
Study on the Importance of a Slicer Selection for the 3D Printing Process Parameters via the Investigation of G-Code Readings



Abstract
:1. Introduction
2. Methodology
- The number of side/top/bottom walls was zero;
- The infill (percentage of filling) was respectively set to 30%, 65% and 100%;
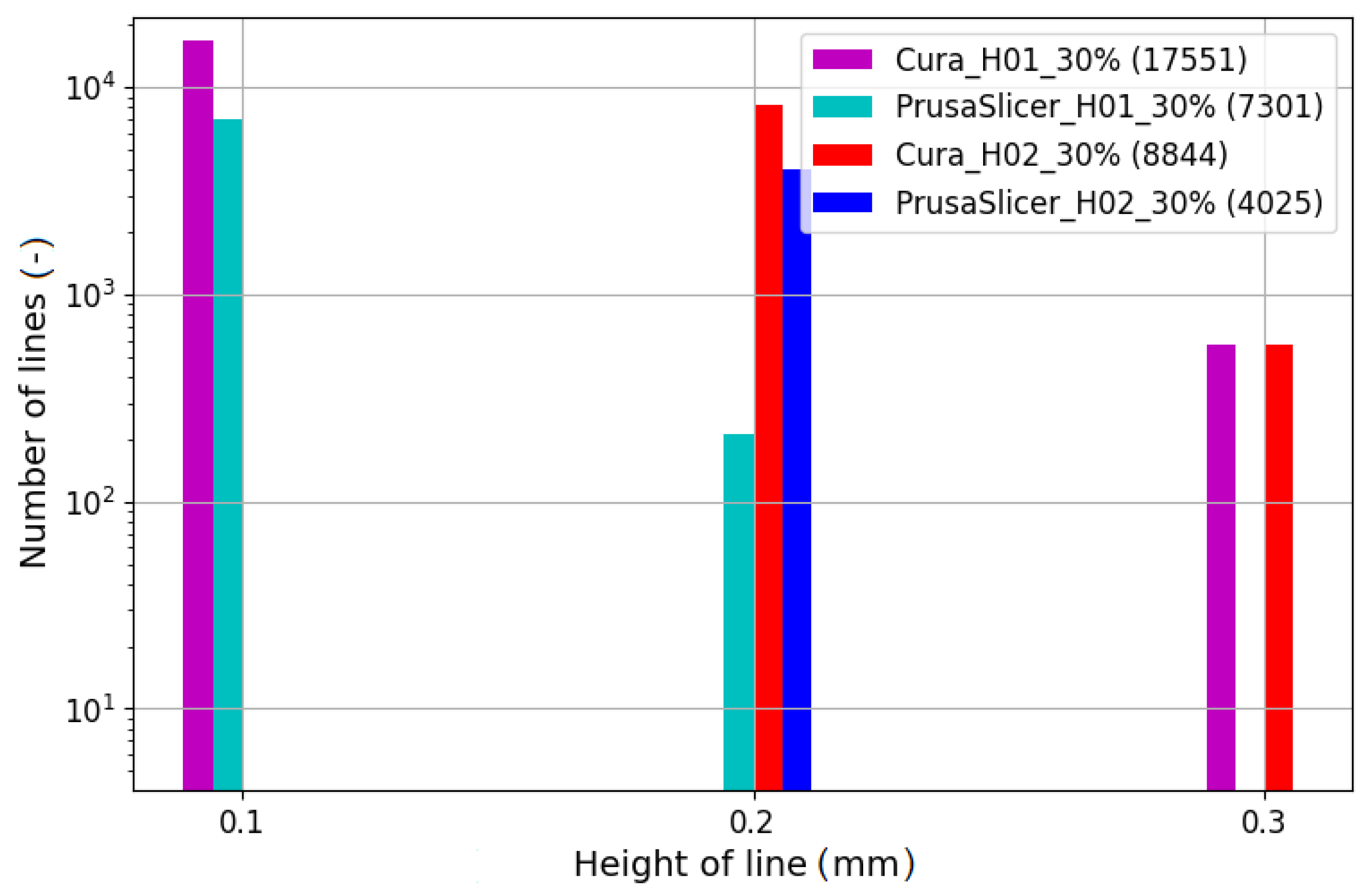
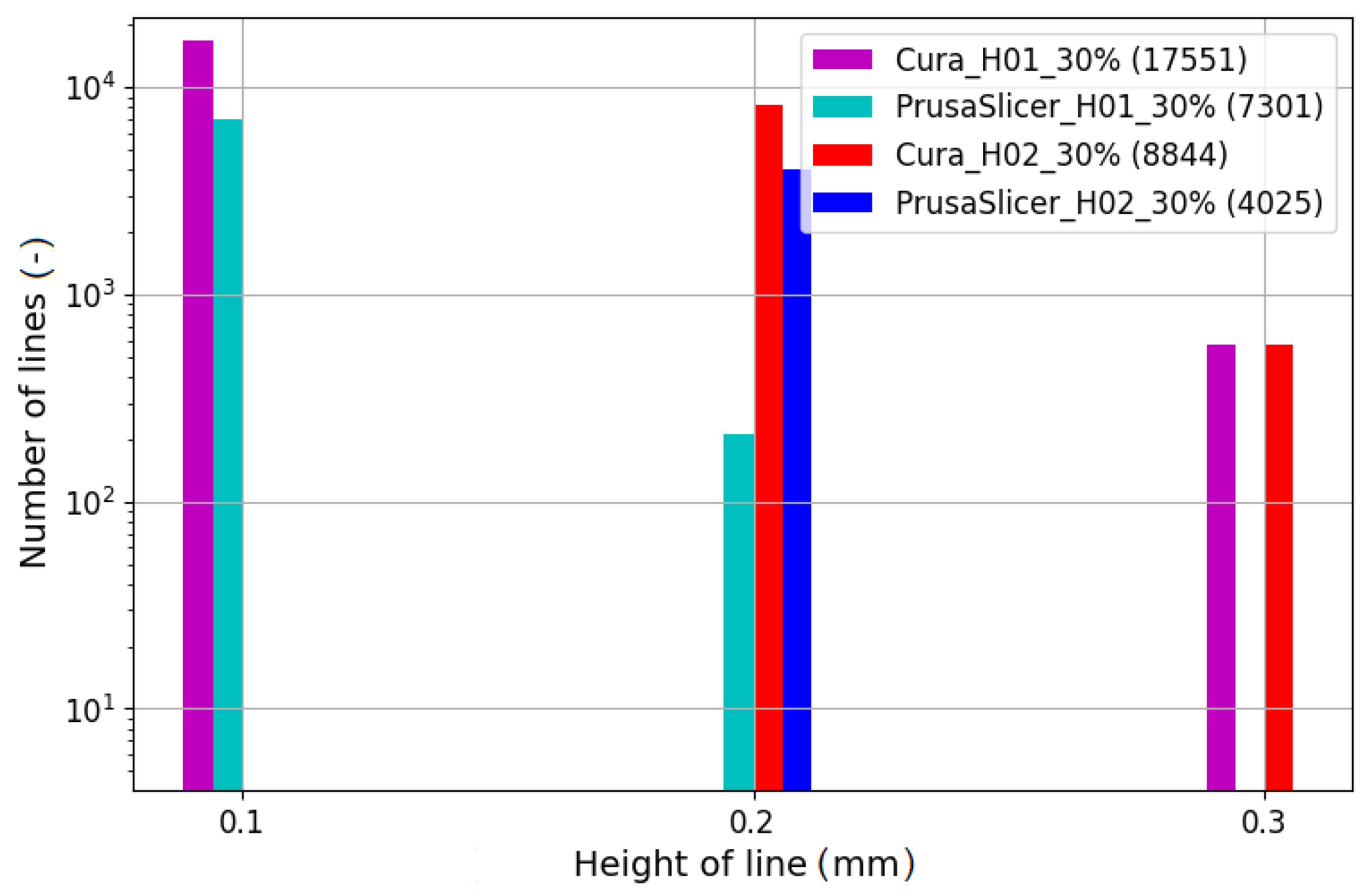
- The layer height was 0.1 mm and 0.2 mm, respectively;
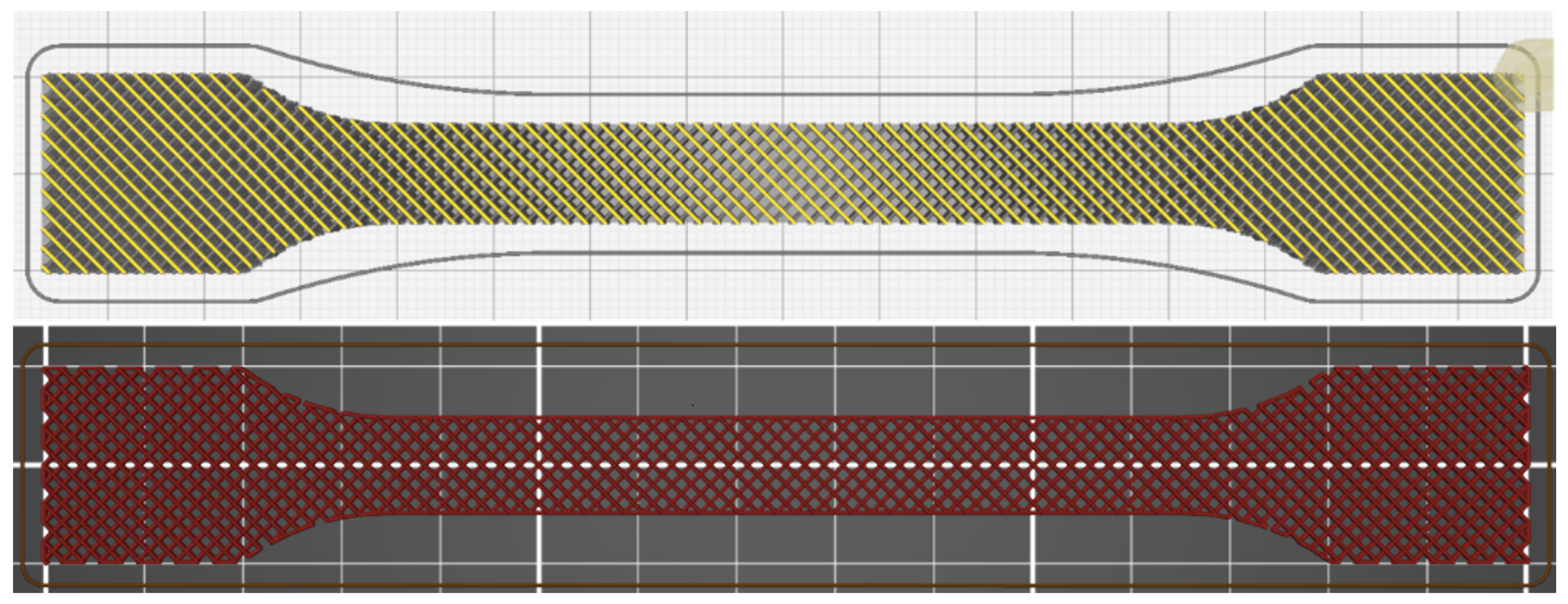
- The option “fill pattern” became “lines”.
2.1. Information Collected from the G-Code
- The position of the print head [X, Y, Z];
- The total length of the extruded filament;
- The length of the extruded filament determined for the currently executed G-code line;
- The temperature of the heatbed;
- The temperature of the print head;
- The speed of the fan that cools down the 3D-printed part;
- The speed of the print head.
2.2. Parameters Calculated Based on the G-Code Readings
- The height, which is considered equivalent to the height of the layer in a printed part;
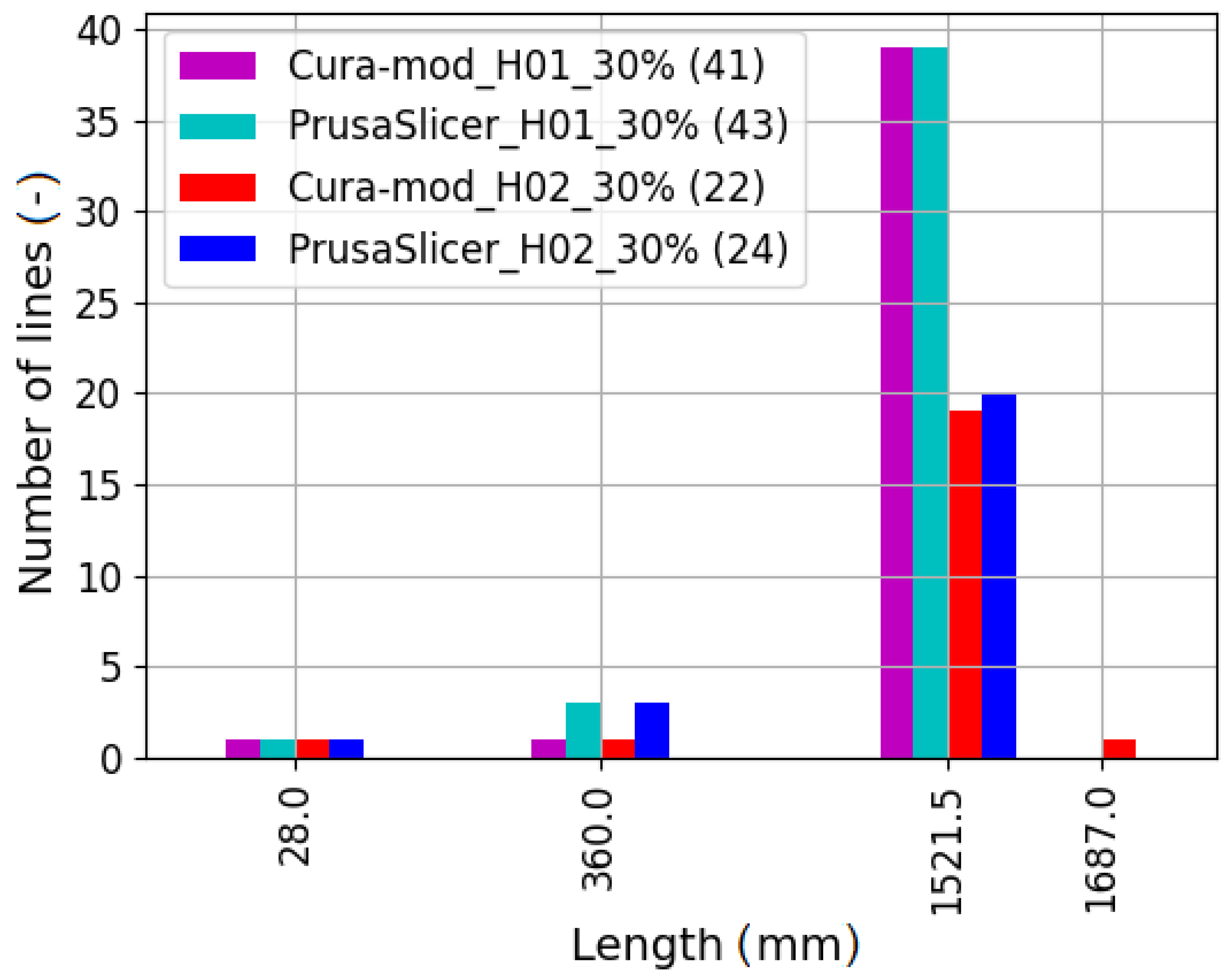
- The length;
- The angle of the inclination with respect to the direction of the X axis;
- The volume;
- The percentage of the volumetric filling of the space with the given filament.
