Reproducibility of High-Throughput Sample Properties Produced by a High-Temperature Molten Metal Droplet Generator

 ,
, 
 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
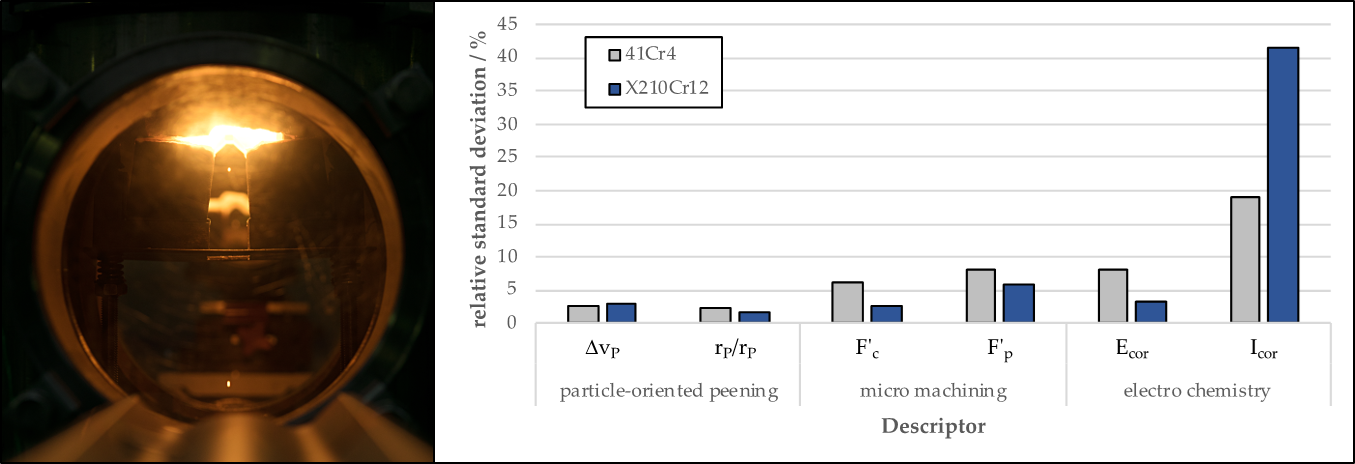
2.1. Sample Synthesis
2.2. Descriptor 1: Particle-Oriented Peening
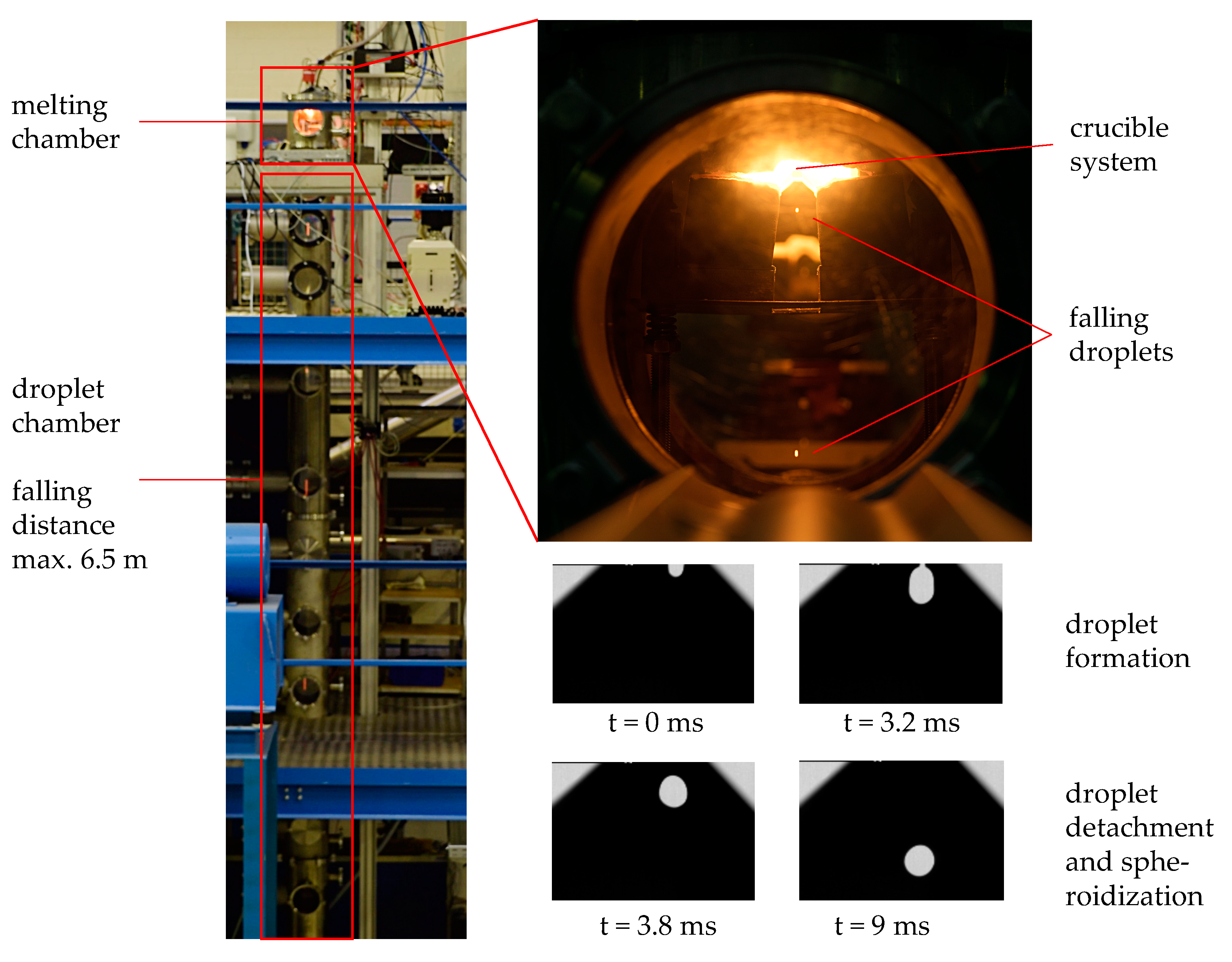
2.3. Descriptor 2: Micro Machining
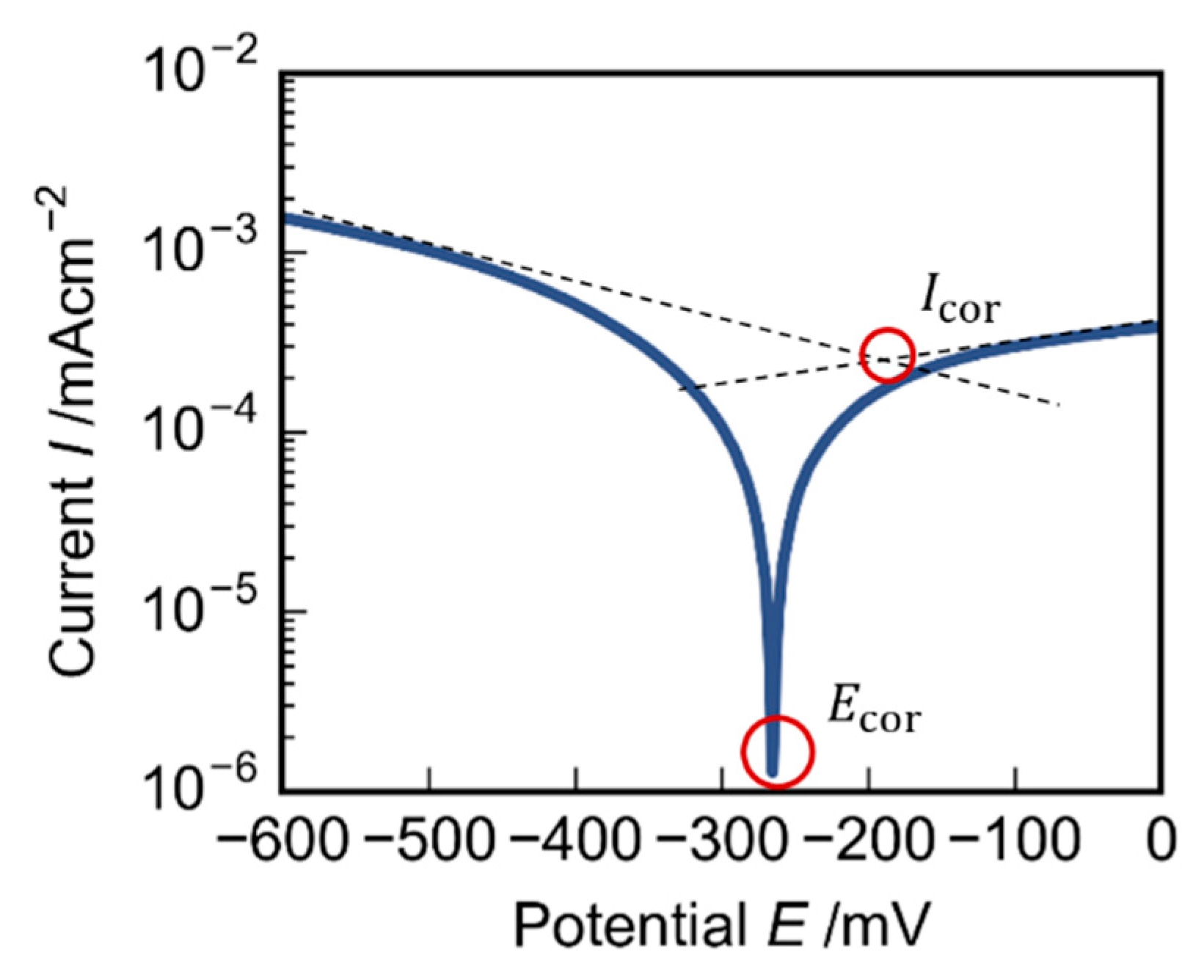
2.4. Descriptor 3: Electro Chemistry
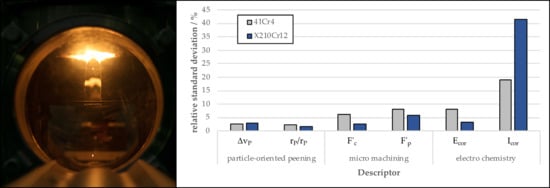
3. Results
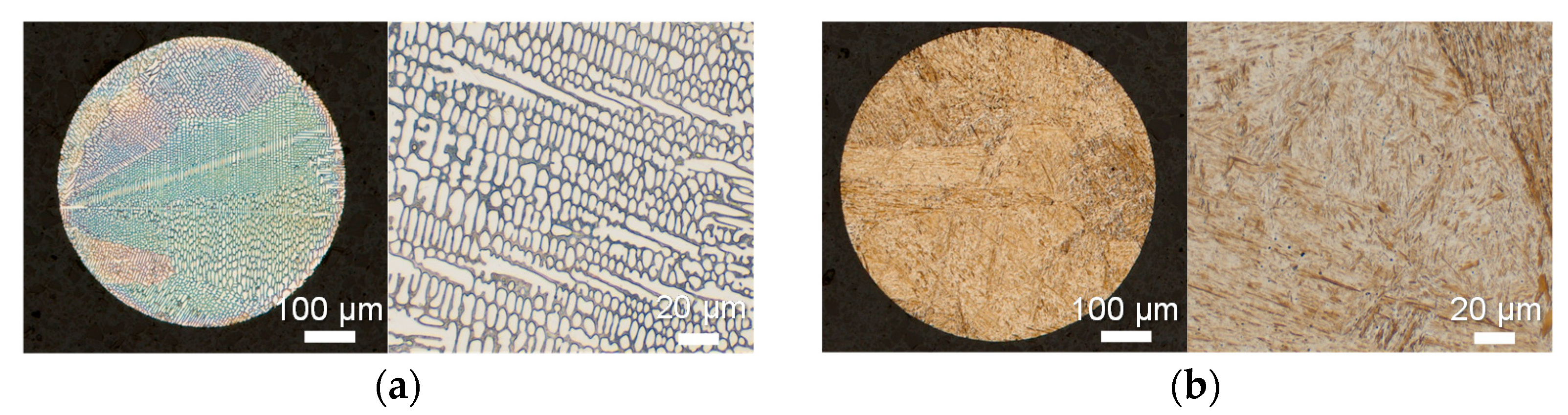
3.1. Sample Synthesis
3.2. Particle-Oriented Peening
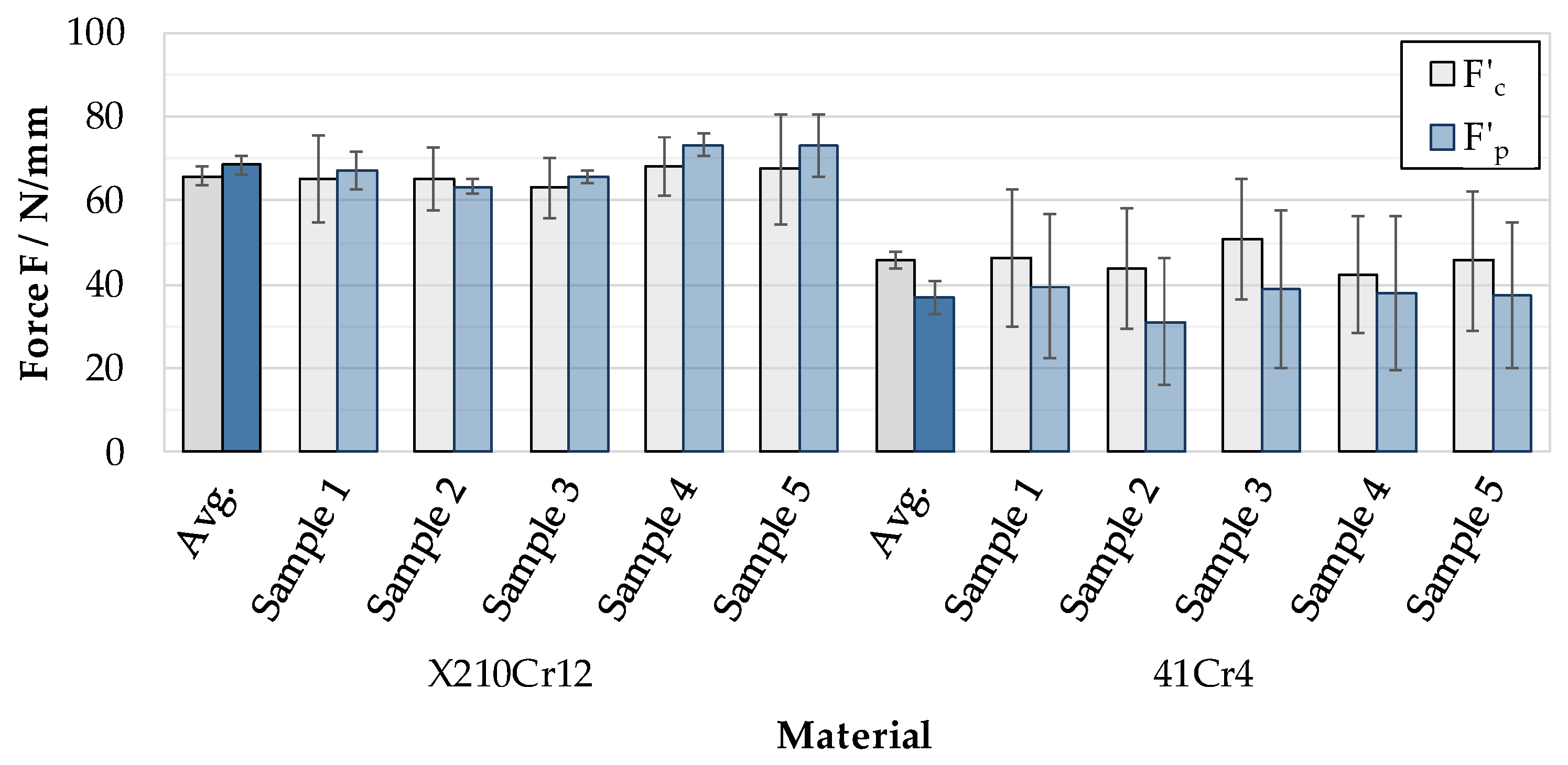
3.3. Micro Machining
3.4. Electro Chemistry
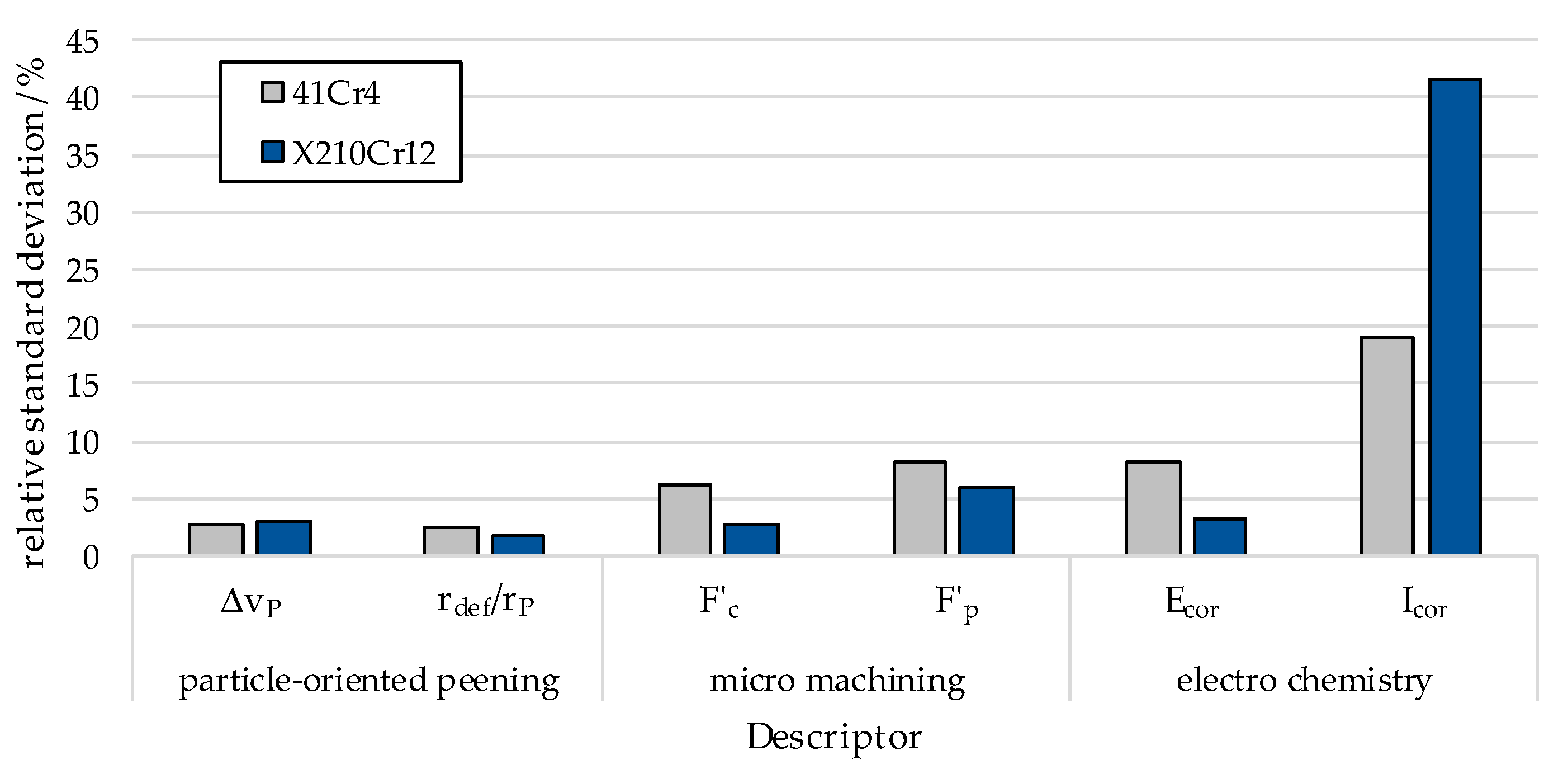
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ellendt, N.; Mädler, L. High-Throughput Exploration of Evolutionary Structural Materials. HTM J. Heat Treatment Mater. 2018, 73, 3–12. [Google Scholar] [CrossRef]
- Otani, M.; Itaka, K.; Wong-Ng, W.; Schenck, P.; Koinuma, H. Development of a high-throughput thermoelectric screening tool for combinatorial thin film libraries. Appl. Surf. Sci. 2007, 254, 765–767. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhao, J.C. Extracting interdiffusion coefficients from binary diffusion couples using traditional methods and a forward-simulation method. Intermetallics 2013, 34, 132–141. [Google Scholar] [CrossRef]
