Effect of Coil Configuration Design on Al Solidified Structure Refinement


Abstract
1. Introduction
2. Research Procedures
2.1. Strategy
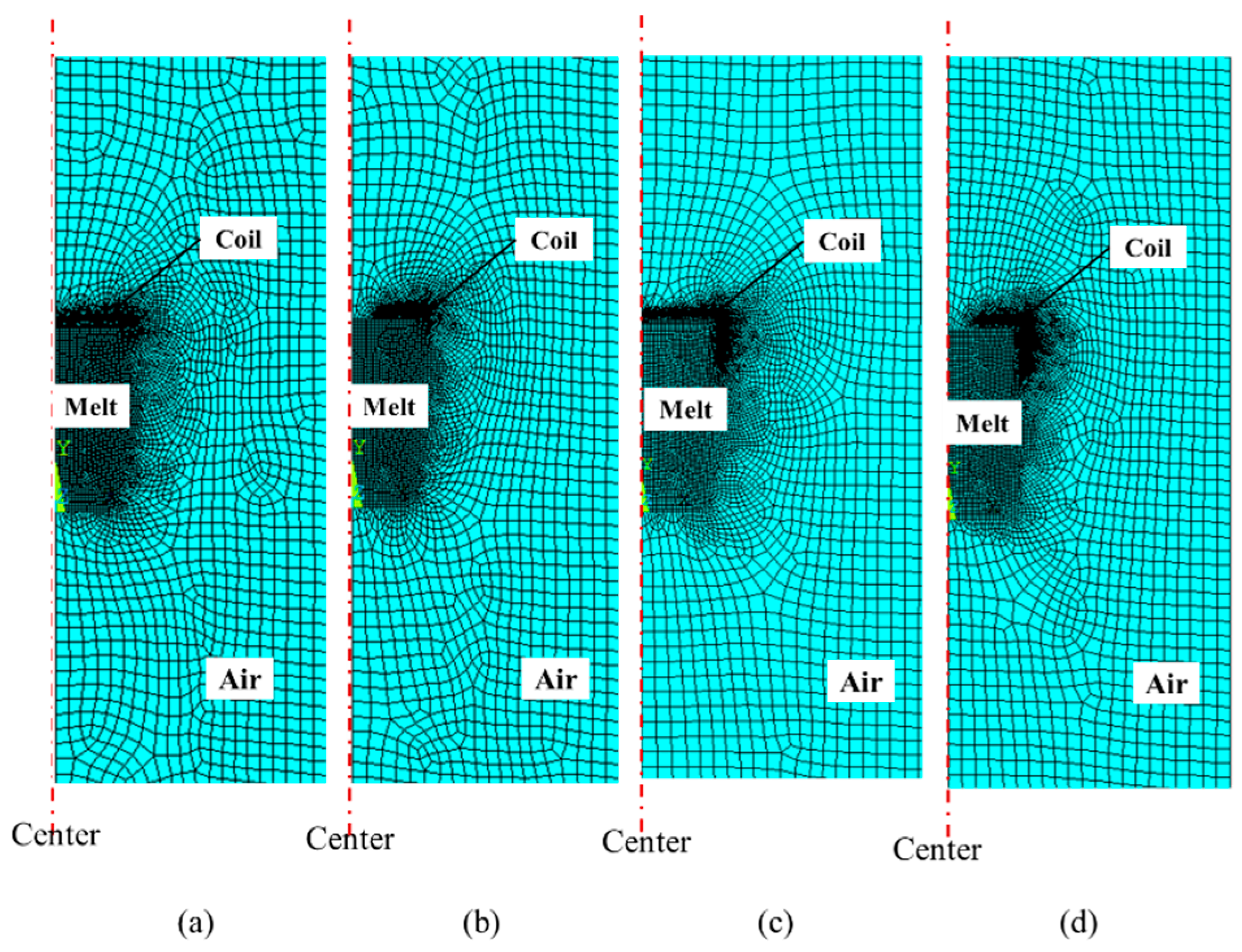
2.2. Numerical Simulation
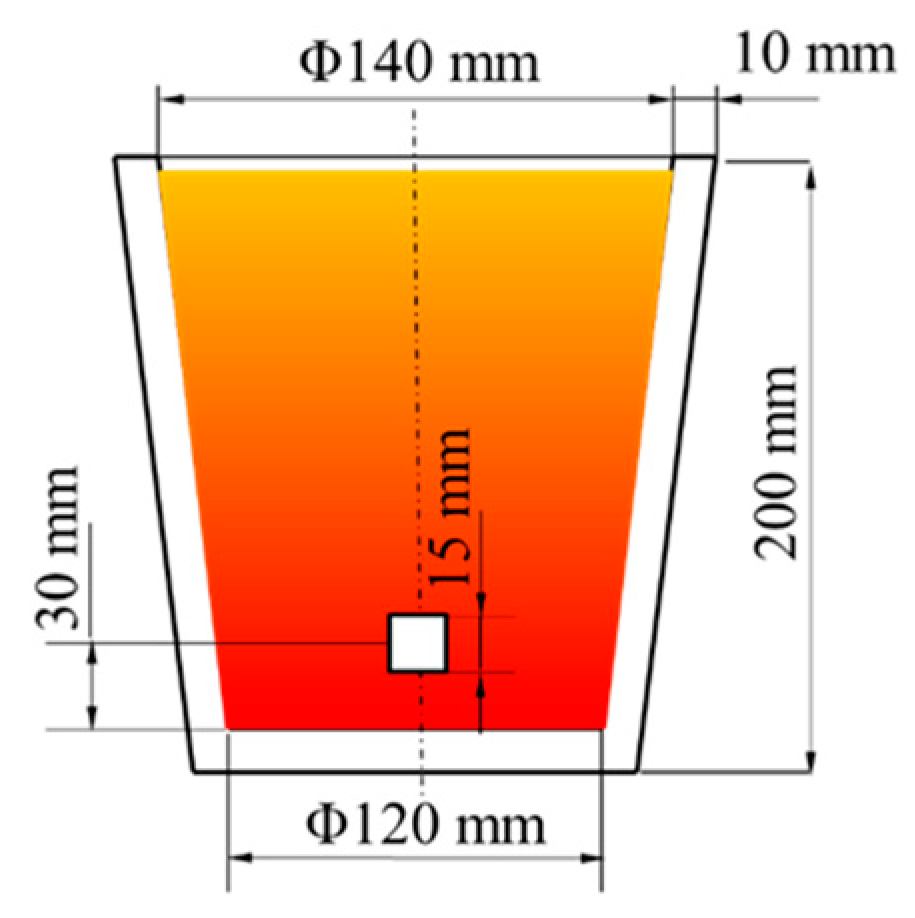
2.3. Experimental Part
3. Results
