
Effect of Roller Burnishing and Slide Roller Burnishing on Surface Integrity of AISI 316 Steel: Theoretical and Experimental Comparative Analysis

 ,
,  ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Theoretical Background
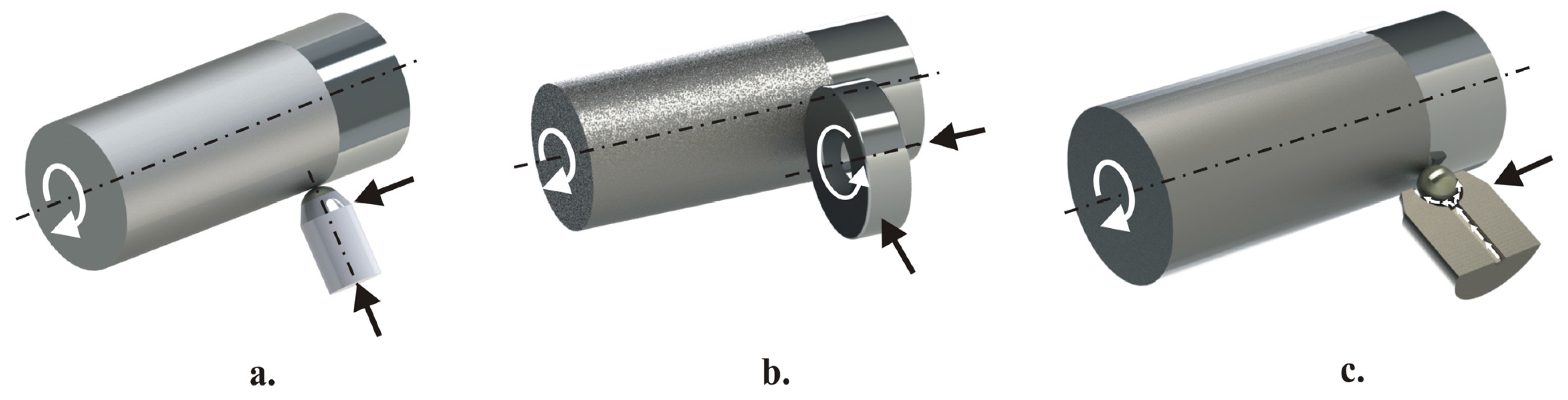
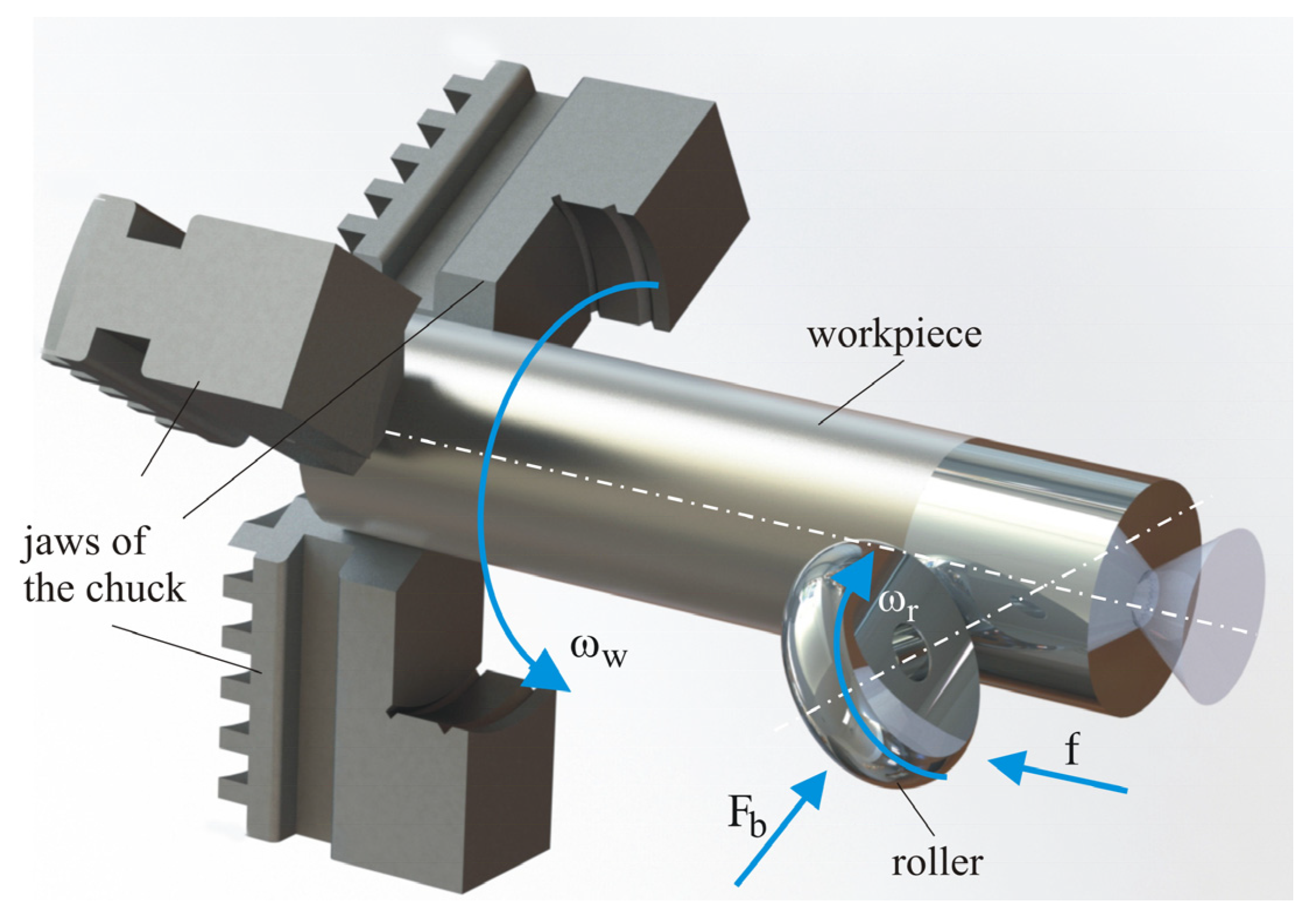
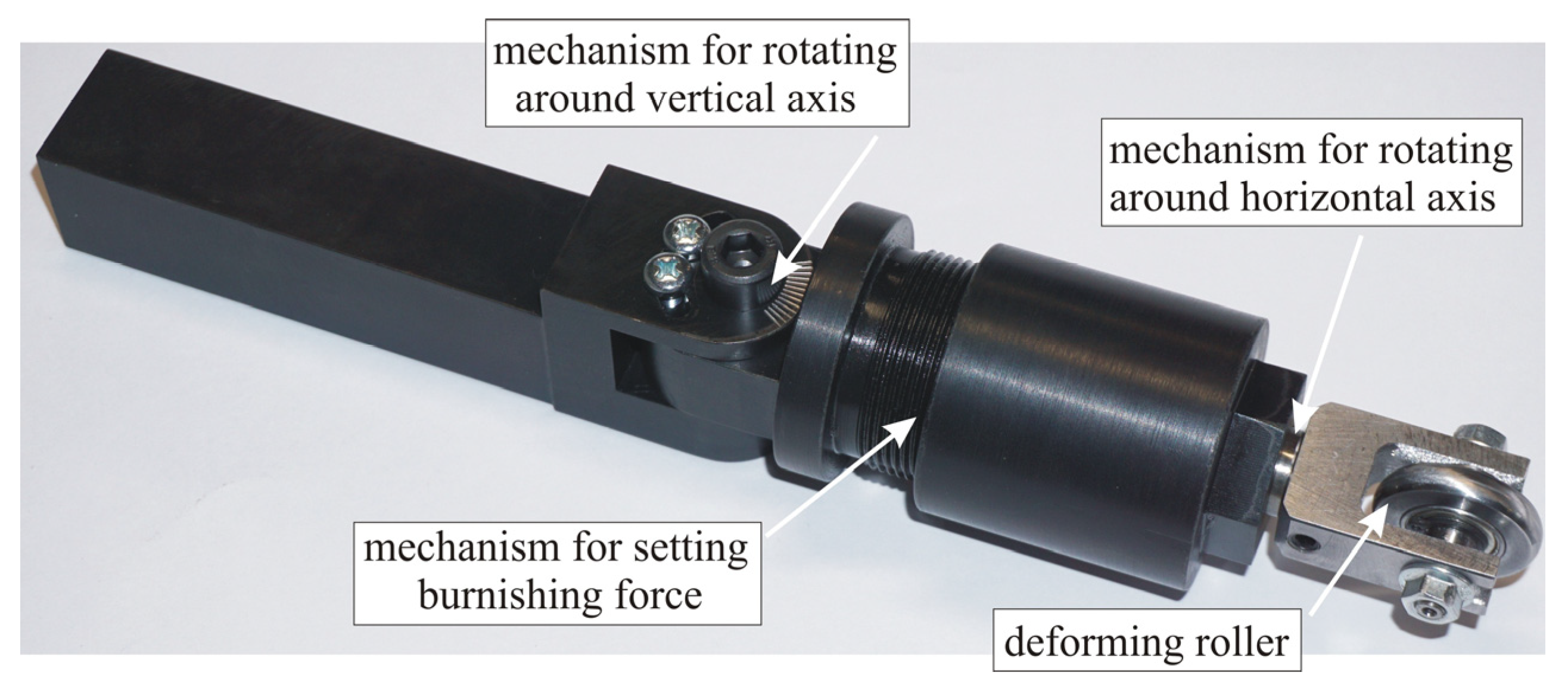
2.1. Implementation of SRB
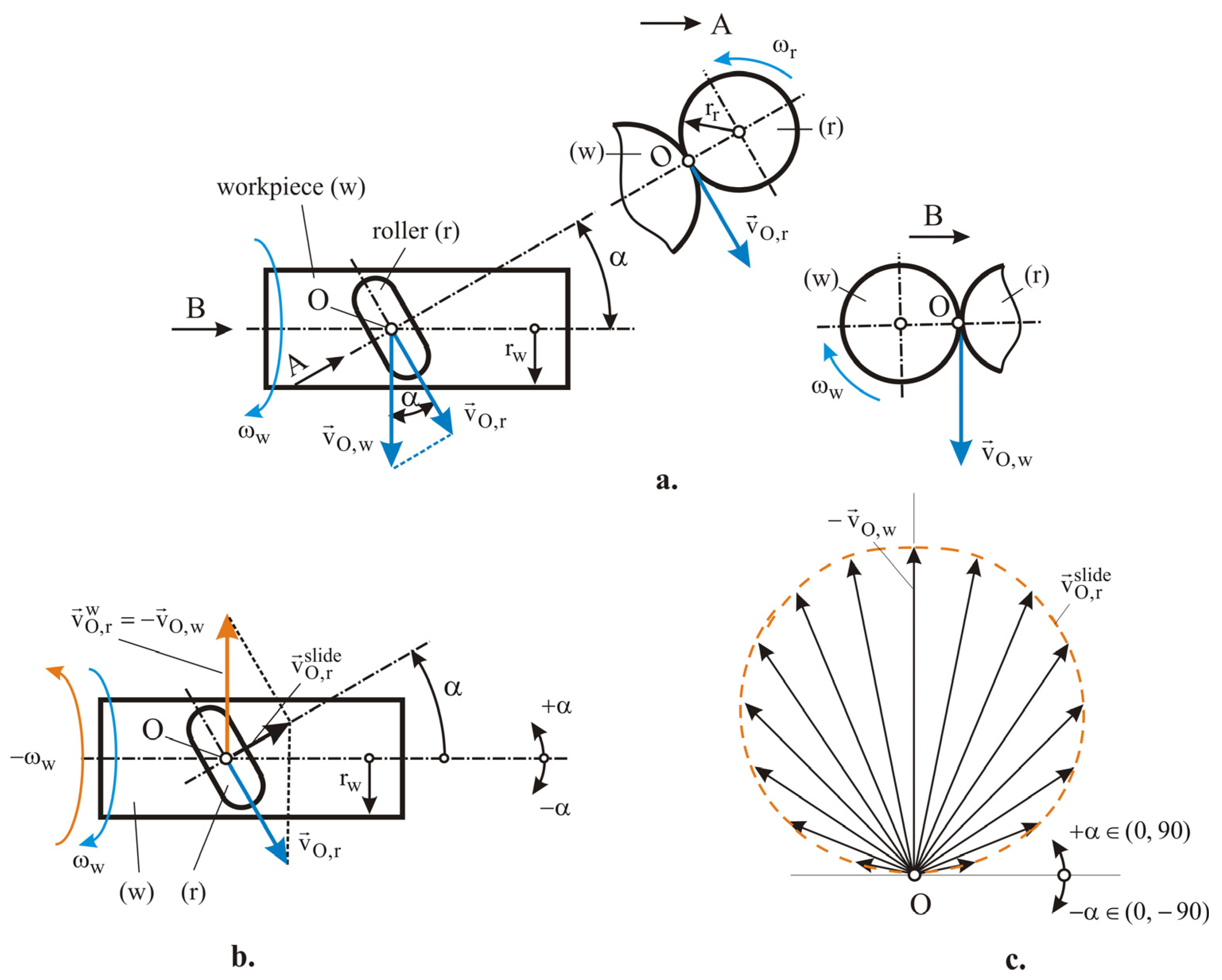
2.2. Kinematics of the Main Motion of SRB
