
Vibration Analysis of Two-Stage Helical Gear Transmission with Cracked Fault Based on an Improved Mesh Stiffness Model

Abstract
1. Introduction
2. Calculation of Time-Varying Meshing Stiffness of Helical Gears with Crack Fault
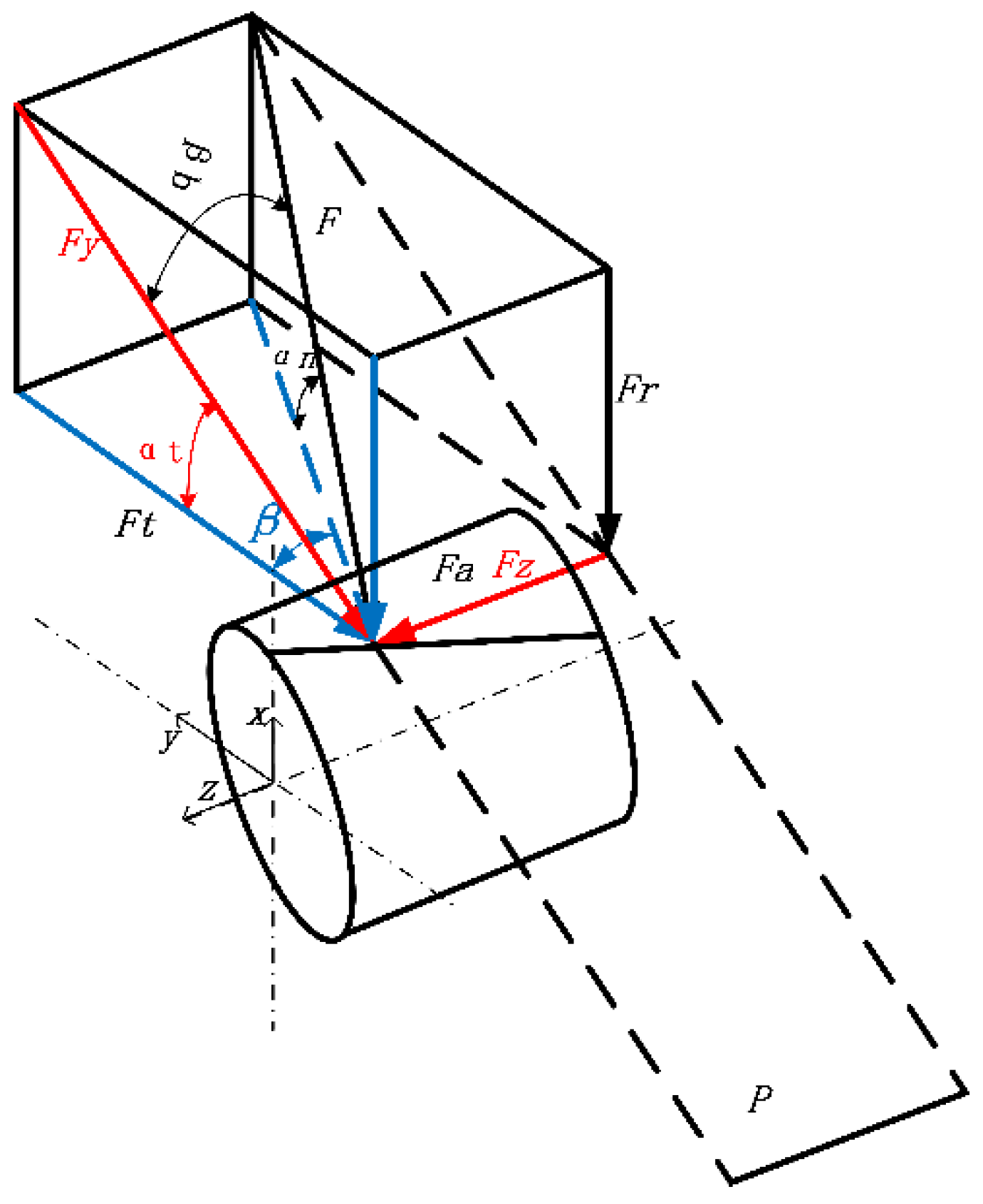
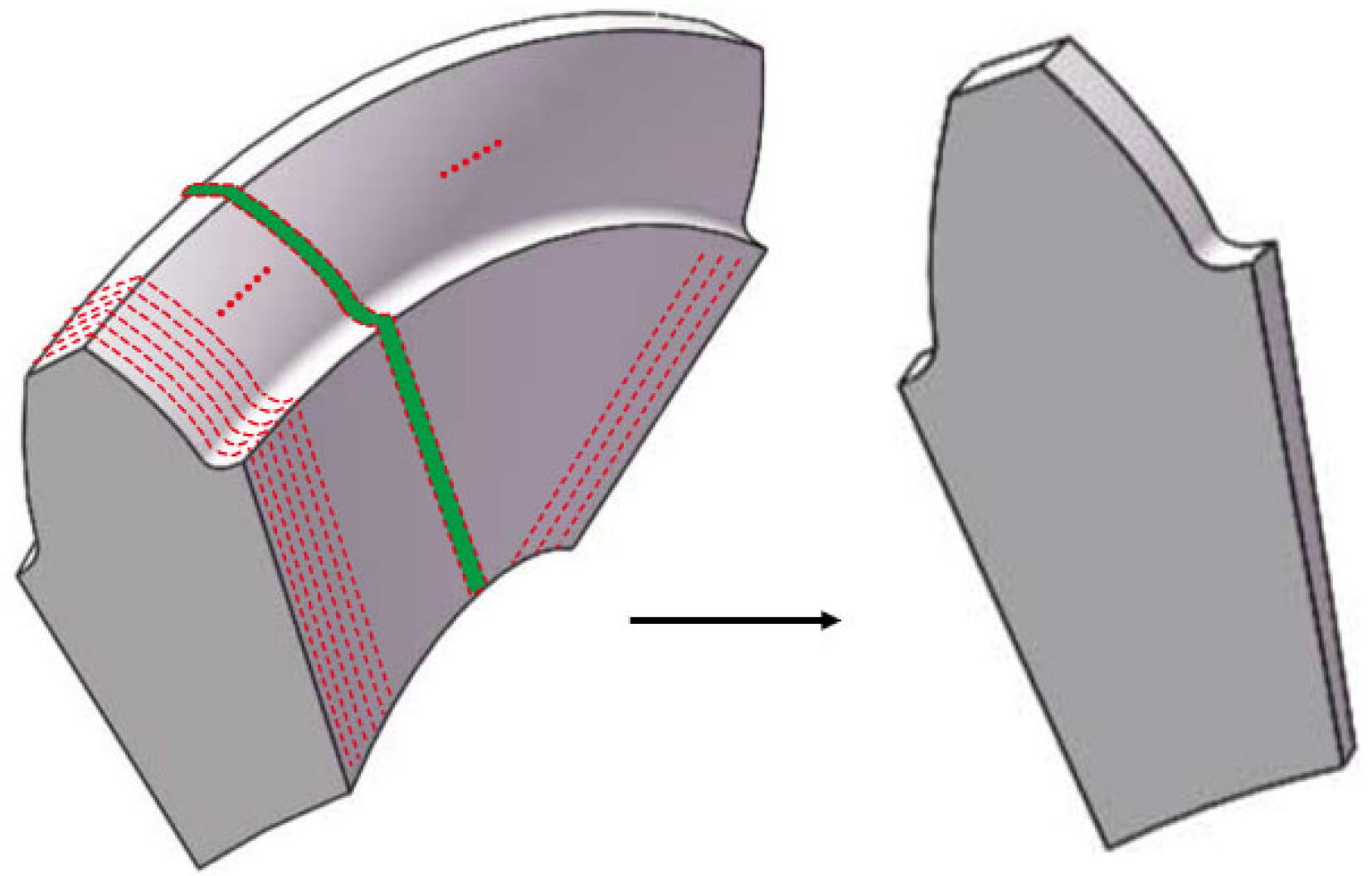
2.1. Computational Formula for Helical Gears with Crack Fault
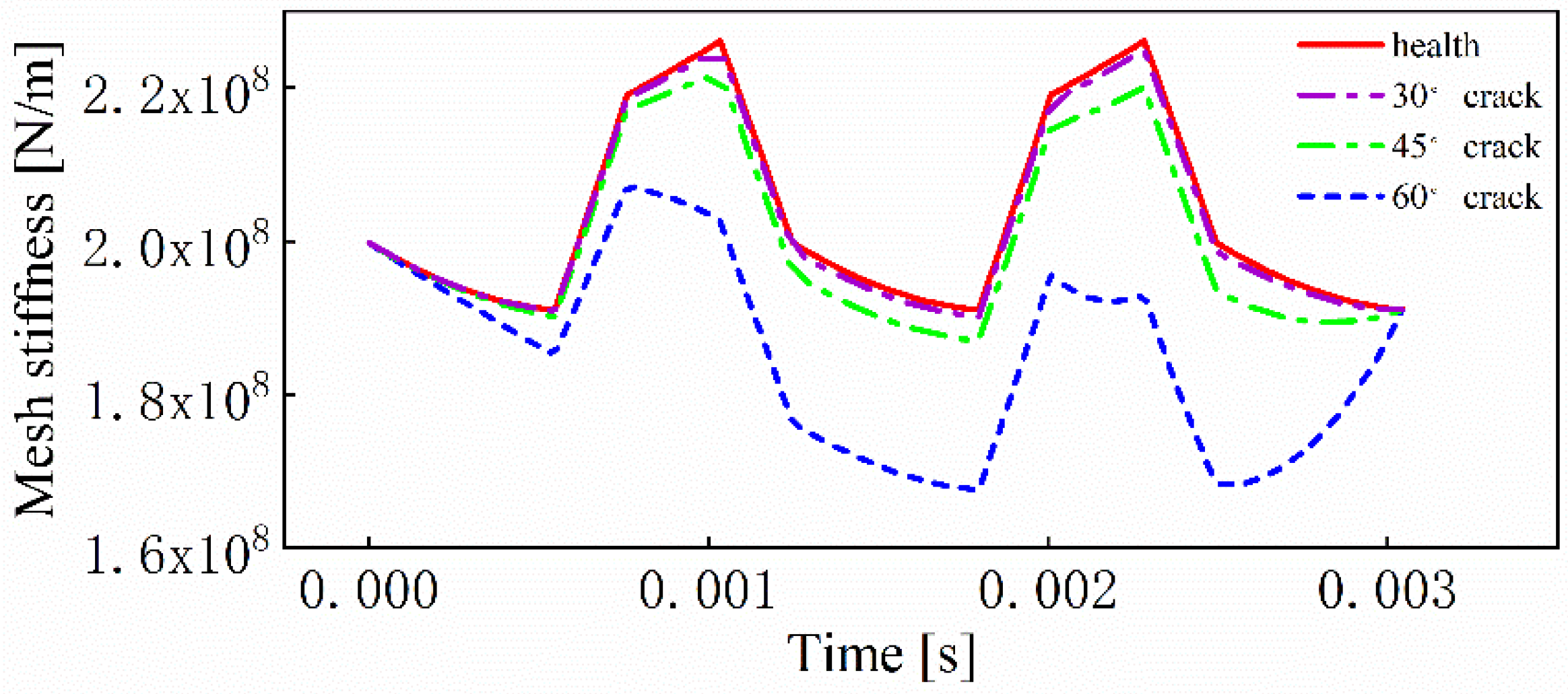
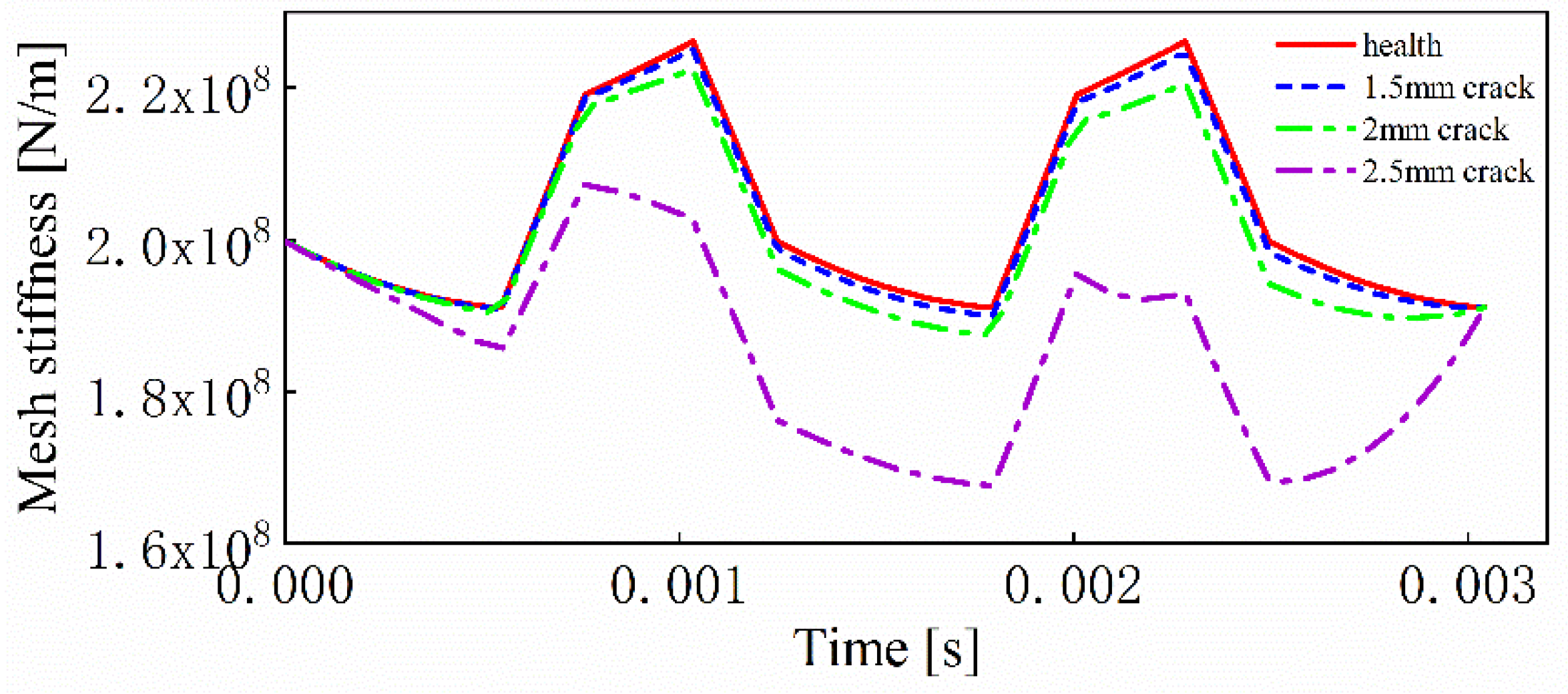
2.2. Influence of Crack Parameters on the Time-Varying Meshing Stiffness
3. Establishment of Dynamic Model
4. Analysis of Dynamic Characteristics of Transmission System
4.1. Experimental Test
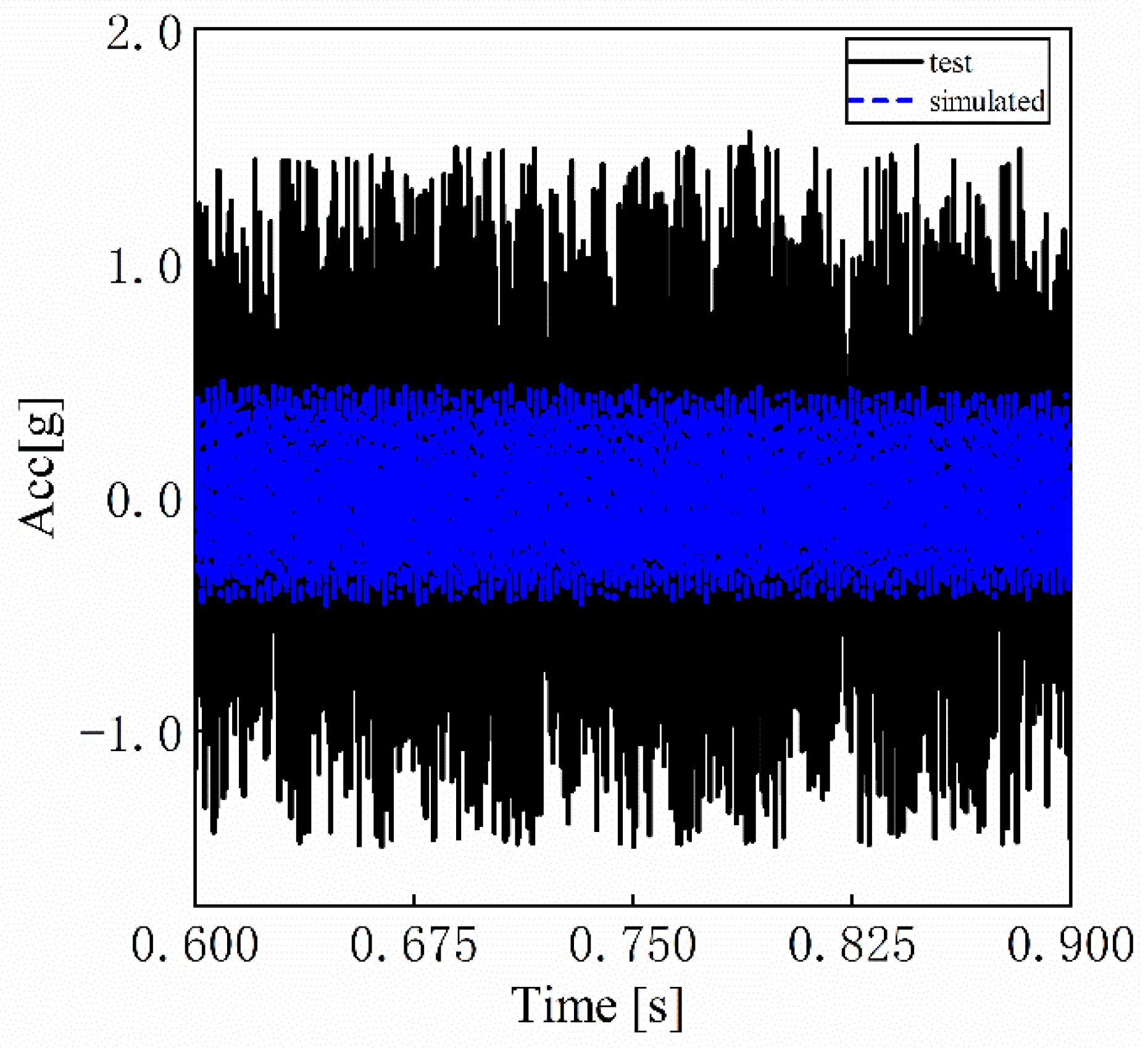
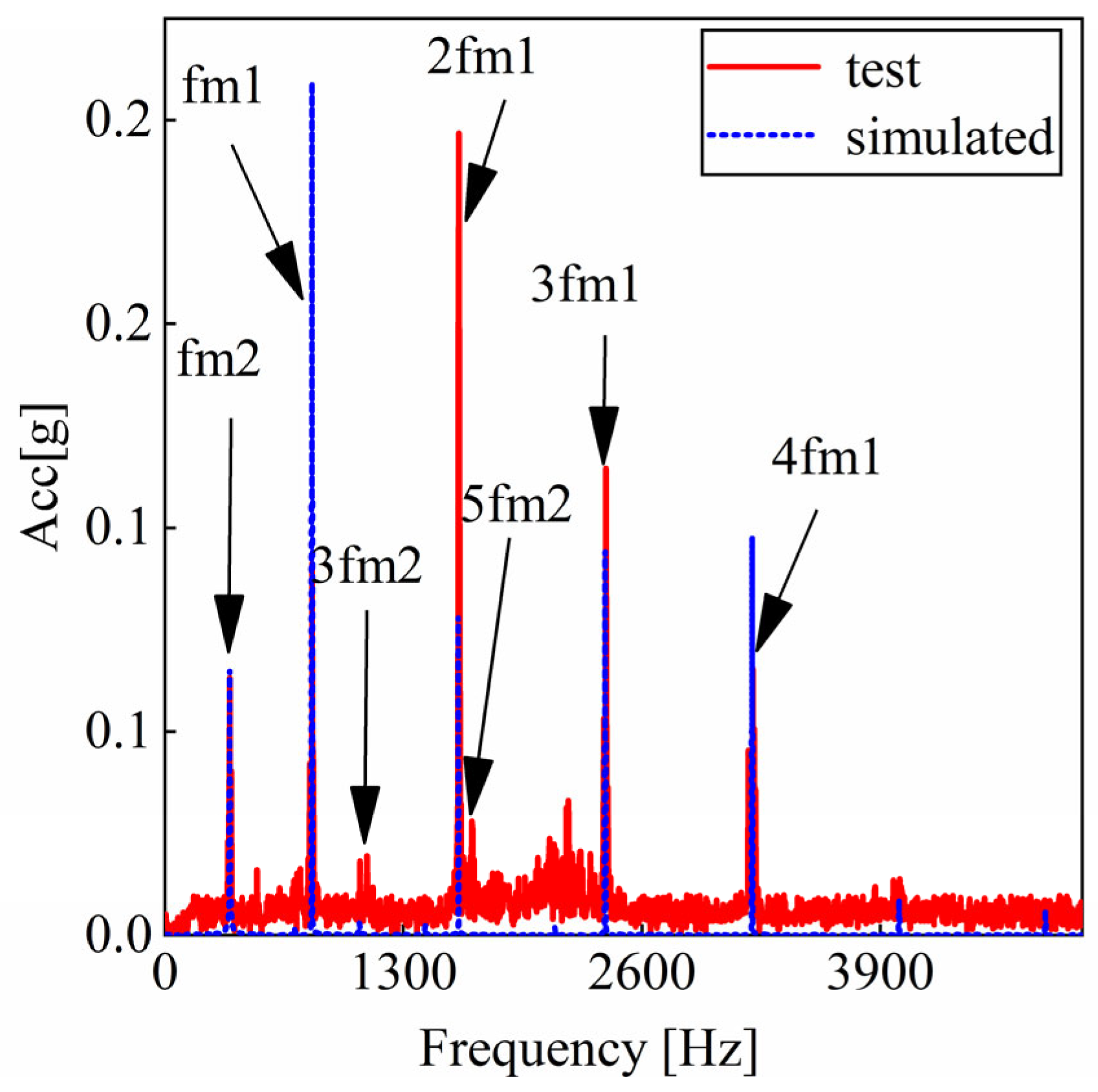
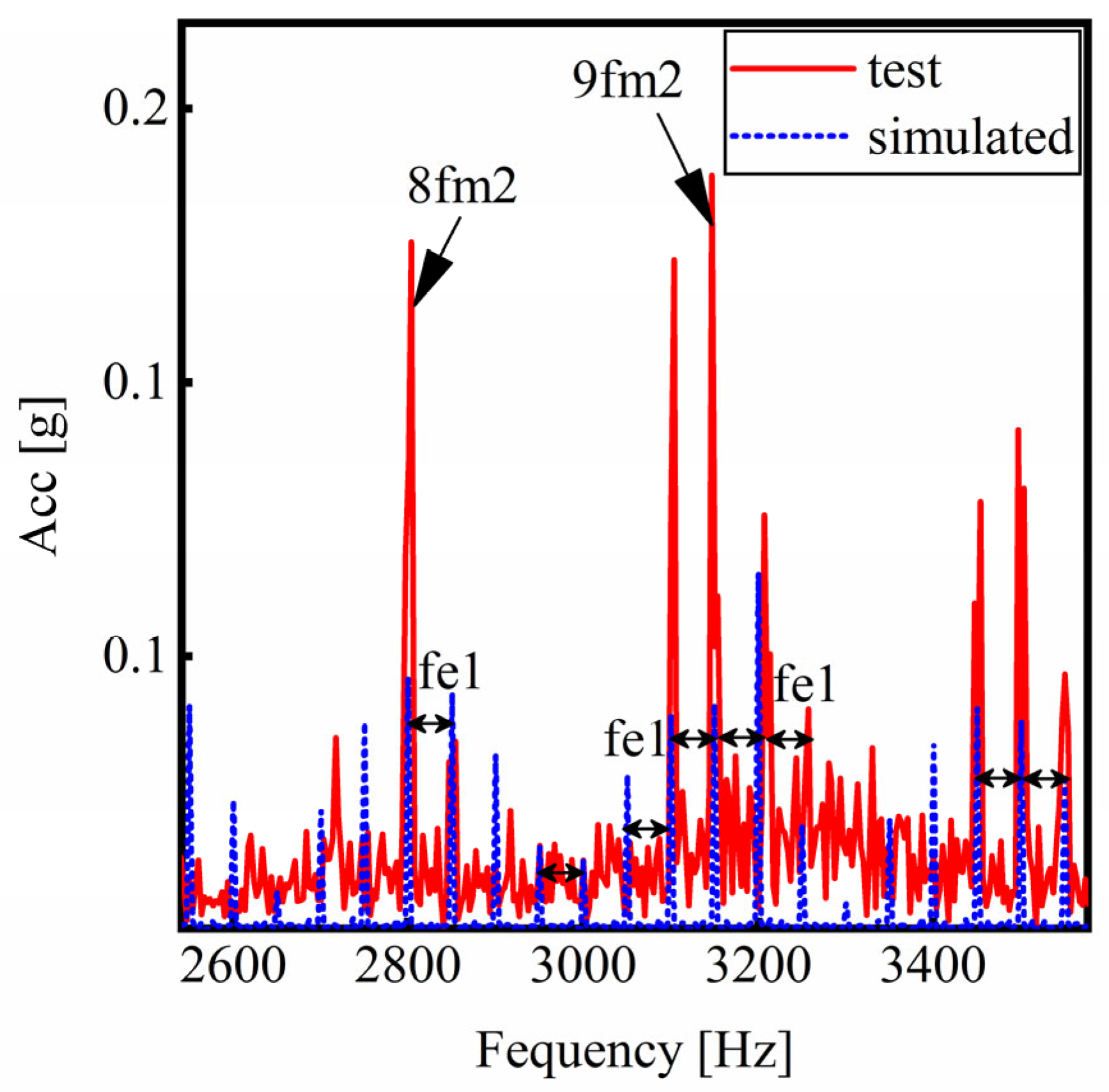
4.2. Analysis of the Simulation and Test Result
5. Dynamic Characteristics Analysis of Transmission System with Crack Fault
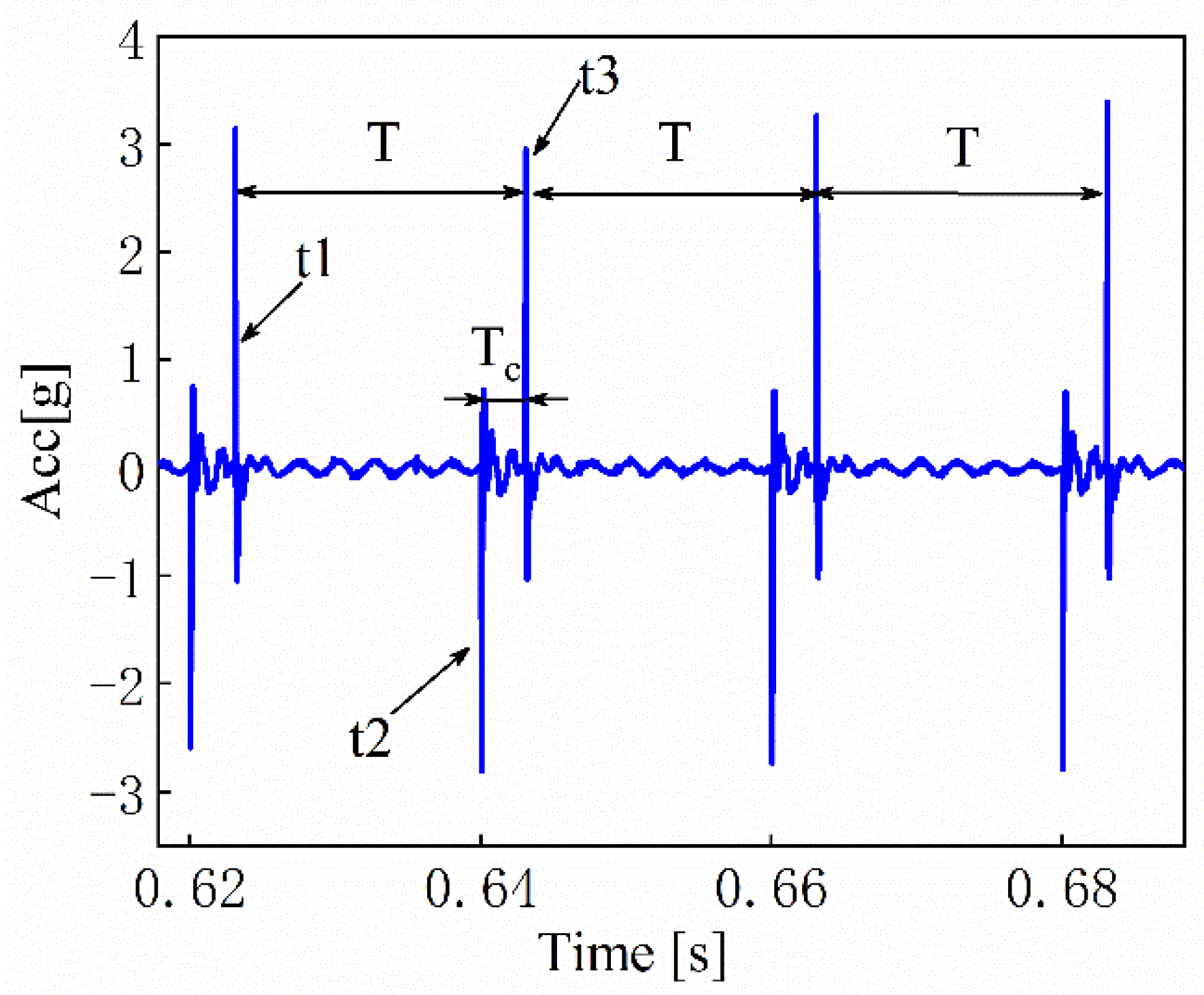
5.1. Influence of the Crack on Vibration Response of Transmission System
5.2. Influence of the Stiffness Considering Axial Force on Vibration Response with Cracked Fault
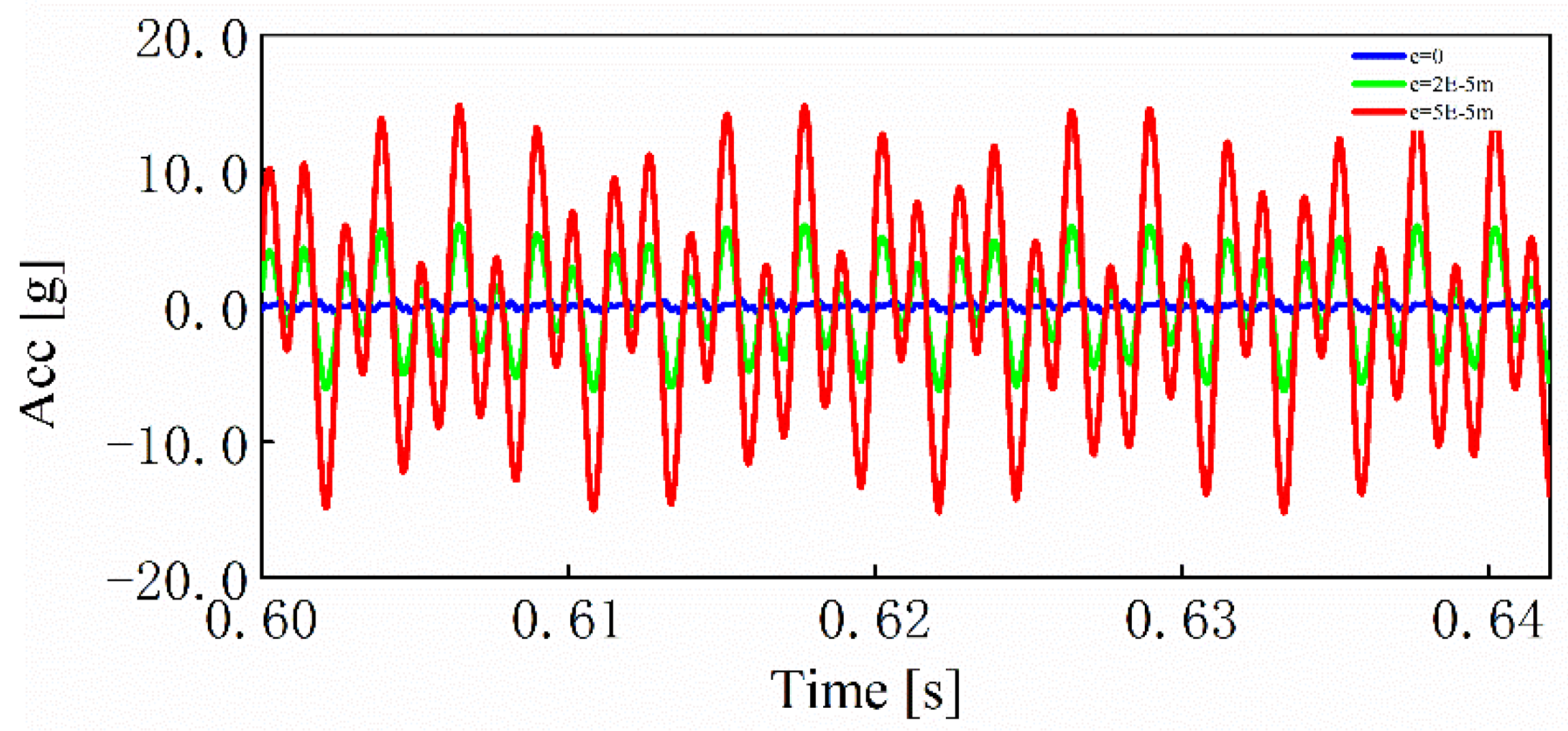
5.3. Influence of Transmission Error on Vibration Response of Transmission System
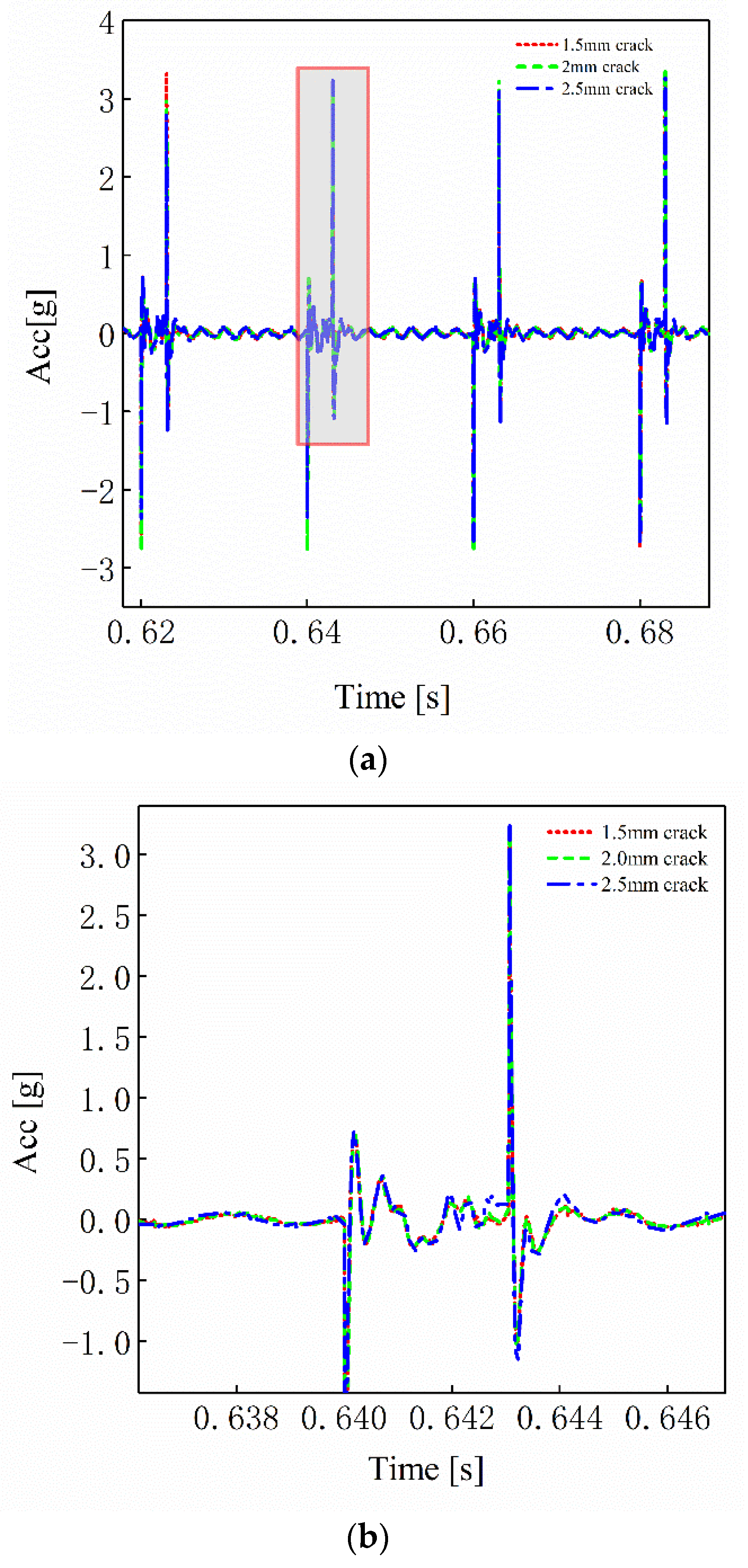
5.4. Influence of Different Crack Parameters on Vibration Response of Transmission System
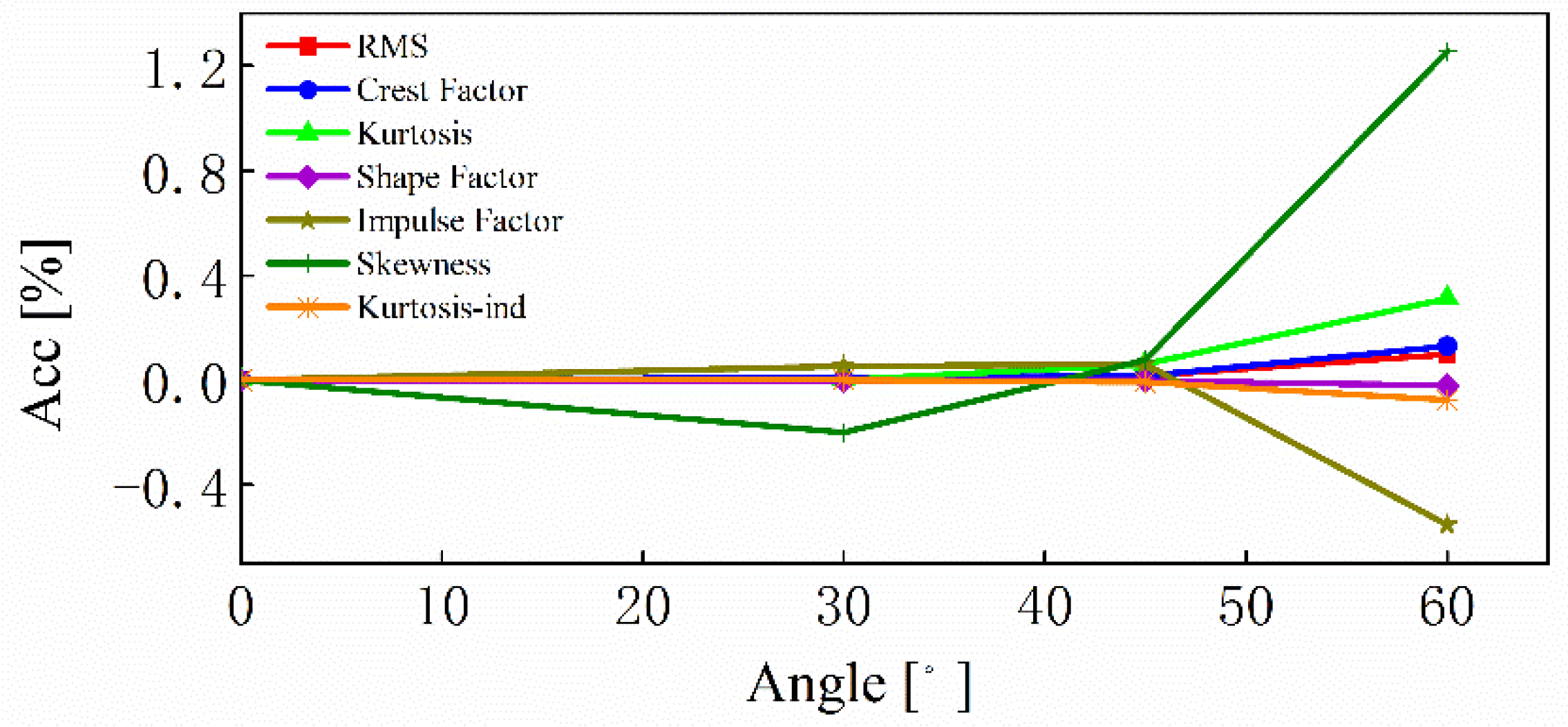
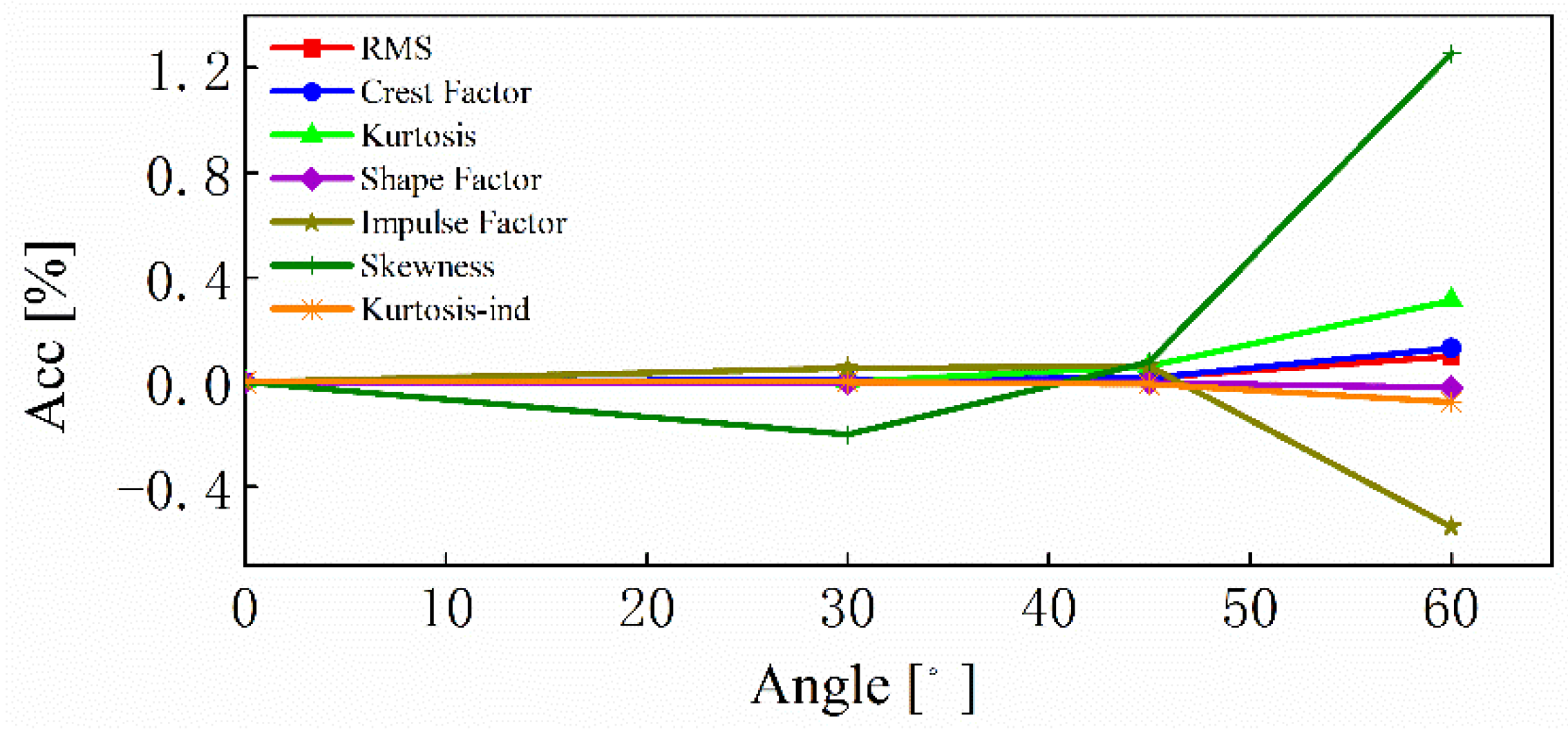
6. Statistical Index Analysis of Time Domain Signal
7. Conclusions and Future Work
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| the cross-sectional area at the coordinates, m2 | |
| the abbreviation of an expression | |
| the clearance between gear 1 and 2, m | |
| the clearance between gear 3 and 4, m | |
| C | the abbreviation of an expression |
