Oil Separation of Lubricating Greases under Static Conditions: Analytical Photo-Centrifuge and DIN 51817

Abstract
1. Introduction
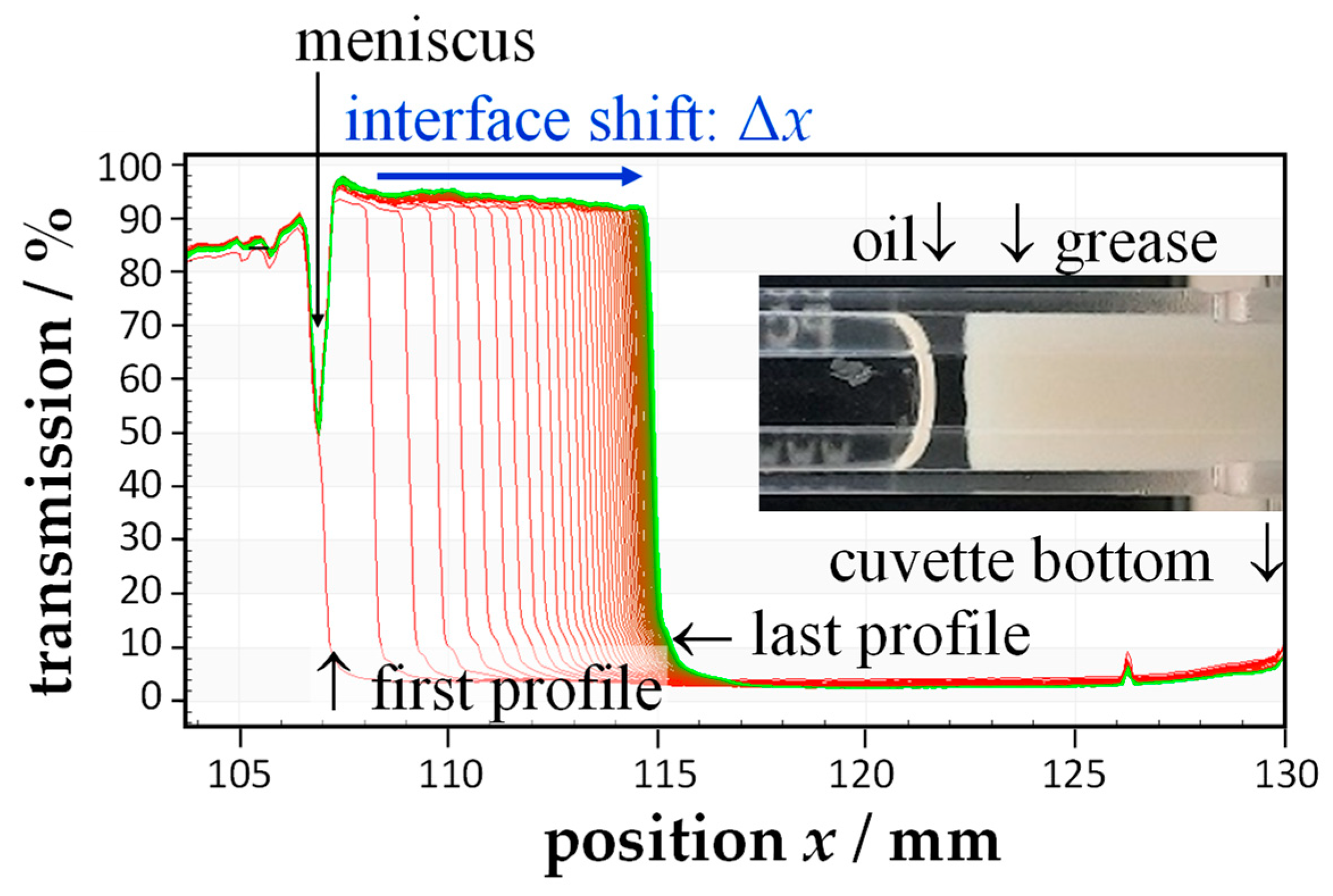
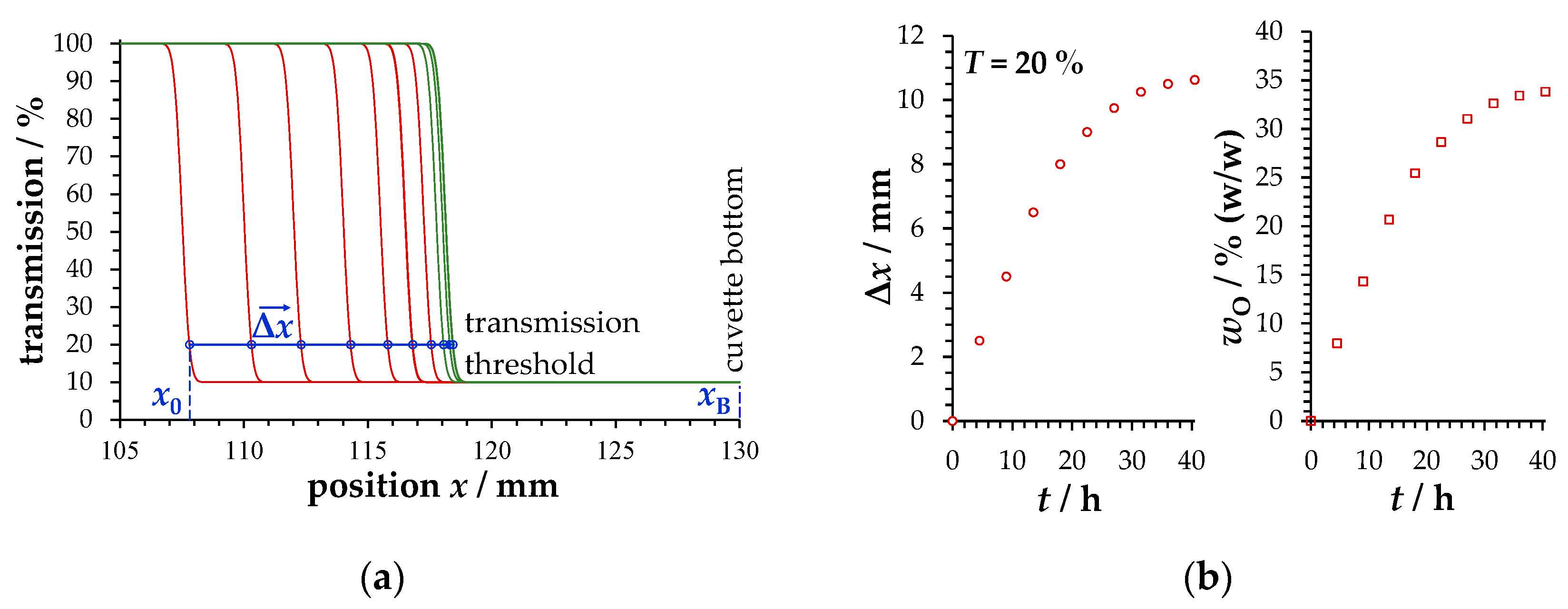
2. Basic Principles of Oil Separation Measurements with an Analytical Centrifuge
3. Materials and Methods
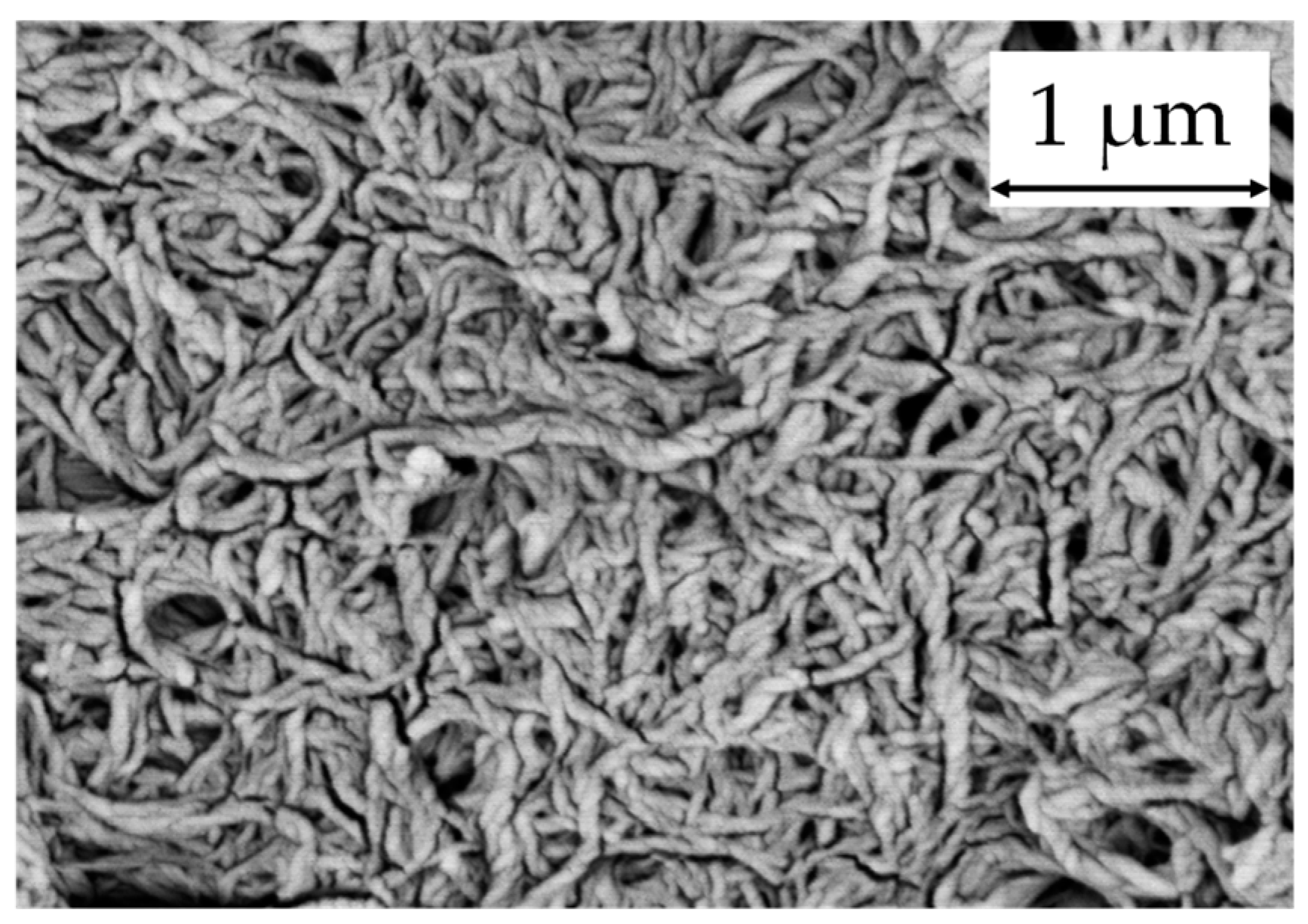
3.1. Lubricating Greases
3.2. Viscosities and Densities of Separated Oils
3.3. Oil Separation According to DIN51817 [7]
3.4. Analytical Photo-Centrifuge Oil Separation
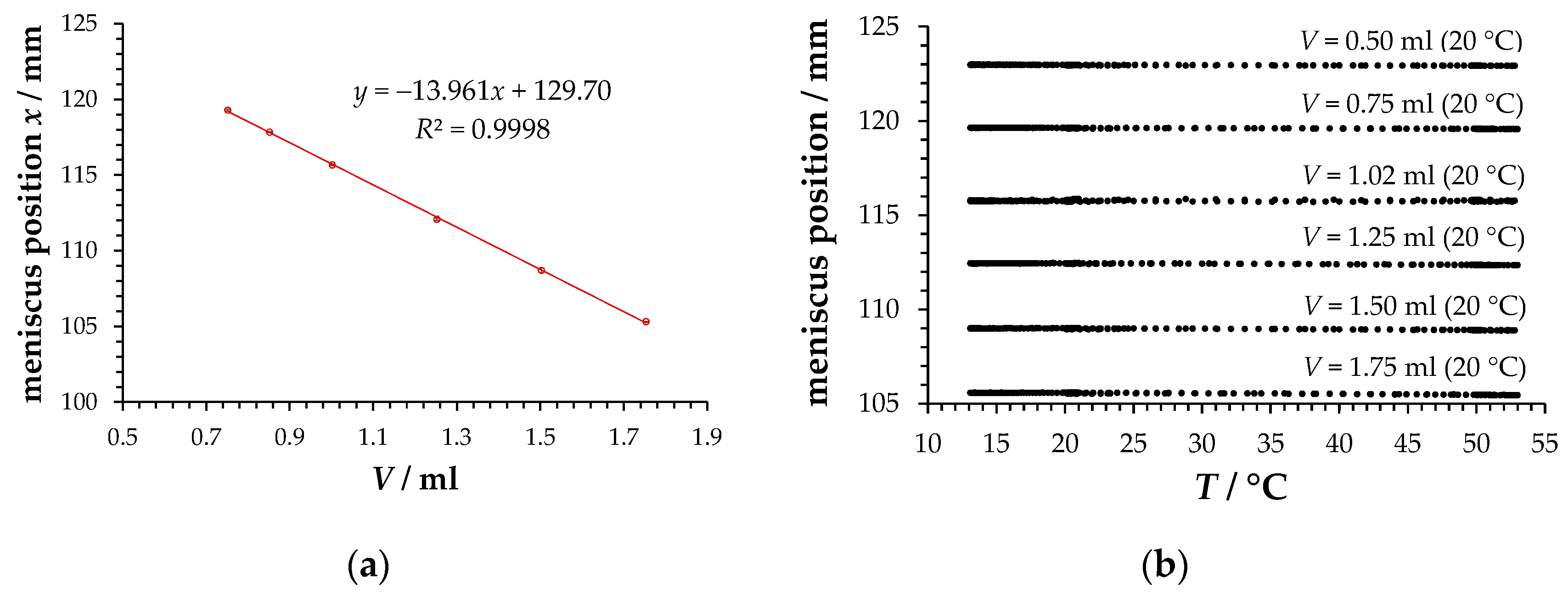
3.5. Calibration Constant b
4. Results and Discussions
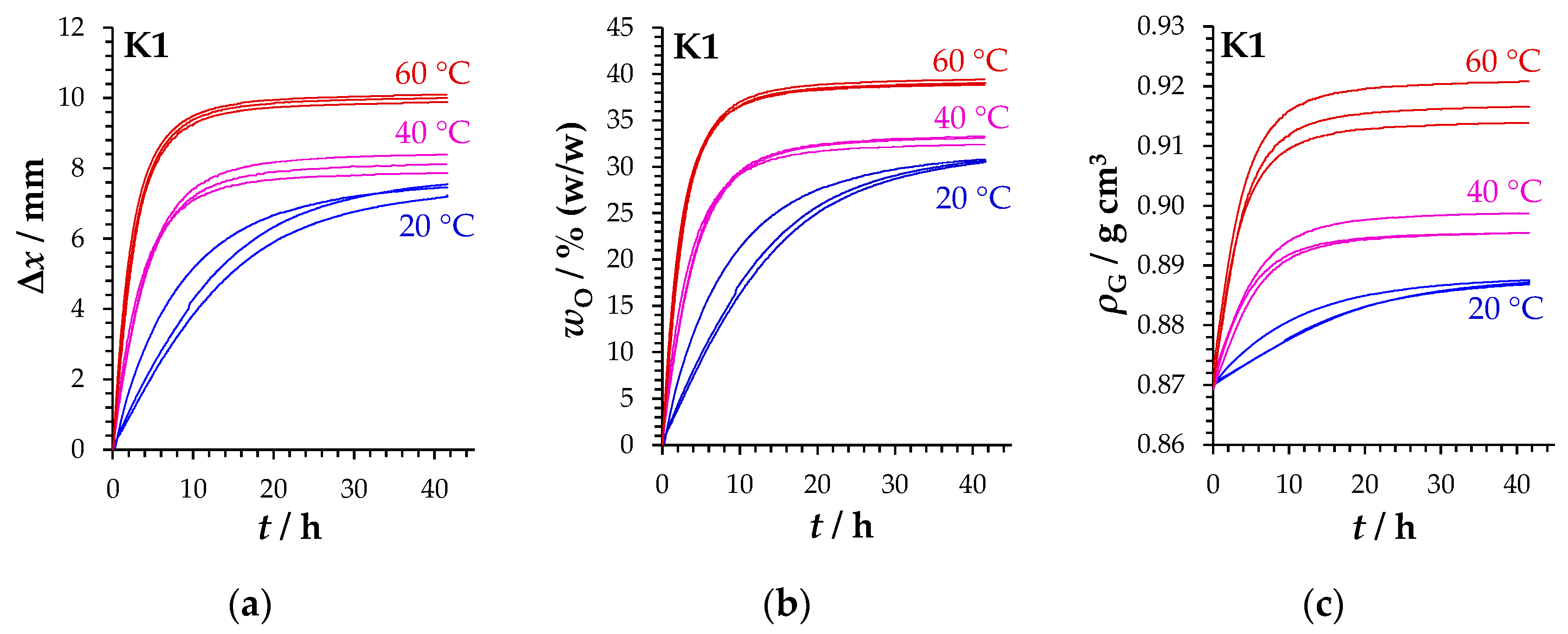
4.1. Oil Separation According to DIN 51817 [7]
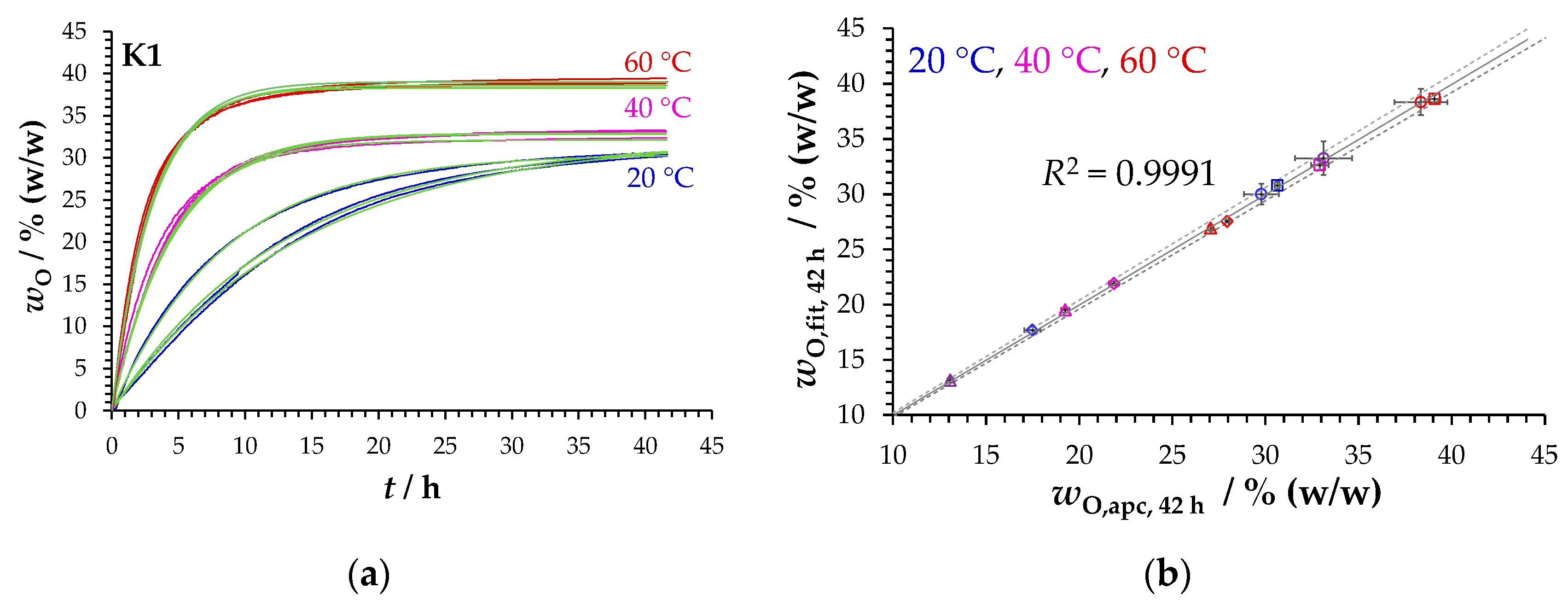
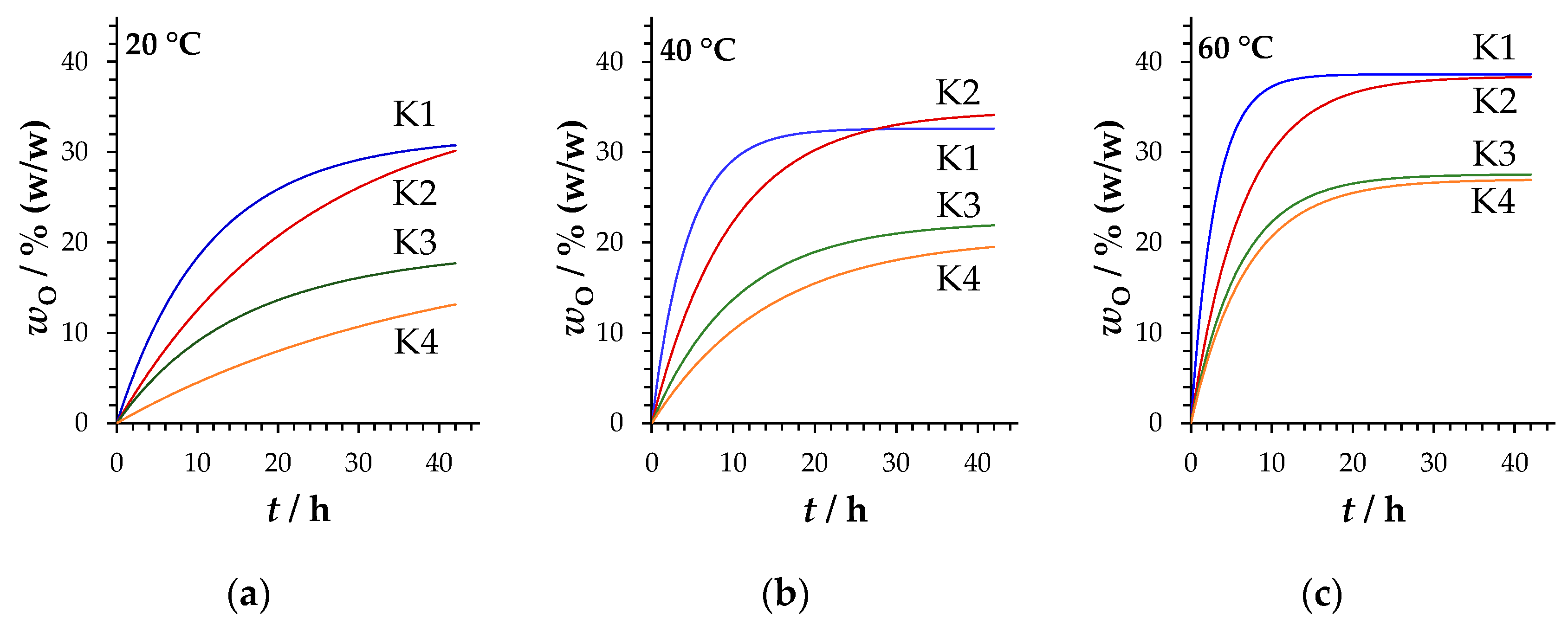
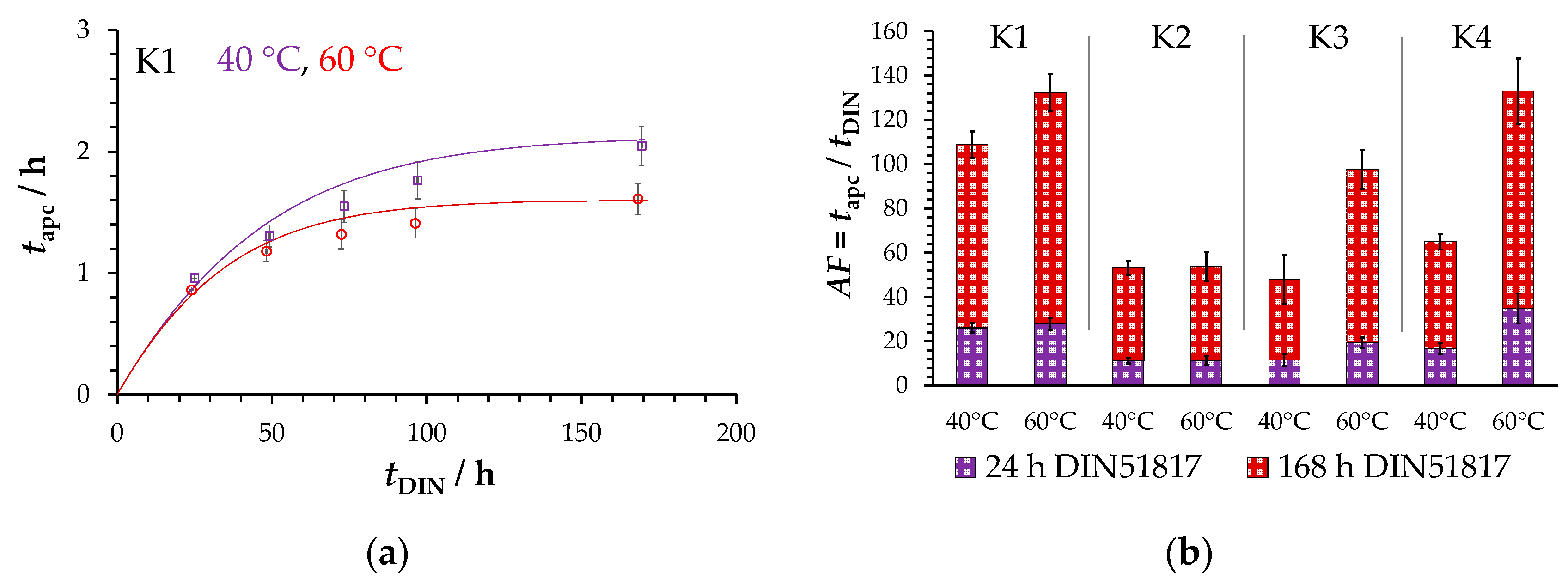
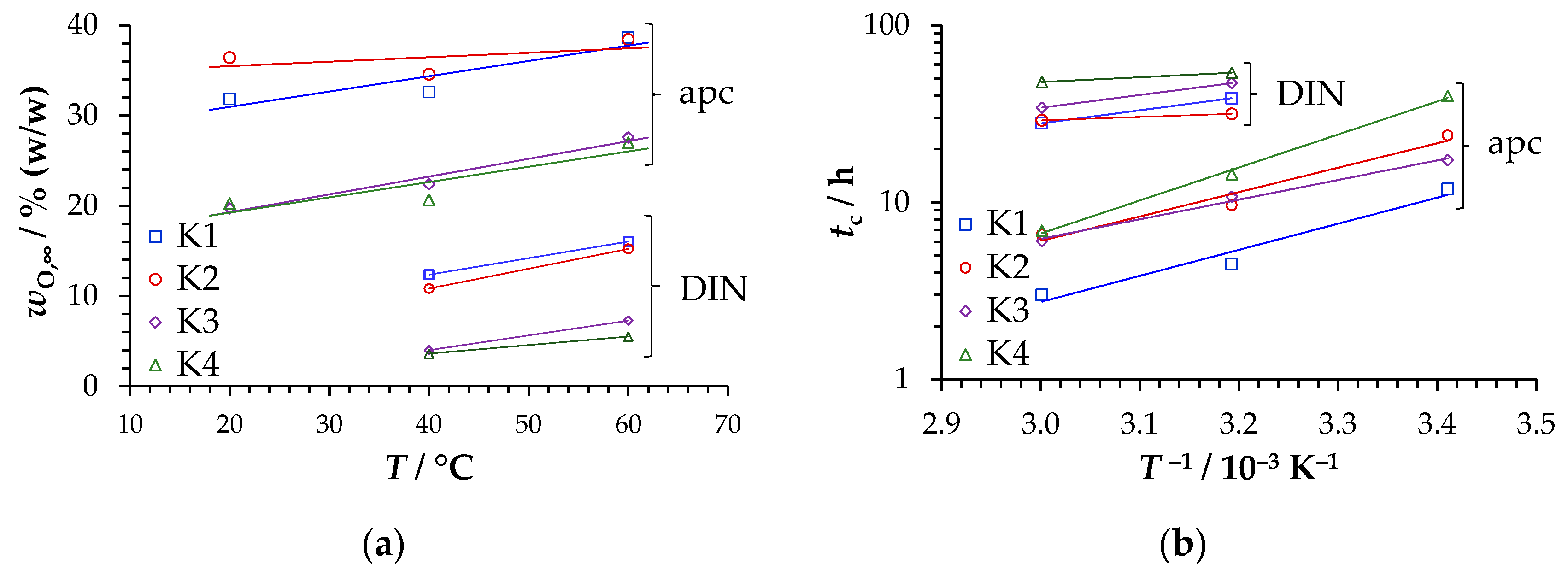
4.2. Analytical Centrifuge Oil Separation
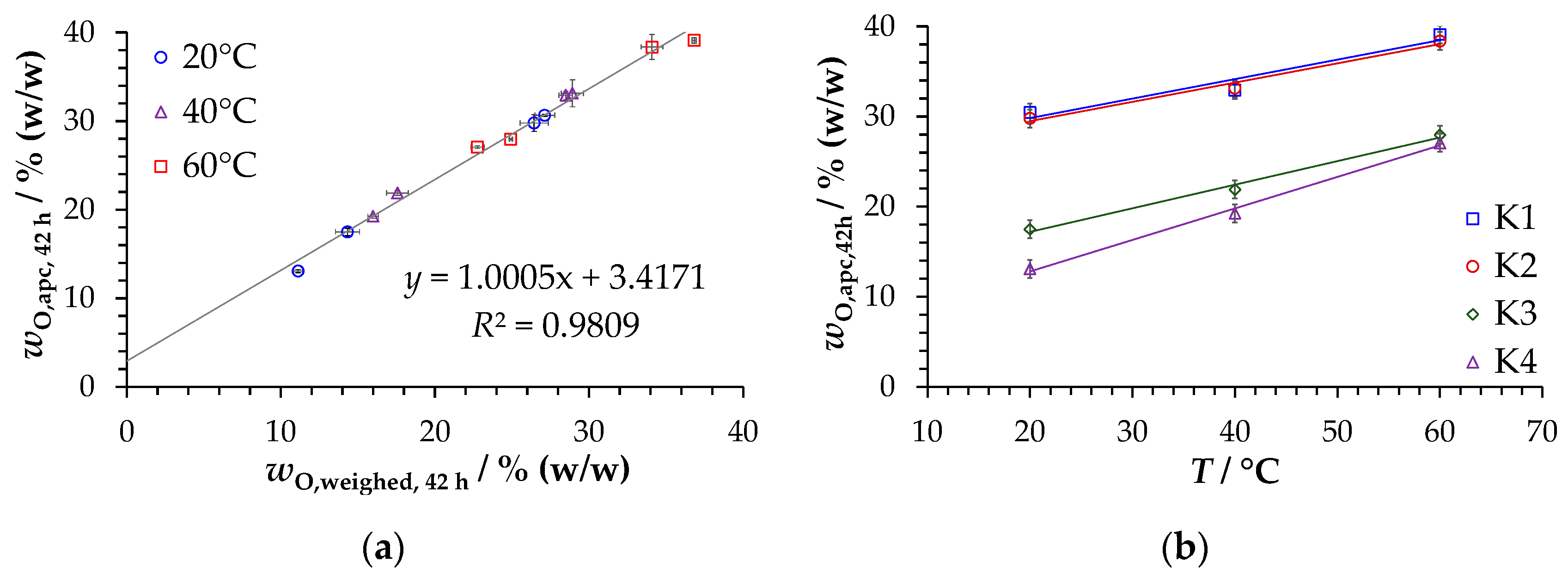
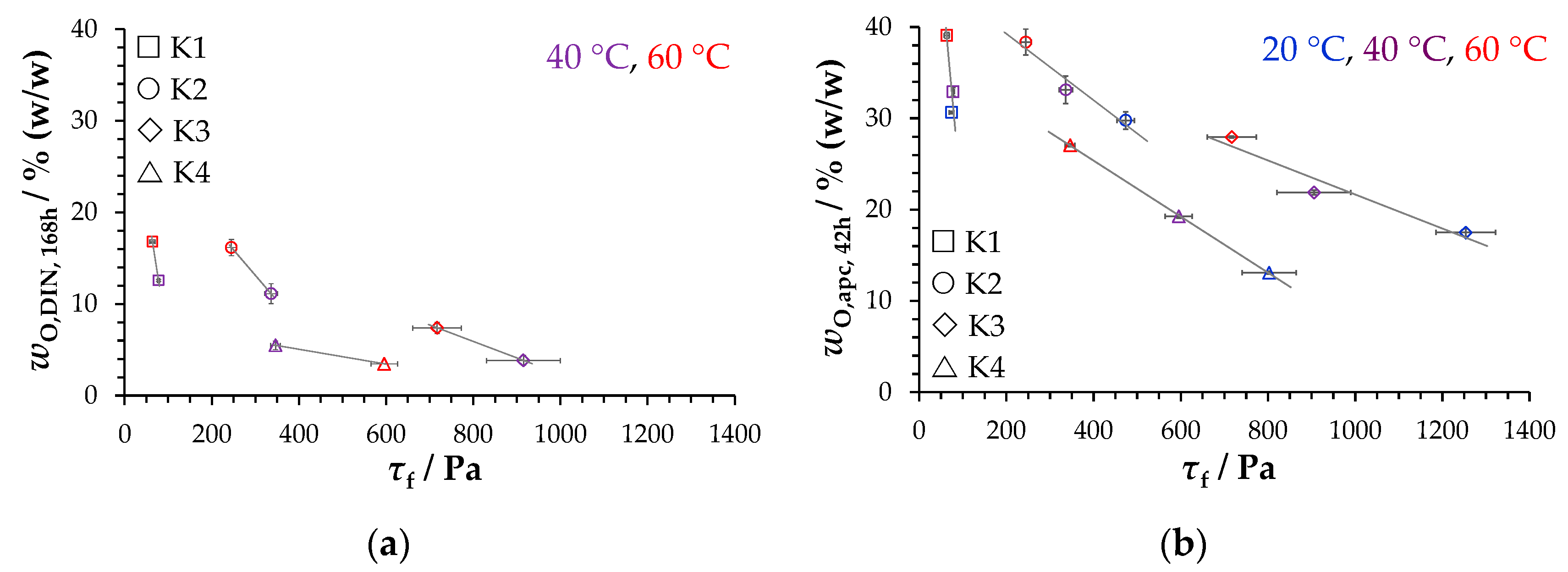
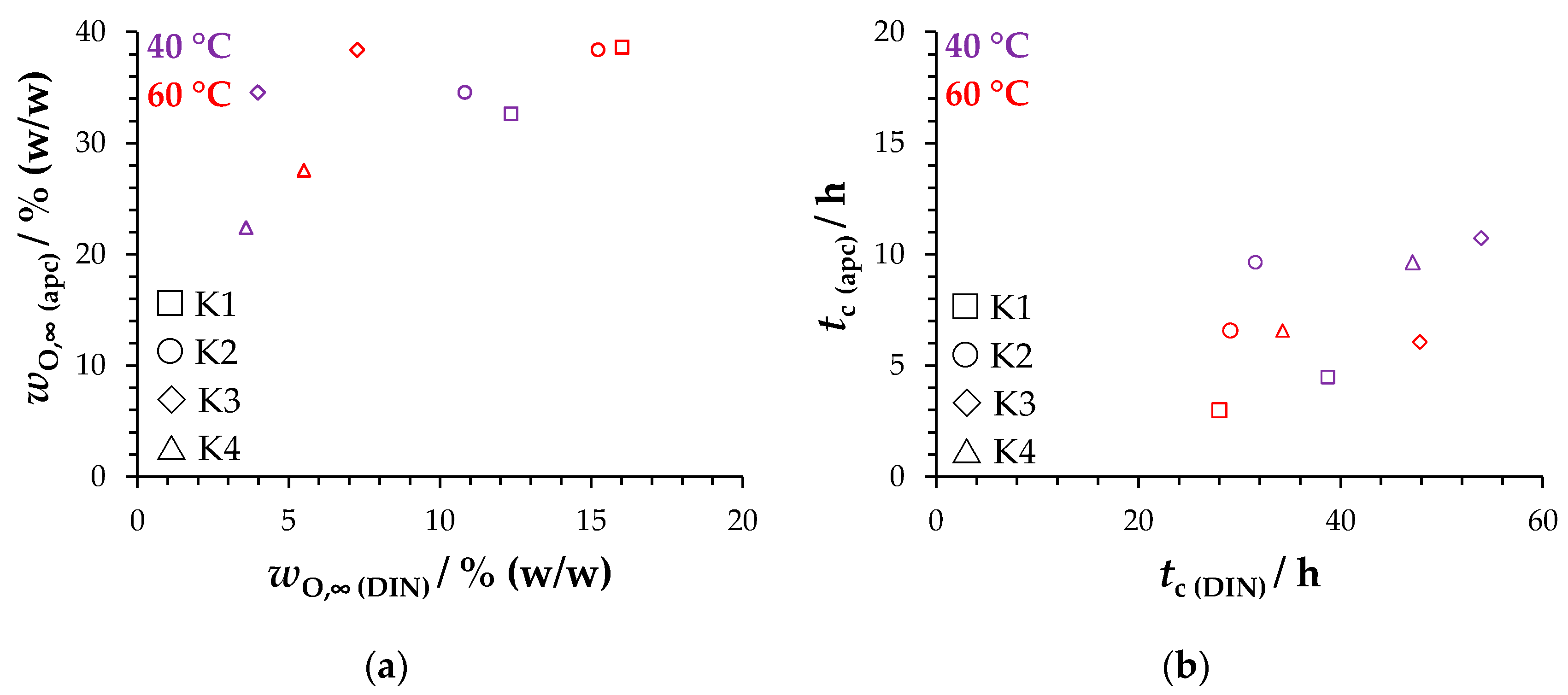
4.3. Method Comparison: Analytical Centrifuge versus DIN 51817 [7]