- Zhao, J.C. The diffusion-multiple approach to designing alloys. Annu. Rev. Mater. Res. 2005, 35, 51–73. [Google Scholar] [CrossRef]
- Zhao, J.C. Combinatorial approaches as effective tools in the study of phase diagrams and composition–structure–property relationships. Prog. Mater Sci. 2006, 51, 557–631. [Google Scholar] [CrossRef]
- Zhao, J.C.; Zheng, X.; Cahill, D.G. High-throughput measurements of materials properties. JOM 2011, 63, 40–44. [Google Scholar] [CrossRef]
- Lucca, D.; Herrmann, K.; Klopfstein, M. Nanoindentation: Measuring methods and applications. CIRP Ann. 2010, 59, 803–819. [Google Scholar] [CrossRef]
- Shuman, D.J.; Costa, A.L.; Andrade, M.S. Calculating the elastic modulus from nanoindentation and microindentation reload curves. Mater. Charact. 2007, 58, 380–389. [Google Scholar] [CrossRef]
- Knoll, H.; Ocylok, S.; Weisheit, A.; Springer, H.; Jägle, E.; Raabe, D. Combinatorial Alloy Design by Laser Additive Manufacturing. Steel Res. Int. 2017, 88. [Google Scholar] [CrossRef]
- Sonnenberg, H.; Clausen, B. Short-Term Characterization of Spherical 100Cr6 Steel Samples Using Micro Compression Test. Materials 2020, 13, 733. [Google Scholar] [CrossRef]
- Imani Moqadam, S.; Mädler, L.; Ellendt, N. A High Temperature Drop-On-Demand Droplet Generator for Metallic Melts. Micromachines 2019, 10, 477. [Google Scholar] [CrossRef] [PubMed]
- Steinbacher, M.; Alexe, G.; Baune, M.; Bobrov, I.; Bosing, I.; Clausen, B.; Czotscher, T.; Epp, J.; Fischer, A.; Langstädtler, L.; et al. Descriptors for High-throughput in Structural Materials Development. High-Throughput 2019, 8, 22. [Google Scholar] [CrossRef] [PubMed]
- Bogaard, R.H.; Desai, P.D.; Li, H.H.; Ho, C.Y. Thermophysical properties of stainless steels. Thermochim. Acta 1993, 218, 373–393. [Google Scholar] [CrossRef]
- Jirková, H.; David, A.; Bohuslav, M. Unconventional structure of X210Cr12 steel obtained by thixoforming. J. Alloys Compd. 2010, 504, S500–S503. [Google Scholar] [CrossRef]
- Ross, R.B. Metallic Materials Specification Handbook; Springer Science & Business Media: Boston, MA, USA, 2013. [Google Scholar]
- Kämmler, J.; Wielki, N.; Guba, N.; Ellendt, N.; Meyer, D. Shot peening using spherical micro specimens generated in high-throughput processes. Materialwiss. Werkstofftech. 2019, 50, 5–13. [Google Scholar] [CrossRef]
