3.1. Assembly Process of Aerospace Products
In the face of unstable orders and strict delivery requirements, the resource-constrained aerospace product assembly system requires rapid adjustment of resource allocation. Our goal is to find a reasonable resource allocation solution while ensuring on-time delivery of orders.
In the aerospace product assembly line, workers are usually classified into two types based on skill level: master operator (MO) and auxiliary operator (AO). The MO can complete the work of the AO, but the AO cannot complete the work of the MO. Because of the special requirements of the assembly line, there is an upper limit for the number of master and auxiliary operators in the general assembly workshop, which are workers in total.
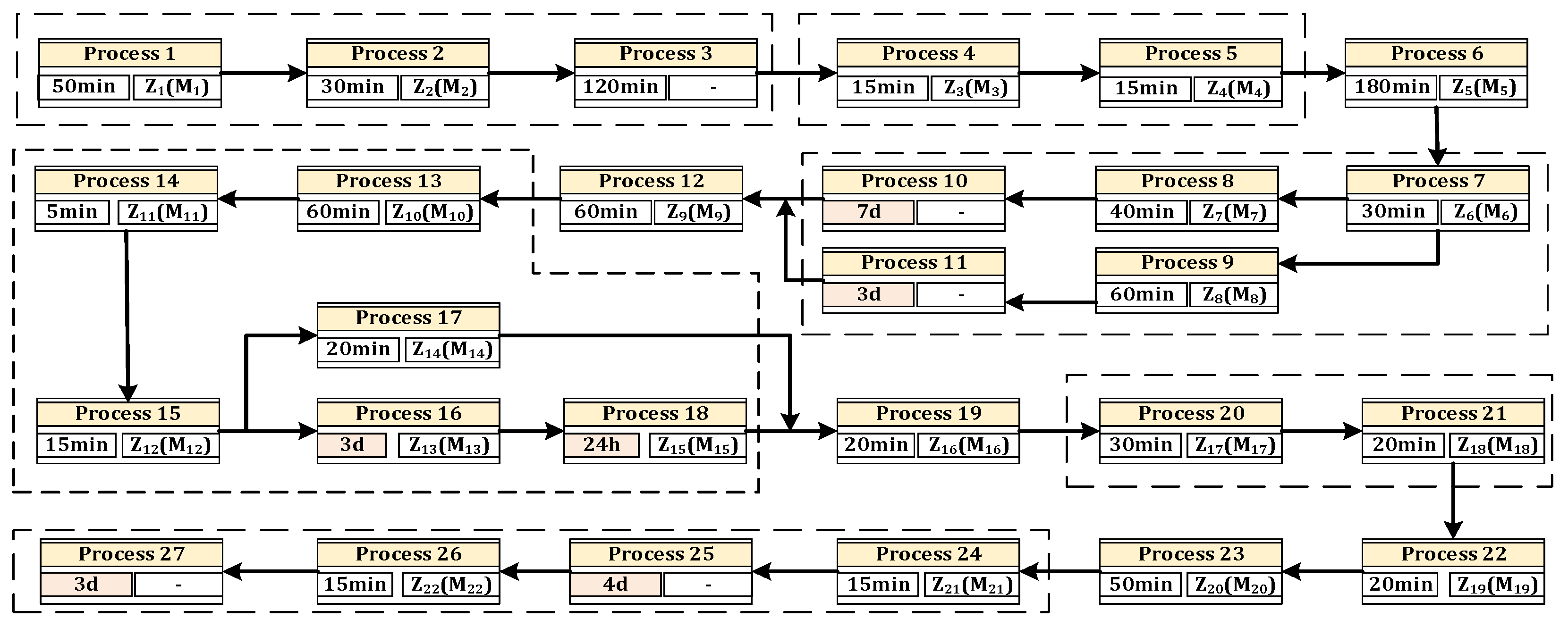
The basic assembly process of the aerospace product studied in this paper is shown in
Figure 1, including assembly, testing, repair, painting, and measurement, etc. In the figure,
(
) indicates the number of workers required to complete the process,
(
) is the minimum number of master operators required, and
is much smaller than the sum of
. Processes in a dashed box are completed at the same station in the same area. The working time required by the process has been written in the process flow. From the process flow, we can see that the working time of the dry process can be up to several days. For example, the working time of process 10 is seven days and that of process 25 is four days. The rest of the process operating time is basically measured in minutes. In addition, the sum of long processes working-hours accounts for 97.2% of the total assembly working hours. There are multiple tests, measurements and repairs in the whole assembly process.
