
Condition-Based Maintenance Optimization Method Using Performance Margin


Abstract
:1. Introduction
- Proceed from the current states and conditions of products directly;
- Maintenance and other relative measures can be analyzed comprehensively with condition monitoring data;
- Be able to assess reliability more effectively.
2. Framework and Symbols
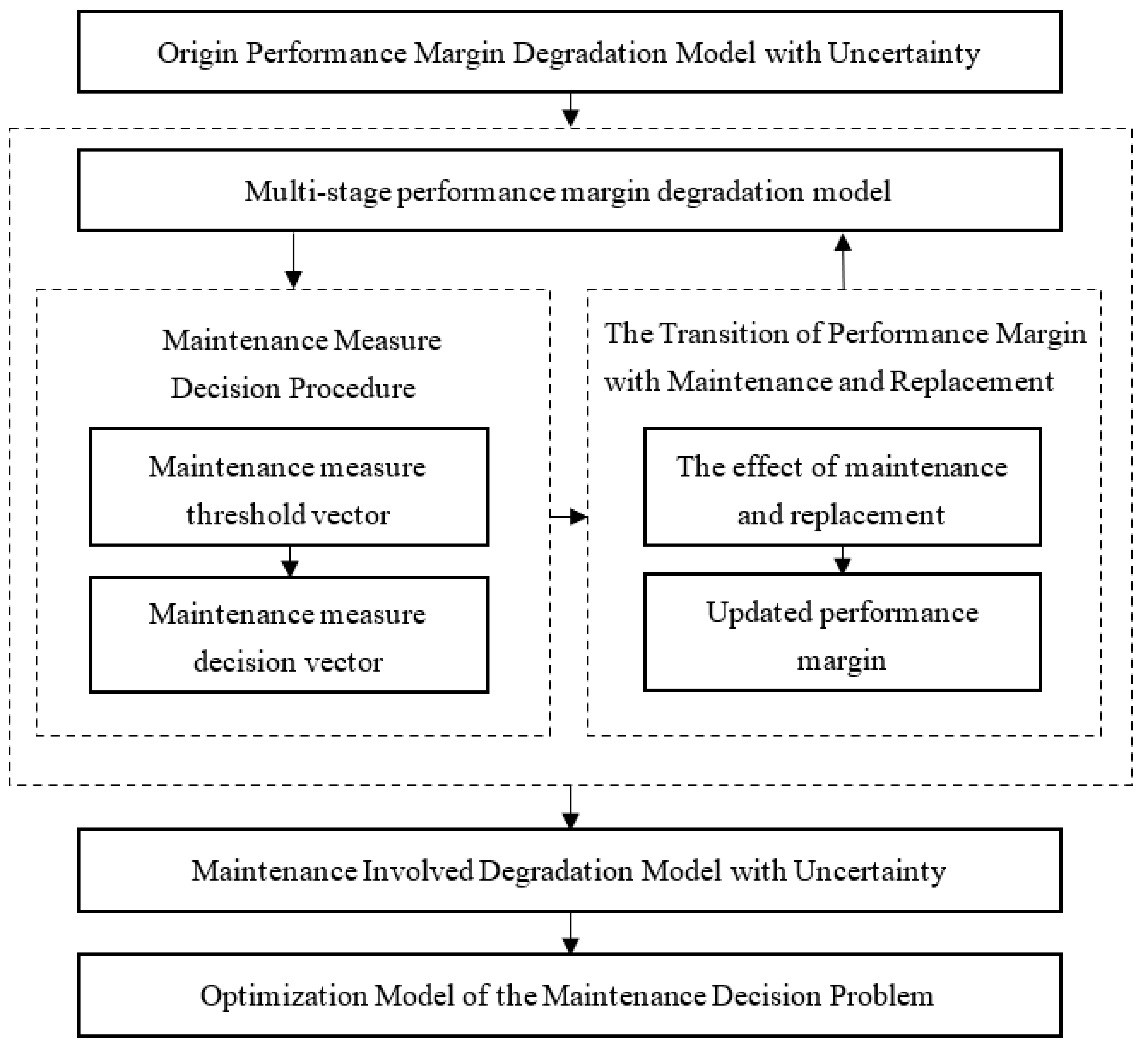
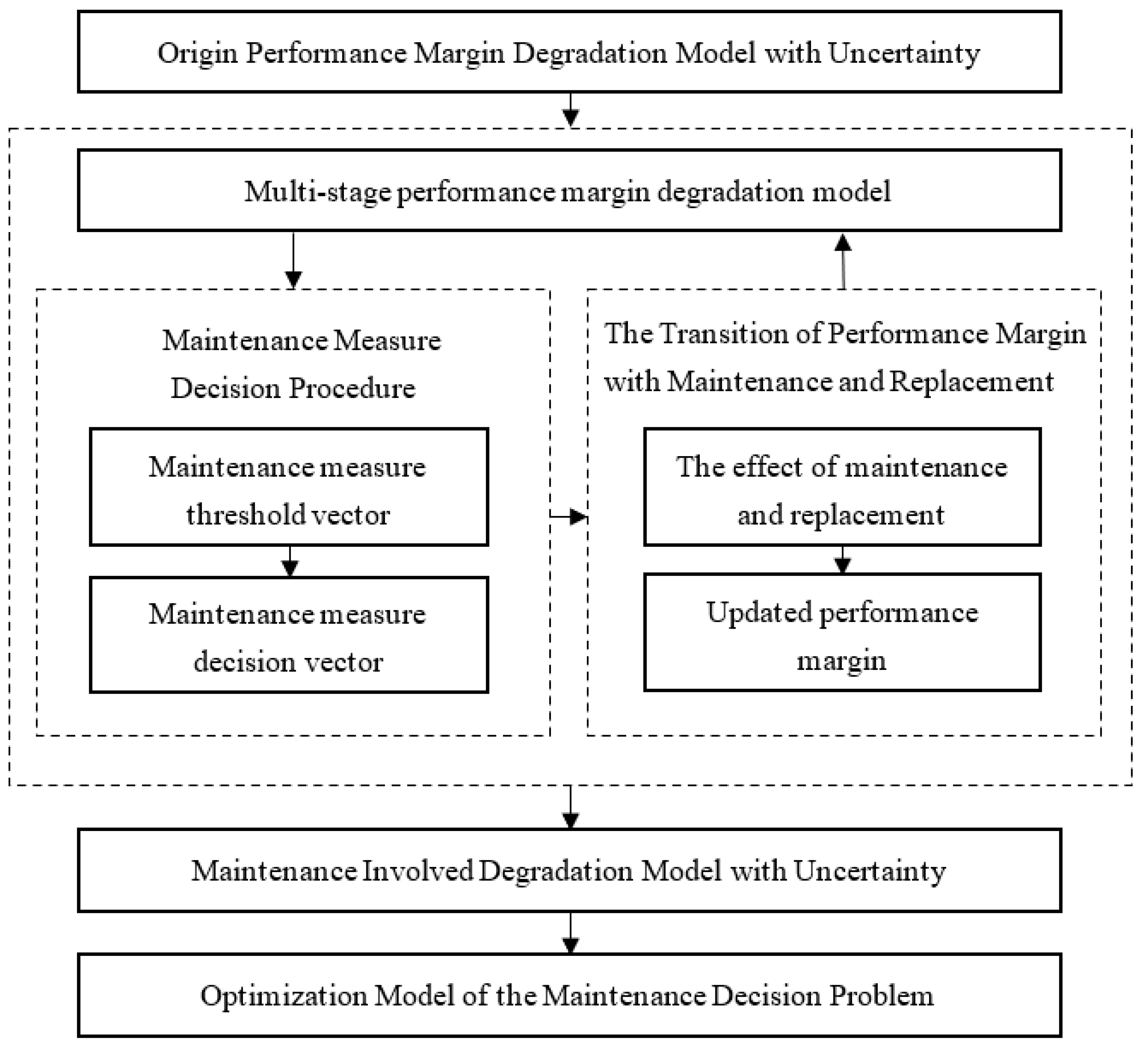
2.1. Framework
2.2. Symbols
3. Performance Margin Degradation Model with Uncertainty
3.1. Origin Degradation Model with Uncertainty
3.2. Maintenance-Involved Degradation Model with Uncertainty