- The total length of the filament’s fibers for which the material extrusion was not interrupted;
- The distance between the two consecutive filament’s fibers in a layer;
- The mass of a printed sample.
2.3. Parameter Adjustment in Slicers to Ensure the Consistency of the Process Characteristics
3. Results
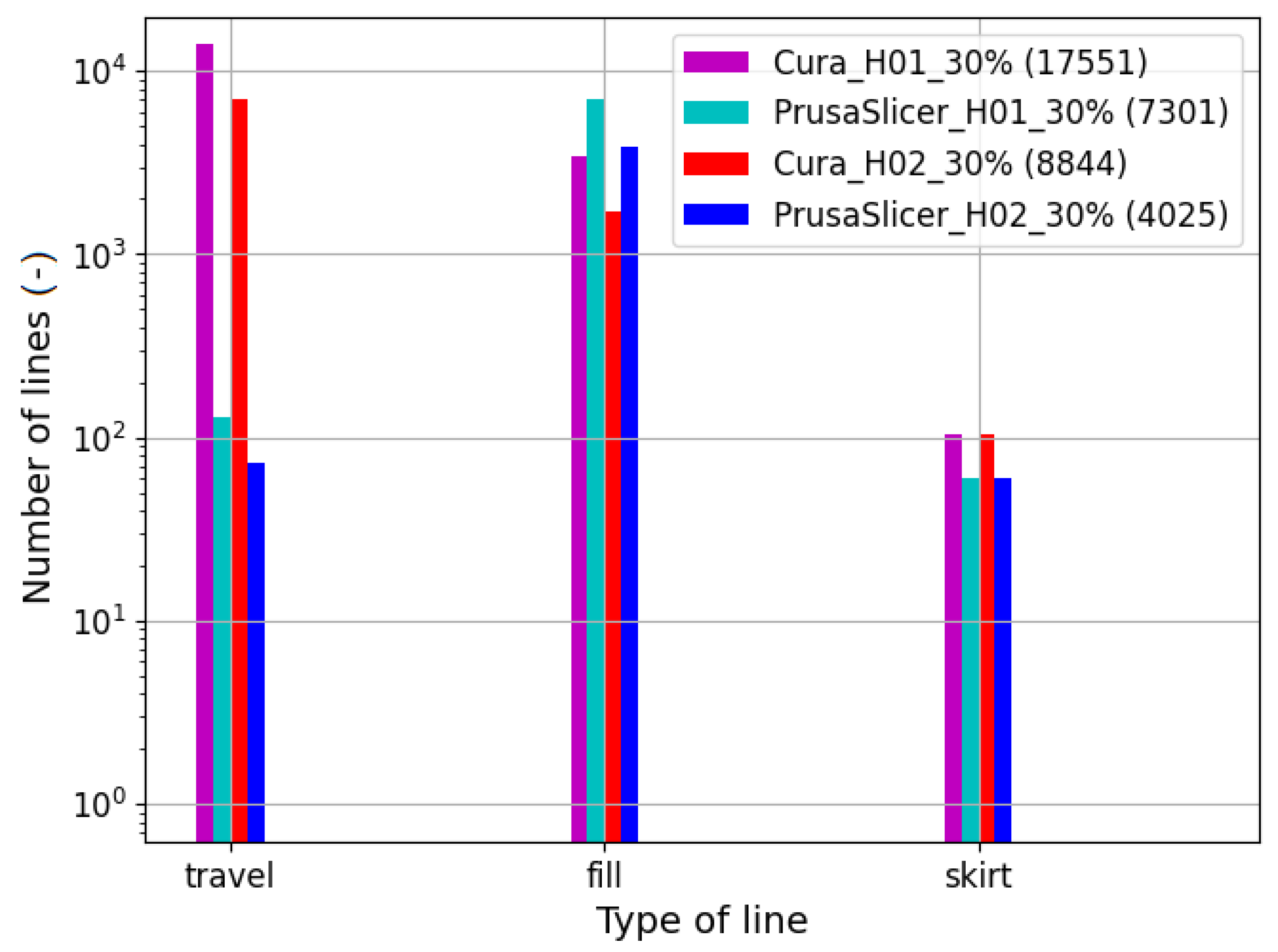
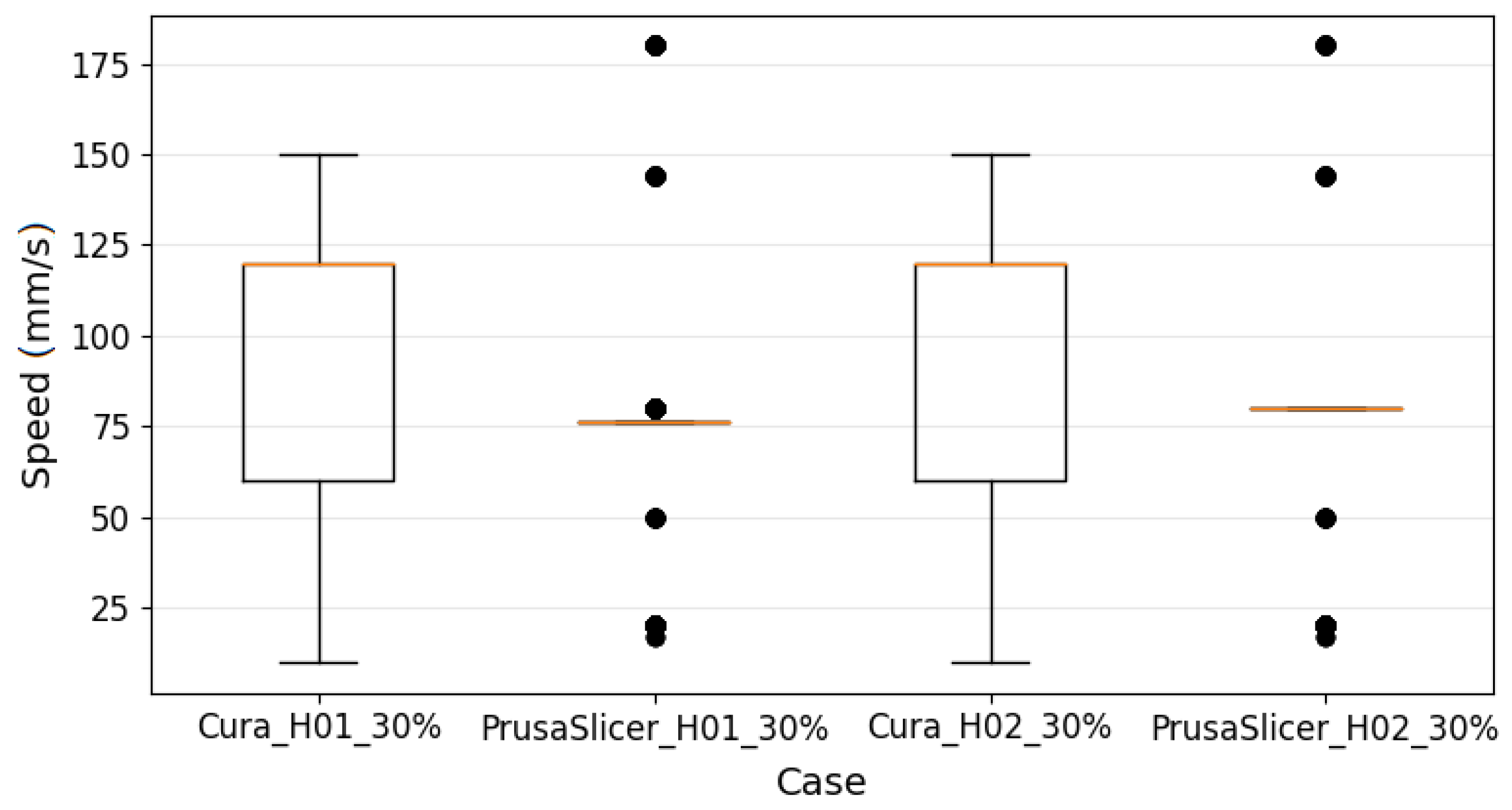
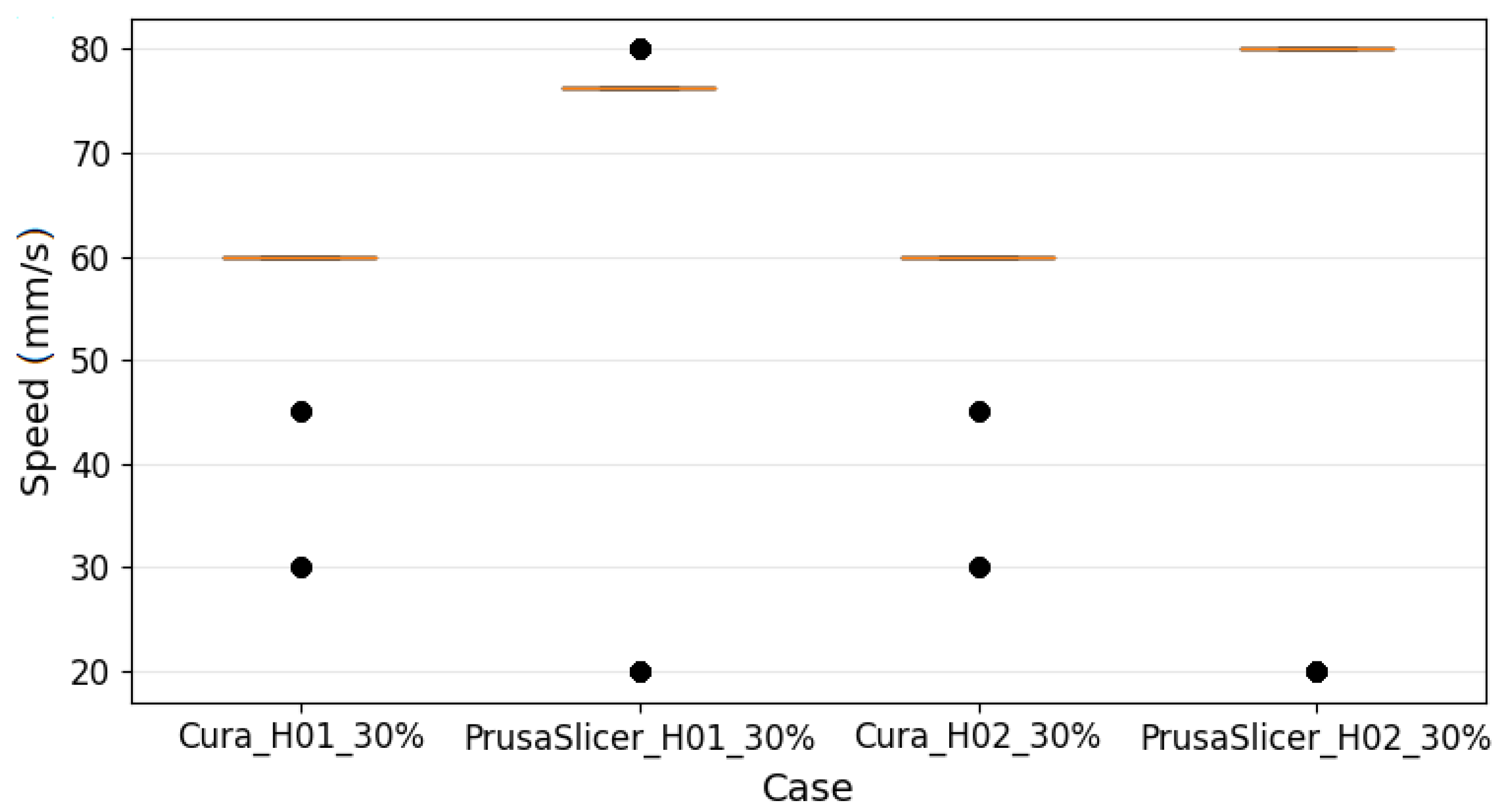
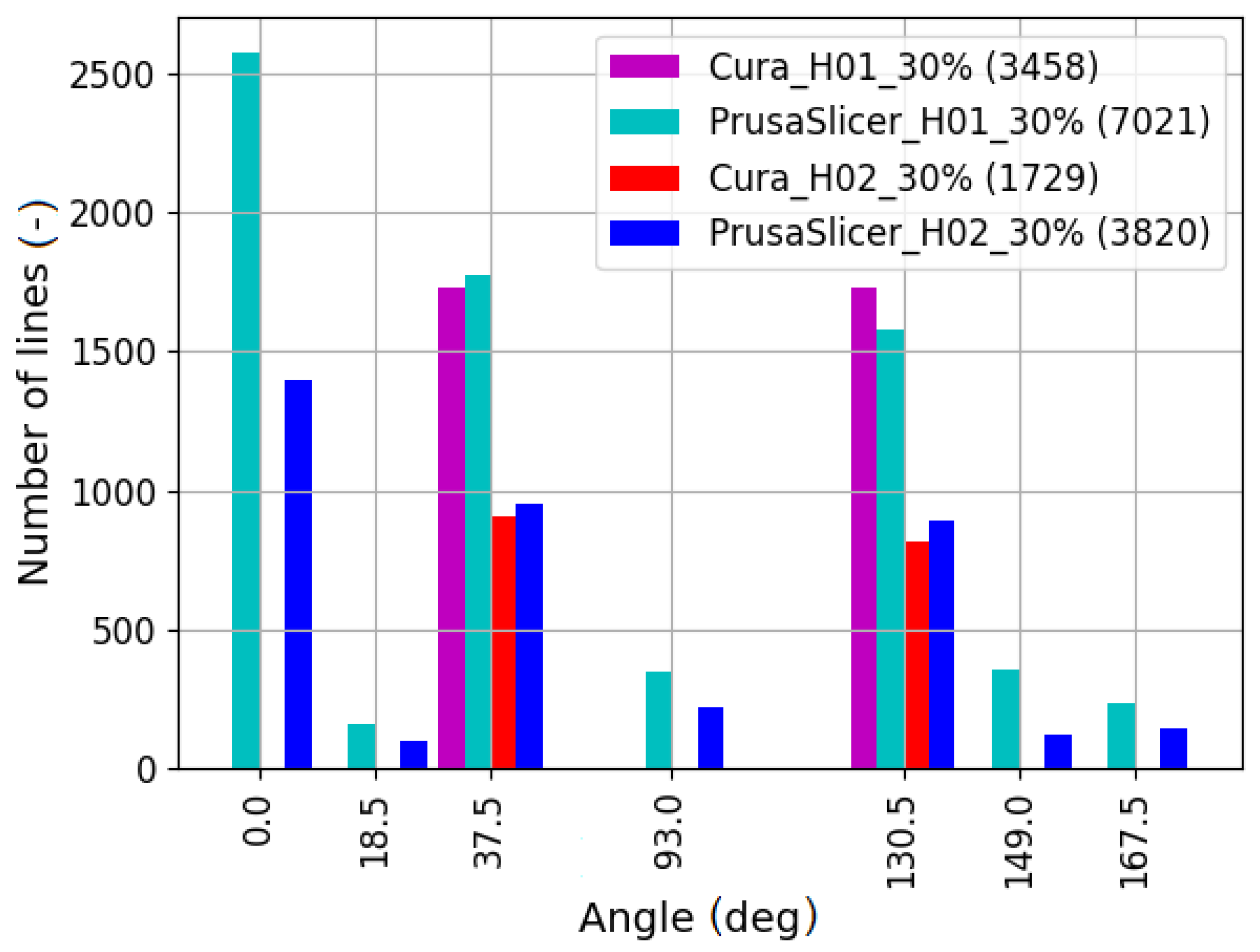
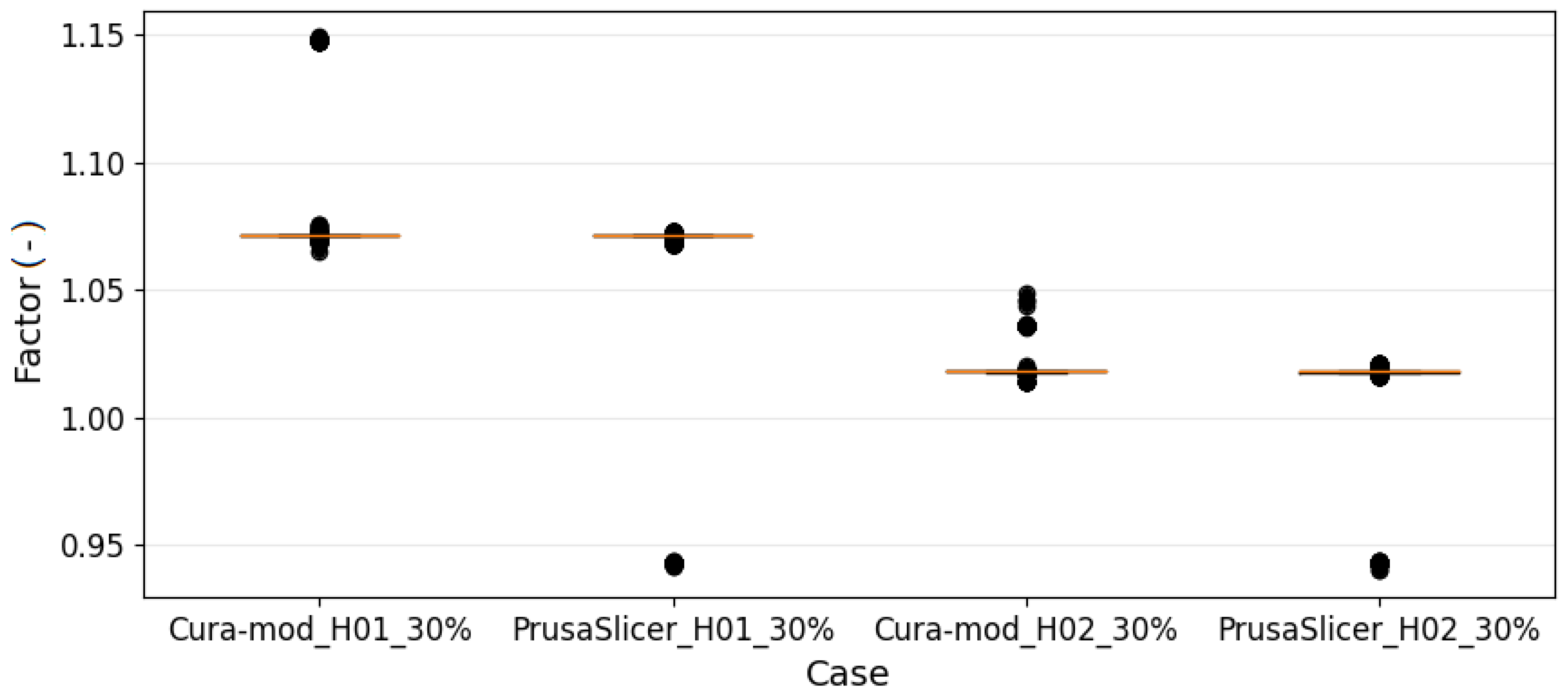
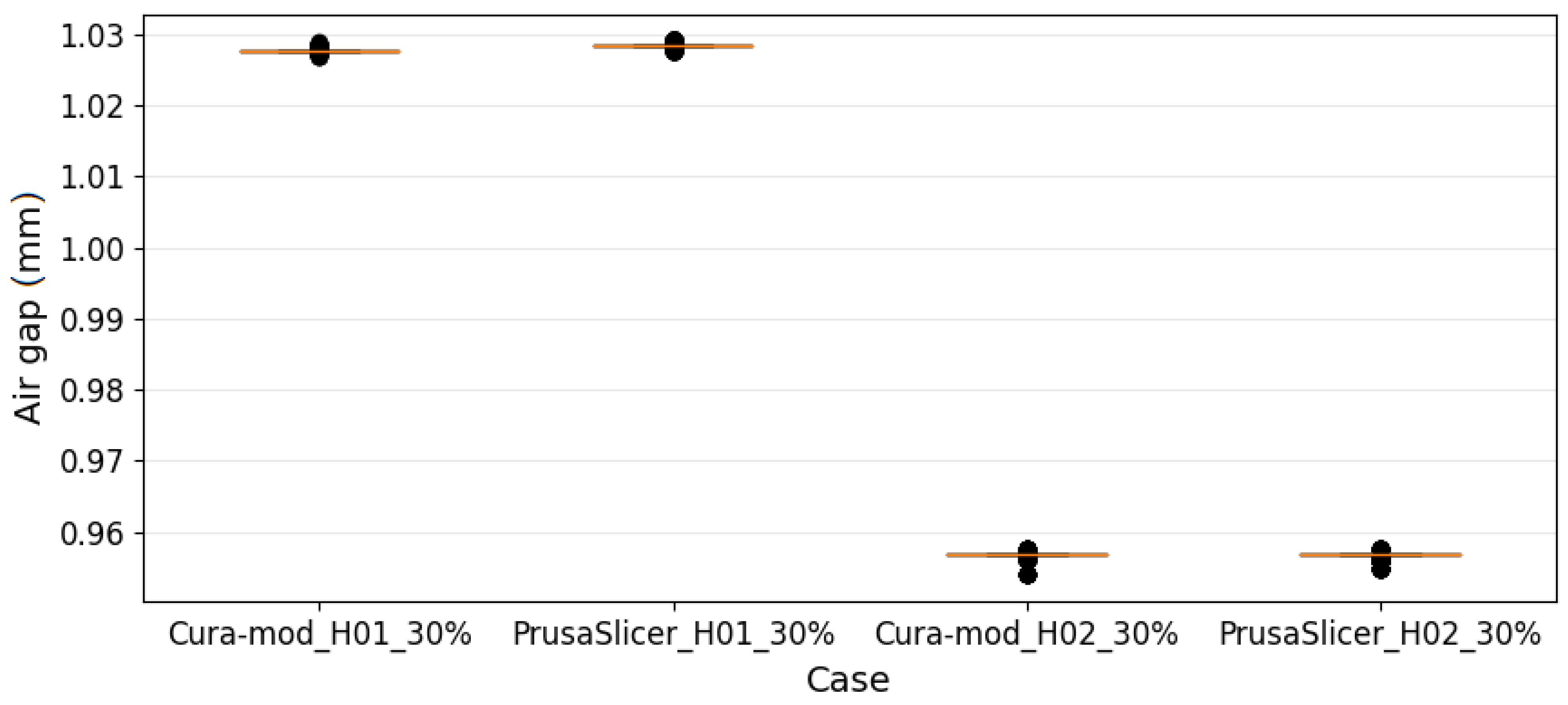
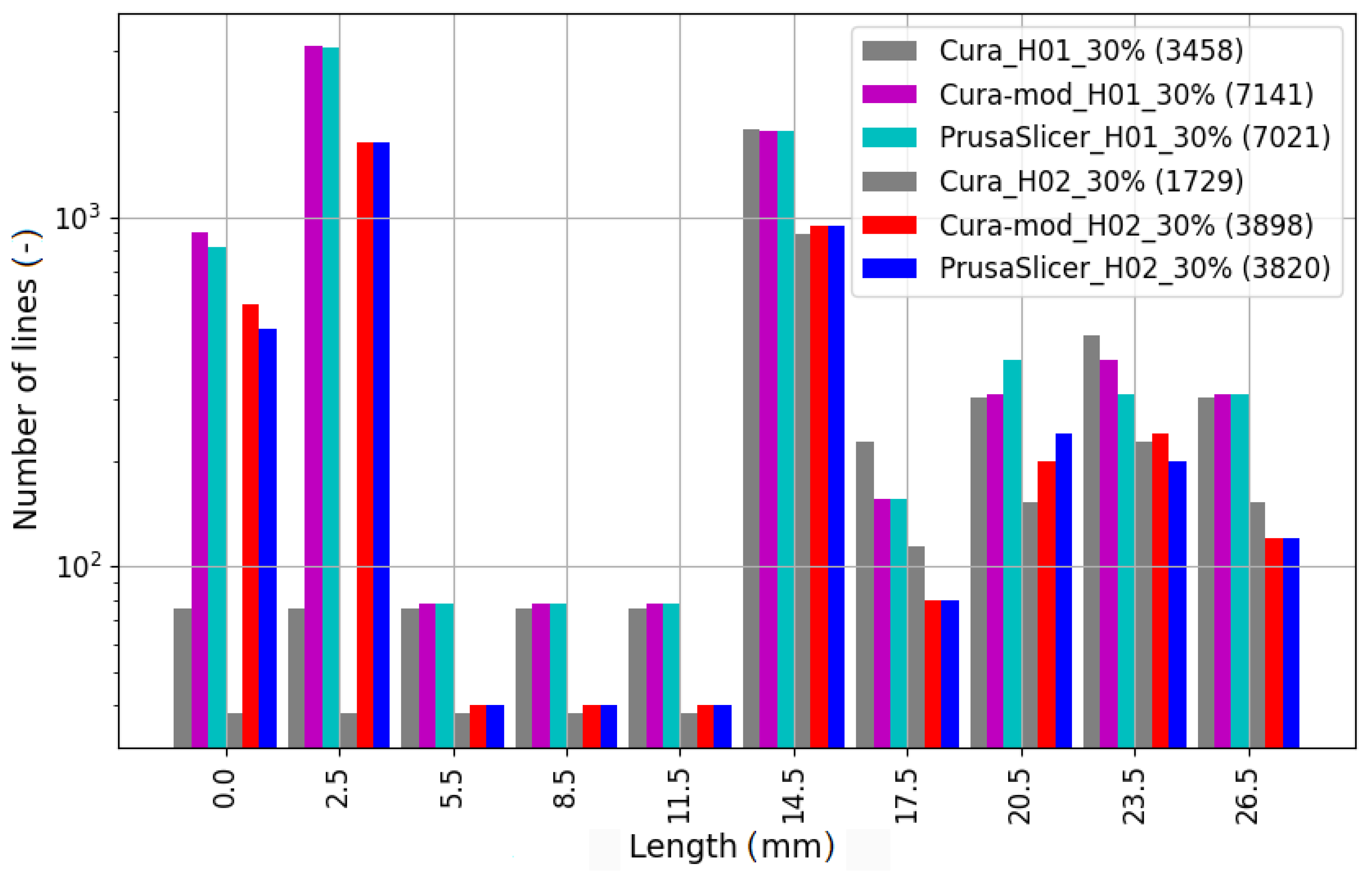
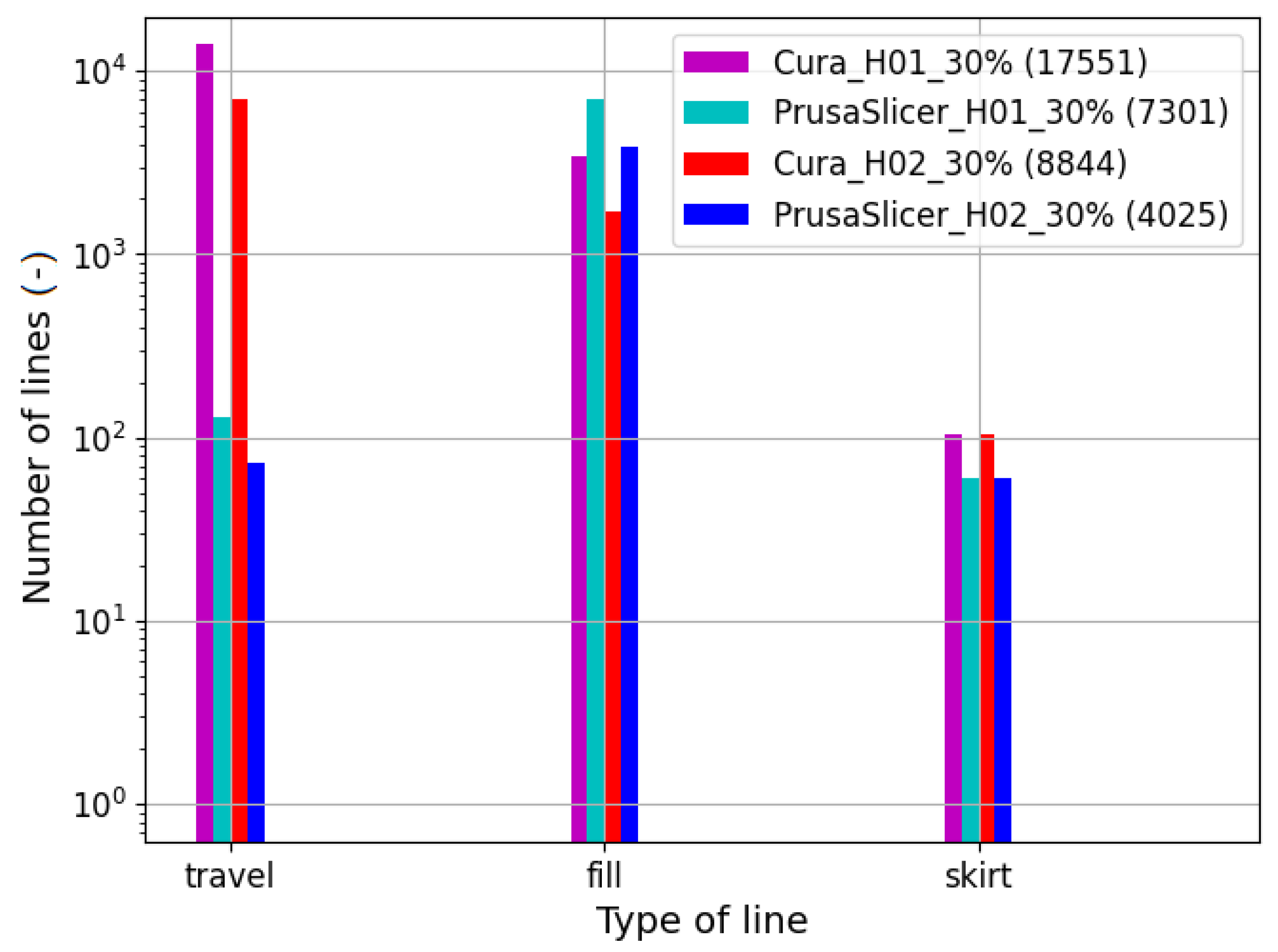
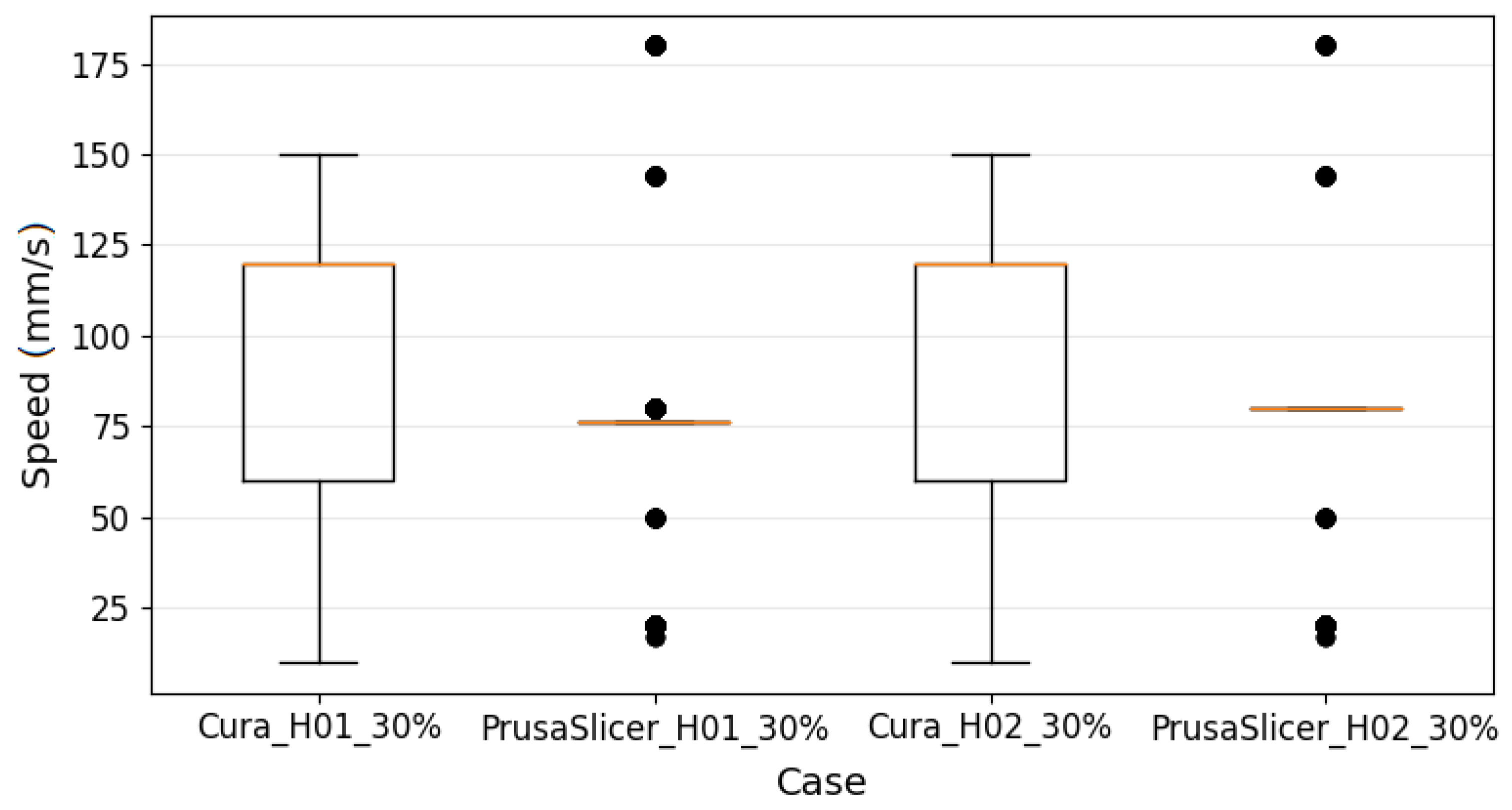
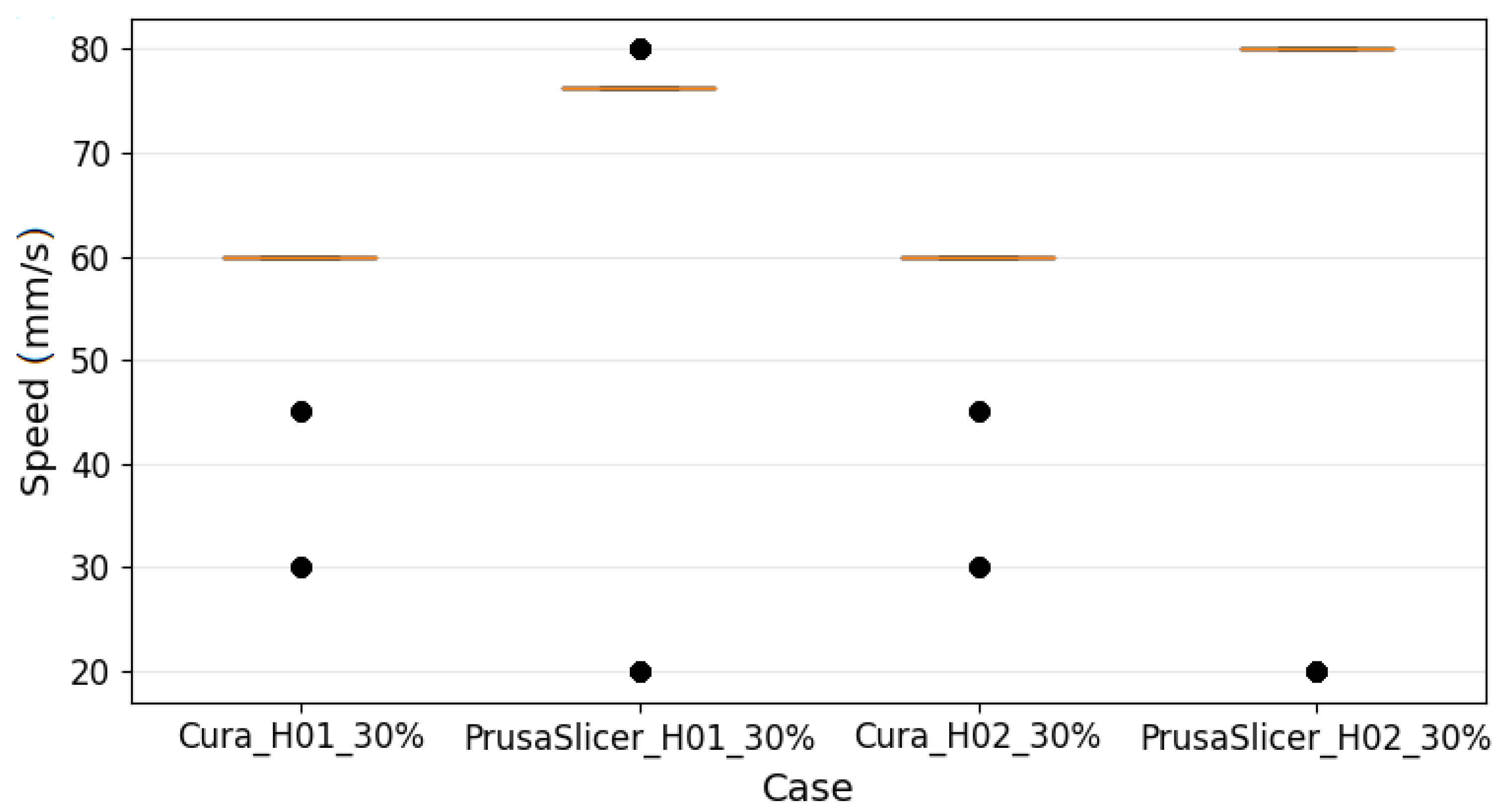
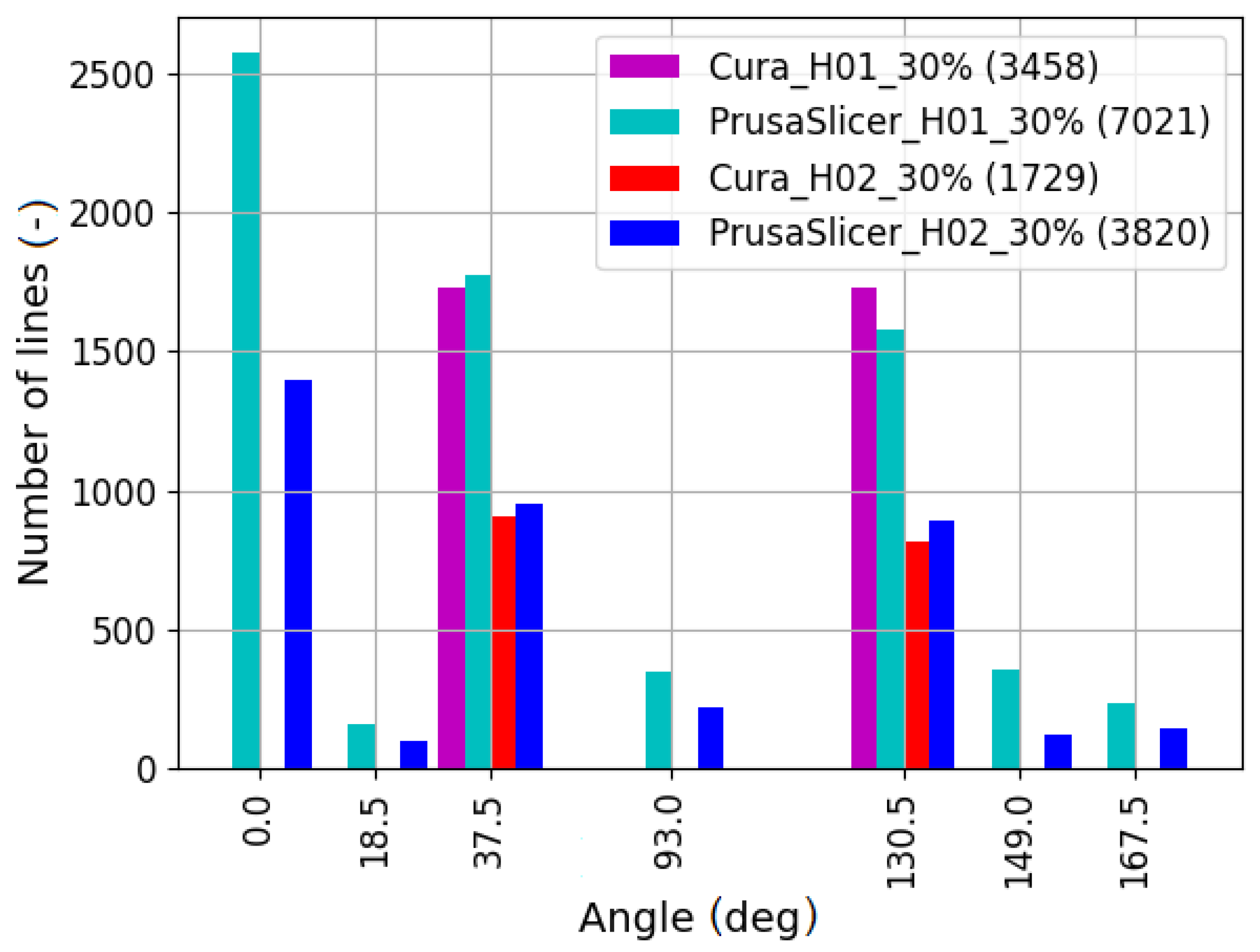
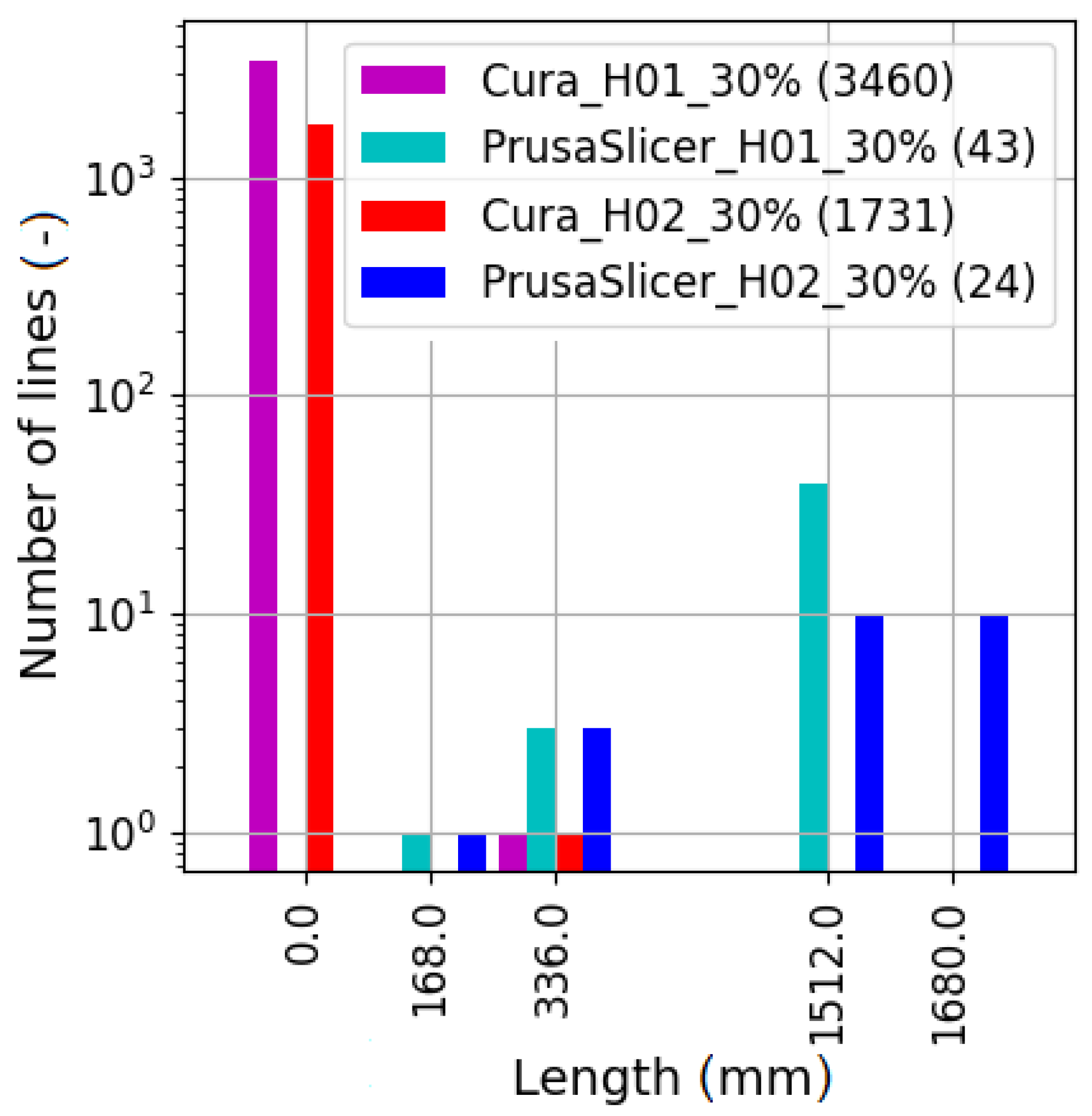
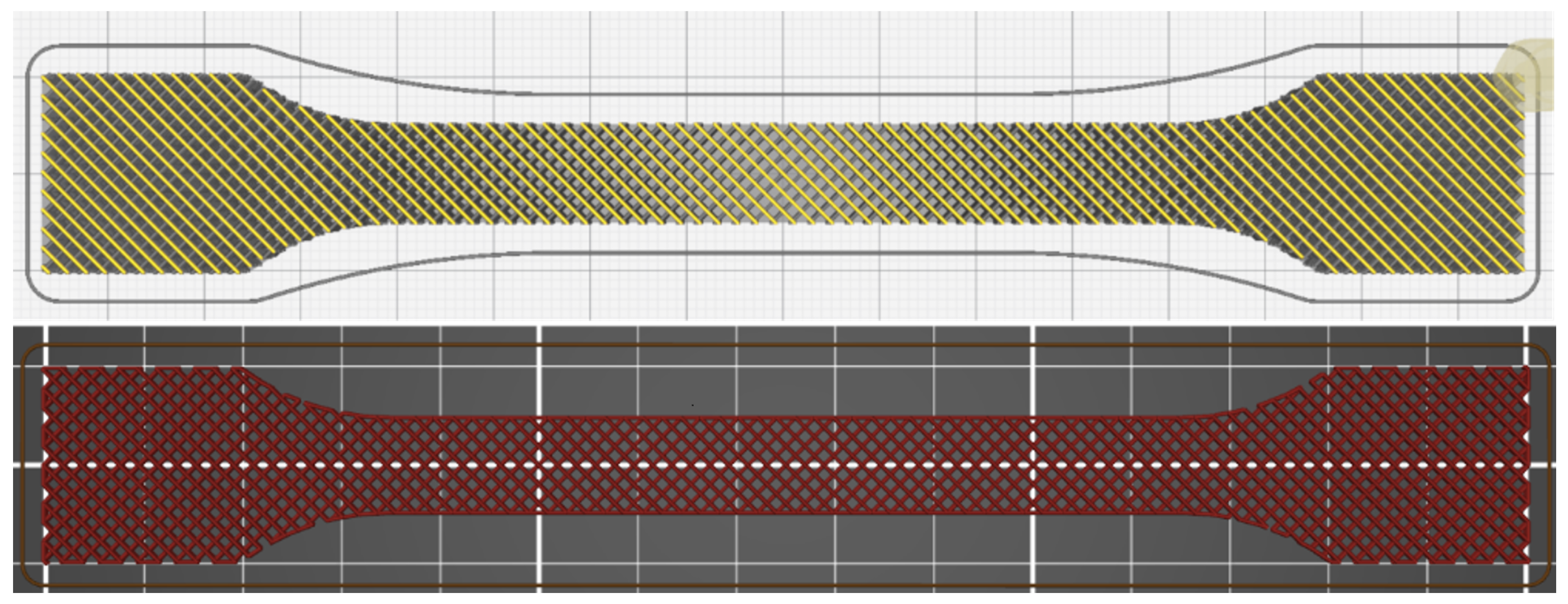
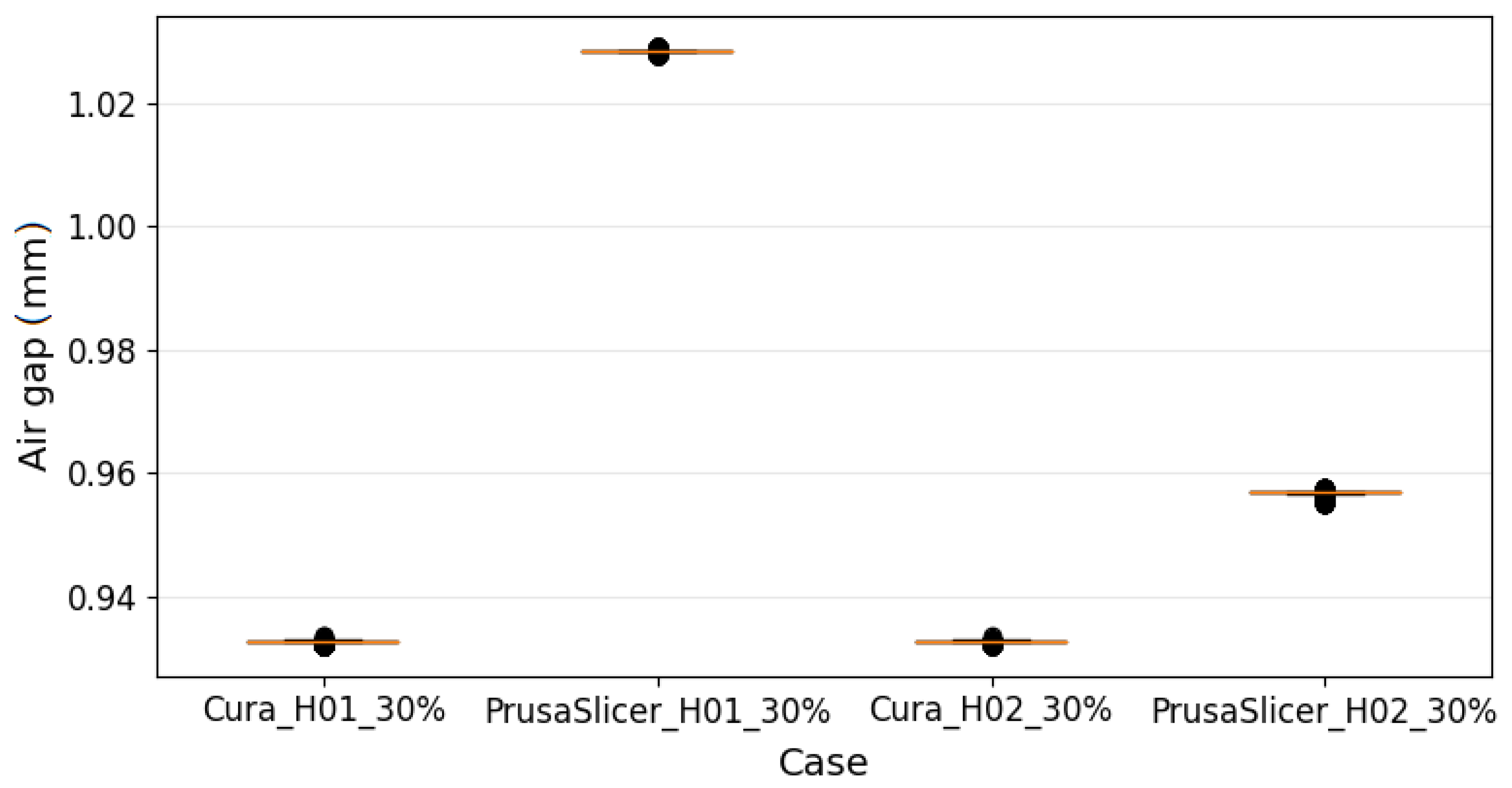
3.1. Referential Case of 30% Infill
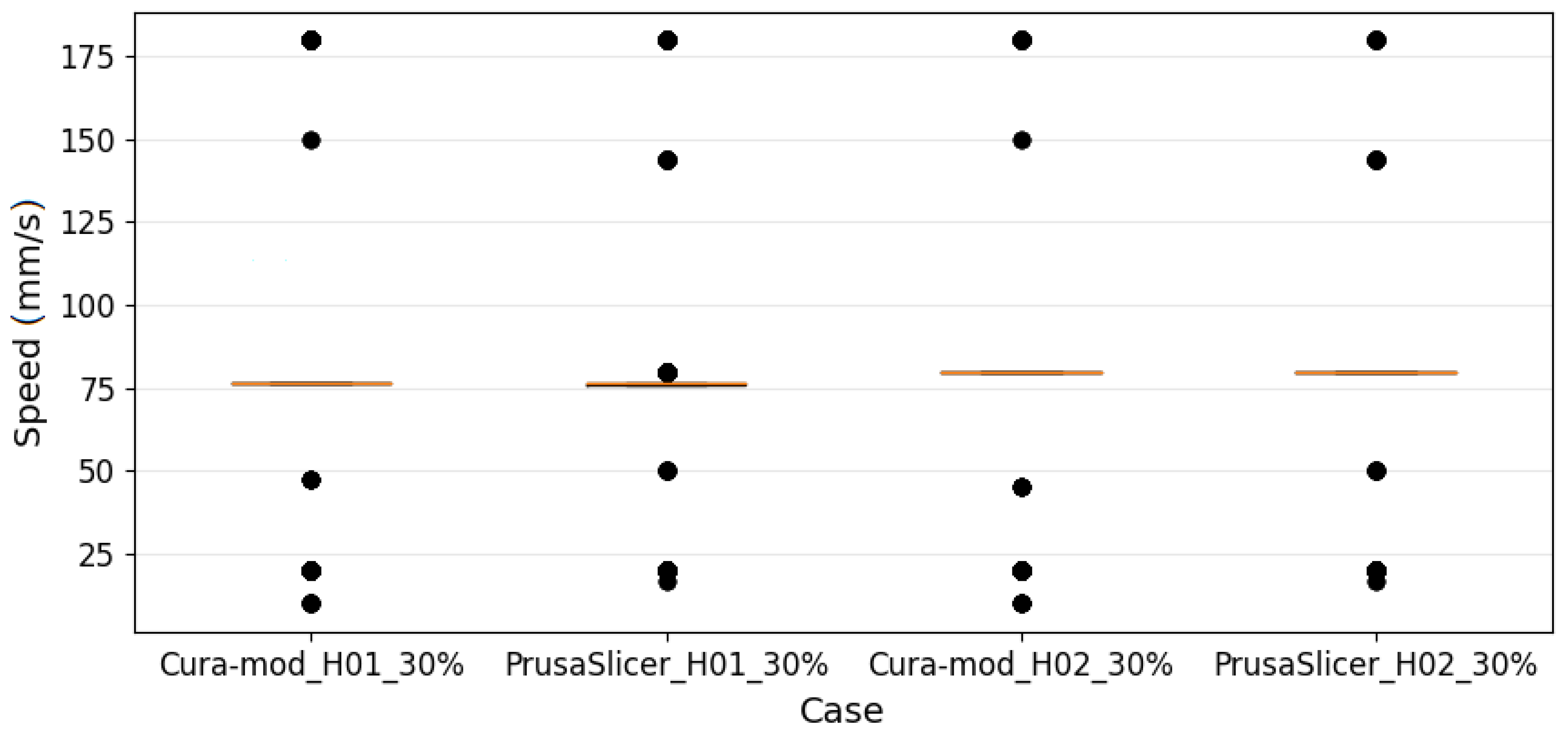
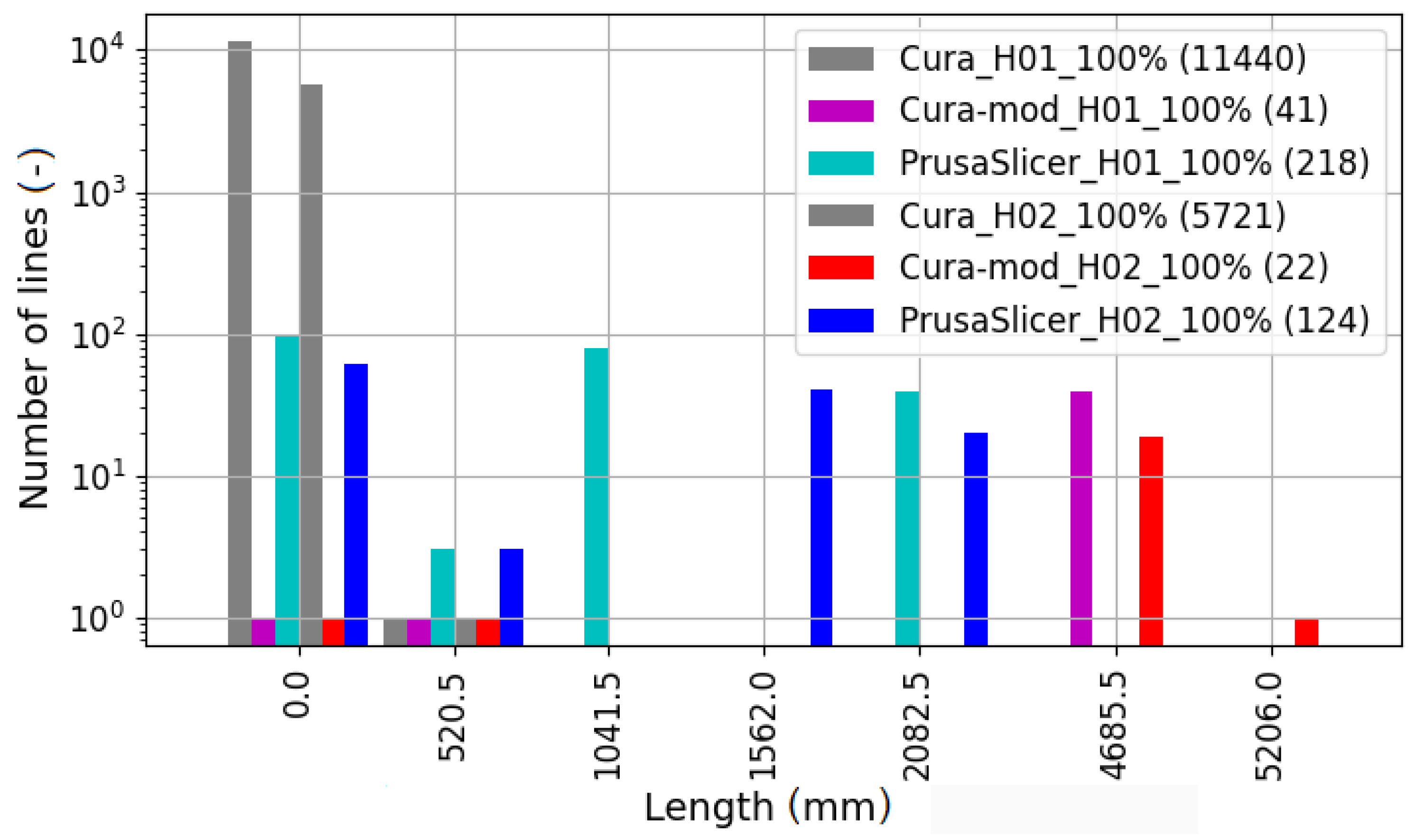
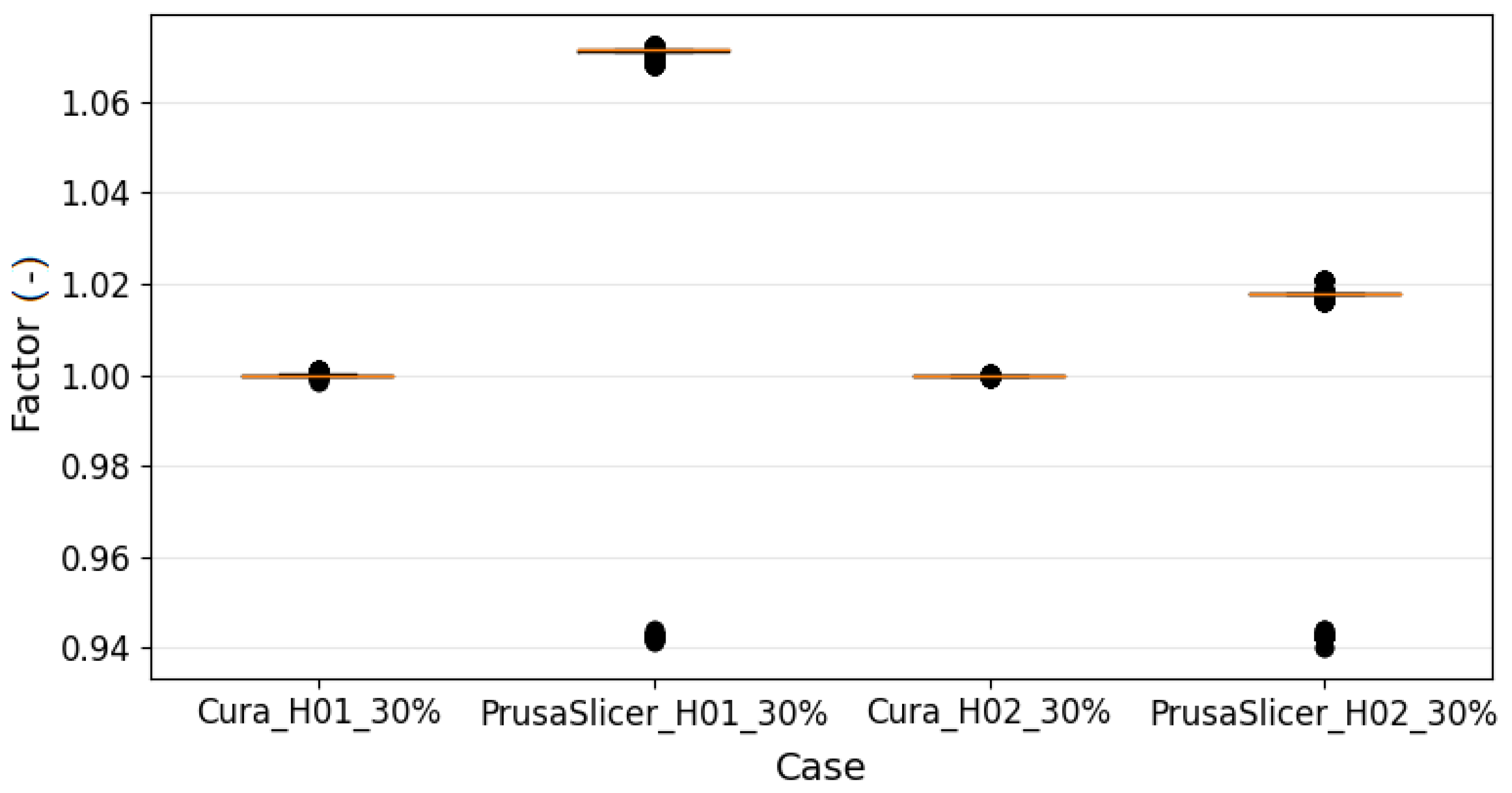
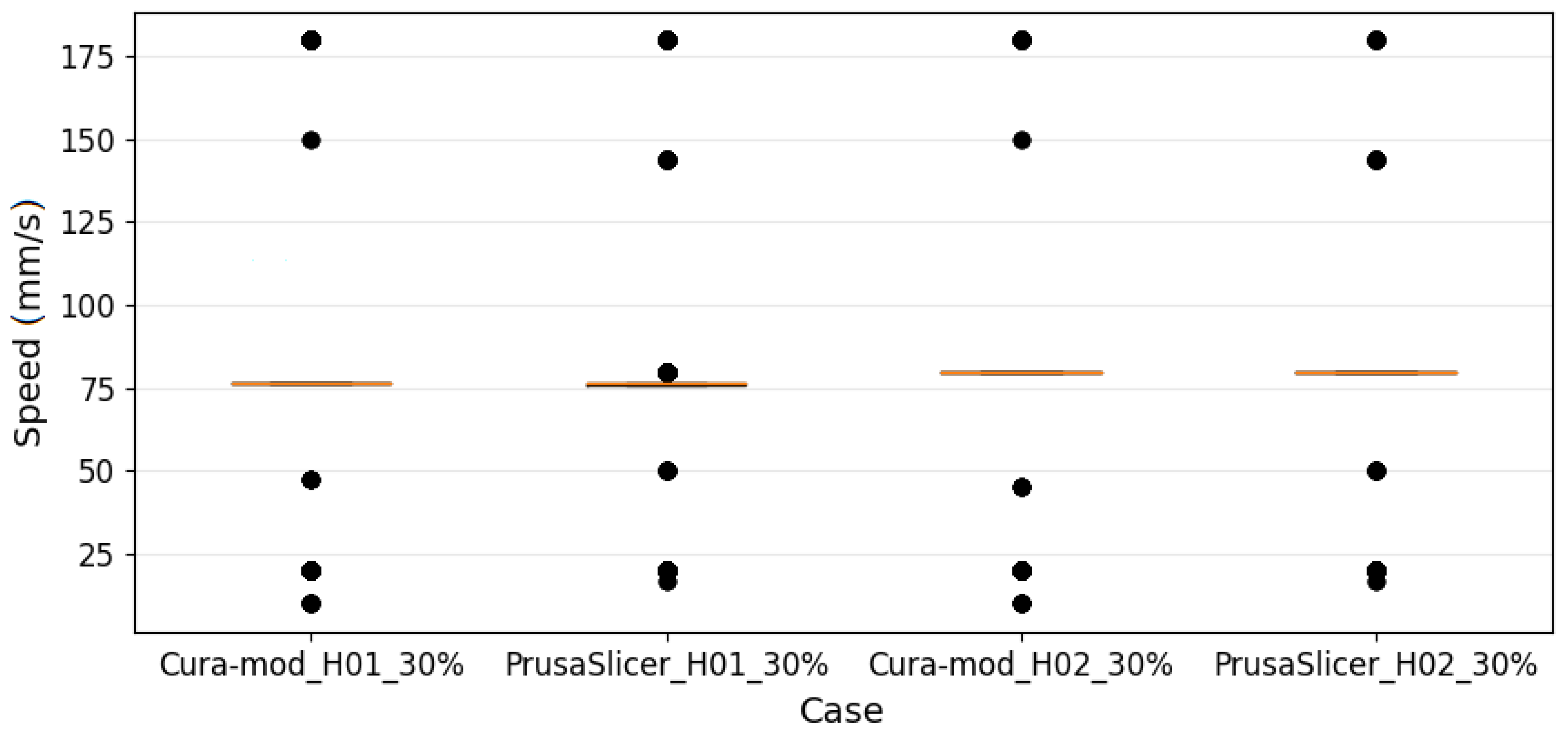
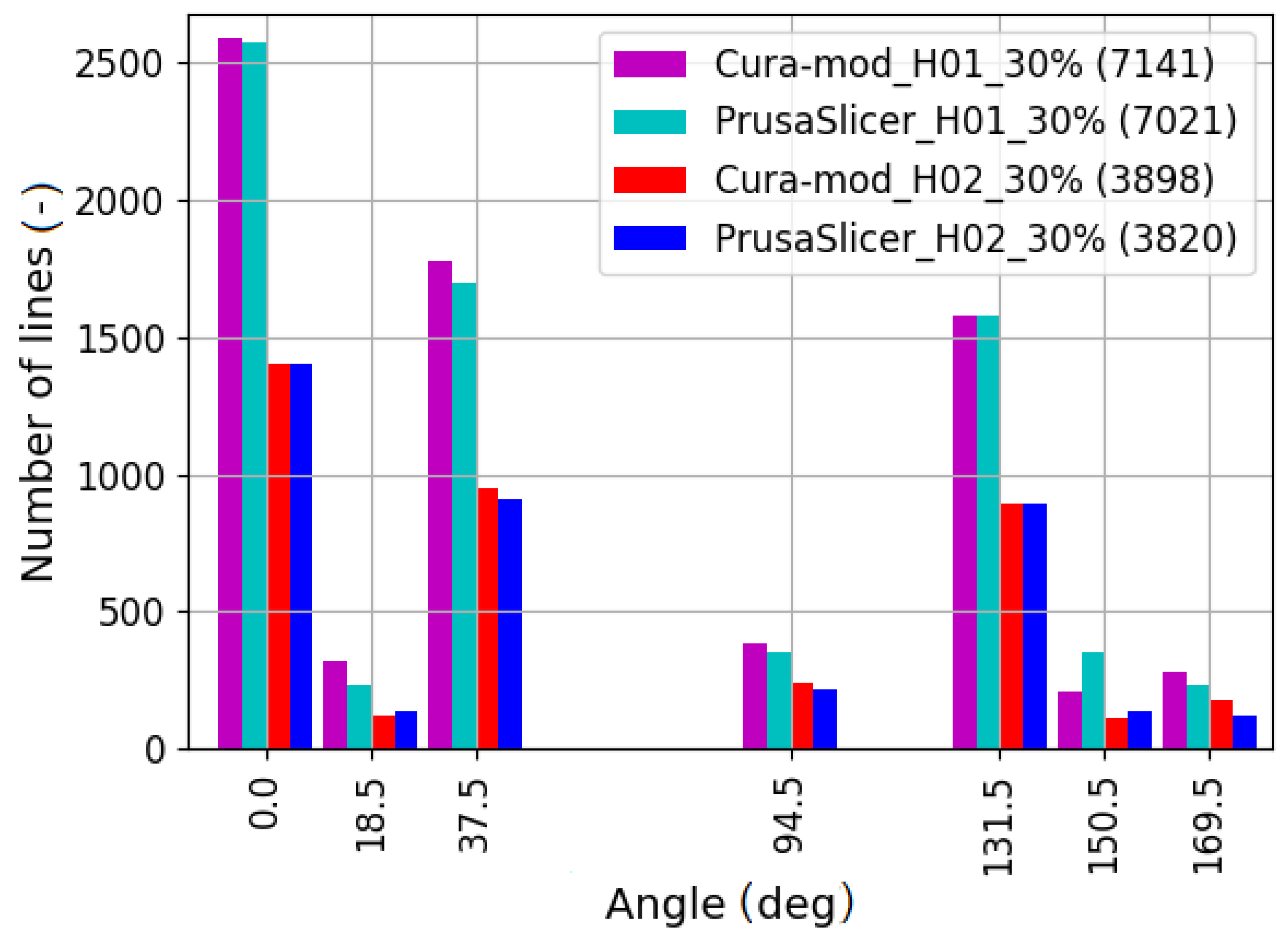
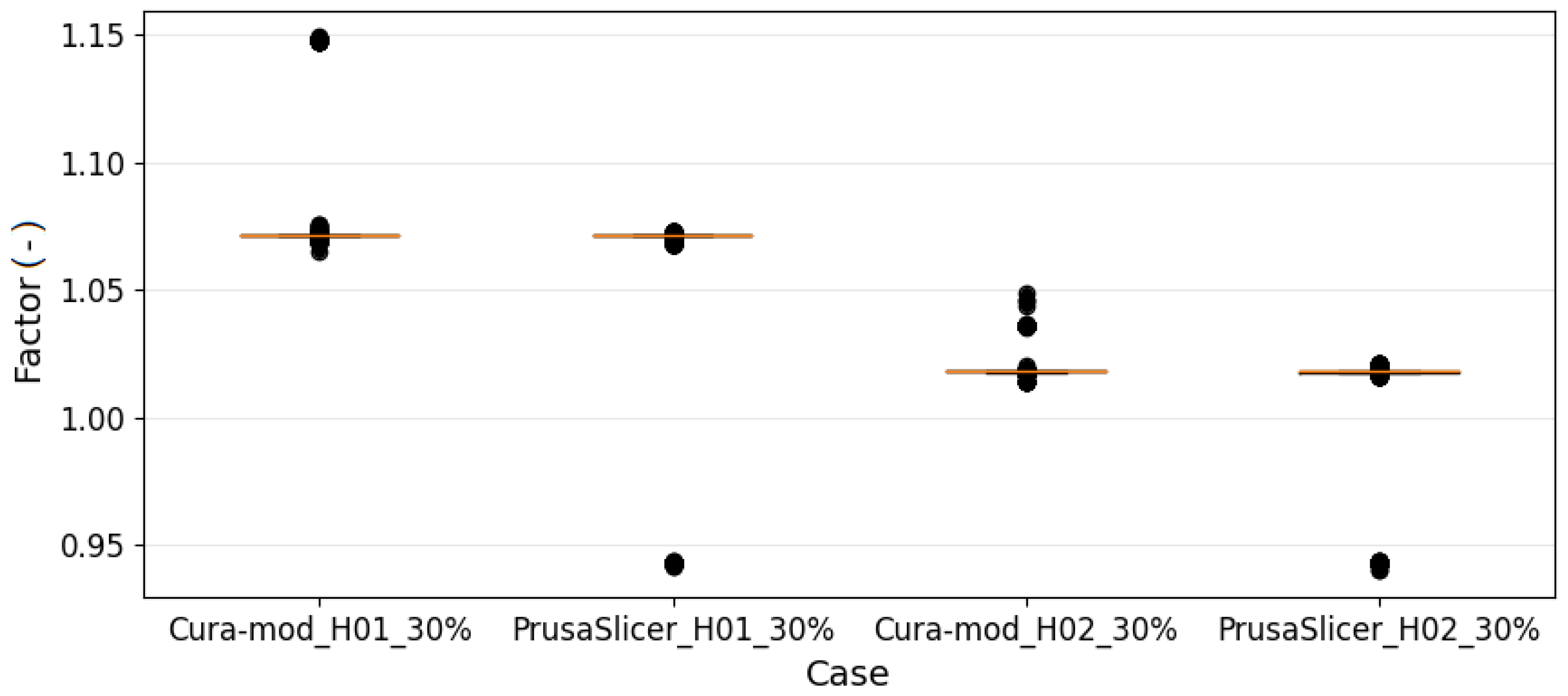
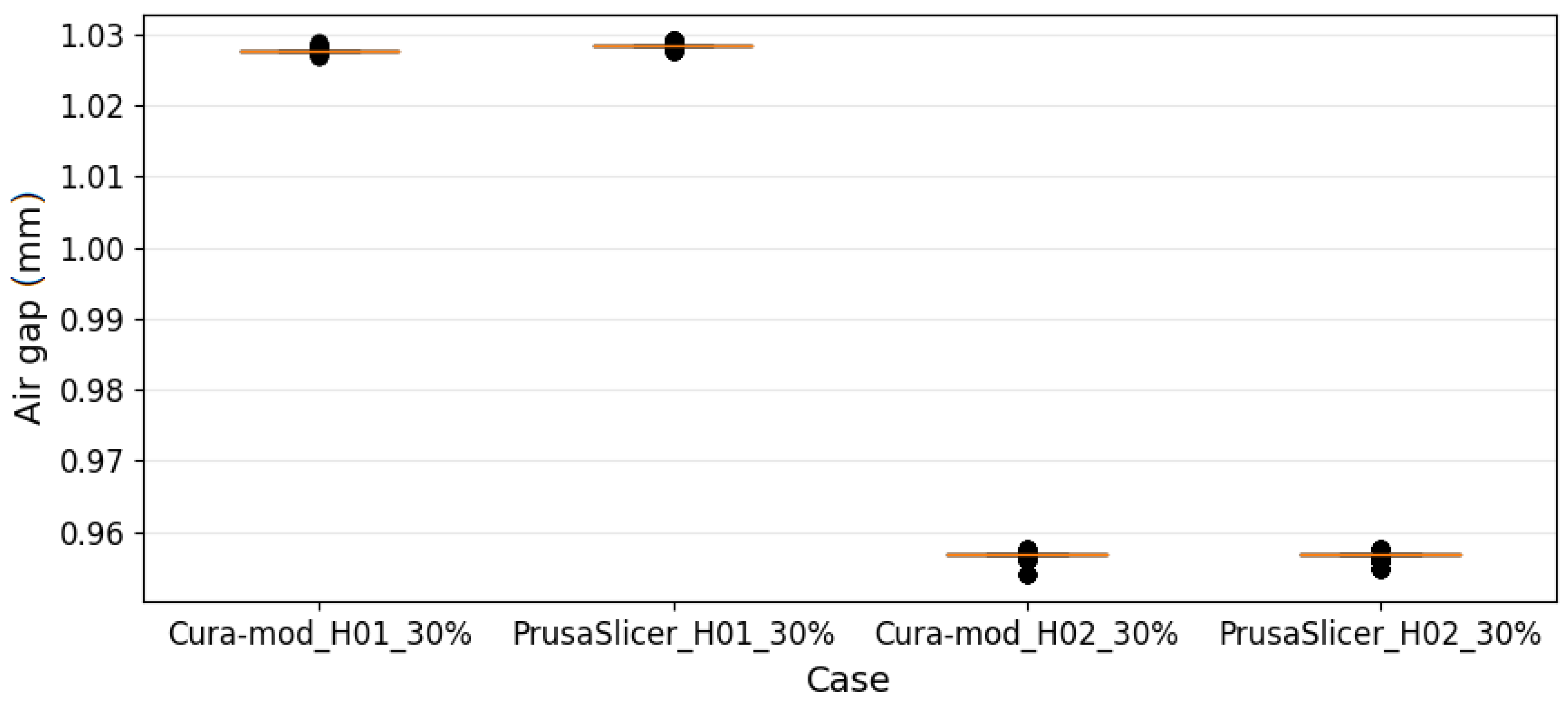
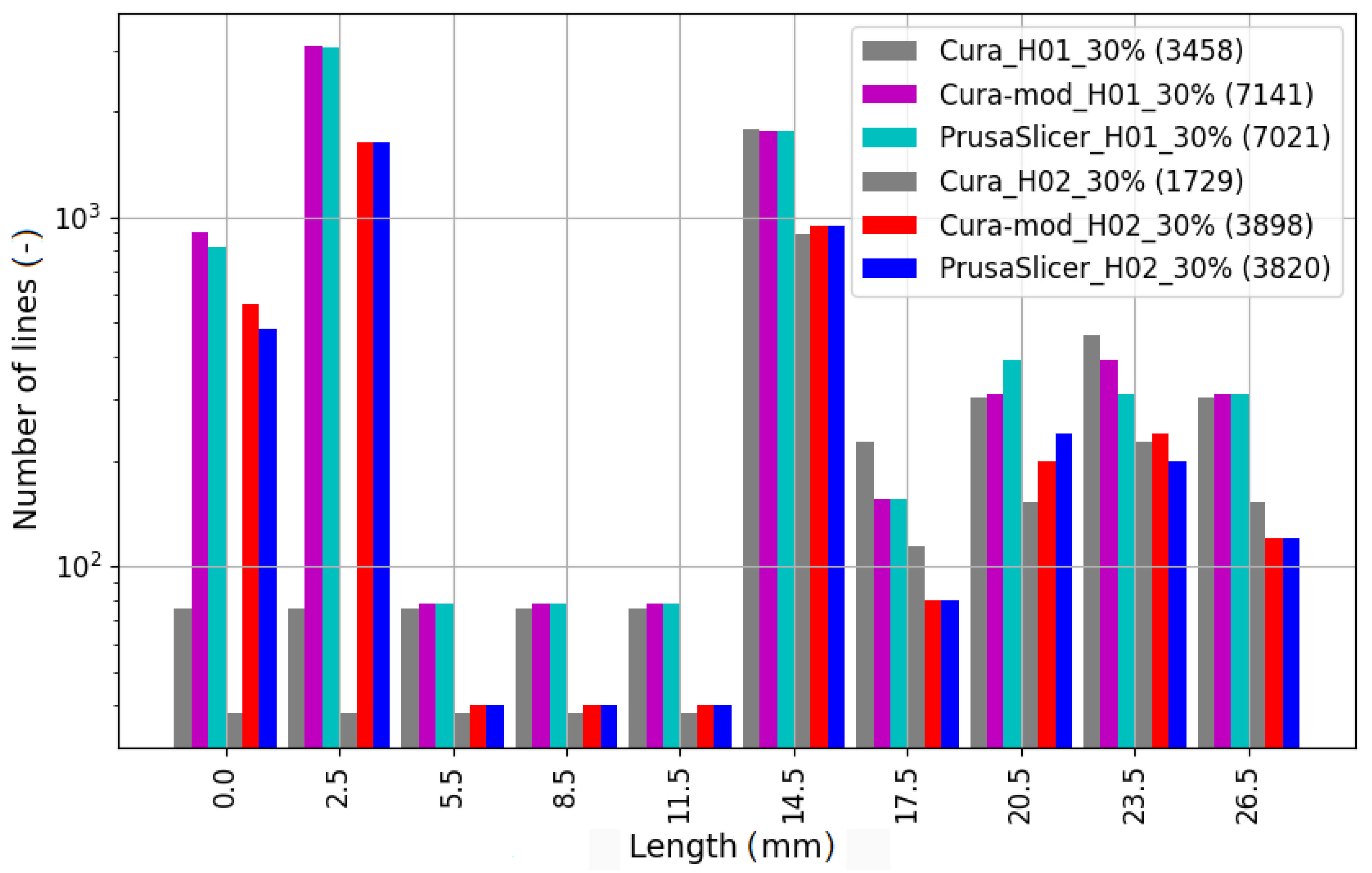
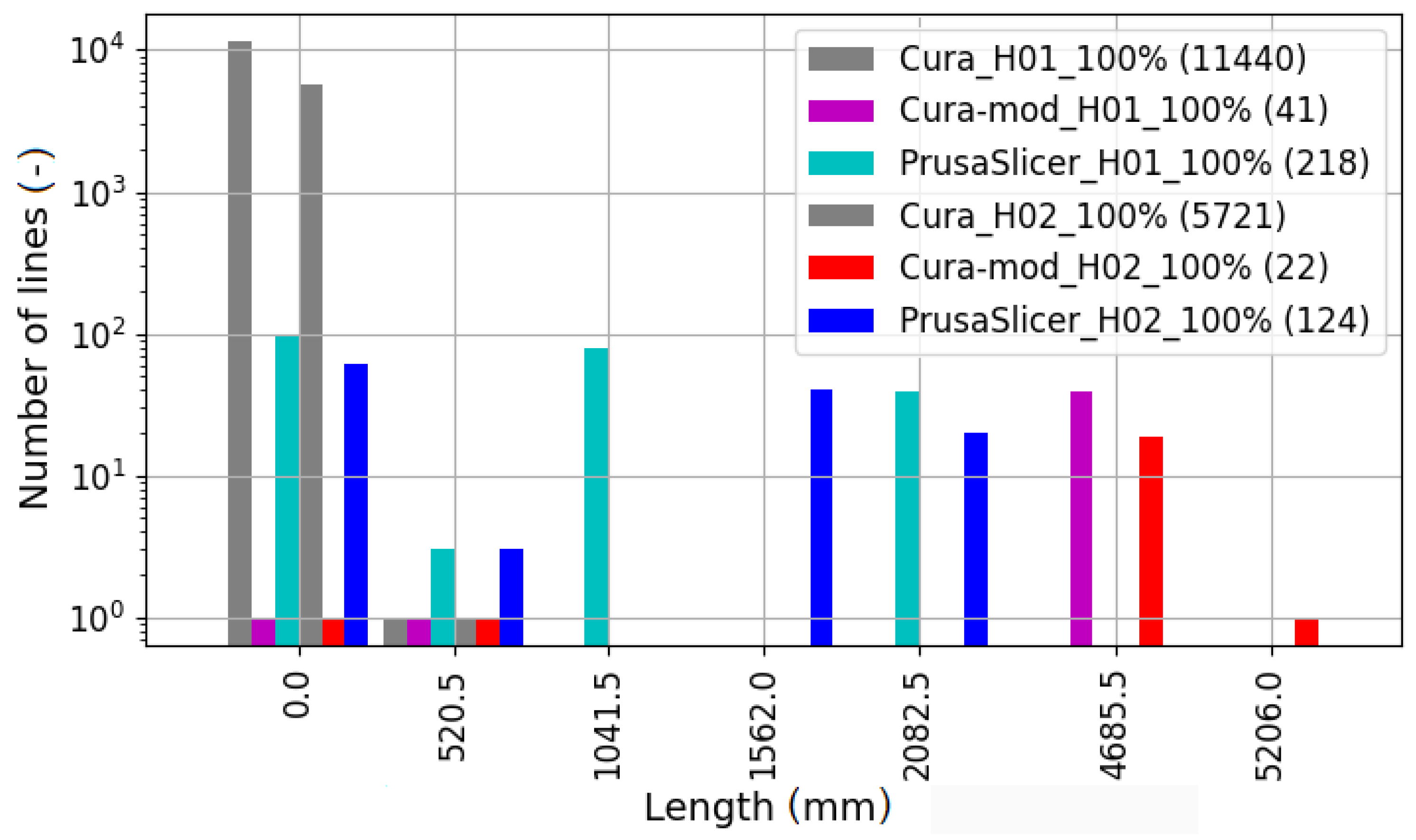
3.2. Result Comparison for the Slicers—The Case of the Modified Parameters in the Cura Software
4. Summary and Final Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ABS | Acrylonitrile-butadiene-styrene |
