1. Introduction
Hydraulic oil plays a key role in hydraulic lifting equipment and in hydraulic machines. Hydraulic systems and their equipment rely upon the use of pressurized liquid in order to transmit power. This transmission of power in hydraulic elevators is mainly used for performing the lifting work. Hydraulic fluids are classified in various ways. One of these is based upon the major ingredient—the base fluid. Based on this classification, the two major hydraulic fluid class descriptions are:
Basically, the Hydraulic fluids are classified based upon their viscosity grades [
2,
3]. The substances of the oils depend upon the application type in which the oil is going to be used. The same chemistry can be used for mobile and industrial hydraulic oils since many manufacturers build both types of hydraulic systems [
4].
Working lubricating oils in machinery consist of complex mixtures of hydrocarbons having molar masses in the range 250–1,000. Their formulation consists of mixing, until homogeneity, a combination of basic oils and additives in defined proportions in order to provide compositions appropriate to the use for which the lubricant is intended [
5].
Its main purpose is to guide a moving part through smooth motion or rotation and simultaneously to reduce mechanical erosion [
6]. Sometimes, it contributes to the cooling down of the mechanical components [
7]. There are several brands of lubricating oil for hydraulic lifts. Each manufacturer has its own knowhow regarding blending mineral components with additives [
8]. Based on the specifications data and the operating condition of the machines, suitable lubricating oil can be selected with respect to safety [
9].
Studies on hydraulic motors have shown that optimizing friction in boundary lubrication can significantly improve hydraulic motor efficiency [
10,
11]. It is critically important to ensure efficient lubrication in order to avoid equipment failures. Failures in boundary-lubricated contacts are generally avoided or reduced by using suitable and efficient lubricating additives [
12]. The quality of the lubricating oil is essential for the preservation of the action and the longevity of machines. During the use of hydraulic oils in engines and machines in general, contamination can occur. Those contaminants interfere directly with the viscosity of the oil, lowering its performance characteristics. These interferences can lead to mechanical waste and can cause irreversible damage to the mechanical equipment [
13,
14].
In order to assess the reliability and efficiency of the elevators, a maintenance program is a significant part of the overall elevator system. Safe and reliable operations are of paramount importance to the owners and the tenants as well as the visitors who travel throughout these installations daily [
15]. The EU, realizing the necessity of the safe transportation with lifts, issued directive 95/16/EC of 29 June 1995, on the approximation of the laws of the Member States relating to lifts. This directive also includes the directive 98/37/EC relating to machinery. Currently, directive 98/37/EC has been replaced by directive 2006/42/EC which also amended the lifts directive [
16]. Despite its importance, inspection of the Hydraulic oil quality which was used in the hydraulic elevators is not a subject of the maintenance program.
The behavior of the used hydraulic oil in three hydraulic elevators was investigated experimentally in this study. Through this experimental approach, the performance of the oil was measured and its oxidation was observed. Additionally, phosphorous, zinc, chlorine and calcium were measured in order to investigate the mechanical erosion of the elevators. Seven samples were analyzed based on well-established analytical methods. The sampling period was from October 2012 until May 2013.
2. Experimental Section
Three different elevators were selected in order to examine the hydraulic oil characteristics. The technical characteristics of these elevators are presented in
Table 1. Seven samples from each elevator were collected from October 2012 to May 2013.
Table 1.
Technical Characteristics of the examined elevators.
Table 1.
Technical Characteristics of the examined elevators.
