Abstract
The implementation of magnesium alloys in a multitude of industries has been proven to be a mere effect of their attractive light weight, corrosion resistant, and biodegradable properties. These traits allow these materials to portray an excellent sustainable machinability. However, with increasing demand, it is essential to explore sustainable means of increasing production while mitigating reductions in sustainability. The current work aims to assess and optimize the high-speed machinability of AZ91 with the use of a vegetable oil-based minimum quantity lubrication (MQL) system using the grey relational analysis (GRA) on the basis of chip morphology and tool wear. The investigation entailed a full factorial design with MQL flow rate, cutting speed, and feed rate as the control parameters and flank wear, land width, chip contact length, saw-tooth pitch, chip segmentation ratio, chip compression ratio, and shear angle as the output responses. The optimal control parameters predicted and experimentally confirmed were an MQL flow rate of 40 mL/h, cutting speed of 300 m/min, and feed rate of 0.3 mm/rev. The usage of said optimal parameters results in a grey relational grade improvement of 0.2675 in comparison to the referenced first experimental run. Moreover, the MQL flow rate was regarded as the critical variable with a contribution percentage of 20% for the grey relational grade.
1. Introduction
The demand for magnesium alloys is on a continuous upward trend in industries, such as automotive [1,2], biomedical [3,4,5], and aerospace [6,7]. This is due to the alloys’ appealing light weight [8], biodegradability [9], corrosion resistance [10], and high specific strength [11]. In regard to similar light weight alloys, magnesium alloys are softer than most aluminium and titanium alloys [12] resulting in lower cutting energy requirements. Moreover, due to the prefaced softness, an excellent surface finish is easily achievable. However, in the literature, their general machinability assessment is scarce and limited in comparison to other conventional alloys.
Viswanathan et al. [13] aimed to investigate the varying effects of the cutting parameters on the machinability indicators of AZ91D in dry turning. A grey relational analysis (GRA) was conducted to optimize the cutting parameters based on cutting forces, flank wear, surface roughness, and material removal rate (MRR). Increased cutting forces and flank wear evolution were noted at elevated feed rates and cut depths. Additionally, increased cutting speeds led to minor increases in flank wear land width. The build-up of the workpiece material on the tool, due to adhesion, was noted as a large contributor of the tool wear evolution. However, better surface quality was noted at elevated cutting speeds and deteriorated with increasing feed rate and cut depth. The depth of the cut and feed rate were closely tied and regarded as the most influential input parameters. A similar investigation was carried out by Shi et al. [14] who monitored cutting forces, surface quality, and chip morphology during the dry end-milling of AZ91D. Cutting forces were inversely related to cutting speed, while elevated cutting forces were noted at higher feed rates. Corollary effects can be seen on the chip morphology since higher feed rates resulted in the formation of loose and damaged saw-tooth chips which were attributed to the intense shearing. Moreover, cutting speed was found to the main influencing parameter of chip length with higher cutting speeds resulting in longer curly chip segments.
Generally, during the machining of magnesium alloys, the main reported mechanism of tool wear is adhesion. This is usually signified by the excessive amounts of built-up edge (BUE) and built-up layer (BUL) along the cutting tool. A study by Ramesh et al. [15] was aimed at investigating and optimizing the cutting parameters and their effects of tool wear evolution and surface roughness during the dry turning of AZ91D. An increase in any of the cutting parameters resulted in a progressive increase of tool wear and surface roughness, with the feed rate ranked as the critical parameter. A more tool-wear centred study was conducted by Tönshoff and Winkler [16] who investigated the effects of varying tool coating materials on BUL formation, cutting forces, and surface roughness during the high-speed dry turning of AZ91HP. Polycrystalline diamond (PCD) and titanium nitride (TiN) coated tools were utilized along a set of constant machining parameters. Large amounts of adhered material, in the form of BUL/BUE, were noted on the TiN cutting tool as a result of the elevated cutting temperatures. Cutting forces were relatively constant through the first half of the cutting length and portrayed an aggressive oscillatory behaviour towards the end of the cutting length. This was attributed to the excessive formation of BUE/BUL that resulted in the alteration of the cutting-edge geometry.
The prevailing occurrence of adhesion during the machining of magnesium alloys can also be seen in other machining processes, such as drilling. Wang et al. [17] aimed to map the wear progression mechanisms to the cutting parameters during the dry drilling of AZ91 magnesium alloy. Using an HSS drilling tool, a large range of cutting speeds and feed rates were tested and the wear map was developed and contained adhesive wear, diffusion wear, and abrasive wear. The combinations of low speed and high feed, as well as high speed and low feed resulted in regions of abrasive wear. Similarly, the review compiled by Carou et al. [18] emphasized the presence of adhered material and its setbacks. Another indicator for the occurrence of friction that affects tool life is tool-chip contact length (CCL). Nasr and Outeiro [19] conducted a sensitivity analysis of the CCL, cutting forces, and shear angle during dry and cryogenic orthogonal turning of AZ31B-O. The CCL showed a significant increase with an elevated feed rate which is corelated to the increase in cutting forces along the increasing feed rate. Zakaria et al. [20] additionally investigated CCL by examining the effects of submerged convective cooling (SCC) and varying machining parameters on the formation of BUL/BUE, cutting forces, and CCL in the orthogonal turning of AZ31 with a benchmarked dry cutting test. Elevated chip contact lengths and cutting forces were noted at increased cutting speeds in the dry cutting test.