| the torsional damping of drive shaft, N/(m/s) | |
| the bearing damp in the direction of , N/(m/s) | |
| the bearing damp in direction of , N/(m/s) | |
| the bearing damp in direction of , N/(m/s) | |
| the distance from the end point of the crack to the tooth root circle, m | |
| the total meshing stiffness of wheelset slice unit, N/m | |
| the distance from apex circle to root circle | |
| the transmission error between gears 1 and 2, m | |
| the transmission error between gears 3 and 4, m | |
| E | the elasticity modulus, Pa |
| the meshing force, N | |
| the contact force of gear 1 and 2 on the normal surface, N | |
| the contact force of gear 3 and 4 on the normal surface, N | |
| the axial force, N | |
| the rotation frequency of the output shaft, Hz | |
| the first gear mesh frequency, Hz | |
| the second gear mesh frequency, Hz | |
| the components of contact force of gear 1 and 2 along the end face, N | |
| the components of contact force of gear 1 and 2 in the axial direction, N | |
| the components of contact force of gear 3 and 4 along the end face, N | |
| the components of contact force of gear 3 and 4 in axial direction, N | |
| g | the acceleration of gravity, 9.8 N·kg−1 |
| G | the shear elasticity modulus, Pa |
| i | the number of the pair of gears engaged |
| the equivalent bending stiffness, N/m | |
| the shearing stiffness, N/m | |
| the axial compression stiffness, N/m | |
| the axial bending stiffness, N/m | |
| the axial shear stiffness, N/m | |
| the Hertz contact stiffness, N/m | |
| the bearing stiffness in the direction of for the gear i, N/m | |
| the bearing stiffness in the direction of for the gear i, N/m | |
| the bearing stiffness in the direction of for the gear i, N/m | |
| L | the length of the contact line length, m |