| Characteristic | Elevator |
|---|
| | I | II * | III |
| Levels (number) | 2 | 3 | 3 |
| Distance (m) | 3 | 6 | 6 |
| Valve Blain (m) | 0.0381 | 0.0508 | 0.0381 |
| Power of Engine (kW) | 20 | 40 | 20 |
| Static pressure (bar) | 27 | 21 | 27 |
| Maximum pressure (bar) | 45 | 40 | 45 |
| Relief pressure (bar) | 57 | 51 | 57 |
| Suggested Manufacture Viscosity | ISO VG 32 | ISO VG 32 | ISO VG 32 |
Elevators I and III have the same technical characteristics. The only differences are that Elevator III has one more level to cover and double the distance to travel. The traffic load is the same between these two lifts. The engine of Elevator II has double power compared to the previous two. Elevator II has to cover the same levels and distance as Elevator III but has less traffic load.
For each series of samples, nine characteristics were examined including Kinematic Viscosity at 40 °C, Kinematic Viscosity at 100 °C, Viscosity Index (VI), Total Acid Number (TAN), Sulfur (S), Phosphorous (P), Zinc (Zn), Chlorine (Cl) and Calcium (Ca) concentration. Kinematic Viscosity at 40 °C and Kinematic Viscosity at 100 °C were determined according to ASTM D445-12 [
17]. Viscosity Index (VI) was determined according to ASTM D2270-10e1 [
18]. The viscosity parameters examined by using CANNON Viscometers and TAMSON 4000 Viscosity baths [
19]. TAN was determined according to ASTM D974-12 [
20]. Sulfur (S), Phosphorous (P), Zinc (Zn), Chlorine (Cl) and Calcium (Ca) concentration was measured by QM Spectroquant Wavelength Dispresive X-Ray Fluorescence analyzer. Each value reported in this study is the average of three scans. The average and the standard deviation are also reported. Additionally, the analysis of the October 2012 sample was the base for commenting all the subsequent results.
3. Results and Discussion
In this study, viscosity, acidity and metals of hydraulic oil from three different elevators have been investigated. The results reveal that the hydraulic oils which were used do not correspond to the standard characteristics and this, probably, influences the machine’s operational behavior. The influence of the properties examined in the performance of the hydraulic lifts is discussed in detail in the following sections.
3.1. Viscosity
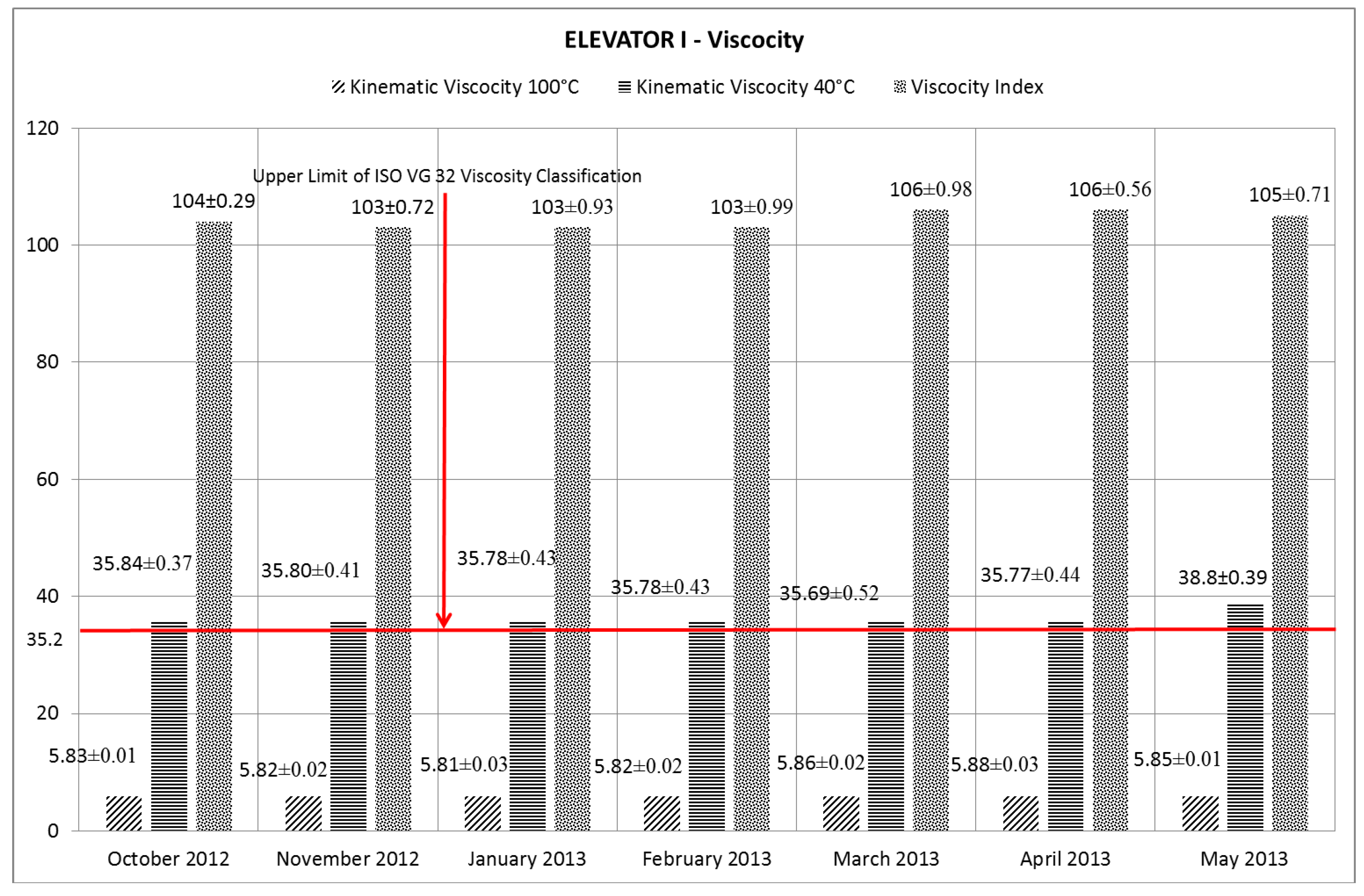
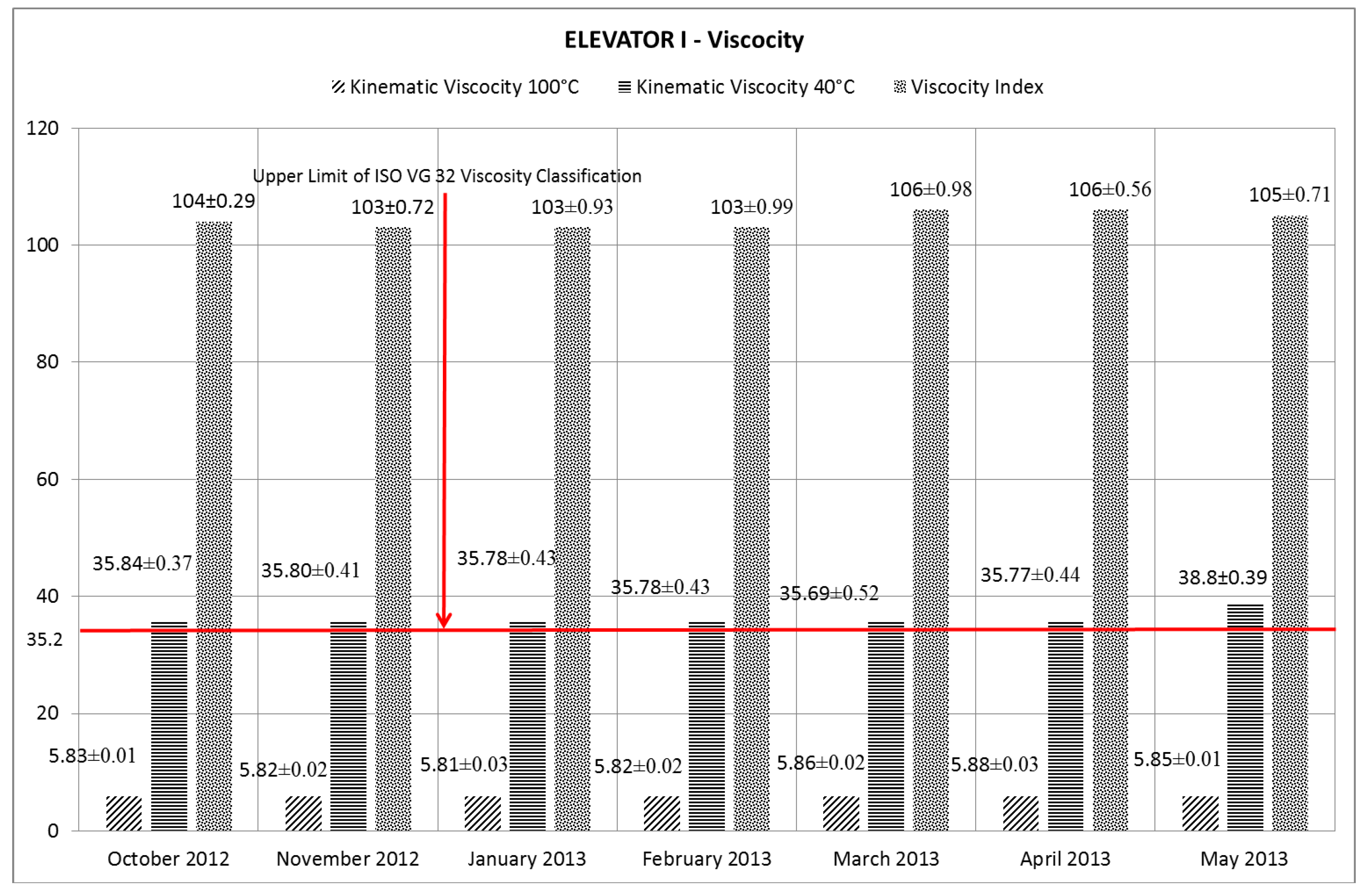
Viscosity is the single most important property of the hydraulic oil. The viscosity is a measure of hydraulic oil’s resistance to gradual deformation by shear stress or tensile stress. According to ISO Viscosity Classification scale, the proposed ISO VG32 oil must have kinematic viscosity at 40 °C between 29.8 and 35.2 mm
2/s (cSt) [
2]. In all three elevators, the kinematic viscosity of the working hydraulic oil is above the upper limit. This means that working oils comply with the specification.
If the viscosity of the working oil is higher than that proposed from the machine manufacturer then flow resistance will increase as the oil passes through the clearances in the hydraulic pump and valves. Additionally, the temperature will increase due to lack of lubrication. The lack of lubrication will result in a pressure drop in the system and the increment of the power consumption.
The changes of viscosity parameters for Elevator I are depicted in
Figure 1. It is obvious that working oil’s kinematic viscosity at 40 °C was outside the specification limits in all samples. It is noted that for the sample taken in May 2013 there is an increase of the value, meaning that the elevator is not operating well. This is one of the basic reasons to change the hydraulic oil in the elevator’s hydraulic machine.
Figure 1.
Viscosity in Elevator I.
Figure 1.
Viscosity in Elevator I.
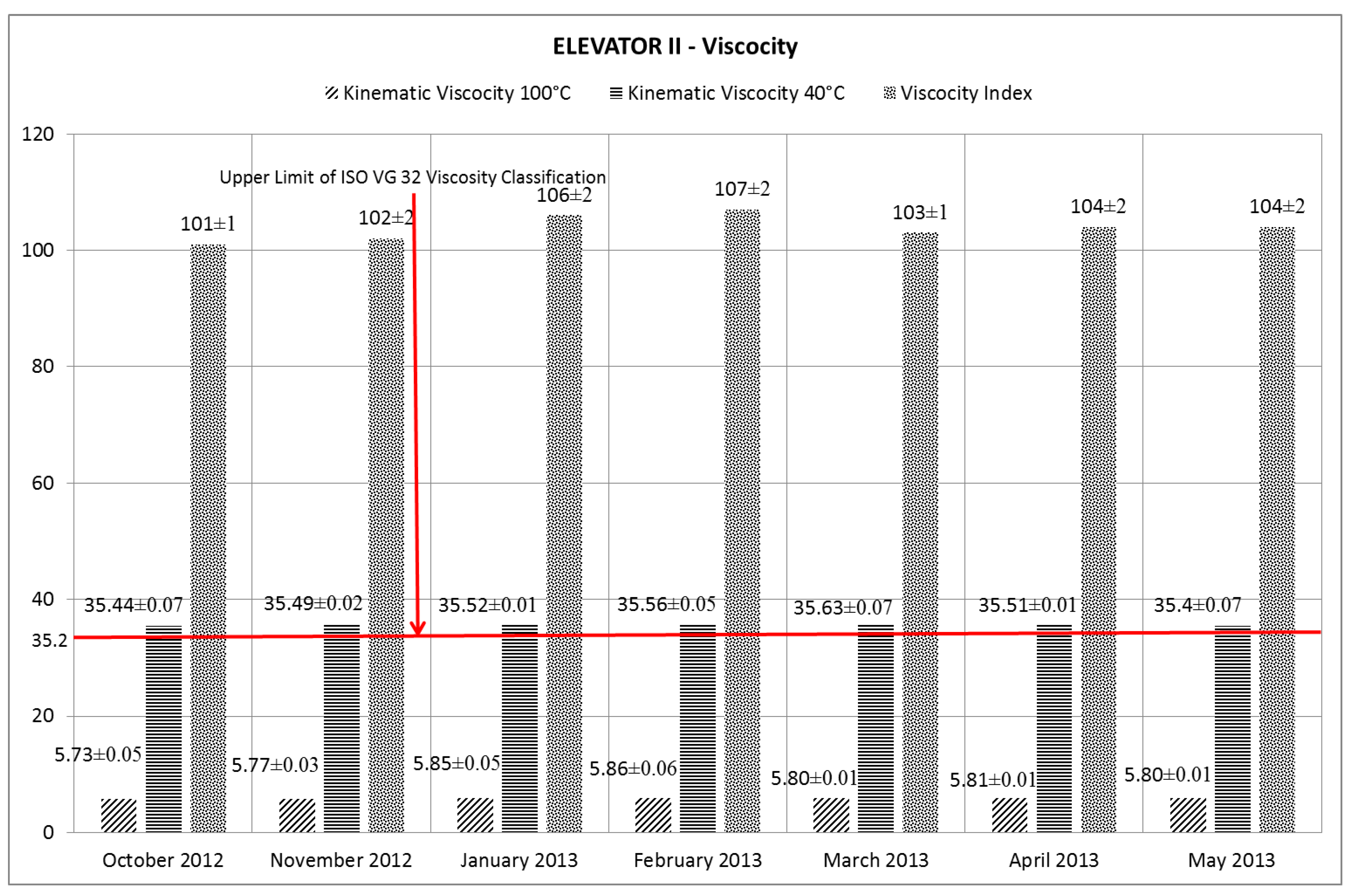
Additionally the viscosity parameters for Elevator II are illustrated in
Figure 2. All of the samples are above the upper limit. The kinematic viscosity at 40 °C has no significant variation between the samples. It worth noticing, that a 4-point variation in the Viscosity Index (VI) occurred between November 2012 and February 2013. The Viscosity Index expresses the performance of the oil or fluid to the temperature variations. This observation shows that a temperature variation took place.