Nasr and Outeiro [19] investigated the chip compression ratio (CCR) and shear angle of the resultantly prevalent saw-tooth chips. The CCR increased with increasing feed rate and the shear angle decreased with the increasing feed rate. Fang et al. [21] investigated the limits of such a process by monitoring mean flank temperatures during the high-speed dry end-milling of AZ91. Flank face temperatures of over 250 °C were recorded during the machining process. If further increased, this could pose a large risk due to magnesium chip ignition. Viswanathan et al. [22] investigated and optimized the process parameters based on flank wear, surface roughness, cutting forces, and cutting temperatures during turning of AZ91D in dry and MQL conditions. The usage of MQL resulted in less flank wear and surface roughness, as compared to dry cutting. However, cutting forces increased during the usage of MQL, which is likely due to the minor mitigation of thermal softening. According to the conducted GRA, the cutting environment was the second most critical variable following the feed rate. The cut depth and cutting speed were ranked third and fourth, respectively. The optimum predicted and validated cutting condition was the highest cutting speed coupled with the lowest feed rate and cut depth under MQL conditions. A similar study was conducted by Cagan et al. [23] exploring the effects of cutting parameters on tool wear, cutting forces, and chip morphology categorization during the turning of AZ91D in dry and MQL environments. The presence of adhered material, in the form of BUL/BUE, was noted on the tool in both cutting environments. However, the usage of MQL resulted in less cutting forces due to the lubrication effect of the cutting fluid.
MQL systems have not been utilized and tested thoroughly for magnesium alloy machining, as compared to other alloys. The use of more sustainable cutting fluids, such as vegetable oil-based cutting fluids (VCFs), has also yet to be prefaced for magnesium alloys. Vegetable esters are a possible replacement to conventional petroleum-based cutting fluids since they react with the surface of the machined metal and produce chlorides and sulphides which reduce tribological tool-workpiece/tool-chip friction mechanics and cutting temperatures [24]. The usage of vegetable oil-based cutting fluids has been assessed for other lightweight alloys, such as titanium and aluminium alloys and offered promising results [25]. The use of vegetable oil-based cutting fluids can result in improved tool life, surface quality, and cutting forces in comparison to conventional dry and petroleum-based flood cooling techniques in a multitude of ferrous and nonferrous alloys [26,27].
Akyuz [28] investigated the effect of aluminium content towards the wear resistance and machining performance for the AZ cast magnesium alloys. It was found that AZ91 provided the highest wear resistance. Whereas AZ21 was found with poor machinability. Kuczmaszewski et al. [29] focused his work to investigate the shape and fragmentation of chips when machining AZ91HP. The study indicated that less chip fragmentation was obtained when a rake angle of 30° was utilized in the study. Pradeepkumar et al. [30] utilized the concepts of response surface methodology, artificial neural network, and genetic algorithm to investigate the surface integrity of the machined component made out of magnesium alloy. The study found that RSM and ANN models provided 2.4% and 1.52% average error, respectively. Then, the ANN model was coupled with a genetic algorithm to obtain the optimized conditions for surface integrity. A brief summary of the literature review activity can be found in Table 1.

Table 1.
Literature review summary.
Chip morphology is an important indicator of machinability which can assess shearing forces and signify cutting energy and surface finish. However, due to the relative novelty of magnesium alloys, a thorough investigation of chip morphology parameters is yet to be found in the field of available literature. To further increase the machinability, as well as maintain sustainability, magnesium machinability has also been scarcely tested under minimum quantity lubrication (MQL) conditions. Additionally, since no thorough optimization/analysis of chip morphology parameters was found within the literature regarding the conventional or highspeed machining of magnesium alloys, this work intends to do just that. The present study aimed at the assessment and optimization of the machinability of AZ91 magnesium alloy in orthogonal turning, based on tool wear and chip morphology parameters in an MQL cutting environment using GRA and other statistical techniques.
2. Materials and Methods
2.1. Tool and Material Information
Extruded AZ91 rods were conventionally machined into workpieces with discs of 1.5 mm thickness and 50 mm diameter in preparation for orthogonal turning, as seen in Figure 1a. Table 2 shows the chemical composition and mechanical properties of AZ91. Titanium nitride (TiN) coated TNMG160404-TN2000 CVD cutting inserts, as shown in Figure 1b, and manufactured by Widia were utilized and clamped into the Dormer Pramet PTGNR 2020 K16 tool holder.
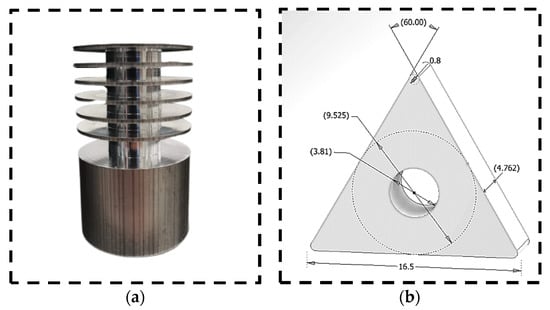
Figure 1.
(a) AZ91 workpiece specimen prepared for orthogonal cutting; (b) geometry in millimetre of the cutting insert.
Table 2.
Chemical composition and mechanical properties of AZ91 at room temperature [31,32].