| the depth of crack on the front, mm | |
| N | the number of gears engaged at the same time |
| the percentage of statistical indicators | |
| q | the crack length, mm |
| the radius of the base cycle of the driving gear 1, m | |
| the radius of the root cycle of the driving gear 1, m | |
| T | the rotation time of the gear in one cycle, s |
| t | the time, s |
| t1 | the time one gear rotating from the tooth after the crack one, s |
| t2 | the time the cracked tooth starts to enter mesh, s |
| t3 | the time the tooth after the cracked tooth enters meshing, s |
| TC | the time required for crack tooth rotating in one cycle, s |
| the input torque of the motor, N.m | |
| the load torque, N.m | |
| the bending deformation energy of each slice, J | |
| the shear deformation energy of each slice, J | |
| the axial compression deformation energy of each slice, J | |
| the axial bending deformation energy of each slice, J | |
| the axial shear deformation energy of each slice, J | |
| v | the passion ratio |
| x | the displacement in the x direction, m |
| the distance from meshing point to root circle, m | |
| the value of statistical indicators in the fault state | |
| the value of statistical indicators in the normal state | |
| y | the displacement in the y direction, m |
| the normal vibration displacements along gears 1 and 2, m | |
| the normal vibration displacements along gears 3 and 4, m | |
| z | the displacement in the z direction, m |
Greeks
| the normal pressure angle, rad | |
| the end pressure angle of the helical gear, rad | |
| the crack angle on the end face, rad | |
| the driving gear | |
| the driven gear | |
| the helical gear helix angle, rad | |
| θ | the torsional vibration, deg. |
Abbreviations
| RMS | the root-mean-square value |
References