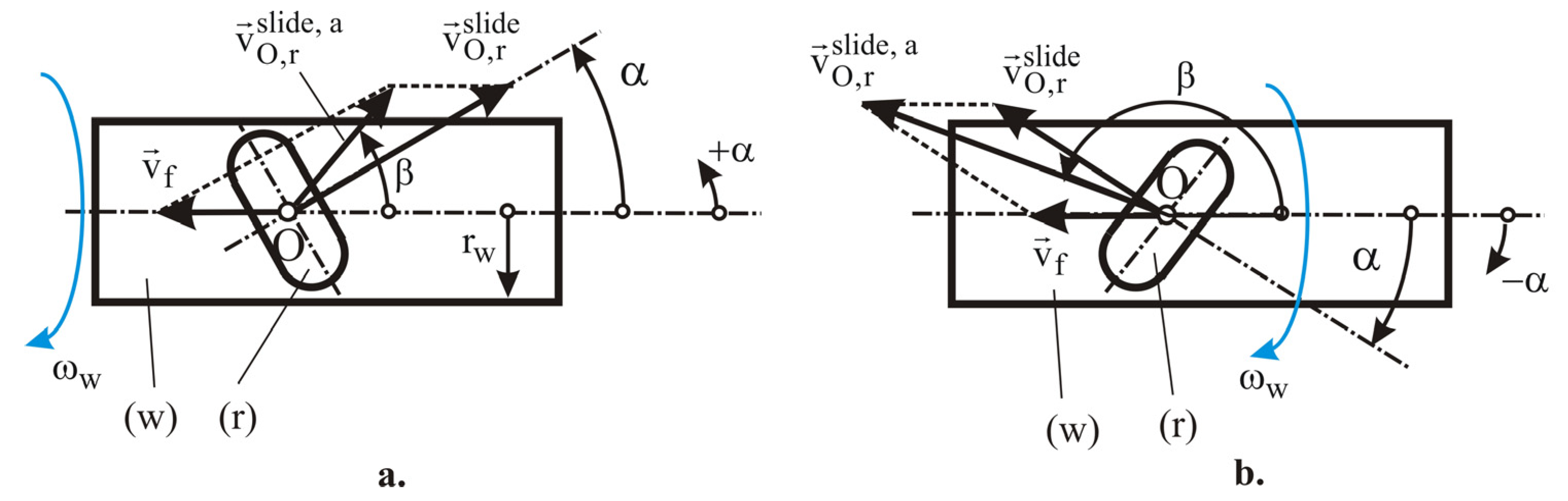
2.3. Kinematics of SRB with Feed Motion Included
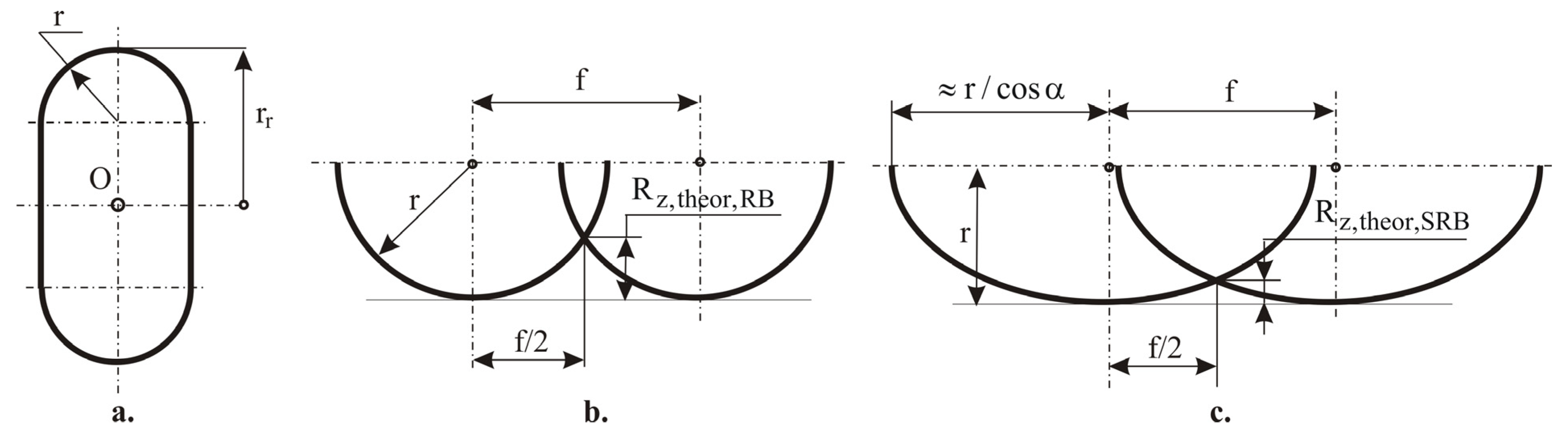
2.4. Theoretical Roughness
3. Experimental Setup and Conditions
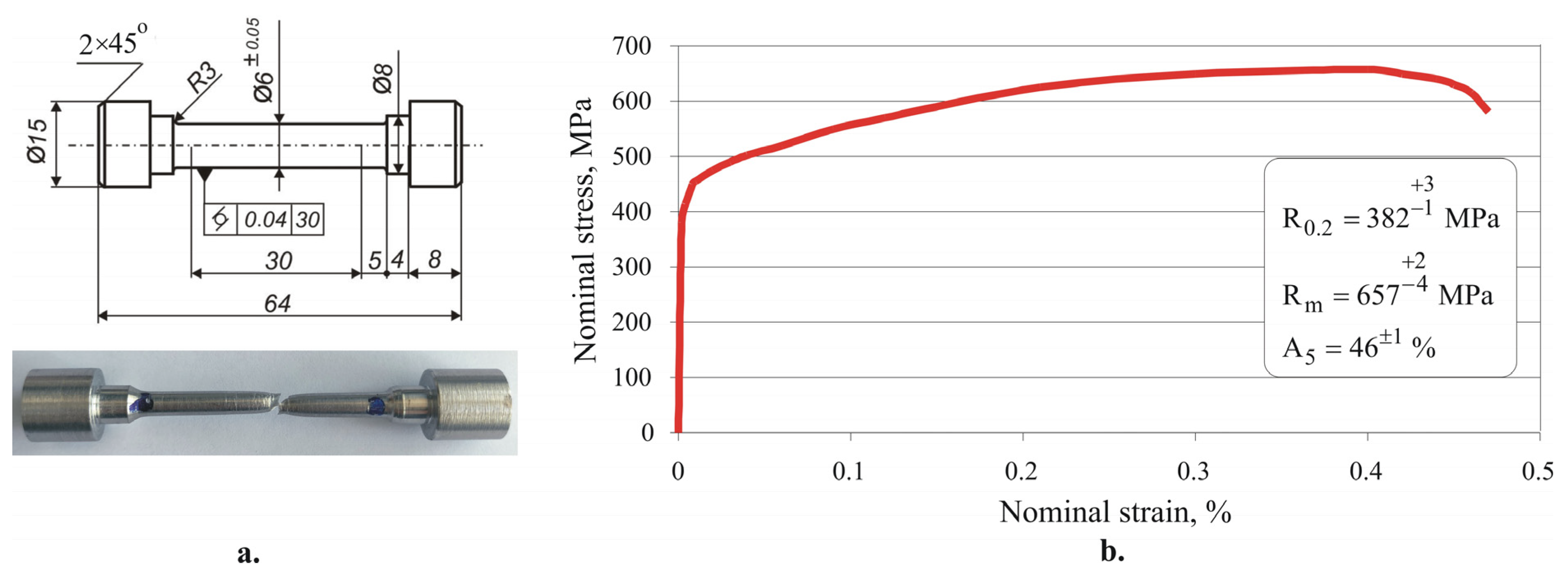
3.1. Material
3.2. Burnishing Methods Implementation
3.3. Measurement of Surface Integrity Characteristics
4. Experimental Results and Discussion
4.1. Material Characteristics
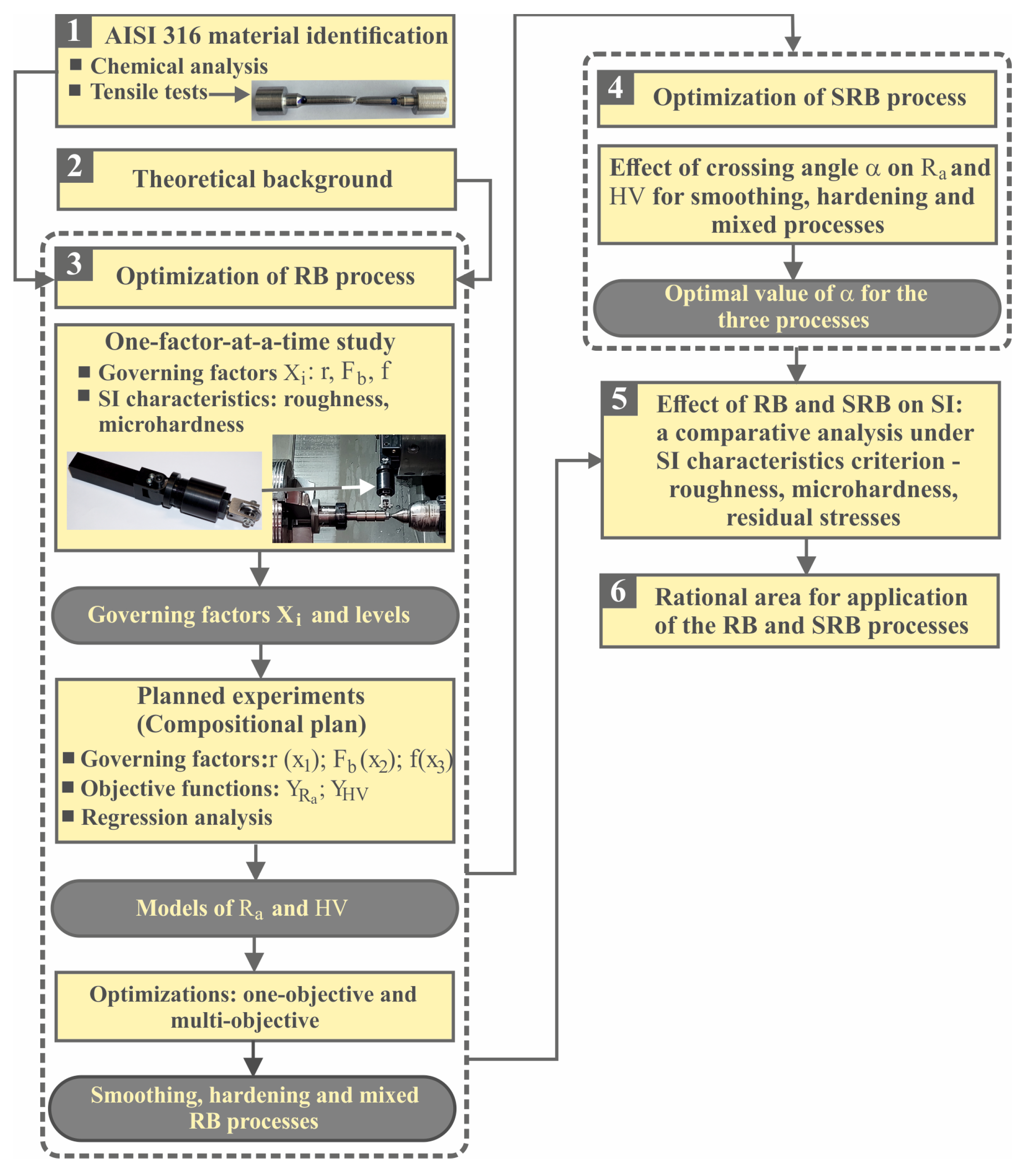
4.2. Optimization of RB Process
