1. Introduction
Shipbuilding is a comprehensive industry that provides technical equipment for shipping, marine exploration, national defense construction, and other fields [
1,
2,
3]. Its manufacturing technology reflects the overall industrial strength of a country. There is a significant demand for bevel cutting of steel plates and tubes in the shipbuilding process, accounting for about 8% to 12% of the total workload of ship construction. The quality and precision of cutting seriously affect the level of shipbuilding [
4,
5]. Generally, the manufacturers rely on beveling as part of the welding preparation process, as illustrated in
Figure 1. The beveled edge produces a sturdier type of welding to support the massive weight and loads on such machines and structures [
6]. However, the traditional beveling processing methods such as flame cutting or plasma cutting usually produce rough machined surfaces with deep dents and cuts [
7]. What is more, these thermal cutting methods are likely to cause serious thermal deformation of the workpiece. Thus, the process of inverse deformation is required, which has always been a difficulty in improving the efficiency of bevel processing. Under the urgent needs of industrial applications, abrasive waterjet cutting (AWJC) technology is introduced for the processing and manufacturing of beveled structures [
8,
9].
AWJC technology is an emerging unconventional cutting method that can cut different kinds of materials such as high-strength steels [
10], composites [
11,
12], rocks [
13], glasses [
14], foams [
15], and so on. The waterjet is accelerated by a streamline intensifier high-output pump that can provide water pressure up to 413.7 MPa (60,000 psi), and is ejected from an orifice with a tiny diameter of 0.33 mm [
16,
17,
18]. The abrasive particles are mixed with the high-speed waterjet in the focusing tube to form the continuous abrasive waterjet and be sprayed at a speed of over 600 m/s. Compared with other machining technologies, AWJC technology offers a higher material removal rate than the flame cutting process. It is reported that AWJC can cut large thickness materials up to 250 mm. Also, the surface integrity produced by AWJC is better than thermal machining methods like plasma cutting or laser cutting [
19,
20,
21]. As a kind of cold machining method, the cutting quality of the abrasive waterjet machining is not affected by thermal deformations. Thus, it can cut intricate shapes with better dimensional accuracy [
22]. Compared with other high energy fluid jet machining (HEFJet-Mach) methods such as laser cutting [
23], an abrasive waterjet can cut almost any material, while laser cutting is less effective for some reflective materials such as aluminum and copper. In addition, waterjet cutting does not generate high temperatures, so it will not cause thermal damage to the material, while laser cutting will produce a heat-affected zone, which may cause material deformation or microstructural changes. Moreover, the abrasive waterjet is an environmentally friendly processing technology that does not produce harmful gases or fumes, while laser cutting may produce harmful gases and require fume treatment. However, the abrasive waterjet also has its own processing disadvantages. For example, for thin materials, the speed of laser cutting is usually faster than that of an abrasive waterjet, and laser cutting can usually achieve higher precision and smaller kerf width. At present, the widely accepted theory is that AWJC has significant advantages in cutting quality and material adaptability, but the initial investment and operating costs are high. According to the survey, the abrasive consumption cost is high (about USD 10–20 per hour), and the high-pressure equipment maintenance cost is high, especially the high-pressure pump and nozzle; however, the water and electricity consumption cost is relatively low. Thus, AWJC is suitable for occasions that require high precision and high-quality cutting.
Furthermore, AWJC can also be applied in other large-scale industries such as automotive manufacturing and rail transportation due to its flexibility and high precision, showing great potential for industrial application. AWJC is used in the aerospace industry [
24] to cut titanium alloys, aluminum alloys, carbon fiber composite materials [
25], etc., which are used to manufacture aircraft fuselages, engine components, and spacecraft structures. However, composite materials such as carbon fiber reinforced polymer (CFRP) are composed of different layers of materials. The abrasive waterjet will be affected by the different properties of each layer during the cutting process, resulting in uneven cutting force and easy delamination. Moreover, as the jet penetrates deeper into the material, its energy gradually weakens, causing the cutting seam to gradually narrow and form a tapered section. The cutting width at the exit is usually smaller than that at the entrance, resulting in geometric deviation. With the development of high-precision waterjet cutting technology, high-precision turbine blades, structural frames, and other complex-shaped parts are manufactured. In this study, AWJC technology is applied in the high-precision manufacturing of bevels with complex structures.
