1. Introduction
It has been well over half a century since Austin and Gardner [
1], followed by Reid [
2], applied the concept of first-order breakage kinetics to steady-state continuous grinding in a mill. The grinding mill was described as a perfect mixed reactor that transforms coarse particles into smaller ones, in such a way that the particles feeding the mill would be perceived as the reagent and the ground material the product.
Since then, several studies have been carried out in the development of detailed phenomenological grinding models that are derived from population balance considerations [
3,
4,
5,
6]. In these models, the explicit accounting of grinding sub processes (size reduction kinetics and progeny distribution, material transport in the mill, and size classification) makes them significantly advantageous over the simpler energy-size reduction equations. This type of model, in its complete form, is capable of describing the size distribution in tumbling mill grinding as a function of time in batch grinding or continuous milling, since it takes the breakage mechanisms that occur inside the size reduction machine into account. As such, according to this methodology, the plant scale mill can be optimized via laboratory-scale grinding mill tests. Under these circumstances, the population balance model (PBM) of ball milling became a very useful tool for both the design and optimization of the tumbling mills.
In fact, several investigators have presented convincing cases for the appropriateness of population balance models for use in scale-up and the optimization of ball mills [
7,
8,
9,
10,
11,
12,
13,
14]. In most cases, the results confirmed the validity of the linear population balance model for dry grinding and the specific power correlation that was previously observed by Herbst and Fuerstenau [
15]. Generally, the breakage function has been found to be invariant over the range of operating variables for different mill sizes and the specific breakage rate function has been found to be independent of the operating conditions and mill design variables. On the other hand, wet grinding is inherently nonlinear, unlike dry grinding, so that the spatial distribution of material in the mill plays an important role [
9]. Apparently, in wet grinding systems, the fine particles tend to suspend in the water, while the coarse particles are settled in the ball mass, resulting in an increased probability of breakage of the coarse particles [
16,
17]. This phenomenon, termed as “preferential breakage”, implies that, as the grind is extended, more and more fine particles are produced, resulting in the increased rate of breakage of coarse particles, while the rate of breakage of fine particles decreases. It demonstrates that the breakage and specific selection (breakage rate) functions generally are a function of the size distribution existing within the mill, as well as of the operating conditions.
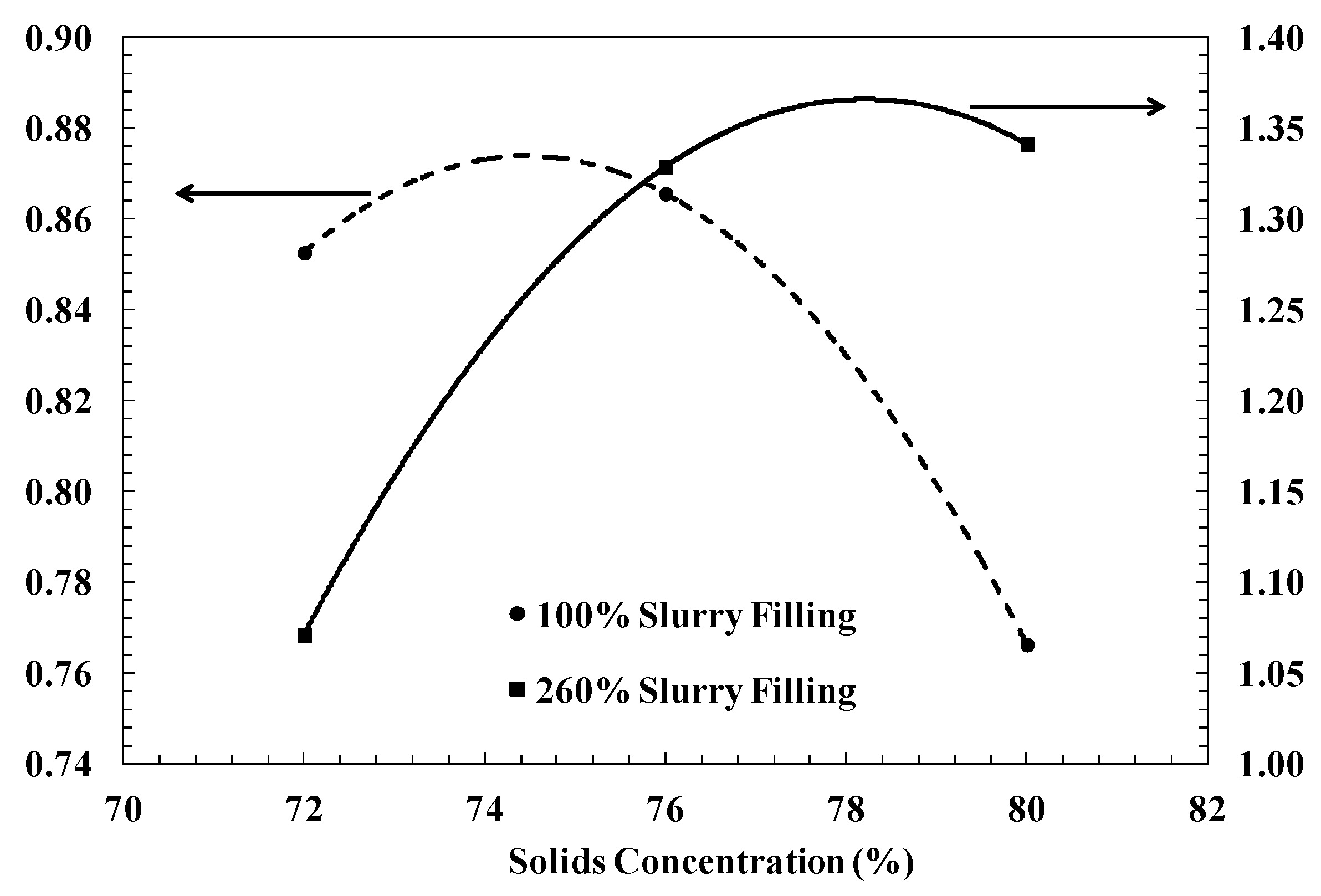
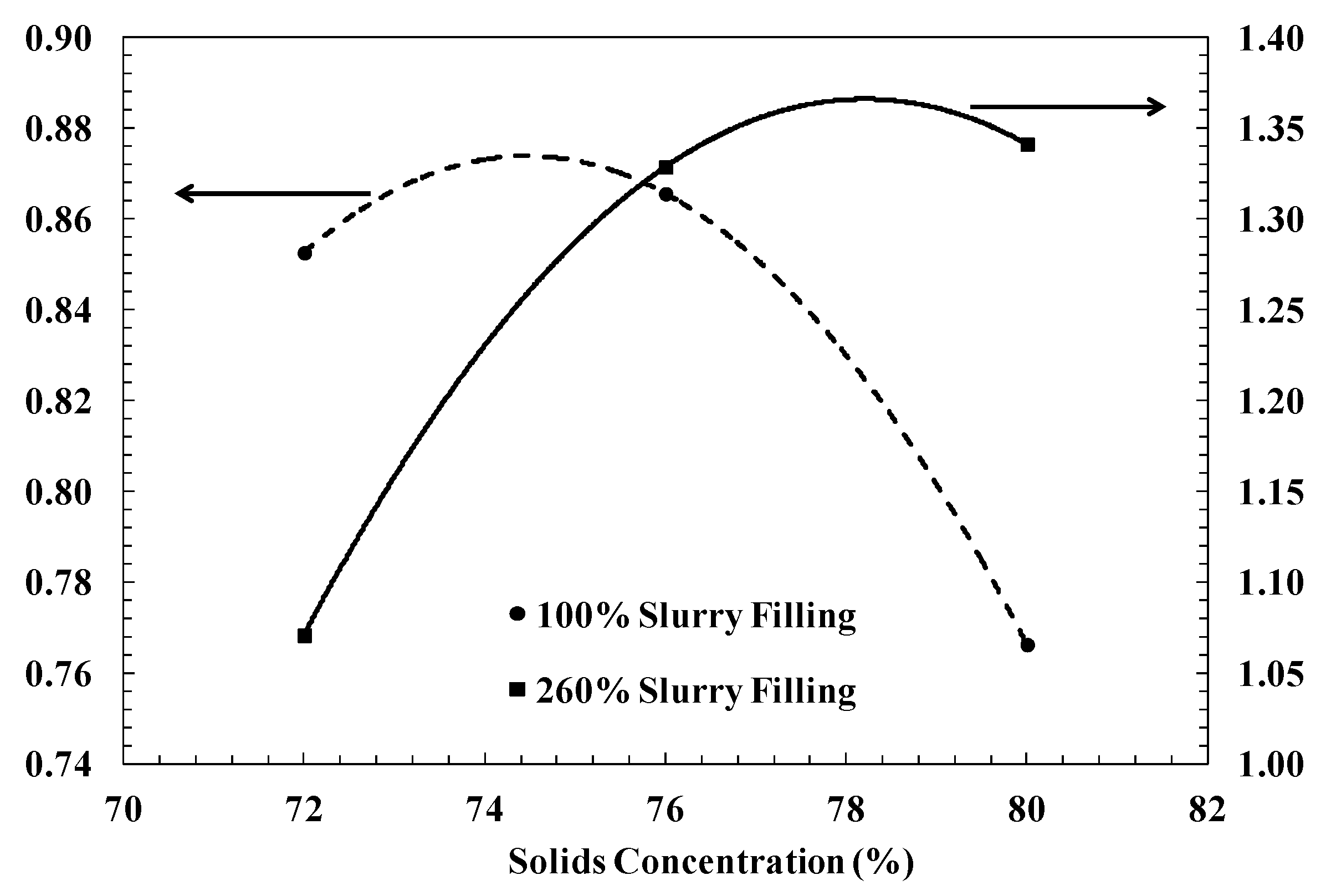
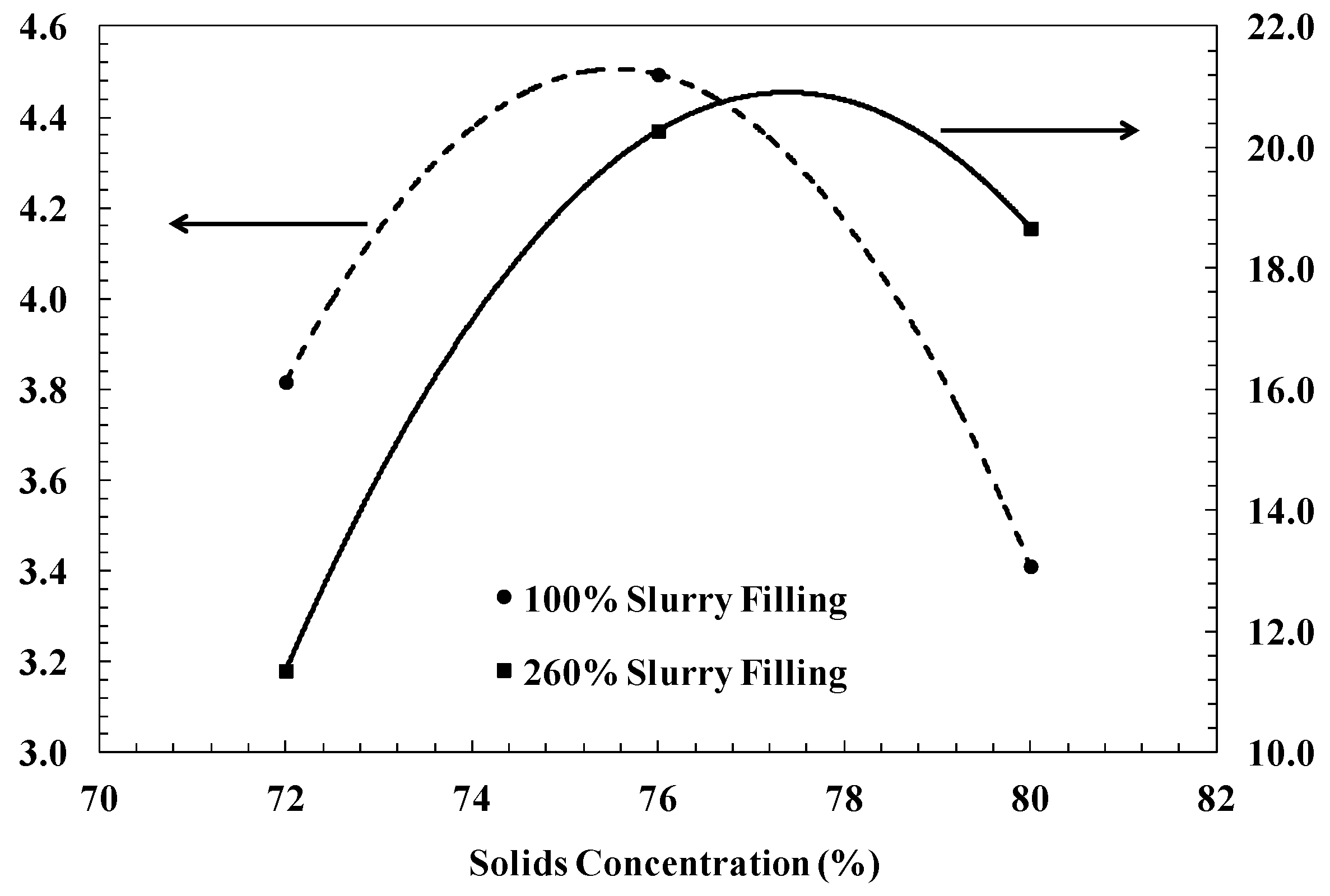
The variable that can be more readily controlled in a wet ball mill in operation in industry is solids concentration, with selected studies having been conducted for iron ores. Martinovic et al. [
18] measured the breakage rates at solids concentrations between 72 to 82% for an iron ore and found that the increase in solids concentration led to an increase in the slope of the breakage rate function, with higher rates for the coarse material and lower for the fine. Samskog et al. [
19] also studied this effect while using pebbles as grinding media for solids concentrations ranging from 65 to 75%, also showing that higher concentrations led to higher rates of breakage of the coarse material.
The present work analyzes comminution of a Brazilian iron ore with unusual breakage behavior in batch and pilot-scale tests, as well as in an industrial mill, which demonstrated the application of the scale-up approach in optimizing the full-scale mill when operating at different slurry concentrations.
2. Mathematical Background
The phenomenological model that was chosen by Herbst and Fuerstenau [
3] to represent tumbling mill behavior is a deterministic model (as opposed to a stochastic), which is formulated in terms of a continuous time variable and a discretized size variable. The development of the PBM when considering this approach is briefly described, as follows.
Consider the mass of material in a ball mill to be divided into
n narrow size intervals with maximum size
x1 and minimum size
xn+1.The
ith size interval, bound by
xi above and
xi+1 below, contains a mass fraction of material
mi(
t) at time
t. A differential mass balance for the
ith size interval yields the kinetic model [
9]:
where:
mi(
t) is the mass fraction of the material in the
ith size interval at any time
t,
H is the total mass of material to be ground, which is also known as hold-up,
Si(
t) is the size discretized selection function for each
ith size interval that denotes the fractional rate at which the material is broken out of the
ith interval,
bij is the size discretized breakage distribution function that represents the fraction of primary breakage fragments of material from the
jth size interval, which appear in the
ith size interval due to breakage [
9].
The distinct advantage of Equation (1) is that the parameters
Si(
t) and
bij can be directly obtained from single size fraction experimental data while using the simple graphical procedures [
3,
20,
21]. Further, when the selection functions are environment and time independent, Equation (1) is linear with constant coefficients and it admits an analytical solution for batch grinding [
3,
9]. The estimation of both the selection and breakage function parameters of a linear model is made possible by a combination of an efficient modified Gauss-Newton non-linear regression routine and a reduced parameter set that was obtained from flexible functional forms for selection and breakage functions [
5]. The extension of this model to the description of continuous grinding using residence time distribution information is straightforward for the linear case.
