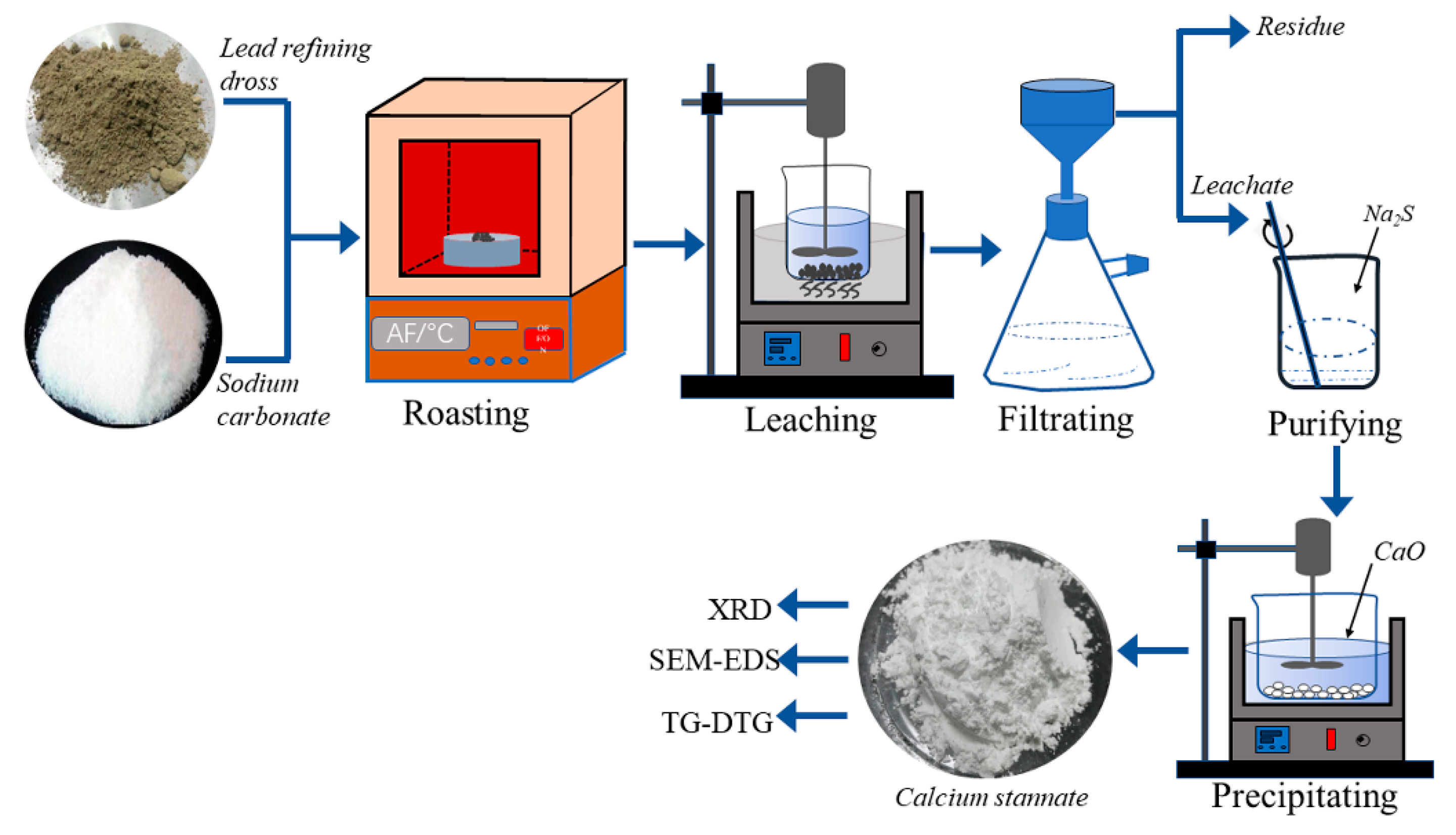
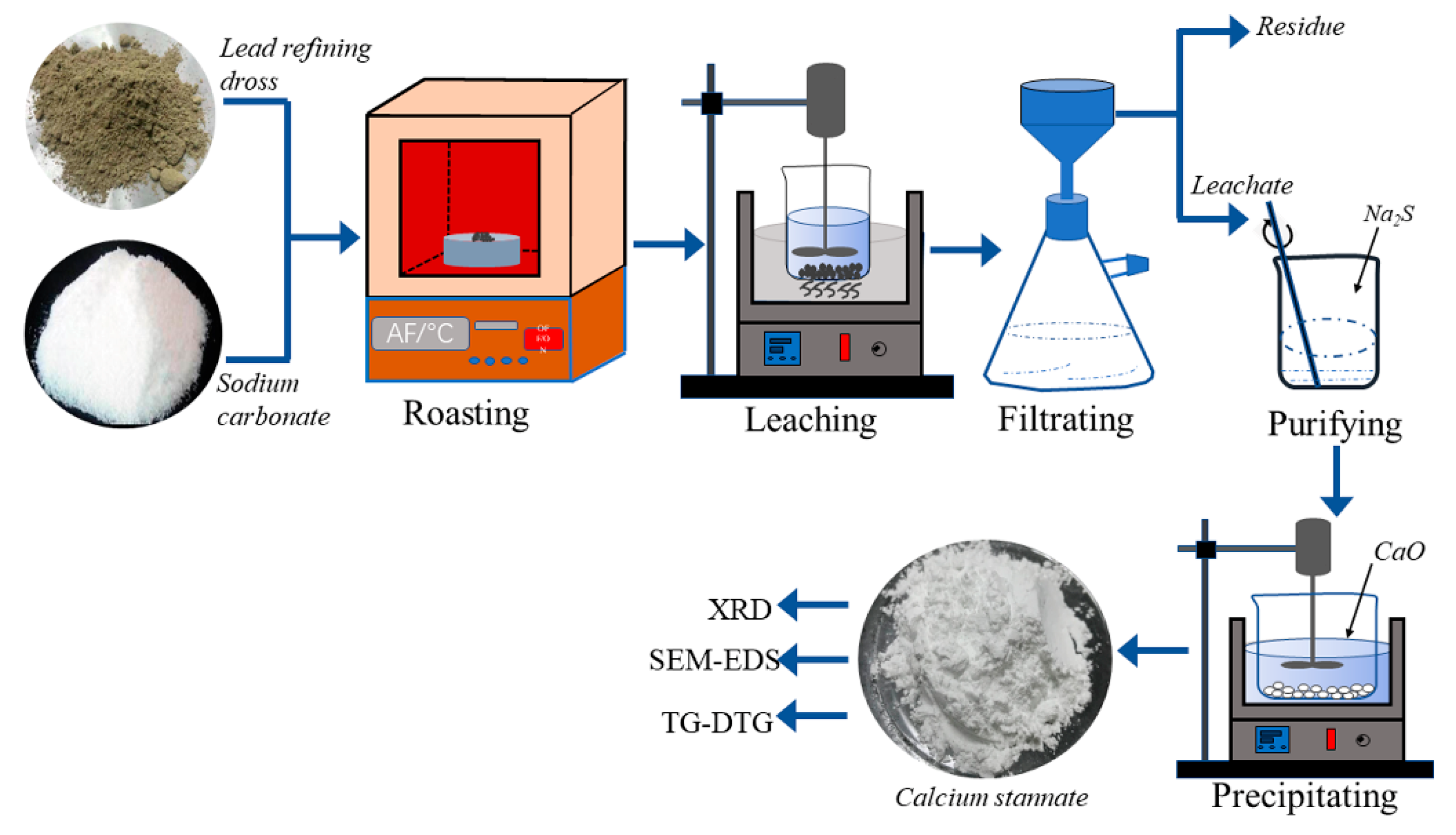