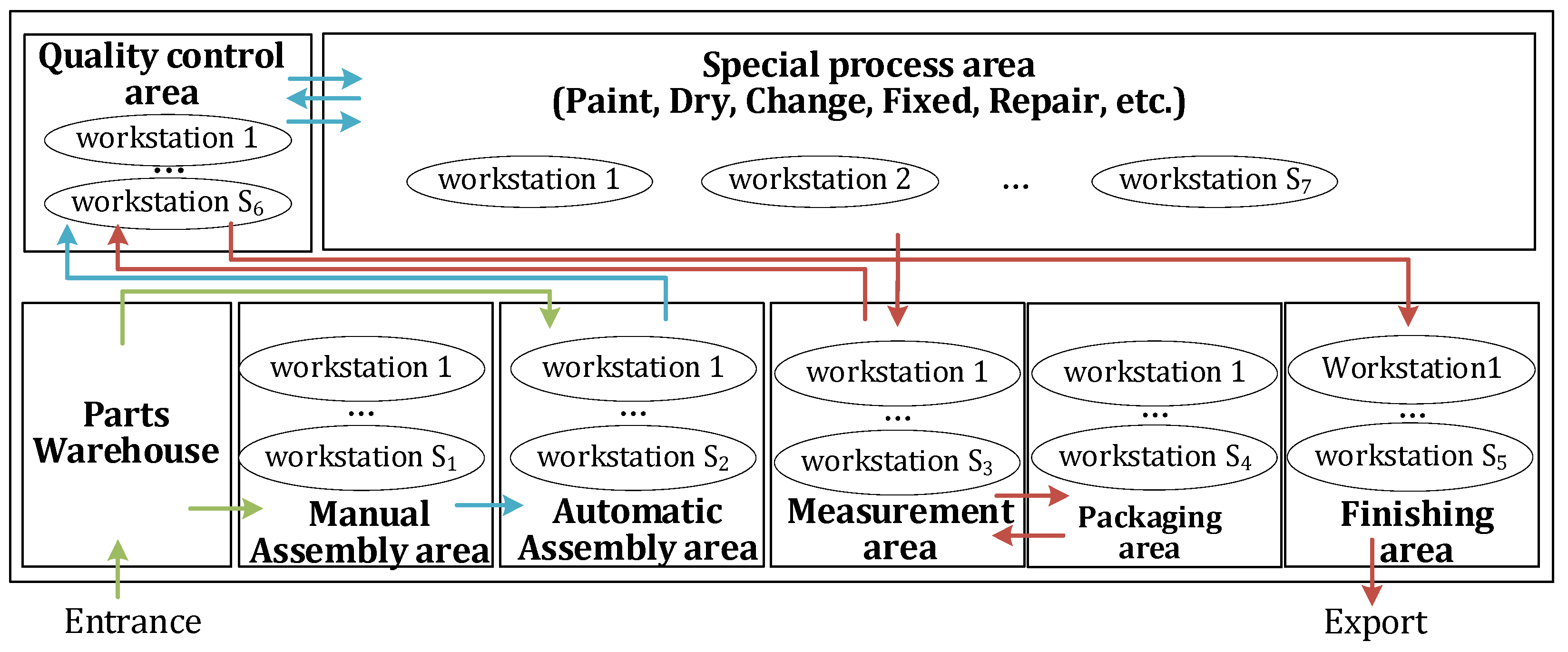
A typical assembly line layout for the aerospace product studied is shown in
Figure 2. There are a number of areas, such as the manual assembly area, automatic assembly area, quality control area, special process area, measurement area, packing area, finishing area and parts warehouse. In the figure, the arrow is the logistics route of the assembly process according to the process flow.