2.2. Machining Set-Up
The cutting tests conducted on a Jyoti DX 135 nvu CNC turning centre invoked the usage of ECULUBRIC E200L, a vegetable oil-based natural glyceride cutting fluid at room temperature. The measurement of tool wear, chip-tool contact length, and chip morphology was performed using an optical microscope (Model: SWT350T, Swift Optical Instruments, Inc., Schertz, TX, USA), as shown in Figure 2. Figure 2 shows the pictorial illustration of the measurements of the chip morphology, tool wear, and contact length. The optical microscope has a double-layered mechanical stage with a slide holder, stage size of 130 mm × 130 mm, and stage X-Y range of 70 mm × 30 mm. The said cutting fluid has a flash point and ignition point of 325 °C and 365 °C, respectively, as well as a density, viscosity, and partition coefficient of 0.92 g/cm3, 70 cP, and <3%, respectively. A UNIST SPR-2000-3GALLV MQL system tank containing the cutting fluid was pressurized to 2 bars and connected to the spray nozzle, as seen in Figure 3a. The variable flow rate spray nozzle was located at 12 mm above the cutting zone, and supplied a mist of air and cutting fluid directly into the tool-workpiece/tool-chip interface, as seen in Figure 3b.
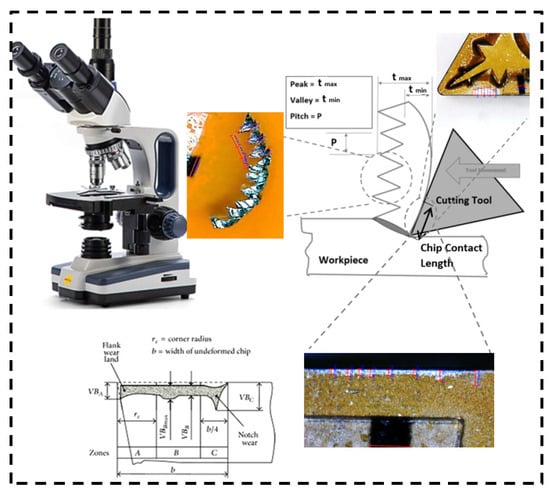
Figure 2.
Pictorial illustration of the optical Swift microscope SWT350T used for the measurement of the chips, tool wear, and chip-tool contact length.
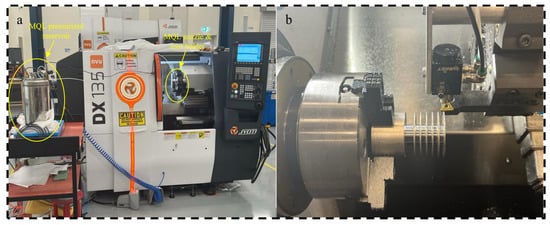
Figure 3.
(a) CNC lathe and MQL setup; (b) cutting setup.
2.3. Full Factorial Experimental Design
The control parameters chosen for this full factorial experimentation were the cutting fluid flow rate, cutting speed (Vc), and feed rate (f) at a constant depth of cut (DOC) of 1.5 mm. The magnitudes of each level along with the parameter letter designation, in preparation for GRA, can be seen in Table 3. The full factorial design was computed by number of experiments = X^k, where X is the number of levels, and k is the number of variables for the factors. So, in our case, it was 3 × 3 = 27 experiments and with two replications, the total experiments were 54. The Minitab program was utilized to formulate the final full factorial experimental procedure table presented in Table 4. Each experimental trial was conducted using a constant radial machining length of 10mm, which meant the machining of an entire disc. Following an experimental trial, the chips were collected and inspected for morphology and the utilized tool’s rake and flank face were examined for chip contact length and flank wear. The cutting tool was oriented to a fresh cutting edge or replaced prior to every experimental trial. For the sake of precision, the tests entailed a replication value of 2, which meant that every experiment was conducted twice under the same cutting conditions.
Table 3.
Experimental design.
Table 4.
Experimental input and output raw responses.
3. Results and Discussion
3.1. Data Processing and Parameter Computation
Average flank wear measurements were conducted following every experimental trial, as presented in Figure 4a. The presence of BUL/BUE was noted on all measurement images following every experimental trial, signifying the prevalence of adhesion as the predominant mechanism of flank wear evolution. The rake face was also inspected for chip contact length (CCL) following every experimental trial, as seen in Figure 4b. The average readings of the flank wear land width (Vb) and CCL per experimental trial were considered for further analysis.
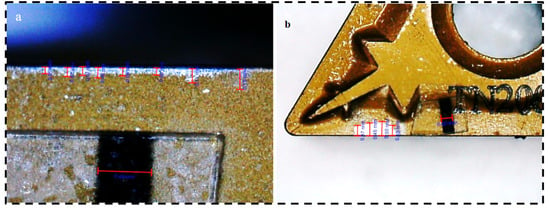
Figure 4.
20th Experimental trial; (a) flank wear land width; (b) chip contact length.
The chips collected all presented exaggerated saw-tooth characteristics with the majority being fragmented into short length segments. The nature of these damaged/loose saw-tooth chips indicates the intense shearing and plastic deformation that occurred due to aggressive cutting parameters. Moreover, the chips collected were inspected for saw-tooth morphology parameters following each experimental trial, as seen in Figure 5a. Three saw-tooth segments were measured for tooth peak height (t max), valley height (t min), and pitch (P), as portrayed in Figure 5b, and the mean value of each was considered for further analysis. The tool wear and chip morphology data along with their corresponding input parameters are presented in Table 5.
