

Optimization of Hammer Peening Process for Gas Turbine Rotor Straightening


Abstract
:1. Introduction
2. Materials and Methods
2.1. Repeatable Hammer Peening Machine
2.2. Parametric Simulations of Hammer Peening Process
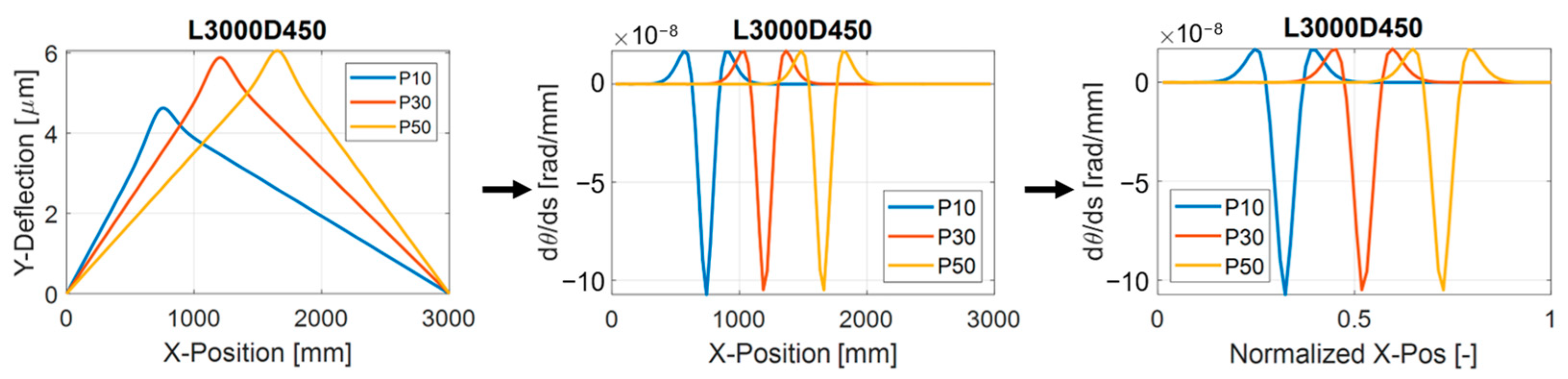
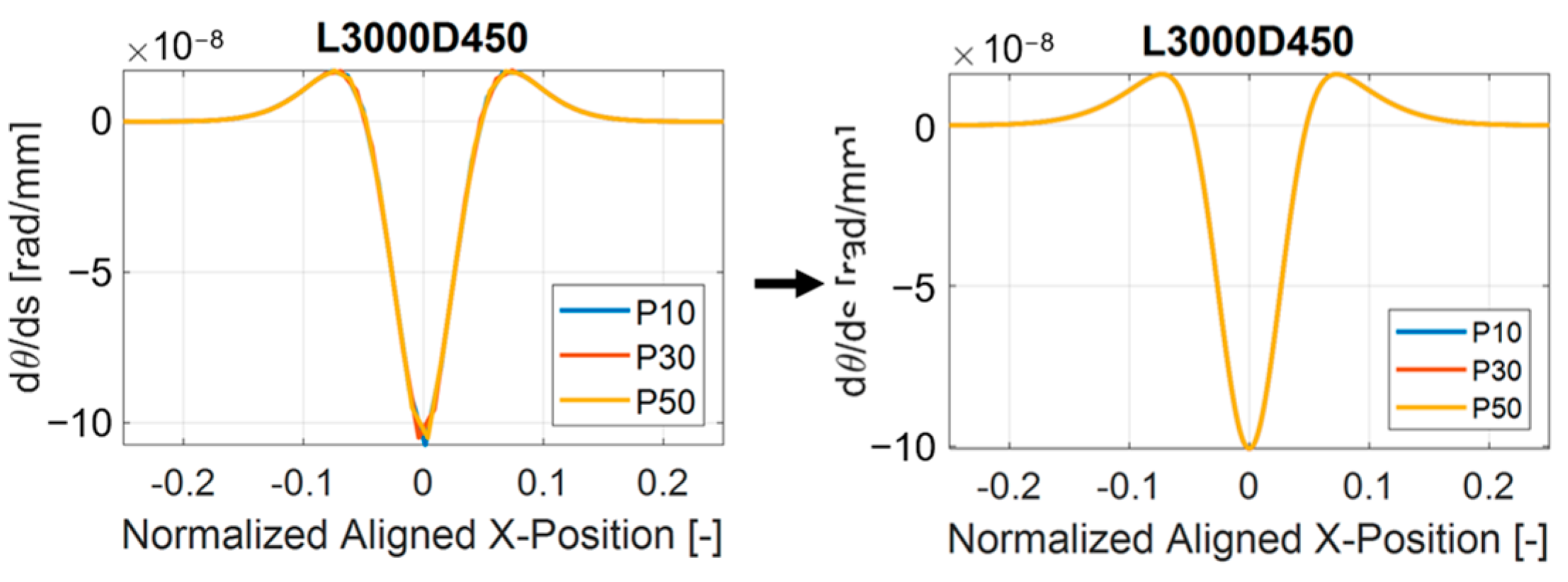