Preparation of Calcium Stannate from Lead Refining Dross by Roast–Leach–Precipitation Process



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.3. Analytical Techniques
3. Results and Discussion
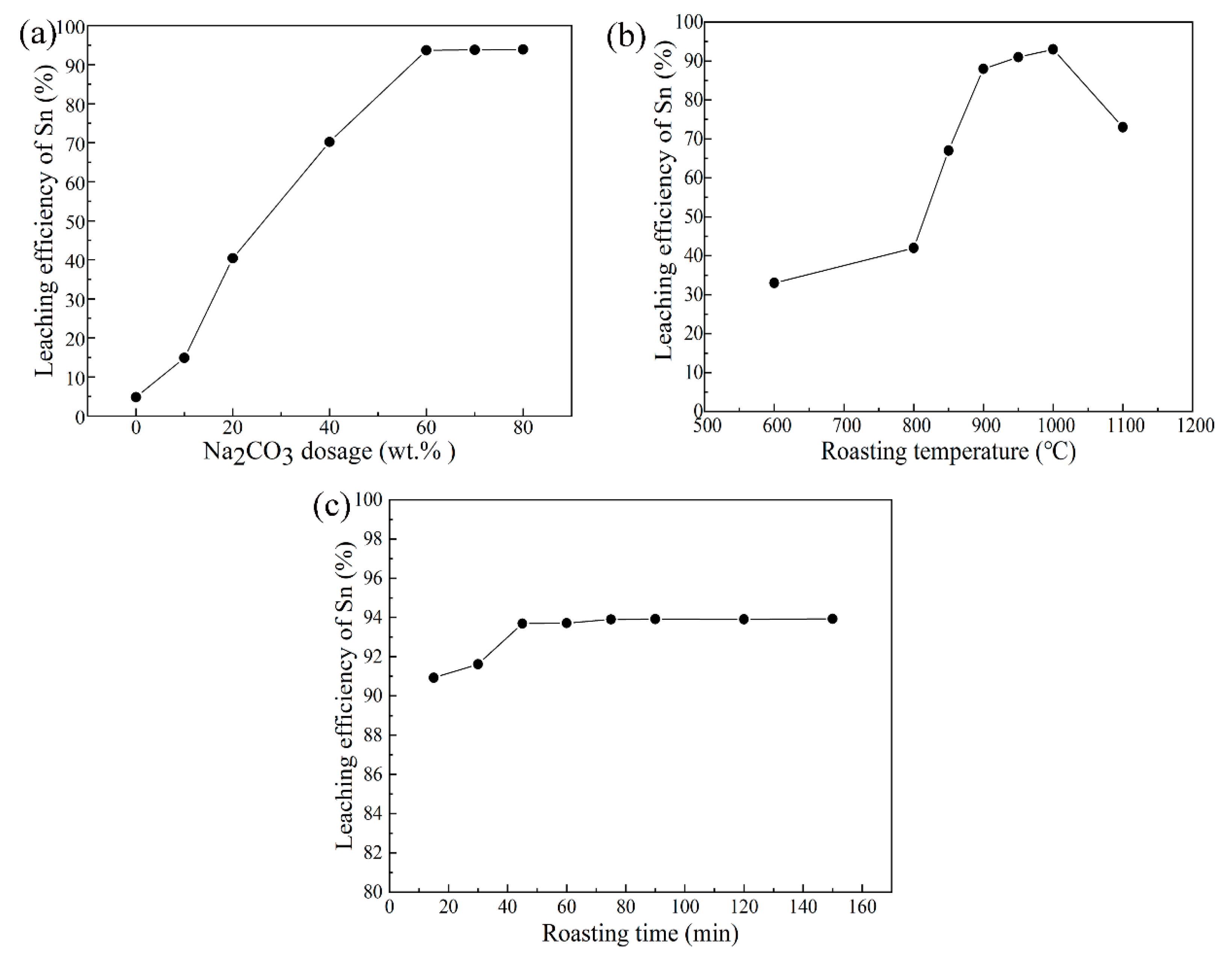
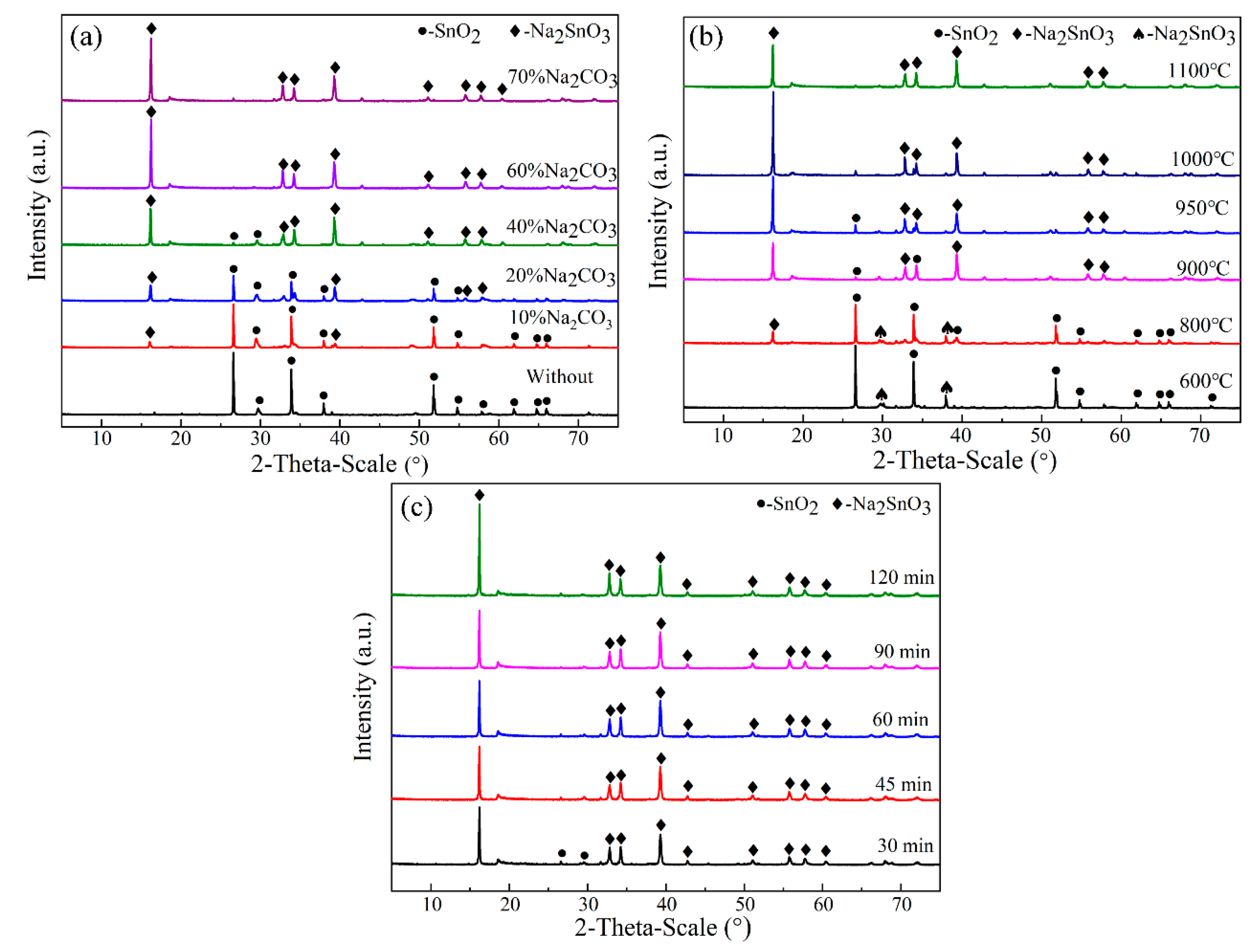
