
Multi-Objective Optimization of the Process Parameters of a Grinding Robot Using LSTM-MLP-NSGAII


Abstract
:1. Introduction
2. Methodology
2.1. Mathematical Model of Surface Roughness
2.2. Algorithm for Multi-Objective Optimization
2.2.1. LSTM Model for Fitting the Surface Roughness
2.2.2. MLP Model for Fitting the Grinding Time
2.2.3. NSGA-II for Multi-Objective Optimization
3. Experiment and Method Implementation
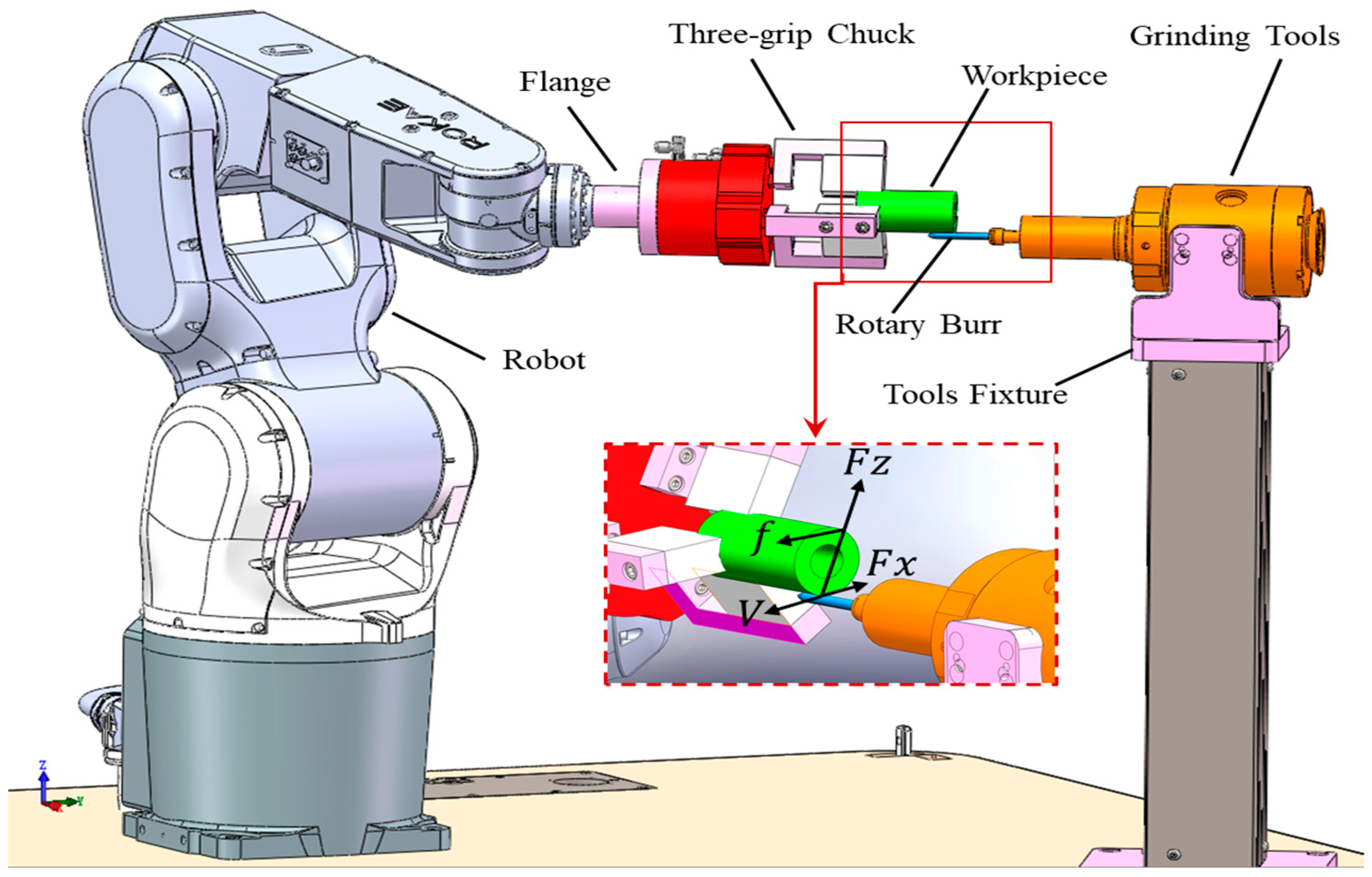
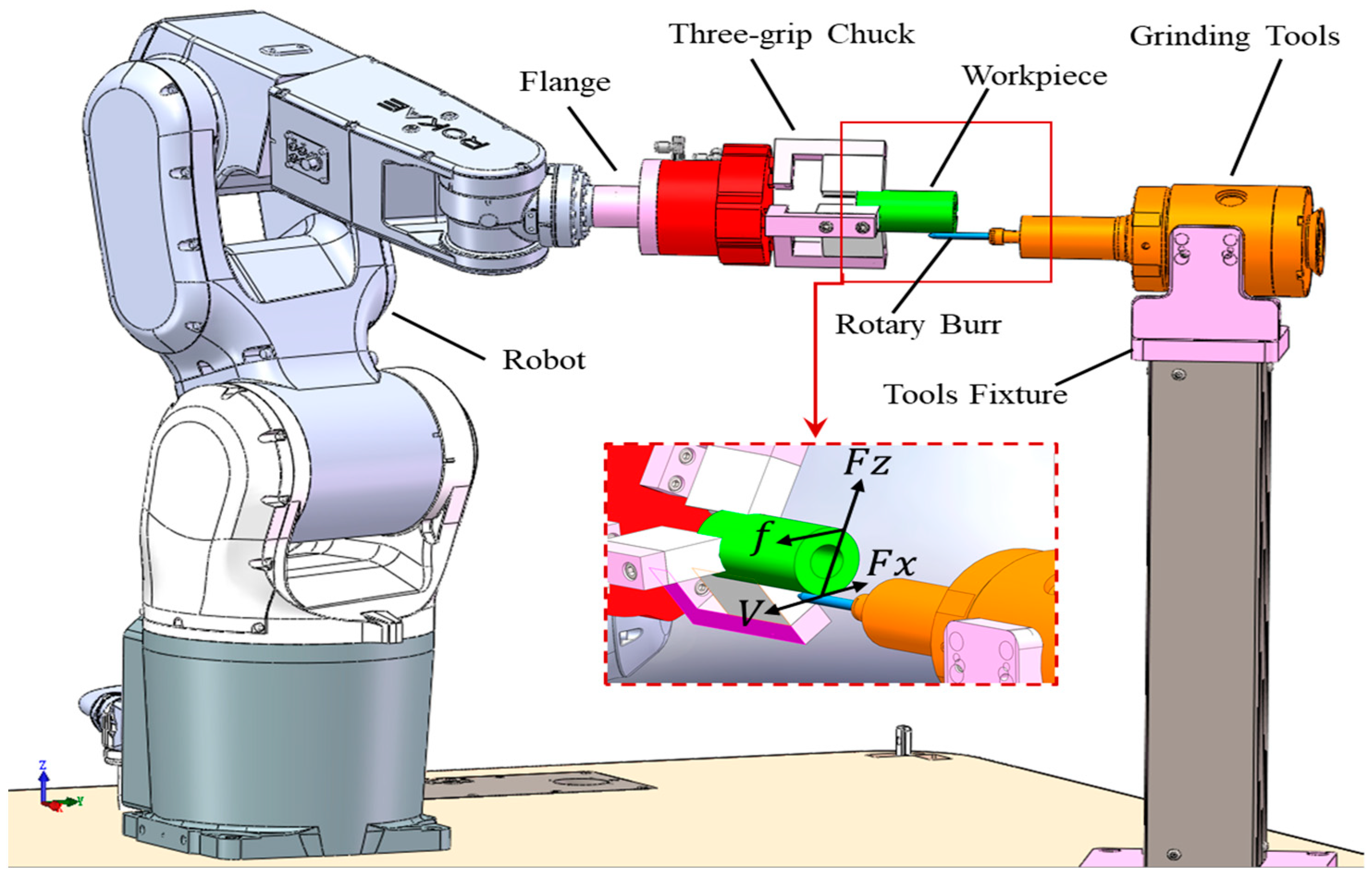
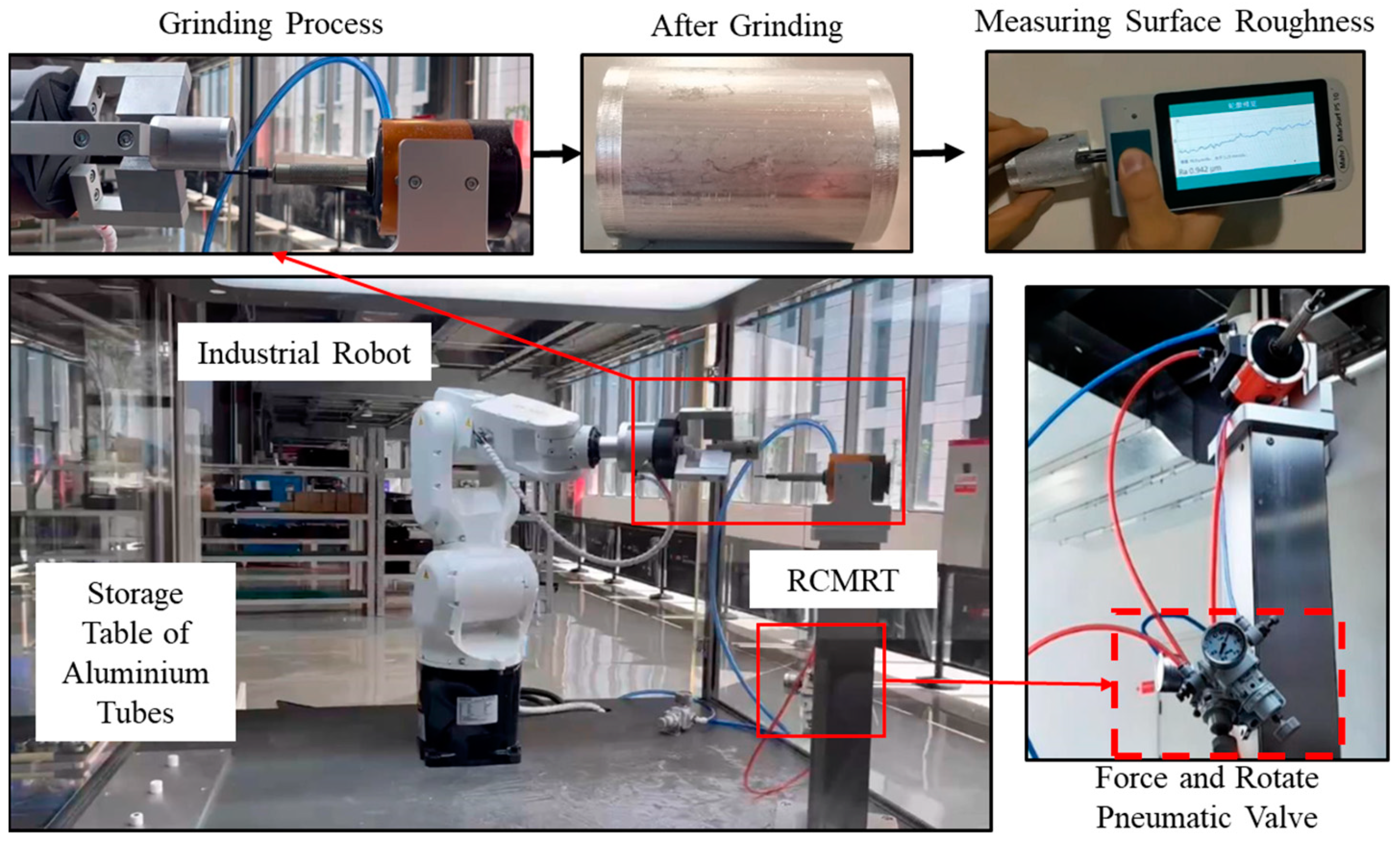
3.1. Experiment Platform
3.2. Experiment Dataset