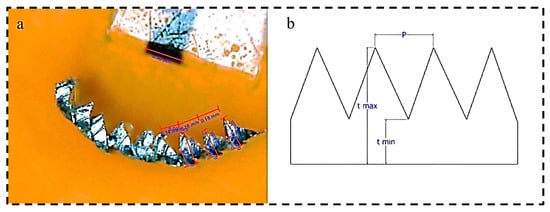
Figure 5.
(a) 20th Experimental trial chip measurements; (b) illustration of the parameter measurements.
Table 5.
GRA step 1: letter designation and output data.
Chip morphology parameters, such as chip compression ratio, chip segmentation ratio, and shear angle are crucial to determining the degree of plastic deformation occurring due to the selected cutting parameters. The chip compression ratio parameter is an indicator of the interplay between the thermal softening and strain hardening phenomena that occur within the chip formation process. Further, the shear angle is a key parameter by which many of the remaining desired parameters can be computed through. Due to the presence of saw-tooth chips, the computation of the chip compression ratio (CR) was conducted, as presented in [33], by which an average value of chip thickness is utilized to compute the chip compression ratio, as presented in Equation (1).
Further, the computation of the chip segmentation ratio (SR) and shear angle (φ) were conducted, as per the experimental investigation of Pervaiz et al. [34]. In the presence of a saw-tooth chip, the segmentation ratio (SR) is considered as the ratio of peak and valley differences to the peak height, as presented in Equation (2). Moreover, the shear angle (φ) was computed through the rake angle (γ), as shown in Equation (3).
Equations (1)–(3) were used to compute the chip morphology parameters for all experimental trials and the final list of input and output parameters is presented in Table 4. In the machining of aluminium, titanium, and even steel alloys, the compression ratio is usually greater than 1 [35,36,37,38,39]. However, during the machining of light weight alloys at speeds that are relatively high in comparison to their conventional ranges, largely elevated cutting temperatures coupled with the material’s higher toughness results in occurrences where the chip compression ratio is less than 1 [40]. A trend of decreasing chip compression ratio can be seen in the increasing feed rate and cutting speed, as well as in the decreasing rake angle during the machining of aluminium alloys and metal matrix composites (MMCs), as seen by [41,42,43].
3.2. Full Factorial Design Based Data Analysis
As shown in Figure 6, normal probability charts of the output response data have been plotted. A normal probability chart is a popular graphical representation of the normal distribution of data. If the data points roughly form the straight line, then one can suggest that data is normally distributed. The normality of the data, as observed in this case, exhibits that it can be processed with statistical techniques in order to obtain reliable results.
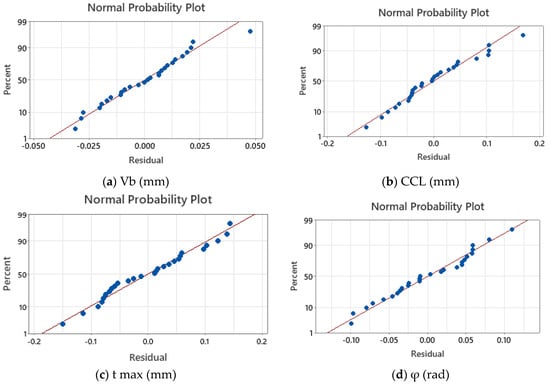
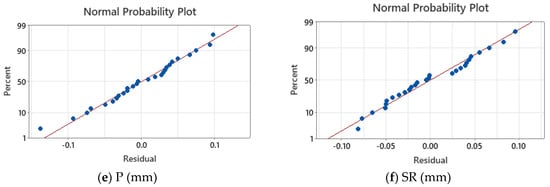
Figure 6.
Normal probability plots for the output responses.
The behaviour of each response was also obtained using the model of fit, as shown in Equations (4)–(8). To simplify the model equations for each output responses, only the first term interactions are considered. In the mentioned equations, the positive and negative values of coefficients have certain meaning. The positive value indicates that the output variable will increase with the associated increasing input variable. Moreover, the negative coefficients mean that the output variables will decrease with the associated decreasing input variables.
Vb = 0.09893 − 0.00893 A1 + 0.00219 A2 + 0.00674 A3 + 0.02107 B1 − 0.00604 B2 − 0.01504 B3 − 0.01726 C1 − 0.01593 C2 + 0.03319 C3
CCL = 0.5981 + 0.0067 A1 + 0.0233 A2 − 0.0300 A3 − 0.0322 B1 + 0.0081 B2+ 0.0241 B3 − 0.1663 C1 − 0.0154 C2 + 0.1818 C3
CR = 0.6624 − 0.0675 A1 − 0.0083 A2 + 0.0757 A3 + 0.0125 B1 + 0.0175 B2− 0.0300 B3 + 0.0311 C1 − 0.0537 C2 + 0.0226 C3
P = 0.3387 + 0.0442 A1 − 0.0304 A2 − 0.0138 A3 − 0.0289 B1 + 0.0080 B2 + 0.0209 B3 − 0.1549 C1 + 0.0421 C2 + 0.1128 C3
SR = 0.5704 + 0.0289 A1 − 0.0117 A2 − 0.0172 A3 − 0.0164 B1 − 0.0131 B2 + 0.0295 B3 − 0.0387 C1 + 0.0326 C2 + 0.0061 C3
φ = 0.9894 + 0.0469 A1 + 0.0059 A2 − 0.0529 A3 − 0.0104 B1 − 0.0103 B2 + 0.0207 B3 − 0.0221 C1 + 0.0390 C2 − 0.0170 C3
A Pareto diagram is a tool that is used to help in the identification of the significance of factors towards their contribution on the output responses. Standardized effects show the size of the effect relative to the total variation in the data. This diagram is used in the full factorial analysis to figure out the focused areas for improvement. There is a reference line on the diagram that represents a critical value (2.086 in Figure 7a), if the effect is more than this value, then it is considered as significant. Figure 7a–f show that feed was found to be a significant parameter for flank wear, chip contact length, pitch values, and segmentation ratio. The MQL flow rate and feed were found to be significant for the peak and valley values of the chips. For the shear angle, the MQL flow rate was found to be the most dominant parameter.