- Toenjes, A.; Wielki, N.; Meyer, D.; von Hehl, A. Analysis of Different 100Cr6 Material States Using Particle-Oriented Peening. Metals 2019, 9, 1056. [Google Scholar] [CrossRef]
- Beinhauer, A.; Heinzel, C.; Riemer, O. Determination of material properties by evaluation of machinability in multi-scale precision turning. In Proceedings of the 17th euspen International Conference & Exhibition, Hannover, Germany, 29 May–2 June 2017; pp. 130–131. [Google Scholar]
- Ralston, K.; Birbilis, N. Effect of grain size on corrosion: A review. Corrosion 2010, 66, 075005. [Google Scholar] [CrossRef]
- Bösing, I.; Bobrov, I.; Epp, J.; Baune, M.; Thöming, J. Influence of Systematically Changed Martensite Content on the Passive Film Properties of Austenitic Stainless Steel in Neutral Electrolyte. Int. J. Electrochem. Sci. 2020, 15, 319–333. [Google Scholar] [CrossRef]
- Bösing, I.; Cramer, L.; Steinbacher, M.; Zoch, H.W.; Thöming, J.; Baune, M. Influence of heat treatment on the microstructure and corrosion resistance of martensitic stainless steel. AIP Adv. 2019, 9. [Google Scholar] [CrossRef]
