
Integrated Cascade Control and Gaussian Process Regression–Based Fault Detection for Roll-to-Roll Textile Systems


Abstract
1. Introduction
2. Roll-to-Roll System Overview and Controller Implementation
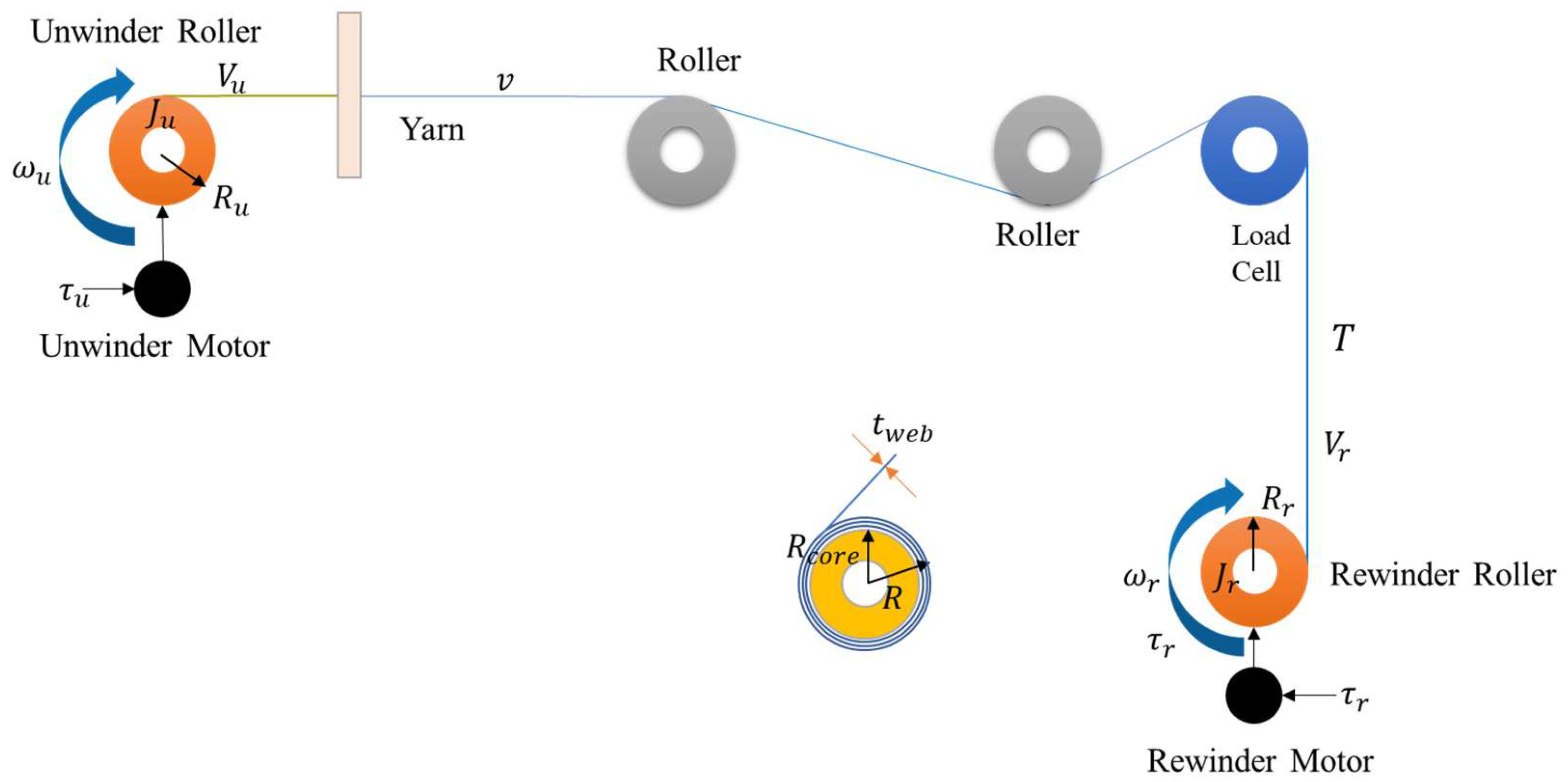
2.1. Experimental Setup
2.2. System Dynamics Modeling
2.3. System Identification
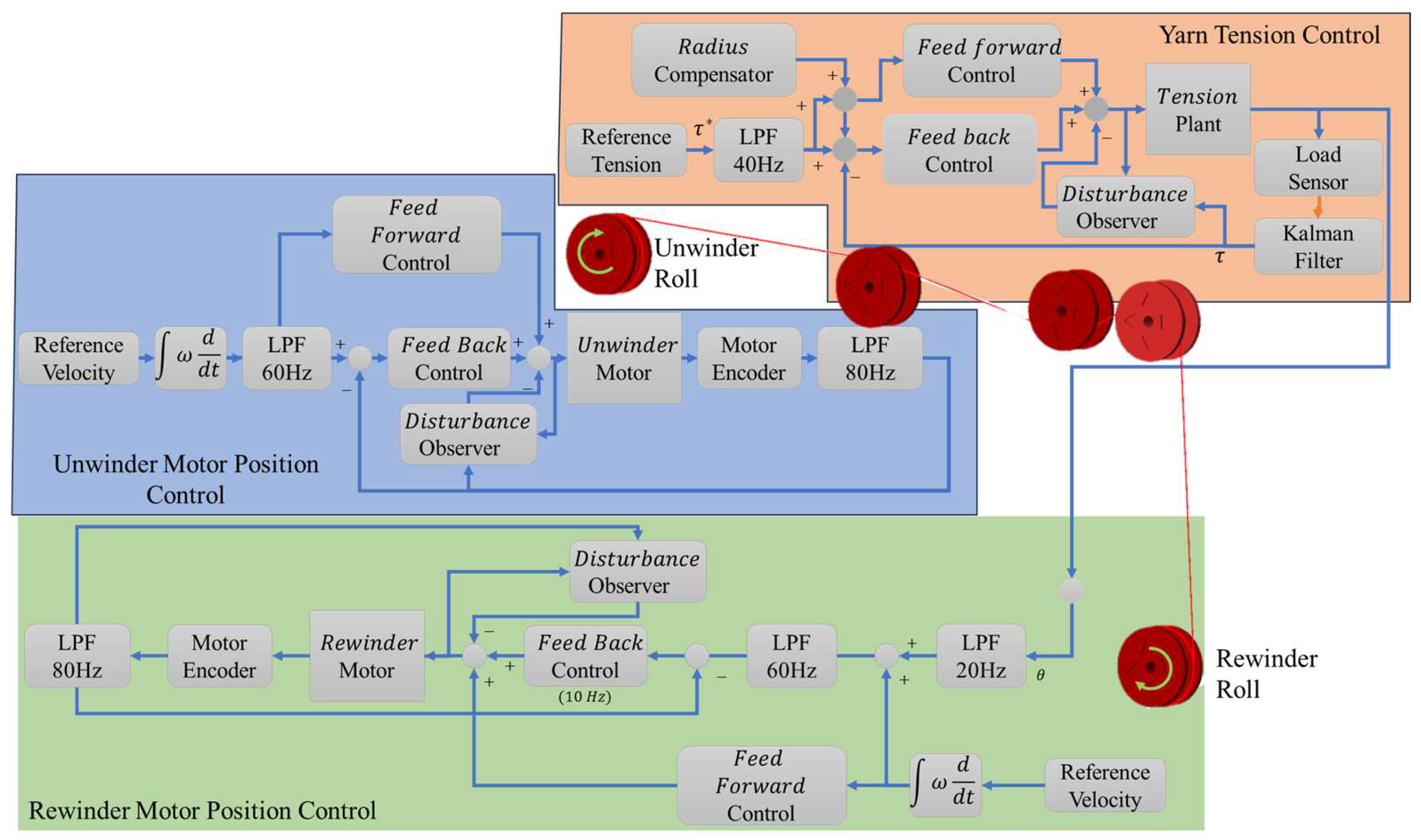
2.4. Cascade Control Algorithm
- An outer tension loop that converts the desired yarn tension into a position setpoint.
- An inner position loop that drives the rewinder shaft to that setpoint with high bandwidth.
- = Transfer function of the feedback controller in the outer tension loop.
- = Cutoff frequency (bandwidth parameter) of the feedback path; governs responsiveness vs. noise rejection (2 Hz in this experiment).
- = Nominal stiffness constant of the selected yarn material.
- = Time-constant of the first-order low-pass filter used to model the signal delay between the actuator and load cell.
- = Transfer function of the feedforward controller in the outer tension loop.
- = Cutoff frequency (bandwidth parameter) of the feedforward path (40 Hz).
- = Transfer function of the disturbance observer in the outer tension loop.
- = Laplace-domain representation of the plant output (tension signal) fed into the DOB.
- = Cutoff frequency (bandwidth) of the disturbance observer; sets the frequency range for disturbance estimation (1 Hz).
- = Laplace-domain representation of the plant input (control signal) used by the DOB reconstruction.