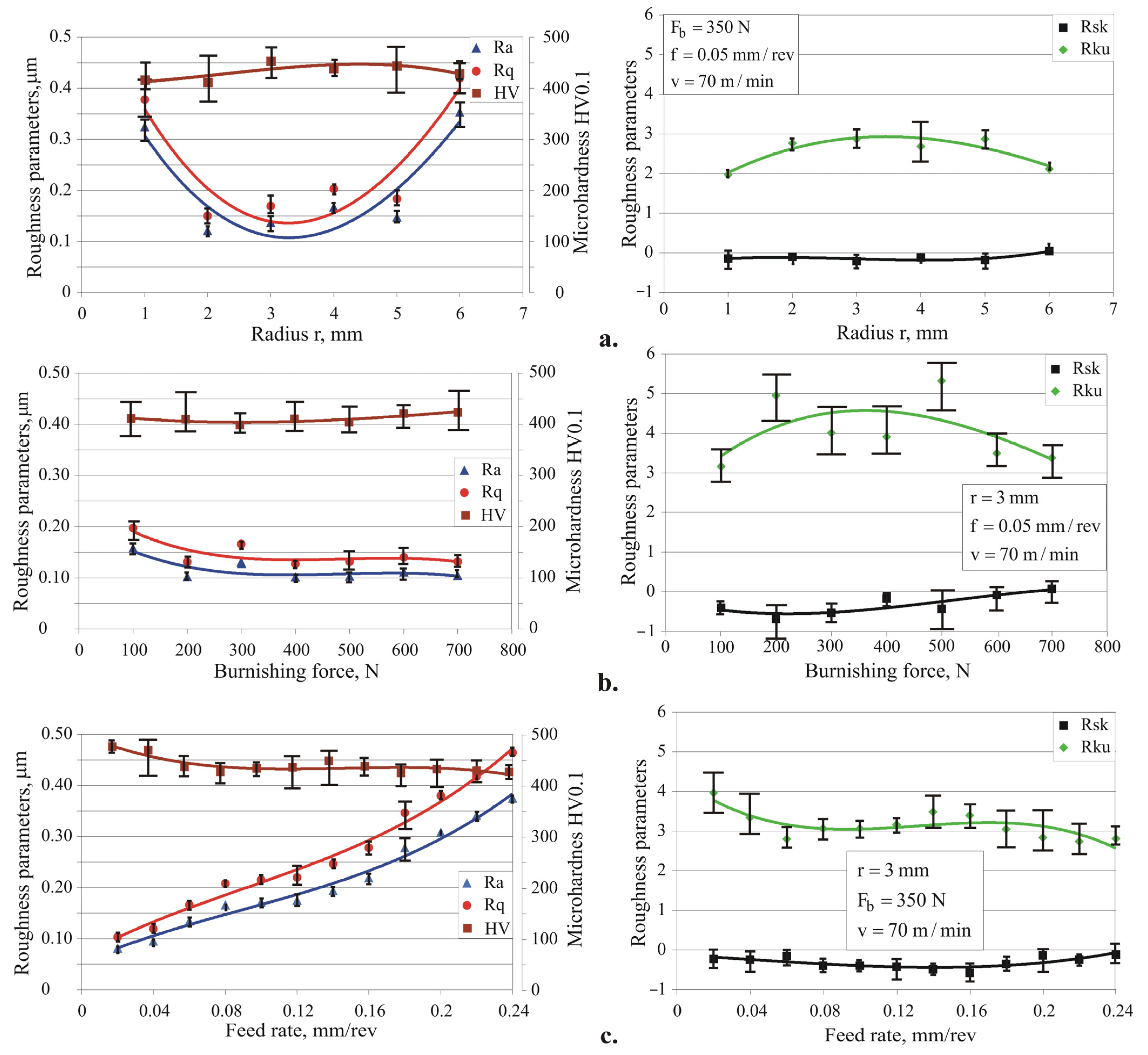
4.2.1. One-Factor-at-a-Time Study
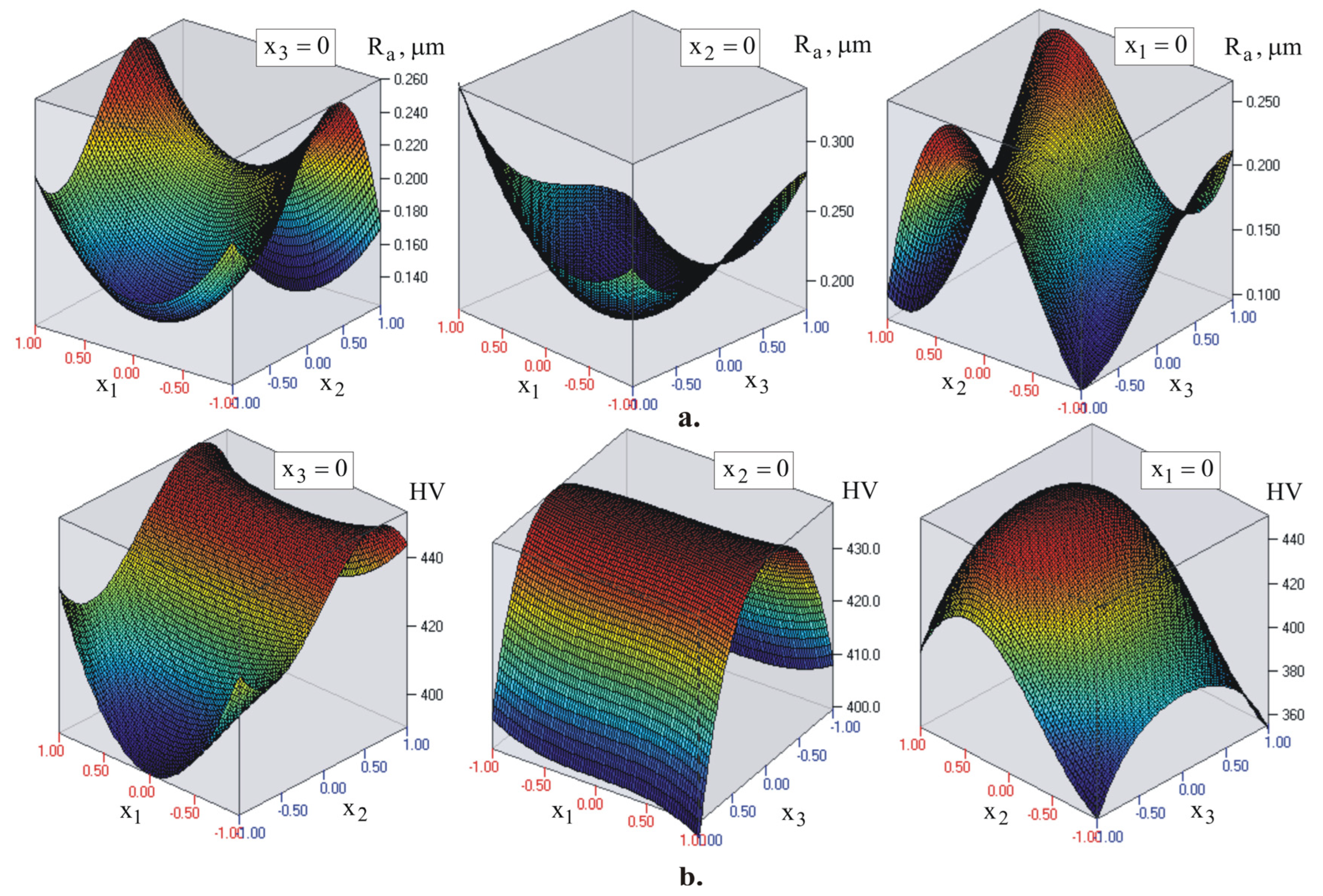
4.2.2. Planned Experiment
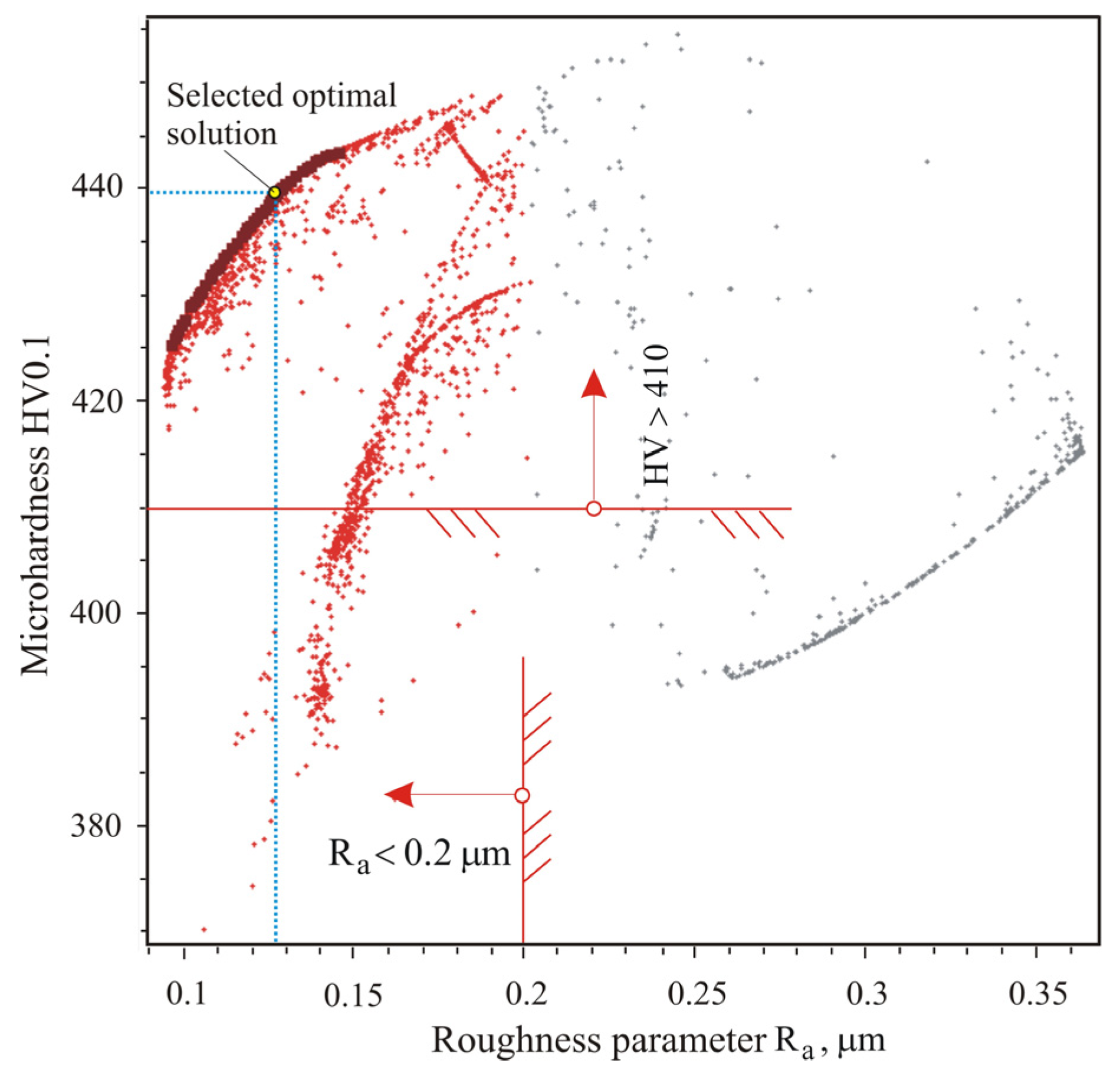
4.2.3. Optimization
4.3. SRB Investigation
4.3.1. Formulation of the Study
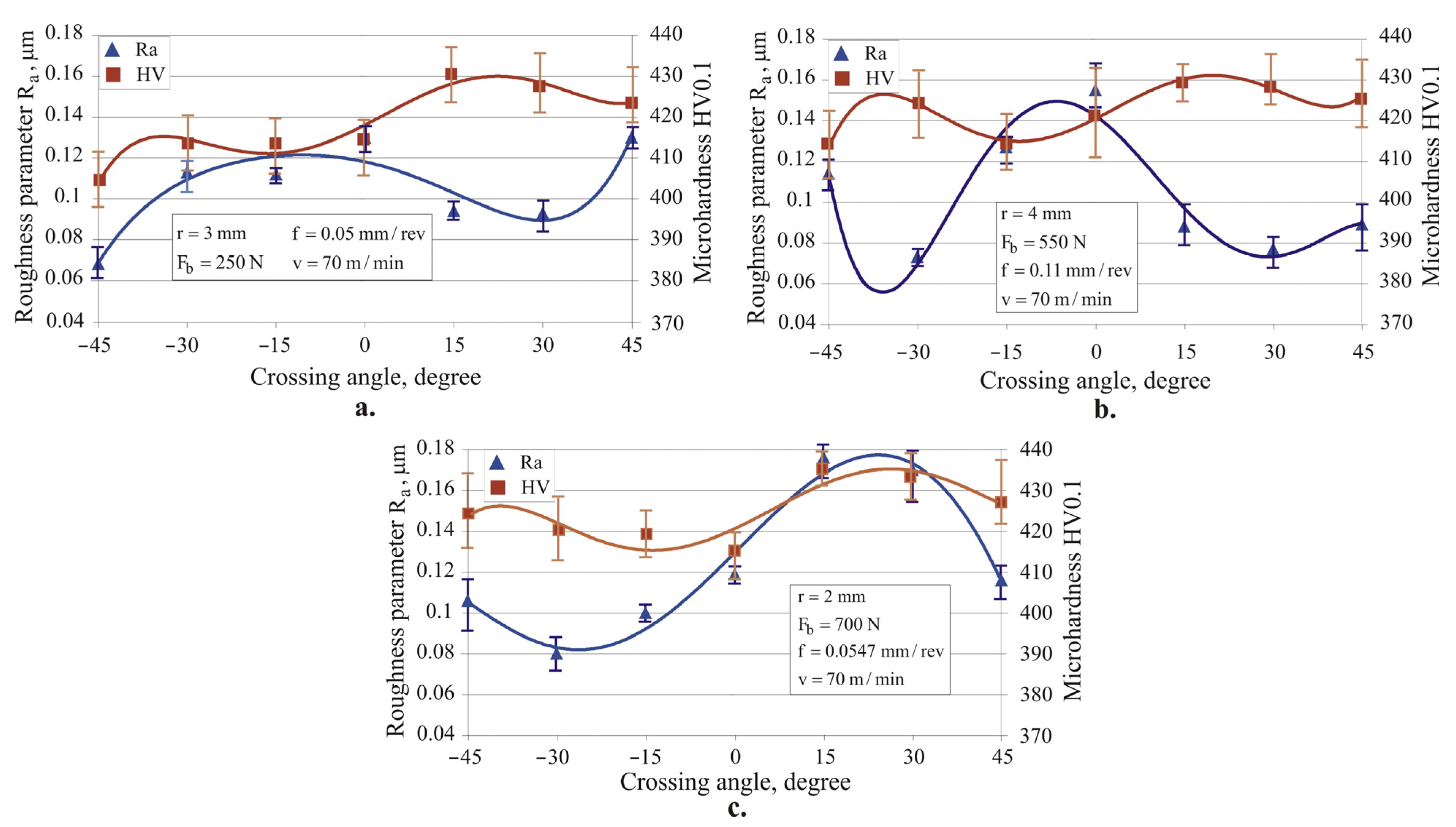
4.3.2. Effect of Crossing Angle on the Roughness Parameter Ra and Microhardness
4.4. Effect of RB and SRB on Surface Integrity: Comparative Analysis