- Schuppert, A.K.; Topalov, A.A.; Katsounaros, I.; Klemm, S.O.; Mayrhofer, K.J. A scanning flow cell system for fully automated screening of electrocatalyst materials. J. Electrochem. Soc. 2012, 159, F670. [Google Scholar] [CrossRef]
- Bösing, I.; Thöming, J.; Baune, M. Electrolyte composition for distinguishing corrosion mechanisms in steel alloy screening. Int. J. Corros. 2017. [Google Scholar] [CrossRef]
- Imani Moqadam, S.; Mädler, L.; Ellendt, N. Microstructure Adjustment of Spherical Microsamples for High-Throughput Analysis Using a Drop-on-Demand Droplet Generator. Materials 2019, 12, 3769. [Google Scholar] [CrossRef]
- Osozawa, K.; Engell, H.-J. The anodic polarization curves of iron-nickel-chromium alloys. Corros. Sci. 1966, 6, 389–393. [Google Scholar] [CrossRef]
- Sieradzki, K.; Newman, R. A percolation model for passivation in stainless steels. J. Electrochem. Soc. 1986, 133, 1979–1980. [Google Scholar] [CrossRef]
- Potgieter, J.; Olubambi, P.; Cornish, L.; Machio, C.; Sherif, E.-S.M. Influence of nickel additions on the corrosion behaviour of low nitrogen 22% Cr series duplex stainless steels. Corros. Sci. 2008, 50, 2572–2579. [Google Scholar] [CrossRef]