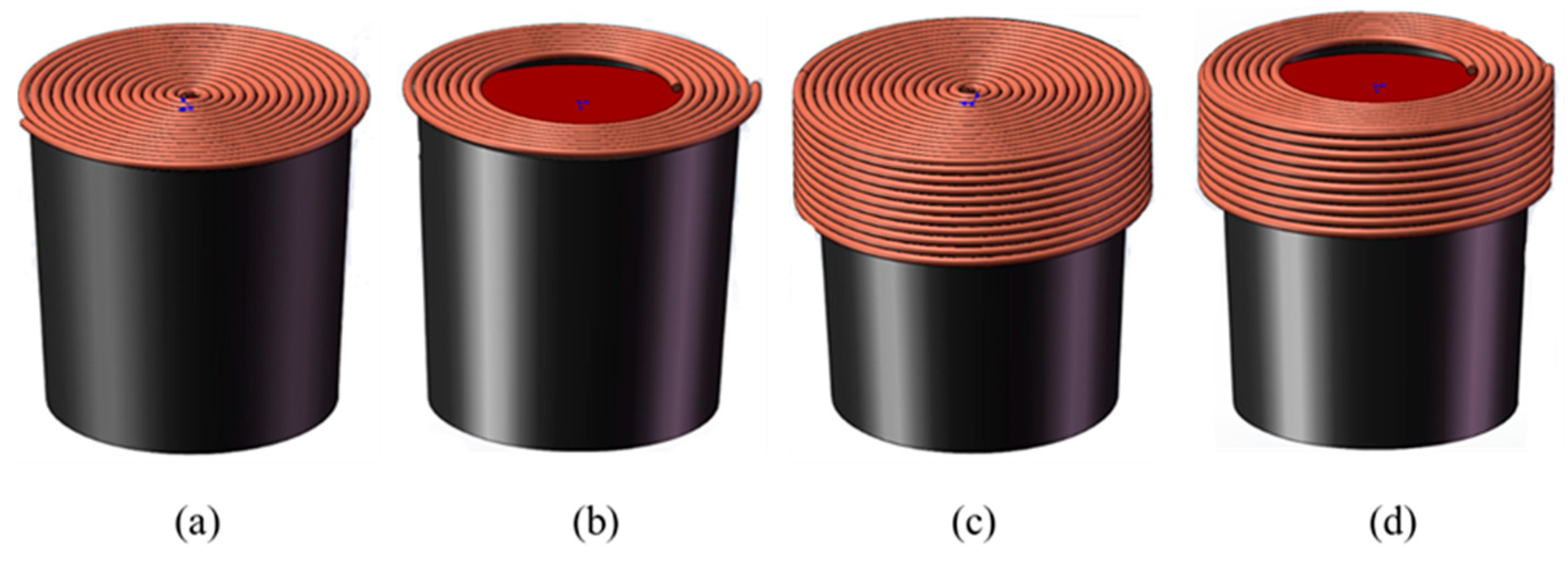
3.1. Simplification of Coil Configuration to Optimize PMO
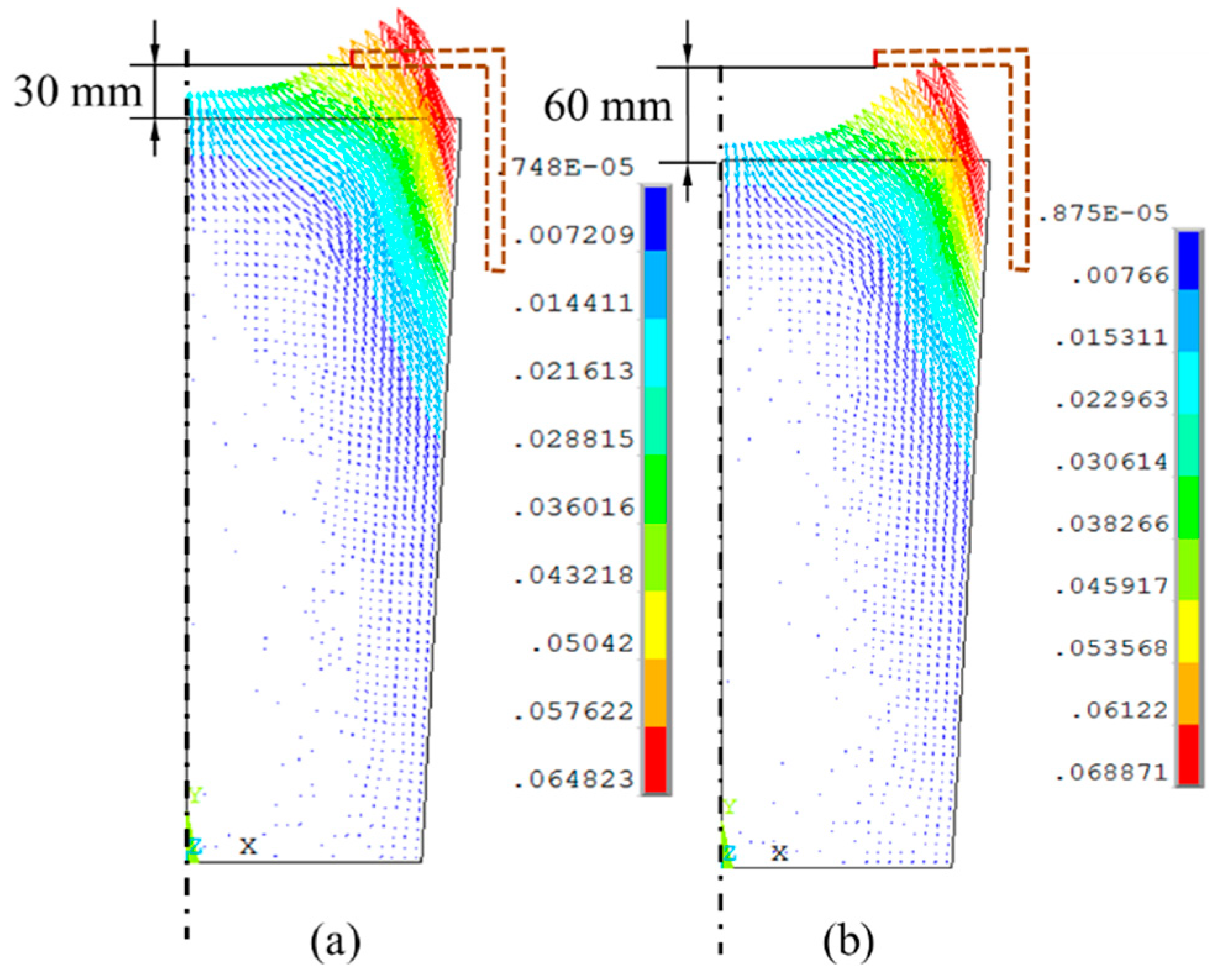