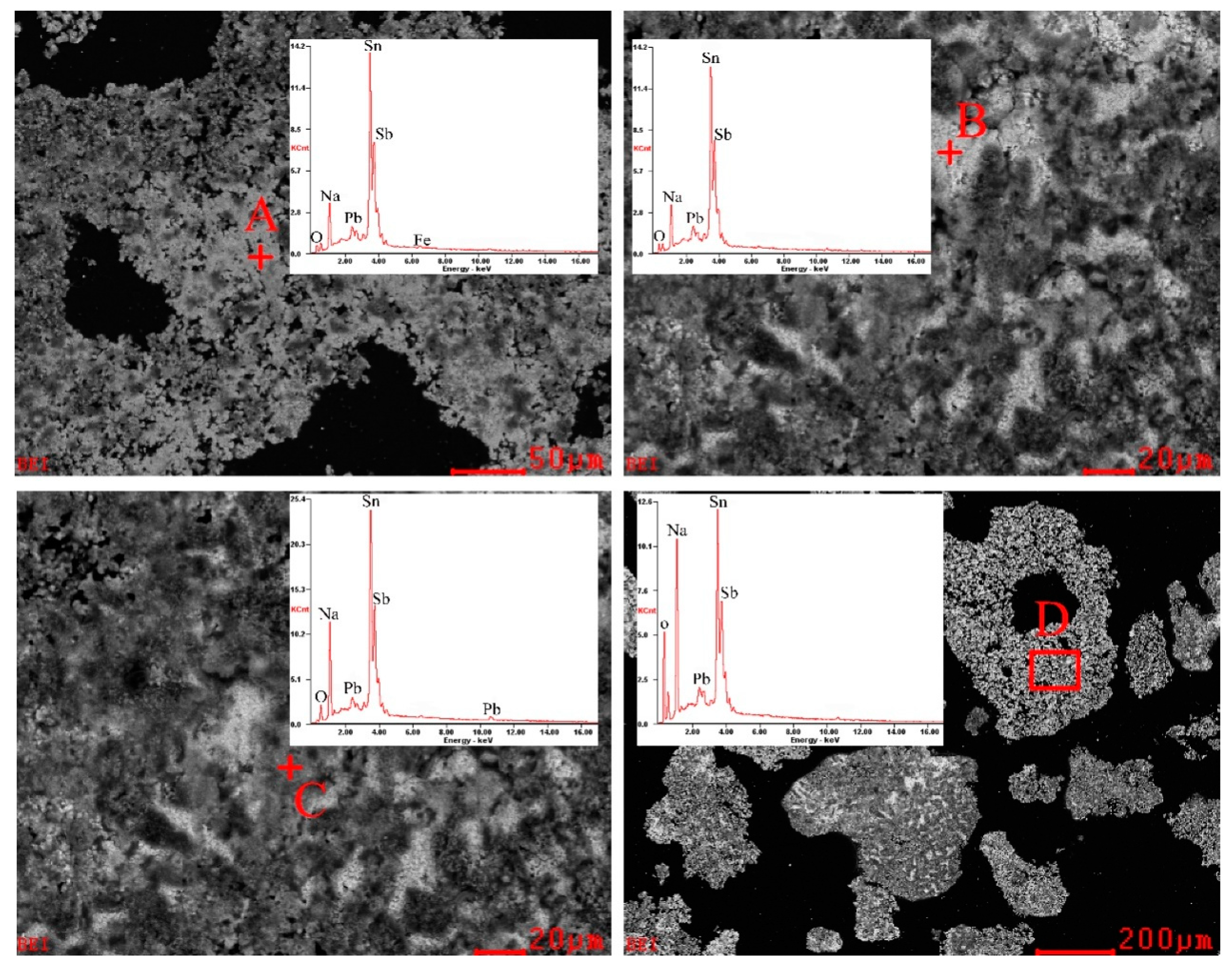
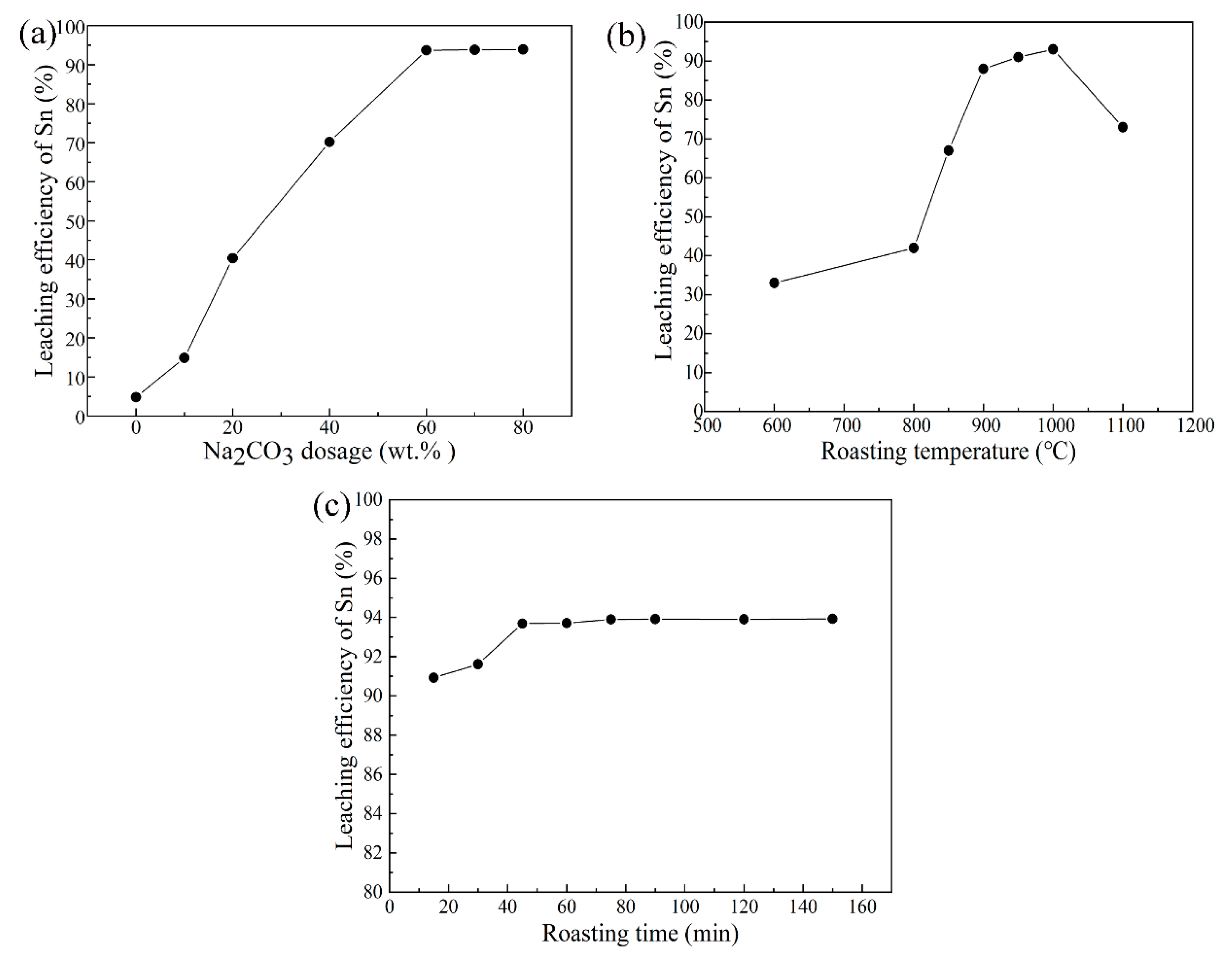