) indicates the number of stations in each area. In order to reduce the impact of long working hours on production efficiency, some parallel workstations (
) have been configured in areas where working hours are too long according to process requirements. The logistics road map shows that there are re-entries in the quality control area, special process area and measurement area. There are three types of transfer tools in the general assembly line, which are AGV-1, AGV-2 and trolley.
3.2. Metamodel-Based, Multi-Response Optimization Method
The metamodel represented by the RSM method has the function expression, which can directly optimize under feasible constraints. The ANN metamodel can only predict the output based on the input, which requires the addition of other optimization algorithms to find the optimal solution. Moreover, the RSM has many important advantages for solving resource configuration problems. It allows the use of statistical tools to evaluate the fitness of the approximated RSM metamodel. A small number of experiments can reveal the influence of factors (input variables) and their interactions on system performance. The RSM is quite effective with a limited number of design variables [
38]. In this paper, considering the prediction and optimization achieved simultaneously, the second-order RSM metamodel that takes into account interactions between resources is chosen. Multiple response metamodels are used to analyze, predict and optimize system performance indicators.
A simulation optimization method based on multiple RSM metamodels is proposed to solve the problem of order-oriented rapid resource allocation. In order to obtain the resource allocation solution that meets the demand of the order, we should optimize multiple responses simultaneously. The response surface metamodel
of the performance indicator
m is built as shown in Equation (1).
where
denotes the resource factor. There are
resource factors and
performance indicators selected. For the response
,
is the random error with zero mean and
variance.
,
are the coefficients of
and
, respectively.
The individual desirability
of the response
is calculated as shown in Equation (2).
where
is the predicted value of response,
,
is the lowest value for response,
,
is the target value of response and
.
is the weight corresponding to the response.
Therefore, the objective is to maximize the composite desirability value (
), as shown in Equation (3), where the throughput response meets the target demand and the remaining response values are maximized. The
ranges from 0 to 1, and the closer to 1, the better the resource allocation solution is.
The constraints are as follows:
where
is the number of MO and
is the number of AO,
is the maximum number of workstations in the corresponding area
and
is the response of throughput. Equation (4) demonstrates that the sum of the number of MO and AO cannot exceed the upper limit number of workers in the workshop. Equation (5) shows that the number of workstations in area
is less than or equal to the maximum number of workstations limited in that area. Equation (6) means that the number of AO is non-negative. Equation (7) denotes that the number of MO is not less than the maximum number of workers to complete the entire assembly process. The minimum number of workers to complete the entire assembly process is the maximum value of the number of workers required to complete each process. Equation (8) represents that the response–throughput needs to meet the order demand
.