5. Conclusions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
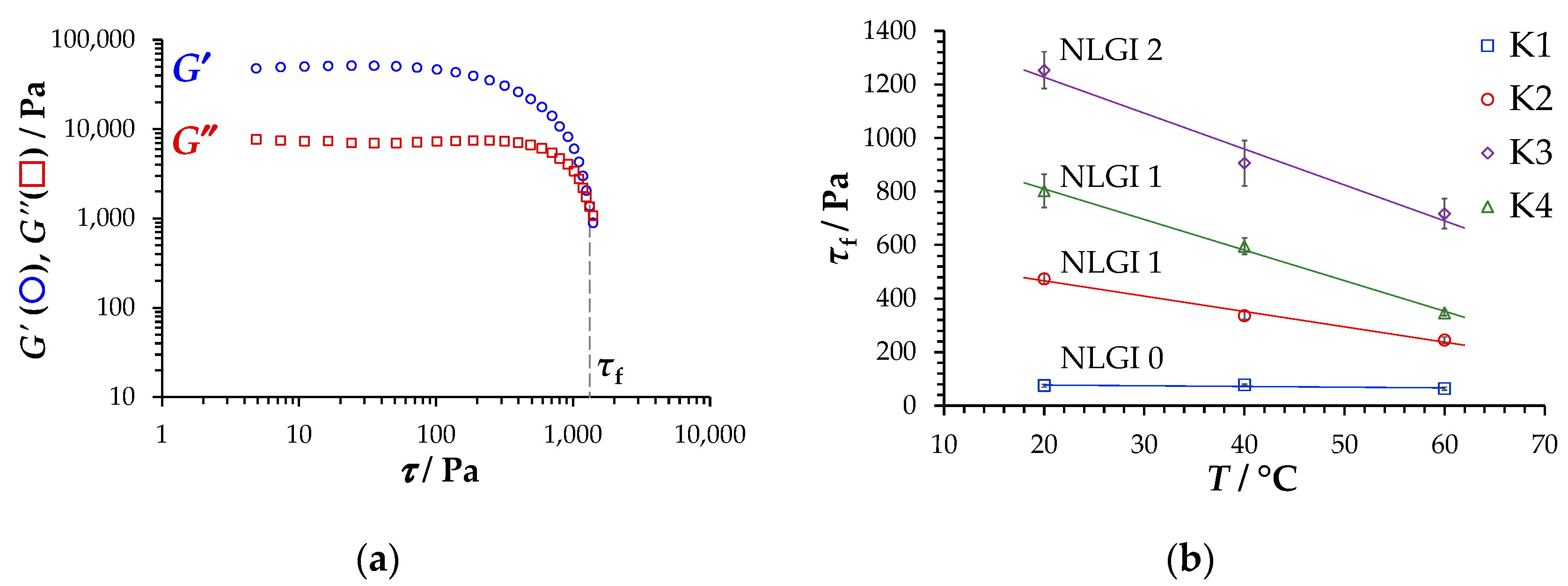
| T/°C | τf/Pa (K1) | τf/Pa (K2) | τf/Pa (K3) | τf/Pa (K4) |
|---|---|---|---|---|
| 20 | 75 ± 5 | 474 ± 20 | 1253 ± 68 | 803 ± 62 |
| 40 | 78 ± 3 | 336 ± 15 | 906 ± 85 | 596 ± 31 |
| 60 | 64 ± 6 | 245 ± 12 | 717 ± 56 | 346 ± 11 |
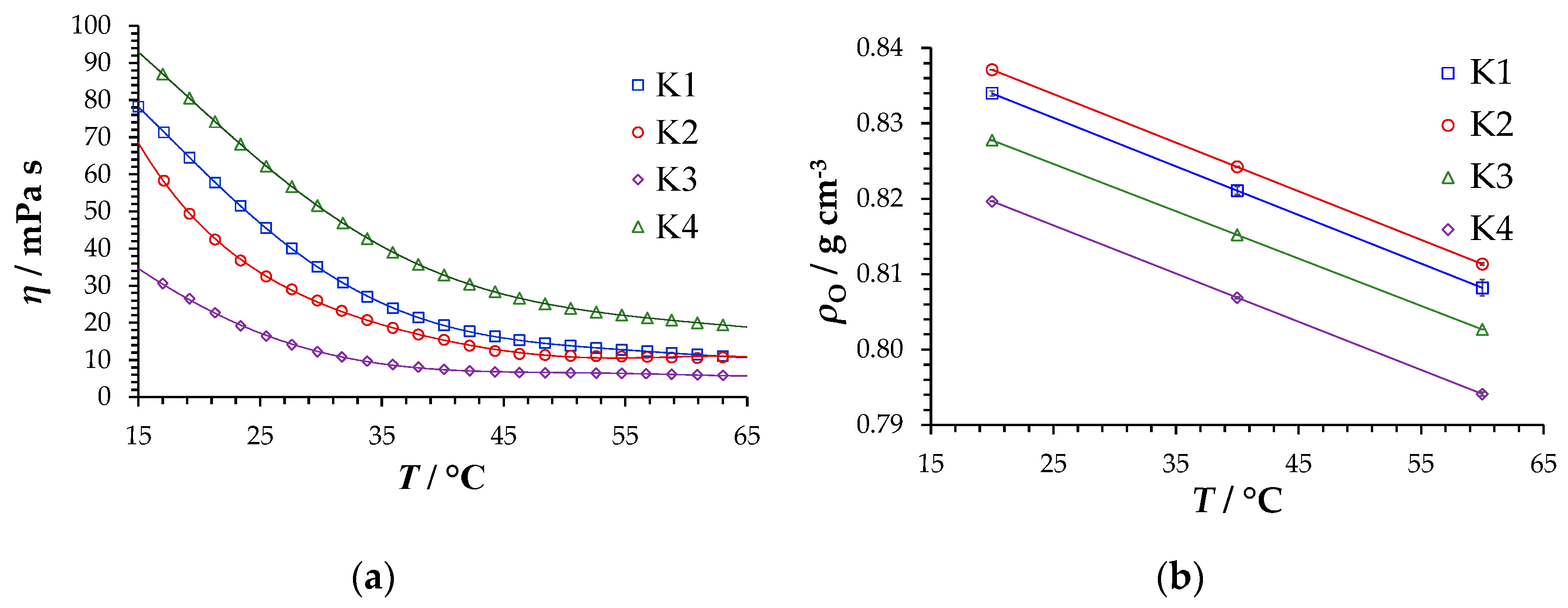
| ρO/g cm−3 | ρO = a − bT | |||
|---|---|---|---|---|
| 20 °C | 40 °C | 60 °C | ||
| K1 | 0.83398 ± 0.00034 | 0.82108 ± 0.00052 | 0.80818 ± 0.00109 | 0.8469 − 0.0006T |
| K2 | 0.83712 ± 0.00003 | 0.82423 ± 0.00009 | 0.81134 ± 0.00017 | 0.8500 − 0.0006T |
| K3 | 0.81966 ± 0.00003 | 0.80688 ± 0.00010 | 0.79410 ± 0.00025 | 0.8324 − 0.0006T |
| K4 | 0.82777 ± 0.00003 | 0.81523 ± 0.00004 | 0.80268 ± 0.00000 | 0.8403 − 0.0006T |
References
- Roman, C.; Valencia, C.; Franco, J.M. AFM and SEM Assessment of Lubricating Grease Microstructures: Influence of Sample Preparation Protocol, Frictional Working Conditions and Composition. Tribol. Lett. 2016, 63, 1–12. [Google Scholar] [CrossRef]