Various attempts have been made to correlate kinetic parameters to mill dimensions, mill speed, ball load, ball density, ball diameter, and hold-up mass of material, since population balance models are phenomenological in nature [
6,
9,
14]. According to the findings first reported by Herbst and Fuerstenau [
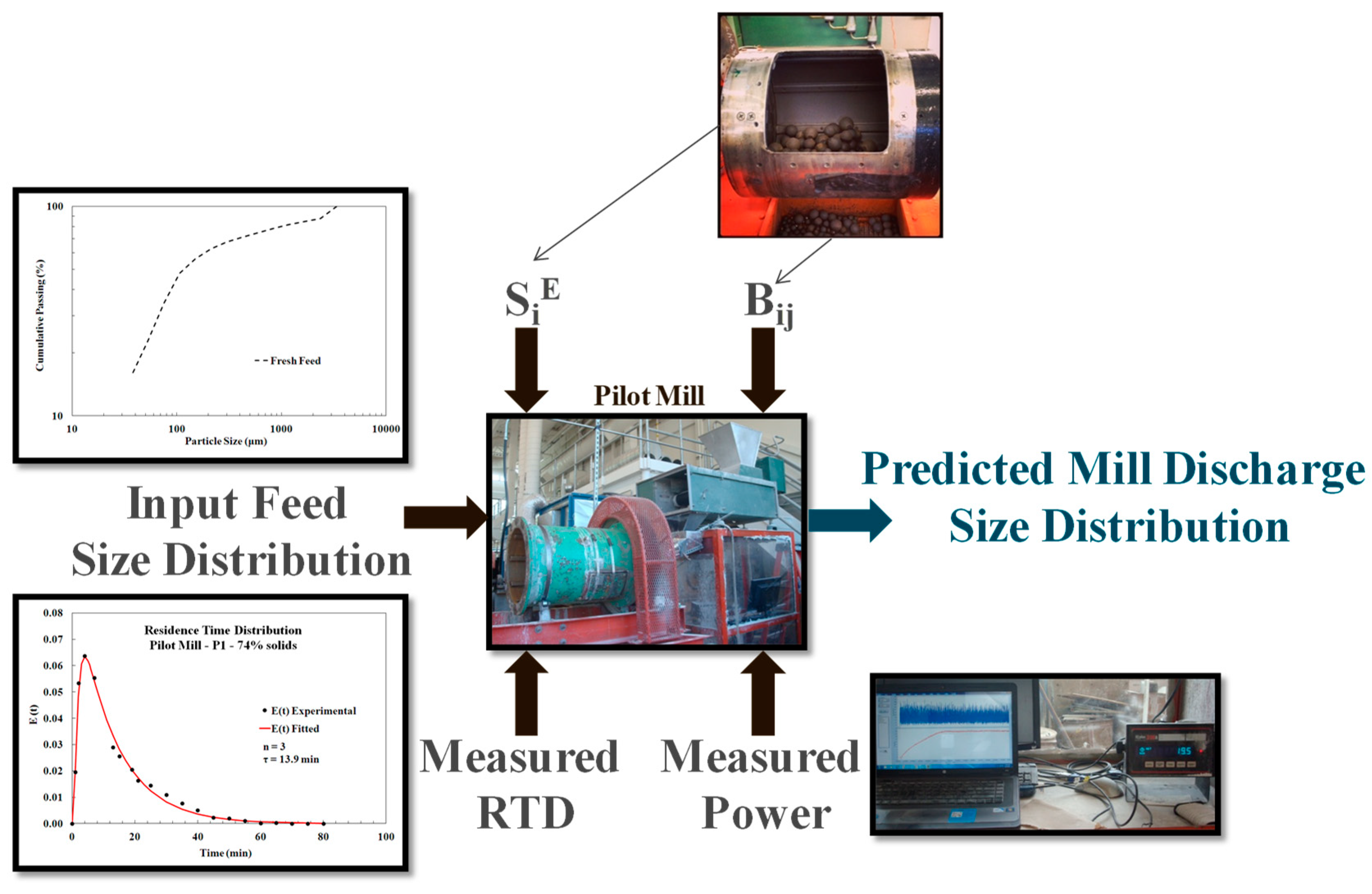
15], the
Si is, to a good approximation, proportional to the specific power input to the mill (
P/H):
where
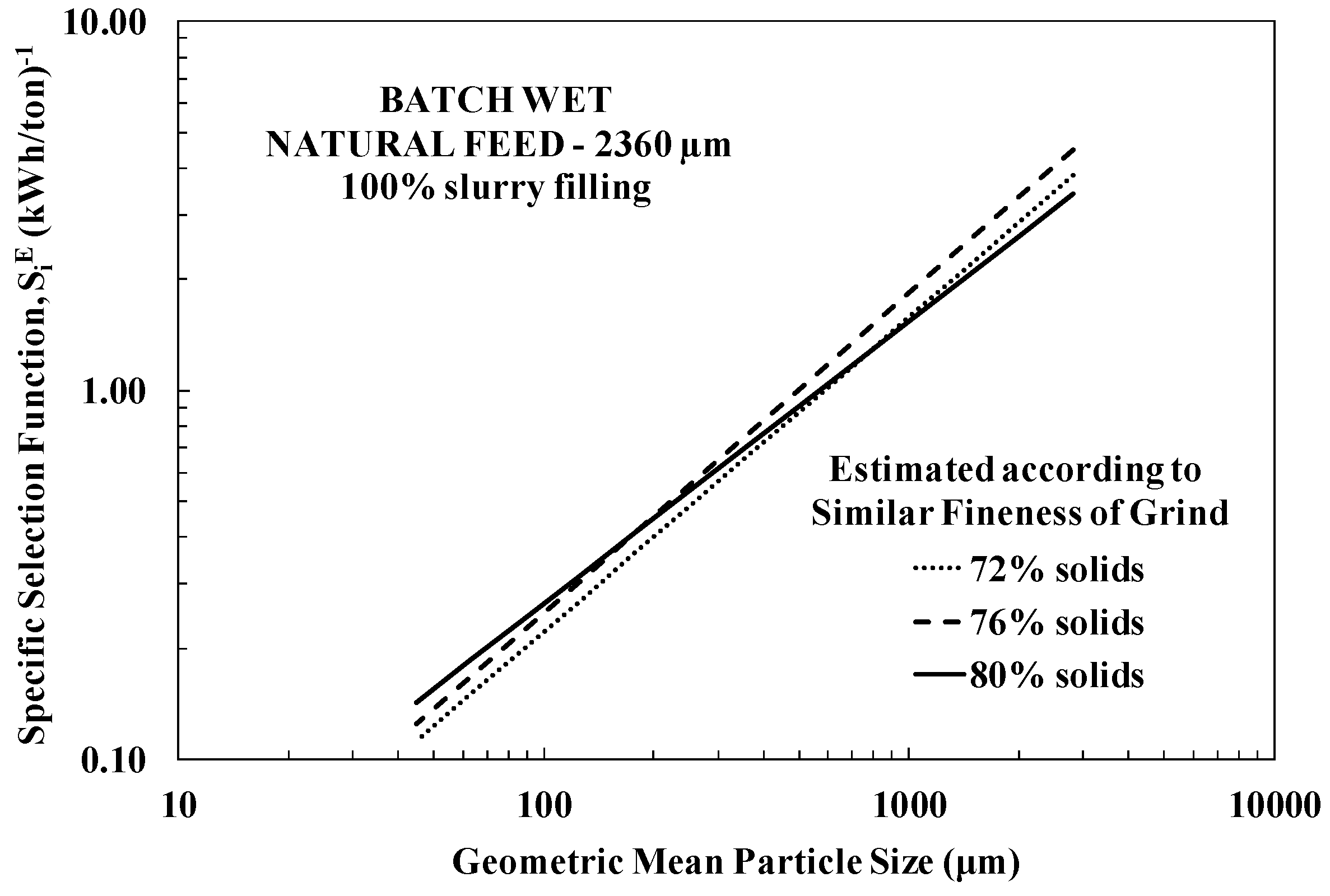
SiE, termed the specific selection function for the
ith size interval, is considered to be independent of mill design and operating conditions [
9],
H is the mill hold up, and
P is the mill power. In addition, the breakage functions
bij has been demonstrated to be, to a good approximation, invariant with respect to design and operating variables over a wide range of conditions [
8], varying mostly as a function of ball size. Incorporating these findings into Equation (2) yields the energy normalized form of the batch grinding model:
where
is the specific energy input to the mill and is equal to the product of specific power,
P/H, and grind time,
t. The implication of such a formulation is that the evolution of particle size distribution only depends on the specific energy input to the mill. In this sense, Equation (3) and its solution represents a detailed energy-size distribution model that has proven to be very useful for scale-up design [
9].
To simplify the task of estimating these kinetic parameters (
SiE and
bij) from experimental data, a log-polynomial of adjustable order is frequently used to represent the size dependence of the specific selection function [
5]:
where
S1E is the feed size specific selection function determined from a feed disappearance plot, and
ζj are the fitting parameters.
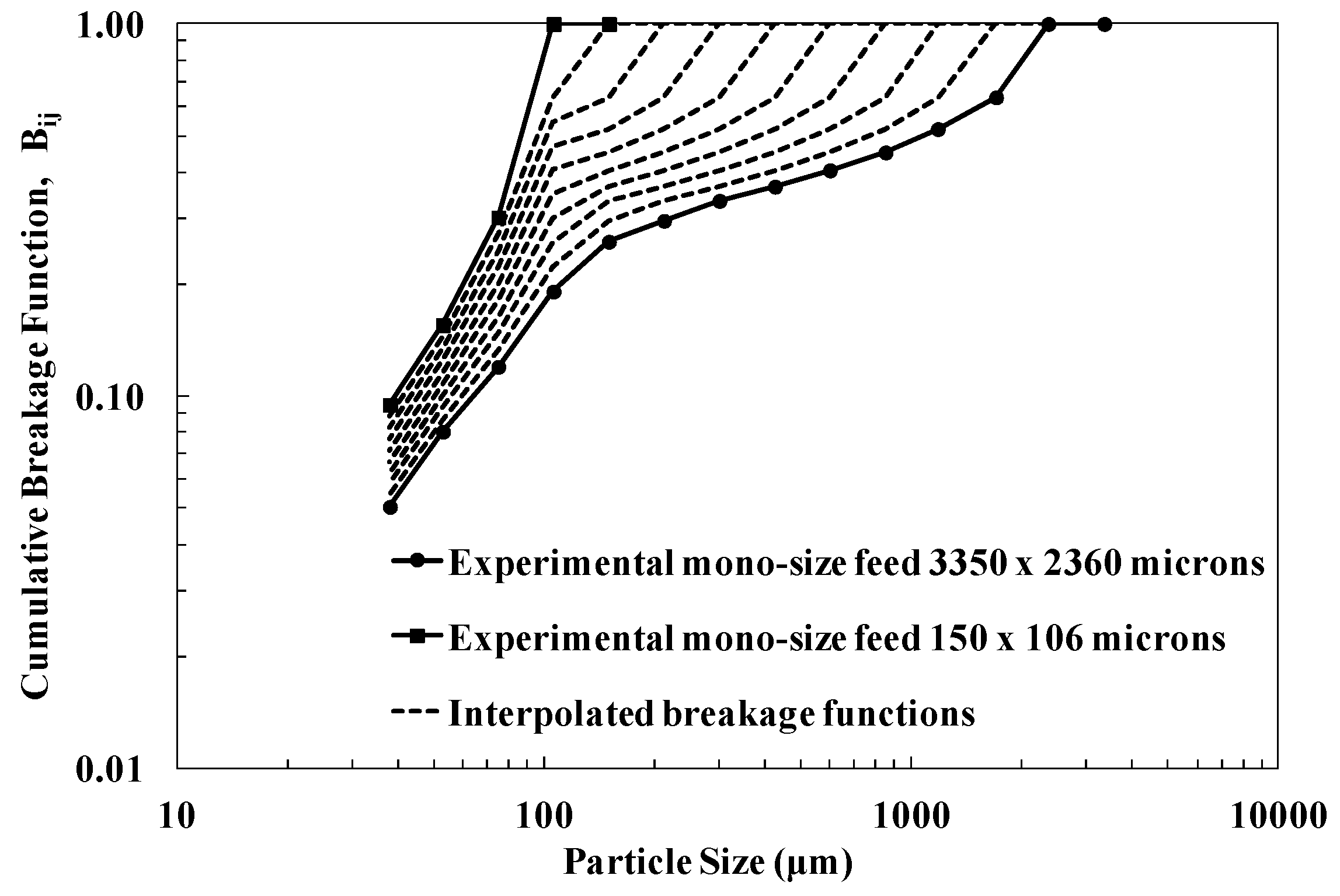
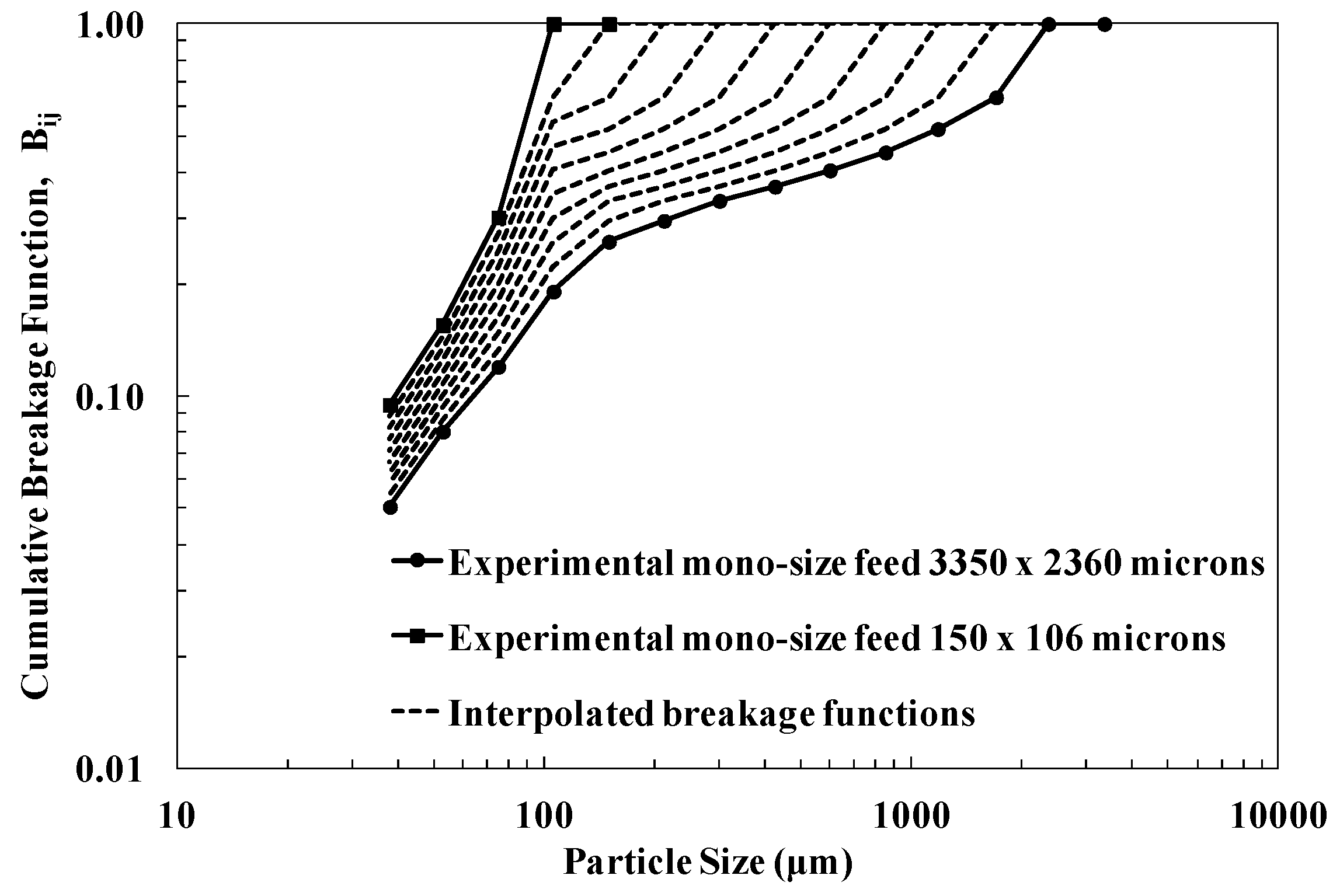
To represent the cumulative breakage function, three parameters (
α1,
α2, and
α3) in the functional form are normally used