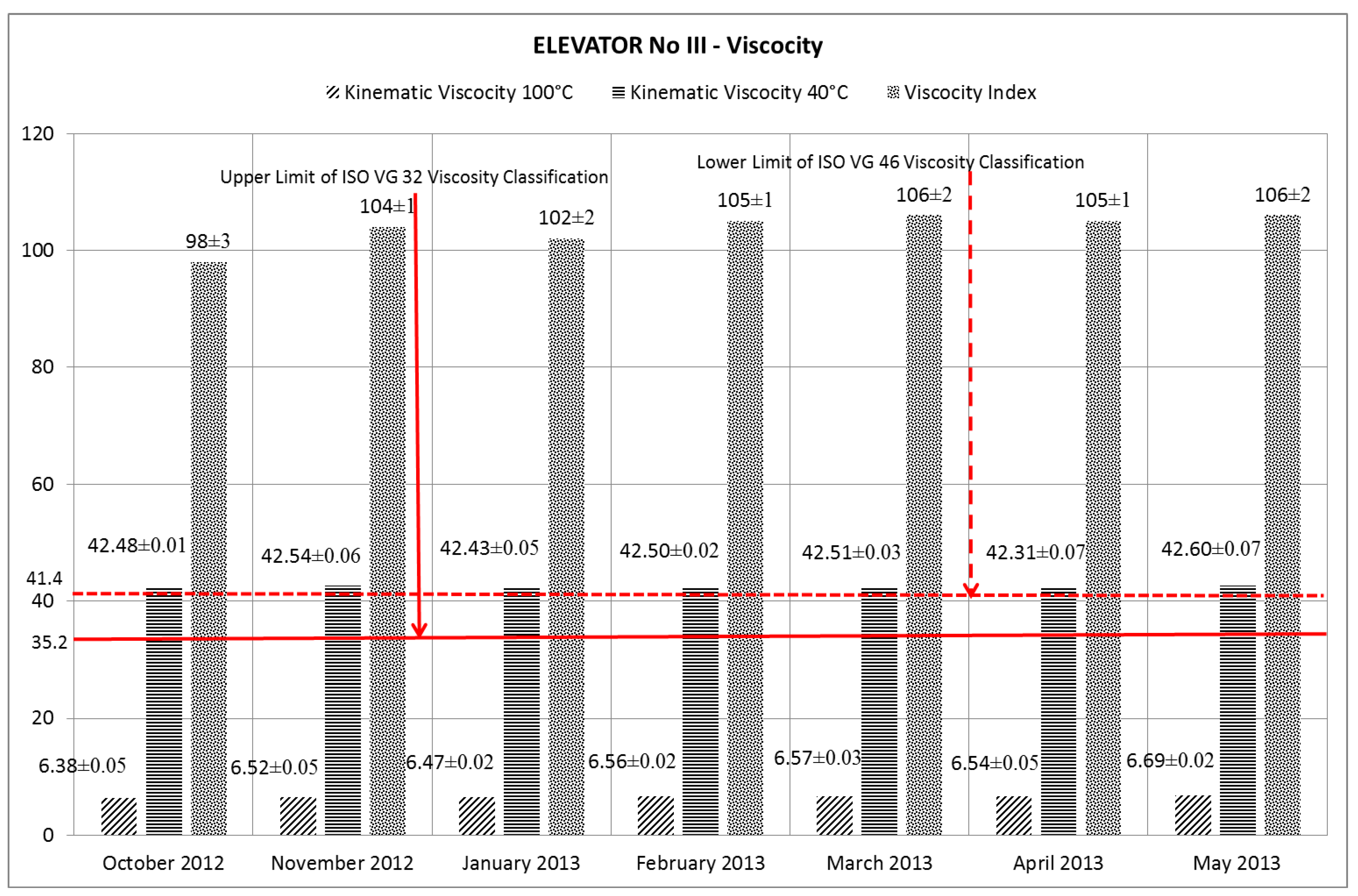
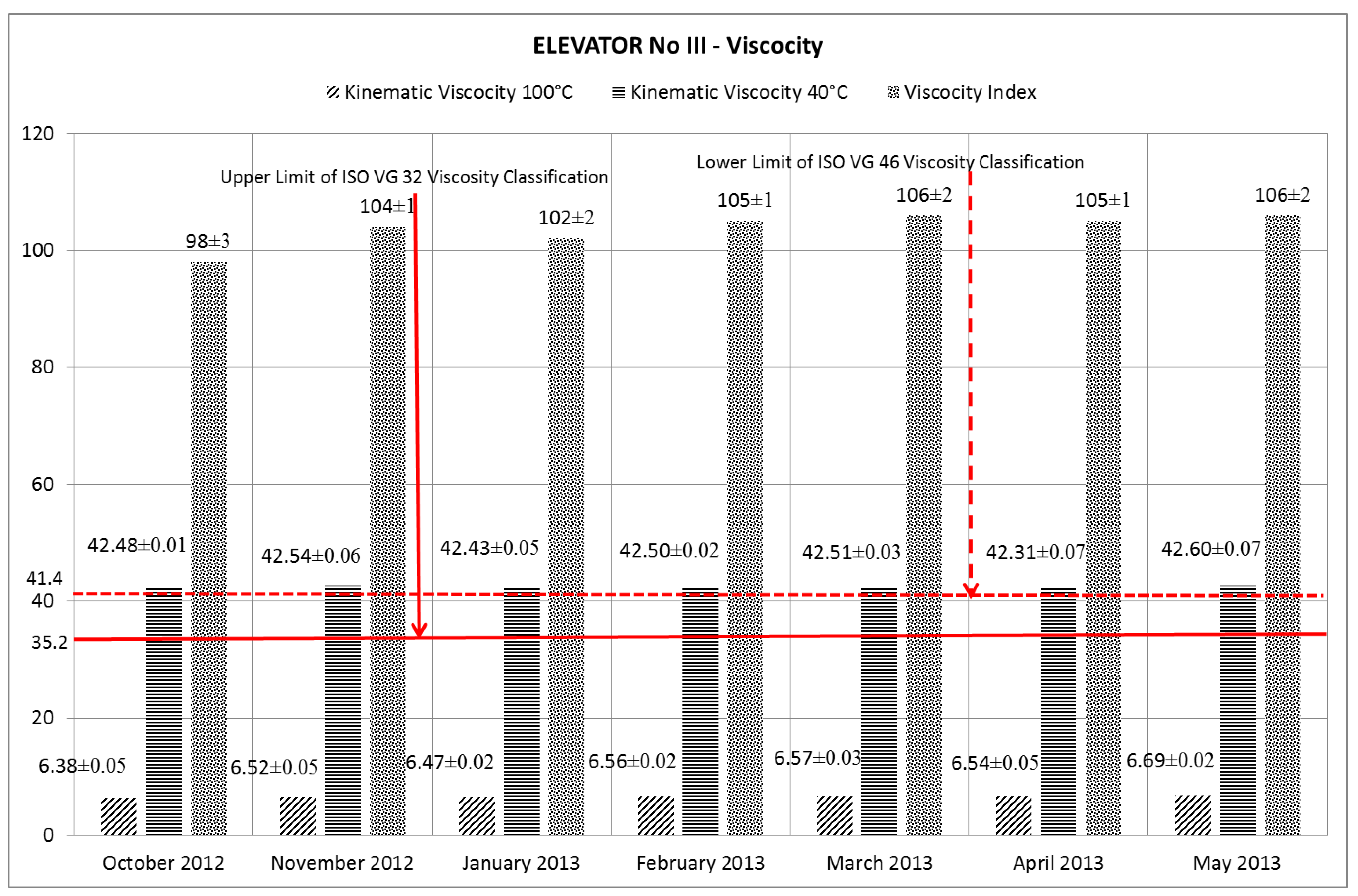
The measurements of viscosity characteristics for the Elevator III are presented in
Figure 3. The measurements of kinematic viscosity clearly indicate that the hydraulic oil is not ISO VG 32 grade, but ISO VG 46 grade. The Viscosity Index raised six points between October 2012 and November 2012 which reveals a temperature variation. From the maintenance book of the Elevator III, the breakdowns for the same period are presented in
Table 2. Elevator I and Elevator II’s maintenance books have not shown any breakdowns for the reported period.
