Application of a Wear Debris Detection System to Investigate Wear Phenomena during Running-In of a Gasoline Engine



Abstract
1. Introduction
2. Materials and Methods
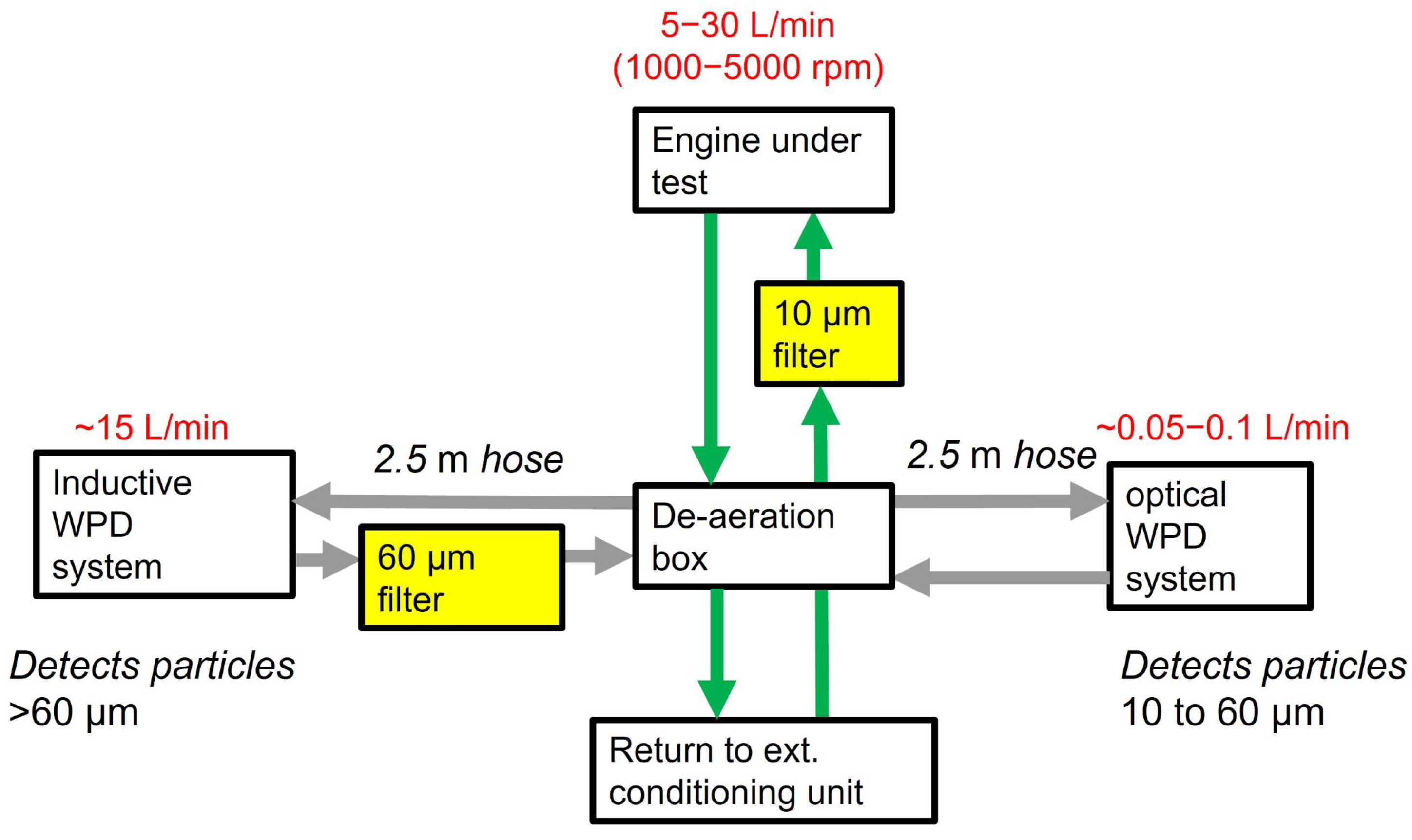
2.1. Optical Wear Particles Detection Sensor
2.2. Equivalent Wear Volume
2.3. Testing Methodology
3. Results and Discussion
3.1. Engine Running-In: Complete Testing Period
3.2. Engine Running-In: Engine Operating Conditions
4. Conclusions
- The novel wear debris detection system based on an optical counter sensor proved to be a valuable tool for studying the engine wear performance during running-in. Given that an appropriate running-in is essential for the future efficient operation of the engine, the information supplied by the sensor is highly valuable to monitor the wear generation in real time during this stage and to analyze and determine the best operation conditions that could optimize the running-in process. Additionally, the optical counter sensor is an available technology that could be implemented in any test-rig for academic and industrial applications, not limited to the running-in topic.