3.2.1. Multi-Stage Wiener Process
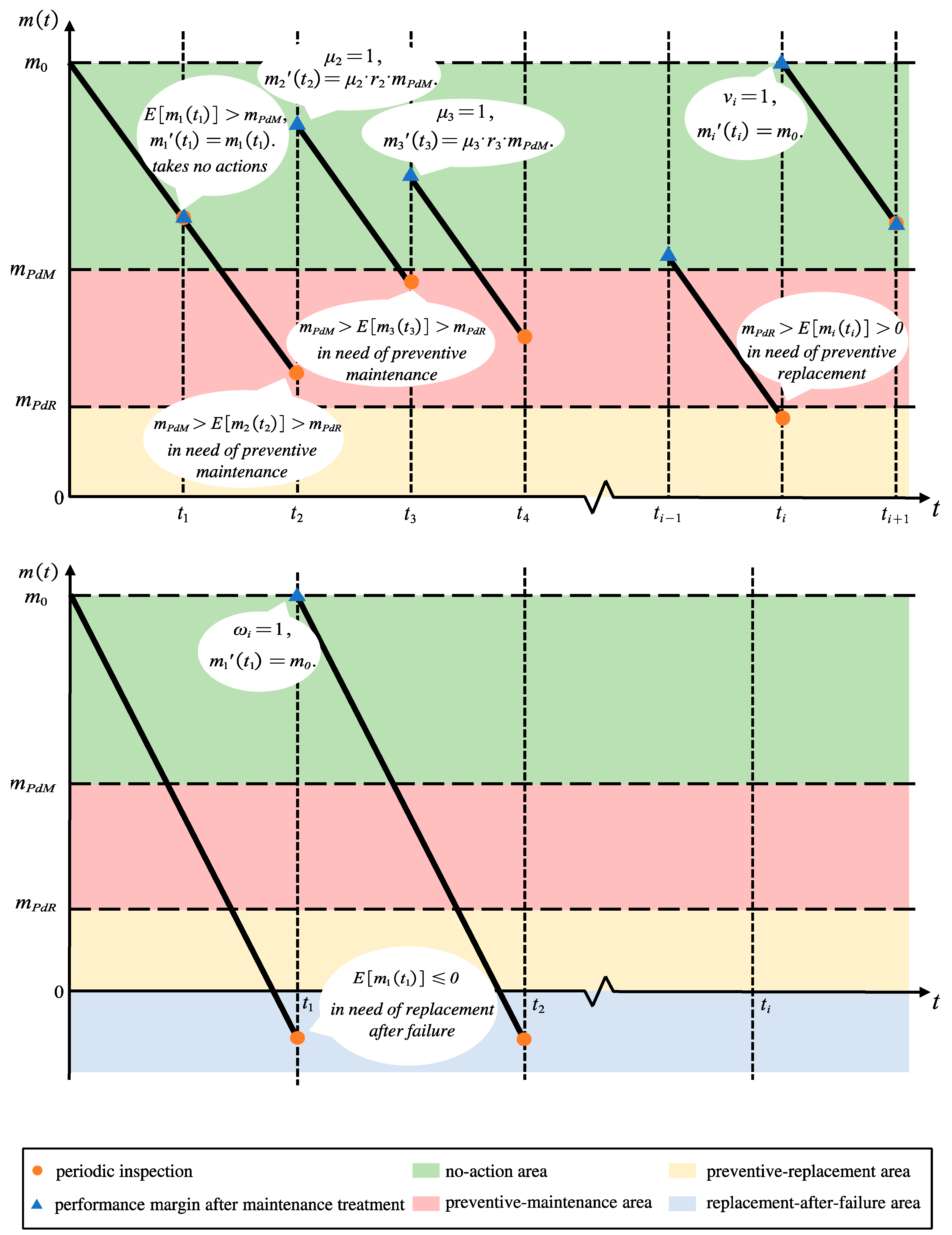
3.2.2. Maintenance Measure Decision Procedure
3.2.3. The Transition of Performance Margin with Maintenance and Replacement
4. Optimization Model of the Maintenance Decision Problem
4.1. Indexes
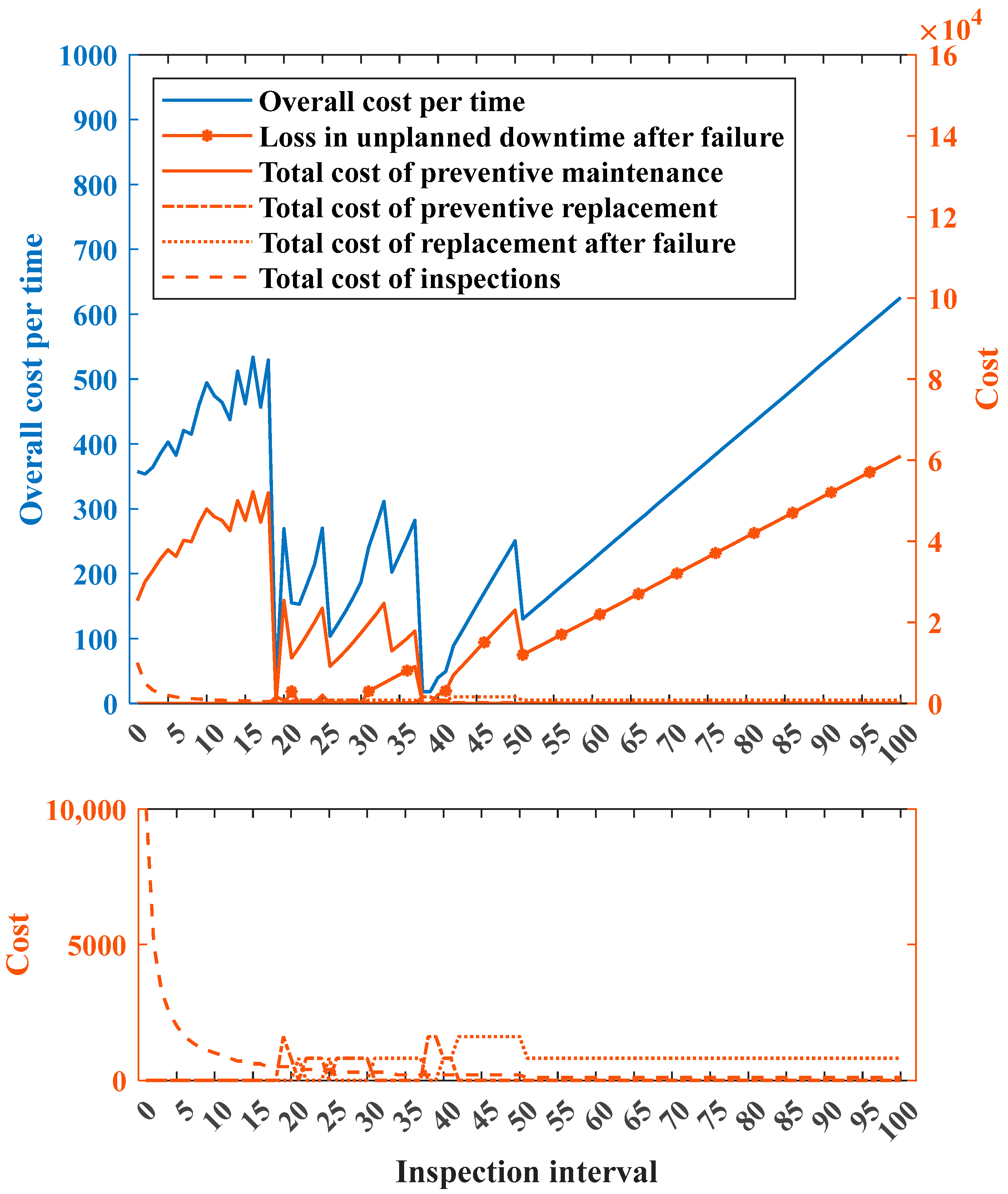
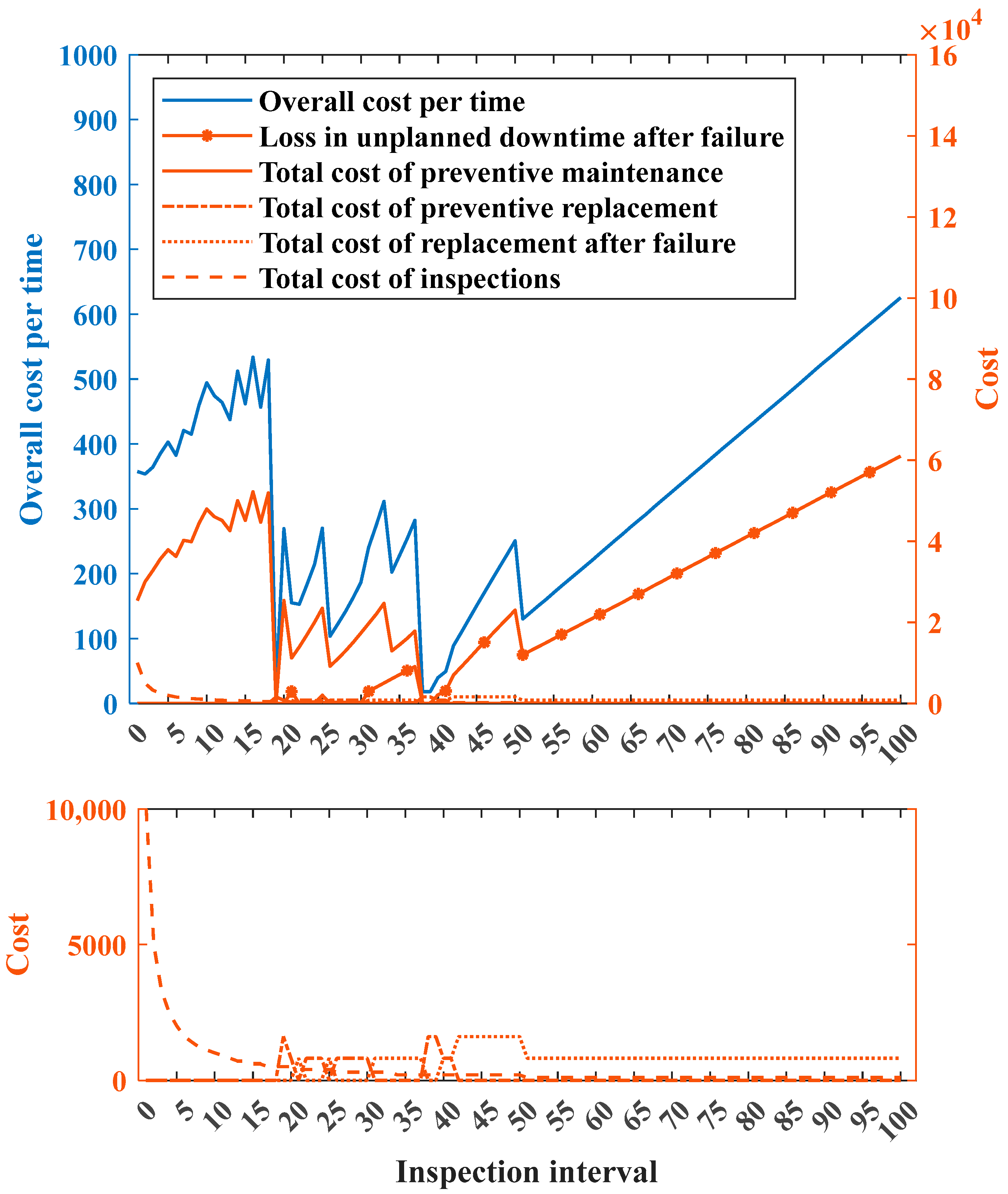
- Overall cost:
- (1)
- The total cost of inspections:
- (2)
- The total cost of preventive maintenance;
- (3)
- The total cost of preventive replacement:
- (4)
- The total cost of replacement after failure:
- (5)
- Loss in unplanned downtime after failure:
- 2.
- Reliability:
- 3.
- Overall time:
- 4.