Figure 2.
Viscosity in Elevator II.
Figure 2.
Viscosity in Elevator II.
Figure 3.
Viscosity in Elevator III.
Figure 3.
Viscosity in Elevator III.
Table 2.
The breakdowns of Elevator III.
Table 2.
The breakdowns of Elevator III.
| November | January | February | March | April | May |
|---|
| 2012 | 2013 | 2013 | 2013 | 2013 | 2013 |
|---|
| 29/11 | 9/1 | 23/2 | 29/3 | 30/4 | 1/5 |
| valves o-ring erosion | overheating | overheating | overheating | overheating | overheating |
| 13/1 | 24/2 | | | 12/5
overheating |
| overheating | overheating |
| 23/1 | | | | 14/5
overheating |
| overheating |
| 26/1 | | | | |
| overheating |
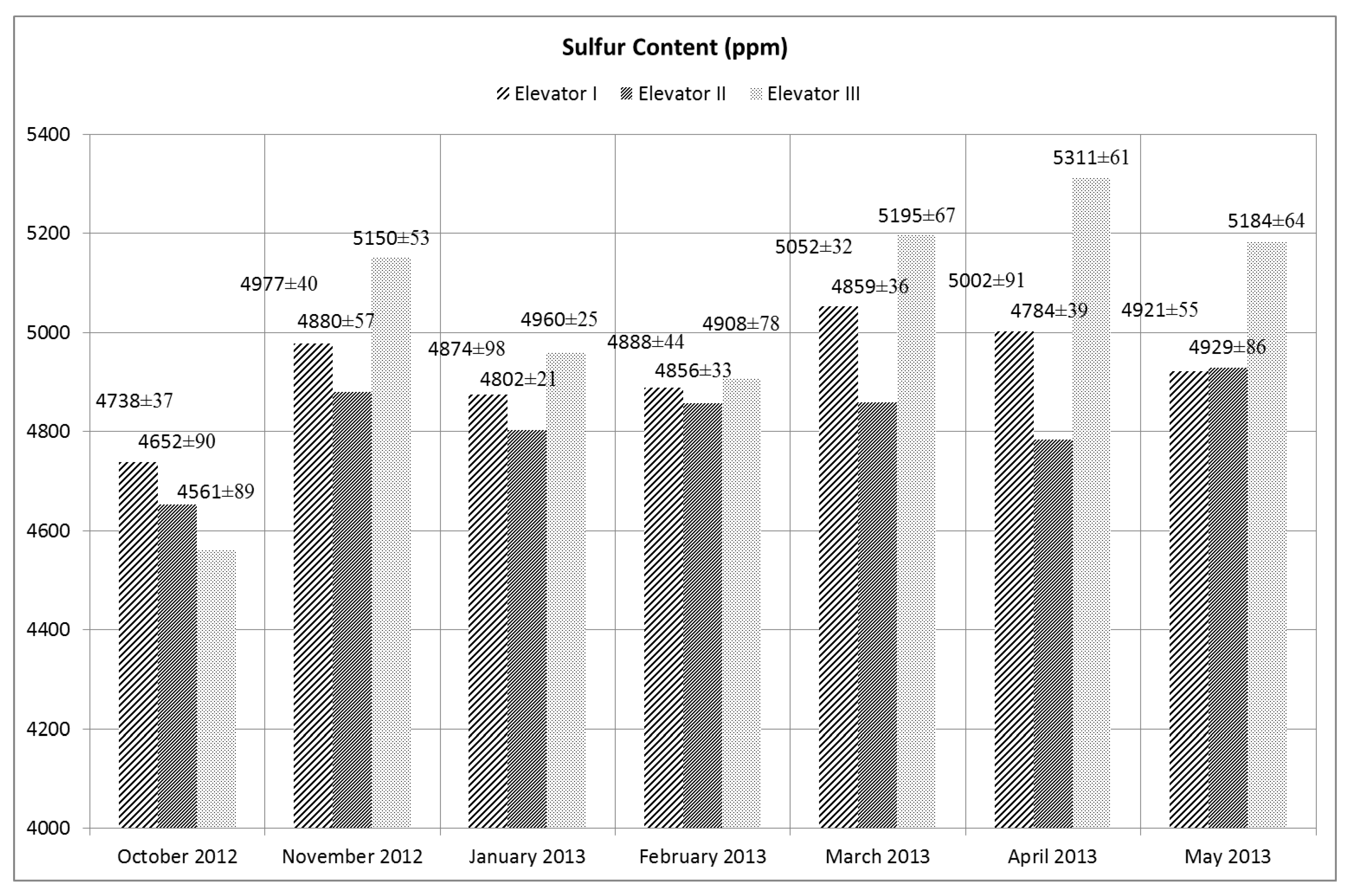
3.2. Sulfur
Sulfur in the base oils exists in the form of organo-sulfur compounds from the base stock. Additionally, sulfur-containing additives are often used in oils in order to formulate lubricants with improved oxidation stability, anti-wear and extreme pressure performance respectively. Oils with a high presence of sulfur have good oxidation stability.
In
Figure 4, the sulfur concentration of the examined hydraulic oils for all the elevators is presented. From the sulfur concentration it is obvious when hydraulic oil is added to each elevator. More specifically, for Elevator I this occurred in November 2012 and March 2013. For Elevator II, oil was added in November 2012 and May 2013. For Elevator III hydraulic oil was added in November 2012, March 2103 and May 2013.
Figure 4.
Sulfur concentration of Hydraulic Oils.
Figure 4.
Sulfur concentration of Hydraulic Oils.
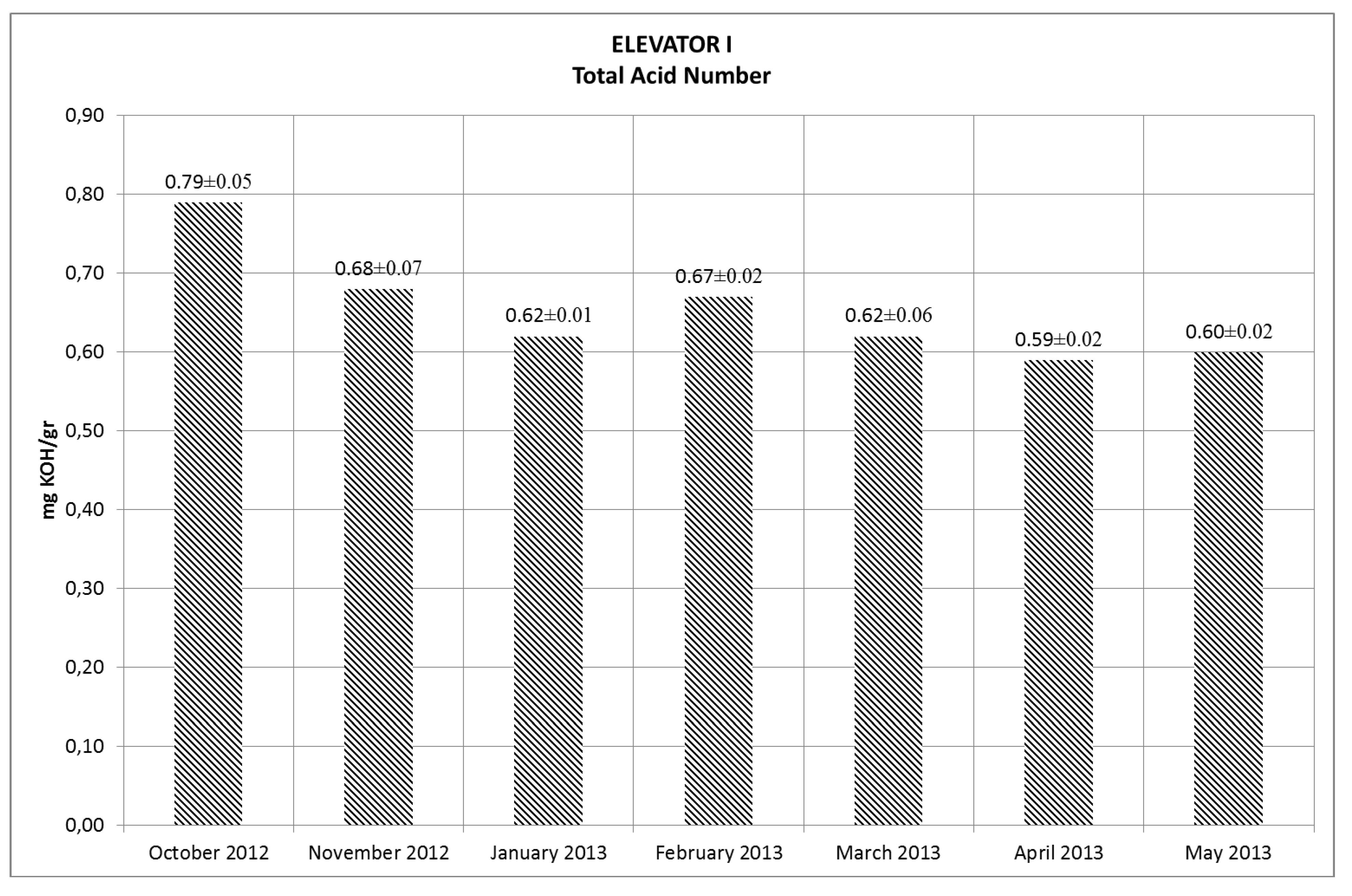
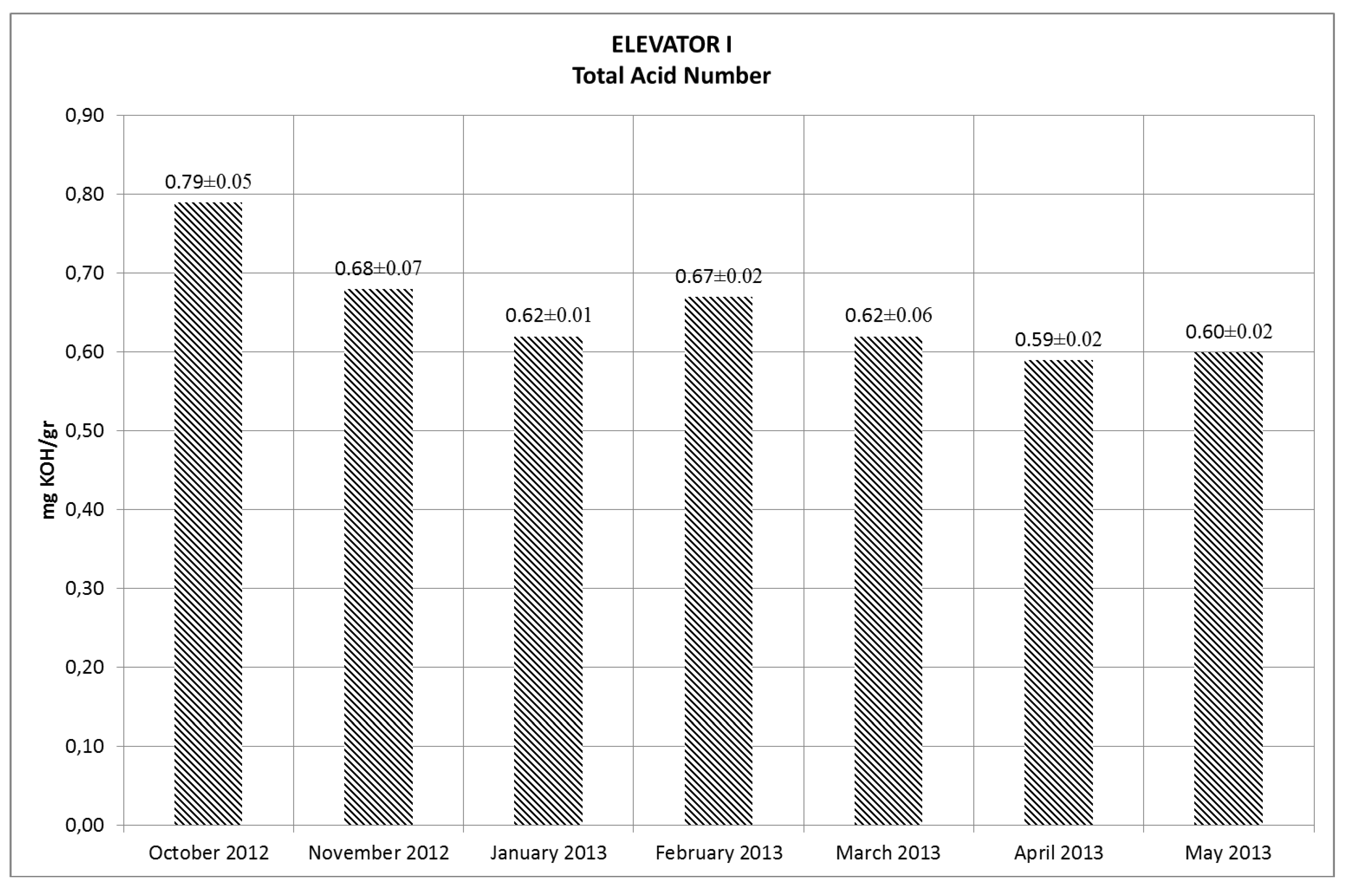
3.3. Total Acid Number (TAN)