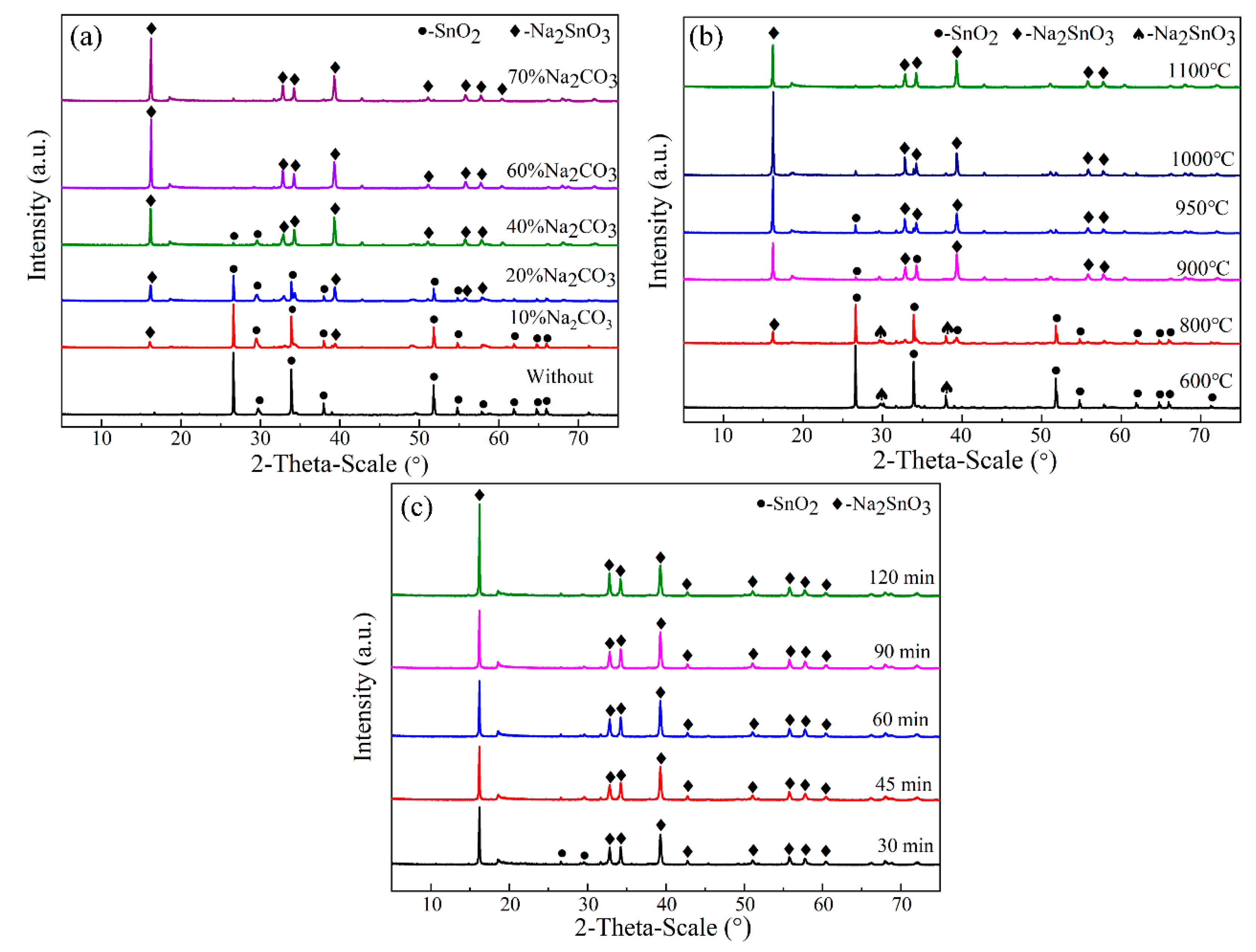
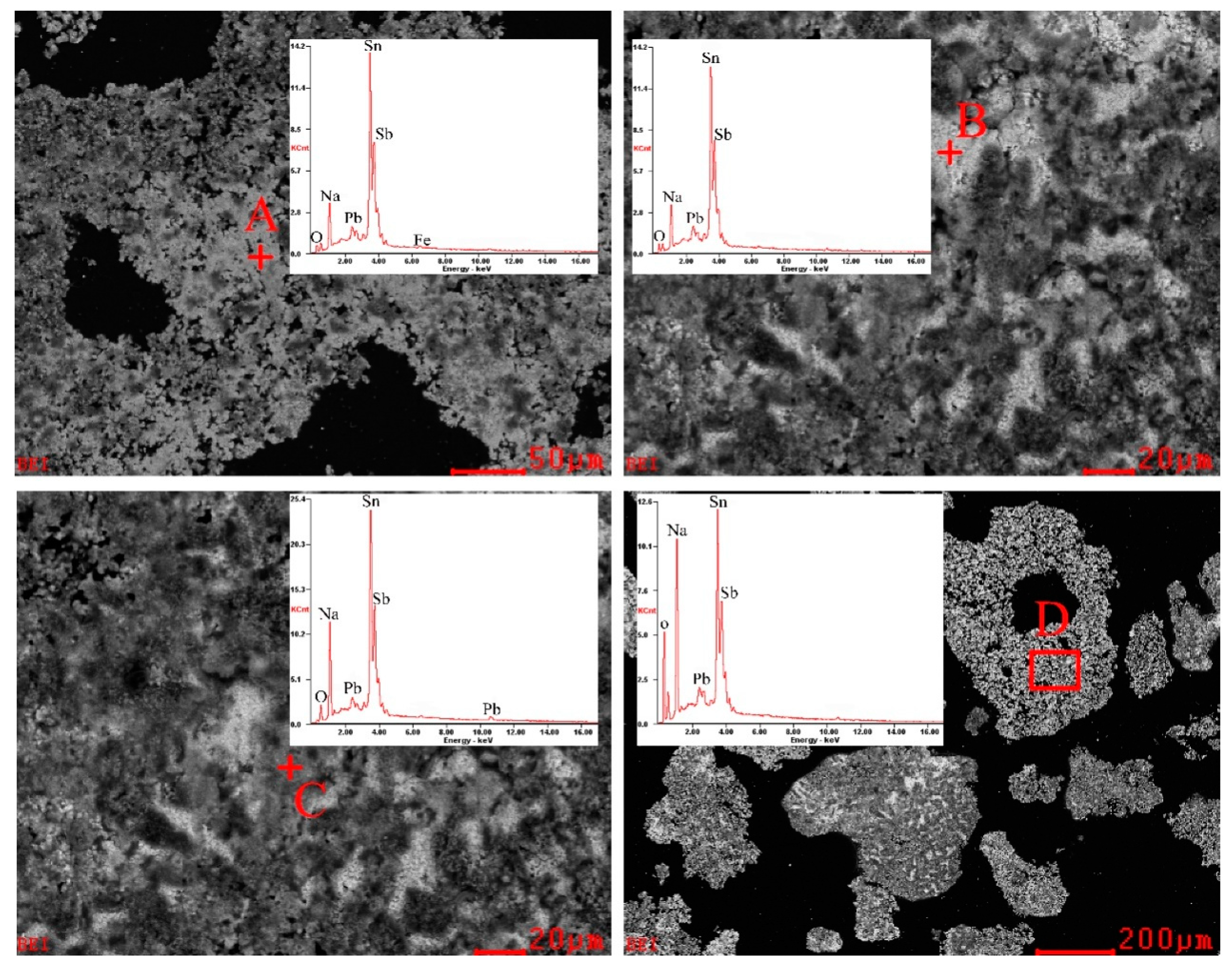