| PLA | Polylactide |
Appendix A
- The declaration of the position for all axes-G90;
- The declaration of the displacement for all axes-G91;
- The declaration of the position for the E axis-M82;
- The declaration of displacement for the E axis-M83.
- Setting the temperature of the printer’s heatbed in degrees Celsius:
- Setting the temperature of the print head in degrees Celsius:
- Setting the speed of the fan that cools down the extruded filament—a value from zero to two-hundred fifty-five:
- Turning off the fan—M107.
References
- Hill, N.; Haghi, M. Deposition direction-dependent failure criteria for fused deposition modeling polycarbonate. Rapid Prototyp. J. 2014, 20, 221–227. [Google Scholar] [CrossRef]
- Łukaszewski, K.; Wichniarek, R.; Górski, F. Determination of the Elasticity Modulus of Additively Manufactured Wrist Hand Orthoses. Materials 2020, 13, 4379. [Google Scholar] [CrossRef] [PubMed]
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71–76. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Straub, J. Initial Work on the Characterization of Additive Manufacturing (3D Printing) Using Software Image Analysis. Machines 2015, 3, 55–71. [Google Scholar] [CrossRef] [Green Version]
- Ahn, S.-H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Cantrell, J.T.; Rohde, S.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Jerez, A.; Steinbach, D.; Kroese, C.; et al. Experimental characterization of the mechanical properties of 3D-printed ABS and polycarbonate parts. Rapid Prototyp. J. 2017, 23, 811–824. [Google Scholar] [CrossRef]