4.4.1. Formulation of the Study
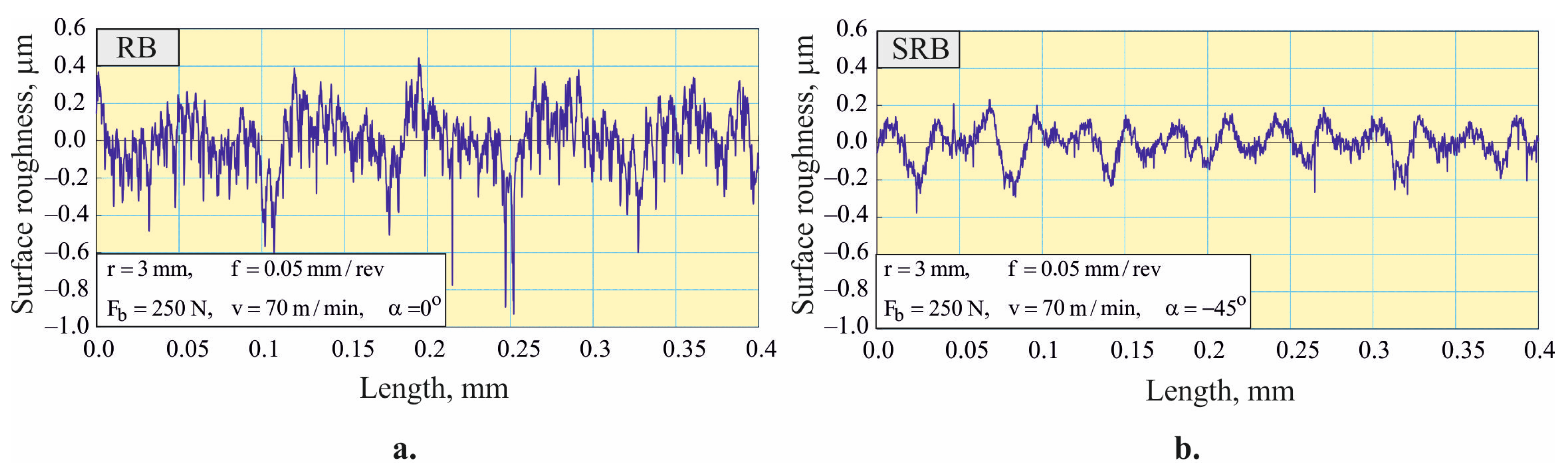
4.4.2. Smoothing Process
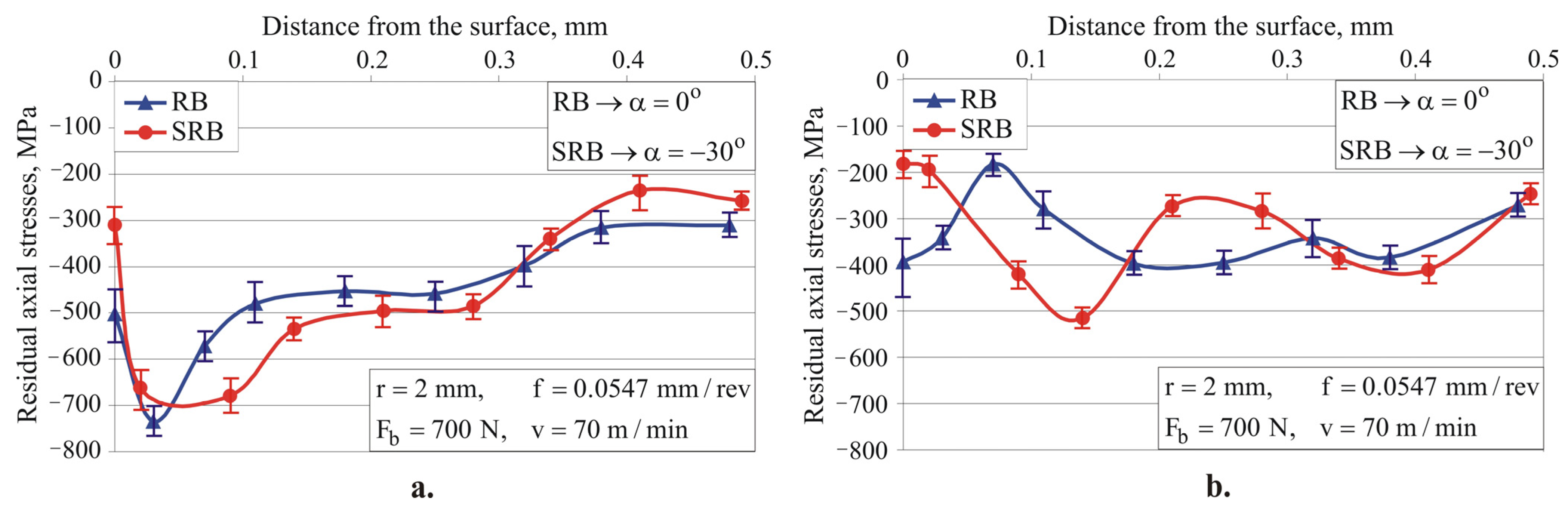
4.4.3. Hardening Process
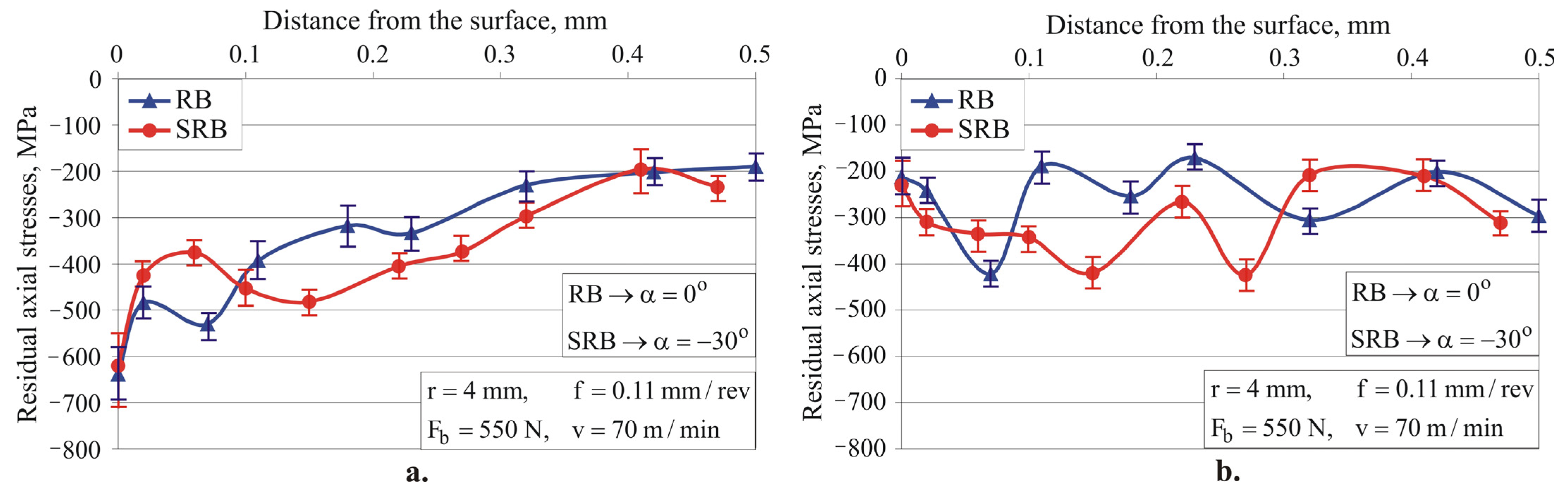
4.4.4. Mixed Process
5. Conclusions
- The new method was investigated theoretically and experimentally. Based on the theoretical background of SRB, it was established that RB is a special case of SRB. Due to the crossing axes of the deforming roller and workpiece, a relative sliding velocity occurs in the contact zone between the roller and the machined surface. The direction of the sliding velocity vector depends on the size of the crossing angle and is set by the new burnishing device. This makes it possible to realize a desired surface texture. When the two axes are parallel, the well-known RB method is implemented. The relationship between the finishing and the surface integrity characteristics was investigated for both methods.