2.4.1. Radius Compensator Design
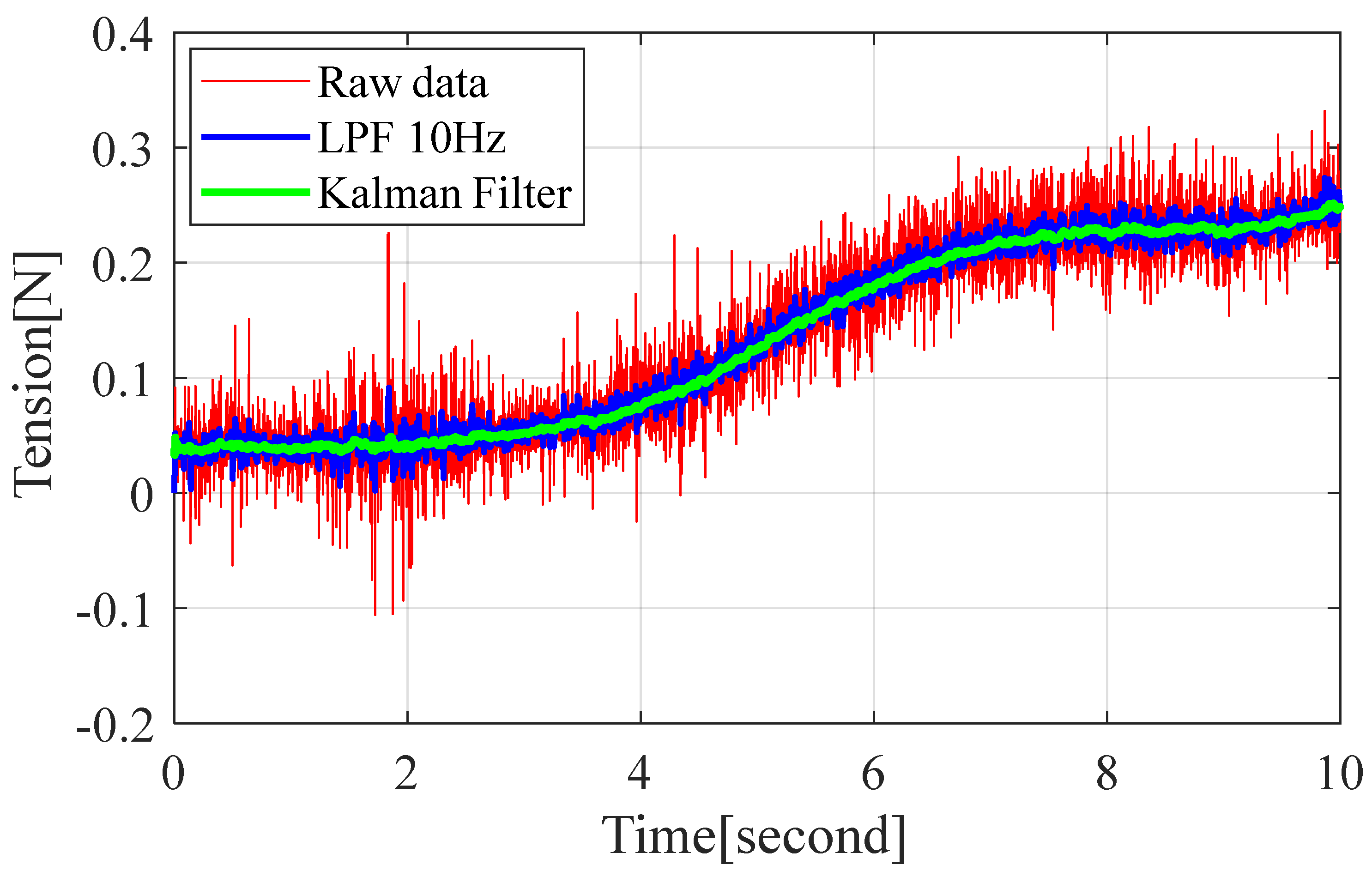
2.4.2. Kalman Filter Design
- Prediction: Predict the next state and error covariance based on the model.
- 2.
- Update: Correct the prediction using the current measurement.
3. Fault Detection System Design
3.1. Gaussian Process Regression (GPR) Overview
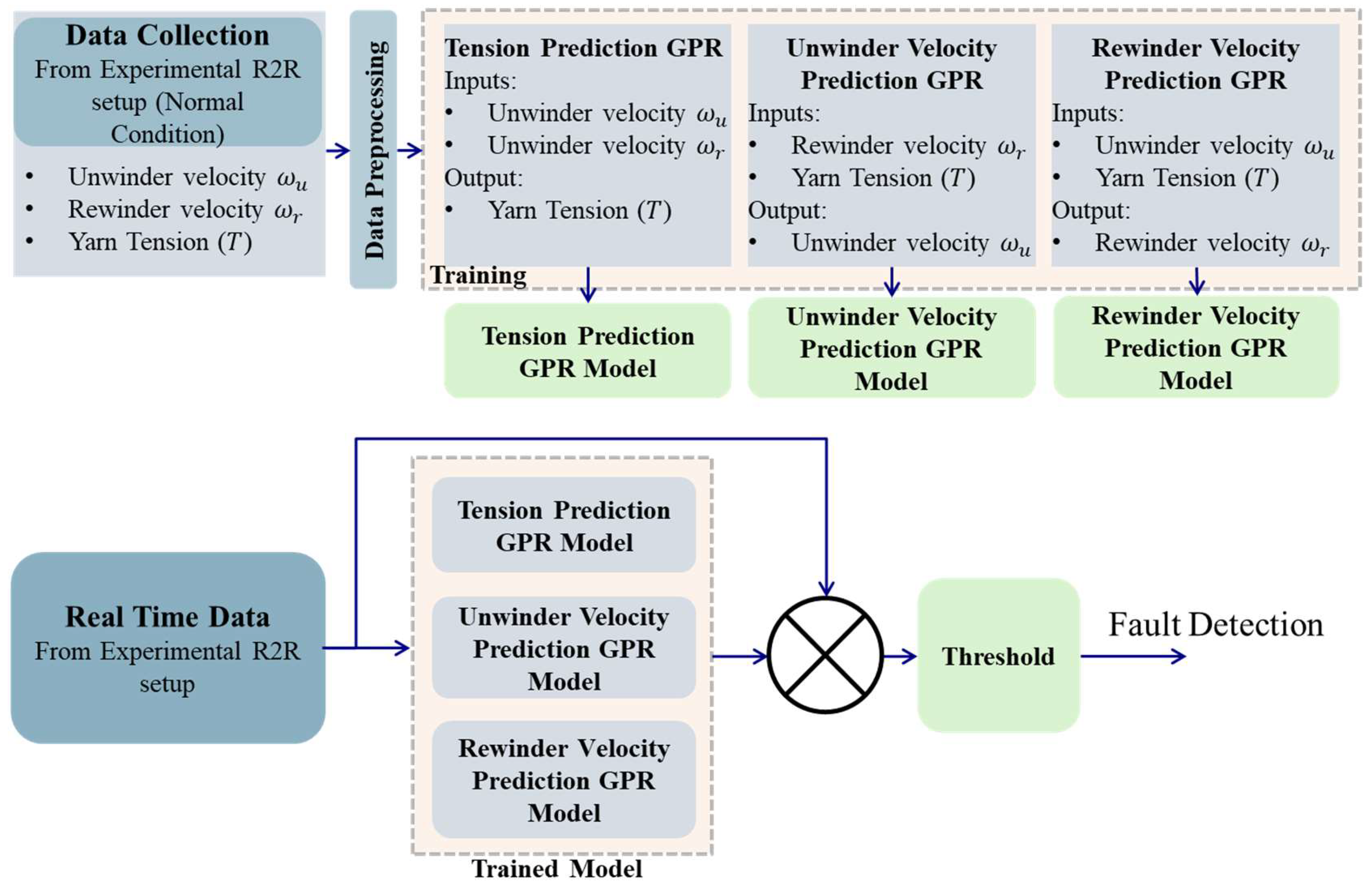
3.2. Offline Data Collection and GPR Training
- 1.
- Tension Prediction GPR:
- a.
- Inputs: Unwinder motor velocity (), rewinder motor velocity ().
- b.
- Output: Yarn tension (T).
- c.
- This model learns the relationship between motor velocities and the resulting tension under normal conditions.
- 2.
- Unwinder Velocity Prediction GPR:
- a.
- Inputs: Rewinder motor velocity (), yarn tension (T).
- b.
- Output: Unwinder motor velocity ().
- c.
- This model learns the relationship between rewinder motor velocity, yarn tension, and the resulting unwinder motor velocity under normal conditions.
- 3.
- Rewinder Velocity Prediction GPR:
- a.