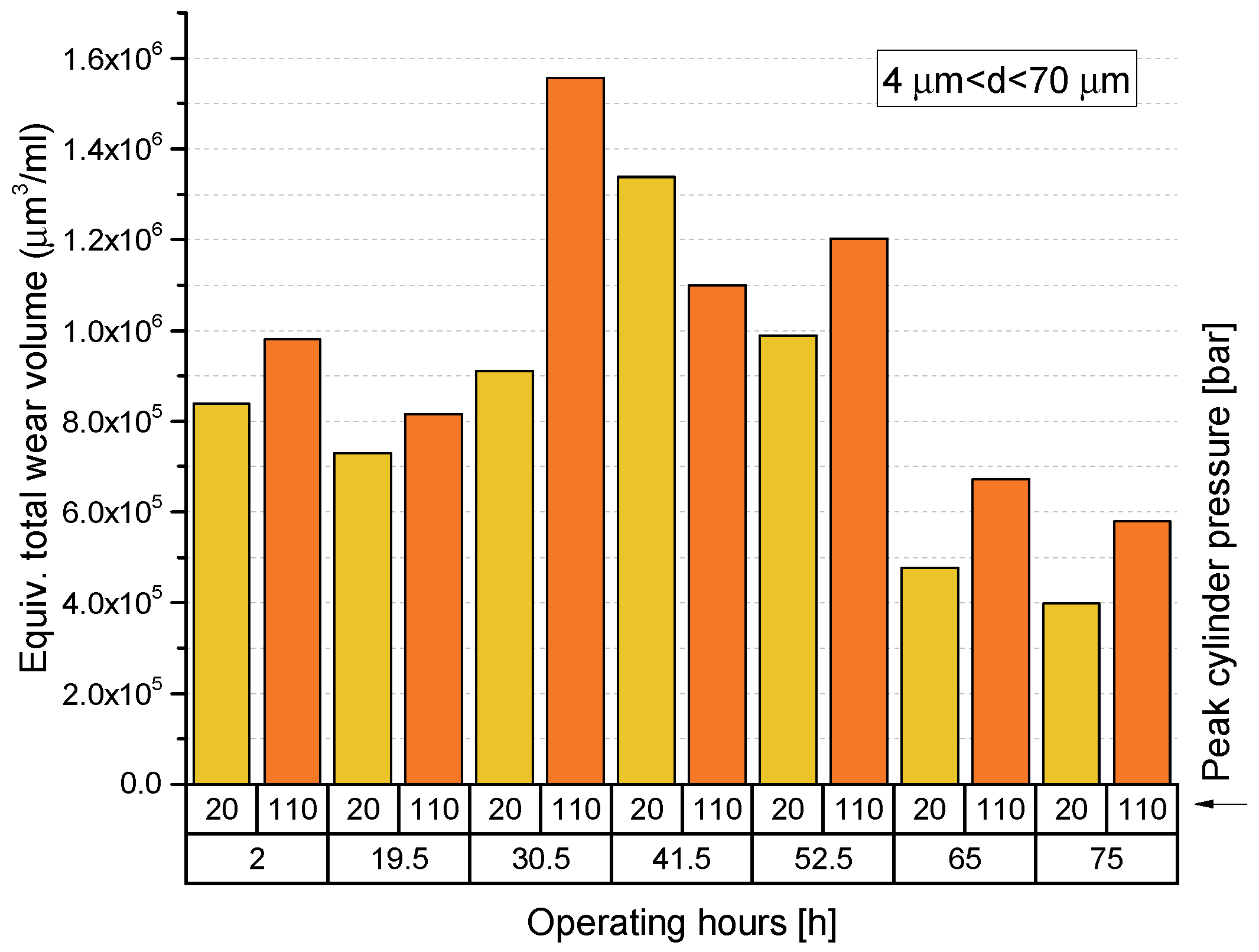
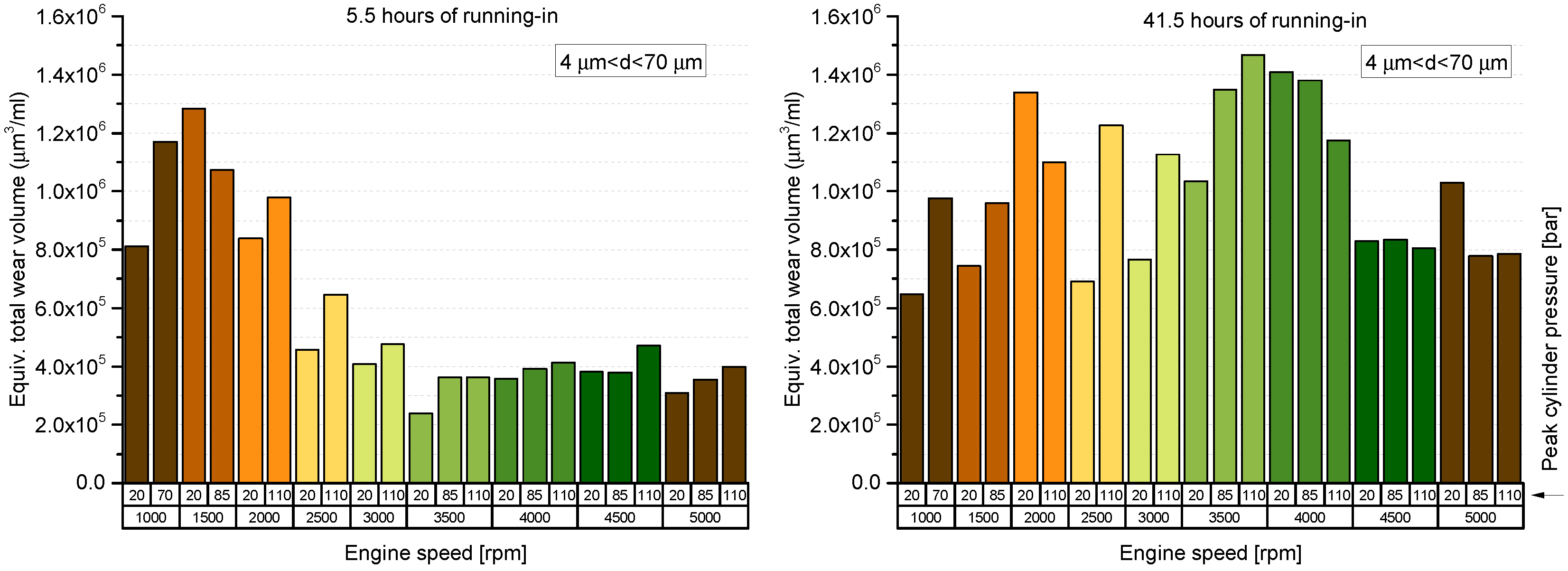
- In terms of equivalent wear volume, the results showed some unexpected trends. Overall, from Figure 4, it was found that most of the wear generation takes place in the middle of the running-in period, contrary to the expected situation where higher wear volumes would be observed at the beginning of the engine operation. Furthermore, during the first 5.5 h of operation (Figure 5, left panel), the equivalent wear volume remained constant for engine speeds higher than 2500 rpm.
