A Metal Powder Bed Fusion Process in Industry: Qualification Considerations



Abstract
1. Introduction
2. Methodological Approach
3. Results and Discussion
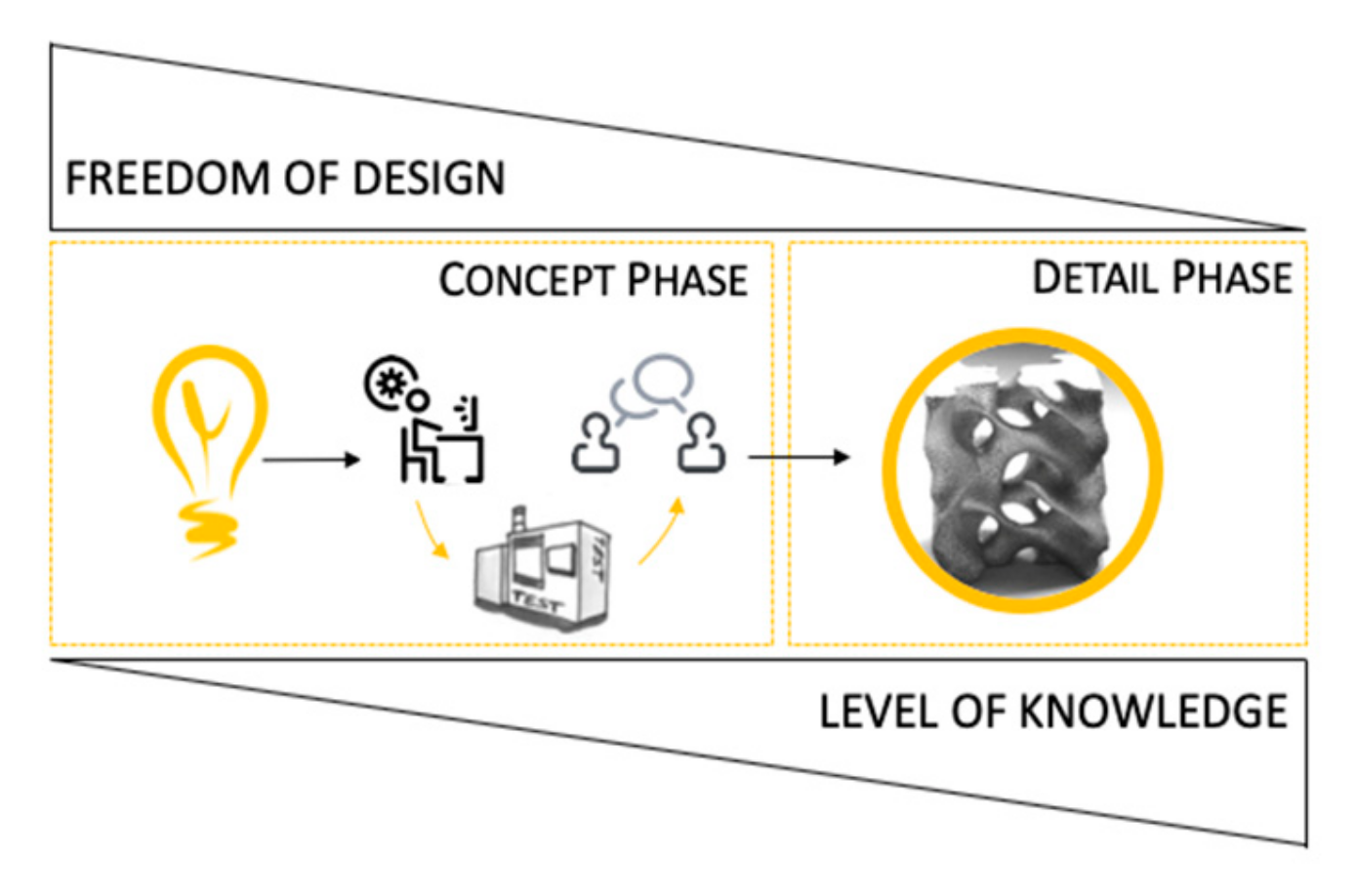
3.1. Digital Phase
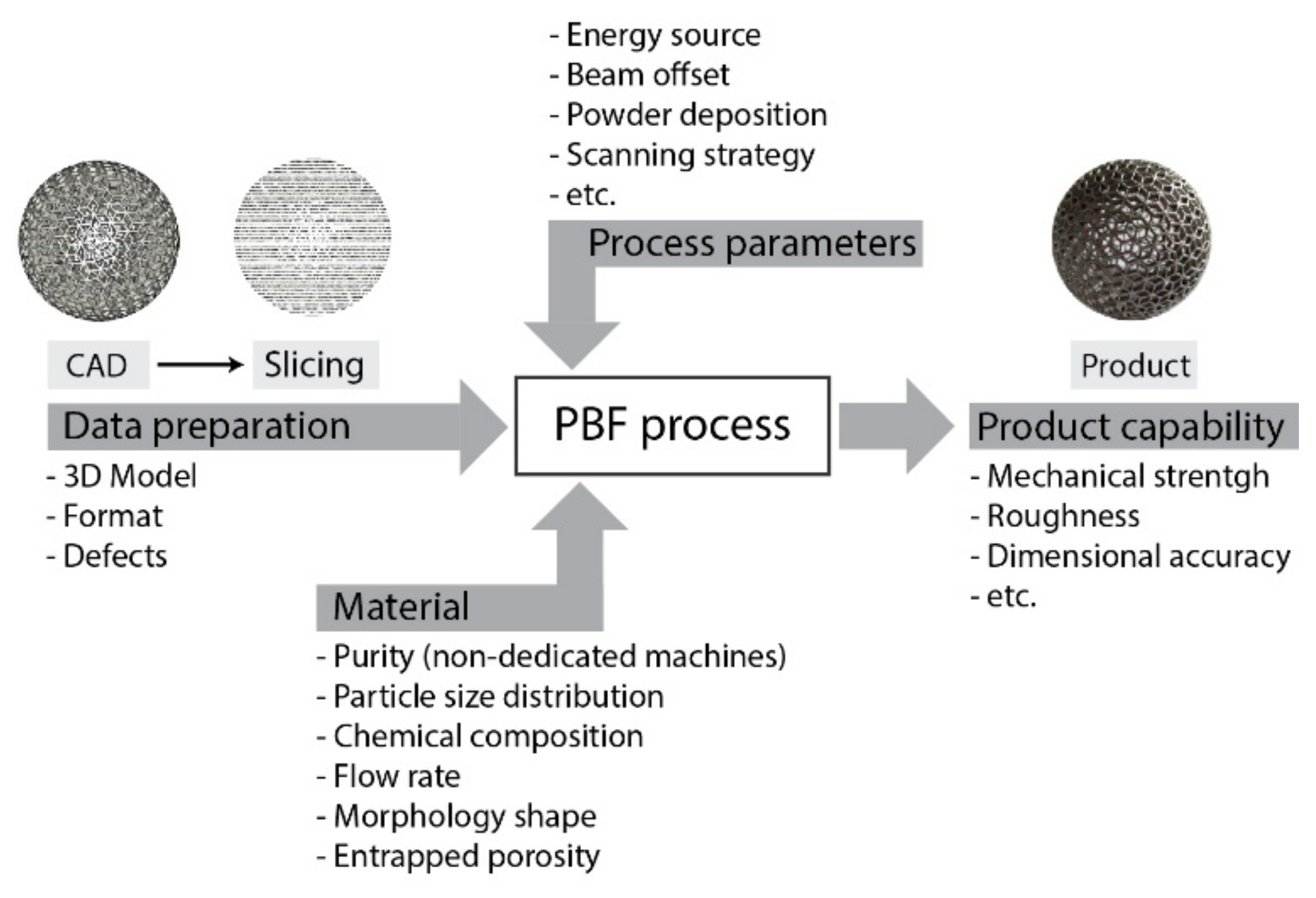
3.2. Manufacturing Phase
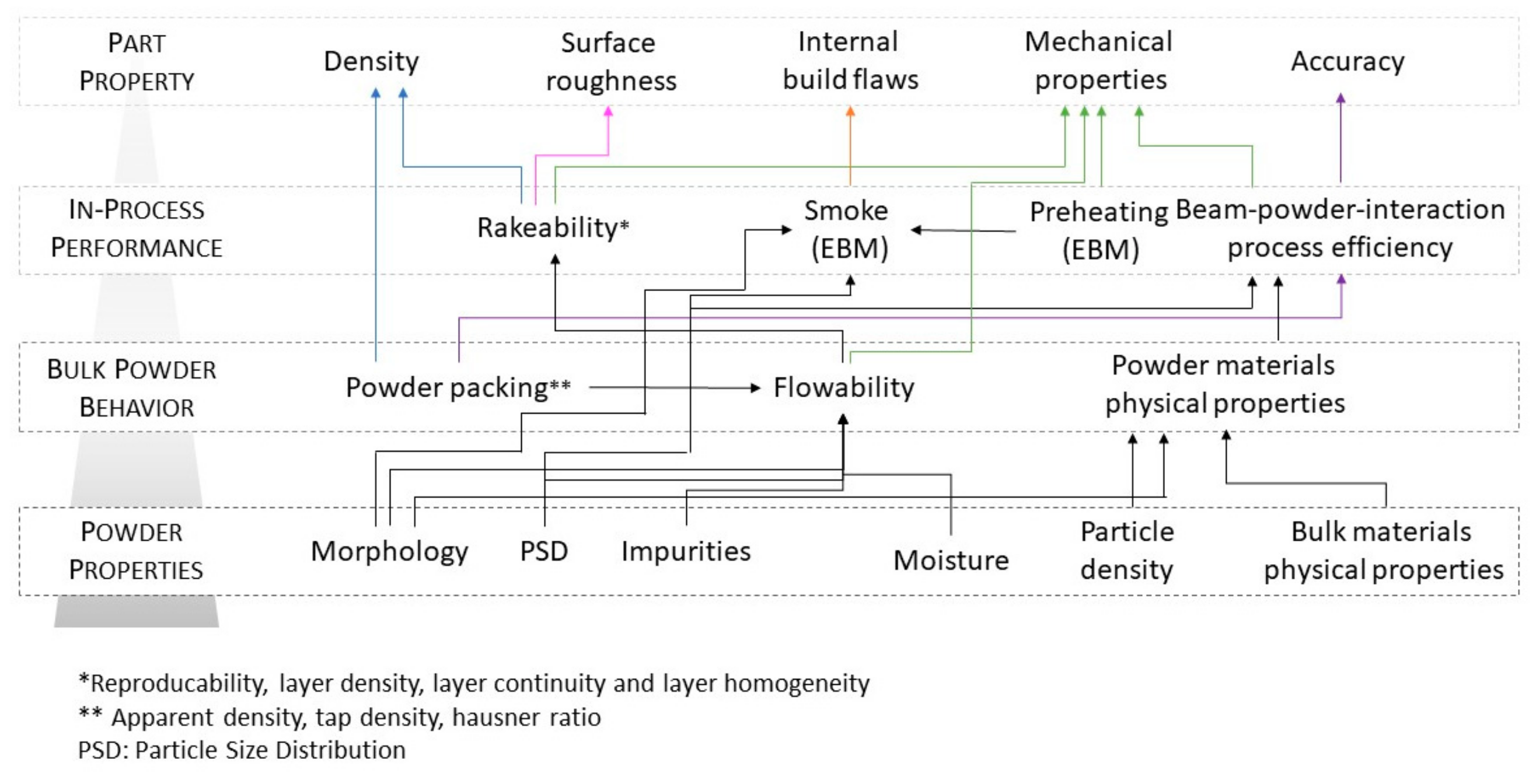
3.2.1. Raw Material Quality
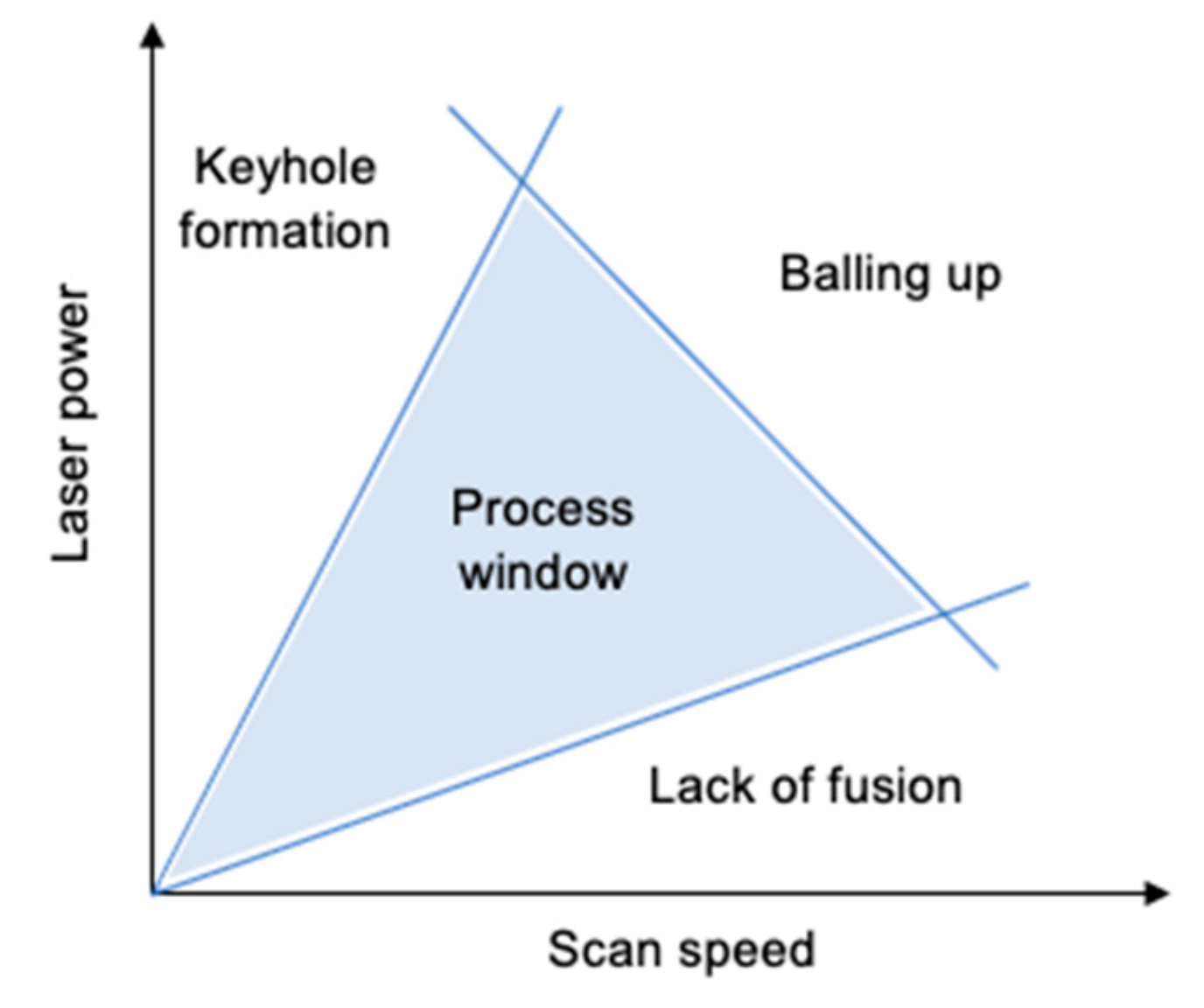
3.2.2. Process Parameters
- Laser power (the total energy emitted by laser per unit time);
- Spot size (diameter of the focused laser beam);
- Scan speed (the velocity at which the spot is moved across the powder bed along a scan vector);
- Hatching distance (the spacing between neighboring scan vectors);
- Scanning strategy;
- Layer thickness (the depth of each new powder layer to be melted);
- Powder material properties (shape, size, and distribution);
- Beam offset (the diameter of the melted zone is usually larger than the laser diameter and is called spot diameter. In order to compensate the dimensional error due to spot diameter, the laser beam should be offset from the boundaries of the cross-section of the object and is called beam offset).