- Hodapp, A.; Conrad, A.; Hochstein, B.; Jacob, K.-H.; Willenbacher, N. Effect of Base Oil and Thickener on Texture and Flow of Lubricating Greases: Insights from Bulk Rheometry, Optical Microrheology and Electron Microscopy. Lubricants 2022, 10, 55. [Google Scholar] [CrossRef]
- Chatra, K.R.S.; Osara, J.A.; Lugt, P.M. Impact of grease churning on grease leakage, oil bleeding and grease rheology. Tribol. Int. 2022, 176, 107926. [Google Scholar] [CrossRef]
- Cann, P.M. Starvation and Reflow in a Grease-Lubricated Elastohydrodynamic Contact. Tribol. Trans. 1996, 39, 698–704. [Google Scholar] [CrossRef]
- Cyriac, F.; Lugt, P.M.; Bosman, R.M.; Venner, C.H. Impact of Water on EHL Film Thickness of Lubricating Greases in Rolling Point Contacts. Tribol. Lett. 2016, 61, 23. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. DIN ISO 22285; Petroleum Products and Lubricants—Determination of Oil Separation from Grease—Pressure Filtration Method. Beuth Verlag GmbH: Berlin, Germany, 2021. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. DIN 51817; Testing of Lubricants—Determination of Oil Separation from Greases Under Static Conditions. Beuth Verlag GmbH: Berlin, Germany, 2014. [Google Scholar] [CrossRef]