- Overall cost per time:
4.2. Model
5. A Numerical Example
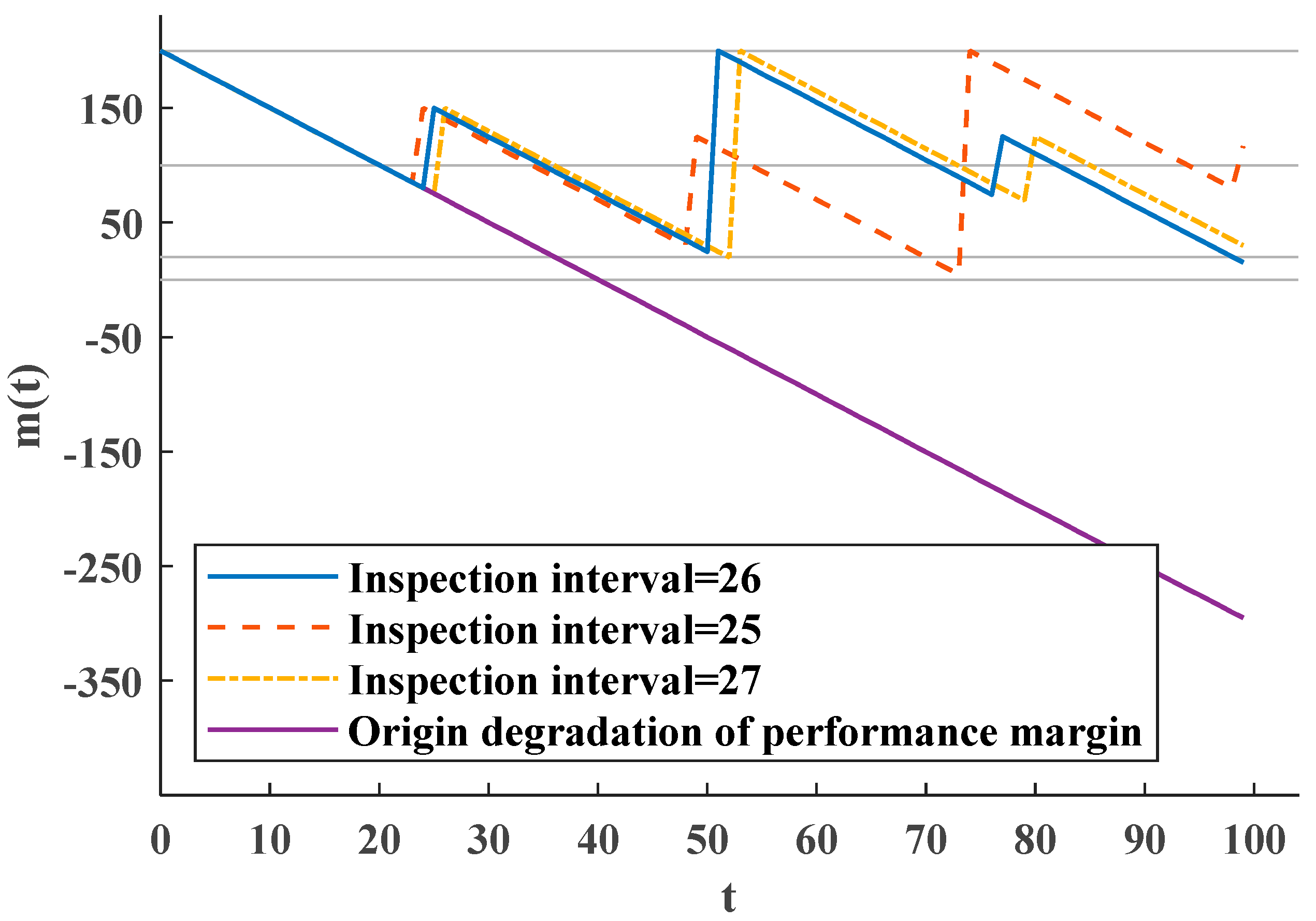
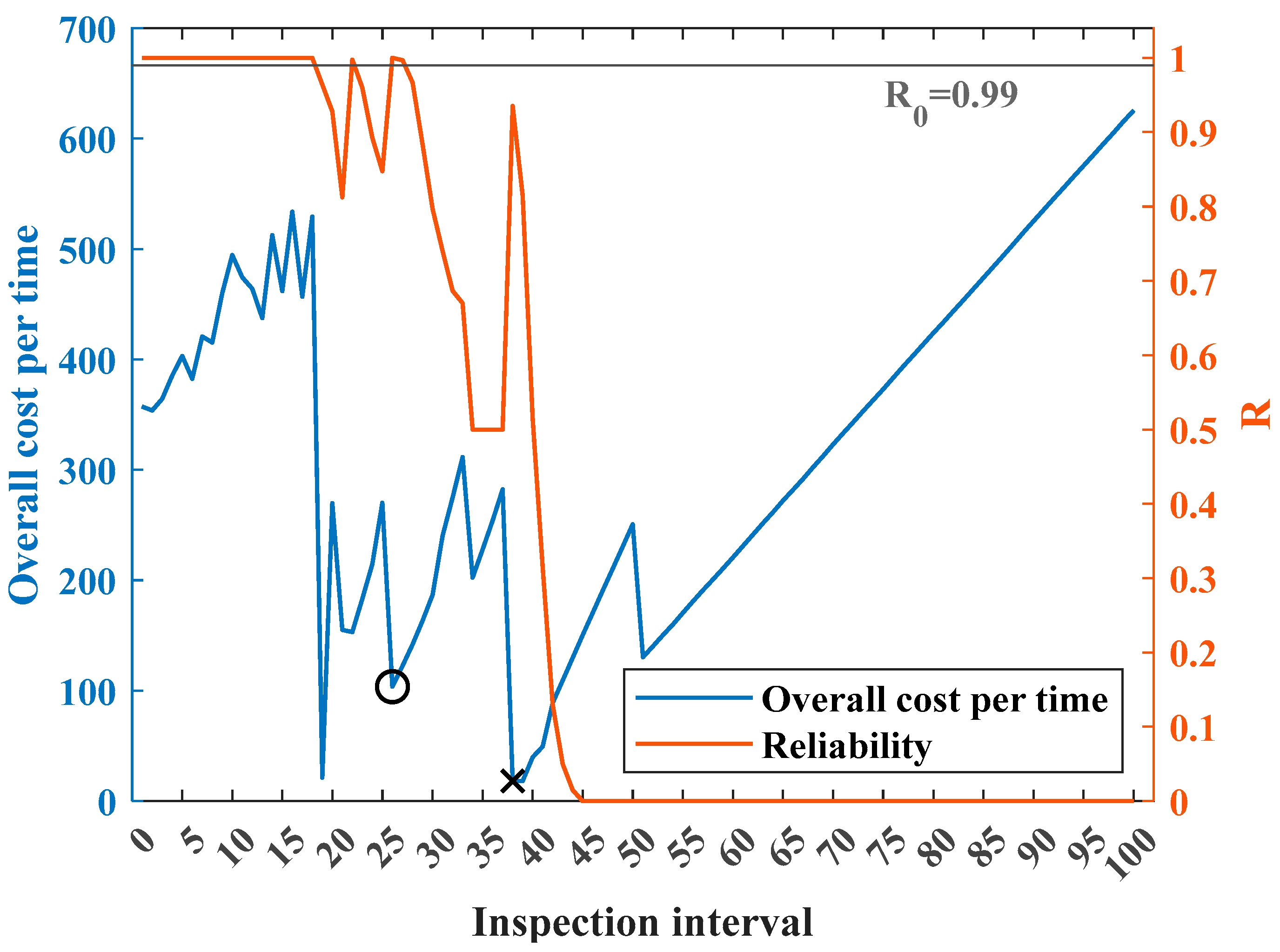
5.1. Optimal Results
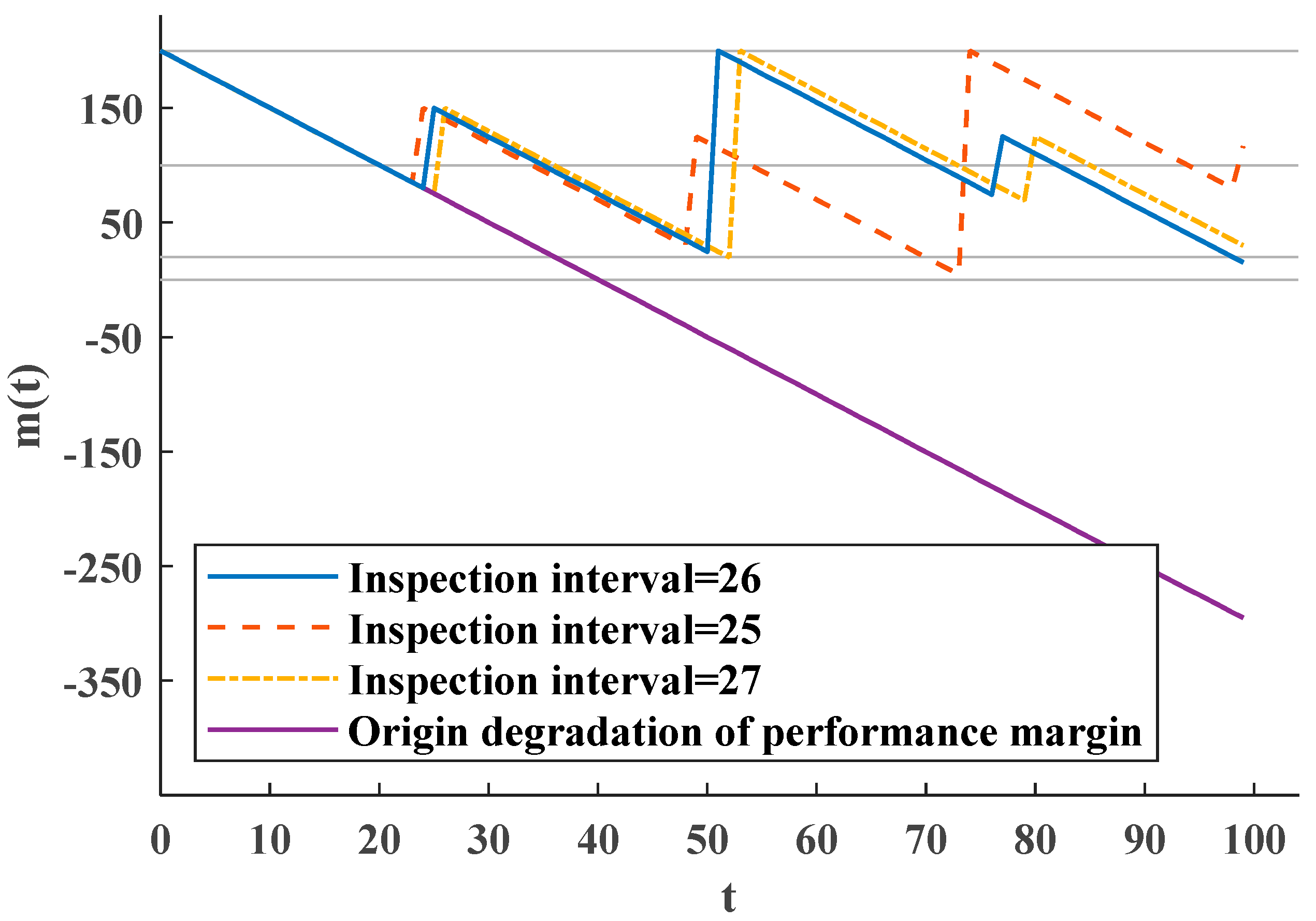
5.2. Analysis of the Optimal Results
5.3. Effect of the Parameters
5.3.1. Effect of Parameters in Wiener Process
5.3.2. Effect of Parameters for Performance Margin
5.3.3. Effect of Parameters Related to Cost
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Khan, S.A.; Islam, T.; Khera, N.; Agarwala, A.K. On-line condition monitoring and maintenance of power electronic converters. J. Electron. Test.-Theory Appl. 2014, 30, 701–709. [Google Scholar] [CrossRef]
- Munoz-Condes, P.; Gomez-Parra, M.; Sancho, C.; San Andres, M.A.G.; Gonzalez-Fernandez, F.J.; Carpio, J.; Guirado, R. On condition maintenance based on the impedance measurement for traction batteries: Development and industrial implementation. IEEE Trans. Ind. Electron. 2013, 60, 2750–2759. [Google Scholar] [CrossRef]
- Kumar, S.; Goyal, D.; Dang, R.K.; Dhami, S.S.; Pabla, B.S. Condition based maintenance of bearings and gears for fault detection—A review. Mater. Today Proc. 2018, 5, 6128–6137. [Google Scholar] [CrossRef]
- Giorgio, M.; Guida, M.; Pulcini, G. A state-dependent wear model with an application to marine engine cylinder liners. Technometrics 2010, 52, 172–187. [Google Scholar] [CrossRef]
- Kang, J.C.; Wang, Z.H.; Soares, C.G. Condition-based maintenance for offshore wind turbines based on support vector machine. Energies 2020, 13, 17. [Google Scholar] [CrossRef]
- Merigand, A.; Ringwood, J.V. Condition-based maintenance methods for marine renewable energy. Renew. Sust. Energ. Rev. 2016, 66, 53–78. [Google Scholar] [CrossRef]
- Zhong, Z.Q.; Xu, L.; Xu, J.P. ISHM-oriented time decision-making for condition-based maintenance of multistate systems. IEEE Trans. Aerosp. Electron. Syst. 2020, 56, 15–29. [Google Scholar] [CrossRef]