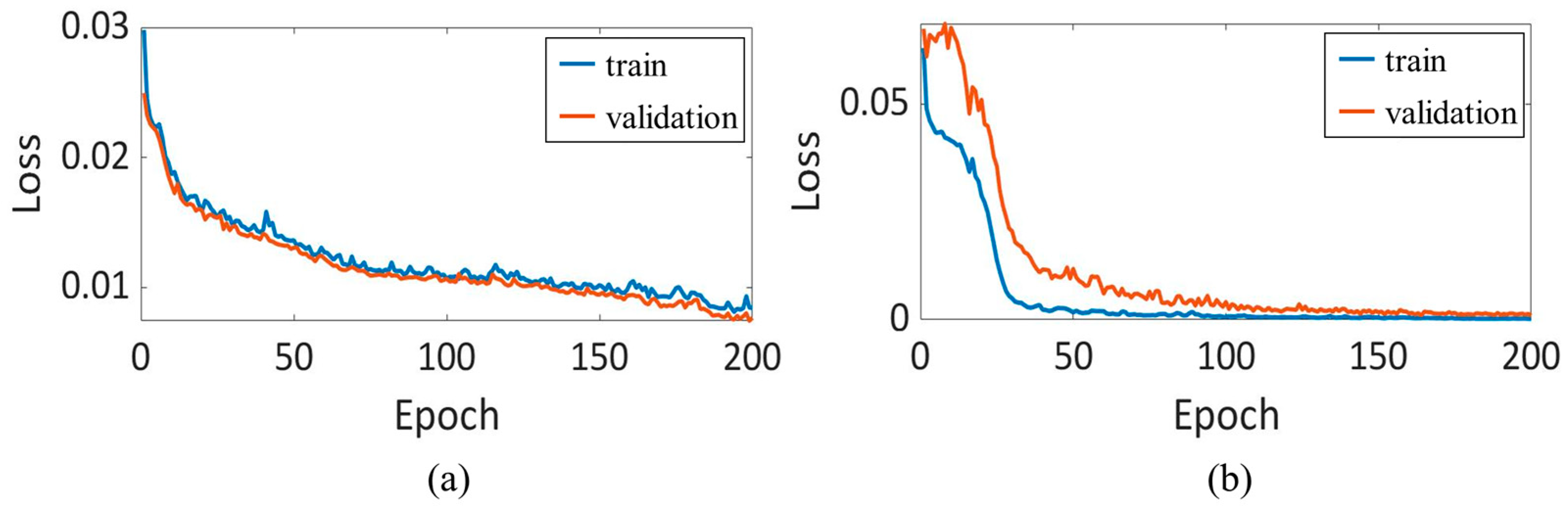
3.3. LSTM and MLP Neural Network Training
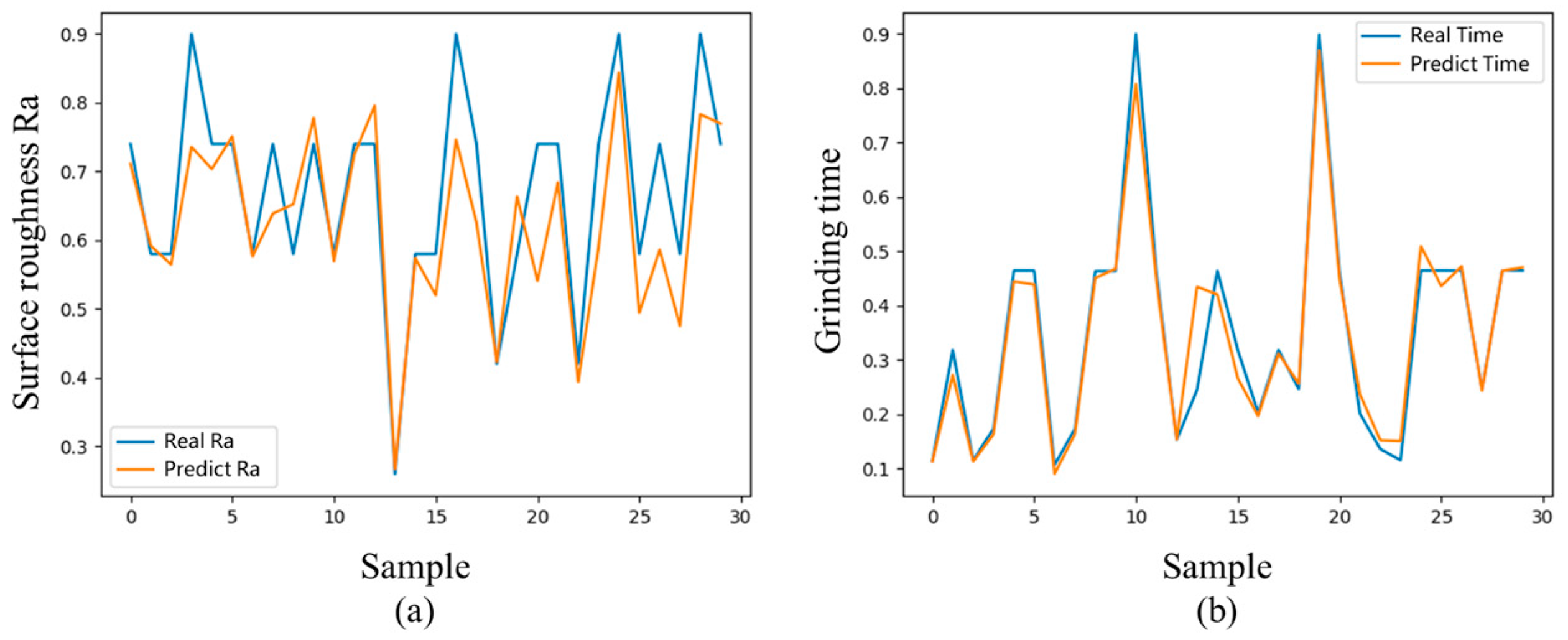
3.4. Surface Roughness and Grinding Time Prediction
4. Optimization and Validation of the Process Parameters
5. Discussion and Conclusions
- Based on the mechanism of the rotary burrs and the driving characteristics of the RCMRT, a model for the qualitative relationship between surface quality of a robotic pneumatic grinding system, robot speed, radial compliance force and spindle air pressure was presented.
- The proposed LSTM-MLP-NSGAII model considers the effects of burr wear and robot kinematics on grinding quality and time in an integrated approach compared to traditional methods that rely on manual experience.
- A multi-objective optimization method for the PPGR is proposed, taking surface roughness and grinding time into account for the first time.