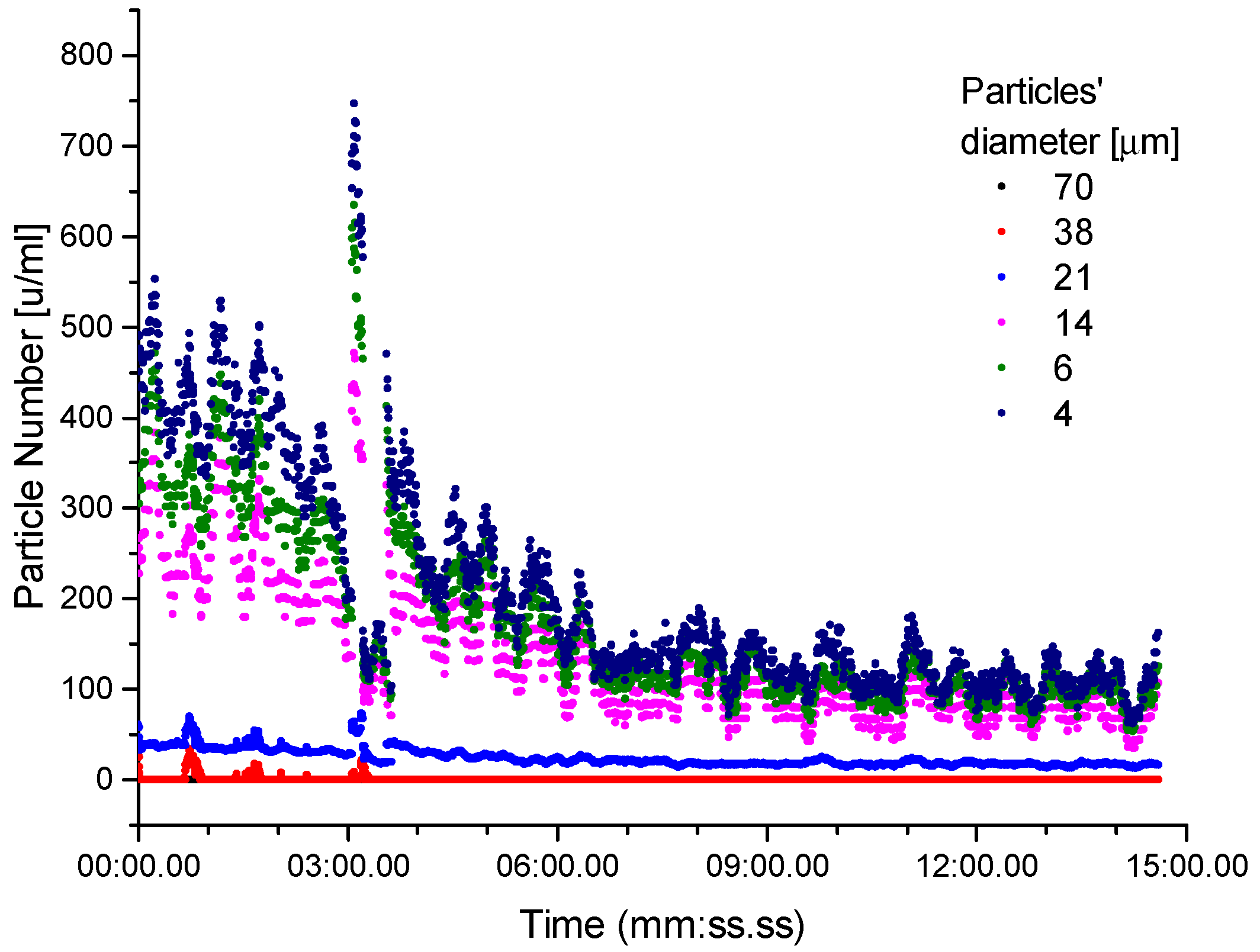
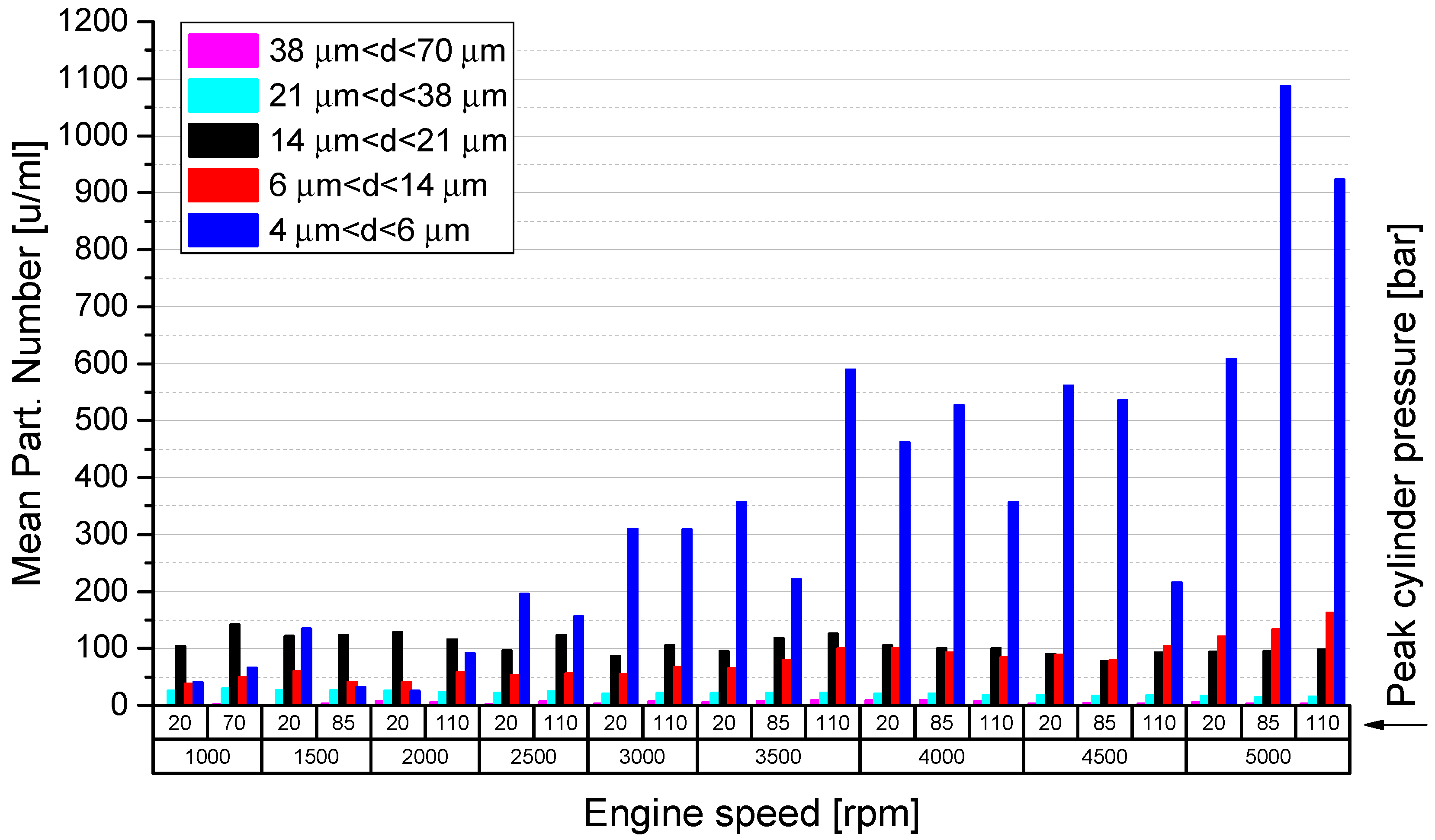
- The results in terms of mean particle number showed that the generation of small wear debris with diameters between 4 and 6 m is significantly higher than the rest of the particle diameters, and its generation increases with the engine speed, both in the beginning and in the middle of the running-in. These small particles, however, do not represent severe wear conditions occurring in the engine. Instead, the generation of larger particles, of diameter 14 to 21 m, showed a more significant relevance; they were generated under all the testing conditions and, due to their size, contributed to the total equivalent wear volume to a greater extent.