- Gao, X.; Qi, S.; Kuang, X.; Su, Y.; Li, J.; Wang, D. Fused filament fabrication of polymer materials: A review of interlayer bond. Addit. Manuf. 2021, 37, 101658. [Google Scholar] [CrossRef]
- Song, Y.; Li, Y.; Song, W.; Yee, K.; Lee, K.-Y.; Tagarielli, V.L. Measurements of the mechanical response of unidirectional 3D-printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]
- Ferreira, I.; Machado, M.; Alves, F.; Marques, A.T. A review on fibre reinforced composite printing via FFF. Rapid Prototyp. J. 2019, 25, 972–988. [Google Scholar] [CrossRef]
- Gardner, J.M.; Saut, G.; Kim, J.W.; Cano, R.J.; Wincherski, R.A.; Stelter, C.J.; Grimsley, B.W.; Dennis, C.; Working, D.C.; Siochi, E.J. 3-D printing of multifunctional carbon nanotube yarn reinforced components. Addit. Manuf. 2016, 12, 38–44. [Google Scholar] [CrossRef]
- Ilardo, R.; Williams, C.B. Design and manufacture of a formula SAE intake system using fused deposition modeling and fiber-reinforced composite materials. Rapid Prototyp. J. 2010, 16, 174–179. [Google Scholar] [CrossRef]
- Lantean, S.; Roppolo, I.; Sangermano, M.; Pirri, C.F.; Chiappone, A. Development of New Hybrid Acrylic/Epoxy DLP-3D Printable Materials. Inventions 2018, 3, 29. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Xiang, J.; Lin, H.; Wang, K.; Yao, S.; Peng, Y.; Rao, Y. Effects of Scanning Strategy and Printing Temperature on the Compressive Behaviors of 3D Printed Polyamide-Based Composites. Polymers 2020, 12, 1783. [Google Scholar] [CrossRef]