- Wu, G.; Wu, H.; Li, D. Review of Automotive Transmission Gear Rattle. J. Tongji Univ. 2016, 44, 276–285. [Google Scholar]
- Spitas, C.; Spitas, V. Coupled multi-DOF dynamic contact analysis model for the simulation of intermittent gear tooth contacts, impacts and rattling considering backlash and variable torque. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 1022–1047. [Google Scholar] [CrossRef]
- Yang, D.C.H.; Lin, J.Y. Hertzian damping, tooth friction and bending elasticity in gear impact dynamics. J. Mech. Transm. Autom. Des. 1987, 109, 189–196. [Google Scholar] [CrossRef]
- Tian, X. Dynamic Simulation for System Response of Gearbox Including Localized Gear Faults. Master’s Thesis, Albert University, Edmonton, AB, Canada, 2004. [Google Scholar]
- Sainsot, P.; Velex, P. Contribution of gear body to tooth deflections—A new bidimensional analytical formula. Trans. ASME 2004, 126, 748–752. [Google Scholar] [CrossRef]
- Wan, Z.; Cao, H.; Zi, Y.; He, W.; He, Z. An improved time-varying mesh stiffness algorithm and dynamic modeling of gear-rotor system with tooth root crack. Eng. Fail. Anal. 2014, 42, 157–177. [Google Scholar] [CrossRef]
- Ma, H.; Song, R.; Pang, X.; Wen, B. Time-varying mesh stiffness calculation of cracked spur gears. Eng. Fail. Anal. 2014, 44, 179–194. [Google Scholar] [CrossRef]
- Wang, Q.; Zhao, B.; Fu, Y.; Kong, X.; Ma, H. An improved time-varying mesh stiffness model for helical gear pairs considering axial mesh force component. Mech. Syst. Signal Process. 2018, 106, 413–429. [Google Scholar] [CrossRef]