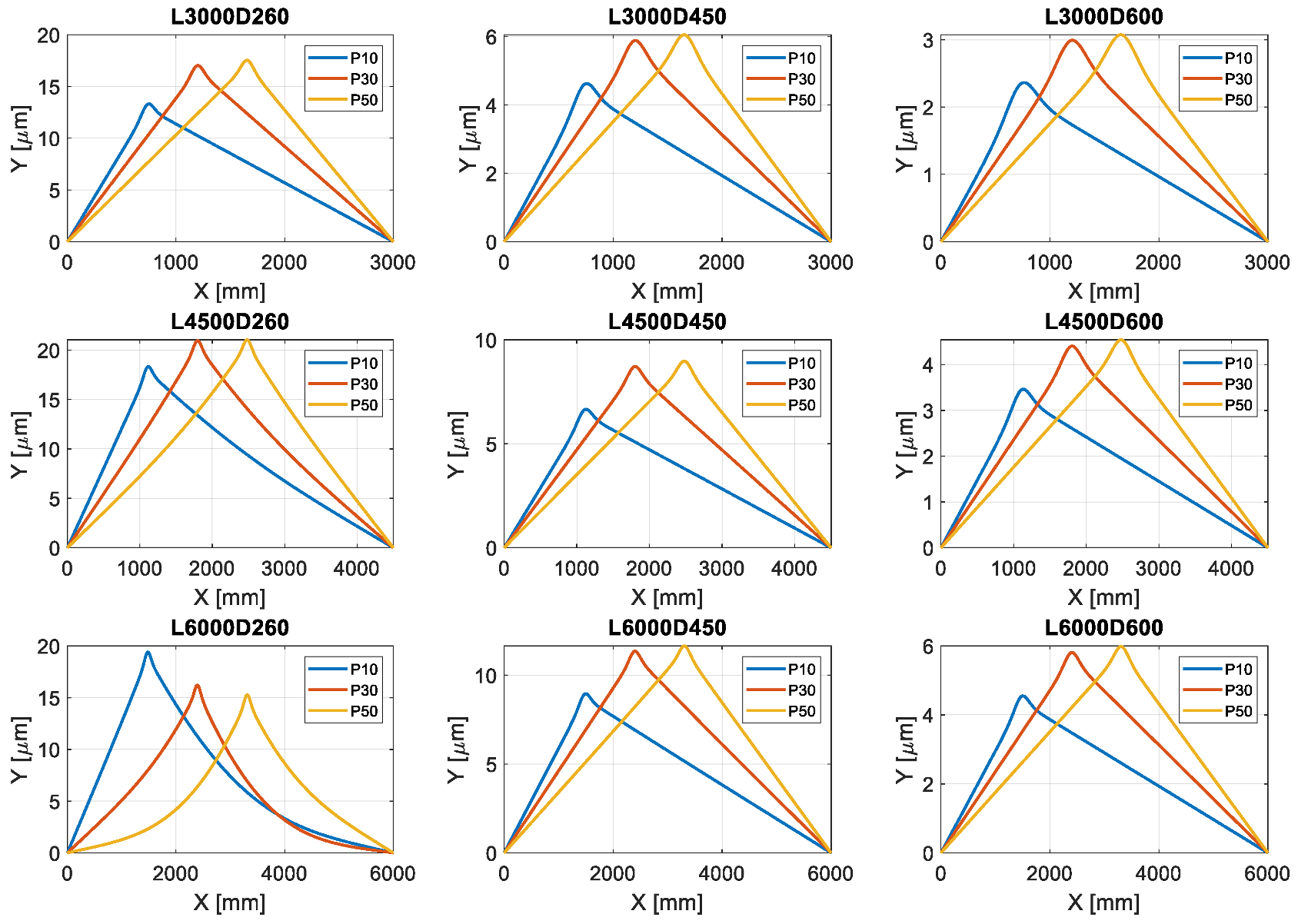
2.2.1. Single-Line Impact Simulation
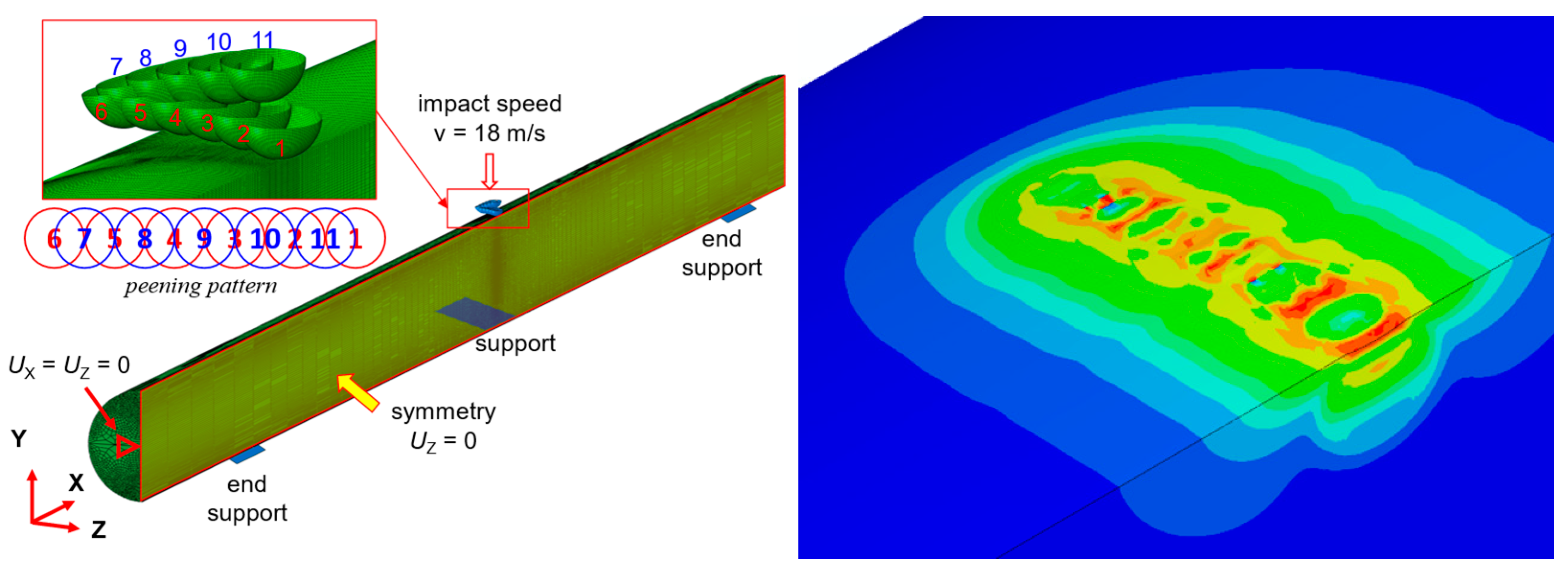
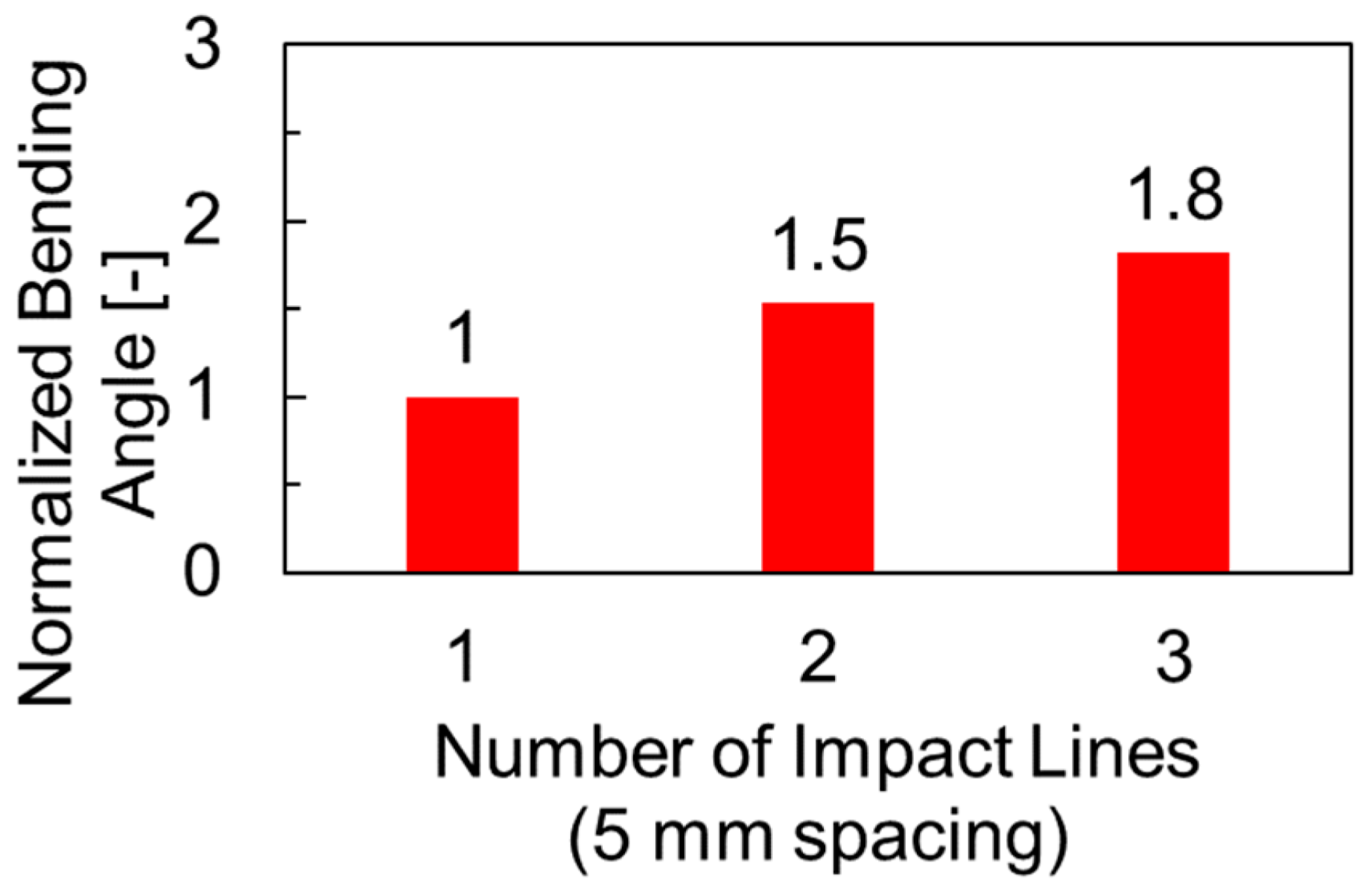
2.2.2. Multiple-Line Impacts
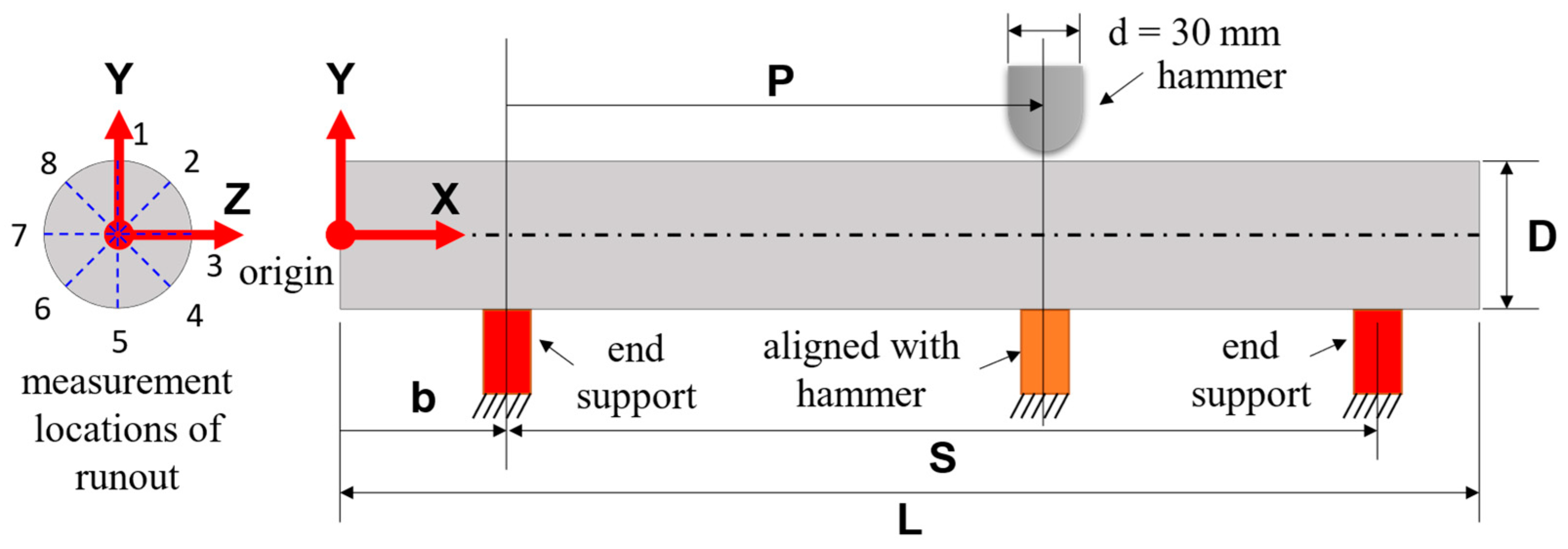
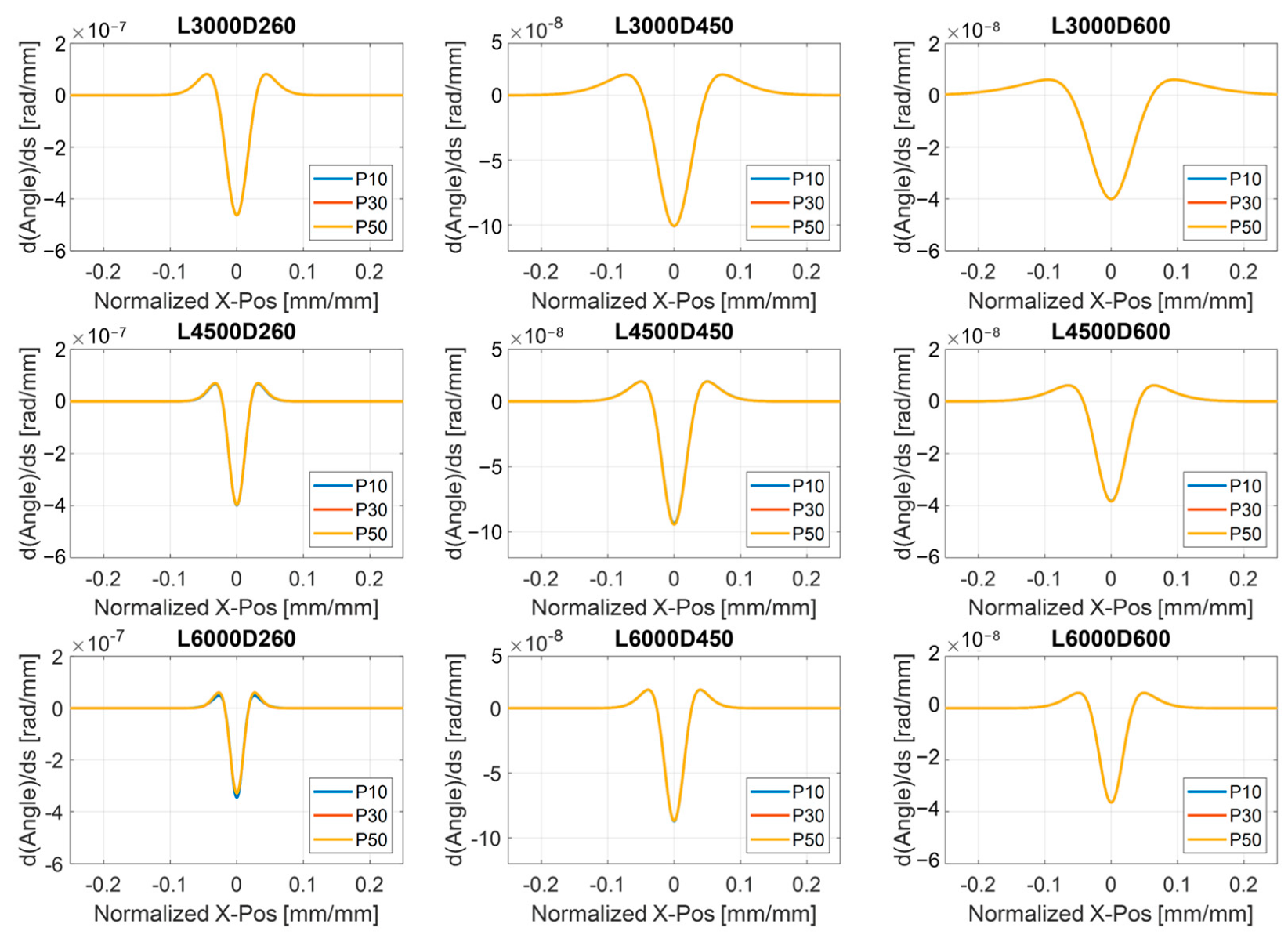