Total Acid Number is an analytical test to determine the deterioration of hydraulic oils and lubricants. The more acidic the oil there is, the further its degradation has proceeded. As oils or hydraulic fluids breakdown, they generally form acidic byproducts that can be corrosive to metal components, accelerate wear, form deposits and increase viscosity. As a fluid degrades, the levels of corrosive acids increase, along with the danger of component failure. An increased TAN is a result of oxidation of the oil, perhaps caused by overheating, overextended oil service, or water and/or air contamination. Components within refrigeration systems are particularly susceptible to acid attack. This can occur when air containing water vapor enters the system, or alternatively when the system is subjected to excessive heat and the refrigerant drier releases retained water. When this happens, acids created by the reaction of the air, water, refrigerant and oil cause iron components in the system to become plated with copper, which can cause bearing failure due to copper plating. In refrigerant systems, the acid content of the oil, the moisture content and the copper concentration level need to be regularly monitored in order to indicate incipient problems.
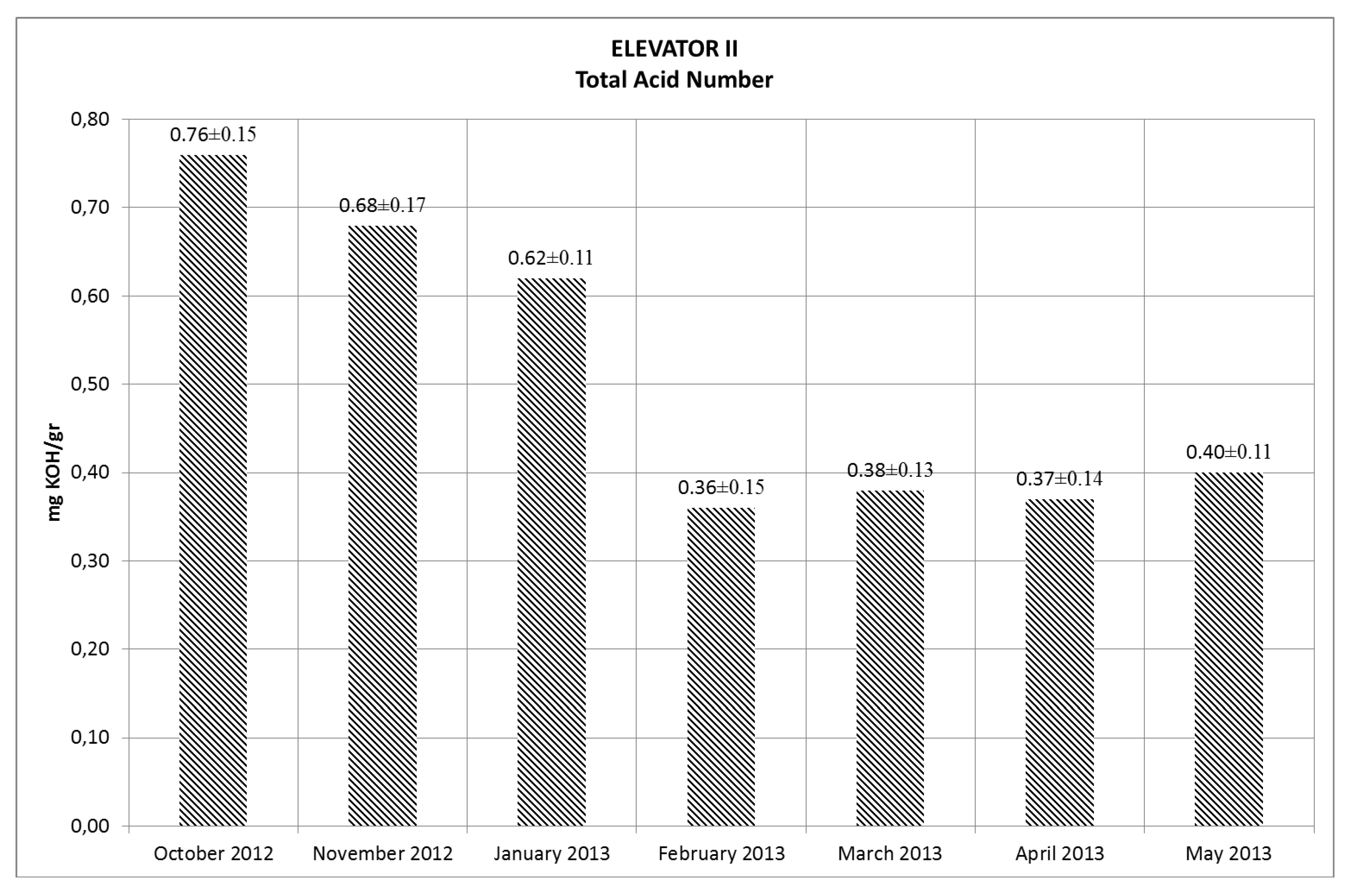
In
Figure 5,
Figure 6 and
Figure 7, the Total Acid Number of the Elevators I, II and III is presented respectively. In all three lifts, the fluid had the greater TAN when the sampling period began. For Elevator I, the conclusion which results from the sulfur measurement, which is that fresh hydraulic oil was added in November 2012 and in March 2013, was confirmed. The same happened in Elevators II and III. In Elevator III, the TAN was raised again in May 2013 which means that the working conditions of the lift must be examined carefully in order to avoid severe damage in its engine, pump or stroke.