- Inputs: Unwinder motor velocity (), yarn tension (T).
- b.
- Output: Rewinder motor velocity ().
- c.
- This model learns the relationship between rewinder motor velocity, yarn tension, and the resulting rewinder motor velocity under normal conditions.
3.3. Fault Detection Logic
3.4. Fault Response
4. Results
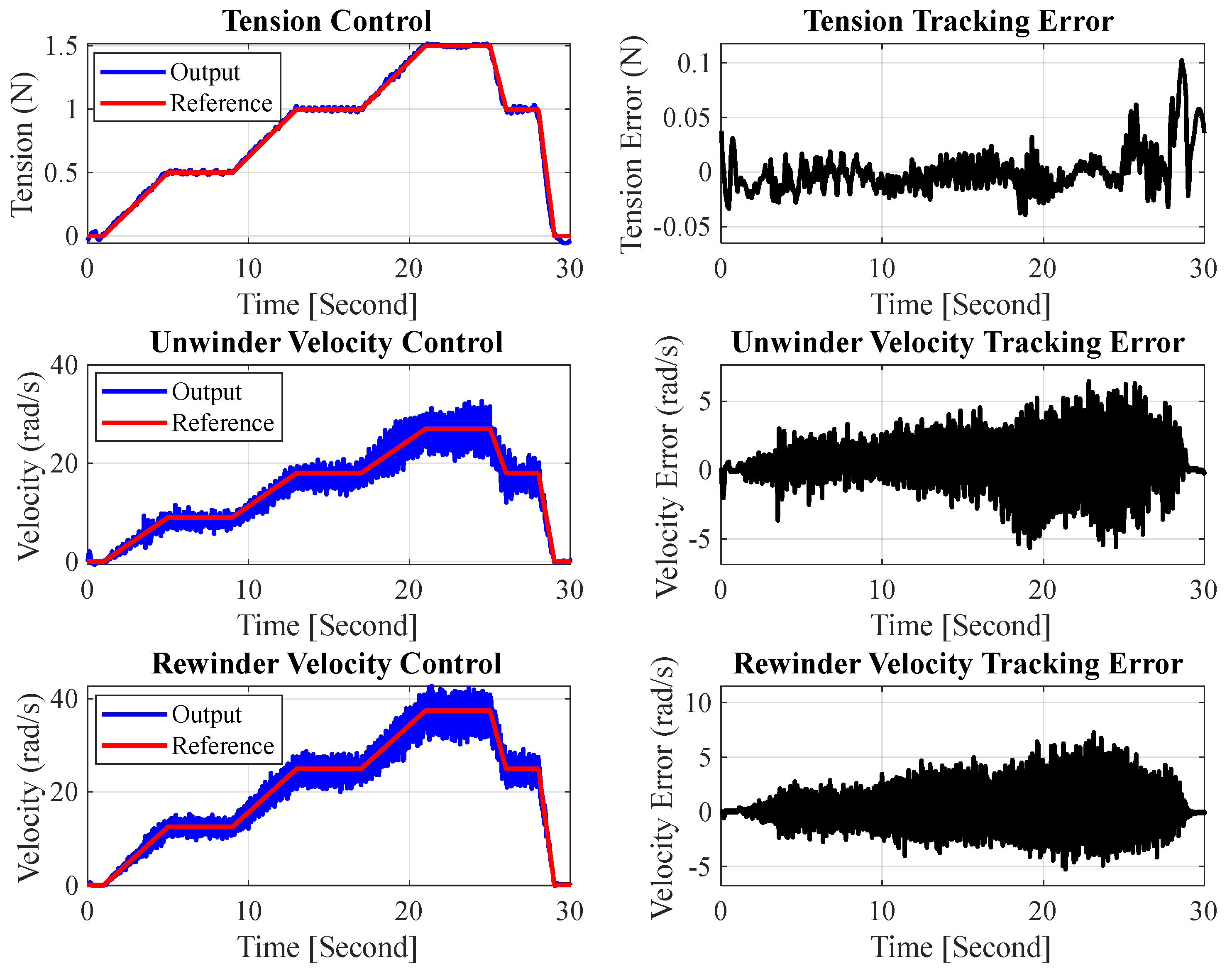
4.1. Controller Performance (Normal Operation)
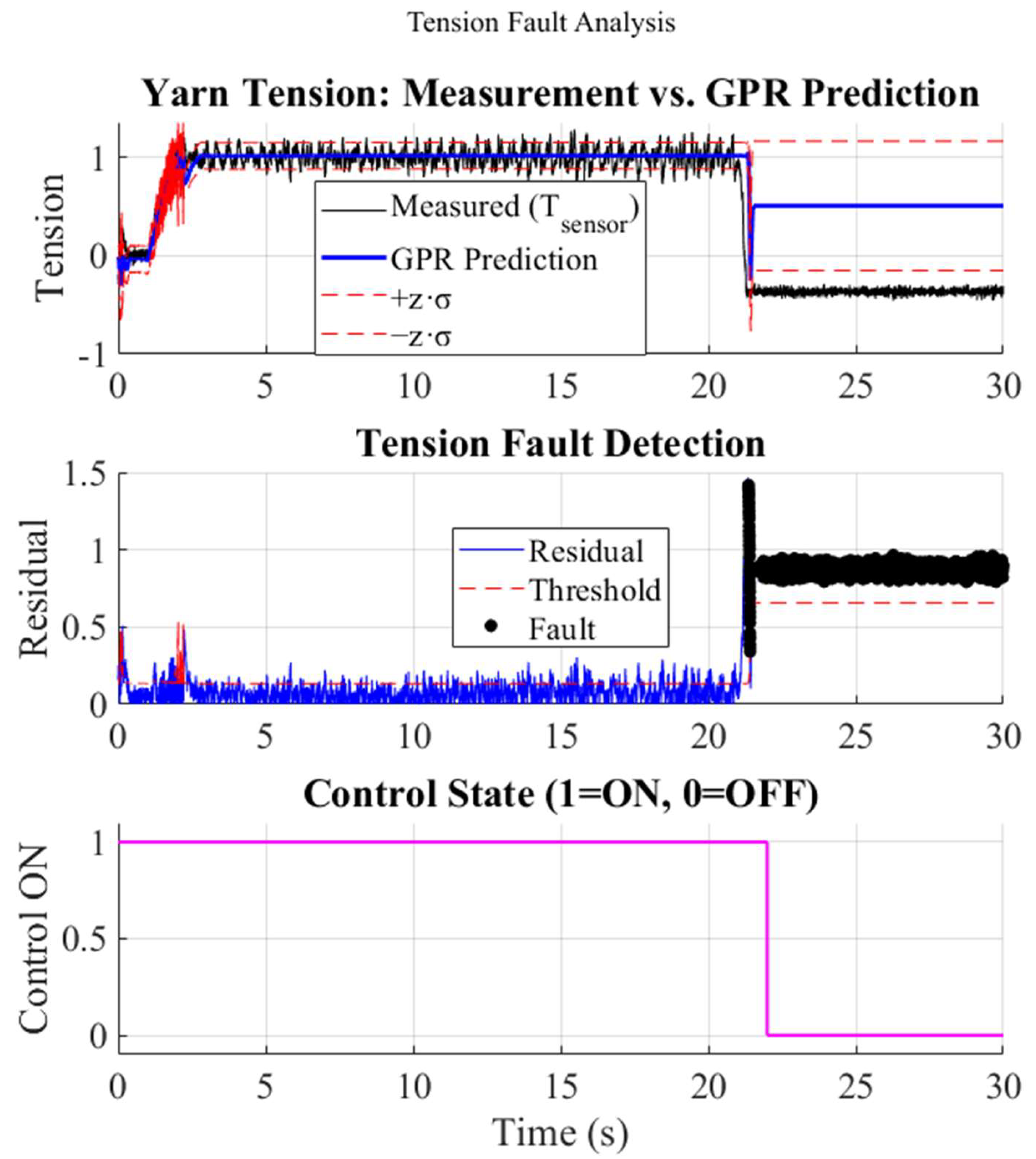
4.2. Fault Detection Performance
4.2.1. Yarn Breakage Scenario
4.2.2. Unwinder Motor Fault
4.2.3. Rewinder Motor Fault
5. Discussion
5.1. Analysis of Controller Performance
5.2. Fault Detection Insights
5.3. Integrated Perspective
5.4. Comparison with the Literature
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| R2R | Roll-to-roll |
| GPR | Gaussian Process Regression |
| FFT | Fast Fourier Transform |
| PRBS | Pseudo-Random Binary Sequence |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Definition |
|---|---|
| Moment of inertia of the unwinder roll | |