2.3. Representation of Rotor Geometry Using Curvature Vector along the Centerline of Rotor
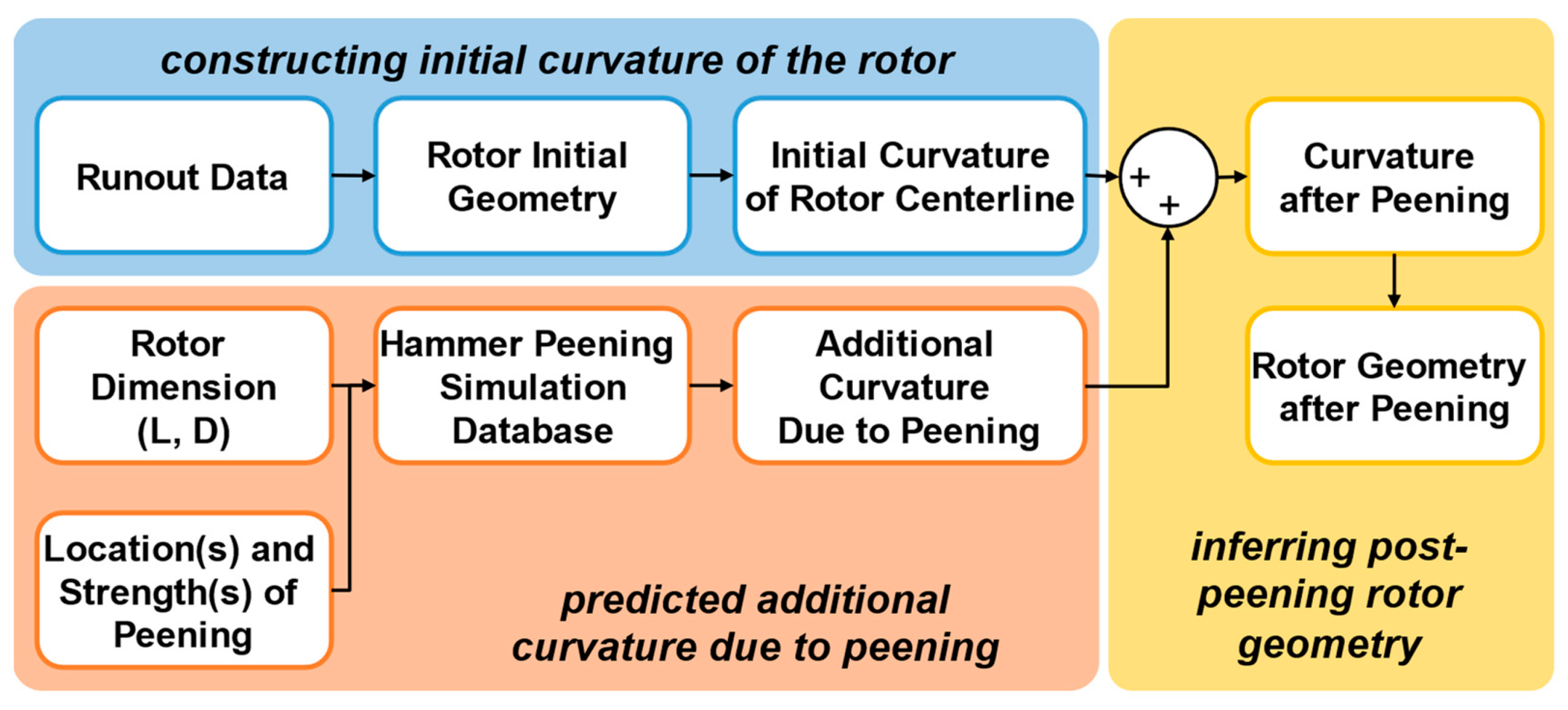
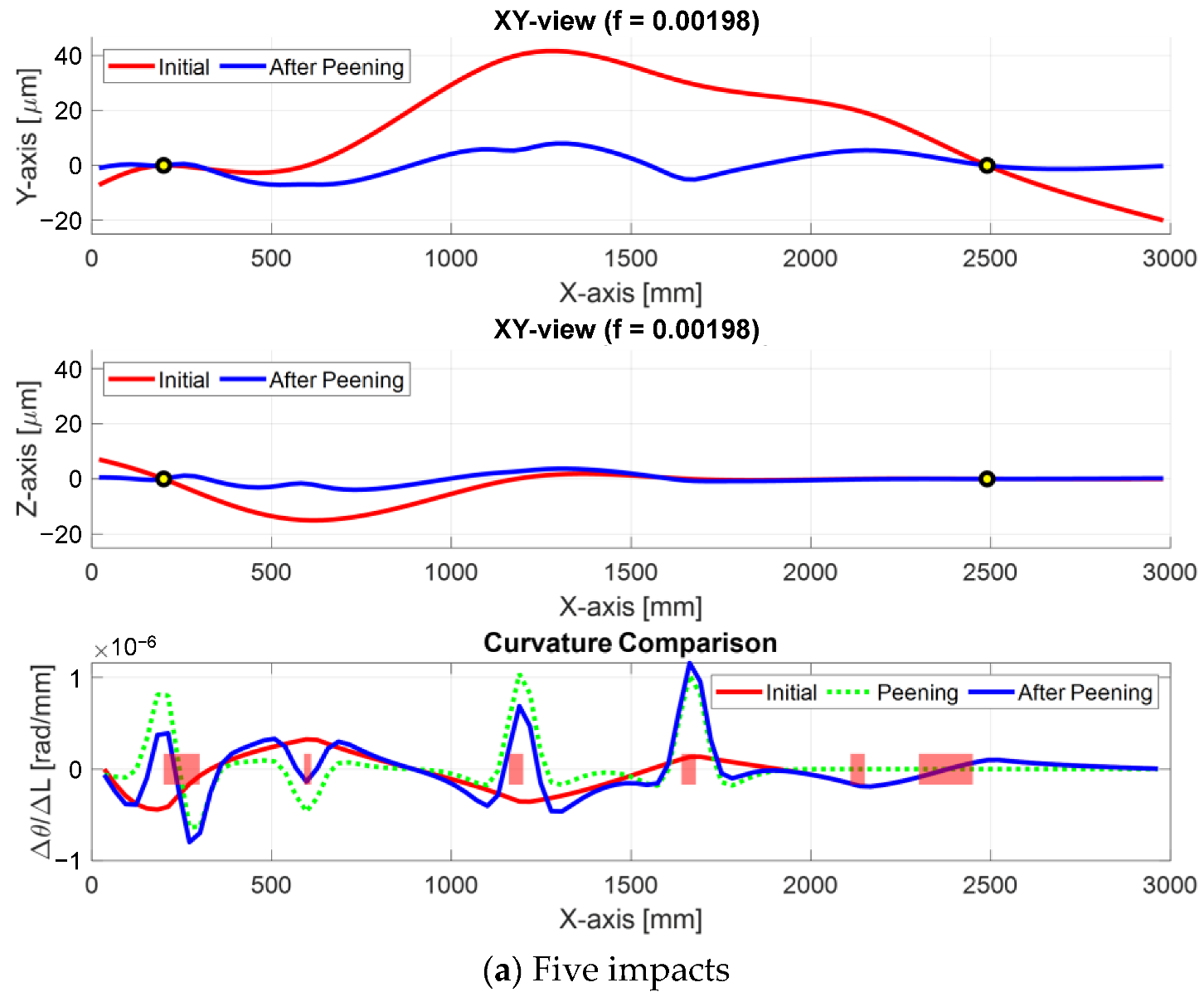
2.4. Prediction of Rotor Geometry after Hammer Peening
2.5. Statement of Optimization Problem