- Farrington, B.B.; Humphreys, R.L. Effect of pressure on lubricating greases. Ind. Eng. Chem. 1939, 31, 230–235. [Google Scholar] [CrossRef]
- Saatchi, A.; Shiller, P.J.; Eghtesadi, S.A.; Liu, T.; Doll, G.L. A fundamental study of oil release mechanism in soap and non-soap thickened greases. Tribol. Int. 2017, 110, 333–340. [Google Scholar] [CrossRef]
- Akchurin, A.; van den Ende, D.; Lugt, P.M. Modeling impact of grease mechanical ageing on bleed and permeability in rolling bearings. Tribol. Int. 2022, 170, 107507. [Google Scholar] [CrossRef]
- Hogenberk, F.; Osara, J.A.; van den Ende, D.; Lugt, P.M. On the evolution of oil-separation properties of lubricating greases under shear degradation. Tribol. Int. 2023, 179, 108154. [Google Scholar] [CrossRef]
- Dixena, R.; Sayanna, E.; Badoni, R. Recycled and Virgin HDPEs as bleed inhibitors and their rheological influences on lubricating greases thickened with PP and mPP. Lubricants 2014, 2, 237–248. [Google Scholar] [CrossRef]
- Baart, P.; van der Vorst, B.; Lugt, P.M.; van Ostayen, R.A.J. Oil-Bleeding Model for Lubricating Grease Based on Viscous Flow Through a Porous Microstructure. Tribol. Trans. 2010, 53, 340–348. [Google Scholar] [CrossRef]
- Goncalves, D.; Campos, A.; Graca, B.; Seabra, J. Formulation, Rheology and Thermal Aging of Polymer Greases. In Proceedings of the 6th International Conference on Mechanics and Materials in Design, Ponta Delgada, Portugal, 26–30 July 2015; p. 5752. [Google Scholar]
- Badolato, G.G.; Aguilar, F.; Schuchmann, H.P.; Sobisch, T.; Lerche, D. Evaluation of long term stability of model emulsions by multisample analytical centrifugation. In Surface and Interfacial Forces—From Fundamentals to Applications; Springer: Berlin/Heidelberg, Germany, 2008; pp. 66–73. [Google Scholar] [CrossRef]
- Sobisch, T.; Lerche, D. Thickener performance traced by multisample analytical centrifugation. Colloids Surf. A: Physicochem. Eng. Asp. 2008, 331, 114–118. [Google Scholar] [CrossRef]
- Lerche, D.; Sobisch, T. Consolidation of concentrated dispersions of nano- and microparticles determined by analytical centrifugation. Powder Technol. 2007, 174, 46–49. [Google Scholar] [CrossRef]