- From the results obtained in terms of equivalent wear volume and mean particle number, it was found that for the engine used in this study, the best operation conditions that would optimize the engine running-in are medium to high engine speeds, without much influence from the selected peak cylinder pressure. These operating conditions would reduce the time needed to complete the engine running-in without promoting the generation of large wear debris that could lead to severe wear conditions and failure.
- A further conclusion of the study is that the engine running-in appears to be largely finished only after 75 h of operation. Commonly, a running-in time of 10 h is utilized in industry. Thus, the obtained results contradict this general rule and demonstrate that, at least for the engine used in this project, a much longer running-in operational period is required.
- Due to the measuring principle of the optical counter sensor and the possibility that some air bubbles may be identified as wear debris, the analysis of the results in this study is made by comparing trends rather than the measured absolute numbers.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Blau, P. On the nature of running-in. Tribol. Int. 2005, 38, 1007–1012. [Google Scholar] [CrossRef]
- Khonsari, M.M.; Ghatrehsamani, S.; Akbarzadeh, S. On the running-in nature of metallic tribo-components: A review. Wear 2021, 474–475, 203871. [Google Scholar] [CrossRef]
- Taylor, R.; Morgan, N.; Mainwaring, R.; Davenport, T. How much mixed/boundary friction is there in an engine—And where is it? Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 1563–1579. [Google Scholar] [CrossRef]
- Miao, C.; Guo, Z.; Yuan, C. Tribological behavior of co-textured cylinder liner-piston ring during running-in. Friction 2022, 10, 878–890. [Google Scholar] [CrossRef]
- Miró, G.; Tormos, B.; Allmaier, H.; Sander, D.; Knauder, C. Current trends in ICE wear detection technologies: From lab to field. ASRO J. Appl. Mech. 2017, 2, 32–41. [Google Scholar]
- Rao, X.; Sheng, C.; Guo, Z.; Yuan, C. A review of online condition monitoring and maintenance strategy for cylinder liner-piston rings of diesel engines. Mech. Syst. Signal Process. 2022, 165, 108385. [Google Scholar] [CrossRef]
- Gauthier, A.; Delvigne, T. Soot Induced Cam Wear in Diesel Engines: An Investigation Using Thin Layer Activation; SAE Technical Paper 2000-01-1990; SAE International: Warrendale, PA, USA, 2000. [Google Scholar] [CrossRef]
- Donghui, H.; Pingsheng, W.; Weizhi, T.; Dequan, Z.; Guangzhou, C.; Bangfa, N.; Xiuhua, Z.; Lin, L.; Guiying, Z.; Cunxiong, L.; et al. Study on real-time wear measurement of piston-ring and cylinder-bore in an engine using thin layer activation method. Appl. Radiat. Isotopes 2008, 66, 1073–1078. [Google Scholar] [CrossRef]
- Carden, P.; Pisani, C.; Andersson, J.; Field, I.; Lainé, E.; Bansal, J.; Devine, M. The effect of low viscosity oil on the wear, friction and fuel consumption of a heavy duty truck engine. SAE Int. J. Fuels Lubr. 2013, 6, 311–319. [Google Scholar] [CrossRef]
- Pant, H. Applications of the radiotracers in the industry: A review. Appl. Radiat. Isotopes 2022, 182, 110076. [Google Scholar] [CrossRef]
- Zhang, Y.; Mao, J.; Xie, Y. Engine Wear Monitoring with OLVF. Tribol. Trans. 2011, 54, 201–207. [Google Scholar] [CrossRef]