Figure 7.
Pareto chart of the standardized effects.
3.3. Grey Relational Analysis
The use of a grey relational analysis was invoked due to its highly reputable capabilities for determining optimal parameters in complicated multi-variant problems [44]. Input and output response lists are generated and presented in Table 5, following the letter designation of the input parameters presented in Table 3.
The data are then normalised, which allow each output response to be scaled down to a value between 0 and 1 in reference to each parameter’s own range of data [45]. This is achieved through initially determining which parameters would ideally be maximized or minimized. In the current case, all output responses would optimally be minimized except for the shear angle (φ), since a lower shear angle would indicate larger ratios of segmentation. As presented by Jozić et al. [46], the manner to achieve the normalisation of parameters that are optimally minimized (smaller-the-better) is presented through the ratio of the difference between the maximum value () within a response range and the current value () to the difference between the maximum and minimum ( values in the selected range, as presented in Equation (9).
A similar relation is mentioned by Jozić et al. [46] regarding the normalisation of optimally maximized (larger-the-better) parameters. The relation is presented as the ratio of the difference of the current value () and the minimum value within the response range () to the difference of the maximum () and minimum () values within the response range, as shown in Equation (10).
The normalised output responses are presented in Table 6.
Table 6.
GRA step 2: normalised output responses.
Next, the standard deviation is computed through finding the deviation of the current response from the ideal reference case which corresponds to a value of 1, as shown in Equation (11). The deviation sequence list is presented in Table 7.
Table 7.
GRA step 3: deviation sequence.
The grey relational coefficient GRC represents the difference between the regarded optimal value and the current value. This is presented as the ratio of the difference of minimum deviation and the product of the maximum deviation and the distinguishing coefficient ξ, taken as 0.5 as per [46], to the sum of the standard deviation and the product of ξ and as presented in Equation (12).
Finally, the grey relational grade GRG is computed as the average GRC of all output responses along a single experimental trial, as seen in Equation (13). This allows for the comparative ranking of the experimental input parameters on the basis of a unified scale grade output response, with 1 being the best and 0 the worst. The GRG along with the corresponding input parameters and their ranking is presented in Table 8. It is noted that the highest MQL flow rate along with the lowest cutting speed and feed rate resulted in the most optimized output responses.
Table 8.
GRA step 4: GRC sequence.
Utilizing the Minitab program, the mean responses table has been generated, as presented in Table 9. Using the mean response table, Figure 8 has been constructed. According to the maximum mean response values for each cutting parameter level, the optimal cutting parameters were A1B3C1, which correlates to MQL = 40 mL/h, Vc = 300 m/min, and f = 0.3 mm/rev. The grade for the first experimental run conducted, A3B1C3, was taken as reference. Since a full factorial experimentation was conducted, a confirmation experiment is not necessary, since the experimental parameter combination is already present within the dataset. In comparison to the reference parameter combination, the predicted parameter experimental results show a 34.42% improvement in the results, as presented in Table 10.
Table 9.
Mean output response table.
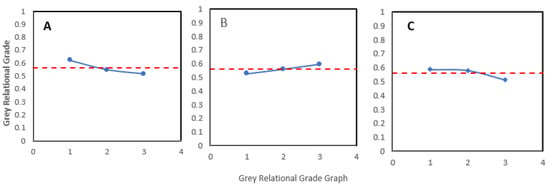
Figure 8.
Grey relational grade graph.
Table 10.
Prediction and confirmation of the parameter combination.
The mean output response data in Table 10 was used to plot the mean response graph presented in Figure 9. The Minitab program was additionally utilized to present the analysis of variance (ANOVA), with a 95% confidence level, to reveal the percentage contribution of the individual parameters and their interaction on the grey relational grade (GRG), as presented in Table 11. As per the data presented, the largest individual contributing variable was the MQL flow rate (20%), followed by the cutting speed (8.9%), and the feed rate (5.59%) was deemed as the least critical variable.
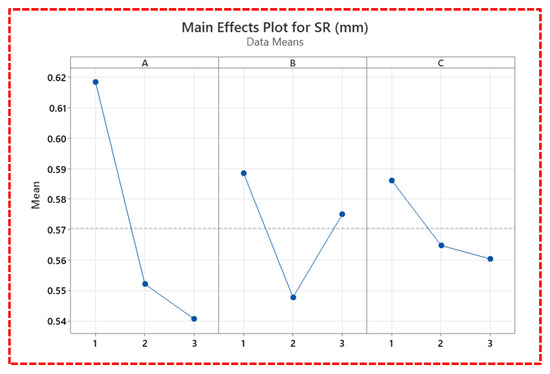
Figure 9.
Main effects plot for the segmentation ratio.
Table 11.
Analysis of variance (ANOVA) of the GRG.