- Jiang, H.; Liu, F. Mesh stiffness modelling and dynamic simulation of helical gears with tooth crack propagation. Meccanica 2020, 55, 1215–1236. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, R. An improved mesh stiffness calculation model for cracked helical gear pair with spatial crack propagation path. Mech. Syst. Signal Process. 2022, 172, 108989. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, R. An improved mesh stiffness model of helical gear pair considering axial mesh force and friction force influenced by surface roughness under EHL condition. Appl. Math. Model. 2022, 102, 453–471. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, R.; Xiao, Z. Investigation on crack failure of helical gear system of the gearbox in wind burbine: Mesh stiffness calculation and vibration characteristics recognition. Ocean. Eng. 2022, 250, 110971–110972. [Google Scholar] [CrossRef]
- Yan, H.; Wen, L.; Yin, S.; Cao, H.; Chang, L. Research on gear mesh stiffness of helical gear based on combining contact line analysis method. J. Mech. Eng. Sci. 2022, 236, 9354–9366. [Google Scholar] [CrossRef]
- Zhang, C.; Dong, H.; Wang, D.; Dong, B. A new effective mesh stiffness calculation method with accurate contact deformation model for spur and helical gear pairs. Mech. Mach. Theory 2022, 171, 104762. [Google Scholar] [CrossRef]
- Yang, H.; Shi, W.; Chen, Z.; Guo, N. An improved analytical method for mesh stiffness calculation of helical gear pair considering time-varying backlash. Mech. Syst. Signal Process. 2022, 170, 108882. [Google Scholar] [CrossRef]
- Huangfu, Y.; Chen, K.; Ma, H.; Che, L.; Li, Z. Deformation and meshing stiffness analysis of cracked helical gear pairs. Eng. Fail. Anal. 2019, 95, 30–46. [Google Scholar] [CrossRef]
- Huangfu, Y.; Chen, K.; Ma, H.; Li, X.; Han, H.; Zhao, Z. Meshing and dynamic characteristics analysis of spalled gear systems: A theoretical and experimental study. Mech. Syst. Signal Process. 2020, 139, 106640–106661. [Google Scholar] [CrossRef]