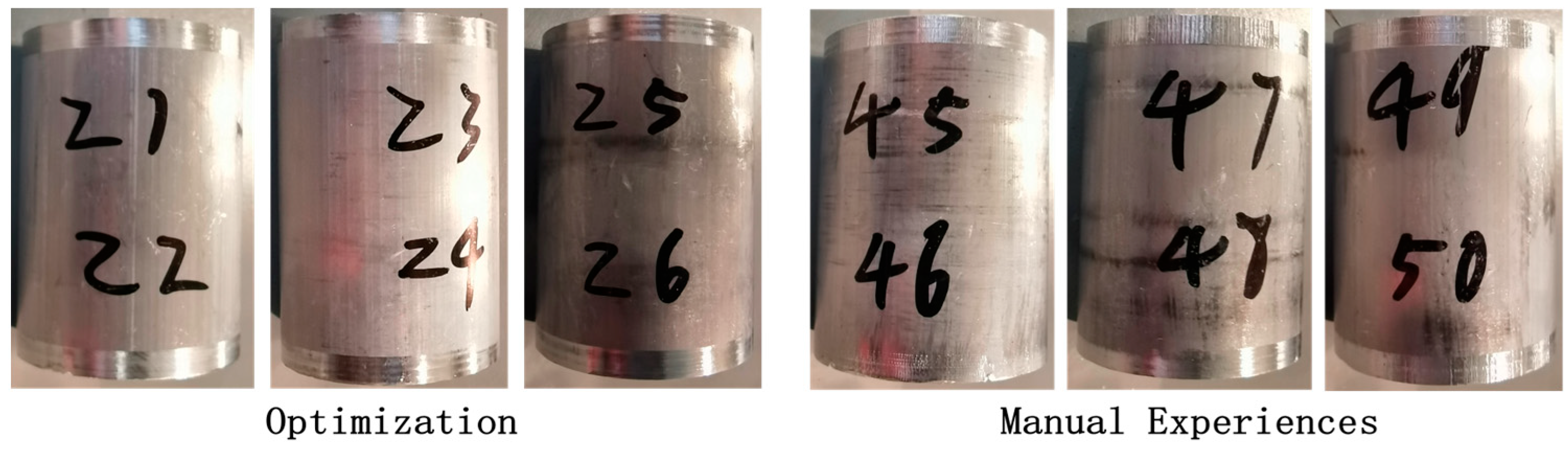
- Compared with the manual empirical method, the Ra achieved was at least 13.62% better than that obtained with the manual empirical method, and the grinding time was reduced by 28%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, T.; Yuan, C.; Zou, Y. Online Optimization Method of Controller Parameters for Robot Constant Force Grinding Based on Deep Reinforcement Learning Rainbow. J. Intell. Robot. Syst. 2022, 105, 85. [Google Scholar] [CrossRef]
- Zhao, X.; Lu, H.; Yu, W.; Tao, B.; Ding, H. Robotic Grinding Process Monitoring by Vibration Signal Based on LSTM Method. IEEE Trans. Instrum. Meas. 2022, 71, 1–10. [Google Scholar] [CrossRef]
- Song, Y.; Liang, W.; Yang, Y. A Method for Grinding Removal Control of a Robot Belt Grinding System. J. Intell. Manuf. 2012, 23, 1903–1913. [Google Scholar] [CrossRef]
- Nogi, Y.; Sakaino, S.; Tsuji, T. Force Control of Grinding Process Based on Frequency Analysis. IEEE Robot. Autom. Lett. 2022, 7, 3250–3256. [Google Scholar] [CrossRef]
- Zhang, H.; Li, L.; Zhao, J.; Zhao, J.; Gong, Y. Theoretical Investigation and Implementation of Nonlinear Material Removal Depth Strategy for Robot Automatic Grinding Aviation Blade. J. Manuf. Process. 2022, 74, 441–455. [Google Scholar] [CrossRef]
- Sauter, E.; Sarikaya, E.; Winter, M.; Wegener, K. In-Process Detection of Grinding Burn Using Machine Learning. Int. J. Adv. Manuf. Technol. 2021, 115, 2281–2297. [Google Scholar] [CrossRef]
- Pandiyan, V.; Murugan, P.; Tjahjowidodo, T.; Caesarendra, W.; Manyar, O.M.; Then, D.J.H. In-Process Virtual Verification of Weld Seam Removal in Robotic Abrasive Belt Grinding Process Using Deep Learning. Robot. Comput.-Integr. Manuf. 2019, 57, 477–487. [Google Scholar] [CrossRef]
- Zheng, P.; Liu, D.; Guo, J.; Zhi, Z. A New Method for Optimizing Process Parameters of Active Measurement Grinding Based on Grey Target Decision Making. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 4645–4658. [Google Scholar] [CrossRef]
- Kahraman, M.F.; Öztürk, S. Experimental Study of Newly Structural Design Grinding Wheel Considering Response Surface Optimization and Monte Carlo Simulation. Measurement 2019, 147, 106825. [Google Scholar] [CrossRef]
- Xie, Y.; Chang, G.; Yang, J.; Zhao, M.; Li, J. Process Optimization of Robotic Polishing for Mold Steel Based on Response Surface Method. Machines 2022, 10, 283. [Google Scholar] [CrossRef]