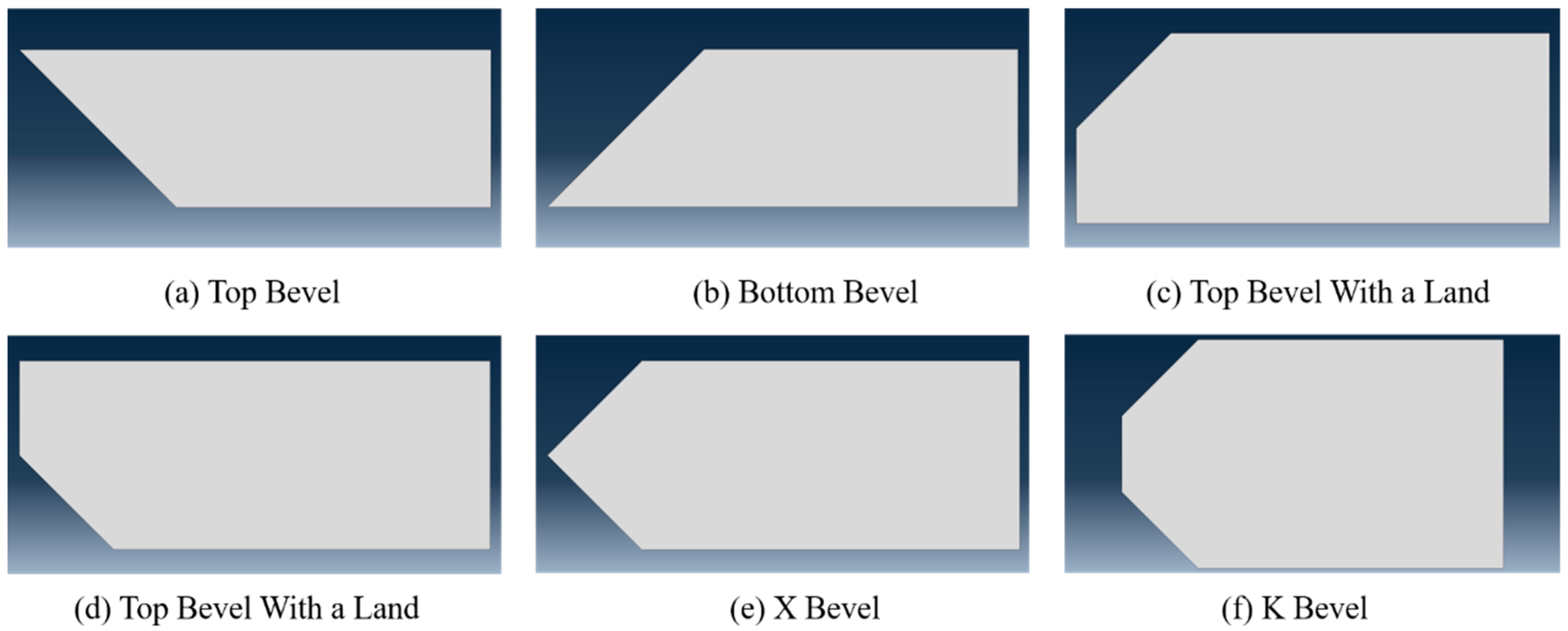
There are many challenges in the process of abrasive waterjet cutting bevels. The first step in delivering a precise bevel cut is to determine the right direction of the bevels. In fact, there are various kinds of bevels as illustrated in
Figure 2. Also, it may become even more complicated when the bevels are specified on pipes or curved surfaces. The cutting directions of these bevels gradually change over the entire cutting track [
26]. It is impossible to realize precise bevel cutting on curved surfaces without the help of the parametric modeling method. In the actual production of these complex bevel structures, it mainly relies on manual operations, which greatly reduces the cutting efficiency. Furthermore, the bevel cutting machine tools such as plasma cutting and gouging systems cannot be applied to a cramped processing environment like the shipbuilding industry. In order to break through the difficulty of bevel cutting on curved panel parts, different types of bevel models of curved panels are constructed based on the three-dimensional modeling software CATIA V5 according to the constraints of the product drawings. In addition, the bevel modeling process has been developed as a software module, which greatly facilitates factory applications.
Another vital issue in the bevel cutting process of abrasive waterjet machining is to ensure bevel shape accuracy. As we all know, AWJC technology has limitations [
8,
9]. The quality of the workpiece produced is affected by defects such as taper and jet lag because of the energy dissipating when the waterjet penetrates through the workpiece. Eliminating the deformation error of AWJC has always been a research hotspot. Process parameters have a significant impact on the kerf geometry and surface roughness. Optimizing the process parameters of abrasive waterjet machining requires comprehensive consideration of factors such as cutting depth, kerf width, and surface roughness [
12]. Generally speaking, the energy of the waterjet impacting the workpiece can be increased by adjusting the water pressure, abrasive flow rate, traverse speed, abrasive particle size, nozzle diameter, and working distance, which can improve cutting efficiency while ensuring machining quality. Hlavac [
27] proposed the method of nozzle tilting to reduce the distortion of the circular shape of AWJC. Similarly, Chen [
28] analyzed the reasons for the corner error of the square trajectory and proposed a method to compensate for this error. In addition, Chen [
29] also pointed out a guideline setting method in AWJC, which reduced the shape error caused by the cutting-in/cut-out process. Moreover, Wu et al. [
26] analyzed the main reasons that cause the jet point to deviate from the cutting path, including the linear motion error of the
X-axis and
Y-axis, the rotation error of the cutting head, and the change in the standoff distance. Thus, a target distance tracker was used to keep the standoff distance constant, and the motion errors of the machine tool were compensated for. Although these pioneer researchers have put much effort into improving the cutting accuracy of AWJC, there were few scholars to study the bevel cutting problems on curved structures especially for the cutting of high-strength and thick materials.