2.6. Application of the Proposed Method
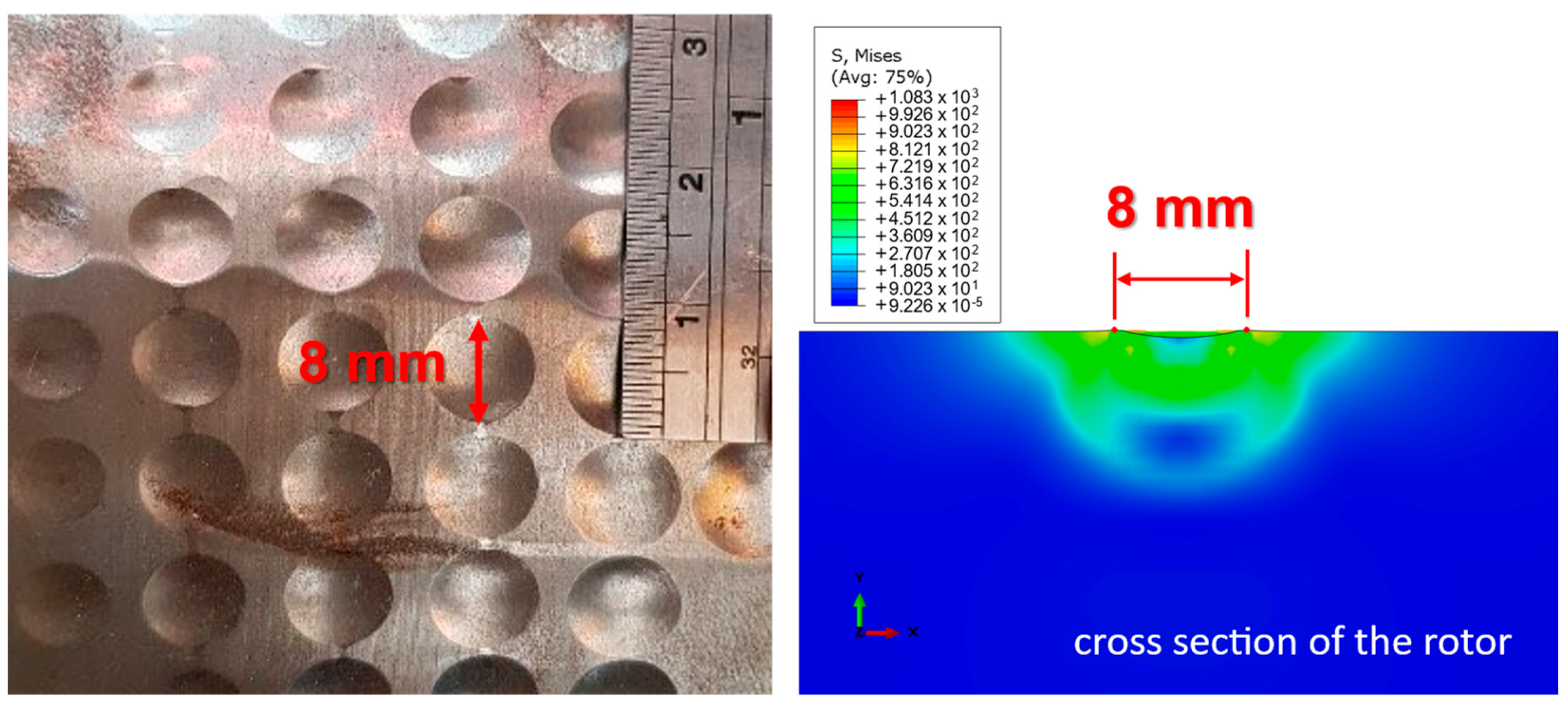
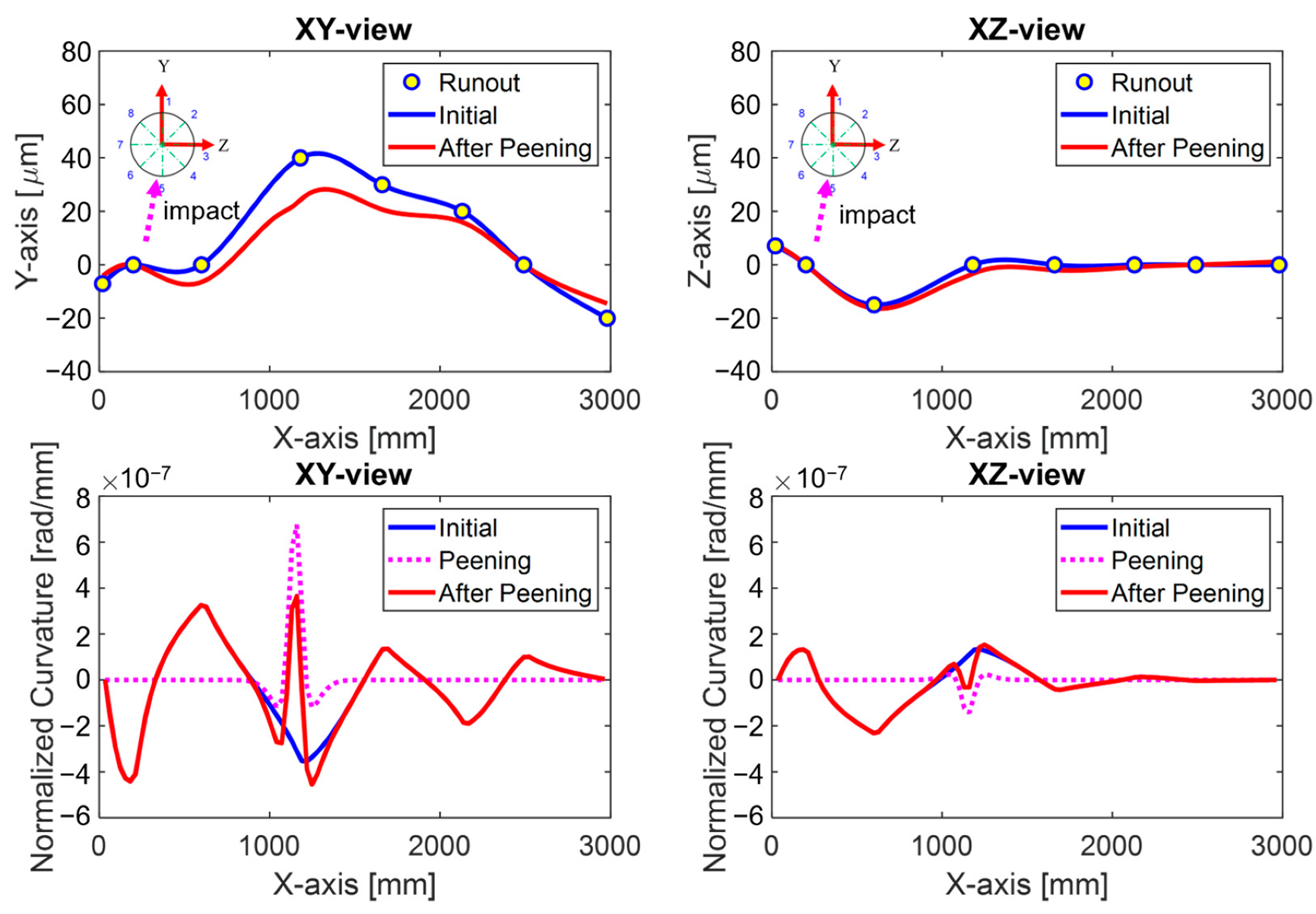
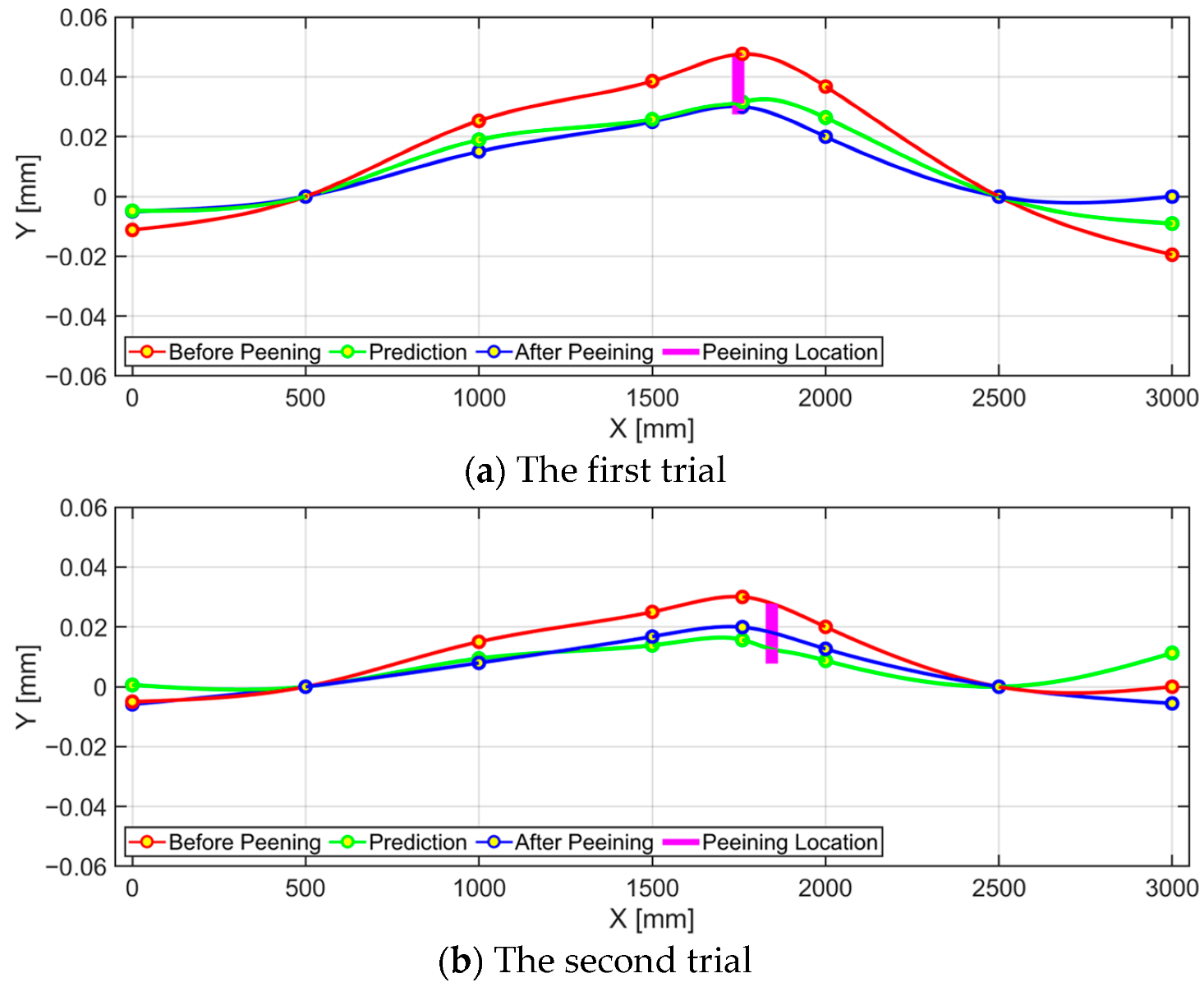
2.7. Validation
3. Results
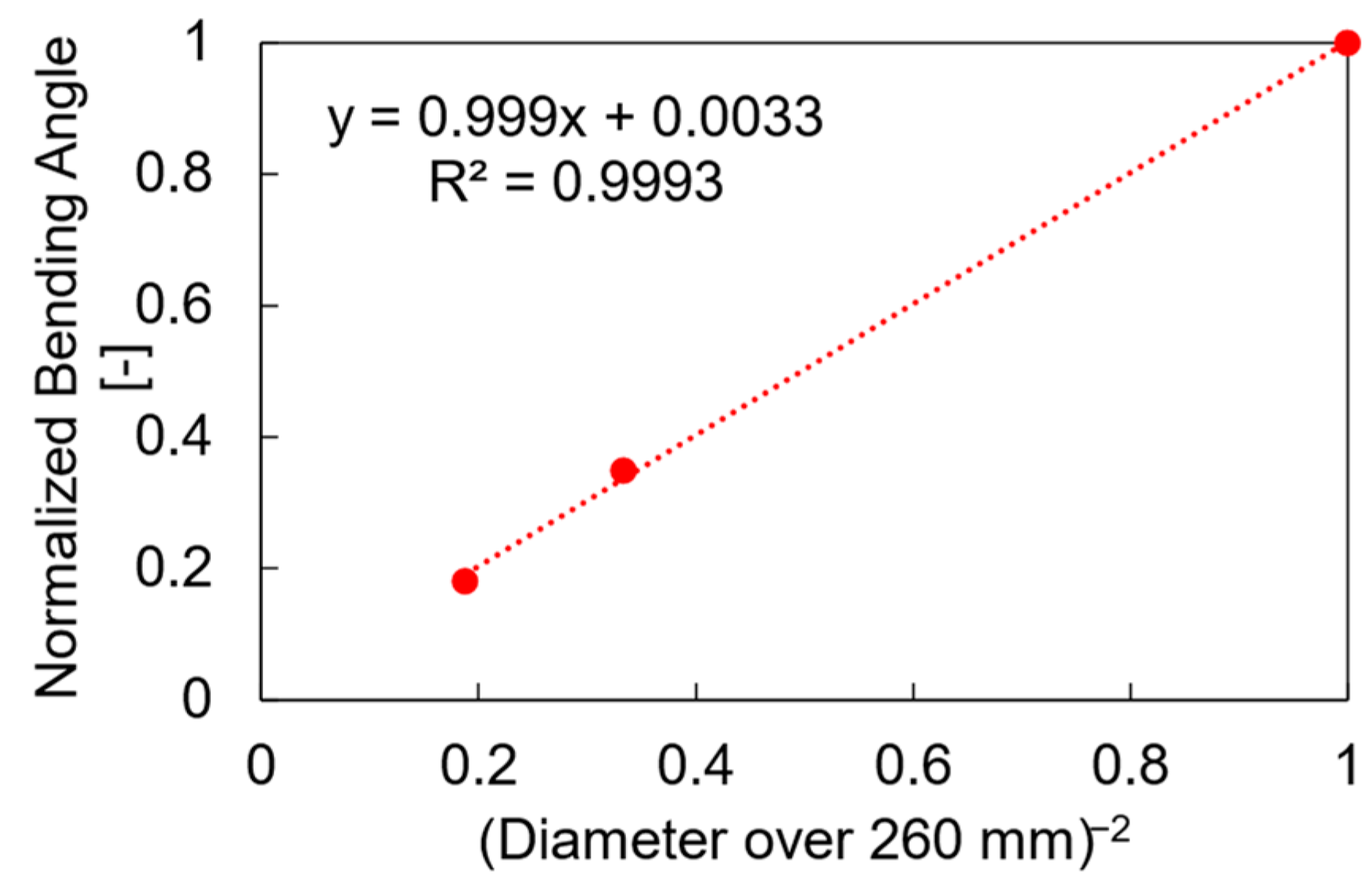
3.1. Parametric Hammer Peening Simulation
3.2. Demonstration of the Optimization Algorithm
3.3. Validation of the Proposed Algorithm
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Poursaeidi, E.; Yazdi, M.K. Causes of rotor distortions and applicable common straightening methods for turbine rotors and shafts. World Acad. Sci. Technol. 2011, 55, 213–218. [Google Scholar]
- Baldassarre, L.; Michel, F. Modeling of Rotor Bow during Hot Restart in Centrifugal Compressors; Turbomachinery Laboratories, Texas A&M University: College Station, TX, USA, 2010; Available online: https://hdl.handle.net/1969.1/163042 (accessed on 3 September 2022).