- Intensity of the beam current;
- Speed function is a function that assigns a certain speed of the beam accordingly to the beam current. Negative speed function values mean a linear correlation between the current and the speed of the beam;
- Scanning strategy for the preheating steps. The parameters here are set to achieve a desirable temperature and sintering level before to melt the material. The number of beam passages and line order are an example of the additional process parameters that need to be defined;
- Scanning strategy for the contour and the inner area. Number of beam spots, the spot time, and the minimum distance between two consecutive jumping points are the additional process parameters to be defined in the MultiBeamTM strategy. During MultiBeamTM, the control system rapidly moves the beam according to a discontinuous pattern. Separate melt pools are activated at different points of the contour that are molten quasi-simultaneously [37];
- Line offset (similarly to the hatching distance for the L-PBF);
- Layer thickness;
- Layer rotation.
3.2.3. Operator
3.3. Process Monitoring
3.4. Post-Processing
3.5. Qualification Procedure
- Storage should preferably be in rooms with a fire-resistant or non-combustible construction;
- The room temperature should be limited to 20 °C to 25 °C at 60% relative humidity, and 25 °C to 30 °C at 45% relative humidity;
- Powder is stored in original container;
- Powder that is not in use is stored in standard flame cabinets;
- Separate flame cabinet used for “flammable” and “nonflammable” metals;
- Only the quantity of powder required for monthly operations is stored and no large supply is maintained, both for powder quality and safety reasons;
- Spills are immediately cleaned with powder vacuum;
- All floors in powder handling rooms are mopped at least weekly;
- All flat surfaces (tables, equipment, shelves) are inspected and wiped periodically to ensure no large buildup of powder.
- The characteristics of the powder, together with the process parameters and the scanning strategy, have influence on the accuracy, porosity, and mechanical properties, on the dimensional limits, and on the surface roughness;
- The minimal layer thickness, which depends on the particle size distribution of the used powder, has an impact on minimum feature size, accuracy along the z-axis, and surface finish. Unfortunately, although adaptive slicing may be effective when building a single part, it becomes complex to manage when there are more parts on the building platform with different geometry and, therefore, with different adaptive slicing;
- In the xy-plane, the minimum size of structural features is constrained by the size of the melt pool, which is determined by the laser-beam spot size and the process parameters (laser power, scan speed, hatching distance, beam offset, etc.). Accuracy in the xy-plane is determined for L-PBF by static and dynamic positioning errors of the scanning mirrors and by shrinkage and residual stresses associated with the transition from powder into dense metal. For this reason, geometrical constraints and possibilities are related to the material used, to the process strategies adopted, and to the PBF machine used.
4. Conclusions
Author Contributions
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Applications | Value Drivers | ||
|---|---|---|---|
| Performance | Time | Production Cost | |
| Prototyping (for product development) | ✓ | ✓ | |
| Spare parts (for service) | ✓ | ✓ | |
| Rapidly print manufacturing aids | ✓ | ||
| Assembly (reduce assembly costs and improve performance) | ✓ | ✓ | |
| Lightweighting (remove mass with geometry not possible conventionally) | ✓ | ||
| Conformally cooled tooling (improve molding/casting cycle time and part quality) | ✓ | ✓ | ✓ |
| CNC machine parts (printing near-net-shape to reduce scrap and machine time) | ✓ | ✓ | |
| Low volume previously cast/forged part (eliminate tooling to reduce lead time and cost) | ✓ | ✓ | |
| Standard/Guideline | Title | |
|---|---|---|
| AM Standard General | ISO 17296-2:2015 | Additive manufacturing - General principles - Part 2: Overview of process categories and feedstock |
| VDI 3405 | Additive manufacturing processes, rapid prototyping - (supersedes 3404) Basics, definitions, processes | |
| ISO/ASTM 52900:2015 | Additive manufacturing - General principles - Terminology | |
| ISO/ASTM 52901-16 | Standard Guide for Additive Manufacturing - General Principles – Requirements for Purchased AM Parts | |
| Digital Phase | ISO 17296-4:2014 | Additive manufacturing - General principles - Part 4: Overview of data processing |
| Digital Phase (DfAM) | ISO/ASTM 52910-17 | Standard Guidelines for Design for Additive Manufacturing |
| ISO/ASTM 52910:2018 | Additive manufacturing -- Design -- Requirements, guidelines, and recommendations | |
| Digital Phase (DfAM) | VDI 3405 Part 3 | Additive manufacturing processes, rapid manufacturing - Design rules for part production using laser sintering and laser beam melting |