- Torsten, D.; Sobisch, T.; Lerche, D. Particle size distribution by space or time dependent extinction profiles obtained by analytical centrifugation. Part. Part. Syst. Charact. 2006, 23, 184–187. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. DIN 51562; Viscosimetry—Measurement of Kinematic Viscosity by Means of the Ubbelohde Viscometer—Part 1: Viscometer Specification and Measurement Procedure. Beuth Verlag GmbH: Berlin, Germany, 1999. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. DIN ISO 2137; Petroleum Products and Lubricants—Determination of Cone Penetration of Lubricating Greases and Petrolatum. Beuth Verlag GmbH: Berlin, Germany, 2016. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. DIN 51818; Lubricants; Consistency Classification of Lubricating Greases; NLGI grades. Beuth Verlag GmbH: Berlin, Germany, 1981. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. DIN 51810-2; Testing of Lubricants—Testing Rheological Properties of Lubricating Greases—Part 2: Determination of Flow Point Using an Oscillatory Rheometer with a Parallel-Plate Measuring System. Beuth Verlag GmbH: Berlin, Germany, 2017. [Google Scholar] [CrossRef]

















| K1 | K2 | K3 | K4 | |
|---|---|---|---|---|
| base oil type | sKW | sKW + MO | sKW | sKW |
| (40 °C/100 °C)/mm2 s−1 | 30/5.9 | 24/4.6 | 17/3.8 | 30/5.9 |
| (20 °C)/g cm−3 | approx. 0.85 | approx. 0.85 | approx. 0.88 | approx. 0.88 |
| (25 °C)/mPa s | 700–1500 | n/a | 2000–4500 | 2000–4000 |
| thickener type | Ca- soap | Li-soap | Li-soap | Ca-soap |
| /0.1 mm | 385–415 | 310–340 | 265–295 | 310–340 |
| NLGI | 0 | 1 | 2 | 1 |
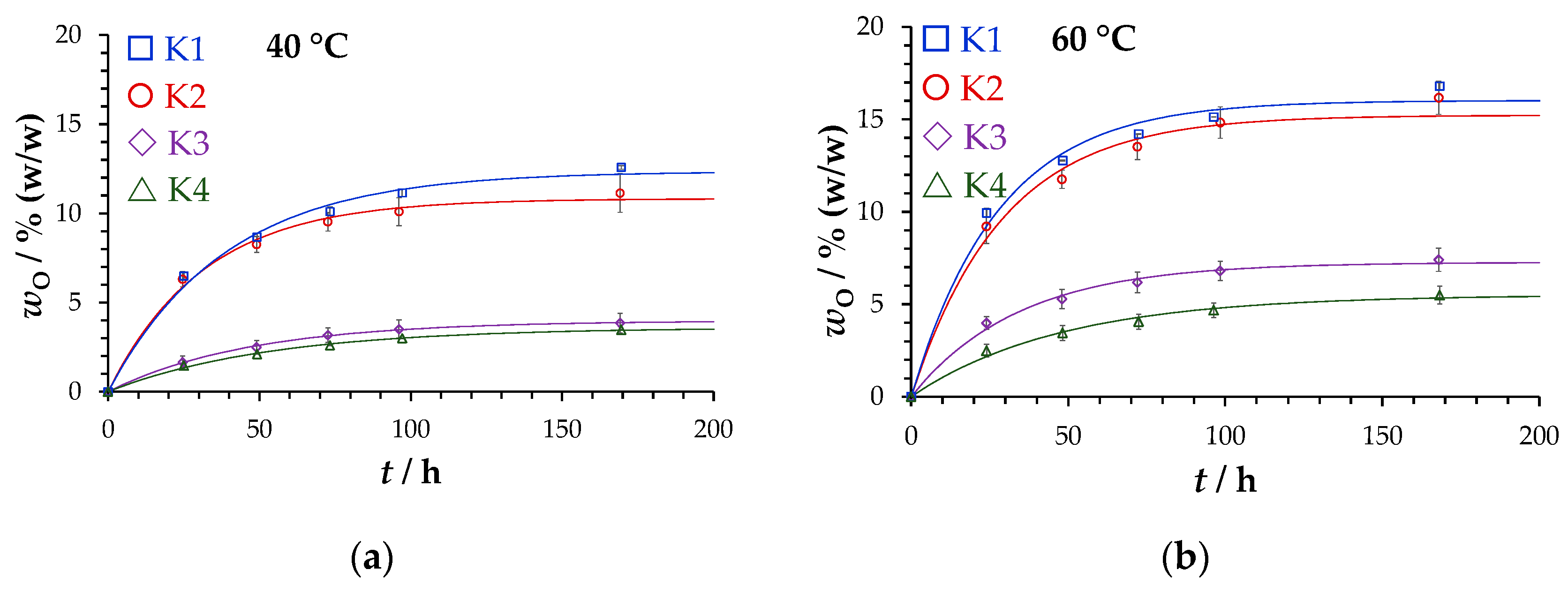
| 40 °C | 60 °C | |||
|---|---|---|---|---|
| τ/h | τ/h | |||
| K1 | 12.4 | 38.8 | 16.0 | 28.0 |
| K2 | 10.8 | 31.6 | 15.2 | 29.1 |
| K3 | 4.0 | 47.1 | 7.3 | 34.3 |
| K4 | 3.6 | 53.9 | 5.5 | 47.9 |
| 20 °C | 40 °C | 60 °C | ||||
|---|---|---|---|---|---|---|
| tc/h | tc/h | tc/h | ||||
| K1 | 31.6 | 11.9 | 32.6 | 4.5 | 38.6 | 3.0 |
| K2 | 37.9 | 26.6 | 34.0 | 9.7 | 38.4 | 6.6 |
| K3 | 19.7 | 17.3 | 22.4 | 10.7 | 27.6 | 6.1 |
| K4 | 20.2 | 39.9 | 20.7 | 14.4 | 27.0 | 6.9 |
| 40 °C | 60 °C | |||||||
|---|---|---|---|---|---|---|---|---|