- Erb, H. Repair Techniques for Rotor and Case Damage; Gas Turbine Laboratories, Texas A&M University: College Station, TX, USA, 1973; Available online: https://hdl.handle.net /1969.1/163859 (accessed on 3 September 2022).
- Poursaeidi, E.; Razavi, A.R. An investigation on the causes of a rotor bending and its thermal straightening (technical note). Int. J. Eng. 2008, 21, 281–290. Available online: https://www.sid.ir/en/journal/ViewPaper.aspx?id=122082 (accessed on 3 September 2022).
- Burhani, A.; Rozaq, F.; Supriyanto, E. Case study application of cold peening in combination with thermal stress relieving as effective method for straightening large turbine rotor. In Proceedings of the International Conference on Power, Energy, Control and Transmission Systems (ICPECTS), Chennai, India, 10–11 December 2020; pp. 1–6. [Google Scholar] [CrossRef]
- Yasfi; Nasruddin, M.; Artady, H. Case study of straightening methods for bent shaft 1.25 mm on hip turbine rotor pacitan steam power plant#1. In Proceedings of the 2019 International Conference on Technologies and Policies in Electric Power & Energy, Yogyakarta, Indonesia, 21–22 October 2019; pp. 1–5. [Google Scholar]
- Poursaeidi, E.; Yazdi, M.K. Application of the hot spotting method for the straightening of a large turbine rotor. Int. J. Eng. (IJE) 2018, 31, 110–119. [Google Scholar]
- Avent, R.R.; Mukai, D.J.; Robinson, P.F. Effect of heat straightening on material properties of steel. J. Mater. Civ. Eng. 2000, 12, 188–195. [Google Scholar] [CrossRef]
- Kim, J.-Y.; Lee, J.-J.; Lee, K.-W.; Kwon, D. Nondestructive evaluation of flow properties in thermally aged Cr–Mo–V steel using instrumented indentation tests. J. Mater. Sci. 2009, 44, 3561–3565. [Google Scholar] [CrossRef]
- Diepart, C.P. Shot Peening for the Prevention of Stress Corrosion and Fatigue Cracking of Heat Exchangers and Feedwater Heaters; No. EPRI-TR-105876; CONF-9509192-; Electric Power Research Inst.: Palo Alto, CA, USA, 1995. [Google Scholar]
- Jawahir, I.; Brinksmeier, E.; M’Saoubi, R.; Aspinwall, D.; Outeiro, J.; Meyer, D.; Umbrello, D.; Jayal, A. Surface integrity in material removal processes: Recent advances. CIRP Ann. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Xiao, X.D.; Wang, Y.J.; Zhang, W.; Wang, J.B.; Wei, S.M. Numerical research on stress peen forming with prestressed regular model. J. Mater. Process. Technol. 2016, 229, 501–513. [Google Scholar] [CrossRef]
- Xiao, X.; Tong, X.; Gao, G.; Zhao, R.; Liu, Y.; Li, Y. Estimation of peening effects of random and regular peening patterns. J. Mater. Process. Technol. 2018, 254, 13–24. [Google Scholar] [CrossRef]
- Gariépy, A.; Larose, S.; Perron, C.; Lévesque, M. Shot peening and peen forming finite element modelling–Towards a quantitative method. Int. J. Solids Struct. 2011, 48, 2859–2877. [Google Scholar] [CrossRef]
- Kim, S.-C.; Chung, S.-C. Synthesis of the multi-step straightness control system for shaft straightening processes. Mechatronics 2002, 12, 139–156. [Google Scholar] [CrossRef]
- Pei, Y.C.; Wang, J.W.; Tan, Q.C.; Yuan, D.Z.; Zhang, F. An investigation on the bending straightening process of D-type cross section shaft. Int. J. Mech. Sci. 2017, 131–132, 1082–1091. [Google Scholar] [CrossRef]
- Hacini, L.; Van Le, N.; Bocher, P. Evaluation of residual stresses induced by robotized hammer peening by the contour method. Exp. Mech. 2009, 49, 775–783. [Google Scholar] [CrossRef]
- Bleicher, F.; Lechner, C.; Habersohn, C.; Kozeschnik, E.; Adjassoho, B.; Kaminski, H. Mechanism of surface modification using machine hammer peening technology. CIRP Ann. 2012, 61, 375–378. [Google Scholar] [CrossRef]
- Kim, T.; Lee, H.; Hyun, H.C.; Jung, S. A simple but effective FE model with plastic shot for evaluation of peening residual stress and its experimental validation. Mater. Sci. Eng. A 2011, 528, 5945–5954. [Google Scholar] [CrossRef]