- Lin, T.; Guo, S.; Zhao, Z. Influence of crack faults on time-varying mesh stiffness and vibration response of helical gears. J. Vib. Shock. 2019, 38, 29–36. [Google Scholar]
- Tuplin, W.A. Gear-tooth stresses at high speed. Proc. Inst. Mech. Eng. 1950, 163, 162–175. [Google Scholar] [CrossRef]
- Kahraman, A.; Singh, R. Interactions between time-varying mesh stiffness and clearance non-linearities in a geared system. J. Sound Vib. 1991, 146, 135–156. [Google Scholar] [CrossRef]
- Brethee, K.F.; Zhen, D.; Gu, F.; Ball, A.D. Helical gear wear monitoring: Modelling and experimental validation. Mech. Mach. Theory 2017, 117, 210–229. [Google Scholar] [CrossRef]
- Chen, Z.; Zhai, W.; Wang, K. Vibration feature evolution of locomotive with tooth root crack propagation of gear transmission system. Mech. Syst. Signal Process. 2019, 115, 29–44. [Google Scholar] [CrossRef]
- Meng, Z.; Shi, G.; Wang, F. Vibration response and fault characteristics analysis of gear based on time-varying mesh stiffness. Mech. Mach. Theory 2020, 148, 103786–103801. [Google Scholar] [CrossRef]
- Chen, C. Dynamic Modeling of Two-Stage Planetary Gearbox with Tooth Cracks and Its Dynamic Response Analyses. Master’s Thesis, University of Electronic Science and Technology of China, Chengdu, China, 2017. [Google Scholar]
- Wei, C.; Wu, W.; Hou, X.; Yuan, S. Study on Oil Distribution and Oil Content of Oil Bath Lubrication Bearings Based on MPS Method. Tribol. Trans. 2022, 65, 942–951. [Google Scholar] [CrossRef]
- Spitas, C.; Spitas, V. Calculation of overloads induced by indexing errors in spur gearboxes using multi-degree-of-freedom dynamical simulation. Proc. Inst. Mech. Eng. Part K J. Multi-Body Dyn. 2006, 220, 273–282. [Google Scholar] [CrossRef]
