
Machine Learning-Based Modelling and Meta-Heuristic-Based Optimization of Specific Tool Wear and Surface Roughness in the Milling Process

 ,
, 
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Mathematical Modelling
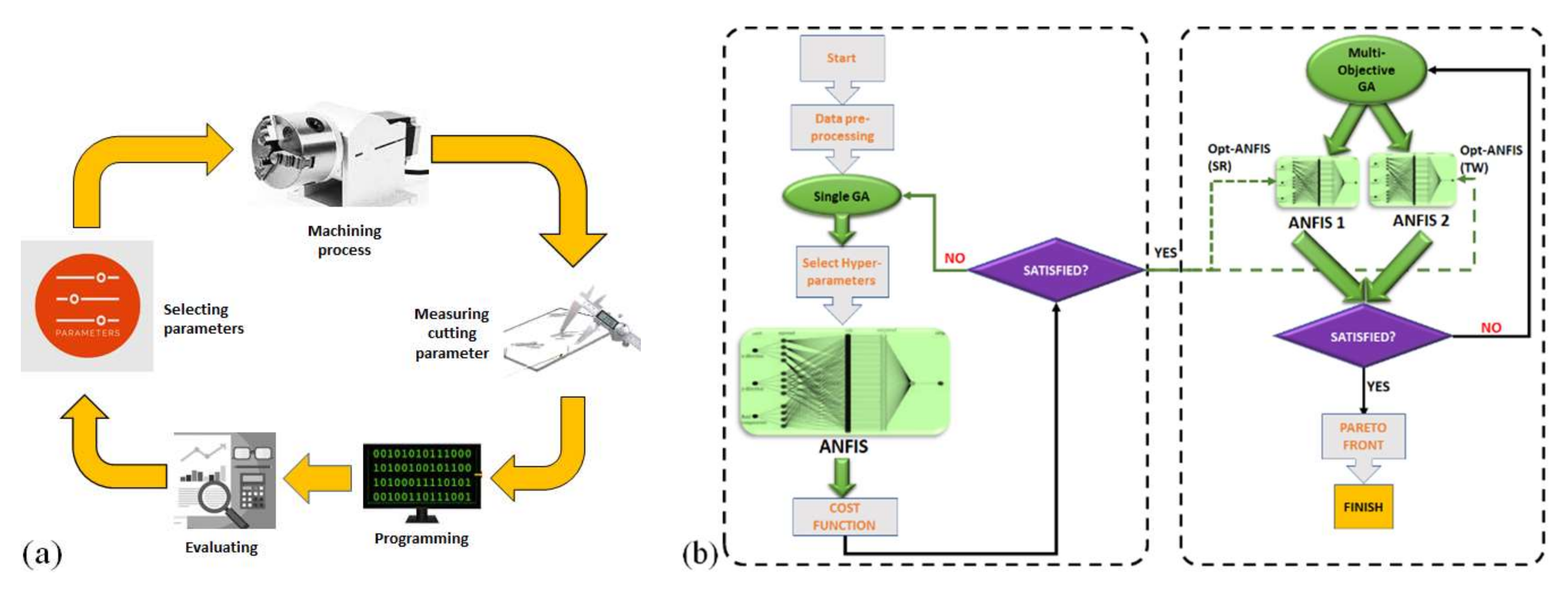
4. Optimization Procedure
4.1. Pre-Tuning of Algorithm
4.2. Adaptive Network-Based Fuzzy Inference System
- Rule 1: if t = O1, and x = P1: z1 = a1t + a2x + a3.
- Rule 2: if t = O2, and x = P2: z2 = b1t + b2x + b3.