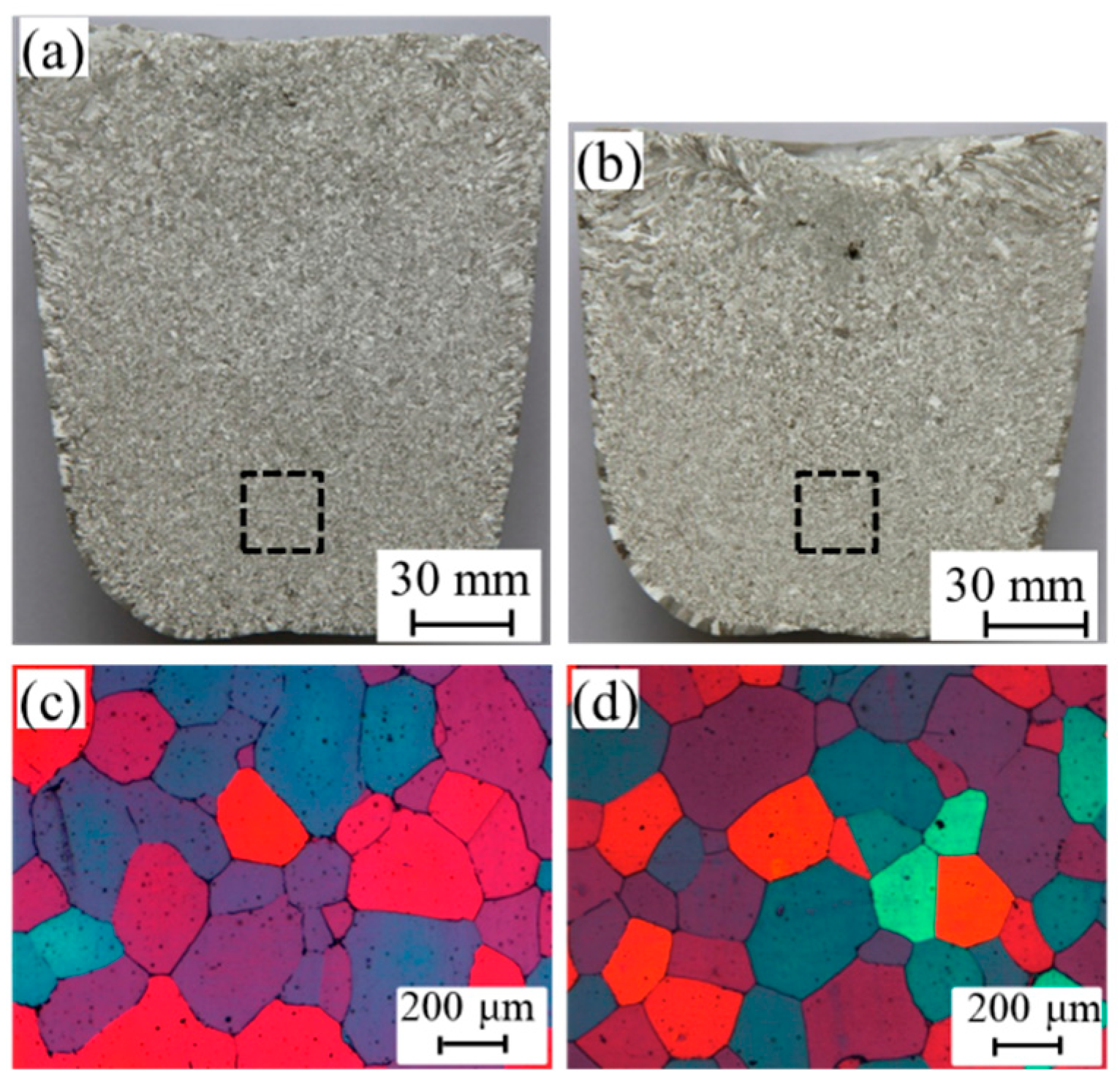
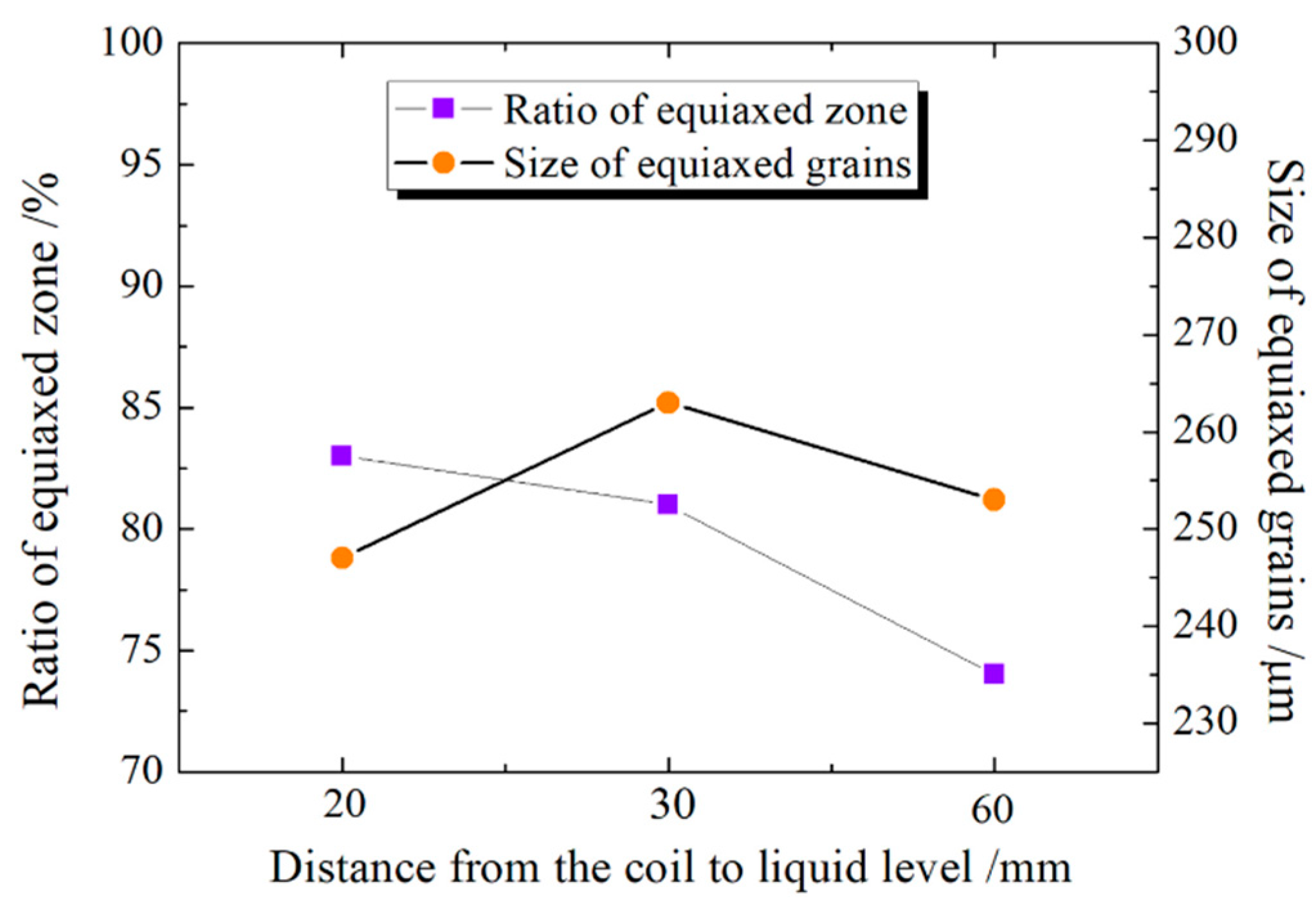
3.2. Effect of Liquid Level on the Refinement Effect of Al Ingot with CPMO-H Treated
4. Conclusions
- (1)
- Ring coils allow operator to examine the melt and undertake operation without interfering pouring.