| VDI 3405 Part 3.5 | Additive Manufacturing processes, rapid manufacturing - (DRAFT) Design rules for part production using electron beam melting | |
| Digital Phase (model generation) | ISO/ASTM 52915:2016 | Standard Specification for Additive Manufacturing File Format (AMF) Version 1.2 |
| Digital Phase (Geometric capability) | ISO/ASTM DIS 52902 | Additive manufacturing -- Test artefacts – Standard guideline for geometric capability assessment of additive manufacturing systems |
| Raw material | ASTM F3049-14 | Standard Guide for Characterizing Properties of Metal Powders Used for Additive Manufacturing Processes |
| Raw material | ASTM F3303-18 | Standard for Additive Manufacturing — Process Characteristics and Performance: Practice for Metal Powder Bed Fusion Process to Meet Critical Applications |
| Raw material (Titanium alloy) | ASTM F2924-14 | Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion |
| Raw material (Titanium alloy) | ASTM F3001-14 | Standard Specification for Additive Manufacturing Titanium-6 Aluminium-4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion |
| Raw material (Nickel alloy) | ASTM F3056-14e1 | Standard Specification for Additive Manufacturing Nickel Alloy (UNS N06625) with Powder Bed Fusion |
| Raw material (Nickel alloy) | VDI 3405 Part 2.2 | Additive manufacturing processes, Laser beam melting of (DRAFT) metallic parts, Material data sheet nickel alloy material number 2.4668 |
| Raw material (Stainless steel alloy) | ASTM F3184-16 | Standard Specification for Additive Manufacturing Stainless Steel Alloy (UNS S31603) with Powder Bed Fusion |
| Raw material (Aluminum alloy) | VDI 3405 Part 2.1:2015-07 and related correction dated 2017-01 | Additive manufacturing processes, rapid prototyping - Laser beam melting of metallic parts - Material data sheet aluminum alloy AlSi10Mg |
| Post-processing | ASTM F3122-14 | Standard Guide for Evaluating Mechanical Properties of Metal Materials Made via Additive Manufacturing Processes |
| ISO 17296-3:2014 | Additive manufacturing - General principles - Part 3: Main characteristics and corresponding test methods | |
| VDI 3405 Part 2 | Additive manufacturing processes, rapid prototyping - Laser beam melting of metallic parts - Qualification, quality assurance and post-processing | |
| ISO/ASTM 52921:2013 | Standard terminology for additive manufacturing - Coordinate systems and test methodologies | |
| ASTM F2971-13 | Standard Practice for Reporting Data for Test Specimens Prepared by Additive Manufacturing | |
| ASTM F3301-18a | Standard for Additive Manufacturing — Post Processing Methods — Standard Specification for Thermal Post-Processing Metal Parts Made Via Powder Bed Fusion |
References
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar]
- Calignano, F.; Galati, M.; Iuliano, L.; Minetola, P. Design of Additively Manufactured Structures for Biomedical Applications: A Review of the Additive Manufacturing Processes Applied to the Biomedical Sector. J. Healthc. Eng. 2019, 2019, 9748212. [Google Scholar] [CrossRef] [PubMed]
- Leal, R.; Barreiros, F.; Romeiro, F.; Vasco, J.C.; Marto, C.; Alves, L.; Santos, M. Additive manufacturing tooling for the automotive industry. Int. J. Adv. Manuf. Technol. 2017, 164, 43–1676. [Google Scholar] [CrossRef]
- Holmström, J.; Partanen, J.; Tuomi, J.; Walter, M. Rapid manufacturing in the spare parts supply chain: Alternative approaches to capacity deployment. J. Manuf. Technol. Manag. 2010, 21, 687–697. [Google Scholar] [CrossRef]
- Oettmeier, K.; Hofmann, E. Impact of additive manufacturing technology adoption on supply chain management processes and components. J. Manuf. Technol. Manag. 2016, 27, 944–968. [Google Scholar] [CrossRef]
- Wing, I.; Gorham, R.; Sniderman, B. 3D Opportunity for Quality Assurance and Parts Qualification: Additive Manufacturing Clears the Bar; A Deloitte Series on Additive Manufacturing; Deloitte University Press: New York, NY, USA, 2015. [Google Scholar]
- Portolés, L.; Jordá, O.; Jordá, L.; Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. A qualification procedure to manufacture and repair aerospace parts with electron beam melting. J. Manuf. Syst. 2016, 41, 65–75. [Google Scholar] [CrossRef]
- Bassoli, E.; Sola, A.; Celesti, M.; Calcagnile, S.; Cavallini, C. Development of Laser-Based Powder Bed Fusion Process Parameters and Scanning Strategy for New Metal Alloy Grades: A Holistic Method Formulation. Materials 2018, 11, 2356. [Google Scholar] [CrossRef]
- Calignano, F.; Cattano, G.; Manfredi, D. Manufacturing of thin wall structures in AlSi10Mg alloy by laser powder bed fusion through process parameters. J. Mater. Process. Technol. 2018, 255, 773–783. [Google Scholar] [CrossRef]
- Calignano, F. Design optimization of supports for overhanging structures in aluminum and titanium alloys by selective laser melting. Mater. Des. 2014, 64, 203–213. [Google Scholar] [CrossRef]