Figure 5.
Total Acid Number of Elevator I.
Figure 5.
Total Acid Number of Elevator I.
Figure 6.
Total Acid Number of Elevator II.
Figure 6.
Total Acid Number of Elevator II.
Figure 7.
Total Acid Number of Elevator III.
Figure 7.
Total Acid Number of Elevator III.
4. Conclusions
The examination of elevators’ hydraulic engines’ fatigue through the analysis of their hydraulic fluid has been investigated. The results can be summarized as follows.
All hydraulic fluids examined were not complying with the specification of the engine manufacturer. More specifically, for two of the elevators, the hydraulic fluid which was used has viscosity that does not conform to the classifications’ viscosity grade range. Additionally, one elevator was working with different grade of hydraulic fluid from the one proposed by the engine manufacturer.
The elemental analysis of sulfur levels in the hydraulic fluid shows the maintenance intervals in the operation of the elevators.
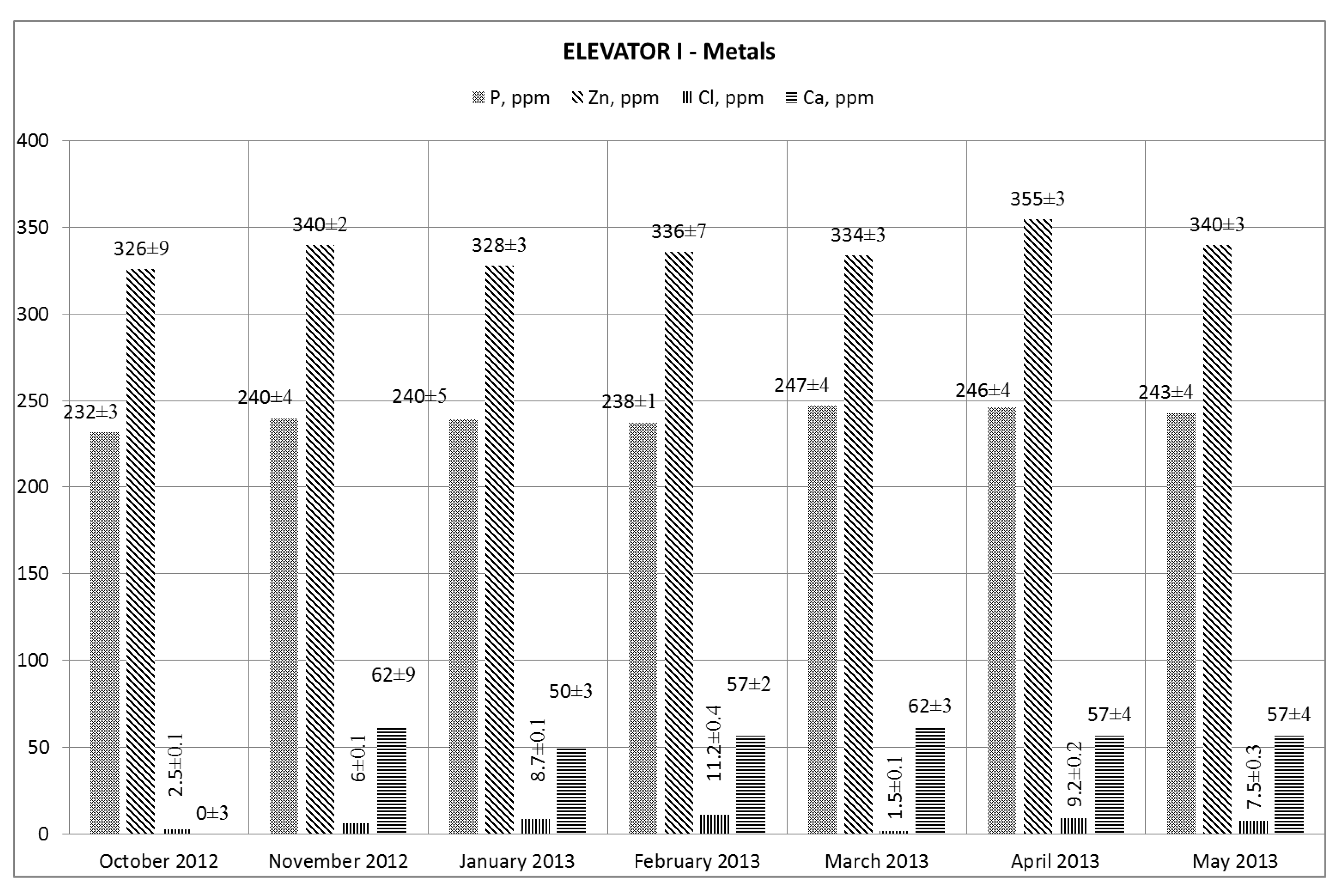
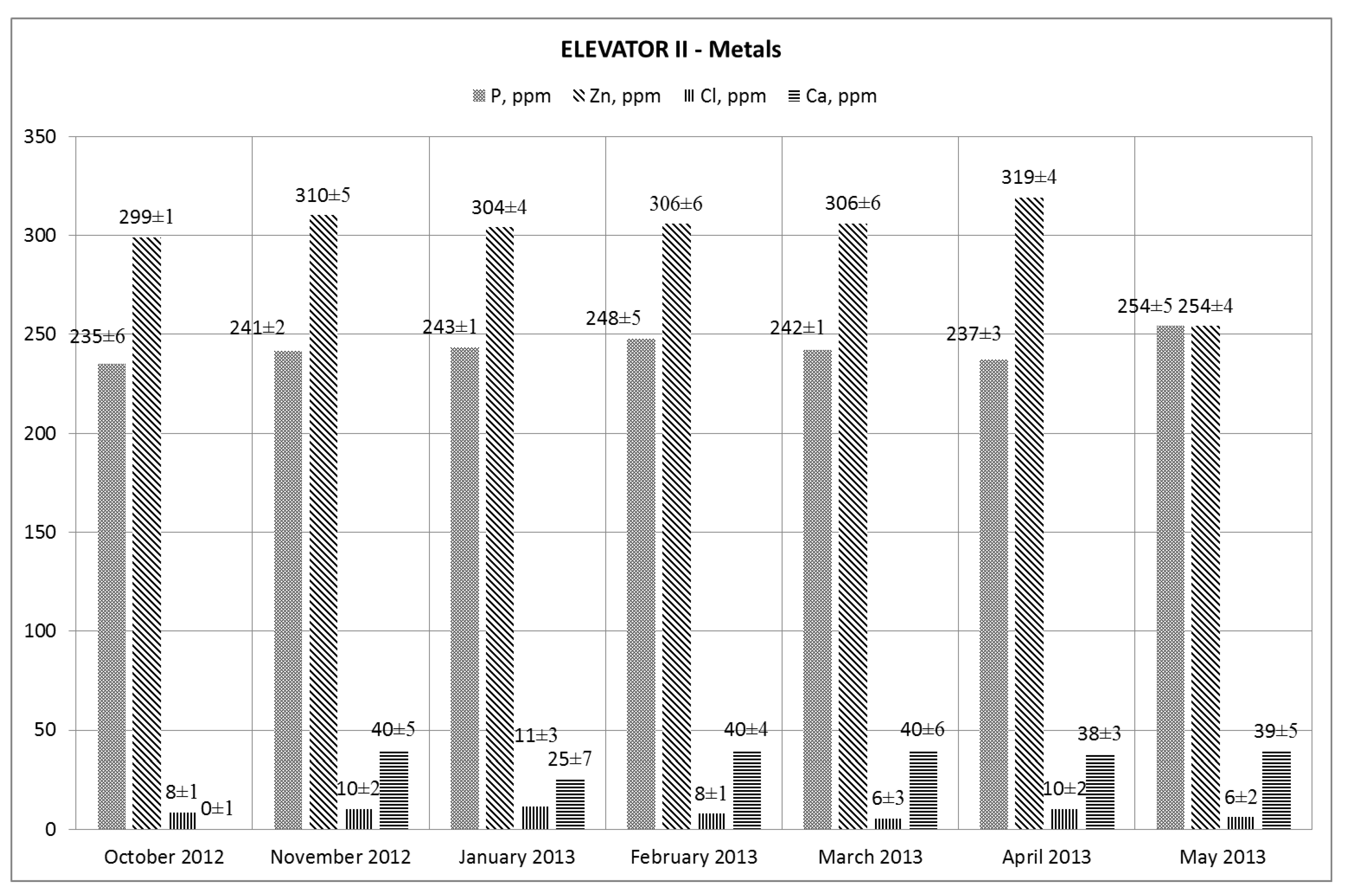
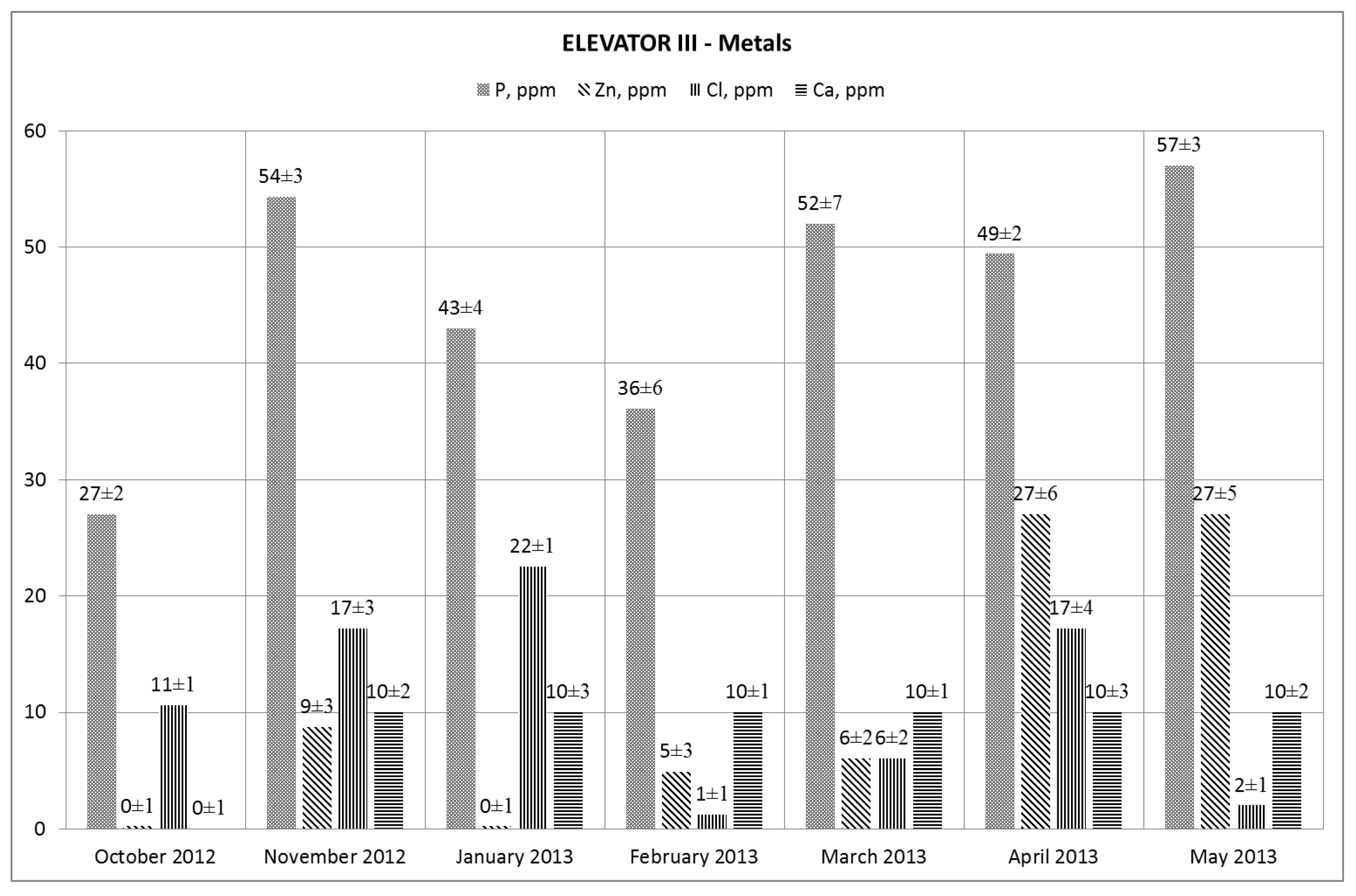
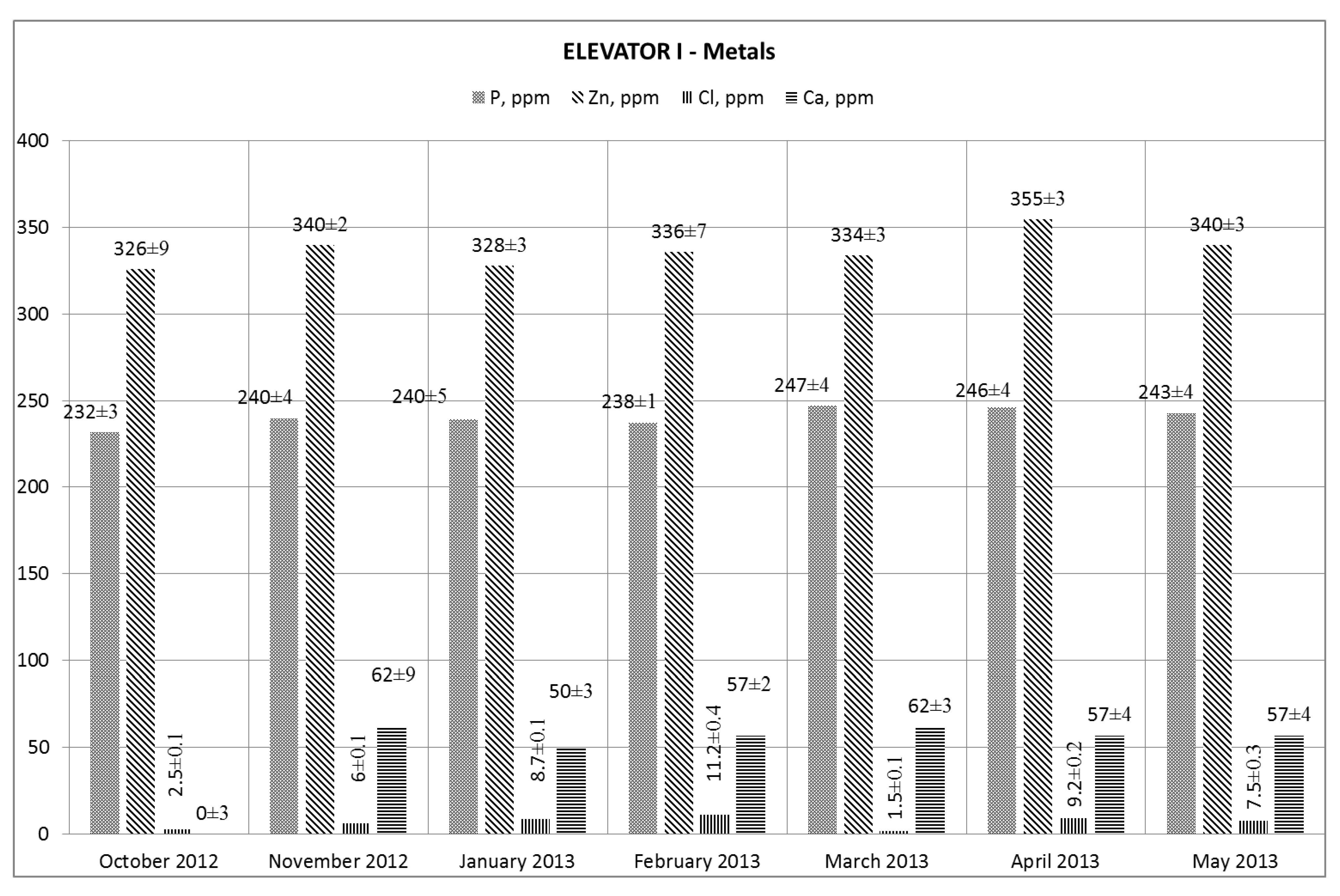
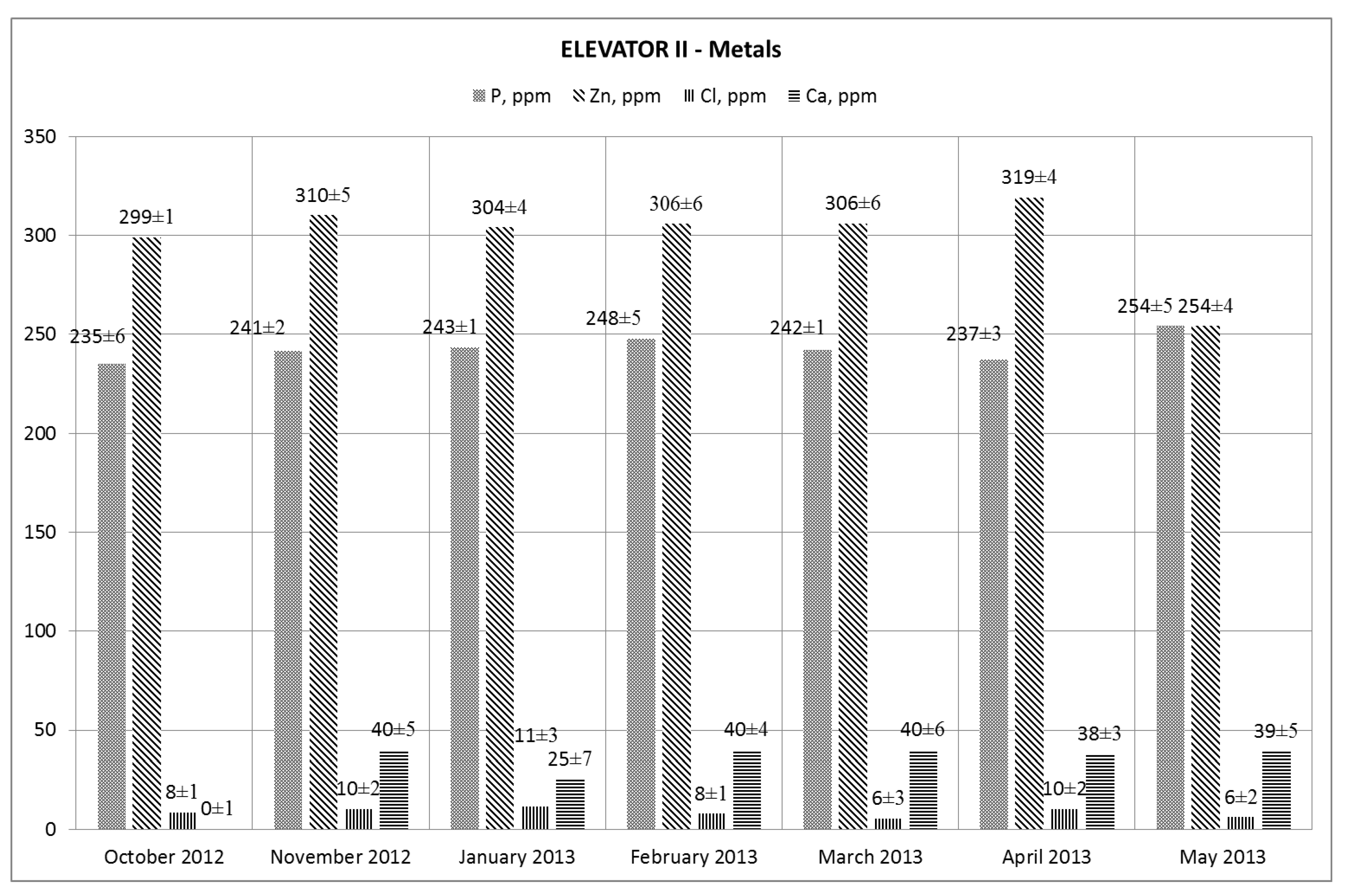
The analysis of zinc, phosphorous, chlorine and calcium, verifies that the oil which was used in one elevator is different from the oil used to the other two. Additionally, it reveals a significant wear to all the elevators as a result of the working environment conditions.
The analysis of the hydraulic fluid can be included in the testing procedures which examine the safety of lifts.
Acknowledgments
The author wishes to thank, respectively, Dimitra Asimakopoulou (CYCLON Hellas S.A) and Christophoro Chatziioannou (Attiko Metro Railroading S.A), for their contribution in the discussion of this study’s results.
Conflicts of Interest
The author declares no conflict of interest.
References