- Three combinations of optimal sizes of RB governing factors were found, with which three processes were realized: smoothing, hardening, and mixed. Using the same three combinations of governing factor sizes, the optimal crossing angle values for the SRB were found. The distinctions between smoothing, hardening, and mixed processes were found to be largely irrelevant to SRB, as with all three combinations of governing factors, SRB achieved roughness and microhardness values within a narrow range. For instance, the roughness parameter and microhardness HV0.1 remained within the ranges (0.068–0.080) µm and (404–424) HV0.1, respectively.
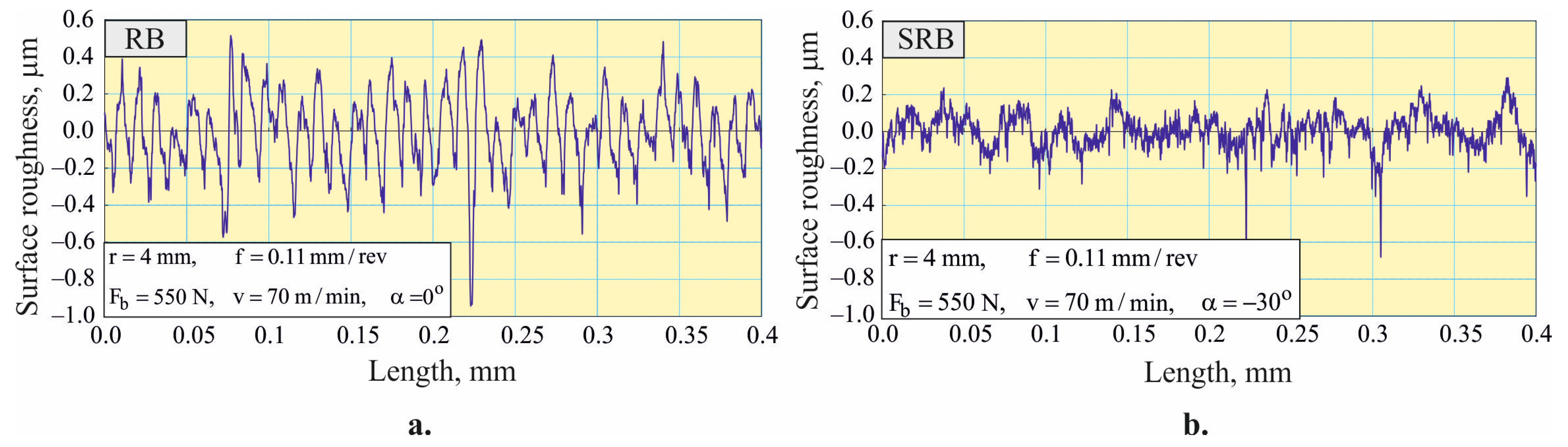
- It was established that the implementation of the SRB process with a crossing angle of 30° (for hardening and mixed) and 45° (for smoothing) reduces the roughness parameter (0.068–0.080 µm) of AISI 316 steel samples by a factor of about two compared to the basic smoothing, hardening, and mixed RB processes (0.117–0.163 µm). Therefore, the smoothing is a mandatory effect in SRB, regardless of the equivalent plastic strain degree. The minimization of all the height roughness parameters via SRB should significantly improve the fatigue life and corrosion resistance of the components.
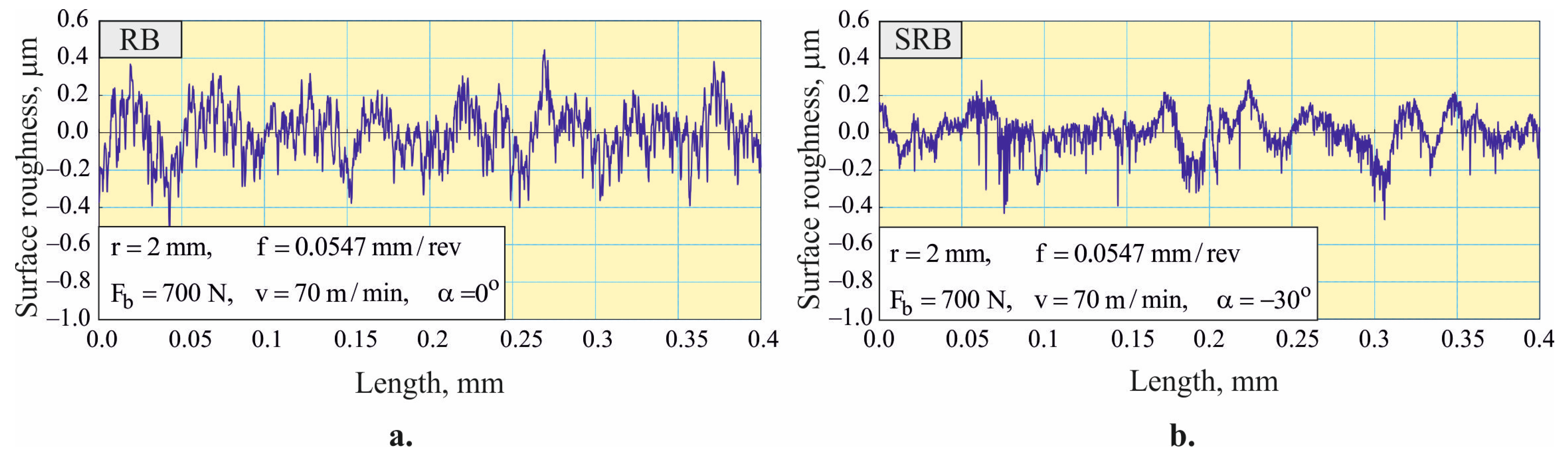
- Both the RB and SRB processes provide a favorable surface texture characterized by negative skewness and a kurtosis close to or greater than three. This effect is more pronounced in SRB than in RB, when the strain hardening is greater. Therefore, SRB implemented as a hardening or mixed process is particularly suitable for improving the tribological behavior of AISI 316 steel components under boundary and mixed friction conditions.