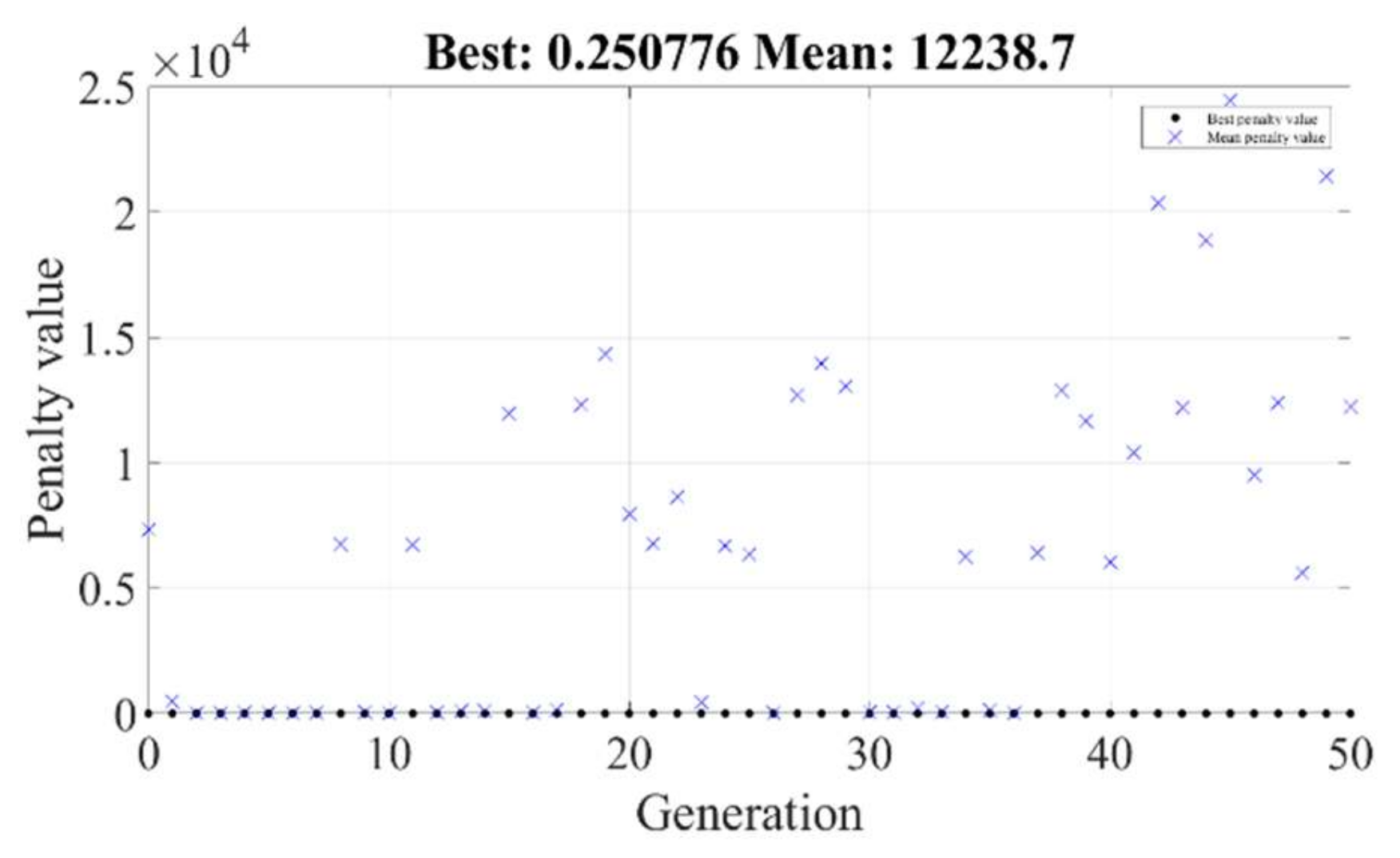
4.3. Genetic Algorithm
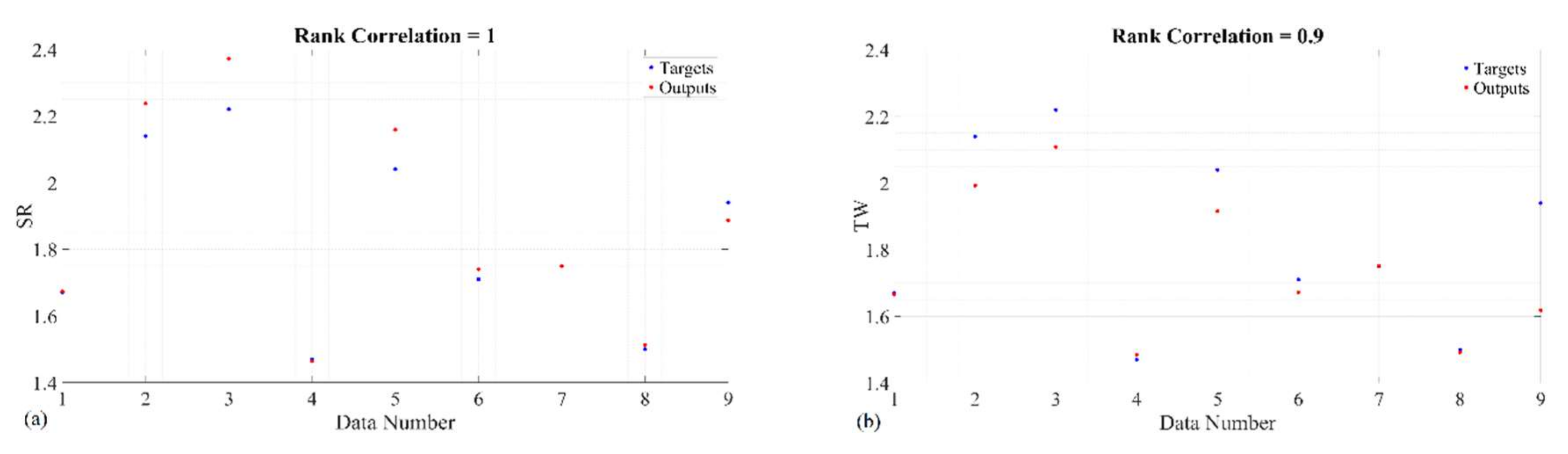
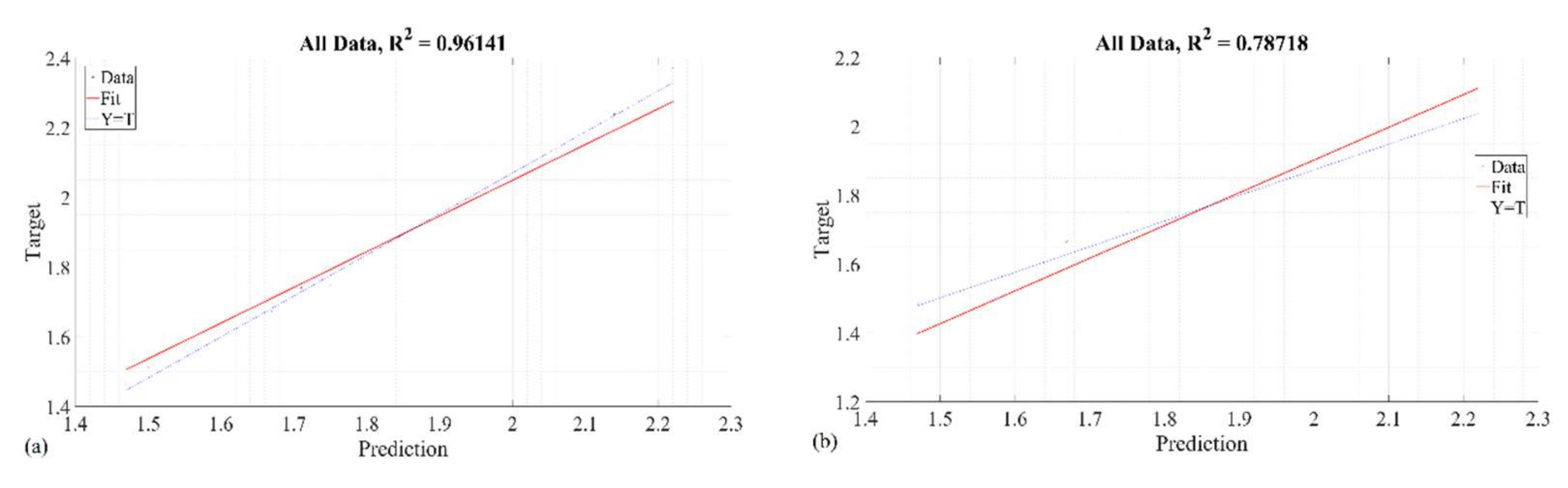
5. Results and Discussions
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yildiz, A.R.; Yildiz, B.S.; Sait, S.M.; Bureerat, S.; Pholdee, N. A new hybrid Harris hawks-Nelder-Mead optimization algorithm for solving design and manufacturing problems. Mater. Test. 2019, 61, 735–743. [Google Scholar] [CrossRef]
- Yildiz, A.R.; Yildiz, B.S.; Sait, S.M.; Li, X. The Harris hawks, grasshopper and multi-verse optimization algorithms for the selection of optimal machining parameters in manufacturing operations. Mater. Test. 2019, 61, 725–733. [Google Scholar] [CrossRef]
- Savkovic, B.; Kovac, P.; Rodic, D.; Strbac, B.; Klancnik, S. Comparison of artificial neural network, fuzzy logic and genetic algorithm for cutting temperature and surface roughness prediction during the face milling process. Adv. Prod. Eng. Manag. 2020, 15, 137–150. [Google Scholar] [CrossRef]
- Khawaja, A.H.; Jahanzaib, M.; Cheema, T.A. High-speed machining parametric optimization of 15CDV6 HSLA steel under minimum quantity and flood lubrication. Adv. Prod. Eng. Manag. 2020, 15, 403–415. [Google Scholar] [CrossRef]
- Chien, W.-T.; Tsai, C.-S. The investigation on the prediction of tool wear and the determination of optimum cutting conditions in machining 17-4PH stainless steel. J. Mater. Process. Technol. 2003, 140, 340–345. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Pradhan, S. Modeling and optimization of Al/SiCp MMC machining using Taguchi approach. Measurement 2013, 46, 3064–3072. [Google Scholar] [CrossRef]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Shoriat Ullah, M.; Tareq Zobaer, S.M. Taguchi S/N based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Measureme 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Tsao, C.C. Grey-Taguchi method to optimize the milling parameters of aluminum alloy. Int. J. Adv. Manuf. Technol. 2009, 40, 41–48. [Google Scholar] [CrossRef]