3.4. Chip Segmentation Ratio
The chips produced during the experimental trials were also observed for capturing the segmentation of chips, as shown in Figure 10. The main individual contributor to the segmentation ratio was found to be the MQL flow rate, as shown in the Figure 9, the mean effect plots for the segmentation ratio. Figure 10a–c also show a higher variation in segmentation by varying the MQL flow rate. The cutting speed and feed were ranked lower than the MQL flow rate. Table 12 showed ANOVA results for the contribution of individual parameters towards the segmentation ratio with the percentage contribution of 19.68% for the MQL flow rate, 5.06% for the cutting speed, and 2.97% for feed. The dominant role of the MQL flow rate towards segmentation can be linked with the improvement of heat transfer and better temperature control during the cutting process. Figure 10d–f show the representative condition for varying feed rates. It can be seen that the effect was smaller on the segmentation ratio.
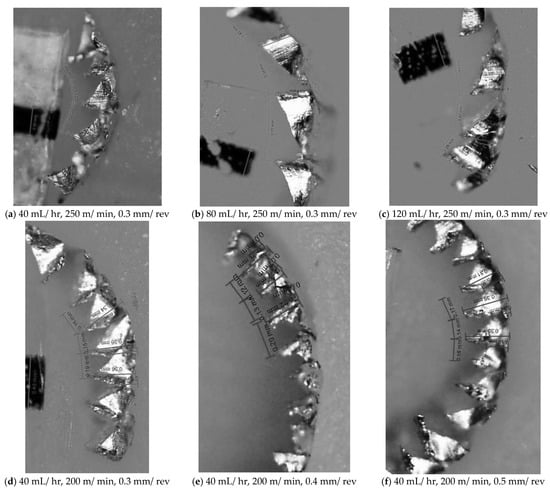
Figure 10.
Optical micrographs of the chips showing the influence of the MQL flow rate (a–c) and feed rate (d–f).
Table 12.
Analysis of variance for the transformed response.
4. Conclusions and Future Suggestions
The current study investigated chip morphology and tool wear parameters during the orthogonal high-speed turning of AZ91 magnesium alloy using a biodegradable vegetable oil-based cutting fluid delivered through an MQL technique. A full factorial experimental design was formulated using the MQL flow rate, cutting speed, and feed rate as input parameters and flank wear, land width, chip contact length, saw-tooth pitch, chip compression ratio, chip segmentation ratio, and shear angle as output parameters. A GRA was conducted to determine and investigate the optimum cutting parameters based on the regarded output parameters. Through the analysis of the results, the following conclusions were drawn:
- The optimal control parameters predicted and experimentally confirmed were an MQL flow rate of 40 mL/h, cutting speed of 300 m/min, and feed rate of 0.3 mm/rev;
- The usage of said optimal parameters results in a grey relational grade improvement of 0.2675 in comparison to the referenced first experimental run;
- Using the variance analysis conducted by the Minitab program, the MQL was regarded as one of the critical variables in the optimization process with a contribution of 20%. This signifies the important role of the cooling and lubrication effects provided by the usage of the MQL in reducing tribological friction forces and cutting temperatures;
- The third level interaction of the MQL with the cutting speed and feed, and the second level interaction of the MQL flow rate with the cutting speed were found to be significant contributing factors with a contribution of 31.56% and 24.23%, respectively;
- The main individual contributor to the segmentation ratio was found to be the MQL flow rate with a percentage contribution of 19.68%. This is linked with the improved heat transfer as the MQL flow rate increased;
- For a greater assessment of the application of vegetable oil-based cutting fluids (VCFs), it is recommended that further output responses, such as surface quality, microhardness, and microstructure, are investigated during the high-speed orthogonal cutting of magnesium alloys to allow for the proper assessment of their feasibility and applicability.
Author Contributions
Conceptualization, S.P.; Methodology, A.A. and A.N.; Validation, A.A. and A.N.; Formal analysis, A.A. and S.P.; Data curation, A.A.; Writing—original draft, A.A.; Writing—review & editing, S.P. All authors have read and agreed to the published version of the manuscript.
Funding
Rochester Institute of Technology – Dubai Campus (Internal Research Grant).
Data Availability Statement
The data presented in this study are available on request from corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gándara, M.J.F. Recent growing demand for magnesium in the automotive industry recent growing demand for magnesium in the automotive industry. Mater. Technol. 2011, 45, 633–637. [Google Scholar]
- Overview Magnesium for Automotive Applications. Available online: www.tms.org/jom.html (accessed on 10 September 2022).
- Ramalingam, V.V.; Ramasamy, P.; Das Kovukkal, M.; Myilsamy, G. Research and Development in Magnesium Alloys for Industrial and Biomedical Applications: A Review. Met. Mater. Int. 2020, 26, 409–430. [Google Scholar] [CrossRef]
- Li, N.; Zheng, Y. Novel Magnesium Alloys Developed for Biomedical Application: A Review. J. Mater. Sci. Technol. 2013, 29, 489–502. [Google Scholar] [CrossRef]
- Wan, Y.; Xiong, G.; Luo, H.; He, F.; Huang, Y.; Zhou, X. Preparation and characterization of a new biomedical magnesium-calcium alloy. Mater. Des. 2008, 29, 2034–2037. [Google Scholar] [CrossRef]
- Ostrovsky, I.; Henn, Y. Present state and future of magnesium application in aerospace industry. In Proceedings of the International Conference “New Challenges in Aeronautics” ASTEC, Moscow, Russia, 19–22 August 2007; Volume 7, pp. 19–22. [Google Scholar]
- Nadanasabapathi, S.; Viswanathan, R.; Sivashankar, N.; Chandrakumar, S.; Karthik, R. Improving corrosion resistance of magnesium alloy for aerospace applications. Int. J. Mech. Prod. 2019, 9, 769–774. Available online: http://www.tjprc.org/publishpapers/2-67-1557740616-86IJMPERDJUN201986.pdf (accessed on 10 September 2022).