3.1. Sodium Roasting of Lead Refining Dross
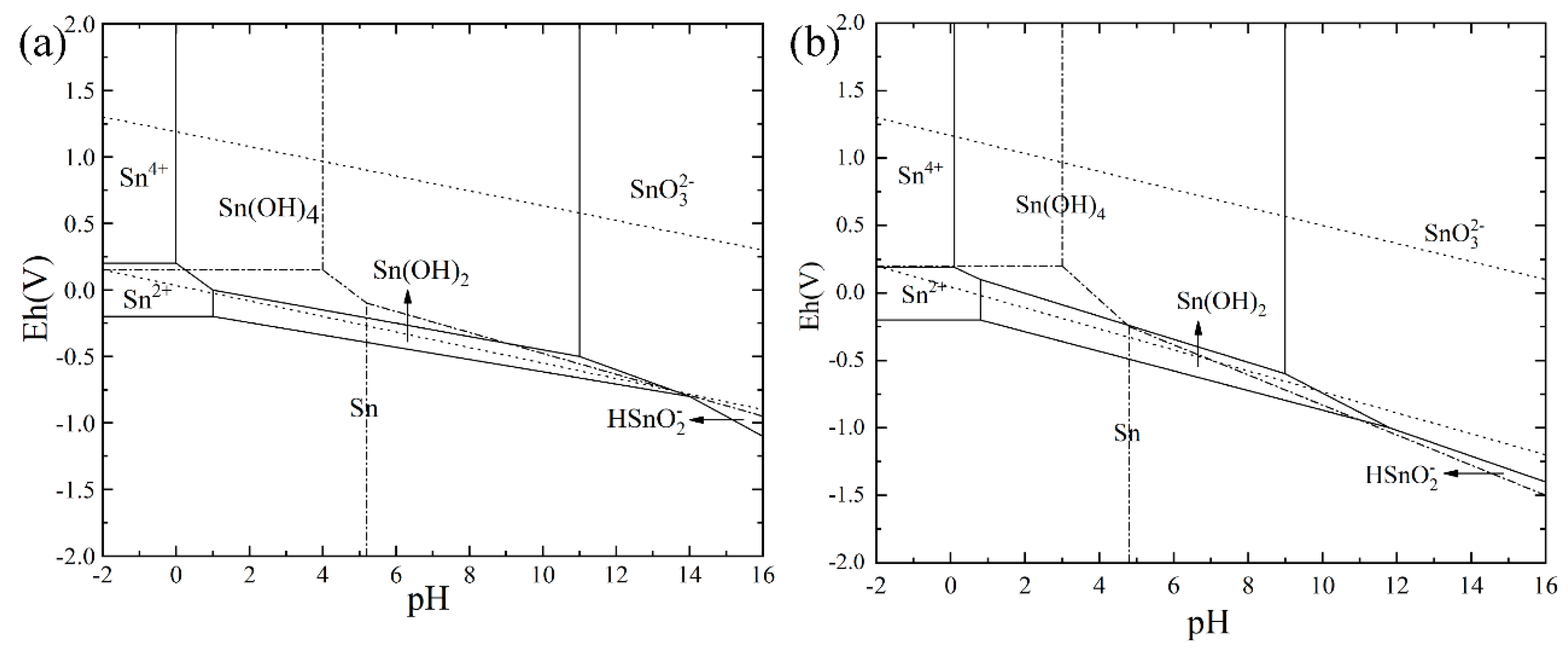