- Huhn, S.; Sonnenberg, H.; Eggersglüß, S.; Clausen, B.; Drechsler, R. Revealing properties of structural materials by combining regression-based algorithms and nano indentation measurements. In Proceedings of the IEEE Symposium Series on Computational Intelligence (SSCI), Honolulu, HI, USA, 27 November–1 December 2017; pp. 1–6. [Google Scholar] [CrossRef]
- Drechsler, R.; Eggersglüß, S.; Ellendt, N.; Huhn, S.; Mädler, L. Exploring superior structural materials using multi-objective optimization and formal techniques. In Proceedings of the International Symposium on Embedded Computing and System Design (ISED), Patna, India, 15–17 December 2016; pp. 13–17. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | X210Cr12 (AISI D3) | 41Cr4 (AISI 5140) |
|---|---|---|
| Liquidus/°C [13,14,15] | 1376 | 1470 |
| Solidus/°C [13,14,15] | 1245 | 1400 |
| Melt temperature/°C | 1411 | 1550 |
| Crucible material nozzle diameter/µm | Al2O3 350 | Al2O3 507 |
| Gas atmosphere | Argon | Argon |
| Quenchant | Oil | Oil |
| Sample diameter/µm | 1010 | 955 |
| Element | C | Si | Mn | P | S | Cu | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|---|---|
| X210Cr12 | 2.1 | 0.24 | 0.34 | 0.01 | 0.01 | 0.06 | 11.85 | 0.15 | N/A |