- Wang, M.; Xiao, D.; Liu, W. Effect of Si addition on microstructure and properties of magnesium alloys with high Al and Zn contents. Vacuum 2017, 141, 144–151. [Google Scholar] [CrossRef]
- Jayasathyakawin, S.; Ravichandran, M.; Baskar, N.; Chairman, C.A.; Balasundaram, R. Mechanical properties and applications of Magnesium alloy—Review. Mater. Today Proc. 2020, 27, 909–913. [Google Scholar] [CrossRef]
- Chen, J.; Tan, L.; Yu, X.; Etim, I.P.; Ibrahim, M.; Yang, K. Mechanical properties of magnesium alloys for medical application: A review. J. Mech. Behav. Biomed. Mater. 2018, 87, 68–79. [Google Scholar] [CrossRef] [PubMed]
- Guo, S.; Liu, R.; Jiang, X.; Zhang, H.; Zhang, D.; Wang, J.; Pan, F. Statistical Analysis on the Mechanical Properties of Magnesium Alloys. Materials 2017, 10, 1271. [Google Scholar] [CrossRef]
- Catherine, L.D.K.; Hamid, D.A. Mechanical Properties and Machinability of Magnesium Alloy AZ31 and AZ91—A Comparative Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1062, 012054. [Google Scholar] [CrossRef]
- Viswanathan, R.; Ramesh, S.; Maniraj, S.; Subburam, V. Measurement and multi-response optimization of turning parameters for magnesium alloy using hybrid combination of Taguchi-GRA-PCA technique. Meas. J. Int. Meas. Confed. 2020, 159, 107800. [Google Scholar] [CrossRef]
- Shi, K.; Zhang, D.; Ren, J.; Yao, C.; Huang, X. Effect of cutting parameters on machinability characteristics in milling of magnesium alloy with carbide tool. Adv. Mech. Eng. 2016, 8, 1687814016628392. [Google Scholar] [CrossRef]
- Ramesh, S.; Viswanathan, R.; Ambika, S. Measurement and optimization of surface roughness and tool wear via grey relational analysis, TOPSIS and RSA techniques. Meas. J. Int. Meas. Confed. 2016, 78, 63–72. [Google Scholar] [CrossRef]
- Tönshoff, H.; Winkler, J. The influence of tool coatings in machining of magnesium. Surf. Coat. Technol. 1997, 94-95, 610–616. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; An, J.; Wang, L. Wear mechanism map of uncoated HSS tools during drilling die-cast magnesium alloy. Wear 2008, 265, 685–691. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Davim, J.P. Machinability of Magnesium and Its Alloys: A Review. In Traditional Machining Processes. Materials Forming, Machining and Tribology; Davim, J., Ed.; Springer: Berlin/Heidelberg, Germany. [CrossRef]
- Nasr, M.N.; Outeiro, J. Sensitivity Analysis of Cryogenic Cooling on Machining of Magnesium Alloy AZ31B-O. Procedia CIRP 2015, 31, 264–269. [Google Scholar] [CrossRef]
- Zakaria, M.S.; Mustapha, M.; Azmi, A.I.; Ahmad, A.; Danish, M.; Rubaiee, S. Machinability investigations of AZ31 magnesium alloy via submerged convective cooling in turning process. J. Mater. Res. Technol. 2022, 19, 3685–3698. [Google Scholar] [CrossRef]
- Fang, F.; Lee, L.; Liu, X. Mean flank temperature measurement in high speed dry cutting of magnesium alloy. J. Mater. Process. Technol. 2005, 167, 119–123. [Google Scholar] [CrossRef]
- Viswanathan, R.; Ramesh, S.; Subburam, V. Measurement and optimization of performance characteristics in turning of Mg alloy under dry and MQL conditions. Meas. J. Int. Meas. Confed. 2018, 120, 107–113. [Google Scholar] [CrossRef]
- Cagan, S.C.; Buldum, B.B.; Özkul, I. Farklı İşleme Koşullarında AZ91D Magnezyum Alaşımının Tornalanmasında Talaş Morfolojisi. Süleyman Demirel Üniversitesi Fen Bilim. Enstitüsü Derg. 2019, 23, 108–114. [Google Scholar] [CrossRef]
- Sankaranarayanan, R.; Krolczyk, G.M. A comprehensive review on research developments of vegetable-oil based cutting fluids for sustainable machining challenges. J. Manuf. Process. 2021, 67, 286–313. [Google Scholar] [CrossRef]
- Sarikaya, M.; Gupta, M.K.; Tomaz, I.; Danish, M.; Mia, M.; Rubaiee, S.; Jamil, M.; Pimenov, D.Y.; Khanna, N. Cooling techniques to improve the machinability and sustainability of light-weight alloys: A state-of-the-art review. J. Manuf. Process. 2021, 62, 179–201. [Google Scholar] [CrossRef]
- Kazeem, R.A.; Fadare, D.A.; Ikumapayi, O.M.; Adediran, A.A.; Aliyu, S.J.; Akinlabi, S.A.; Jen, T.-C.; Akinlabi, E.T. Advances in the Application of Vegetable-Oil-Based Cutting Fluids to Sustainable Machining Operations—A Review. Lubricants 2022, 10, 69. [Google Scholar] [CrossRef]