| Moment of inertia of the rewinder roll | |
| Unwinder radius | |
| Rewinder radius | |
| Angular velocity of unwinder roll | |
| Angular acceleration of unwinder roll | |
| Angular velocity of rewinder roll | |
| Angular acceleration of rewinder roll | |
| Unwinder roll’s rolling friction | |
| Rewinder roll’s rolling friction | |
| Friction torque of unwinder roll | |
| Friction torque of rewinder roll | |
| Yarn tension of unwinder roll | |
| Yarn tension of rewinder roll | |
| Motor torque of unwinder roll (control input) | |
| Motor torque of rewinder roll (control input) | |
| Yarn tension | |
| Inertia of core | |
| Material density | |
| Roll width | |
| Segment of length | |
| Radius of roller | |
| Core radius of roller | |
| Yarn cross-sectional area | |
| Young’s modulus | |
| Linear velocities of rewinder | |
| Linear velocities of unwinder | |
| Yarn stiffness constant | |
| Desired yarn tension | |
| Feedback controller | |
| Feedforward controller | |
| Cutoff frequency of feedback controller | |
| Cutoff frequency of feedforward controller | |
| Control gain | |
| Motor torque | |
| Disturbance observer | |
| Cutoff frequency of disturbance observer | |
| Output | |
| Desired angular position | |
| Measured angle | |
| Tension | |
| Web-speed command | |
| Incremental position command | |
| Nominal inertia | |
| Nominal damping | |
| Angular velocity | |
| v | Yarn linear velocity |
| ω | Motor angular velocity |
| Yarn thickness | |
| Tension variable |
References
- Ji, Y.; Ma, J.; Zhou, Z.; Li, J.; Song, L. Dynamic Yarn-Tension Detection Using Machine Vision Combined with a Tension Observer. Sensors 2023, 23, 3800. [Google Scholar] [CrossRef] [PubMed]
- Haque, M.E.; Kabiraj, R.; Khan, M.M.; Kaiser, M.S.U.; Rahman, M.B. Effect of Machine Parameters on Starting Mark in Textiles Denim Weaving Process. Int. J. Text. Sci. 2023, 12, 1–9. [Google Scholar]
- Regulating Web Tension in Tape Systems with Time-Varying Radii. Available online: https://ieeexplore.ieee.org/document/5160543 (accessed on 30 April 2025).