- Amouzgar, K.; Bandaru, S.; Andersson, T.; Ng, A.H. Metamodel-based multi-objective optimization of a turning process by using finite element simulation. Eng. Optim. 2020, 52, 1261–1278. [Google Scholar] [CrossRef]
- Savokovic, B.; Kovac, P.; Stoic, A.; Dudic, B. Optimization of Machining Parameters Using the Taguchi and ANOVA Analysis in the Face Milling of Aluminum Alloys AL7075. Tech. Gaz. 2020, 27, 1221–1228. [Google Scholar]
- Suvarna, M.; Büth, L.; Hejny, J.; Mennenga, M.; Li, J.; Ng, Y.T.; Herrmann, C.; Wang, X. Smart manufacturing for smart cities—overview, insights, and future directions. Adv. Intell. Syst. 2020, 2, 2000043. [Google Scholar]
- Li, J.; Pan, L.; Suvarna, M.; Tong, Y.W.; Wang, X. Fuel properties of hydrochar and pyrochar: Prediction and exploration with machine learning. Appl. Energy 2020, 269, 115166. [Google Scholar] [CrossRef]
- Li, J.; Chen TLim, K.; Chen, L.; Khan, S.A.; Xie, J.; Wang, X. Deep learning accelerated gold nanocluster synthesis. Adv. Intell. Syst. 2019, 1, 1900029. [Google Scholar] [CrossRef]
- Durodola, J. Machine learning for design, phase transformation and mechanical properties of alloys. Prog. Mater. Sci. 2022, 123, 100797. [Google Scholar] [CrossRef]
- Jia, T.; Liu, Z.; Hu, H.; Wang, G. The optimal design for the production of hot rolled strip with “tight oxide scale” by using multi-objective optimization. ISIJ Int. 2011, 51, 1468–1473. [Google Scholar] [CrossRef]
- Pilania, G.; Wang, C.; Jiang, X.; Rajasekaran, S.; Ramprasad, R. Accelerating materials property predictions using machine learning. Sci. Rep. 2013, 3, 2810. [Google Scholar] [CrossRef]