- Ayo-Imoru, R.M.; Cilliers, A.C. A survey of the state of condition-based maintenance (CBM) in the nuclear power industry. Ann. Nucl. Energy 2018, 112, 177–188. [Google Scholar] [CrossRef]
- Garramiola, F.; Poza, J.; Madina, P.; del Olmo, J.; Almandoz, G. A review in fault diagnosis and health assessment for railway traction drives. Appl. Sci.-Basel 2018, 8, 19. [Google Scholar] [CrossRef]
- Lewandowski, M.; Scholz-Reiter, B. A framework for systematic design and operation of condition-based maintenance systems: Application at a german sea port. Int. J. Ind. Eng.-Theory Appl. Pract. 2013, 20, 2–11. [Google Scholar]
- Cha, J.H.; Finkelstein, M. Optimal long-run imperfect maintenance with asymptotic virtual age. IEEE Trans. Reliab. 2016, 65, 187–196. [Google Scholar] [CrossRef]
- Ben Mabrouk, A.; Chelbi, A.; Radhoui, M. Optimal imperfect maintenance strategy for leased equipment. Int. J. Prod. Econ. 2016, 178, 57–64. [Google Scholar] [CrossRef]
- Yan, B.; Zhou, Y.F.; Liu, L.B. Condition based maintenance of the yaw motor in a wind turbine using an indirect indicator: A case study. In Proceedings of the 2018 Prognostics and System Health Management Conference, New York, NY, USA, 26–28 October 2018; pp. 860–865. [Google Scholar]
- Sikorska, J.Z.; Hodkiewicz, M.; Ma, L. Prognostic modelling options for remaining useful life estimation by industry. Mech. Syst. Signal Process. 2011, 25, 1803–1836. [Google Scholar] [CrossRef]
- Tai, A.H.; Chan, L.-Y.; Zhou, Y.; Liao, H.; Elsayed, E.A. Condition based maintenance of periodically inspected systems. In Proceedings of the World Congress on Engineering 2009, London, UK, 1–3 July 2009; Volume I–II, p. 1256–+. [Google Scholar]
- Besnard, F.; Bertling, L. An Approach for Condition-Based Maintenance Optimization Applied to Wind Turbine Blades. IEEE Trans. Sustain. Energy 2010, 1, 77–83. [Google Scholar] [CrossRef]
- Nguyen, K.T.P.; Phuc, D.; Khac Tuan, H.; Berenguer, C.; Grall, A. Joint optimization of monitoring quality and replacement decisions in condition-based maintenance. Reliab. Eng. Syst. Saf. 2019, 189, 177–195. [Google Scholar] [CrossRef]