- (2)
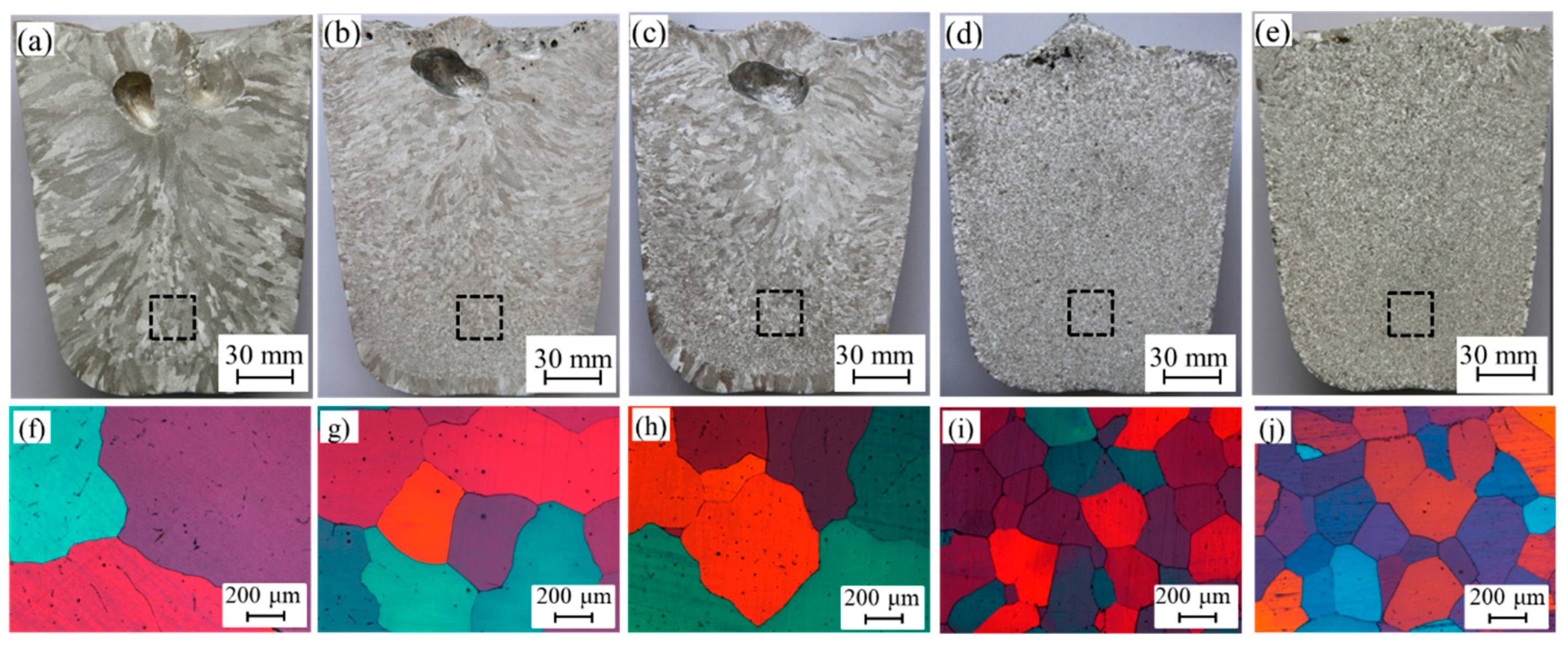
- Ring coil SPMO-H reduced the equiaxed grain size but decreased the ratio of equiaxed zone. Ring coil CPMO-H reduced the equiaxed grain size without significantly changing the ratio of equiaxed zone.