| tapc/h | tapc/h | tapc/h | tapc/h | |||||
| K1 | 6.5 | 1.0 | 12.6 | 2.1 | 9.9 | 0.9 | 16.8 | 1.6 |
| K2 | 6.3 | 2.2 | 11.1 | 4.1 | 9.0 | 2.0 | 16.2 | 3.7 |
| K3 | 1.6 | 1.0 | 3.8 | 2.4 | 4.0 | 1.1 | 7.4 | 2.0 |
| K4 | 1.5 | 1.5 | 3.5 | 3.6 | 2.5 | 0.7 | 5.5 | 1.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jacob, K.-H. Oil Separation of Lubricating Greases under Static Conditions: Analytical Photo-Centrifuge and DIN 51817. Lubricants 2023, 11, 143. https://doi.org/10.3390/lubricants11030143
Jacob K-H. Oil Separation of Lubricating Greases under Static Conditions: Analytical Photo-Centrifuge and DIN 51817. Lubricants. 2023; 11(3):143. https://doi.org/10.3390/lubricants11030143
Chicago/Turabian StyleJacob, Karl-Heinz. 2023. "Oil Separation of Lubricating Greases under Static Conditions: Analytical Photo-Centrifuge and DIN 51817" Lubricants 11, no. 3: 143. https://doi.org/10.3390/lubricants11030143
APA StyleJacob, K.-H. (2023). Oil Separation of Lubricating Greases under Static Conditions: Analytical Photo-Centrifuge and DIN 51817. Lubricants, 11(3), 143. https://doi.org/10.3390/lubricants11030143