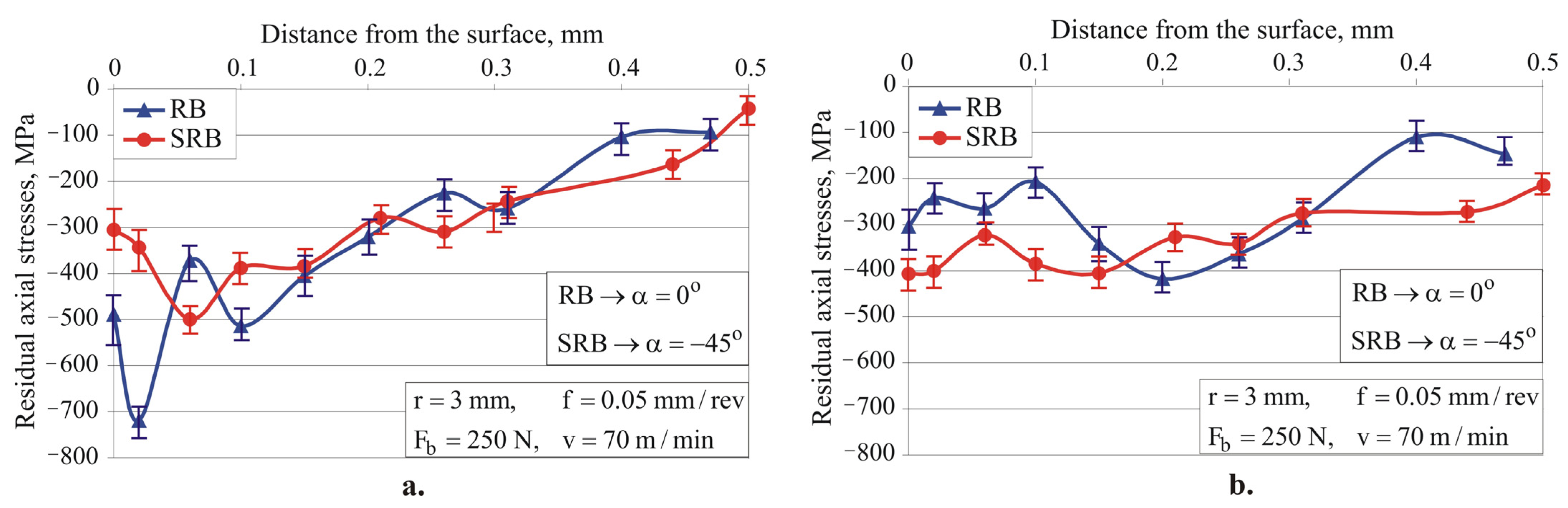
- Single-toroidal RB and SRB (for all three implementation options: smoothing, hardening, and mixed processes) introduce significant compressive RS at a depth greater than 0.5 mm. However, on the basis of only RS distribution, it is not possible to predict which of the two methods is more effective at enhancing fatigue strength.
- Both single-toroidal RB and SRB provide substantial improvement in the investigated surface integrity characteristics, but SRB has a significant advantage in terms of roughness and microhardness. On the basis of only roughness, microhardness, and RS distribution, it is difficult to predict the operational behavior (wear under dry friction conditions and fatigue) of machined components, since the microstructure and orientation of the surface texture are important surface integrity characteristics. Therefore, to establish which of the two methods provides better operational behavior, additional studies of the relationships between the surface integrity characteristics and the wear resistance and fatigue behavior are necessary.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Catalogue, E. Tools and Solutions for Metal Surface Improvement; Ecoroll Corporation Tool Technology: Milford, OH, USA, 2006. [Google Scholar]
- Korzynski, M. Slide diamond burnishing. In Nonconventional Finishing Technologies; Polish Scientific Publishers: Warsaw, Poland, 2013; pp. 9–33. [Google Scholar]
- Dwivedi, D.K. Surface Engineering. In Enhancing Life of Tribological Components; Korzynski, M., Ed.; Springer: New Delhi, India, 2018; ISBN 978-81-322-3779-2. [Google Scholar]
- Korzynski, M. Modelling and experimental validation of the force-surface roughness relation for smoothing burnishing with a spherical tool. Int. J. Mach. Tools Manuf. 2007, 47, 1956–1964. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P. Slide burnishing versus deep rolling—A comparative analysis. Int. J. Mach. Tools Manuf. 2020, 110, 1923–1939. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P.; Argirov, Y.B. Effect of Diamond Burnishing on Fatigue Behaviour of AISI 304 Chromium-Nickel Austenitic Stainless Steel. Materials 2022, 15, 4768. [Google Scholar] [CrossRef]
- Prevey, P.S. Burnishing Method and Apparatus for Providing a Layer of Compressive Residual Stress in the Surface of a Workpiece. U.S. Patent 5826453, 27 October 1998. [Google Scholar]
- Prevey, P.S. The effect of cold work on the thermal stability of residual compression in surface enhanced IN718. In Proceedings of the 20th ASM Materials Solutions Conference & Exposition, St. Louis, MO, USA, 10–12 October 2000. [Google Scholar]
- Prevey, P.S.; Ravindranath, R.; Shepard, M.; Gabb, T. Case Studies of Fatigue Life Improvement Using Low Plasticity Burnishing in Gas Turbine Engine Applications. J. Eng. Gas Turbines Power 2006, 128, 865–872. [Google Scholar] [CrossRef]
- Balevski, A.T. Metal Science; Technika: Sofia, Bulgaria, 1988. (In Bulgarian) [Google Scholar]
- Tugay, I.O.; Hosseinzadeh, A.; Yapici, G.G. Hardness and wear resistance of roller burnished 316L stainless steel. Mater. Today Proc. 2021, 47, 2405–2409. [Google Scholar] [CrossRef]
- Akkurt, A. Comparison of roller burnishing method with other hole surface finishing processes applied on AISI 304 austenitic stainless steel. J. Mater. Eng. Perform. 2011, 20, 960–968. [Google Scholar] [CrossRef]
- Gharbi, K.; Ben Moussa, N.; Ben Rhouma, A.; Ben Fredj, N. Improvement of the corrosion behavior of AISI 304L stainless steel by deep rolling treatment under cryogenic cooling. Int. J. Adv. Manuf. Technol. 2021, 117, 3841–3857. [Google Scholar] [CrossRef]
- Juijerm, P.; Altenberg, I. Fatigue performance enhancement of steels using mechanical surface treatments. J. Met. Mater. Miner. 2007, 17, 59–65. [Google Scholar]
- Juijerm, P.; Altenberg, I. Fatigue performance of high-temperature deep-rolled metallic materials. J. Met. Mater. Miner. 2007, 17, 37–41. [Google Scholar]
- Munoz-Cubillos, J.; Coronado, J.J.; Rodriguez, S.A. Deep rolling effect on fatigue behaviour of austenitic stainless steels. Int. J. Fatigue 2017, 95, 120–131. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I.; Scholtes, B. Effects of deep rolling at elevated and low temperatures on the isothermal fatigue of AlSl304. Altern. Process. 2005, 70, 185–190. [Google Scholar]
- Nikitin, I.; Altenberger, I. Comparison of the fatigue behaviour and residual stress stability of laser-shock peened and deep rolled austenitic stainless steel AISI 304 in the temperature range 25–600 °C. Mater. Sci. Eng. A 2007, 465, 176–182. [Google Scholar] [CrossRef]
- Nikitin, I.; Scholtes, B.; Maier, H.J.; Altenberger, I. High temperature fatigue behaviour and residual stress stability of laser-shock peened and deep rolled austenitic steel AISI 304. Scr. Mater. 2004, 50, 1345–1350. [Google Scholar] [CrossRef]
- Tadi, A.J.; Hosseini, S.R.; Semiromi, N.M. Formation of surface nano/ultrafine structure using deep rolling process on the AISI 316L stainless steel. Mater. Sci. Eng. Int. J. 2017, 1, 88–93. [Google Scholar] [CrossRef]
- Yilmaz, H.; Sadeler, R. Impact wear behaviour of ball burnished 316L stainless steel. Surf. Coat. Technol. 2019, 363, 369–378. [Google Scholar] [CrossRef]
- Korzynski, M.; Dudek, K.; Korzynska, K. Effect of slide diamond burnishing on the surface layer of valve stems and the durability of the stem-graphite seal friction pair. Appl. Sci. 2023, 13, 6392. [Google Scholar] [CrossRef]
- Korzynski, M.; Dudek, K.; Kruczek, B.; Kocurek, P. Equilibrium surface texture of valve stems and burnishing method to obtain it. Tribol. Int. 2018, 124, 195–199. [Google Scholar] [CrossRef]
- Korzynski, M.; Dudek, K.; Palczak, A.; Kruczek, B.; Kocurek, P. Experimental models and correlations between surface parameters after slide diamond burnishing. Meas. Sci. Rev. 2018, 18, 123–129. [Google Scholar] [CrossRef]
- Skoczylas, A.; Zaleski, K.; Matuszal, J.; Ciecielag, K.; Zaleski, R.; Gorgol, M. Influence of slide burnishing parameters on the surface layer properties of stainless steel and mean positron lifetime. Materials 2022, 15, 8131. [Google Scholar] [CrossRef] [PubMed]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Ganev, N.; Dunchev, V.P. Effect of cyclic hardening on fatigue performance of slide burnishing components made of low-alloy medium carbon steel. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1414–1425. [Google Scholar] [CrossRef]
- Vuchkov, I.N.; Vuchkov, I.I. QStatLab Professional, version 6.1.1.3; Statistical Quality Control Software, User’s Manual; QStatLab: Sofia, Bulgaria, 2009. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Functional Importance of Surface Texture Parameters. Materials 2021, 14, 5326. [Google Scholar] [CrossRef]