- Melenka, G.W.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation of dimensional accuracy and material properties of the MakerBot 3D desktop printer. Rapid Prototyp. J. 2015, 21, 618–627. [Google Scholar] [CrossRef]
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; Letcher, T. Failure Analysis and Mechanical Characterization of 3D Printed ABS With Respect to Layer Thickness and Orientation. J. Fail. Anal. Prev. 2016, 16, 467–481. [Google Scholar] [CrossRef]
- Kuznetsov, V.E.; Solonin, A.N.; Urzhumtsev, O.D.; Schilling, R.; Tavitov, A.G. Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process. Polymers 2018, 10, 313. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 20, 228–235. [Google Scholar] [CrossRef]
- Kousiatza, C.; Karalekas, D. In-situ monitoring of strain and temperature distributions during fused deposition modeling process. Mater. Des. 2016, 95, 400–406. [Google Scholar] [CrossRef]
- Rayegani, F.; Onwubolu, G.C. Fused deposition modelling (FDM) process parameter prediction and optimization using group method for data handling (GMDH) and differential evolution (DE). Int. J. Adv. Manuf. Technol. 2014, 73, 509–519. [Google Scholar] [CrossRef]
- Rezayat, H.; Zhou, W.; Siriruk, A.; Penumadu, D.; Babu, S.S. Structure–mechanical property relationship in fused deposition modelling. Mater. Sci. Technol. 2015, 31, 895–903. [Google Scholar] [CrossRef]
- Chacon, J.M.; Caminero, M.A.; Garcia-Plaza, E.; Nunez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Tymrak, B. M, Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef] [Green Version]
- Alafaghani, A.; Qattawi, A. Investigating the effect of fused deposition modeling processing parameters using Taguchi design of experiment method. J. Manuf. Process. 2018, 36, 164–174. [Google Scholar] [CrossRef]
- Compton, B.G.; Post, B.K.; Duty, C.E.; Love, L.; Kunc, V. Thermal analysis of additive manufacturing of large-scale thermoplastic polymer composites. Addit. Manuf. 2017, 17, 77–86. [Google Scholar] [CrossRef]
- Lee, C.-Y.; Liu, C.-Y. The influence of forced-air cooling on a 3D-printed PLA part manufactured by fused filament fabrication. Addit. Manuf. 2019, 25, 196–203. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef] [Green Version]
- Yin, J.; Lu, C.; Fu, J.; Huang, Y.; Zheng, Y. Interfacial bonding during multi-material fused deposition modeling (FDM) process due to inter-molecular diffusion. Mater. Des. 2018, 150, 104–112. [Google Scholar] [CrossRef]
- Bryla, J. The influence of the MEX manufacturing parameters on the tensile elastic response of printed elements. Rapid Prototyp. J. 2021, 27, 187–196. [Google Scholar] [CrossRef]