- (3)
- The distance between the coil and melt has little effect on the grain sizes refined by CPMO-H. Refinement effect would not be reduced with dropping of melt level. CPMO-H could be applied in large scale ingots production.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

References
- Zhao, W.L.; Ma, Q.X. Technological development of the forged low-pressure rotor of nuclear turbine in China. Appl. Mech. Mater. 2015, 703, 430–435. [Google Scholar] [CrossRef]
- Deng, L.P.; Wang, B.S.; Xiang, H.L.; Yang, X.F.; Niu, R.M.; Han, K. Effect of Annealing on the Microstructure and Properties of In-situ Cu–Nb Microcomposite Wires. Acta Metall. 2016, 29, 668–673. [Google Scholar] [CrossRef]
- Embury, J.; Han, K. A Survey of Processing Methods for High Strength-High Conductivity Wires for High Field Magnet Applications. In Megagauss Magnetic Field Generation, Its Application to Science and Ultra-High Pulsed-Power Technology, Proceedings of the VIIIth International Conference on Megagauss Magnetic Field Generation and Related Topics, Tallahassee, FL, USA, 18–23 October 1998; World Scientific: Singapore, 2004; pp. 147–153. [Google Scholar]
- Han, K. Strength and Ductility of Nanostructured Composites with Co-Deformable Components. Mater. Sci. Forum 2009, 864, 383–392. [Google Scholar] [CrossRef]
- Han, K. The fabrication, properties and microstructure of Cu–Ag and Cu–Nb composite conductors. Mater. Sci. Eng. A 1999, 267, 99–114. [Google Scholar] [CrossRef]
- Cheng, S.; Spencer, J.A.; Milligan, W.W. Strength and tension/compression asymmetry in nanostructured and ultrafine-grain metals. Acta Mater. 2003, 51, 4505–4518. [Google Scholar] [CrossRef]
- Han, K.; Zhou, X. Effect of high magnetic field on the processing of pearlitic steels. Mater. Manuf. Process. 2017, 32, 1317–1324. [Google Scholar] [CrossRef]
- Li, G.M.; Liu, Y.; Su, Y.; Wang, E.G.; Han, K. Influence of High Magnetic Field on As-Cast Structure of Cu-25wt%Ag Alloys. China Foundry 2013, 10, 162–166. [Google Scholar]
- Ecker, S.; Willers, B.; Nikrityuk, P.A.; Eckert, K.; Michel, U.; Zouhar, G. Application of a rotating magnetic field during directional solidification of Pb–Sn alloys: Consequences on the CET. Mater. Sci. Eng. A 2005, 413, 211–216. [Google Scholar] [CrossRef]
- Liao, X.L.; Zhai, Q.J.; Luo, J.; Chen, W.J.; Gong, Y.Y. Refining mechanism of the electric current pulse on the solidification structure of pure aluminum. Acta Mater. 2007, 55, 3103–3109. [Google Scholar] [CrossRef]
- Wang, G.; Nagasivamuni, B.; Ma, Q. The role of ultrasonic treatment in refining the as-cast grain structure during the solidification of an Al-2Cu alloy. J. Cryst. Growth 2014, 408, 119–124. [Google Scholar] [CrossRef]
- Li, H.T.; Wang, Y.; Fan, Z. Mechanism of enhanced heterogeneous nucleation during solidification in binary Al-Mg alloys. Acta Mater. 2012, 60, 1528–1537. [Google Scholar] [CrossRef]
- Metan, V.; Eigenfeld, K.; Räbiger, D. Grain size control in Al-Si alloys by grain refinement and electromagnetic Stirring. J. Alloys Compd. 2009, 487, 147–152. [Google Scholar] [CrossRef]
- Zhai, Q.J.; Gong, Y.Y.; Gao, Y.L.; Li, R.X.; Jing, J.X. Method and Apparatus for Fining Metal Solidified Organs by Using Magneto-Oscillation. China Patent No. CN200510030736.4, 27 October 2005. [Google Scholar]
- Liang, D.; Liang, Z.Y.; Sun, J.; Zhai, Q.J.; Wang, G.; David, H. Grain refinement of commercial pure Al treated by Pulsed Magneto-Oscillation on the top surface of melt. China Foundry 2015, 12, 48–53. [Google Scholar]
- Gong, Y.Y.; Luo, J.; Jing, J.X.; Xia, Z.Q.; Zhai, Q.J. Structure refinement of pure aluminum by pulse magneto-oscillation. Mater. Sci. Eng. A 2008, 497, 147–152. [Google Scholar] [CrossRef]