- Seong, W.-J.; Na, S.-J. Systematization of heat straightening process of stiffened plate by surface flattening. J. Mater. Process. Technol. 2022, 299, 117333. [Google Scholar] [CrossRef]
- Ugray, Z.; Lasdon, L.; Plummer, J.; Glover, F.; Kelly, J.; Martí, R. Scatter Search and Local NLP Solvers: A Multistart Framework for Global Optimization. INFORMS J. Comput. 2007, 19, 328–340. [Google Scholar] [CrossRef]
- Lopez, R.H.; Ritto, T.G.; Sampaio, R.; De Cursi, J.S. A new algorithm for the robust optimization of rotor-bearing systems. Eng. Optim. 2014, 46, 1123–1138. [Google Scholar] [CrossRef]
- Sainvitu, C.; Iliopoulou, V.; Lepot, I. Global optimization with expensive functions-sample turbomachinery design application. In Recent Advances in Optimization and Its Applications in Engineering; Springer: Berlin/Heidelberg, Germany, 2010; pp. 499–509. [Google Scholar]
- Zhang, J.; Lu, S.; Zhou, Z.; Wu, T.; Xu, G. Modeling of multiple shots for analyzing shot peening controlled parameters on formed curvature radius. Int. J. Adv. Manuf. Technol. 2017, 93, 1867–1876. [Google Scholar] [CrossRef]
- Schulze, V.; Bleicher, F.; Groche, P.; Guo, Y.B.; Pyun, Y.S. Surface modification by machine hammer peening and burnishing. Cirp Ann. 2016, 65, 809–832. [Google Scholar] [CrossRef]
- Ferreño, D.; Carral, J.P.; Calderón, R.L.; Álvarez, J.A.; Gutiérrez-Solana, F. Development and experimental validation of a simplified finite element methodology to simulate the response of steel beams subjected to flame straightening. Constr. Build. Mater. 2017, 137, 535–547. [Google Scholar] [CrossRef]
- Chavoshi, S.E.; Torshizi, S.E.M. Bending improvement in spot heating of pipes in comparison with line heating method. Mech. Ind. 2019, 20, 405. [Google Scholar] [CrossRef]
- Hu, Y.; Li, Z.; Yu, X.; Yao, Z. Effect of elastic prestress on the laser peen forming of aluminum alloy 2024-T351: Experiments and eigenstrain-based modeling. J. Mater. Process. Technol. 2015, 221, 214–224. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Young’s Modulus [GPa] | Poisson’s Ratio | Density [ton/mm3] | Yield Strength [MPa] |
|---|---|---|---|---|
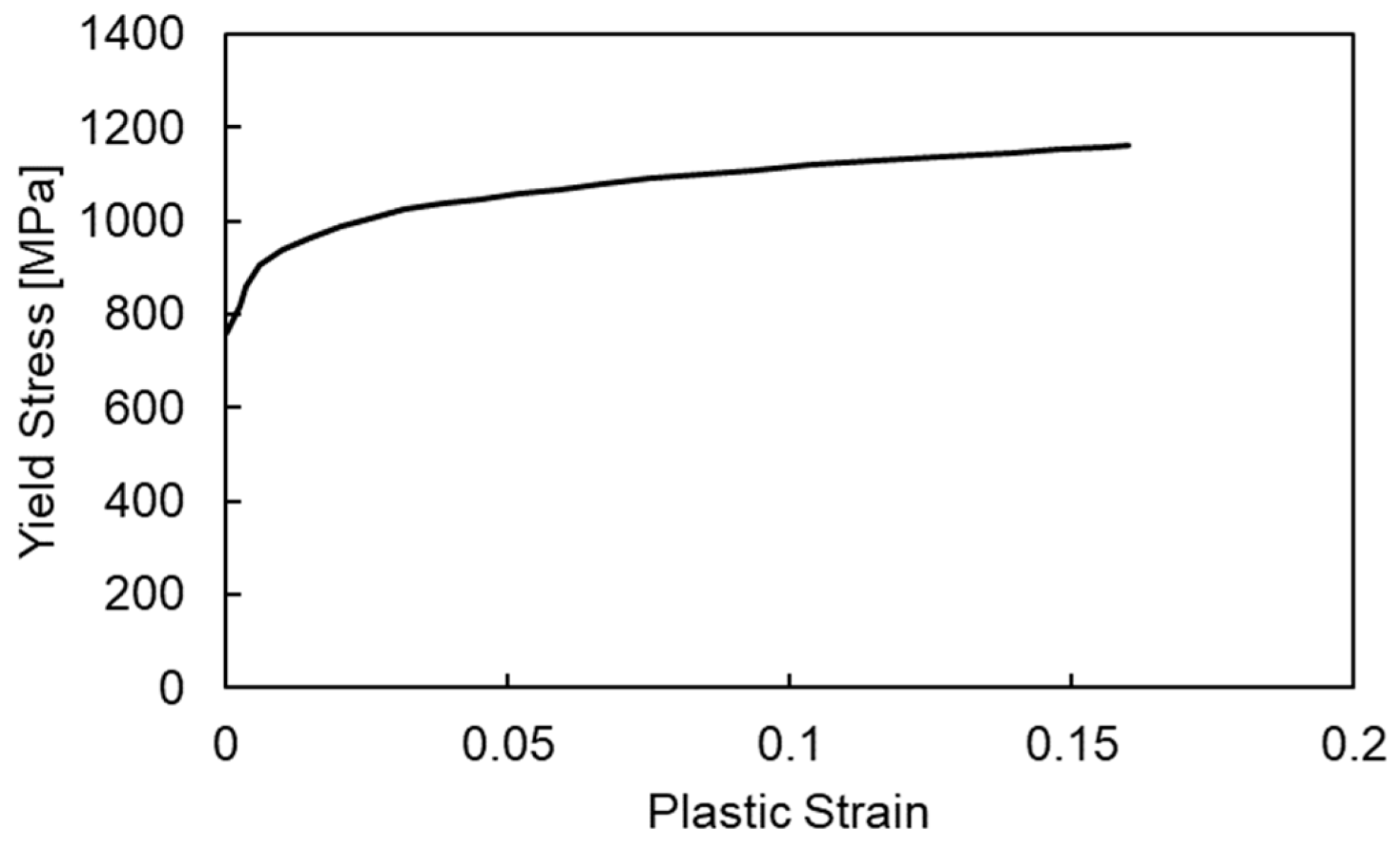
| CrMo Steel | 200 | 0.29 | 7.8 × 10−9 | 762 |
| Parameters | Values |
|---|---|
| Rotor Length [mm] | 3000, 4500, 6000 |
| Rotor Diameter [mm] | 260, 450, 600 |
| Impact Location (P over S in Figure 5) | 10%, 30%, 50% |
| Parameters | Values |
|---|---|
| Number of lines of impacts | 2 and 3 lines |
| Spacing between adjacent lines of impacts | 0, 3, 5, 10, 20, and 40 mm |
| Minimize | |
| with respect to | |
| subject to |
| Interval (ID) | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Diameter [mm] | 260 | 260 | 260 | 260 | 260 | 260 |
| Start [mm] | 200 | 590 | 1160 | 1640 | 2110 | 2300 |
| End [mm] | 300 | 610 | 1200 | 1680 | 2150 | 2450 |
| Impactable domain () [mm] | [0,100] | [100,120] | [120,160] | [160,200] | [200,240] | [240,290] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, T.; Kim, T. Optimization of Hammer Peening Process for Gas Turbine Rotor Straightening. Machines 2022, 10, 950. https://doi.org/10.3390/machines10100950
Kim T, Kim T. Optimization of Hammer Peening Process for Gas Turbine Rotor Straightening. Machines. 2022; 10(10):950. https://doi.org/10.3390/machines10100950
Chicago/Turabian StyleKim, Taewung, and Taehyung Kim. 2022. "Optimization of Hammer Peening Process for Gas Turbine Rotor Straightening" Machines 10, no. 10: 950. https://doi.org/10.3390/machines10100950
APA StyleKim, T., & Kim, T. (2022). Optimization of Hammer Peening Process for Gas Turbine Rotor Straightening. Machines, 10(10), 950. https://doi.org/10.3390/machines10100950