- Yeong, W.Y.; Chua, C.K. A quality management framework for implementing additive manufacturing of medical devices. Virtual Phys. Prototyp. 2013, 8, 193–199. [Google Scholar] [CrossRef]
- Peralta, A.D.; Enright, M.; Megahed, M.; Gong, J.; Roybal, M.; Craig, J. Towards rapid qualification of powder-bed laser additively manufactured parts. Integr. Mater. Manuf. Innov. 2016, 5, 154–176. [Google Scholar] [CrossRef]
- Klahn, C.; Leutenecker, B.; Meboldt, M. Design Strategies for the Process of Additive Manufacturing. Procedia CIRP 2015, 36, 230–235. [Google Scholar] [CrossRef]
- Chu, C.; Graf, G.; Rosen, D.W. Design for Additive Manufacturing of Cellular Structures. Comput. Des. Appl. 2008, 5, 686–696. [Google Scholar] [CrossRef]
- Salmi, A.; Calignano, F.; Galati, M.; Atzeni, E. An integrated design methodology for components produced by laser powder bed fusion (L-PBF) process. Virtual Phys. Prototyp. 2018, 13, 191–202. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R.; Young, P. Advanced lattice support structures for metal additive manufacturing. J. Mater. Process. Technol. 2013, 213, 1019–1026. [Google Scholar] [CrossRef]
- Salmi, A.; Atzeni, E.; Iuliano, L.; Galati, M. Experimental Analysis of Residual Stresses on AlSi10Mg Parts Produced by Means of Selective Laser Melting (SLM). Procedia CIRP 2017, 62, 458–463. [Google Scholar] [CrossRef]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef]
- Calignano, F. Investigation of the accuracy and roughness in the laser powder bed fusion process. Virtual Phys. Prototyp. 2018, 13, 97–104. [Google Scholar] [CrossRef]
- Cordova, L.; Campos, M.; Tinga, T. Revealing the Effects of Powder Reuse for Selective Laser Melting by Powder Characterization. JOM 2019, 71, 1062–1072. [Google Scholar] [CrossRef]
- Ardila, L.; Garciandía, F.; González-Díaz, J.; Alvarez, P.; Echeverria, A.; Petite, M.; Deffley, R.; Ochoa, J. Effect of IN718 Recycled Powder Reuse on Properties of Parts Manufactured by Means of Selective Laser Melting. Phys. Procedia 2014, 56, 99–107. [Google Scholar] [CrossRef]
- Yampolskiy, M.; King, W.; Pope, G.; Belikovetsky, S.; Elovici, Y. Evaluation of additive and subtractive manufacturing from the security perspective. In Proceedings of the IFIP Advances in Information and Communication Technology, Arlington, VA, USA, 13–15 March 2017; Springer Science and Business Media LLC: Cham, Switzerland, 2017; Volume 512, pp. 23–44. [Google Scholar]
- Tang, H.P.; Qian, M.; Liu, N.; Zhang, X.Z.; Yang, G.Y.; Wang, J. Effect of Powder Reuse Times on Additive Manufacturing of Ti-6Al-4V by Selective Electron Beam Melting. JOM 2015, 67, 555–563. [Google Scholar] [CrossRef]
- Gorji, N.E.; O’Connor, R.; Brabazon, D. XPS, XRD, and SEM characterization of the virgin and recycled metallic powders for 3D printing applications. In IOP Conference Series: Materials Science and Engineering; IOP Publishing Ltd.: Bristol, UK, 2019; Volume 591. [Google Scholar]
- Parteli, E.J.; Pöschel, T. Particle-based simulation of powder application in additive manufacturing. Powder Technol. 2016, 288, 96–102. [Google Scholar] [CrossRef]
- Boley, C.D.; Khairallah, S.A.; Rubenchik, A.M. Calculation of laser absorption by metal powders in additive manufacturing. Appl. Opt. 2015, 54, 2477–2482. [Google Scholar] [CrossRef]
- Quintana, O.A.; Alvarez, J.; McMillan, R.; Tong, W.; Tomonto, C. Effects of Reusing Ti-6Al-4V Powder in a Selective Laser Melting Additive System Operated in an Industrial Setting. JOM 2018, 70, 1863–1869. [Google Scholar] [CrossRef]
- Muñiz-Lerma, J.A.; Nommeots-Nomm, A.; Waters, K.E.; Brochu, M. A Comprehensive Approach to Powder Feedstock Characterization for Powder Bed Fusion Additive Manufacturing: A Case Study on AlSi7Mg. Materials 2018, 11, 2386. [Google Scholar] [CrossRef] [PubMed]
- Kleszczynski, S.; Zur Jacobsmühlen, J.; Sehrt, J.T.; Witt, G. Error detection in laser beam melting systems by high resolution imaging. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2012, Austin, TX, USA, 6–8 August 2012. [Google Scholar]
- Kruth, J.-P.; Levy, G.; Klocke, F.; Childs, T. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Maity, T.; Das, J.; Eckert, J. Is the energy density a reliable parameter for materials synthesis by selective laser melting? Mater. Res. Lett. 2017, 5, 386–390. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.-P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Craeghs, T.; Bechmann, F.; Berumen, S.; Kruth, J.-P. Feedback control of Layerwise Laser Melting using optical sensors. Phys. Procedia 2010, 5, 505–514. [Google Scholar] [CrossRef]
- Raghavan, A.; Wei, H.L.; Palmer, T.A.; Debroy, T. Heat transfer and fluid flow in additive manufacturing. J. Laser Appl. 2013, 25, 1207–1216. [Google Scholar] [CrossRef]
- Vlasea, M.L.; Lane, B.; Lopez, F.; Mekhontsev, S.; Donmez, A. Development of powder bed fusion additive manufacturing test bed for enhanced real-time process control. In Proceedings of the Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Galati, M.; Iuliano, L. A literature review of powder-based electron beam melting focusing on numerical simulations. Addit. Manuf. 2018, 19, 1–20. [Google Scholar] [CrossRef]