- Yin, Z.X.; Gong, Y.Y.; Li, B.; Cheng, Y.F.; Liang, D.; Zhai, Q.J. Refining of pure aluminum cast structure by surface magneto-oscillation. J. Mater. Process. Technol. 2012, 212, 2629–2634. [Google Scholar] [CrossRef]
- Li, H.C.; Liu, Z.; Li, R.X.; Gong, Y.Y.; Xu, Z.S.; Zhai, Q.J. Distribution of nonmetallic inclusions in molten steel under hot-top pulsed magneto-oscillation treatment. J. Iron Steel Res. Int. 2018, 25, 867–876. [Google Scholar] [CrossRef]
- Cheng, S.M.; Zhong, Y.Y.; Xu, Z.S.; Pei, N.; Zhai, Q.J.; Gong, Y.Y. Effect of flow on solidification structure of pure aluminum under pulsed magneto-oscillation. Mater. Sci. Technol. 2018, 34, 1212–1217. [Google Scholar] [CrossRef]
- Li, H.C.; Liu, Y.X.; Zhang, Y.H.; Liu, Z.; Zhai, Q.J. Effects of hot top pulsed magneto-oscillation on solidification structure of steel ingot. China Foundry 2018, 15, 110–116. [Google Scholar] [CrossRef]
- Gong, Y.Y.; Cheng, S.M.; Zhong, Y.Y.; Wang, X.; Zhang, Y.H.; Zhai, Q.J.; Zhong, H.G.; Xu, Z.S.; Yue, R.; Pei, N. Influence of electromagnetic parameters on solidification structure of pure Al in the case of identical power. J. Iron Steel Res. Int. 2018, 25, 854–861. [Google Scholar] [CrossRef]
- Zhao, J.; Cheng, Y.F.; Han, K.; Zhang, X.Z.; Xu, Z.S.; Zhai, Q.J. Numerical and Experimental studies of surface-pulsed magneto-oscillation on solidification. J. Mater. Process. Technol. 2016, 229, 286–293. [Google Scholar] [CrossRef]
- Liu, T.Y.; Sun, J.; Sheng, C.; Wang, Q.X.; Zhang, Y.H.; Li, L.J.; Zhong, H.G.; Zhai, Q.J. Influence of pulse magneto-oscillation on the efficiency of grain refiner. Adv. Manuf. 2017, 5, 143–148. [Google Scholar] [CrossRef]
- Edry, I.; Mordechai, T.; Frage, N. Effects of Treatment Duration and Cooling Rate on Pure Aluminum Solidification Upon Pulse Magneto-Oscillation Treatment. Metall. Mater. Trans. A 2016, 47, 1–7. [Google Scholar] [CrossRef]
- Edry, I.; Erukhimovitch, V.; Shoihet, A. Effect of impurity levels on the structure of solidified aluminum under pulse magneto-oscillation (PMO). J. Mater. Sci. 2013, 48, 8438–8442. [Google Scholar] [CrossRef]
- Edry, I.; Frage, N.; Hayun, S. The effect of pulse magneto-oscillation treatment on the structure of aluminum solidified under controlled convection. Mater. Lett. 2016, 182, 118–120. [Google Scholar] [CrossRef]
- Zhao, J.; Yu, J.H.; Han, K.; Zhong, H.G.; Li, R.X.; Zhai, Q.J. Improving the Solidified Structure by Optimization of Coil Configuration in Pulsed Magneto-Oscillation. Acta Metall. Sin. 2018, 31, 1334–1344. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coil Configuration in PMO | SPMO | SPMO-H | CPMO | CPMO-H |
|---|---|---|---|---|
| Size of equiaxed grains (µm) | 435 | 409 | 269 | 247 |
| Ratio of equiaxed zone (%) | 38.9 | 29.5 | 93.2 | 92 |
| Calculated skin depth (mm) | 12 | 11 | 14 | 14 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Yu, J.-h.; Han, K.; Zhong, H.-g.; Li, R.-x.; Zhai, Q.-j. Effect of Coil Configuration Design on Al Solidified Structure Refinement. Metals 2020, 10, 153. https://doi.org/10.3390/met10010153
Zhao J, Yu J-h, Han K, Zhong H-g, Li R-x, Zhai Q-j. Effect of Coil Configuration Design on Al Solidified Structure Refinement. Metals. 2020; 10(1):153. https://doi.org/10.3390/met10010153
Chicago/Turabian StyleZhao, Jing, Ji-hao Yu, Ke Han, Hong-gang Zhong, Ren-xing Li, and Qi-jie Zhai. 2020. "Effect of Coil Configuration Design on Al Solidified Structure Refinement" Metals 10, no. 1: 153. https://doi.org/10.3390/met10010153
APA StyleZhao, J., Yu, J.-h., Han, K., Zhong, H.-g., Li, R.-x., & Zhai, Q.-j. (2020). Effect of Coil Configuration Design on Al Solidified Structure Refinement. Metals, 10(1), 153. https://doi.org/10.3390/met10010153