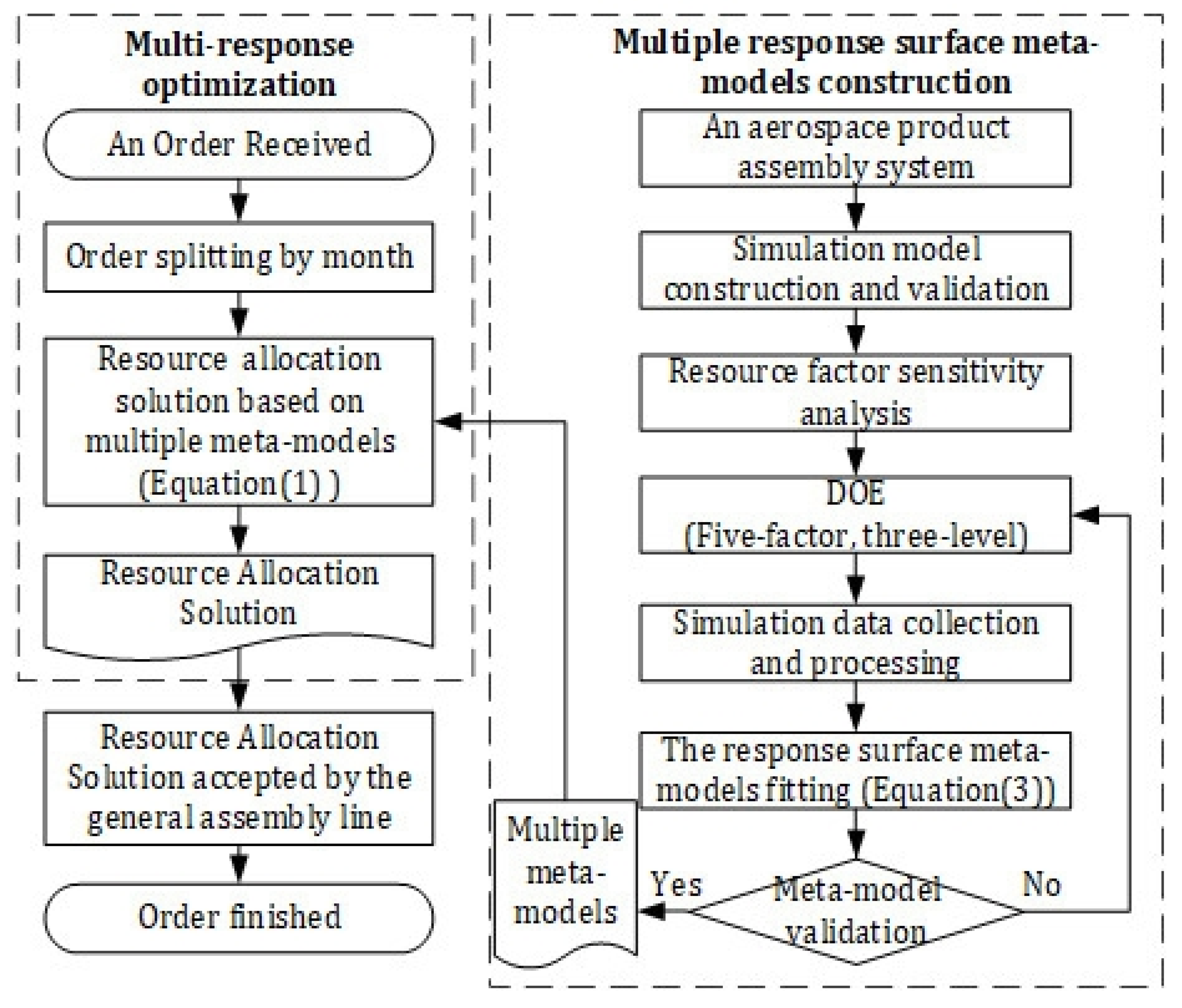
The metamodel-based, multi-response optimization method is shown in
Figure 3. There are two main processes, i.e., multiple-response surface metamodels’ construction and multi-responses optimization. For an order-driven complex product assembly system, a simulation model is built to reflect the real system. It is known that not all changes of system performance caused by changes in resources are directly perceived. Because resource factors with insignificant effects can be ignored in production control, the variables that have a major impact on system performance must be identified by sensitivity analysis. Based on the resource constraints of the assembly system, the correlation between multiple resource factors and system performance responses is investigated through the simulation data obtained by DOE. Then, the metamodels are constructed and validated. The multi-responses optimization is shown on the left side. After receiving an order with product quantity
and the delivery time in months, we need to split the order on the basis of each month and get the target value
of the throughput response. To obtain the value of
and the optimal resource allocation scheme, we apply the desirability function to optimize multiple responses. Finally, the optimal resource configuration is sent to the assembly line.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}