| 41Cr4 | 0.42 | 0.21 | 0.76 | 0.014 | 0.022 | N/A | 1.07 | 0.08 | 0.02 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Imani Moqadam, S.; Baune, M.; Bösing, I.; Heinzel, C.; Meyer, D.; Thomann, A.; Wielki, N.; Ellendt, N. Reproducibility of High-Throughput Sample Properties Produced by a High-Temperature Molten Metal Droplet Generator. Metals 2020, 10, 297. https://doi.org/10.3390/met10030297
Imani Moqadam S, Baune M, Bösing I, Heinzel C, Meyer D, Thomann A, Wielki N, Ellendt N. Reproducibility of High-Throughput Sample Properties Produced by a High-Temperature Molten Metal Droplet Generator. Metals. 2020; 10(3):297. https://doi.org/10.3390/met10030297
Chicago/Turabian StyleImani Moqadam, Saeedeh, Michael Baune, Ingmar Bösing, Carsten Heinzel, Daniel Meyer, Arne Thomann, Nicole Wielki, and Nils Ellendt. 2020. "Reproducibility of High-Throughput Sample Properties Produced by a High-Temperature Molten Metal Droplet Generator" Metals 10, no. 3: 297. https://doi.org/10.3390/met10030297
APA StyleImani Moqadam, S., Baune, M., Bösing, I., Heinzel, C., Meyer, D., Thomann, A., Wielki, N., & Ellendt, N. (2020). Reproducibility of High-Throughput Sample Properties Produced by a High-Temperature Molten Metal Droplet Generator. Metals, 10(3), 297. https://doi.org/10.3390/met10030297