- Dong, Y.L.; Gu, Y.J.; Yang, K. Research on the condition based maintenance decision of equipment in power plant. In Proceedings of the 2004 International Conference on Machine Learning and Cybernetics, New York, NY, USA, 26–29 August 2004; Volume 1–7, pp. 3468–3473. [Google Scholar]
- Jardine, A.K.S.; Lin, D.; Banjevic, D. A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mech. Syst. Signal Process. 2006, 20, 1483–1510. [Google Scholar] [CrossRef]
- Li, X.-Y.; Chen, W.-B.; Kang, R. Performance margin-based reliability analysis for aircraft lock mechanism considering multi-source uncertainties and wear. Reliab. Eng. Syst. Saf. 2021, 205, 107234. [Google Scholar] [CrossRef]
- Li, Y.; Tong, B.-A.; Chen, W.-B.; Li, X.-Y.; Zhang, J.-B.; Wang, G.-X.; Zeng, T. Performance Margin Modeling and Reliability Analysis for Harmonic Reducer Considering Multi-Source Uncertainties and Wear. IEEE Access 2020, 8, 171021–171033. [Google Scholar] [CrossRef]
- Nikulin, M.S.; Limnios, N.; Balakrishnan, N.; Kahle, W.; Huber-Carol, C. Advances in Degradation Modeling: Applications to Reliability, Survival Analysis, and Finance; Birkhäuser: Boston, MA, USA, 2010; p. XXXVIII, 416. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| 5 (mm/hours) | |
| 1 | |
| 200 (mm) | |
| 100 (mm) | |
| 20 (mm) | |
| 100 | |
| ¥100 (K) | |
| ¥300 (K) | |
| ¥100 (K) | |
| ¥800 (K) | |
| ¥1000 (K) | |
| ¥2000 (K) | |
| 5 | |
| 0.5 | |
| 0.99 |
| Value | ||
|---|---|---|
| = 2 | 51 | 1.0101 |
| = 5 | 26 | 103.4813 |
| = 10 | 19 | 45.4545 |
| = 20 | 5 | 543.4563 |
| = 50 | 2 | 648.9282 |
| Value | ||
|---|---|---|
| = 120 | 21 | 36.3636 |
| = 150 | 27 | 198.1986 |
| = 200 | 26 | 103.4813 |
| = 300 | 58 | 9.0909 |
| = 400 | 51 | 1.0101 |
| Value | Value | ||||
|---|---|---|---|---|---|
| = 25 | 37 | 18.1818 | = 5 | 2 | 351.7344 |
| = 30 | 6 | 58.4820 | = 10 | 2 | 352.5123 |
| = 50 | 37 | 18.1818 | = 20 | 26 | 103.4813 |