The challenge of bevel cutting on curved structures has been one of the most urgent problems that need to be broken through in AWJC technology. Therefore, a new method for precisely cutting bevels on curved plates by AWJC is proposed in this article. The newly developed method has been applied in the shipbuilding industry successfully. Compared with traditional bevel machining methods, it can not only achieve high quality but also improve processing efficiency. The roots of beveling are evenly retained and bevel widths are uniform with acceptable surface roughness. The rest of the article is structured as follows.
Section 2 describes the bevel types and analyzes the causes of the deformation error. In
Section 3, the key technologies to ensure bevel cutting accuracy are introduced. In
Section 4, experiments are carried out. In
Section 5, the experimental data are analyzed in accordance with the process quality requirements. Finally, the article is concluded in
Section 6.
3. Key Technologies to Ensure the Bevel Cutting Quality in AWJC
At present, the main cutting and processing methods for large ship parts are manual marking and flame cutting, resulting in large manual marking positioning errors and trajectory cutting errors.
Thus, based on a robot high-pressure abrasive waterjet processing system, this paper adopts AWJC to cut thick ship parts. In order to optimize the existing processing process, the main functional modules include workpiece hoisting and positioning, visual measurement and station establishment, processing hole position correction, and abrasive waterjet cutting. Firstly, the workpiece is hoisted into place to determine the initial radial and axial positions of the parts. Then, visual measurement and station establishment are performed, and the transfer station matrix is calculated through reference point measurement to determine the positional relationship of the workpiece relative to the processing system. Subsequently, the surface deformation of the processing area is detected, and the offline trajectory program of the three-dimensional model is corrected at the point position to meet the quality requirements of trajectory cutting. After the hole position correction step is completed, the high-pressure abrasive waterjet trajectory cutting program can be implemented to cut and process different types of ship parts.
3.1. Modeling Procedures for Bevel Structures
The 3D model of the cylindrical workpiece is firstly constructed depending on the parameters such as diameter, thickness, length, and so on. Then, the holes are opened in accordance with the requirements of the drawings. In addition, it is worth noting that radial holes and non-radial holes are distinguished according to the orientations of the axes of the holes. On the basis of the opened holes, parametric modeling of the bevel is carried out, as shown in
Figure 6. In particular, the modeling process of a non-radial bevel is challenging because of the continuously changing bevel directions along the entire trajectory. The realization for modeling non-radial bevels in this paper is a breakthrough in the shipbuilding industry. In addition, it is worth noting that the modeling of procedures determines the theoretical posture of the bevel points. Since large hull parts may deform during the manufacturing process, the theoretical direction and position of the bevel points need to be compensated for, as described in
Section 3.2 and
Section 3.3, respectively.