- Ofosu, R.A.; Zhu, H. Tension Control Algorithms Used in Electrical Wire Manufacturing Processes: A Systematic Review. Cogent Eng. 2024, 11, 2322837. [Google Scholar] [CrossRef]
- Jabbar, K.A.; Pagilla, P.R. Modeling and Analysis of Web Span Tension Dynamics Considering Thermal and Viscoelastic Effects in Roll-to-Roll Manufacturing. J. Manuf. Sci. Eng. 2018, 140, 051005. [Google Scholar] [CrossRef]
- Lu, J.-S.; Chen, H.-R.; Cheng, M.-Y.; Su, K.-H.; Cheng, L.-W.; Tsai, M.-C. Tension Control Improvement in Automatic Stator In-Slot Winding Machines Using Iterative Learning Control. In Proceedings of the 2014 International Conference on Information Science, Electronics and Electrical Engineering, ISEEE 2014, Sapporo City, Hokkaido, Japan, 26–28 April 2014; pp. 1643–1647. [Google Scholar] [CrossRef]
- Abd-Elraouf, M.A.; El-Shenawy, A.; Ashour, H.A. Performance Improvement of Automatic Tension Control in Multi Coordinate Drive Systems for Industrial Paper Winder. In Proceedings of the 2017 Nineteenth International Middle East Power Systems Conference (MEPCON), Nasr City, Egypt, 19–21 December 2017; pp. 1163–1169. [Google Scholar]
- Mokhtari, F.; Sicard, P.; Hazzab, A. Decentralized Nonlinear Control Strategies for Disturbance Rejection in Winding Systems. In Proceedings of the 2011 IEEE International Electric Machines and Drives Conference, IEMDC 2011, Niagara Falls, ON, Canada, 15–18 May 2011. [Google Scholar] [CrossRef]
- Hwang, H.; Lee, J.; Eum, S.; Nam, K. Kalman-Filter-Based Tension Control Design for Industrial Roll-to-Roll System. Algorithms 2019, 12, 86. [Google Scholar] [CrossRef]
- Zhong, H.; Pao, L.Y. Feedforward Control to Attenuate Tension Error in Time-Varying Tape Systems. In Proceedings of the 2008 American Control Conference, Washington, DC, USA, 11–13 June 2008; pp. 105–110. [Google Scholar]
- Sundaram, T.; Velumani, M.M.; Lakshmi, V.S.; Sendhilkumar, S.; Balaji, A.K.; Rajkumar, S.; Seranthian, R. Design and Analysis of Automated Film Roll Cutter. Eng. Proc. 2024, 66, 30. [Google Scholar] [CrossRef]
- Damour, J. The Mechanics of Tension Control; Converter Accessory Coporation: Wind Gap, PA, USA, 2014; p. 9. [Google Scholar]
- Peng, C.; Yuan, X. A Study on Detection of Roving Tension and Fine Control of Yarn Breakage. Ind. Textila 2021, 72, 250–255. [Google Scholar] [CrossRef]
- Azevedo, J.; Ribeiro, R.; Matos, L.; Sousa, R.; Silva, J.; Pilastri, A.; Cortez, P. Predicting Yarn Breaks in Textile Fabrics: A Machine Learning Approach. Procedia Comput. Sci. 2022, 207, 2301–2310. [Google Scholar] [CrossRef]
- Zhang, H.; Lin, X.; Zhai, Z.; Wu, J.; Zhang, C. A Constant Residual Tension Control Method for the Precision Winding of Yarns. Text. Res. J. 2025, 95, 931–943. [Google Scholar] [CrossRef]
- Tastimur, C.; Ağrikli, M.; Akin, E. Anomaly Detection in Yarn Tension Signal Using ICA. Turk. J. Sci. Technol. 2023, 18, 33–43. [Google Scholar] [CrossRef]
- Lee, H.; Lee, Y.; Jo, M.; Nam, S.; Jo, J.; Lee, C. Enhancing Diagnosis of Rotating Elements in Roll-to-Roll Manufacturing Systems through Feature Selection Approach Considering Overlapping Data Density and Distance Analysis. Sensors 2023, 23, 7857. [Google Scholar] [CrossRef] [PubMed]
- Shao, H.; Peng, J.; Shao, M.; Liu, B. Multiscale Prototype Fusion Network for Industrial Product Surface Anomaly Detection and Localization. IEEE Sens. J. 2024, 24, 32707–32716. [Google Scholar] [CrossRef]
- Intelligent Diagnosis Method for Early Faults of Electric-Hydraulic Control System Based on Residual Analysis-ScienceDirect. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0951832025003436 (accessed on 9 June 2025).
- Multi-Objective Maintenance Strategy for Complex Systems Considering the Maintenance Uncertain Impact by Adaptive Multi-Strategy Particle Swarm Optimization-ScienceDirect. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0951832024007427 (accessed on 9 June 2025).
- Gregorcic, G.; Lightbody, G. Gaussian Process Approach for Modelling of Nonlinear Systems. Eng. Appl. Artif. Intell. 2009, 22, 522–533. [Google Scholar] [CrossRef]
- He, Z.-K.; Liu, G.-B.; Zhao, X.-J.; Wang, M.-H. Overview of Gaussian Process Regression. Kongzhi Yu Juece/Control Decis. 2013, 28, 1121–1129+1137. [Google Scholar]
- Neaz, A.; Lee, E.H.; Jin, T.H.; Cho, K.C.; Nam, K. Optimizing Yarn Tension in Textile Production with Tension–Position Cascade Control Method Using Kalman Filter. Sensors 2023, 23, 5494. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z. Control of High Precision Roll-to-Roll Printing Systems. Ph.D. Thesis, University of Machigan, St, Ann Arbor, MI, USA, 2023. [Google Scholar]