- Shehata, A.; Adnan, M.A.; Mohammed, O.D. Modeling the effect of misalignment and tooth microgeometry on helical gear pair in mesh. Eng. Fail. Anal. 2019, 106, 104190. [Google Scholar] [CrossRef]
- Sakaridis, E.; Spitas, V.; Spitas, C. Non-linear modeling of gear drive dynamics incorporating intermittent tooth contact analysis and tooth eigenvibrations. Mech. Mach. Theory 2019, 136, 307–333. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, H.; Kong, X.; Zhang, Y. A distributed dynamic mesh model of a helical gear pair with tooth profile errors. J. Cent. South Univ. 2018, 25, 287–303. [Google Scholar] [CrossRef]
- Yan, P.; Liu, H.; Gao, P.; Zhang, X.; Zhan, Z.; Zhang, C. Optimization of distributed axial dynamic modification based on the dynamic characteristics of a helical gear pair and a test verification. Mech. Mach. Theory 2021, 163, 104371. [Google Scholar] [CrossRef]
- Jiang, H.; Liu, F. Dynamic characteristics of helical gears incorporating the effects of coupled sliding friction. Meccanica 2022, 57, 523–539. [Google Scholar] [CrossRef]
- Wei, P.; Deng, S. Time-varying Mesh Stiffness Calculation and Research on Dynamic Characteristic of Two-stage Helical Gear System based on Potential Energy Method. Jixie Chuangdong 2020, 44, 51–57. [Google Scholar]
- Liu, J.; Zhao, W.; Liu, W. Frequency and Vibration Characteristics of High-Speed Gear-Rotor-Bearing System with Tooth Root Crack considering Compound Dynamic Backlash. Shock. Vib. 2019, 2019, 1854263. [Google Scholar] [CrossRef]
- Sun, G.; Zhao, S. Mechanics of Materials; Shanghai Jiaotong University Press: Shanghai, China, 2006. [Google Scholar]
- Zhu, X. Handbook of Gear Design; Chemical Industry Press: Beijng, China, 2004. [Google Scholar]
- Sharma, V.; Parey, A. A Review of Gear Fault Diagnosis Using Various Condition Indicators. Procedia Eng. 2016, 144, 253–263. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Driving Gear1 | Driven Gear1 | Driving Gear2 | Driven Gear2 |