:
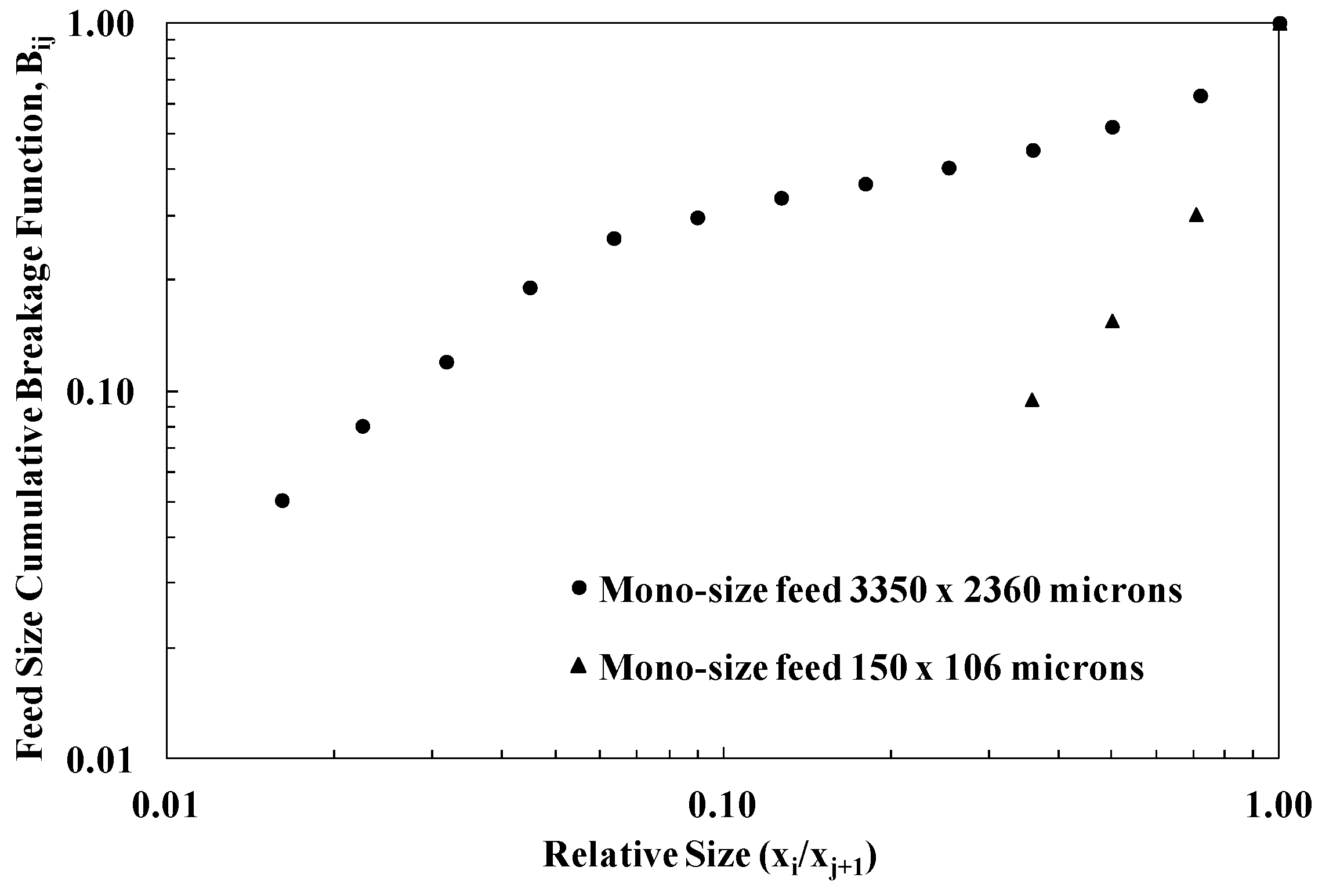
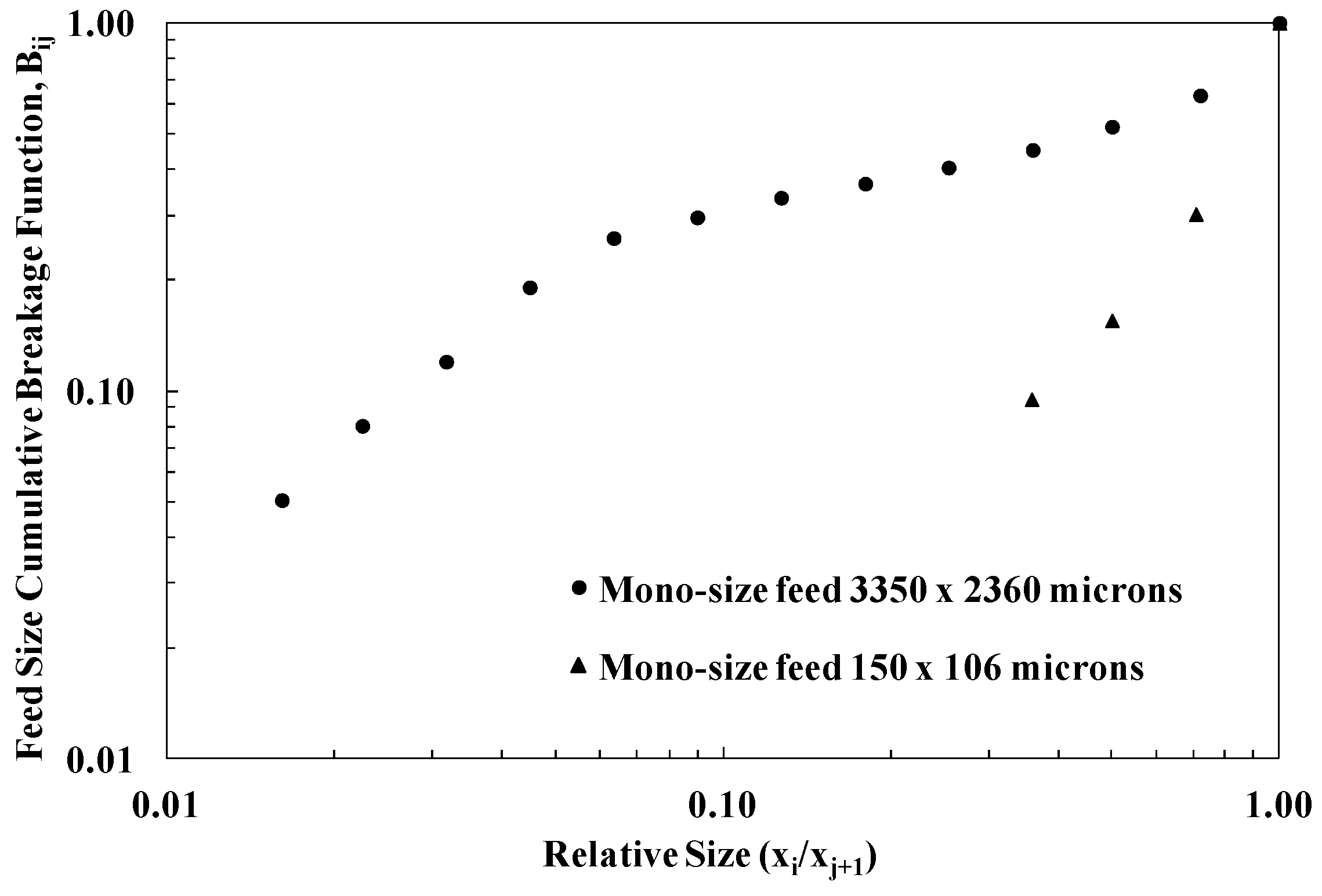
Equation (5) implies that the breakage distribution is a function of the ratio of daughter fragment size to parent particle size only and it does not depend on the absolute size of the parent particle. This assumption, which is known as normalizability condition, has been confirmed to be valid for several types of ores [
11].
The model given by Equation (3) can be extended to continuous grinding. In this case, a description of a continuous tumbling mill requires not only a description of the breakage kinetics, but also a mathematical description of material transport through the mill:
where the continuous response,
mi,MP, is considered to be an average of batch responses,
mi,BATCH(
t), weighted according to the amount of material that resides for various times in the mill,
E(
t)
dt.
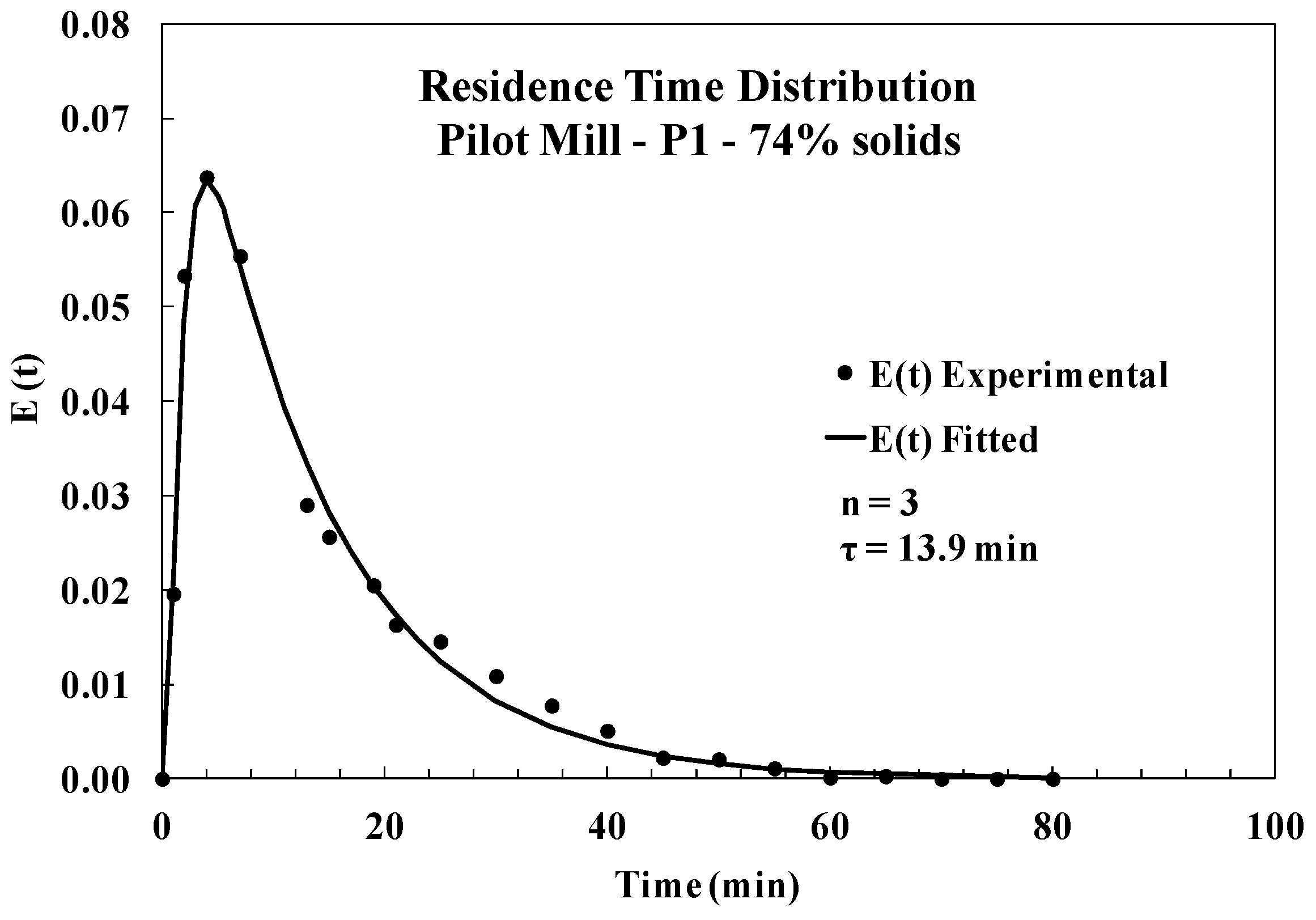
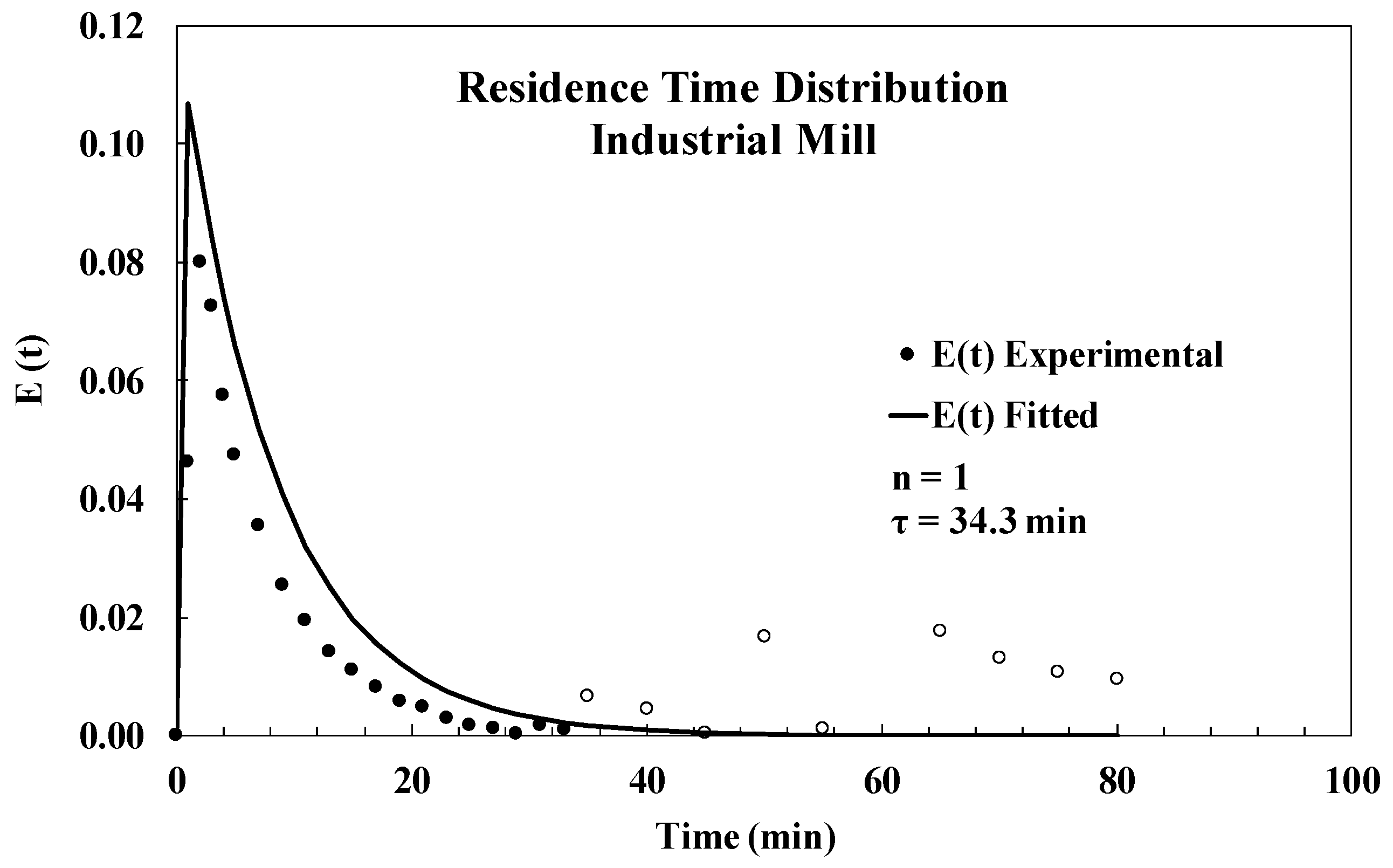
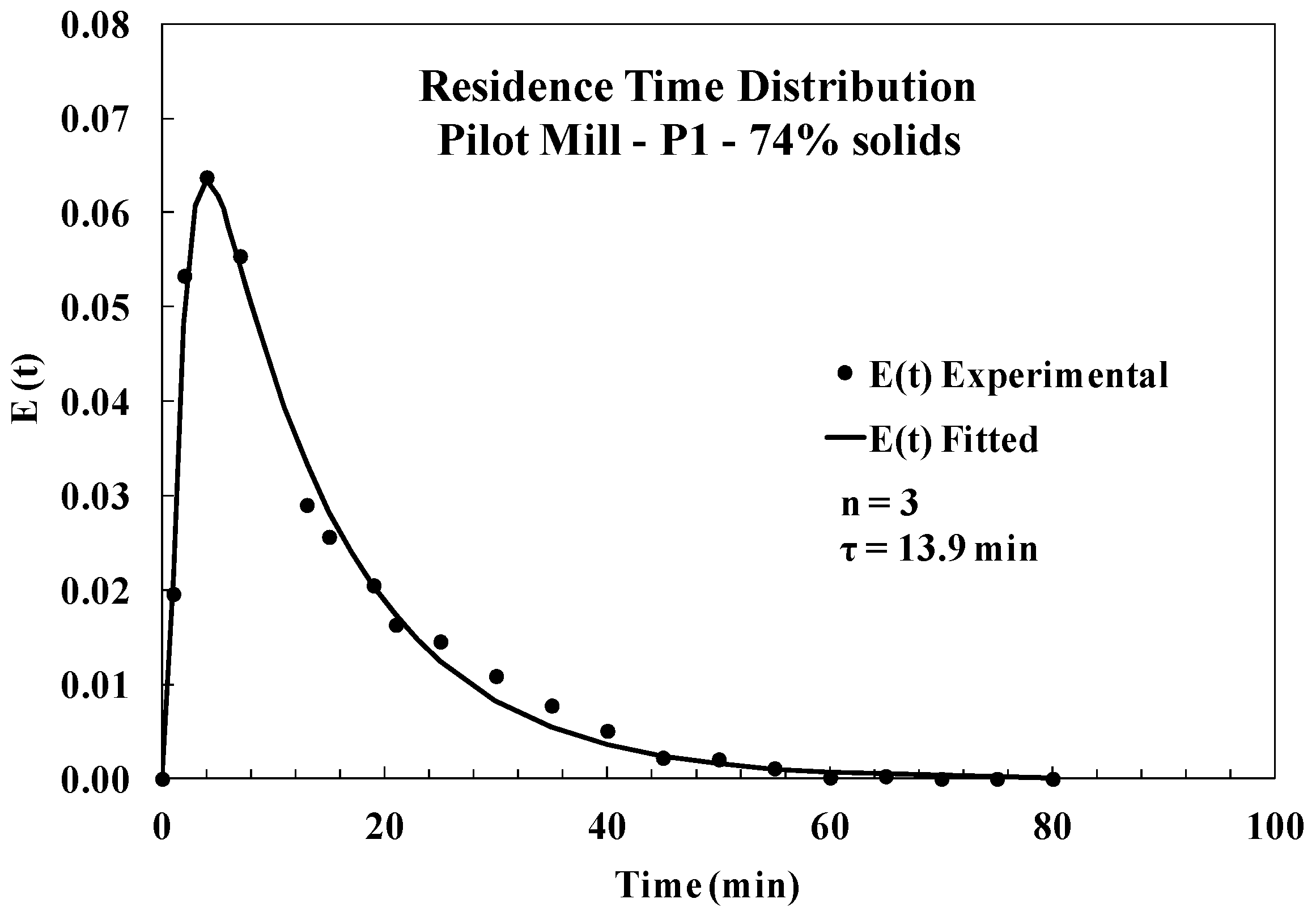
As briefly mentioned, a mill can be described as a perfect mixer. Consequently, the residence time distribution in a mill,
E(
t), can be represented with a highly flexible mixers-in-series model. The residence time distribution for three perfect and different mixers-in-series is [
20]:
where
and
t stands for time.
For two perfect and different mixers-in-series, the expression is [
21]:
where
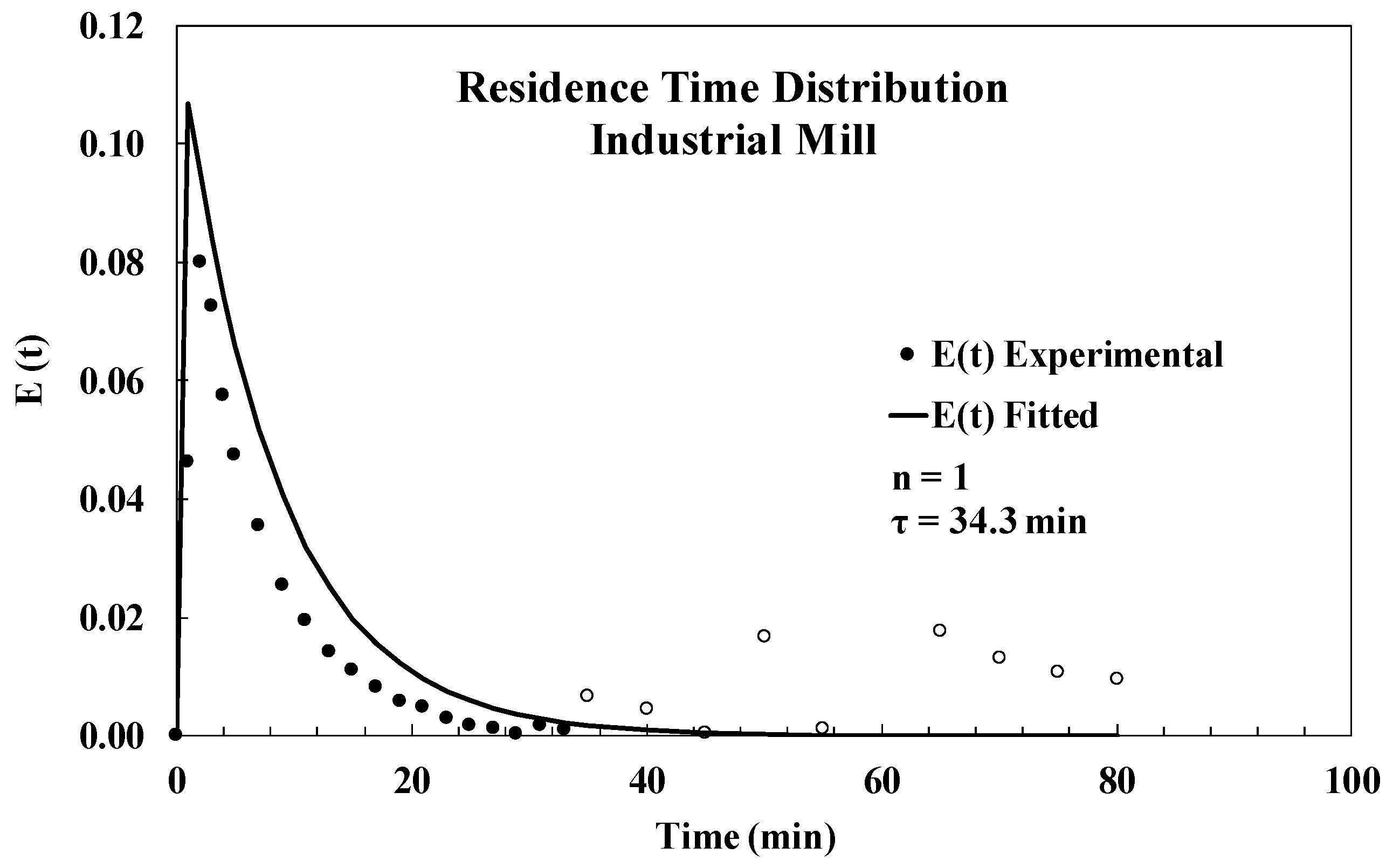
, whereas the expression for one perfect mixer is
.
A model that has been very successful to represent the residence time distribution (RTD) function is that one that considered one larger perfect mixer with average time
τ1, which was followed by two perfect and equal mixers-in-series with average time
τ2 [
20]:
where
.
3. Materials and Methods