- Galati, M.; Snis, A.; Iuliano, L. Experimental validation of a numerical thermal model of the EBM process for Ti6Al4V. Comput. Math. Appl. 2019, 78, 2417–2427. [Google Scholar] [CrossRef]
- Mani, M.; Feng, S.; Brandon, L.; Donmez, A.; Moylan, S.; Fesperman, R. Measurement science needs for real-time control of additive manufacturing powder-bed fusion processes. In Additive Manufacturing Handbook: Product Development for the Defense Industry; Informa: London, UK, 2017; pp. 629–652. ISBN 9781482264098. [Google Scholar]
- Yadroitsev, I.; Bertrand, P.; Smurov, I.; Bertrand, P. Parametric analysis of the selective laser melting process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Van Elsen, M. Complexity of Selective Laser Melting: A New Optimisation Approach; Katholieke Universiteit Leuven: Leuven, Belgium, 2007. [Google Scholar]
- Aggarangsi, P.; Beuth, J.L.; Griffith, M. Melt Pool Size and Stress Control for Laser-Based Deposition Near a Free Edge. In Proceedings of the 14th Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2003. [Google Scholar]
- Mumtaz, K.; Hopkinson, N. Selective Laser Melting of thin wall parts using pulse shaping. J. Mater. Process. Technol. 2010, 210, 279–287. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I. Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting. Virtual Phys. Prototyp. 2015, 10, 67–76. [Google Scholar] [CrossRef]
- Hitzler, L.; Hirsch, J.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. On the Anisotropic Mechanical Properties of Selective Laser-Melted Stainless Steel. Materials 2017, 10, 1136. [Google Scholar] [CrossRef] [PubMed]
- Ning, Y.; Wong, Y.; Fuh, J.; Loh, H. An approach to minimize build errors in direct metal laser sintering. IEEE Trans. Autom. Sci. Eng. 2006, 3, 73–80. [Google Scholar] [CrossRef]
- Gusarov, A.; Smurov, I. Radiation transfer in metallic powder beds used in laser processing. J. Quant. Spectrosc. Radiat. Transf. 2010, 111, 2517–2527. [Google Scholar] [CrossRef]
- Gusarov, A.; Kruth, J.-P. Modelling of radiation transfer in metallic powders at laser treatment. Int. J. Heat Mass Transf. 2005, 48, 3423–3434. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Chlebus, E.; Kuźnicka, B.; Reiner, J. Parameters in selective laser melting for processing metallic powders. In Proceedings of the High Power Laser Materials Processing: Lasers, Beam Delivery, Diagnostics, and Applications, San Francisco, CA, USA, 21–26 January 2012; Volume 8239, p. 823914. [Google Scholar]
- Kleszczynski, S.; Jacobsmühlen, J.Z.; Sehrt, J.T.; Witt, G. Mechanical Properties of Laser Beam Melting Components Depending on Various Process Errors. In Proceedings of the IFIP International Conference on Digital Product and Process Development Systems, Dresden, Germany, 10–11 October 2013; IFIP Advances in Information and Communication Technology; Springer: Berlin/Heidelberg, Germany, 2013; Volume 411, pp. 153–166. [Google Scholar]
- Murr, L.E.; Martinez, E.; Amato, K.N.; Gaytan, S.M.; Hernandez, J.; Ramirez, D.A.; Shindo, P.W.; Medina, F.; Wicker, R.B. Fabrication of Metal and Alloy Components by Additive Manufacturing: Examples of 3D Materials Science. J. Mater. Res. Technol. 2012, 1, 42–54. [Google Scholar] [CrossRef]
- Mahale, T.R. Electron Beam Melting of Advanced Materials and Structures, Mass Customization, Mass Personalization. Ph.D. Thesis, North Carolina State University, Raleigh, NC, USA, 2017. [Google Scholar]
- Schwerdtfeger, J.; Singer, R.F.; Körner, C. In Situ flaw detection by IR-imaging during electron beam melting. Rapid Prototyp. J. 2012, 18, 259–263. [Google Scholar] [CrossRef]
- Zäh, M.F.; Lutzmann, S. Modelling and simulation of electron beam melting. Prod. Eng. 2010, 4, 15–23. [Google Scholar] [CrossRef]
- Körner, C.; Attar, E.; Heinl, P. Mesoscopic simulation of selective beam melting processes. J. Mater. Process. Technol. 2011, 211, 978–987. [Google Scholar] [CrossRef]
- Cheng, B.; Price, S.; Lydon, J.; Cooper, K.; Chou, K. On Process Temperature in Powder-Bed Electron Beam Additive Manufacturing: Model Development and Validation. J. Manuf. Sci. Eng. 2014, 136, 061018. [Google Scholar] [CrossRef]
- He, W.; Jia, W.; Liu, H.; Tang, H.; Kang, X.; Huang, Y. Research on preheating of titanium alloy powder in electron beam melting technology. Rare Met. Mater. Eng. 2011, 40, 2072–2075. [Google Scholar]
- Karlsson, J.; Snis, A.; Engqvist, H.; Lausmaa, J. Characterization and comparison of materials produced by Electron Beam Melting (EBM) of two different Ti–6Al–4V powder fractions. J. Mater. Process. Technol. 2013, 213, 2109–2118. [Google Scholar] [CrossRef]
- Neira-Arce, A. Thermal Modeling and Simulation of Electron Beam Melting for Rapid Prototyping on Ti6Al4V Alloys. Ph.D. Thesis, North Carolina State University, Raleigh, NC, USA, 2012. [Google Scholar]
- Safdar, A.; He, H.; Snis, A.; De Paz, L.E.C.; Wei, L.-Y.; Wei, L. Effect of process parameters settings and thickness on surface roughness of EBM produced Ti-6Al-4V. Rapid Prototyp. J. 2012, 18, 401–408. [Google Scholar] [CrossRef]