- Hwang, R.-C.; Chen, Y.-J.; Huang, H.-C. Artificial intelligent analyzer for mechanical properties of rolled steel bar by using neural networks. Expert Syst. Appl. 2010, 37, 3136–3139. [Google Scholar]
- Chen, C.-T.; Gu, G.X. Machine learning for composite materials. MRS Commun. 2019, 9, 556–566. [Google Scholar] [CrossRef]
- Lalam, S.; Tiwari, P.K.; Sahoo, S.; Dalal, A.K. Online prediction and monitoring of mechanical properties of industrial galvanised steel coils using neural networks. Ironmak. Steelmak. 2019, 46, 89–96. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, T.; Shi, S. Machine learning of mechanical properties of steels. Sci. China Technol. Sci. 2020, 63, 1247–1255. [Google Scholar] [CrossRef]
- Xie, Q.; Suvarna, M.; Li, J.; Zhu, X.; Cai, J.; Wang, X. Online prediction of mechanical properties of hot rolled steel plate using machine learning. Mater. Des. 2021, 197, 109201. [Google Scholar] [CrossRef]
- Rajesh, A.S.; Prabhuswamy, M.S.; Krishnasamy, S. Smart Manufacturing through Machine Learning: A Review, Perspective, and Future Directions to the Machining Industry. J. Eng. 2022, 2022, 9735862. [Google Scholar] [CrossRef]
- Mohanraj, T.; Yerchuru, J.; Krishnan, H.; Aravind, R.N.; Yameni, R. Development of tool condition monitoring system in end milling process using wavelet features and Hoelder’s exponent with machine learning algorithms. Measurement 2021, 173, 108671. [Google Scholar] [CrossRef]
- Traini, E.; Bruno, G.; Lombardi, F. Tool condition monitoring framework for predictive maintenance: A case study on milling process. Int. J. Prod. Res. 2021, 59, 7179–7193. [Google Scholar] [CrossRef]
- Wang, R.; Song, Q.; Liu, Z.; Ma, H.; Gupta, M.K.; Liu, Z. A novel unsupervised machine learning-based method for chatter detection in the milling of thin-walled parts. Sensors 2021, 21, 5779. [Google Scholar] [CrossRef]