- Katna, R.; Suhaib, M.; Agrawal, N. Nonedible vegetable oil-based cutting fluids for machining processes—a review. Mater. Manuf. Process. 2020, 35, 1–32. [Google Scholar] [CrossRef]
- Akyuz, B. A study on wear and machinability of AZ series (AZ01-AZ91) cast magnesium alloys. Kov. Mater. 2014, 52, 255–262. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Zagorski, I.; Gziut, O.; Legutko, S.; Krolczyk, G.M. Chip fragmentation in the milling of AZ91HP magnesium alloy. Stroj. Vestn. J. Mech. Eng. 2017, 63, 628–642. [Google Scholar] [CrossRef]
- Pradeepkumar, M.; Venkatesan, R.; Kaviarasan, V. Evaluation of the surface integrity in the milling of a magnesium alloy using an artificial neural network and a genetic algorithm. Mater. Tehnol. 2018, 52, 367–373. [Google Scholar] [CrossRef]
- Zhang, Z.; Liang, X.; Chen, Y.; Xu, B. Abrasion Resistance of Al-Ni-Mm-Fe Amorphous and Nanocrystalline Composite Coating on the Surface of AZ91 Magnesium Alloy. Phys. Procedia 2013, 50, 156–162. [Google Scholar] [CrossRef]
- Tan, M.; Liu, Z.; Quan, G. Effects of Hot Extrusion and Heat Treatment on Mechanical Properties and Microstructures of AZ91 Magnesium Alloy. Energy Procedia 2012, 16, 457–460. [Google Scholar] [CrossRef]
- Behera, B.C.; Chetan, S.G.; Paruchuri, V.R. Study of saw-tooth chip in machining of Inconel 718 by metallographic technique. Mach. Sci. Technol. 2019, 23, 431–454. [Google Scholar] [CrossRef]
- Pervaiz, S.; Kannan, S.; Anwar, S.; Huo, D. Machinability analysis of dry and liquid nitrogen–based cryogenic cutting of Inconel 718: Experimental and FE analysis. Int. J. Adv. Manuf. Technol. 2022, 118, 3801–3818. [Google Scholar] [CrossRef]
- Farid, A.A.; Sharif, S.; Idris, M.H. Chip morphology study in high speed drilling of Al–Si alloy. Int. J. Adv. Manuf. Technol. 2011, 57, 555–564. [Google Scholar] [CrossRef]
- Zaghbani, I.; Songmene, V.; Khettabi, R. Fine and Ultrafine Particle Characterization and Modeling in High-Speed Milling of 6061-T6 Aluminum Alloy. J. Mater. Eng. Perform. 2009, 18, 38–48. [Google Scholar] [CrossRef]
- Iqbal, S.A.; Mativenga, P.T.; Sheikh, M.A. A comparative study of the tool–chip contact length in turning of two engineering alloys for a wide range of cutting speeds. Int. J. Adv. Manuf. Technol. 2009, 42, 30–40. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Dargusch, M. Characteristics of cutting forces and chip formation in machining of titanium alloys. Int. J. Mach. Tools Manuf. 2009, 49, 561–568. [Google Scholar] [CrossRef]
- Hua, J.; Shivpuri, R. Prediction of chip morphology and segmentation during the machining of titanium alloys. J. Mater. Process. Technol. 2004, 150, 124–133. [Google Scholar] [CrossRef]
- Storchak, M.; Rupp, P.; Möhring, H.-C.; Stehle, T. Determination of Johnson–Cook Constitutive Parameters for Cutting Simulations. Metals 2019, 9, 473. [Google Scholar] [CrossRef]
- Moraiti, M.; Belis, T.; Pappa, M.; Kyratsis, P.; Maravelakis, E.; Antoniadis, A. Chip formation characteristics in high speed machining utilizing high speed microvideography. Acad. J. Manuf. Eng. 2014, 12, 6. [Google Scholar]
- Kouadri, S.; Necib, K.; Atlati, S.; Haddag, B.; Nouari, M. Quantification of the chip segmentation in metal machining: Application to machining the aeronautical aluminium alloy AA2024-T351 with cemented carbide tools WC-Co. Int. J. Mach. Tools Manuf. 2013, 64, 102–113. [Google Scholar] [CrossRef]
- Davim, J.P. Application of Merchant theory in machining particulate metal matrix composites. Mater. Des. 2007, 28, 2684–2687. [Google Scholar] [CrossRef]
- Kuo, Y.; Yang, T.; Huang, G.-W. The use of grey relational analysis in solving multiple attribute decision-making problems. Comput. Ind. Eng. 2008, 55, 80–93. [Google Scholar] [CrossRef]
- Gok, A. A new approach to minimization of the surface roughness and cutting force via fuzzy TOPSIS, multi-objective grey design and RSA. Meas. J. Int. Meas. Confed. 2015, 70, 100–109. [Google Scholar] [CrossRef]
- Jozić, S.; Bajić, D.; Celent, L. Application of compressed cold air cooling: Achieving multiple performance characteristics in end milling process. J. Clean. Prod. 2015, 100, 325–332. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).