3.2. Determination of the Direction of Beveling
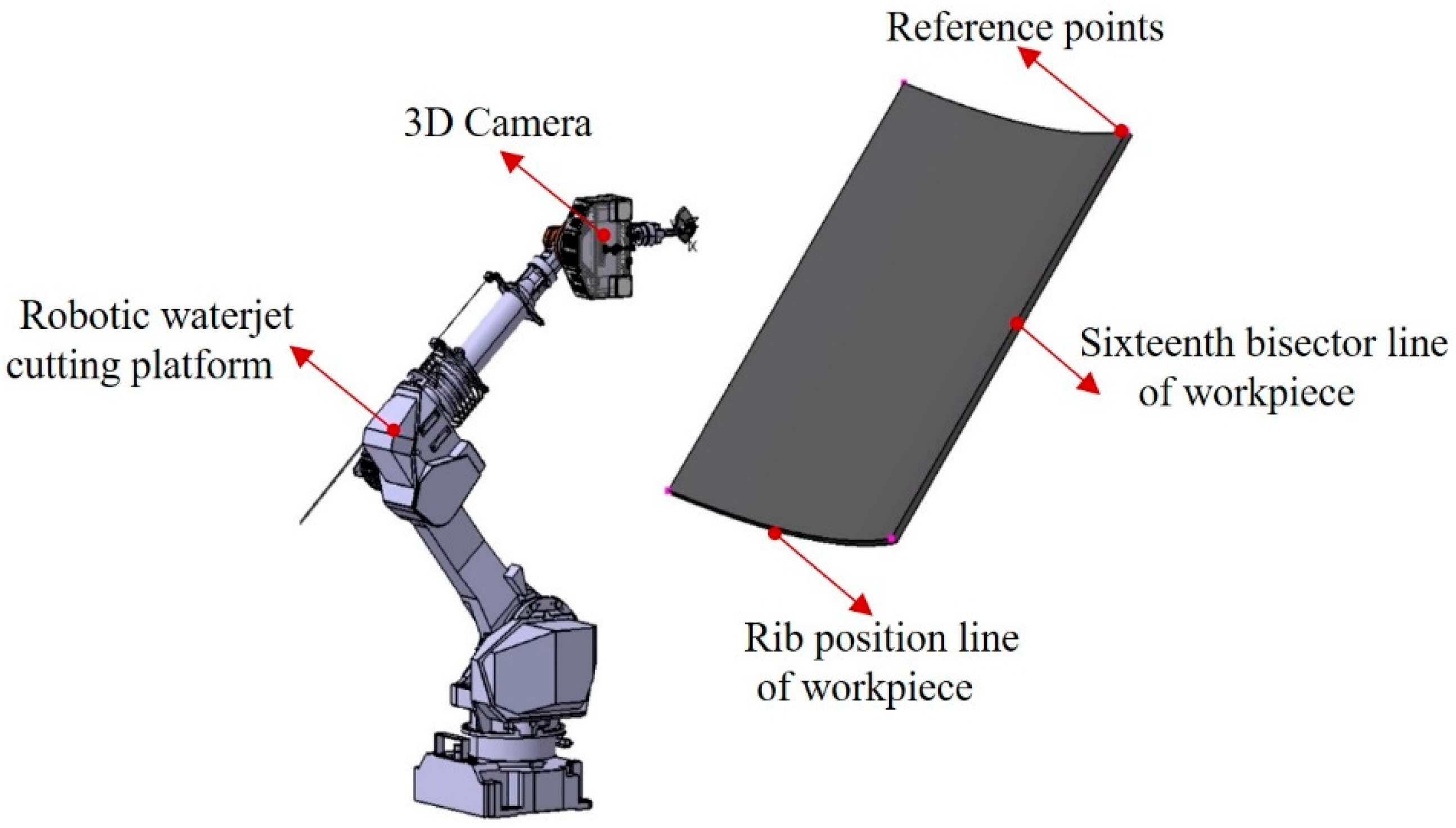
The accurate determination of the bevel direction has an important impact on the product qualities, which is regarded as another challenge in bevel machining. In this paper, the determination of the bevel direction refers to the use of a 3D camera system to establish the relative positional relationship between the workpiece (the hull panel) and the equipment (the waterjet cutting system). Firstly, a 3D camera is used to measure the positions of the reference points pre-set on the workpiece. Then, the processing coordinate system of the workpiece is acquired by the weighted singular value decomposition (SVD) algorithm [
30]. As shown in
Figure 7, the reference points are defined at the vertices of the processing area, which are the intersections of the reference lines (the two-dimensional curves on the surface) and the welds (the three-dimensional space features). Thus, the robot equipped with a 3D camera measures the four reference points sequentially in different postures. The coordinate transformation matrix between the processing coordinate system of the on-site workpiece and the theoretical coordinate system is calculated as:
where
PBi and
PAi represent the theoretical coordinate value and the actual coordinate value of the reference point
i, respectively.
R is the 3 × 3 rotation transformation matrix, and
t is the 3 × 1 translation transformation matrix;
wi represents the weight parameter of the reference point
i. The conversion matrices
R and
t are solved under the optimization goal of the minimum registration error. Therefore, the actual posture
vAi of the track point is calculated as:
where
vBi = (
α,
β,
γ,
x,
y,
z) is the theoretical posture of the discrete point
i setting on the beveling cutting trajectory. In addition, the conversion error has been calculated in the experiments below.
3.3. Compensation for Standoff Distance
It is worth noting that the formation for curved high-strength steel plates with large thickness is really a heavy duty. Thus, there are manufacturing errors on the product surfaces, which will cause the deviations of beveling, as illustrated in
Figure 5. Therefore, it is necessary to measure the surface deformation in the bevel-cutting area and compensate for the standoff distances of the points on the cutting tracks in time, as illustrated in
Figure 8. A laser tracker has been used to measure the actual positions of the points,. and then the offset errors are compensated for to ensure the constant bevel width of the target.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}