The material that was used was an iron ore pellet feed collected in Vale’s pelletizing complex in Vitória (Espírito Santo, Brazil). The specific gravity was measured as 4.34 g/cm3. The 80% passing size in the feed was about 540 μm and its top size 9.5 mm. The samples were initially homogenized, air-dried, and quartered. One sample was used for preparing narrow size samples for grinding tests (3.35–2.36 mm and 150–106 µm) using Sweco screens followed by washing in water in a fine screen to remove fines, while the remaining samples were split for additional testing. Material that was coarser than 2.36 mm was removed from the samples for the batch grinding tests, while material that was coarser than 3.35 mm was removed from the pilot-scale tests. The amount of material contained in the size range 3.35–9.5 mm was less than 3%, which resulted in no significant bias being introduced in the experiments.
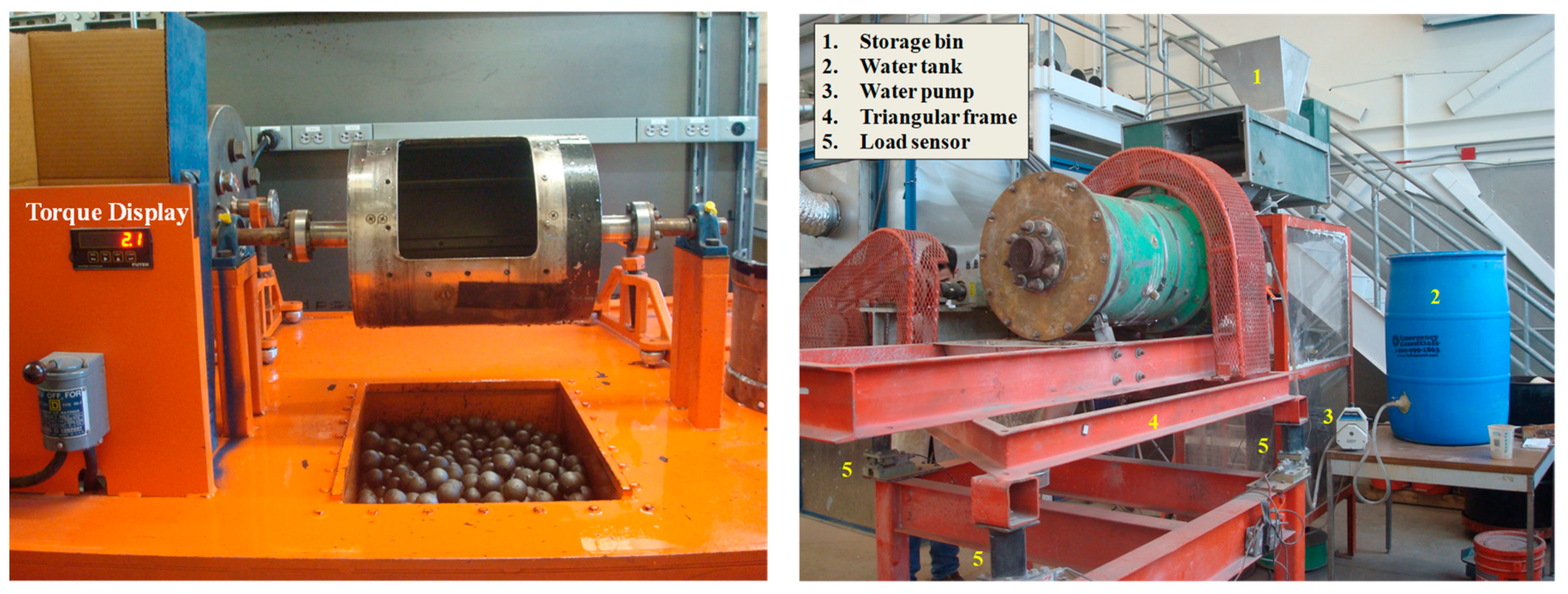
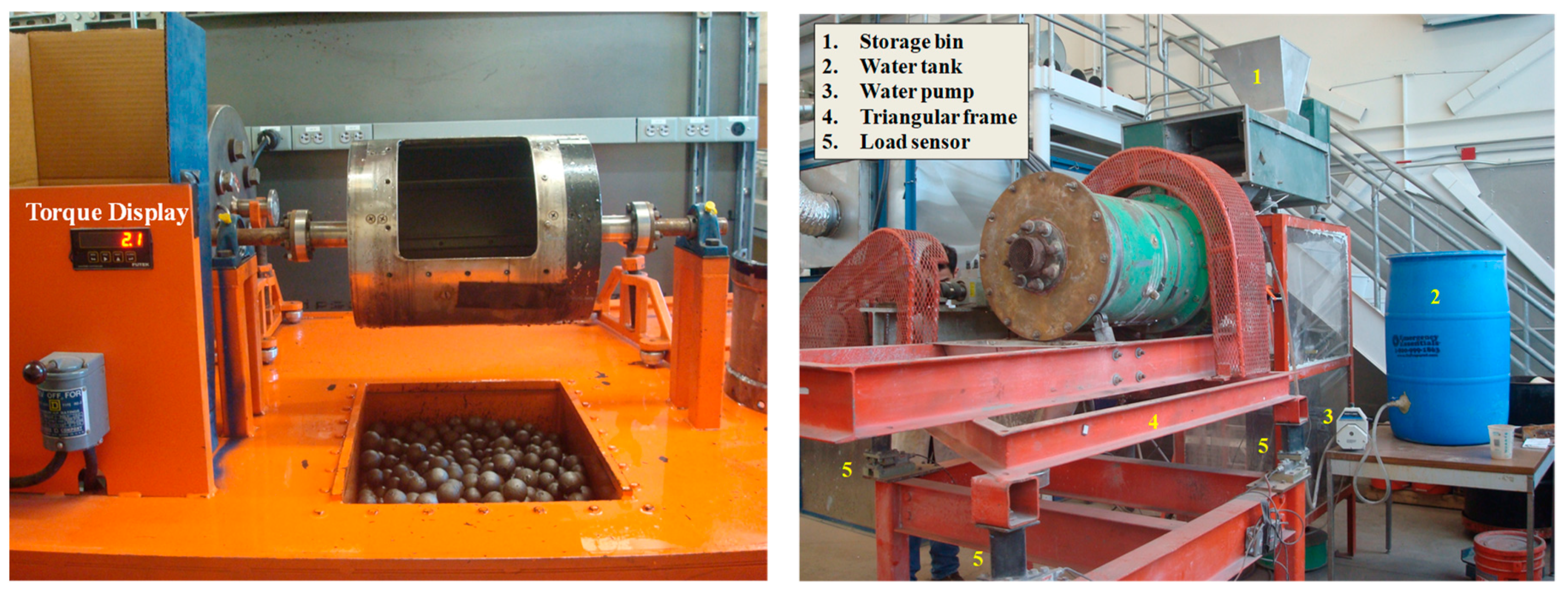
The laboratory-scale mill consisted of a 25.4 cm diameter by 29.2 cm long (
Table 1) cylindrical steel shell fitted with eight 2.0 cm width and 0.5 cm thickness square lifters. The mill was disposed in a steel frame and it was equipped with a Futek torque sensor (FUTEK Advanced Sensor Technology (Irvine, USA)) connected to a computer, in order to directly measure the torque (
Figure 1). In the experiments, ball filling was kept constant at 40% and the speed of the mill for all the experiments was maintained at 68.3% of the critical speed. Narrow-size grinding experiments were carried out with material contained in two size ranges. Additional experiments were conducted with the feed comprised of the material with size below 2.36 mm. The ball top size that was used in the tests was 30 mm, with a seasoned charge [
22], mimicking the industrial ball size distribution, with a minimum size of 12.7 mm [
23], as shown in
Table 2. The solids percentage in the slurry varied from 72 to 80% (in weight), whereas the voids fillings were 100% and 260%. The experiments ran for the set time, the product was discharged and filtered, and the torque was recorded. Size analyzes were then conducted by wet sieving.