- Zhang, G.; Liu, M.; Li, J.; Ming, W.; Shao, X.; Huang, Y. Multi-Objective Optimization for Surface Grinding Process Using a Hybrid Particle Swarm Optimization Algorithm. Int. J. Adv. Manuf. Technol. 2014, 71, 1861–1872. [Google Scholar] [CrossRef]
- Wen, X.M.; Tay, A.A.O.; Nee, A.Y.C. Micro-Computer-Based Optimization of the Surface Grinding Process. J. Mater. Process. Technol. 1992, 29, 75–90. [Google Scholar] [CrossRef]
- Kruszyński, B.W.; Lajmert, P. An Intelligent Supervision System for Cylindrical Traverse Grinding. CIRP Ann. 2005, 54, 305–308. [Google Scholar] [CrossRef]
- Venu Gopal, A.; Venkateswara Rao, P. Selection of Optimum Conditions for Maximum Material Removal Rate with Surface Finish and Damage as Constraints in SiC Grinding. Int. J. Mach. Tools Manuf. 2003, 43, 1327–1336. [Google Scholar] [CrossRef]
- Pawar, P.J.; Rao, R.V.; Davim, J.P. Multiobjective Optimization of Grinding Process Parameters Using Particle Swarm Optimization Algorithm. Mater. Manuf. Process. 2010, 25, 424–431. [Google Scholar] [CrossRef]
- Chen, C.; Wang, Y.; Gao, Z.; Peng, F.; Tang, X.; Yan, R.; Zhang, Y. Intelligent Learning Model-Based Skill Learning and Strategy Optimization in Robot Grinding and Polishing. Sci. China Technol. Sci. 2022, 65, 1957–1974. [Google Scholar] [CrossRef]
- Khalilpourazari, S.; Khalilpourazary, S. Optimization of Time, Cost and Surface Roughness in Grinding Process Using a Robust Multi-Objective Dragonfly Algorithm. Neural Comput. Applic. 2020, 32, 3987–3998. [Google Scholar] [CrossRef]
- Tangjitsitcharoen, S.; Thesniyom, P.; Ratanakuakangwan, S. Prediction of Surface Roughness in Ball-End Milling Process by Utilizing Dynamic Cutting Force Ratio. J. Intell. Manuf. 2017, 28, 13–21. [Google Scholar] [CrossRef]
- Peng, Y.; Yamaguchi, H.; Funabora, Y.; Doki, S. Modeling Fabric-Type Actuator Using Point Clouds by Deep Learning. IEEE Access 2022, 10, 94363–94375. [Google Scholar] [CrossRef]
- Zhang, M.; Yan, J. A Data-Driven Method for Optimizing the Energy Consumption of Industrial Robots. J. Clean. Prod. 2021, 285, 124862. [Google Scholar] [CrossRef]
- Mao, Z.; Peng, Y.; Hu, C.; Ding, R.; Yamada, Y.; Maeda, S. Soft Computing-Based Predictive Modeling of Flexible Electrohydrodynamic Pumps. Biomim. Intell. Robot. 2023, 3, 100114. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial Group | Burrs No. | f (mm/s) | Pz (MPa) | Test Group | Pr (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Min. | Max. | Step | Min. | Max. | Step | f (mm/s) | Pz (MPa) | |||
| 1 | B1 | 25 | 300 | 25 | 0.2 | 0.4 | 0.05 | 50 | 0.2 | 0.2 |