- Ariffin, M.M.; Sukindar, N.A.; Baharudin, B.H.; Jaafar, C.N.A.; Ismail, M.I.S. Slicer Method Comparison Using Open-source 3D Printer. IOP Conf. Ser. Earth Environ. Sci. 2018, 114, 012018. [Google Scholar] [CrossRef]
- Šljivic, M.; Pavlovic, A.; Kraišnik, M.; Ilić, J. Comparing the accuracy of 3D slicer software in printed enduse parts. IOP Conf. Ser. Mater. Sci. Eng. 2019, 659, 012082. [Google Scholar] [CrossRef]
- BSI. BS EN ISO 527-2 Plastics—Determination of tensile properties. Part 2: Test Conditions for Moulding and Extrusion Plastics. In ISO Standard; BSI Group: London, UK, 2012. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value/Definition | Comments |
|---|---|---|
| 1. Height of the first layer | 0.2 mm | - |
| 2. Infill distance | Data in Table 2 | It was required to appropriately adapt the percentage of filling (PrusaSlicer) to the infill distance (Cura). The infill distance is the distance between the axes of the consecutive fibers of the filament. |
| 3. Fiber connection | activated | - |
| 4. Temperature of extrusion | 215 C | - |
| 5. Percentage volumetric fill | Data in Table 2 | This parameter adequately relates the amount of the extruded filament to the speed of the print head. |
| 6. Speed of the print head | 80 mm/s | Exceptional case: the speed equals 76.3 mm/s for a layer height of 0.1 mm (the case H01 in Table 2) and a percentage of infill of 30%. |
| 7. Speed of idle movement | 180 mm/s | - |
| 8. Speed for the first layer | 20 mm/s | - |
| 9. Number of layers printed at reduced speed | 1 | - |