- Yu, Y.Y.; Zhang, D.; Zhang, X.M.; Peng, X.B.; Ding, H. Online stability boundary drifting prediction in milling process: An incremental learning approach. Mech. Syst. Signal Process. 2022, 173, 109062. [Google Scholar] [CrossRef]
- Charalampous, P. Prediction of cutting forces in milling using machine learning algorithms and finite element analysis. J. Mater. Eng. Perform. 2021, 30, 2002–2013. [Google Scholar] [CrossRef]
- Li, R.; Yao, Q.; Xu, W.; Li, J.; Wang, X. Study of cutting power and power efficiency during straight-tooth cylindrical milling process of particle boards. Materials 2022, 15, 879. [Google Scholar] [CrossRef]
- Ramesh, P.; Mani, K. Prediction of surface roughness using machine learning approach for abrasive waterjet milling of alumina ceramic. Int. J. Adv. Manuf. Technol. 2022, 119, 503–516. [Google Scholar] [CrossRef]
- Uhlmann, E.; Holznagel, T.; Schehl, P.; Bode, Y. Machine learning of surface layer property prediction for milling operations. J. Manuf. Mater. Process. 2021, 5, 104. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Speed (m/min) | Feed Rate (mm/rev⸱tooth) | Depth of Cut (mm) | SR (mm) | Specific Tool Wear cm/(cm3/s) | |
|---|---|---|---|---|---|
| 1 | 126 | 0.06 | 1 | 1.67 | 0.0250 |
| 2 | 0.12 | 1.5 | 2.14 | 0.0106 | |
| 3 | 0.18 | 2 | 2.22 | 0.0057 | |
| 4 | 201 | 0.06 | 1.5 | 1.47 | 0.0139 |
| 5 | 0.12 | 2 | 2.04 | 0.0058 | |
| 6 | 0.18 | 1 | 1.71 | 0.0075 | |
| 7 | 314 | 0.06 | 2 | 1.75 | 0.0088 |
| 8 | 0.12 | 1 | 1.5 | 0.0077 | |
| 9 | 0.18 | 1.5 | 1.94 | 0.0037 |
| Model | MF | Epoch Number | Initial Step Size | Step Size Decrease Rate | Step Size Increase Rate |
|---|---|---|---|---|---|
| SR | 3 | 404 | 0.09690 | 0.97532 | 1.14378 |
| TW | 4 | 435 | 0.06559 | 0.98900 | 1.36466 |
| Cutting Speed (m/min) | Feed Rate (mm/rev⸱tooth) | Depth of Cut (mm) | |