- Sander, R.J. White Paper: Reliable Hydraulic System Operation through Proper Fluid Selection & Maintenance, Lubrication Engineers, Inc. Available online: http://www.le-greece.gr/files/le-articles/2013%20Reliable%20Hydraulic%20System%20Operation%20white%20paper%20by%20John%20Sander.pdf (accessed on 22 August 2013).
- Industrial Liquid Lubricants—ISO Viscosity Classification; ISO 3448:1992/Cor 1:1993; International Organization for Standardization: Geneva, Switzerland, 30 September 1993.
- Standard Classification of Industrial Fluid Lubricants by Viscosity System; ASTM D2422, ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- Engine Oil Licensing and Certification System, Downstream Segment, API 1509, 17th ed.; API Publishing Services: Washington, D.C., USA, September 2012.
- Borin, A.; Poppi, R.J. Application of mid infrared spectroscopy and iPLS for the quantification of contanminants in lubricating oil. Vib. Spectrosc. 2005, 37, 27–32. [Google Scholar] [CrossRef]
- Mang, T.; Dresel, W. Lubricants and Lubrication, 2nd ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2007; pp. 274–337. [Google Scholar]
- Chul, J.K.; Hyo, H.C.; Chae, H.S. Auto-ignition of lubricating oil working at high pressures in a compressor for an air conditioner. J. Hazard. Mater. 2011, 185, 416–422. [Google Scholar] [CrossRef]
- Guan, L.; Feng, X.L.; Xiong, G.; Xie, J.A. Application of dielectric spectroscopy for engine lubricating oil degradation monitoring. Sens. Actuators A 2011, 168, 22–29. [Google Scholar] [CrossRef]
- Othmer, K. Encyclopedia of Chemical Technology, 3rd ed.; Wiley: New York, NY, USA, 1980. [Google Scholar]
- Michael, P.; Burgess, K.; Radle, E.; Wanke, T. An Investigation of Hydraulic Fluid Properties and Low-Speed Motor Efficiency. In Proceedings of the International Fluid Power Conference, Aachen, Germany, 22–24 March 2010; Volume 3, pp. 341–353.