- Raul, P.; Pagilla, P. Design and Implementation of Adaptive PI Control Schemes for Web Tension Control in Roll-to-Roll (R2R) Manufacturing. ISA Trans. 2015, 56, 276–287. [Google Scholar] [CrossRef]
- Basu, A.; Gotipamul, R. Effect of Some Ring Spinning and Winding Parameters on Extra Sensitive Yarn Imperfections. Indian J. Fibre Text. Res. 2005, 30, 211–214. [Google Scholar]
- Tsai, S.-Y. Design and Development of a Web Roll-to-Roll Testing System with Lateral Dynamics Control of Displacement Guide. Ph.D. Thesis, Massey University, Palmerston North, New Zealand, 2012. [Google Scholar]
- Martin, C.; Zhao, Q.; Patel, A.; Morquecho, E.; Chen, D.; Li, W. A Review of Advanced Roll-to-Roll Manufacturing: System Modeling and Control. J. Manuf. Sci. Eng. 2024, 147, 041004. [Google Scholar] [CrossRef]
- Lee, J.; Byeon, J.; Lee, C. Theories and Control Technologies for Web Handling in the Roll-to-Roll Manufacturing Process. Int. J. Precis. Eng. Manuf.-Green Tech. 2020, 7, 525–544. [Google Scholar] [CrossRef]
- Kim, J.; Kim, K.; Kim, H.; Park, P.; Lee, S.; Lee, T.; Kang, D. Experimental Validation of High Precision Web Handling for a Two-Actuator-Based Roll-to-Roll System. Sensors 2022, 22, 2917. [Google Scholar] [CrossRef]
- Kim, J.; Kim, H.; Kim, K.-R.; Kang, D. Dynamics and Control of Web Handling in Roll-to-Roll System With Driven Roller. IEEE Access 2023, 11, 58159–58168. [Google Scholar] [CrossRef]
- Zheng, D.; Pryor, M. Control of High Precision Roll-to-Roll Manufacturing Systems. Ph.D. Thesis, The University of Texas at Austin, Austin, TX, USA, 2018. [Google Scholar]
- Liao, Y.; Xie, J.; Wang, Z.; Shen, X. Multisensor Estimation Fusion with Gaussian Process for Nonlinear Dynamic Systems. Entropy 2019, 21, 1126. [Google Scholar] [CrossRef]
- Julier, S.J.; Uhlmann, J.K. A New Extension of the Kalman Filter to Nonlinear Systems. Ph.D. Thesis, The University of North Carolina at Chapel Hill, Chapel Hill, NC, USA, 1997. [Google Scholar]
- Maffioletti, F. Data-Driven Techniques for Printer Prognosis and Performance Improvement: Design and Critical Comparison. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2019. [Google Scholar]
- Saeidi-Javash, M.; Wang, K.; Zeng, M.; Luo, T.; Dowling, A.W.; Zhang, Y. Machine Learning-Assisted Ultrafast Flash Sintering of High-Performance and Flexible Silver–Selenide Thermoelectric Devices. Energy Environ. Sci. 2022, 15, 5093–5104. [Google Scholar] [CrossRef]
- Robust Tension Control of Roll to Roll Winding Equipment Based on a Disturbance Observer. Available online: https://www.researchgate.net/publication/312113489_Robust_tension_control_of_roll_to_roll_winding_equipment_based_on_a_disturbance_observer (accessed on 30 April 2025).






| Component | Parameter | Value/Description |
|---|---|---|
| Unwinder Motor | Type | Servo Motor |
| Model No. | APMC-FAL01AM8K | |
| Max Torque | 0.96 Nm | |
| Encoder Resolution | 2500 PPR | |
| RPM | 3000 | |
| Rewinder Motor | Type | Servo Motor |
| Model No. | APMC-FAL01AM8K | |
| Max Torque | 0.96 Nm | |
| Encoder Resolution | 2500 PPR | |
| RPM | 3000 | |
| Load Sensor | Type | Industrial pressure transducer |
| Range | 0.1–50 N | |
| Sensitivity | ||
| Location | On intermediate guide roller | |
| Data Acquisition | Hardware | National Instrument QUANSER Board |
| Sampling Rate | 200 kHz | |
| Yarn | Material | Polyester |
| Stiffness (E) | Value specific to the identified yarn |
| Parameter Symbol | Description | Identified Value | Units |
|---|---|---|---|
| Unwinder roll’s inertia | |||
| Unwinder roll’s rolling friction | |||
| Rewinder roll’s inertia | |||
| Rewinder roll’s rolling friction | |||
| Yarn stiffness constant | N/m |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neaz, A.; Lee, E.H.; Noman, M.A.; Cho, K.; Nam, K. Integrated Cascade Control and Gaussian Process Regression–Based Fault Detection for Roll-to-Roll Textile Systems. Machines 2025, 13, 548. https://doi.org/10.3390/machines13070548
Neaz A, Lee EH, Noman MA, Cho K, Nam K. Integrated Cascade Control and Gaussian Process Regression–Based Fault Detection for Roll-to-Roll Textile Systems. Machines. 2025; 13(7):548. https://doi.org/10.3390/machines13070548
Chicago/Turabian StyleNeaz, Ahmed, Eun Ha Lee, Mitul Asif Noman, Kwanghyun Cho, and Kanghyun Nam. 2025. "Integrated Cascade Control and Gaussian Process Regression–Based Fault Detection for Roll-to-Roll Textile Systems" Machines 13, no. 7: 548. https://doi.org/10.3390/machines13070548
APA StyleNeaz, A., Lee, E. H., Noman, M. A., Cho, K., & Nam, K. (2025). Integrated Cascade Control and Gaussian Process Regression–Based Fault Detection for Roll-to-Roll Textile Systems. Machines, 13(7), 548. https://doi.org/10.3390/machines13070548