The pilot-scale mill consisted of a 41.6 cm diameter by 64.1 cm long cylindrical steel shell that was fitted with eight 13.0 mm width and 6.0 mm height lifters bars. The mill was fitted with two exchangeable discharge end-plates, allowing for overflow or grate discharge operation. The dry ore entered the mill through a variable speed conveyor belt at a fixed rate of 1 kg/min (0.06 t/h). The mill and the gearbox were supported by an L-shaped steel frame. Another steel frame next to the L-shaped frame supported the motor, the system of pulleys, and the torque sensor. Underneath these two frames was a triangular steel frame and a weighing system (Rice Lake™), which comprised three load sensors (Paramount™) that were anchored to the supporting concrete block that was located in the corners of the triangular frame. Hence, the triangular frame rested on the load sensors that were responsible for measuring the weight of the whole system (
Figure 1), which allowed for an accurate estimate of the mill slurry mass during testing. The torque sensor was positioned between the motor and the gearbox, and measured the torque at the drive side of the gearbox and sent its electrical signal to a digital indicator. The power input to the mill was obtained by multiplying the recorded torque by the gear ratio and applying the appropriate corrections for losses. During the experiments, the torque and the reading on the load sensor (slurry hold-up) were recorded every two minutes. A feed water system, which was composed of a fixed tank near the mill, a pump, and a flow meter, was also part of the circuit, allowing for precise water flow rate control. Pilot scale experiments were carried out in open circuit with a ball load of 35% and a range of solids concentrations (74, 76, 77, 79, and 85% wt.) and with the mill fitted with both grate and overflow discharges. Slurry fillings were calculated while considering the slurry hold-up measured with the aid of the load cells, while the mill was operating under steady state conditions. After steady-state conditions were reached, the samples were collected for size analyzes by wet sieving and verification of solids concentration. The same ball size distribution was used in these tests (
Table 2). Upon completion of each test, the solids hold up of the mill was measured.
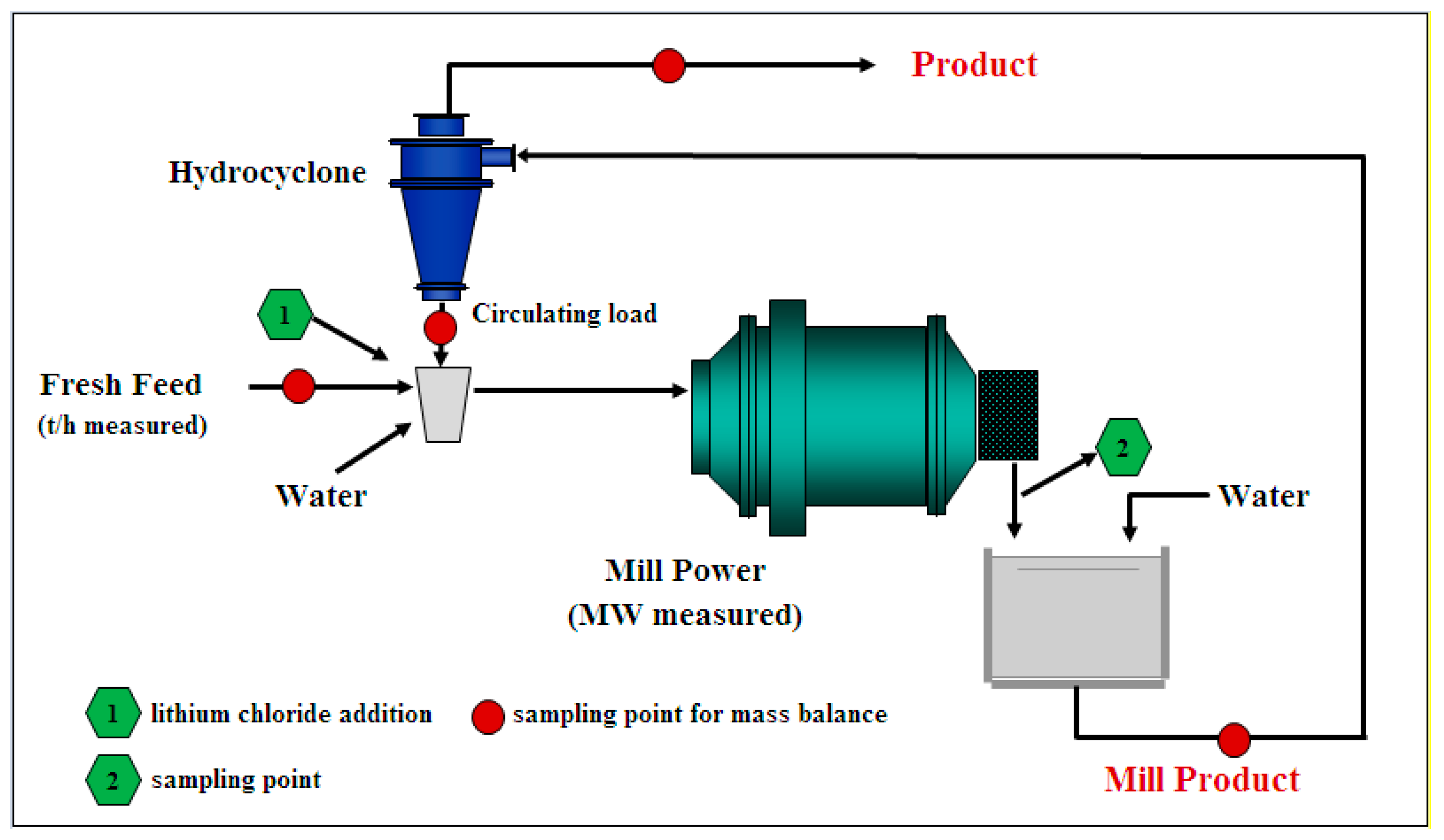
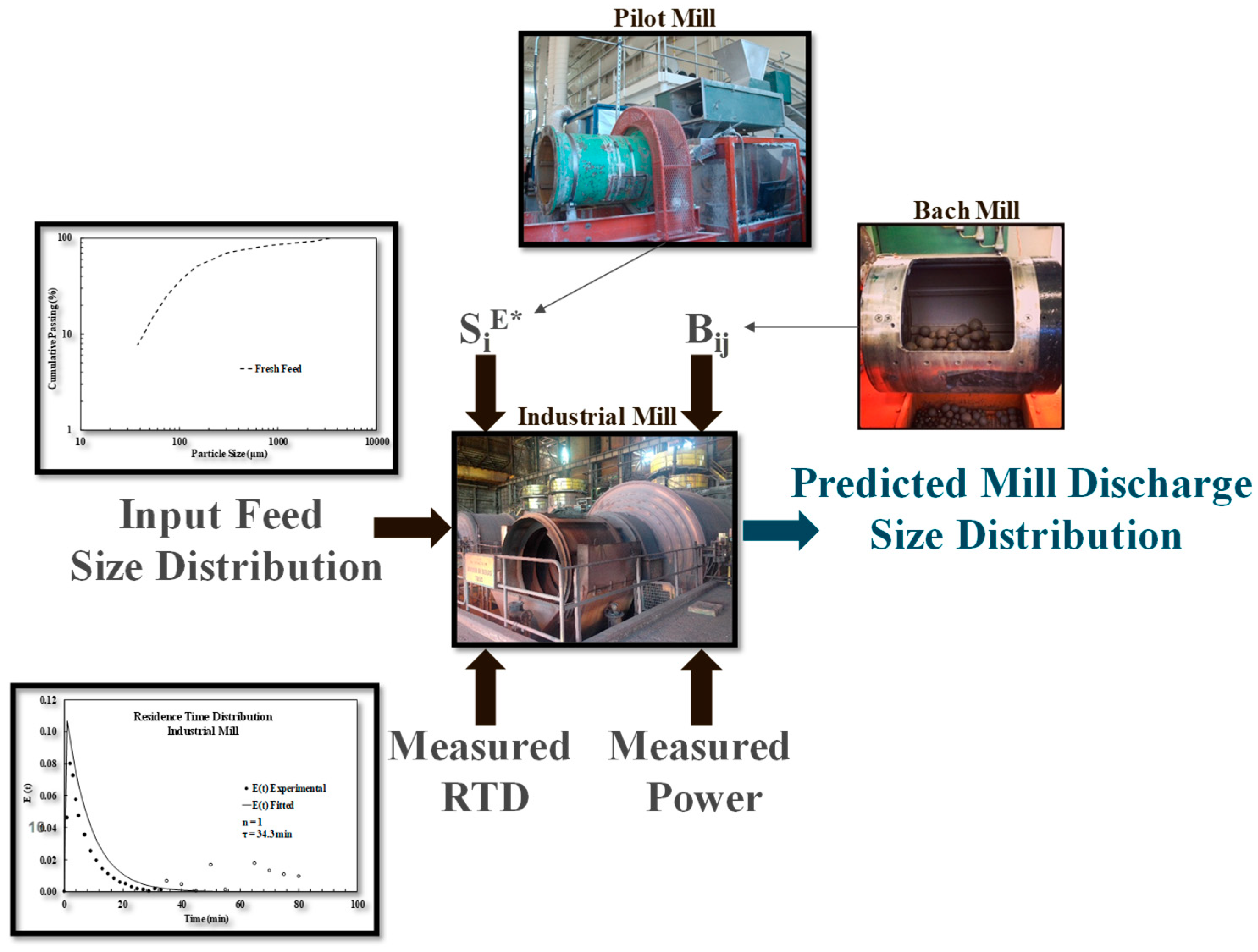
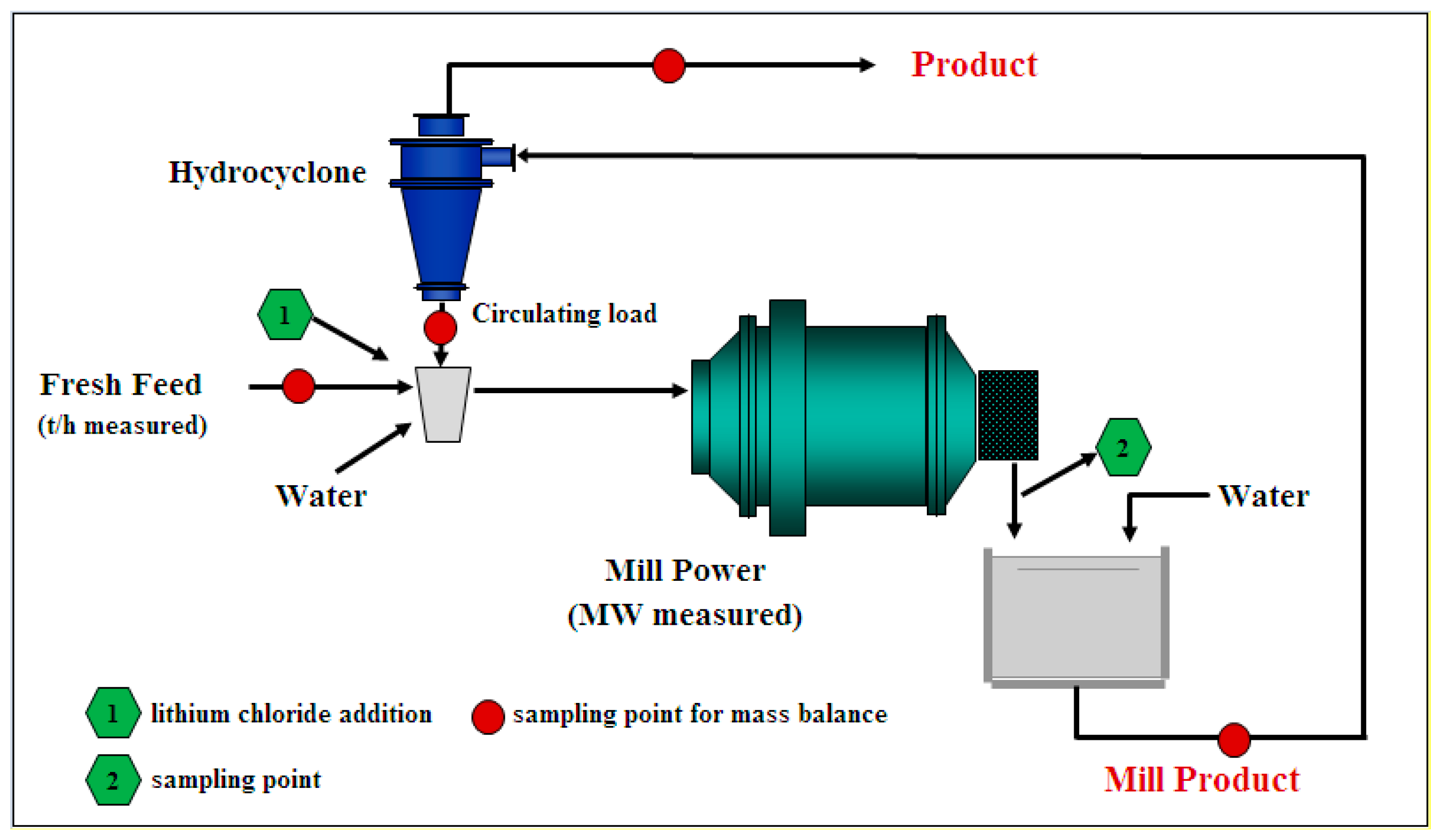
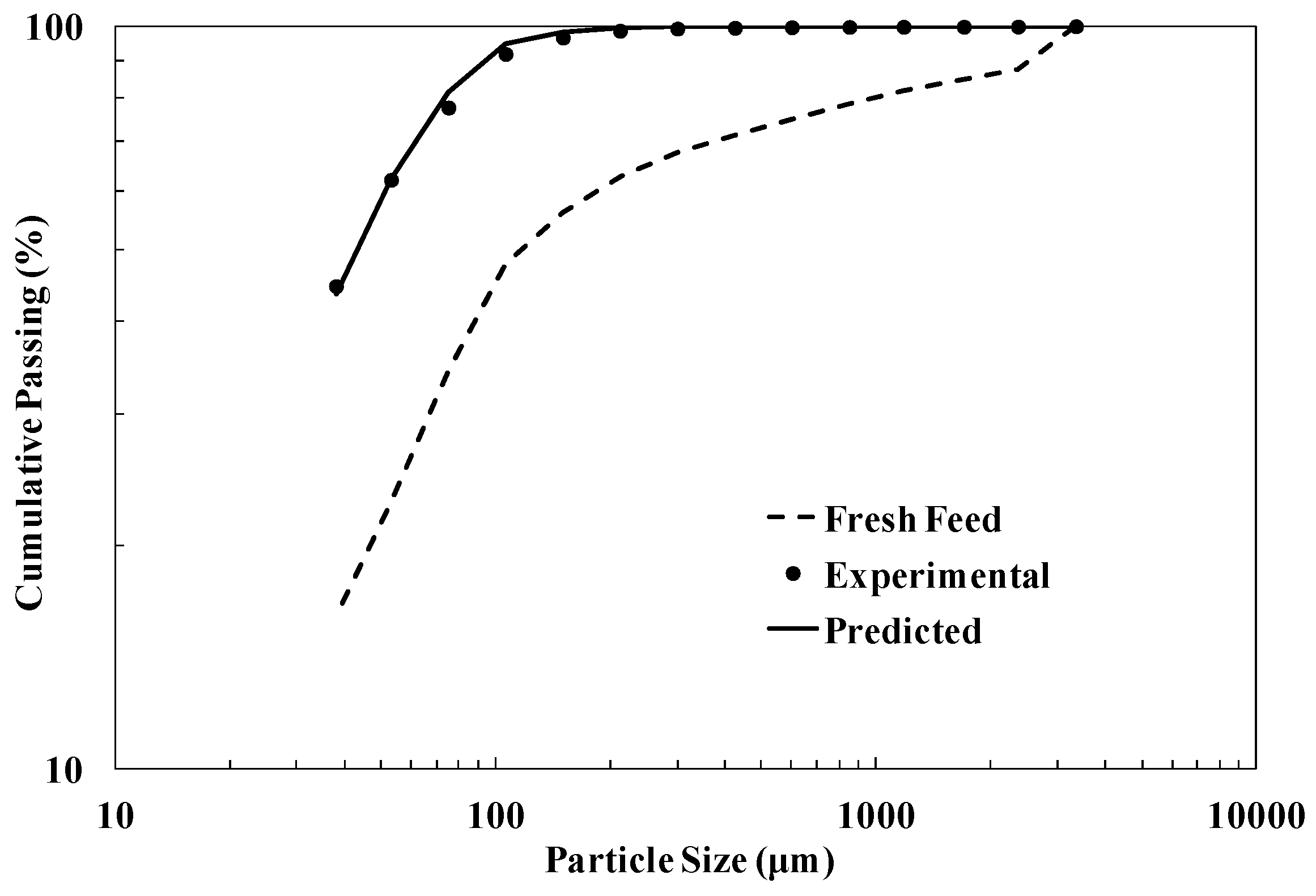
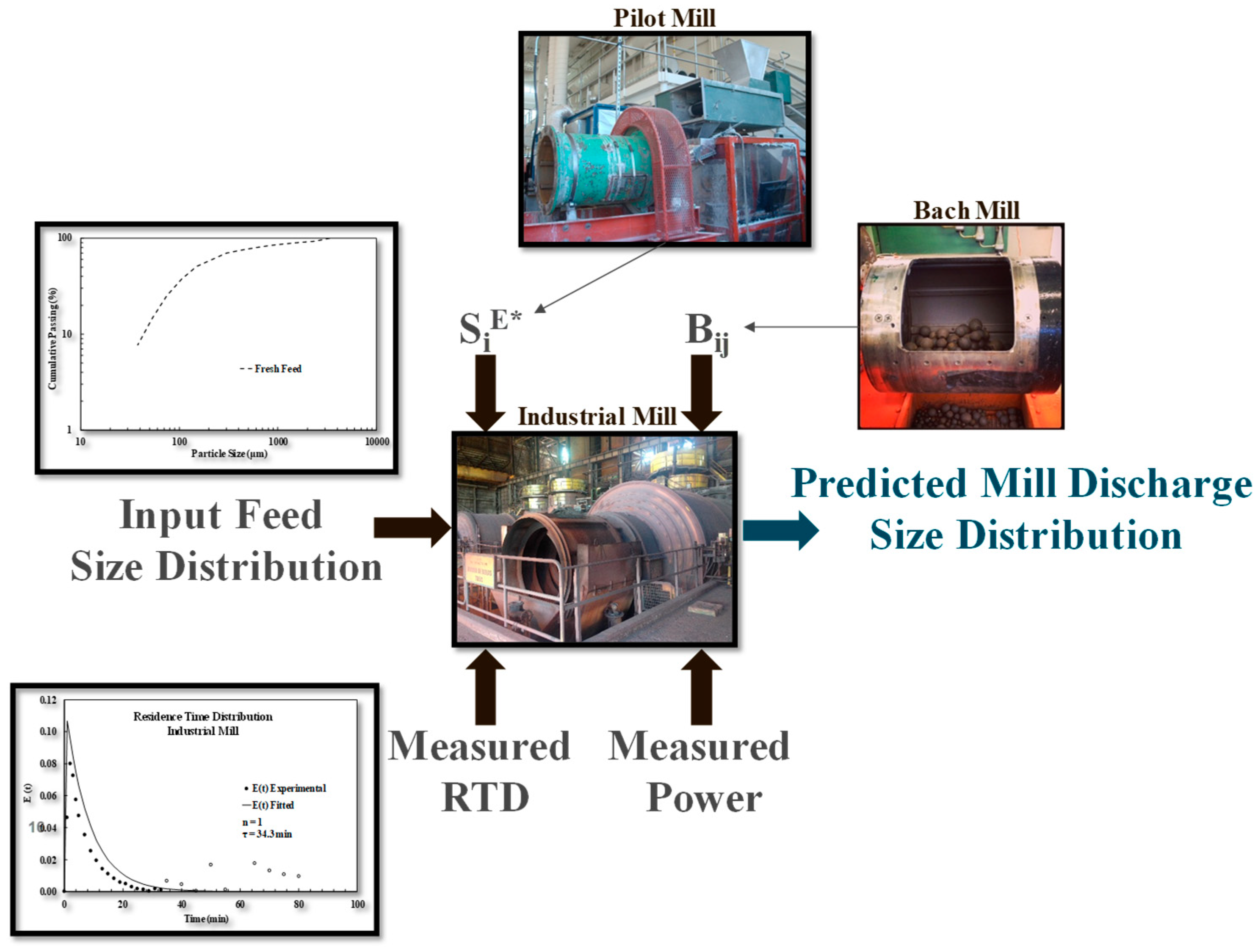
The continuous mill that was investigated in this work is installed in Vale’s pelletizing complex located in Vitória (Brazil) and has 5.2 m (17.1′) internal diameter, 10.6 m (34.8′) length, and is equipped with two 2.25 MW motors. The mill liners were made of rubber and their profile was bar-plate and the mill is equipped with overflow discharge. Three surveys were carried out with the mill operating under different solids concentrations. In each of these surveys, samples of the fresh feed, the overflow and underflow from the hydrocyclones, and the discharge of the ball mill were collected in 15 min increments for two hours during a period of stability of the circuit (
Figure 2). Size analysis and solids concentration were measured of the composite samples, which were later mass-balanced. These sampling campaigns were carried out of the mill operating at total feed rates that only varied from 220 to 237 t/h, with the mill drawing from 3.38 to 3.46 MW of motor power. The inlet pressure of the feed of the hydrocyclones was maintained within the range from 0.8 to 1.1 kgf/cm