- Alang, N.A.; Razak, N.A.; Miskam, A.K. Effect of Surface Roughness on Fatigue Life of Notched Carbon Steel. Int. J. Eng. Technol. IJET-IJENS 2011, 11, 161–163. [Google Scholar]
- Li, C.; Dai, W.; Duan, F.; Zhang, Y.; He, D. Fatigue Life Estimation of Medium-Carbon Steel with Different Surface Roughness. Appl. Sci. 2017, 7, 338. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Handbook of Surface and Nanometrology; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Sedlacek, M.; Podgornik, B.; Vizintin, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behavior of contact surface. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measuring Device | Bruker D8 Advance Diffractometer |
|---|---|
| X-ray tube | Long focus Cr–Kα |
| Crystallographic plane | Fe(γ)–(220) |
| Diffraction angle (2θ) | 128.78° (124°–133°) |
| Measuring method | Offset coupled TwoTheta/Theta (sin2ψ method) |
| Scan mode | Continuous PSD fast |
| X-ray detector | SSD160-2 (1D scanning) |
| Collimator spot size | Standard Φ1.0 mm |
| Measurement time for single scan | Approx. 35 s |
| Elastic constant s1 | −1.352 × |
| Elastic constant 1/2s2 | 6.182 × |
| Voltage | 30 kV |
| Current | 40 mA |
| Step size | 0.5° |
| Time for step | 1 s |
| Fe | C | Si | Mn | P | S | Cr | Ni | Nb | Ti | Mo | Cu | Co | W | V |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 67.3 | 0.0384 | 0.169 | 1.75 | 0.0354 | 0.008 | 18.3 | 9.35 | 0.0358 | 0.0052 | 2.03 | 0.559 | 0.203 | 0.1 | 0.078 |
| Governing Factors | Natural | Codded | Levels | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Radius of the roller toroidal surface | r, mm | 2 | 3 | 3.5 | 4 | 5 | −1 | −0.333 | 0 | 0.333 | 1 | |
| Burnishing force | 100 | 250 | 400 | 550 | 700 | −1 | −0.5 | 0 | 0.5 | 1 | ||
| Feed rate | 0.02 | 0.05 | 0.08 | 0.11 | 0.14 | |||||||
| № | Scattering | , | Scattering | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| + | − | + | − | ||||||||
| 1 | −1 | −1 | −1 | 0.133 | 0.014 | 0.008 | 0.1395 | 397.6 | 26 | 24 | 392.11 |
| 2 | 1 | −1 | −1 | 0.158 | 0.006 | 0.003 | 0.1624 | 402 | 32 | 21 | 400.23 |
| 3 | −1 | 1 | −1 | 0.107 | 0.014 | 0.026 | 0.1194 | 406.6 | 20 | 29 | 406.13 |
| 4 | 1 | 1 | −1 | 0.261 | 0.022 | 0.015 | 0.2454 | 416.1 | 19 | 16 | 414.26 |
| 5 | −1 | −1 | 1 | 0.280 | 0.006 | 0.011 | 0.2783 | 397.1 | 29 | 30 | 400.23 |
| 6 | 1 | −1 | 1 | 0.254 | 0.008 | 0.007 | 0.2554 | 388.0 | 27 | 29 | 392.11 |
| 7 | −1 | 1 | 1 | 0.347 | 0.018 | 0.041 | 0.3614 | 413.9 | 20 | 32 | 414.26 |
| 8 | 1 | 1 | 1 | 0.236 | 0.048 | 0.019 | 0.2353 | 404.2 | 17 | 25 | 406.13 |
| 9 | −1 | 0 | 0 | 0.245 | 0.012 | 0.013 | 0.2404 | 437.9 | 21 | 33 | 438.60 |
| 10 | 1 | 0 | 0 | 0.269 | 0.030 | 0.032 | 0.2404 | 439.3 | 35 | 34 | 438.60 |
| 11 | 0 | −1 | 0 | 0.180 | 0.003 | 0.006 | 0.1559 | 390.4 | 17 | 24 | 390.40 |
| 12 | 0 | 1 | 0 | 0.147 | 0.006 | 0.008 | 0.1229 | 427.2 | 18 | 32 | 427.20 |
| 13 | 0 | 0 | −1 | 0.270 | 0.033 | 0.038 | 0.2459 | 404.2 | 13 | 13 | 403.60 |
| 14 | 0 | 0 | 1 | 0.210 | 0.015 | 0.005 | 0.1859 | 403 | 24 | 22 | 403.60 |
| 15 | −0.333 | −0.5 | −0.5 | 0.106 | 0.005 | 0.005 | 0.1428 | 400.4 | 16 | 33 | 406.20 |
| 16 | 0.333 | −0.5 | −0.5 | 0.141 | 0.011 | 0.012 | 0.1509 | 403.7 | 25 | 26 | 406.35 |
| 17 | −0.333 | 0.5 | −0.5 | 0.230 | 0.016 | 0.015 | 0.2057 | 420 | 22 | 44 | 444.72 |
| 18 | 0.333 | 0.5 | −0.5 | 0.168 | 0.011 | 0.015 | 0.2224 | 436.1 | 26 | 28 | 444.87 |
| 19 | −0.333 | −0.5 | 0.5 | 0.144 | 0.008 | 0.004 | 0.1654 | 400.3 | 36 | 25 | 406.35 |
| 20 | 0.333 | −0.5 | 0.5 | 0.171 | 0.028 | 0.011 | 0.1572 | 420.7 | 14 | 18 | 406.20 |
| 21 | −0.333 | 0.5 | 0.5 | 0.214 | 0.031 | 0.020 | 0.2369 | 457.1 | 29 | 30 | 444.72 |
| 22 | 0.333 | 0.5 | 0.5 | 0.219 | 0.025 | 0.023 | 0.2202 | 466 | 14 | 25 | 444.87 |
| 0.185544 | 0.084417 | 0.054893 | −0.046149 | 0.030350 | −0.100917 | −0.030000 | 0 | |
| 438.6000 | 46.9170 | 0 | −29.8000 | −22.6117 | −28.5170 | 0 | −12.3883 | |
| −0.037239 | 0 | −0.025790 | 0.087953 | 0.032250 | 0 | 0 | ||
| 0 | −11.3875 | 0 | 0 | 0 | −4.0633 | 29.3875 |
| Process | ||||||||
|---|---|---|---|---|---|---|---|---|
| Smoothing | −0.333 | 3 | −0.5 | 250 | −0.5 | 0.05 | 0.106 | 400.4 |
| Hardening | 0.333 | 4 | 0.5 | 550 | 0.5 | 0.11 | 0.219 | 466 |
| Mixed | −1 | 2 | 1 | 700 | 0.4212 | 0.0547 | 0.127 | 439.1 |
| Process | Surface Integrity Characteristics | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 2D Roughness Parameters | Microhardness | |||||||||
μm | μm | μm | μm | μm | μm | μm | HV0.1 | |||
| RB | 0.130 | 0.167 | 0.388 | 0.672 | −0.569 | 4.348 | 0.416 | 0.146 | 0.231 | 414 |
| SRB | 0.068 | 0.083 | 0.182 | 0.245 | −0.221 | 2.650 | 0.212 | 0.056 | 0.100 | 404 |
| Process | Surface Integrity Characteristics | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 2D Roughness Parameters | Microhardness | |||||||||
μm | μm | μm | μm | μm | μm | μm | HV0.1 | |||
| RB | 0.163 | 0.202 | 0.466 | 0.631 | −0.248 | 3.417 | 0.555 | 0.153 | 0.223 | 421 |
| SRB | 0.073 | 0.093 | 0.225 | 0.420 | −0.531 | 5.040 | 0.233 | 0.088 | 0.137 | 424 |
| Process | Surface Integrity Characteristics | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 2D Roughness Parameters | Microhardness | |||||||||
μm | μm | μm | μm | μm | μm | μm | HV0.1 | |||
| RB | 0.117 | 0.145 | 0.342 | 0.429 | −0.274 | 2.907 | 0.381 | 0.122 | 0.172 | 415 |
| SRB | 0.080 | 0.105 | 0.217 | 0.441 | −0.763 | 5.748 | 0.238 | 0.077 | 0.175 | 420 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maximov, J.; Duncheva, G.; Anchev, A.; Dunchev, V.; Anastasov, K.; Daskalova, P. Effect of Roller Burnishing and Slide Roller Burnishing on Surface Integrity of AISI 316 Steel: Theoretical and Experimental Comparative Analysis. Machines 2024, 12, 51. https://doi.org/10.3390/machines12010051
Maximov J, Duncheva G, Anchev A, Dunchev V, Anastasov K, Daskalova P. Effect of Roller Burnishing and Slide Roller Burnishing on Surface Integrity of AISI 316 Steel: Theoretical and Experimental Comparative Analysis. Machines. 2024; 12(1):51. https://doi.org/10.3390/machines12010051
Chicago/Turabian StyleMaximov, Jordan, Galya Duncheva, Angel Anchev, Vladimir Dunchev, Kalin Anastasov, and Petya Daskalova. 2024. "Effect of Roller Burnishing and Slide Roller Burnishing on Surface Integrity of AISI 316 Steel: Theoretical and Experimental Comparative Analysis" Machines 12, no. 1: 51. https://doi.org/10.3390/machines12010051
APA StyleMaximov, J., Duncheva, G., Anchev, A., Dunchev, V., Anastasov, K., & Daskalova, P. (2024). Effect of Roller Burnishing and Slide Roller Burnishing on Surface Integrity of AISI 316 Steel: Theoretical and Experimental Comparative Analysis. Machines, 12(1), 51. https://doi.org/10.3390/machines12010051