- Cansizoglu, O.; Harrysson, O.; Cormier, D.; West, H.; Mahale, T. Properties of Ti–6Al–4V non-stochastic lattice structures fabricated via electron beam melting. Mater. Sci. Eng. A 2008, 492, 468–474. [Google Scholar] [CrossRef]
- Ramirez, D.; Murr, L.; Li, S.; Tian, Y.; Martinez, E.; Martínez, J.; Machado, B.; Gaytan, S.; Medina, F.; Wicker, R. Open-cellular copper structures fabricated by additive manufacturing using electron beam melting. Mater. Sci. Eng. A 2011, 528, 5379–5386. [Google Scholar] [CrossRef]
- Sigl, M.; Lutzmann, S.; Zaeh, M.F. Transient physical effects in electron beam sintering. In Proceedings of the 17th Solid Freeform Fabrication Symposium, SFF 2006, Austin, TX, USA, 14–16 August 2006. [Google Scholar]
- Attar, E. Simulation of Selective Electron Beam Melting Processes. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg, Erlangen, Germany, 2011. [Google Scholar]
- Agarwala, M.; Bourell, D.; Beaman, J.; Marcus, H.; Barlow, J. Direct selective laser sintering of metals. Rapid Prototyp. J. 1995, 1, 26–36. [Google Scholar] [CrossRef]
- Gusarov, A.; Yadroitsev, I.; Bertrand, P.; Smurov, I.; Bertrand, P. Heat transfer modelling and stability analysis of selective laser melting. Appl. Surf. Sci. 2007, 254, 975–979. [Google Scholar] [CrossRef]
- Qi, H.B.; Yan, Y.N.; Zhang, R.J.; Lin, F. Scanning method of filling lines in electron beam selective melting. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 1685–1694. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.; Tor, S.B.; Chua, C.K. Fabrication and microstructural characterisation of additive manufactured Ti-6Al-4V parts by electron beam melting. Virtual Phys. Prototyp. 2015, 10, 13–21. [Google Scholar] [CrossRef]
- Gaytan, S.M.; Murr, L.E.; Medina, F.; Martinez, E.; Lopez, M.I.; Wicker, R.B.; Murr, L. Advanced metal powder based manufacturing of complex components by electron beam melting. Mater. Technol. 2009, 24, 180–190. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Karthik, N.V.; Starr, T.; Stucker, B. Defect morphology in Ti-6Al-4V parts fabricated by Selective Laser Melting and Electron Beam Melting. In Proceedings of the 24th International SFF Symposium—An Additive Manufacturing Conference, SFF 2013, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Calignano, F.; Denti, L.; Bassoli, E.; Gatto, A.; Iuliano, L. Studies on electrodischarge drilling of an Al2O3-TiC composite. Int. J. Adv. Manuf. Technol. 2013, 66, 1757–1768. [Google Scholar] [CrossRef]
- Hirsch, M.; Patel, R.; Li, W.; Guan, G.; Leach, R.K.; Sharples, S.D.; Clare, A.T. Assessing the capability of in-situ nondestructive analysis during layer based additive manufacture. Addit. Manuf. 2017, 13, 135–142. [Google Scholar] [CrossRef]






| Porosity | Roughness | CAD Deviations | Residual Stress | |
|---|---|---|---|---|
| Building orientation | ○ ● | ○ ● | ○ | |
| STL file | ○ ● | |||
| Support structures | ○ | ○ ● | ○ ● | ○ |
| Porosity | Roughness | CAD Deviations | Residual Stress | Lack of Fusion | Balling | Keyhole | Overheating/ Element Evaporation | ||
|---|---|---|---|---|---|---|---|---|---|
| Raw material | Shape and size of the particle | ● | ● | ||||||
| Particle distribution | ● | ● | |||||||
| Contaminations | ● | ||||||||
| Machine | Blade | ○ | ○ | ||||||
| Lens | ○ | ||||||||
| Oxygen sensor | ○ | ○ | |||||||
| Vacuum system | ● | ● | |||||||
| Rake | ● | ● | |||||||
| Beam quality | ● | ● | ● | ○ | ○ | ||||
| Building platform temperature | ○ | ● | |||||||
| Feed calibration | ● | ● | |||||||
| Process parameters | Laser power | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| Beam Current | ● | ● | ● | ● | ● | ● | |||
| Scan speed | ○ ● | ○ ● | ○ ● | ○ | ○ ● | ○ ● | ○ | ● | |
| Line offset | ● | ● | ● | ● | ● | ● | |||
| Hatching distance | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||
| Layer thickness | ○ ● | ○ ● | ○ ● | ○ | ● | ○ ● | ● | ||
| Scanning strategy | ○ ● | ○ ● | ○ ● | ○ | ● | ○ ● | ● | ||
| Focus offset | ● | ● | ● | ● | ● | ● | |||
| Beam offset | ○ ● | ||||||||
| Scale factor | ○ | ||||||||
| Layer rotation | ○ | ○ | ● |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Calignano, F.; Galati, M.; Iuliano, L. A Metal Powder Bed Fusion Process in Industry: Qualification Considerations. Machines 2019, 7, 72. https://doi.org/10.3390/machines7040072
Calignano F, Galati M, Iuliano L. A Metal Powder Bed Fusion Process in Industry: Qualification Considerations. Machines. 2019; 7(4):72. https://doi.org/10.3390/machines7040072
Chicago/Turabian StyleCalignano, Flaviana, Manuela Galati, and Luca Iuliano. 2019. "A Metal Powder Bed Fusion Process in Industry: Qualification Considerations" Machines 7, no. 4: 72. https://doi.org/10.3390/machines7040072
APA StyleCalignano, F., Galati, M., & Iuliano, L. (2019). A Metal Powder Bed Fusion Process in Industry: Qualification Considerations. Machines, 7(4), 72. https://doi.org/10.3390/machines7040072