2, while their feed percent solids was maintained at 61.5 ± 2%.
Residence time distributions of the liquid in both the pilot-scale and full-scale mills were measured while using the stimulus-response technique with lithium chloride as the tracer material in the inlet-fluid stream. The injection is the stimulus, while the response is the tracer concentration measured in the outlet stream. Analyzes of filtrates from the timed slurry samples were conducted while using a conductivity analyzer. In the case of the full-scale tests, 9.9 kg of lithium chloride that was dissolved in five liters of water were added to the sump that receives the underflow of the hydrocyclone cluster that feeds the ball mill and the timed samples were collected from the trommel underflow stream (
Figure 2).
More details of the experimental systems and procedures may be found elsewhere [
23].
5. Conclusions
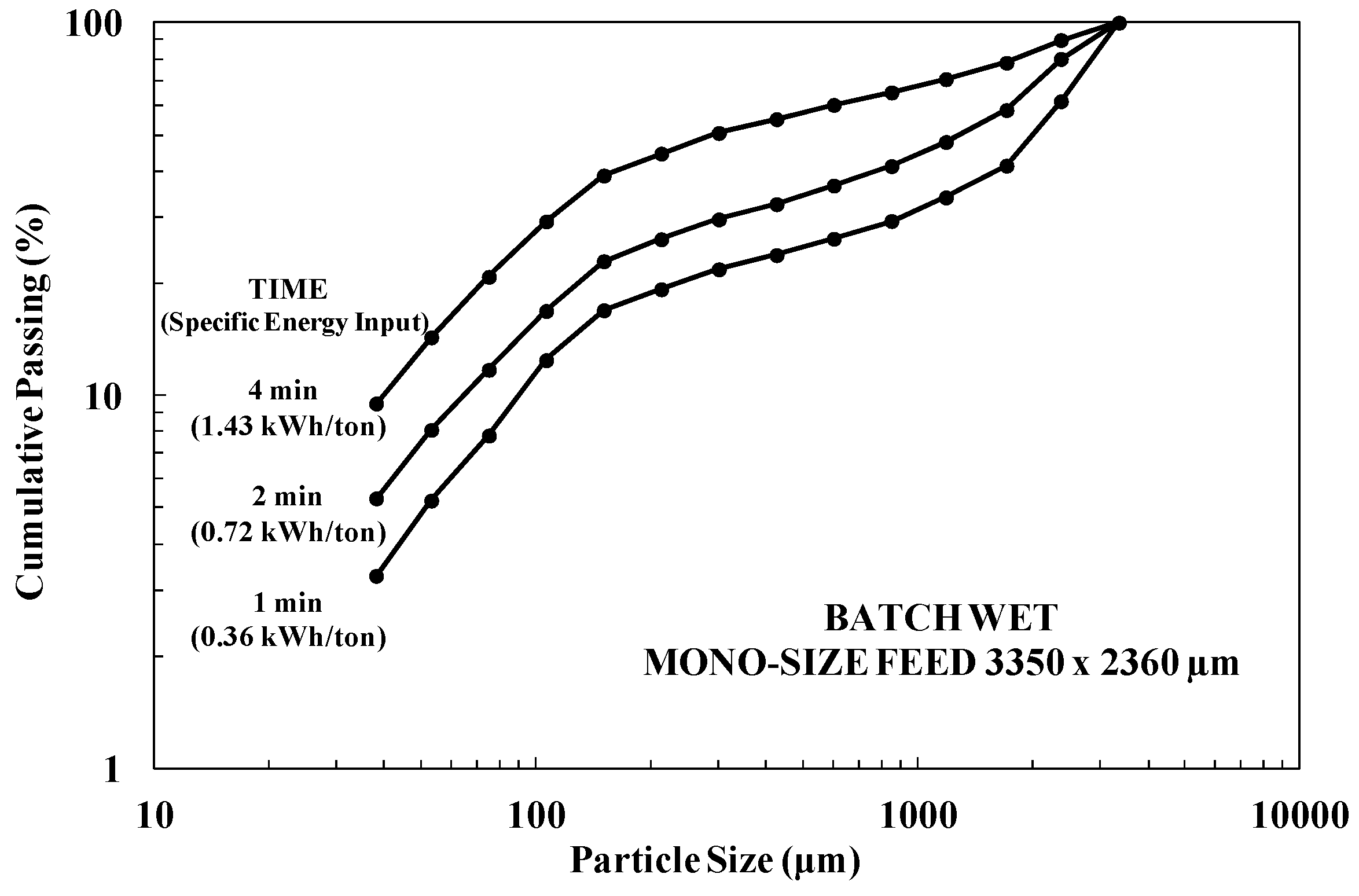
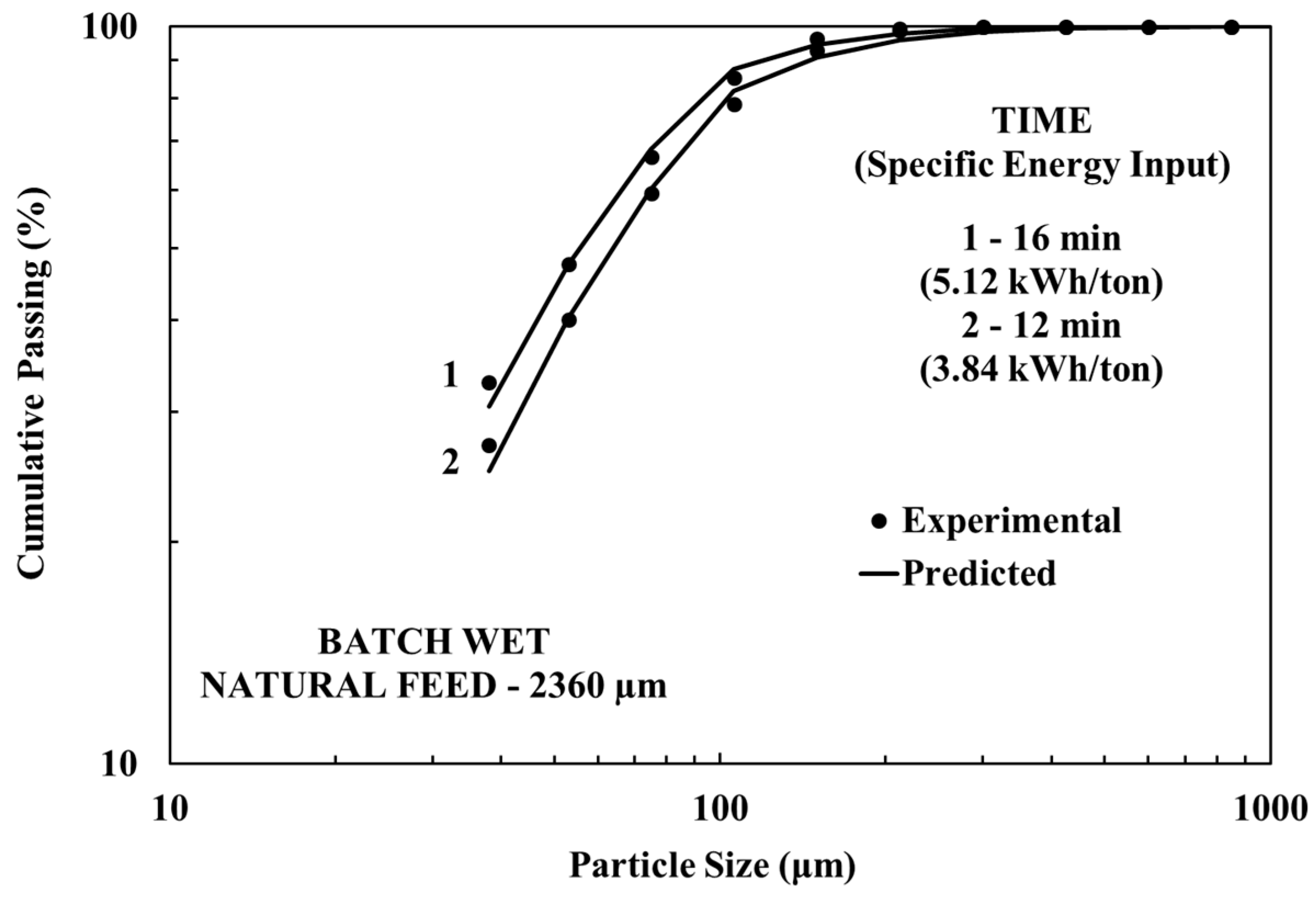
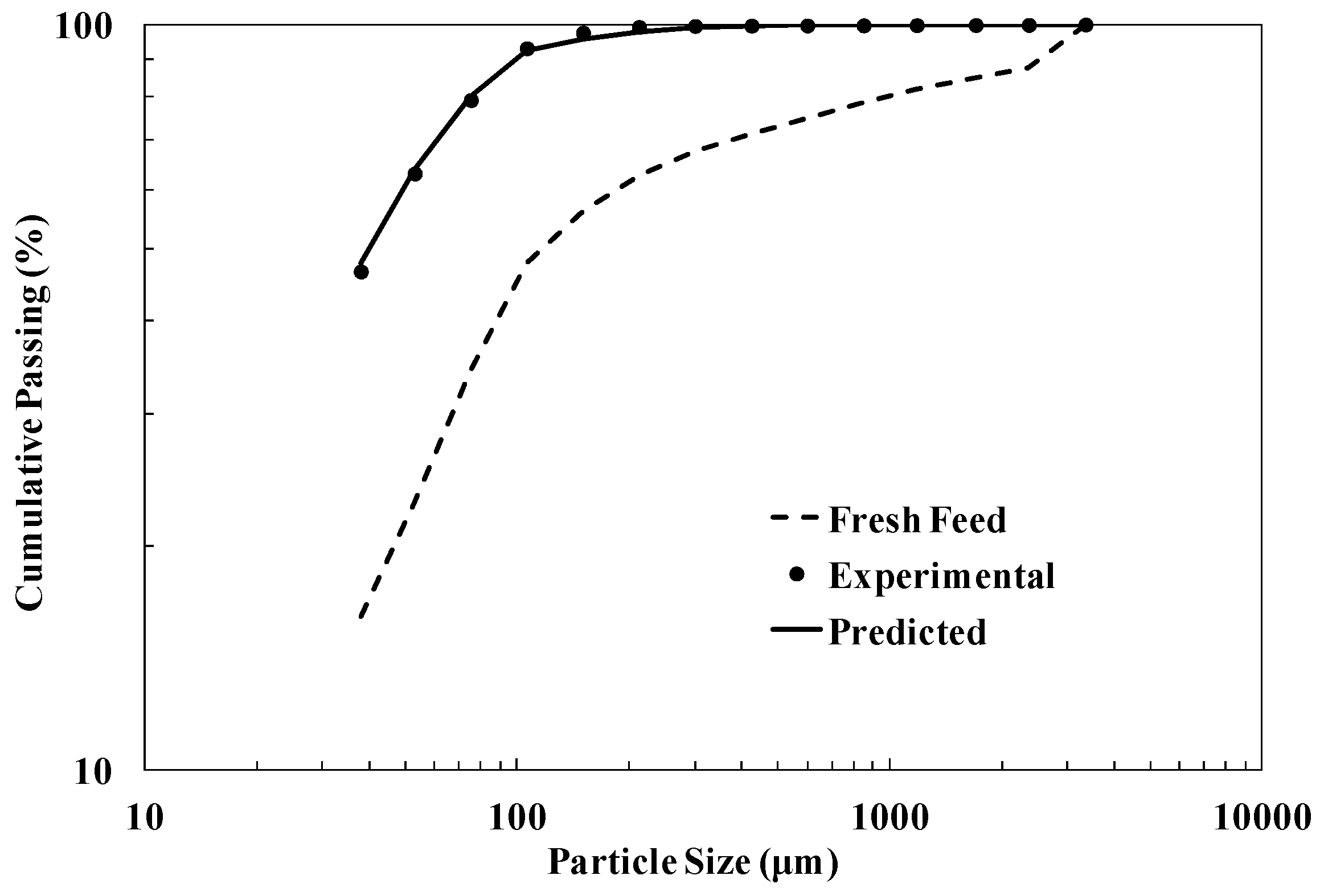
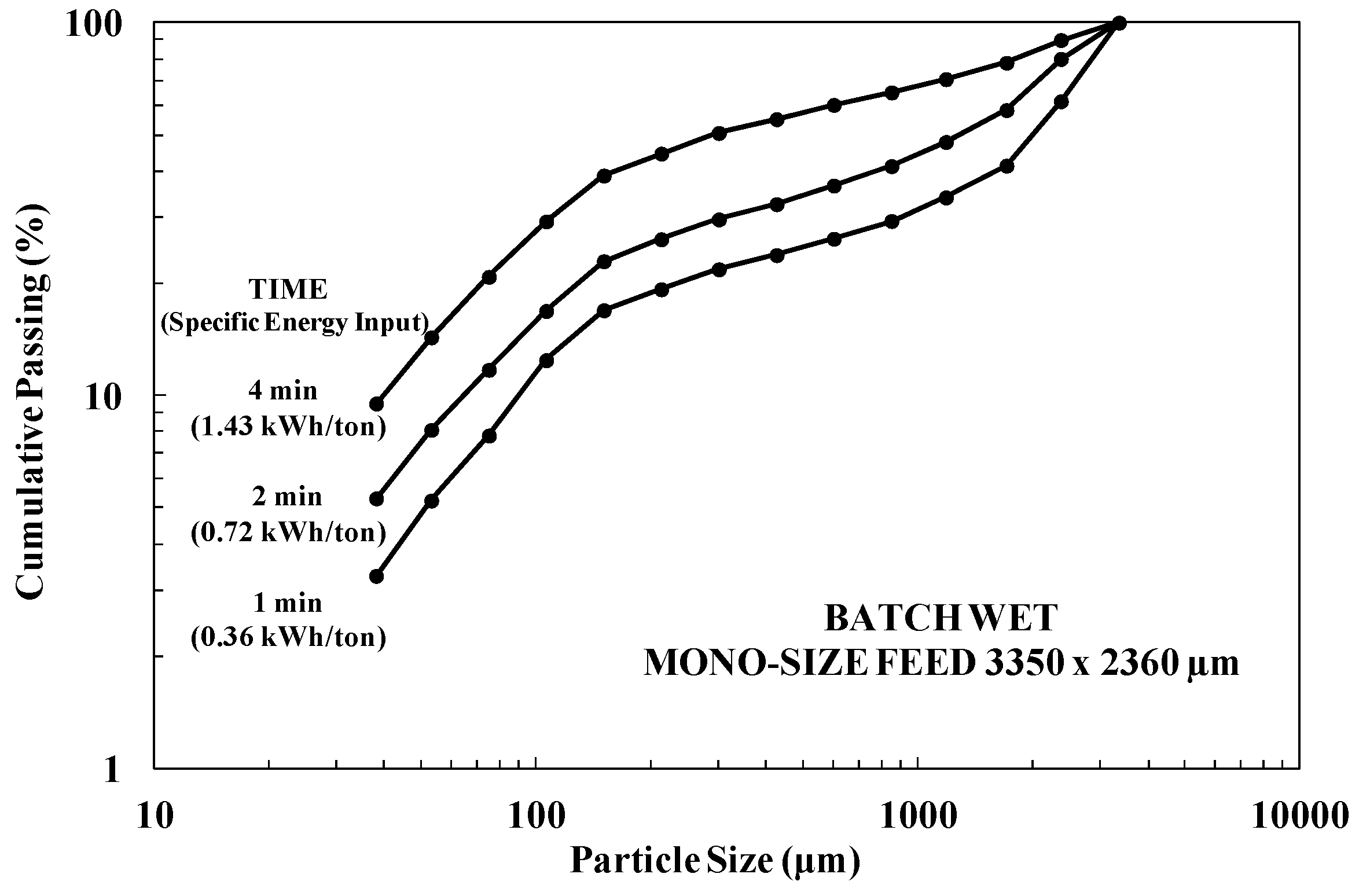
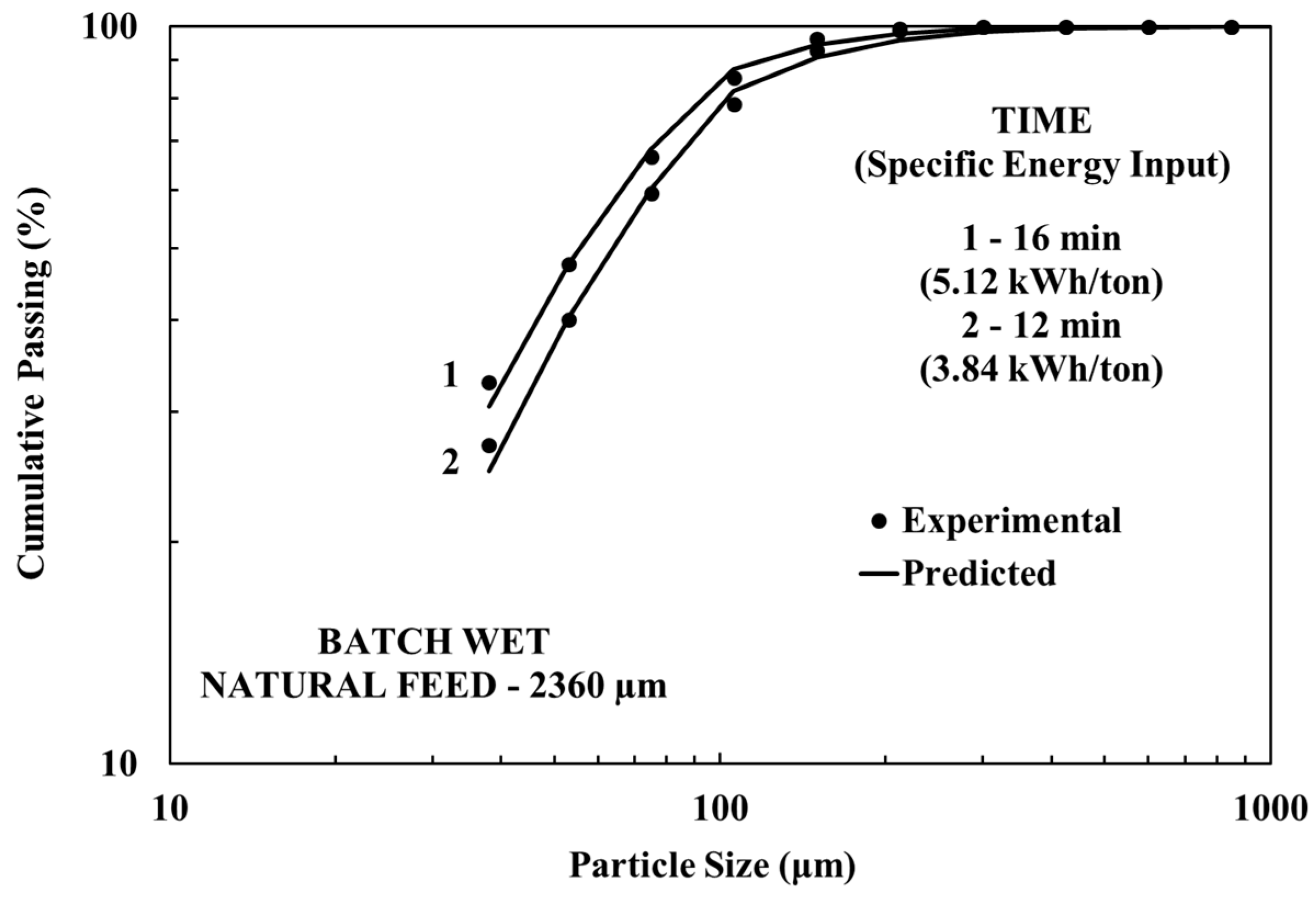
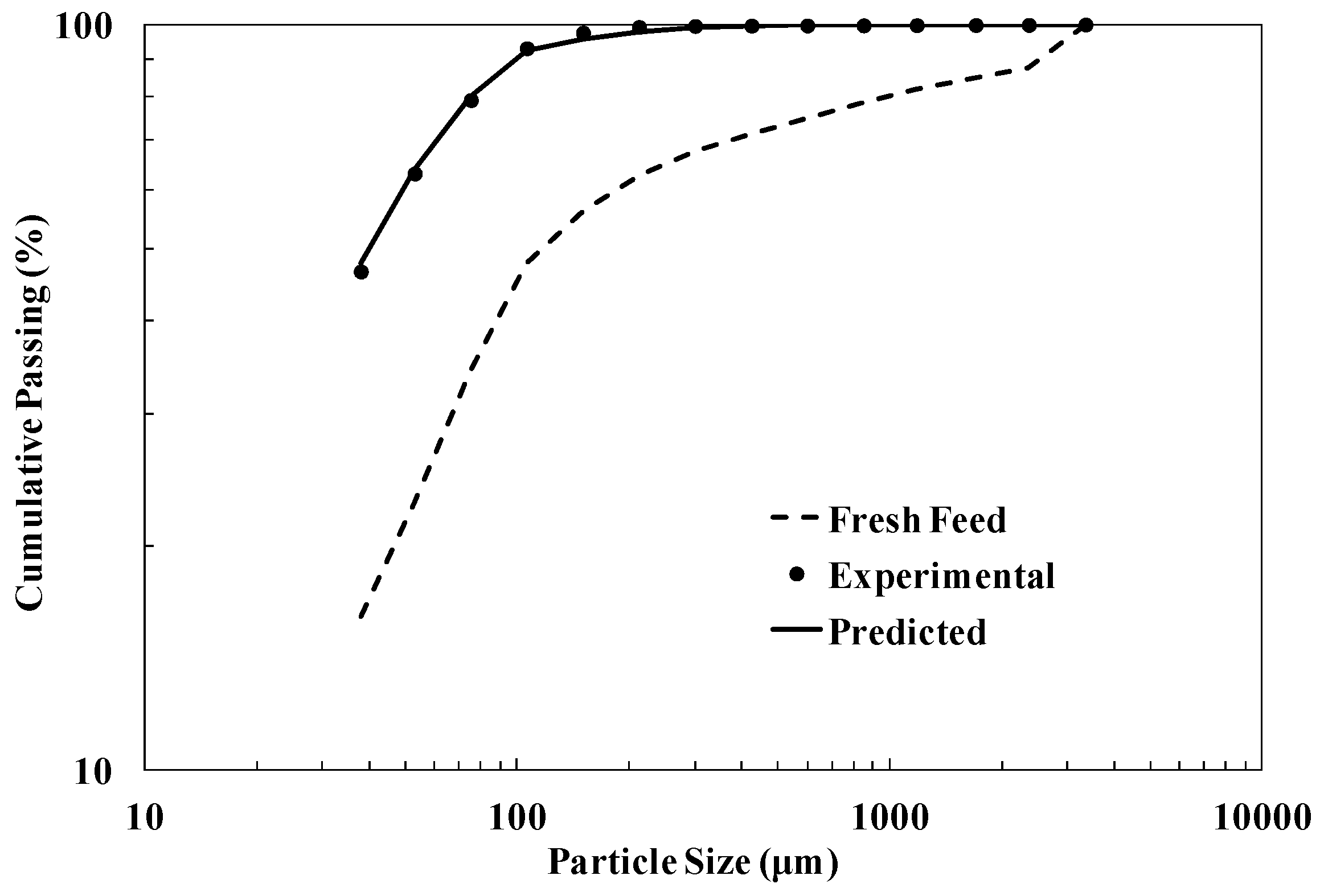
Fitting the population balance model of batch grinding to data from a 25.4 cm mill in size reduction of an iron ore from Brazil resulted in unusual breakage response, that is, non-normalizable breakage functions and breakage rate distributions that varied with slurry density and slurry filling. From these, as well as the residence time distribution, it was possible to predict the product size distributions from a pilot scale mill operating in an open circuit. However, this required matching not only the slurry density in both mills, but also the slurry filling.