- Wu, J.; Mi, X.; Wu, T.; Mao, J.; Xie, Y. A wavelet-analysis-based differential method for engine wear monitoring via on-line visual ferrograph. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2013, 227, 1356–1366. [Google Scholar] [CrossRef]
- Cao, W.; Dong, G.; Chen, W.; Wu, J.; Xie, Y. Multisensor information integration for online wear condition monitoring of diesel engines. Tribol. Int. 2015, 82, 68–77. [Google Scholar] [CrossRef]
- Cao, W.; Dong, G.; Xie, Y.; Peng, Z. Prediction of wear trend of engines via on-line wear debris monitoring. Tribol. Int. 2018, 120, 510–519. [Google Scholar] [CrossRef]
- Sun, J.; Wang, L.; Li, J.; Li, F.; Li, J.; Lu, H. Online oil debris monitoring of rotating machinery: A detailed review of more than three decades. Mech. Syst. Signal Process. 2021, 149, 107341. [Google Scholar] [CrossRef]
- Miller, J.; Kitaljevich, D. In-line oil debris monitor for aircraft engine condition assessment. In Proceedings of the 2000 IEEE Aerospace Conference, Proceedings (Cat. No.00TH8484), Big Sky, MT, USA, 25 March 2000; Volume 6, pp. 49–56. [Google Scholar] [CrossRef]
- Talebi, A.; Hosseini, S.; Parvaz, H.; Heidari, M. Design and fabrication of an online inductive sensor for identification of ferrous wear particles in engine oil. Ind. Lubr. Tribol. 2021, 73, 666–675. [Google Scholar] [CrossRef]
- Hamilton, A.; Quail, F. Detailed state of the art review for the different online/inline oil analysis techniques in context of wind turbine gearboxes. J. Tribol. 2011, 133, 044001. [Google Scholar] [CrossRef]
- Hamilton, A.; Cleary, A.; Quail, F. Development of a novel wear detection system for wind turbine gearboxes. IEEE Sens. J. 2014, 14, 465–473. [Google Scholar] [CrossRef]
- Braithwaite, E.; Greene, A.; Train, B. The influence of MoS2 on the mechanism of piston-ring wear during the running-in process. Ind. Lubr. Tribol. 1999, 51, 274–286. [Google Scholar] [CrossRef]
- Mezghani, S.; Demirci, I.; Yousfi, M.; El Mansori, M. Running-in wear modeling of honed surface for combustion engine cylinderliners. Wear 2013, 302, 1360–1369. [Google Scholar] [CrossRef]
- Sander, D.; Allmaier, H.; Priebsch, H.; Reich, F.; Witt, M.; Skiadas, A.; Knaus, O. Edge loading and running-in wear in dynamically loaded journal bearings. Tribol. Int. 2015, 92, 395–403. [Google Scholar] [CrossRef]
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Smoothness and plateauness contributions to the running-in friction and wear of stratified helical slide and plateau honed cylinder liners. Wear 2015, 332–333, 1238–1247. [Google Scholar] [CrossRef]
- Sander, D.; Allmaier, H.; Priebsch, H.; Witt, M.; Skiadas, A. Simulation of journal bearing friction in severe mixed lubrication-Validation and effect of surface smoothing due to running-in. Tribol. Int. 2016, 96, 173–183. [Google Scholar] [CrossRef]
- Allmaier, H.; Sander, D.; Priebsch, H.; Witt, M.; Füllenbach, T.; Skiadas, A. Non-Newtonian and running-in wear effects in journal bearings operating under mixed lubrication. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 135–142. [Google Scholar] [CrossRef]
- Knauder, C.; Allmaier, H.; Salhofer, S.; Sams, T. The impact of running-in on the friction of an automotive gasoline engine and in particular on its piston assembly and valve train. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 749–756. [Google Scholar] [CrossRef]