|---|---|---|---|
| 1 | 256.5 | 0.1005 | 1.2735 |
| 2 | 256.9 | 0.1388 | 1.2777 |
| 3 | 255.0 | 0.1424 | 1.3012 |
| 4 | 256.5 | 0.1023 | 1.2746 |
| 5 | 252.6 | 0.1431 | 1.3108 |
| 6 | 253.8 | 0.1421 | 1.2940 |
| 7 | 256.4 | 0.1396 | 1.2871 |
| 8 | 256.7 | 0.1396 | 1.2795 |
| 9 | 254.0 | 0.1410 | 1.2905 |
| 10 | 256.5 | 0.1005 | 1.2735 |
| 11 | 252.7 | 0.1429 | 1.3085 |
| 12 | 255.2 | 0.1396 | 1.2883 |
| 13 | 252.9 | 0.1427 | 1.3026 |
| 14 | 256.9 | 0.1388 | 1.2777 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pedrammehr, S.; Hejazian, M.; Chalak Qazani, M.R.; Parvaz, H.; Pakzad, S.; Ettefagh, M.M.; Suhail, A.H. Machine Learning-Based Modelling and Meta-Heuristic-Based Optimization of Specific Tool Wear and Surface Roughness in the Milling Process. Axioms 2022, 11, 430. https://doi.org/10.3390/axioms11090430
Pedrammehr S, Hejazian M, Chalak Qazani MR, Parvaz H, Pakzad S, Ettefagh MM, Suhail AH. Machine Learning-Based Modelling and Meta-Heuristic-Based Optimization of Specific Tool Wear and Surface Roughness in the Milling Process. Axioms. 2022; 11(9):430. https://doi.org/10.3390/axioms11090430
Chicago/Turabian StylePedrammehr, Siamak, Mahsa Hejazian, Mohammad Reza Chalak Qazani, Hadi Parvaz, Sajjad Pakzad, Mir Mohammad Ettefagh, and Adeel H. Suhail. 2022. "Machine Learning-Based Modelling and Meta-Heuristic-Based Optimization of Specific Tool Wear and Surface Roughness in the Milling Process" Axioms 11, no. 9: 430. https://doi.org/10.3390/axioms11090430
APA StylePedrammehr, S., Hejazian, M., Chalak Qazani, M. R., Parvaz, H., Pakzad, S., Ettefagh, M. M., & Suhail, A. H. (2022). Machine Learning-Based Modelling and Meta-Heuristic-Based Optimization of Specific Tool Wear and Surface Roughness in the Milling Process. Axioms, 11(9), 430. https://doi.org/10.3390/axioms11090430