| = 100 | 26 | 103.4813 | = 30 | 35 | 18.1818 |
| = 150 | 37 | 321.2121 | = 40 | 34 | 18.1818 |
| = 180 | 36 | 321.2121 | = 60 | 34 | 18.1818 |
| = 195 | 36 | 321.2121 | = 90 | 34 | 18.1818 |
| Value | Value | ||||
|---|---|---|---|---|---|
| = 30 | 37 | 16.7677 | = 350 | 27 | 115.7845 |
| = 50 | 26 | 103.4407 | = 600 | 37 | 14.14 |
| = 100 | 26 | 103.4813 | = 800 | 26 | 103.4813 |
| = 200 | 27 | 124.5212 | = 1000 | 26 | 106.7394 |
| = 280 | 27 | 128.1622 | = 1200 | 27 | 124.9855 |
| Value | Value | ||||
|---|---|---|---|---|---|
| = 120 | 19 | 21.2121 | = 20 | 27 | 33.3355 |
| = 200 | 27 | 84.5315 | = 50 | 27 | 65.9119 |
| = 300 | 26 | 103.4813 | = 100 | 26 | 103.4813 |
| = 500 | 26 | 163.4051 | = 200 | 26 | 198.7805 |
| = 700 | 26 | 223.5657 | = 500 | 26 | 472.9619 |
| Value | Value | Value | ||||||
|---|---|---|---|---|---|---|---|---|
| = 400 | 26 | 104.5661 | = 500 | 27 | 120.1648 | = 1 | 37 | 18.1818 |
| = 600 | 37 | 18.1818 | = 1000 | 27 | 122.4718 | = 2 | 26 | 103.8442 |
| = 1000 | 26 | 103.4813 | = 2000 | 26 | 103.4813 | = 5 | 26 | 103.4813 |
| = 1400 | 37 | 18.1818 | = 3000 | 26 | 104.7385 | = 10 | 27 | 122.3621 |
| = 2000 | 27 | 122.0350 | = 5000 | 37 | 18.1818 | = 20 | 27 | 121.8045 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Wen, M.; Zu, T.; Kang, R. Condition-Based Maintenance Optimization Method Using Performance Margin. Axioms 2023, 12, 168. https://doi.org/10.3390/axioms12020168
Li S, Wen M, Zu T, Kang R. Condition-Based Maintenance Optimization Method Using Performance Margin. Axioms. 2023; 12(2):168. https://doi.org/10.3390/axioms12020168
Chicago/Turabian StyleLi, Shuyu, Meilin Wen, Tianpei Zu, and Rui Kang. 2023. "Condition-Based Maintenance Optimization Method Using Performance Margin" Axioms 12, no. 2: 168. https://doi.org/10.3390/axioms12020168
APA StyleLi, S., Wen, M., Zu, T., & Kang, R. (2023). Condition-Based Maintenance Optimization Method Using Performance Margin. Axioms, 12(2), 168. https://doi.org/10.3390/axioms12020168