- Zhmud, B. In-manufacture Running-in of Engine Components by Using the Triboconditioning® Process. In Proceedings of the 7th International Conference on Fracture Fatigue and Wear, Ghent, Belgium, 9–10 July 2018; pp. 671–681. [Google Scholar] [CrossRef]
- Akbarzadeh, A.; Khonsari, M.M. Effect of untampered plasma coating and surface texturing on friction and running-in behavior of piston rings. Coatings 2018, 8, 110. [Google Scholar] [CrossRef]
- Meng, Z.; Zhang, L.; Tian, T. Study of break-in process and its effects on piston skirt lubrication in internal combustion engines. Lubricants 2019, 7, 98. [Google Scholar] [CrossRef]
- Lindholm, P.; Björklund, S.; Calvo Cortes, M. Characterisation of wear on a cam follower system in a diesel engine. Wear 2003, 254, 1199–1207. [Google Scholar] [CrossRef]
- Torabi, A.; Akbarzadeh, S.; Salimpour, M.; Khonsari, M. On the running-in behavior of cam-follower mechanism. Tribol. Int. 2018, 118, 301–313. [Google Scholar] [CrossRef]
- Bartel, D.; Bobach, L.; Illner, T.; Deters, L. Simulating transient wear characteristics of journal bearings subjected to mixed friction. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2012, 226, 1095–1108. [Google Scholar] [CrossRef]
- Wu, T.; Peng, Y.; Du, Y.; Wang, J. Dimensional description of on-line wear debris images for wear characterization. Chin. J. Mech. Eng. 2014, 27, 1280–1286. [Google Scholar] [CrossRef]
- Blau, P. Running-in: Art or engineering? J. Mater. Eng. 1991, 13, 47–53. [Google Scholar] [CrossRef]
- ISO 4406:2021; Hydraulic Fluid Power—Fluids—Method for Coding the Level of Contamination by Solid Particles. ISO International Organization for Standardization: Geneva, Switzerland, 2021.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Engine Speed [rpm] | Cylinder Pressure [bar] | Oil Pressure [bar] | Oil and Coolant Temperature [°C] | |
|---|---|---|---|---|
| 1 | 1000 | 20 | 2 | 90 |
| 2 | 1000 | 70 | 2 | 90 |
| 3 | 1500 | 20 | 2 | 90 |
| 4 | 1500 | 85 | 2 | 90 |
| 5 | 2000 | 20 | 2 | 90 |
| 6 | 2000 | 110 | 2 | 90 |
| 7 | 2500 | 20 | 4 | 90 |
| 8 | 2500 | 110 | 4 | 90 |
| 9 | 3000 | 20 | 4 | 90 |
| 10 | 3000 | 110 | 4 | 90 |
| 11 | 3500 | 20 | 4 | 90 |
| 12 | 3500 | 85 | 4 | 90 |
| 13 | 3500 | 110 | 4 | 90 |
| 14 | 4000 | 20 | 4 | 90 |
| 15 | 4000 | 85 | 4 | 90 |
| 16 | 4000 | 110 | 4 | 90 |
| 17 | 4500 | 20 | 4 | 90 |
| 18 | 4500 | 85 | 4 | 90 |
| 19 | 4500 | 110 | 4 | 90 |
| 20 | 5000 | 20 | 4 | 90 |
| 21 | 5000 | 85 | 4 | 90 |
| 22 | 5000 | 110 | 4 | 90 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bastidas, S.; Allmaier, H. Application of a Wear Debris Detection System to Investigate Wear Phenomena during Running-In of a Gasoline Engine. Lubricants 2023, 11, 237. https://doi.org/10.3390/lubricants11060237
Bastidas S, Allmaier H. Application of a Wear Debris Detection System to Investigate Wear Phenomena during Running-In of a Gasoline Engine. Lubricants. 2023; 11(6):237. https://doi.org/10.3390/lubricants11060237
Chicago/Turabian StyleBastidas, Sophia, and Hannes Allmaier. 2023. "Application of a Wear Debris Detection System to Investigate Wear Phenomena during Running-In of a Gasoline Engine" Lubricants 11, no. 6: 237. https://doi.org/10.3390/lubricants11060237
APA StyleBastidas, S., & Allmaier, H. (2023). Application of a Wear Debris Detection System to Investigate Wear Phenomena during Running-In of a Gasoline Engine. Lubricants, 11(6), 237. https://doi.org/10.3390/lubricants11060237