|---|---|---|---|---|
| Number of tooth | 16 | 52 | 23 | 71 |
| Normal Module (mm) | 1.25 | 1.25 | 1.5 | 1.5 |
| Pressure angle (°) | 20 | 20 | 16 | 16 |
| Young’s modulus (Pa) | 2.11 × 1011 | 2.11 × 1011 | 2.11 × 1011 | 2.11 × 1011 |
| Poission’s ratio | 0.3 | 0.3 | 0.3 | 0.3 |
| Width of tooth (mm) | 10 | 10 | 12 | 12 |
| Parameters | Value | Unit |
|---|---|---|
| , i = 1, 23, 4 | 8 ∗ 107 | N/m |
| , i = 1, 23, 4 | 8 ∗ 107 | N/m |
| , i = 1, 23, 4 | 5 ∗ 107 | N/m |
| , i = 1, 23, 4 | 1.2 ∗ 105 | N.m/rad |
| , i = 1, 23, 4 | 500 | N/(m/s) |
| , i = 1, 23, 4 | 500 | N/(m/s) |
| , i = 1, 23, 4 | 500 | N/(m/s) |
| , i = 1, 23, 4 | 10 | N.m/(rad/s) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Yuan, S.; Wu, W.; Liu, K.; Lian, C.; Song, X. Vibration Analysis of Two-Stage Helical Gear Transmission with Cracked Fault Based on an Improved Mesh Stiffness Model. Machines 2022, 10, 1052. https://doi.org/10.3390/machines10111052
Li Y, Yuan S, Wu W, Liu K, Lian C, Song X. Vibration Analysis of Two-Stage Helical Gear Transmission with Cracked Fault Based on an Improved Mesh Stiffness Model. Machines. 2022; 10(11):1052. https://doi.org/10.3390/machines10111052
Chicago/Turabian StyleLi, Yancong, Shihua Yuan, Wei Wu, Kun Liu, Chunpeng Lian, and Xintao Song. 2022. "Vibration Analysis of Two-Stage Helical Gear Transmission with Cracked Fault Based on an Improved Mesh Stiffness Model" Machines 10, no. 11: 1052. https://doi.org/10.3390/machines10111052
APA StyleLi, Y., Yuan, S., Wu, W., Liu, K., Lian, C., & Song, X. (2022). Vibration Analysis of Two-Stage Helical Gear Transmission with Cracked Fault Based on an Improved Mesh Stiffness Model. Machines, 10(11), 1052. https://doi.org/10.3390/machines10111052