| Layer Height (H01-0.1 mm, H02-0.2 mm) | Infill (%) | Percentage Volumetric Fill (%) | Infill Distance (mm) |
|---|---|---|---|
| H01 | 30 | 107.13 | 1.428 |
| H02 | 30 | 101.78 | 1.357 |
| H01 | 65 | 107.13 | 0.659 |
| H02 | 65 | 101.78 | 0.625 |
| H01 | 100 | 107.13 | 0.429 |
| H02 | 100 | 101.78 | 0.407 |
| Case | Temperature (C) | Number of Lines |
|---|---|---|
| Cura H01 30% | 200 | 17,551 |
| PrusaSlicer H01 30% | 215 | 7301 |
| Cura H02 30% | 200 | 8844 |
| PrusaSlicer H02 30% | 215 | 4025 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bryła, J.; Martowicz, A. Study on the Importance of a Slicer Selection for the 3D Printing Process Parameters via the Investigation of G-Code Readings. Machines 2021, 9, 163. https://doi.org/10.3390/machines9080163
Bryła J, Martowicz A. Study on the Importance of a Slicer Selection for the 3D Printing Process Parameters via the Investigation of G-Code Readings. Machines. 2021; 9(8):163. https://doi.org/10.3390/machines9080163
Chicago/Turabian StyleBryła, Jakub, and Adam Martowicz. 2021. "Study on the Importance of a Slicer Selection for the 3D Printing Process Parameters via the Investigation of G-Code Readings" Machines 9, no. 8: 163. https://doi.org/10.3390/machines9080163
APA StyleBryła, J., & Martowicz, A. (2021). Study on the Importance of a Slicer Selection for the 3D Printing Process Parameters via the Investigation of G-Code Readings. Machines, 9(8), 163. https://doi.org/10.3390/machines9080163