 | 0.1 | 25 | 0.5686 | 0.5473 | 0.5756 | 0.5638 | 4.98 |
| 5 | DSS 2 | 0.2 | 30 | 0.3807 | 0.4104 | 0.4581 | 0.4164 | 7.58 |
| 6 | DSS 2 | 0.3 | 20 | 0.4252 | 0.4386 | 0.4435 | 0.4358 | 7.21 |
| 7 | DSS 3 | 0.1 | 30 | 0.4473 | 0.5760 | 0.5325 | 0.5186 | 5.66 |
| 8 | DSS 3 | 0.2 | 20 | 0.4688 | 0.4738 | 0.4672 | 0.4699 | 6.56 |
| 9 | DSS 3 | 0.3 | 25 | 0.4130 | 0.4145 | 0.3954 | 0.4076 | 7.79 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|---|
| Composition | 2 | 0.01776 | 8.83% | 0.01776 | 0.00888 | 9.29 | 0.001 |
| Speed | 2 | 0.13710 | 68.17% | 0.13710 | 0.06855 | 71.69 | 0.000 |
| Load | 2 | 0.02714 | 13.49% | 0.02714 | 0.01357 | 14.19 | 0.000 |
| Error | 20 | 0.01912 | 9.51% | 0.01912 | 0.00096 | - | - |
| Lack-of-Fit | 2 | 0.00194 | 0.97% | 0.00194 | 0.00097 | 1.02 | 0.381 |
| Pure Error | 18 | 0.01718 | 8.54% | 0.01718 | 0.00095 | - | - |
| Total | 26 | 0.20112 | 100.00% | - | - | - | - |
| Sample | Comp. | Load (N) | Speed (m/s) | Specific Wear Rate (mm3/N.m) | COF | ||||
|---|---|---|---|---|---|---|---|---|---|
| Regression Model | Experiment | Error (%) | Regression Model | Experiment | Error (%) | ||||
| 1 | DSS1 | 20 | 0.25 | 12.6421 × 10−5 | 13.2879 × 10−5 | 4.86 | 0.4954 | 0.5913 | 16.22 |
| 2 | DSS1 | 25 | 0.3 | 10.1998 × 10−5 | 11.0936 × 10−5 | 8.06 | 0.4480 | 0.4734 | 5.38 |
| 3 | DSS2 | 22.5 | 0.1 | 7.75073 × 10−5 | 9.06494 × 10−5 | 14.50 | 0.5872 | 0.4628 | 26.88 |
| 4 | DSS2 | 30 | 0.15 | 9.25637 × 10−5 | 8.70125 × 10−5 | 6.38 | 0.4550 | 0.4918 | 7.48 |
| 5 | DSS3 | 27.5 | 0.2 | 10.1667 × 10−5 | 12.4108 × 10−5 | 18.08 | 0.4136 | 0.4124 | 0.29 |
| 6 | DSS3 | 20 | 0.3 | 14.595 × 10−5 | 13.5054 × 10−5 | 8.07 | 0.4347 | 0.3494 | 24.42 |
| Optimum Operating Parameters | ASS | DSS1 | ||
|---|---|---|---|---|
| COF | SWR (mm3/N.m) | COF | SWR (mm3/N.m) | |
| Low COF (Speed = 0.1m/s, Load = 20 N) | 0.3414 | 0.000088 | 0.6707 | 0.00006 |
| Low SWR (Speed = 0.3 m/s, Load = 20 N) | 0.3072 | 0.000105 | 0.6721 | 0.00007 |
| Material Used | Speed (m/s) | Load (N) | SWR (mm3/N.m) | Ref. |
|---|---|---|---|---|
| Untreated AISI 316 austenitic stainless steel | 0.2 | 5, 10, 20 | 0.00017–0.00020 | [29] |
| Untreated AISI 304 austenitic stainless steel | 0.044 | up to 20 | 0.00009–0.000102 | [30] |
| Super Duplex Stainless Steel AISI 2507 | 2, 4, 6 | 20, 40, 60 | 1.656–2.99 | [31] |
| Duplex stainless steel | 0.1, 0.2, 0.3 | 20, 25, 30 | 0.00006–0.00014 | Current work |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Daraghma, H.; Samad, M.A.; Toor, I.u.H.; M. Abdallah, F.; Patel, F. Tribological Characterization of Ni-Free Duplex Stainless Steel Alloys Using the Taguchi Methodology. Metals 2020, 10, 339. https://doi.org/10.3390/met10030339
Daraghma H, Samad MA, Toor IuH, M. Abdallah F, Patel F. Tribological Characterization of Ni-Free Duplex Stainless Steel Alloys Using the Taguchi Methodology. Metals. 2020; 10(3):339. https://doi.org/10.3390/met10030339
Chicago/Turabian StyleDaraghma, Hammam, Mohammed Abdul Samad, Ihsan ul Haq Toor, Farid M. Abdallah, and Faheemuddin Patel. 2020. "Tribological Characterization of Ni-Free Duplex Stainless Steel Alloys Using the Taguchi Methodology" Metals 10, no. 3: 339. https://doi.org/10.3390/met10030339
APA StyleDaraghma, H., Samad, M. A., Toor, I. u. H., M. Abdallah, F., & Patel, F. (2020). Tribological Characterization of Ni-Free Duplex Stainless Steel Alloys Using the Taguchi Methodology. Metals, 10(3), 339. https://doi.org/10.3390/met10030339