| B2 | 0.25 | |||||||||
| B3 | 0.35 | |||||||||
| 2 | B4 | 25 | 300 | 25 | 0.2 | 0.4 | 0.05 | 50 | 0.2 | 0.3 |
| B5 | 0.25 | |||||||||
| B6 | 0.35 | |||||||||
| 3 | B7 | 25 | 300 | 25 | 0.2 | 0.4 | 0.05 | 50 | 0.2 | 0.4 |
| B8 | 0.25 | |||||||||
| B9 | 0.35 | |||||||||
| 4 | B10 | 25 | 300 | 25 | 0.2 | 0.4 | 0.05 | 50 | 0.2 | 0.45 |
| B11 | 0.25 | |||||||||
| B12 | 0.35 | |||||||||
| Parameters | Value | |
|---|---|---|
| LSTM | MLP | |
| Input shape | (25,3) | (25,3) |
| Label shape | (25,1) | (25,1) |
| Batch Size | 300 | 300 |
| Number of input layer neurons | 64 | 32 |
| Number of hidden layer neurons | 128 | 64,128 |
| Number of output layer neurons | 1 | 1 |
| Maximum epoch | 200 | 200 |
| Optimizer | Adam | Adam |
| Loss Function | MSE | MSE |
| Activation Function | Sigmoid | Relu |
| Group | No | f (mm/s) | Pz (MPa) | Pr (MPa) | Ra (μm) | Time (s) | Ra Rate | Time Rate |
|---|---|---|---|---|---|---|---|---|
| Optimization | 21 | 108 | 0.25 | 0.3 | 0.246 | 6.703 | −52.32% | +0.04% |
| 22 | 152 | 0.2 | 0.35 | 0.506 | 6.687 | −43.65% | −47.33% | |
| 23 | 299 | 0.25 | 0.4 | 0.350 | 2.699 | −34.21% | −0.77% | |
| 24 | 240 | 0.3 | 0.3 | 0.298 | 3.095 | −13.62% | +54.01% | |
| 25 | 269 | 0.3 | 0.35 | 0.135 | 3.100 | −92.16% | −53.83% | |
| 26 | 290 | 0.25 | 0.35 | 0.165 | 3.091 | −66.74% | −16.46% | |
| Manual Experience | 45 | 100 | 0.35 | 0.35 | 0.515 | 6.700 | - | - |
| 46 | 70 | 0.3 | 0.2 | 0.898 | 12.696 | |||
| 47 | 260 | 0.35 | 0.25 | 0.532 | 2.720 | |||
| 48 | 270 | 0.3 | 0.3 | 0.345 | 2.711 | |||
| 49 | 90 | 0.4 | 0.4 | 1.721 | 6.715 | |||
| 50 | 200 | 0.4 | 0.35 | 0.496 | 3.700 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Wang, Z.; Yan, J. Multi-Objective Optimization of the Process Parameters of a Grinding Robot Using LSTM-MLP-NSGAII. Machines 2023, 11, 882. https://doi.org/10.3390/machines11090882
Li R, Wang Z, Yan J. Multi-Objective Optimization of the Process Parameters of a Grinding Robot Using LSTM-MLP-NSGAII. Machines. 2023; 11(9):882. https://doi.org/10.3390/machines11090882
Chicago/Turabian StyleLi, Ruizhi, Zipeng Wang, and Jihong Yan. 2023. "Multi-Objective Optimization of the Process Parameters of a Grinding Robot Using LSTM-MLP-NSGAII" Machines 11, no. 9: 882. https://doi.org/10.3390/machines11090882
APA StyleLi, R., Wang, Z., & Yan, J. (2023). Multi-Objective Optimization of the Process Parameters of a Grinding Robot Using LSTM-MLP-NSGAII. Machines, 11(9), 882. https://doi.org/10.3390/machines11090882