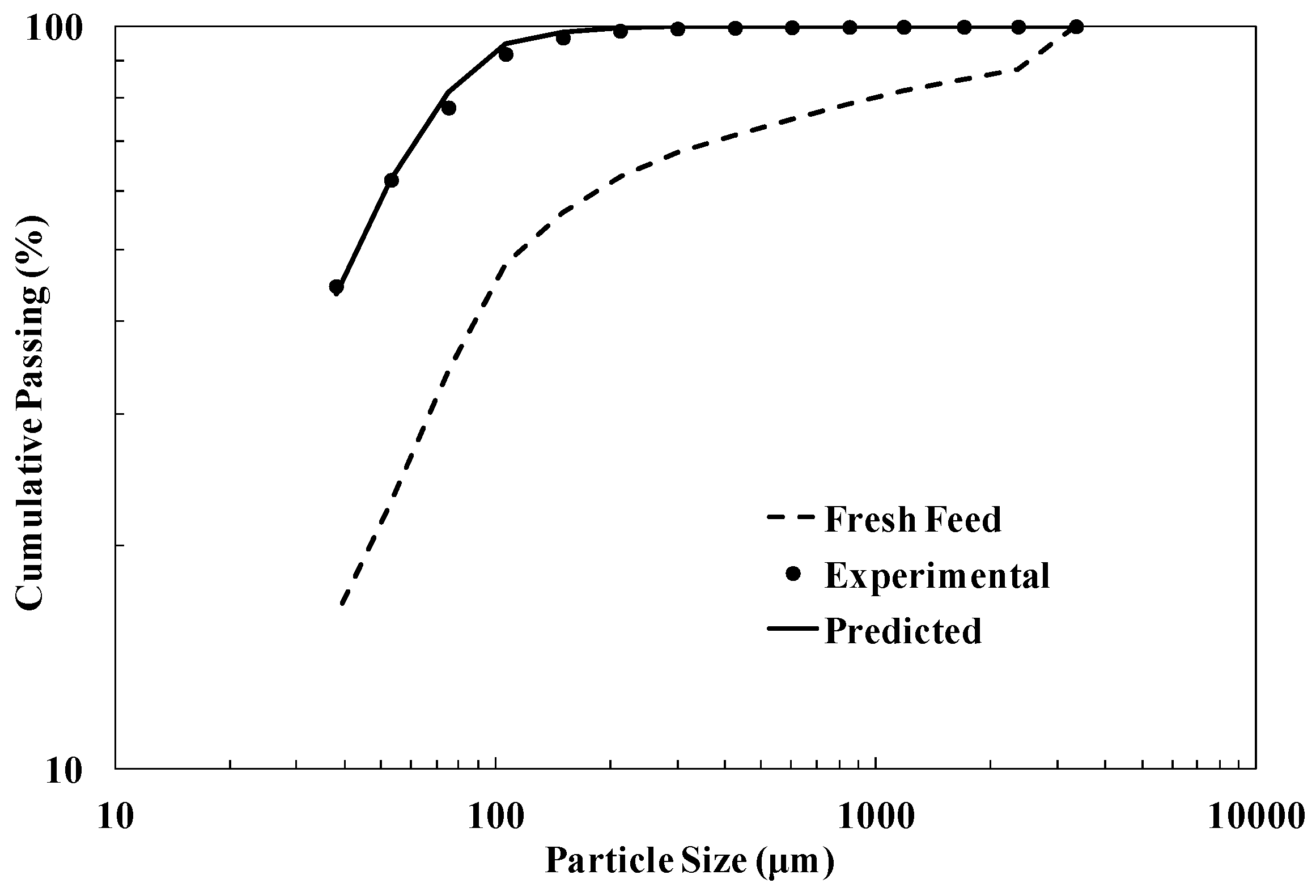
Afterwards, the full-scale mill performance was also predicted while using the population balance model, but that required back-calculation of specific selection function parameters from the pilot-scale mill, so as to more closely match the slurry fillings in this mill to those expected in the industrial mill.
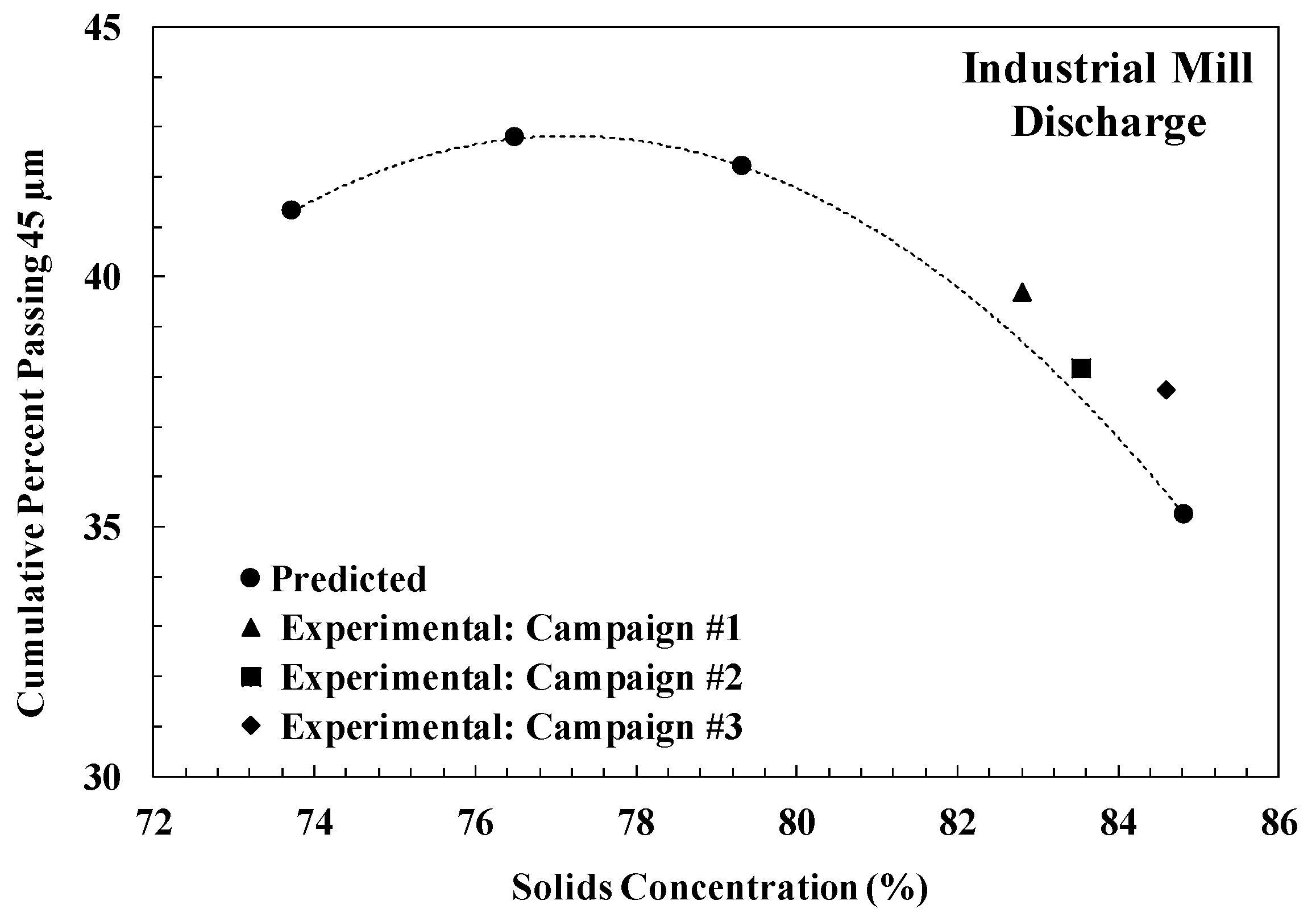
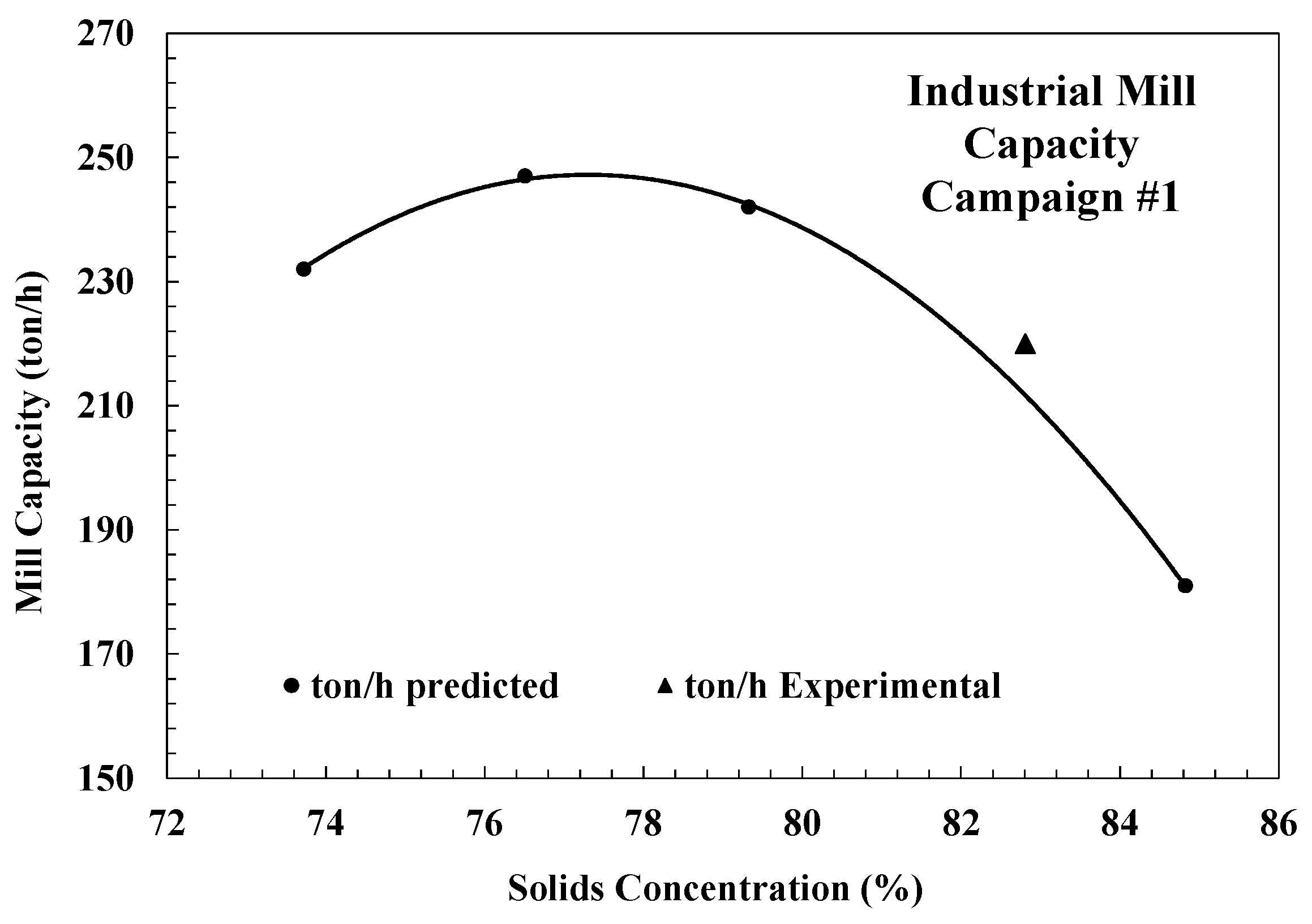
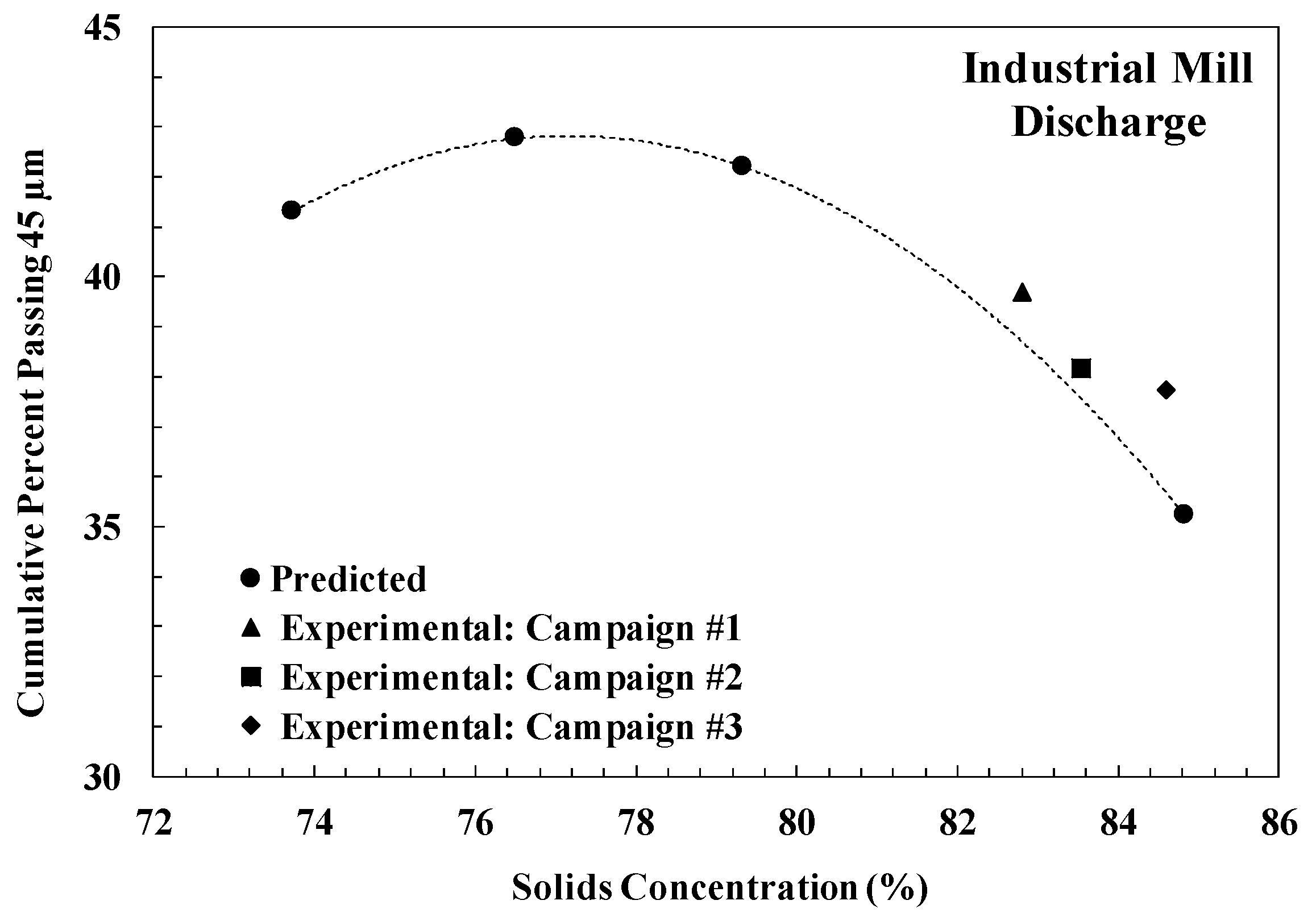
For a given size of particles contained in the mill discharge (40% passing 45 microns), the simulation results also indicated that reducing the percent solids in the industrial mill from the currently used 83% to a value between 76% and 80% would result in an increase in mill capacity of about 10%, and consequently decrease the specific energy consumption (kWh/ton) for the ore in question. Thus, the industrial mill performance could be optimized in terms of energy consumption.
The good match between the experimental and predicted results, as shown in this study, demonstrates the applicability of the PBM approach as a predictive method and also for the grinding process optimization of a selected closed-circuit ball mill producing fines for pelletizing process.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}