- Devin, M.T.; Michael, P. Boundary Lubrication and Fluid Thermal Properties and Low-Speed Motor Efficiency. In Proceedings of the STLE Annual MeetingSynthetics and Hydraulics II, Las Vegas, NV, USA, 19 May 2010; p. 108.
- Vengudusamy, B.; Grafl, A.; Novotny-Farkas, F.; Schimmel, T.; Adam, K. Tribological behavior of antiwear additives used in hydraulic applications: Synergistic or antagonistic with other surface-active additives? Tribol. Int. 2013, 67, 199–210. [Google Scholar] [CrossRef]
- Powell, J.R.; Campton, D.A.C. Automated FTIR Spectrometry for monitoring hydrocarbon based engine oils. Lubr. Eng. 1993, 49, 233–239. [Google Scholar]
- Mcclelland, F.J.; Jones, W.R. FTIR photoacoustic spectrometry of diesel lubricating oils containing particulate matter. J. Soc. Tribol. Lubr. Eng. 2001, 57, 17–21. [Google Scholar]
- Park, S.T.; Yang, B.S. An implementation of risk-based inspection for elevator maintenance. J. Mech. Sci. Technol. 2010, 24, 2367–2376. [Google Scholar] [CrossRef]
- Kalligeros, S.S. The Necessity of Lift Inspections in Greece. Emerging Technologies in Non-Destructive Testing V. In Proceedings of the 5th Conference on Emerging Technologies in NDT, Ioannina, Greece, 19–21 September 2011; pp. 467–470.
- ASTM D445-12 Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity). ASTM International: West Conshohocken, PA, USA, 2012. [CrossRef]
- ASTM D2270-10e1 Standard Practice for Calculating Viscosity Index From Kinematic Viscosity at 40 and 100 °C. ASTM International: West Conshohocken, PA, USA, 2012. [CrossRef]
- Tamson Instruments bv, Catalogue 2013–2014. van’t Hoffstraat 12, 2665 JL, Bleiswijk, Netherlands. Available online: http://www.tamson.com (accessed on 22 August 2013).
- ASTM D974-12 Standard Test Method for Acid and Base Number by Color-Indicator Titration. ASTM International: West Conshohocken, PA, USA, 2012. [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}