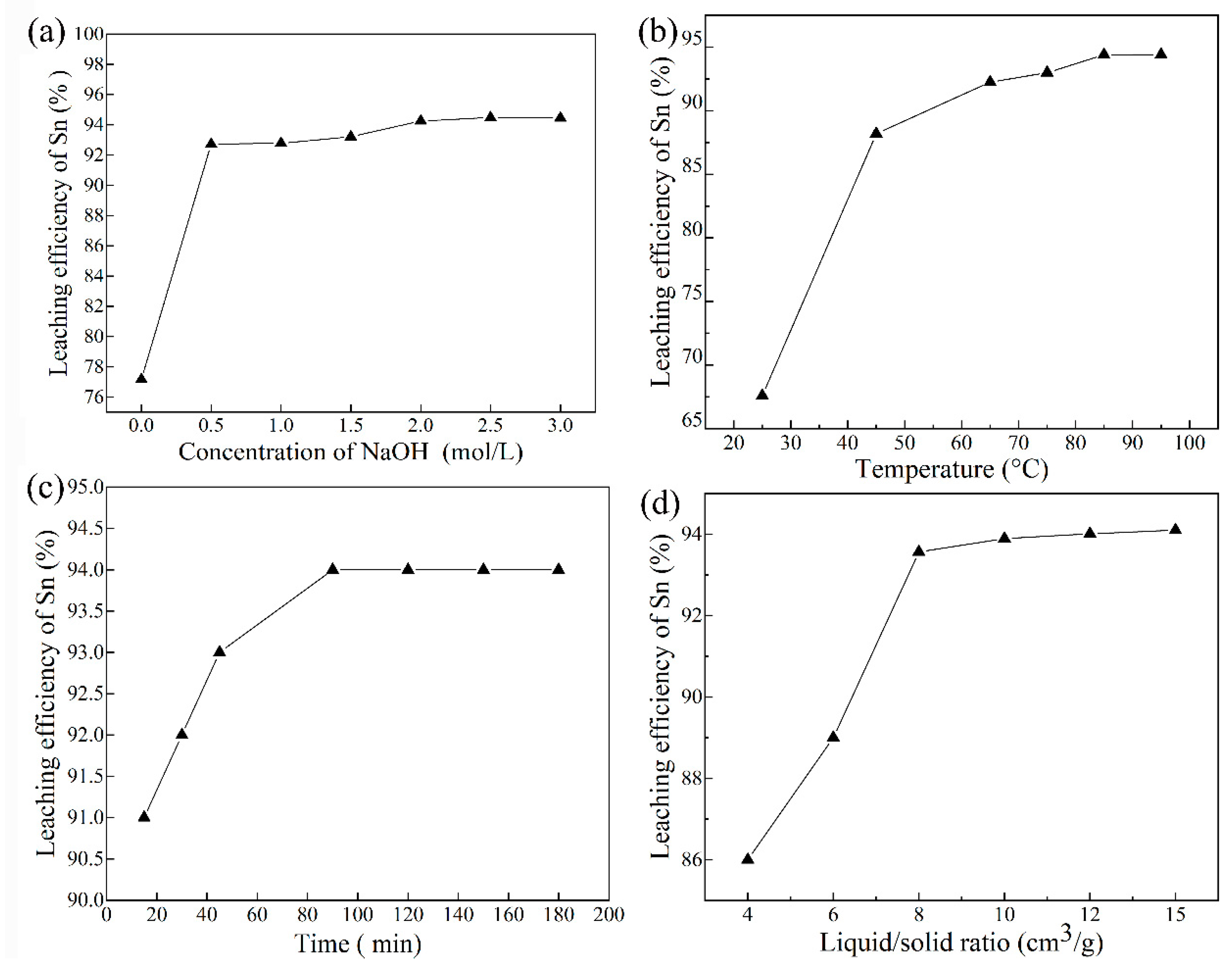
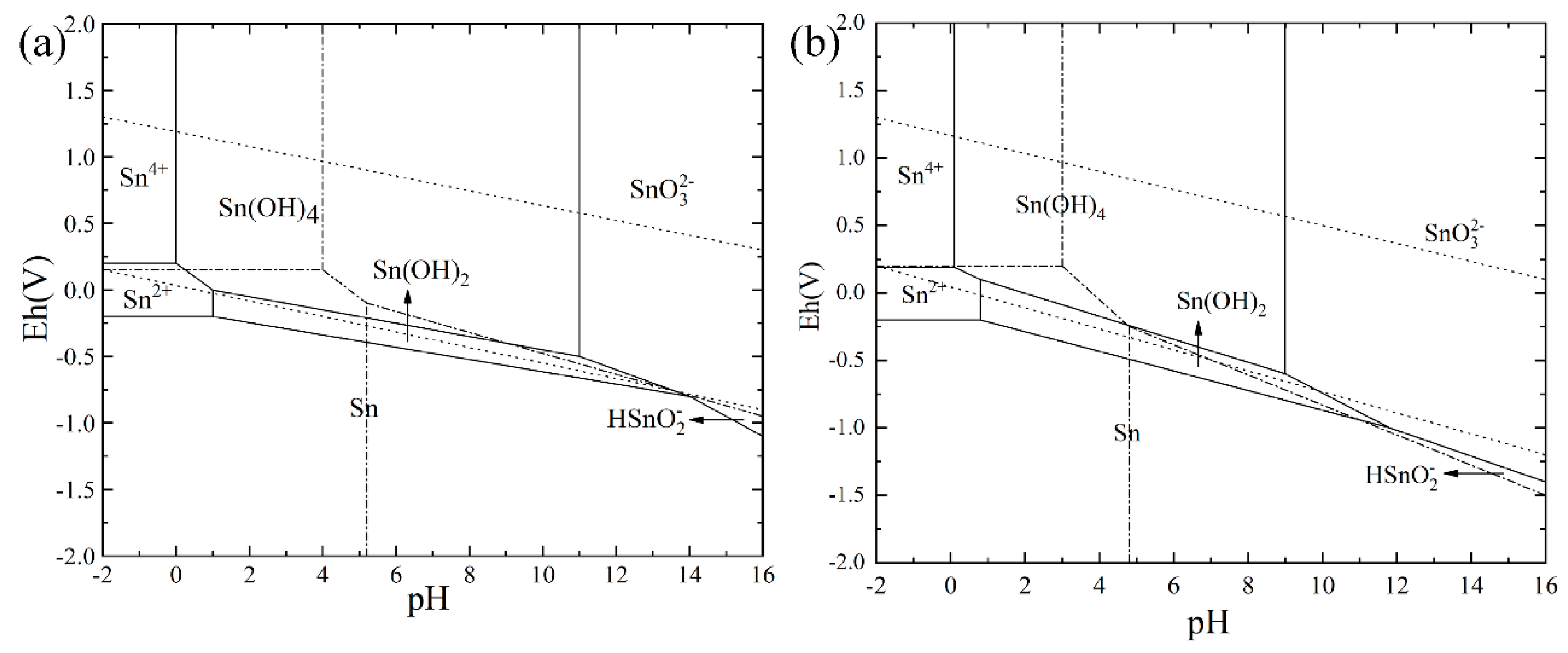
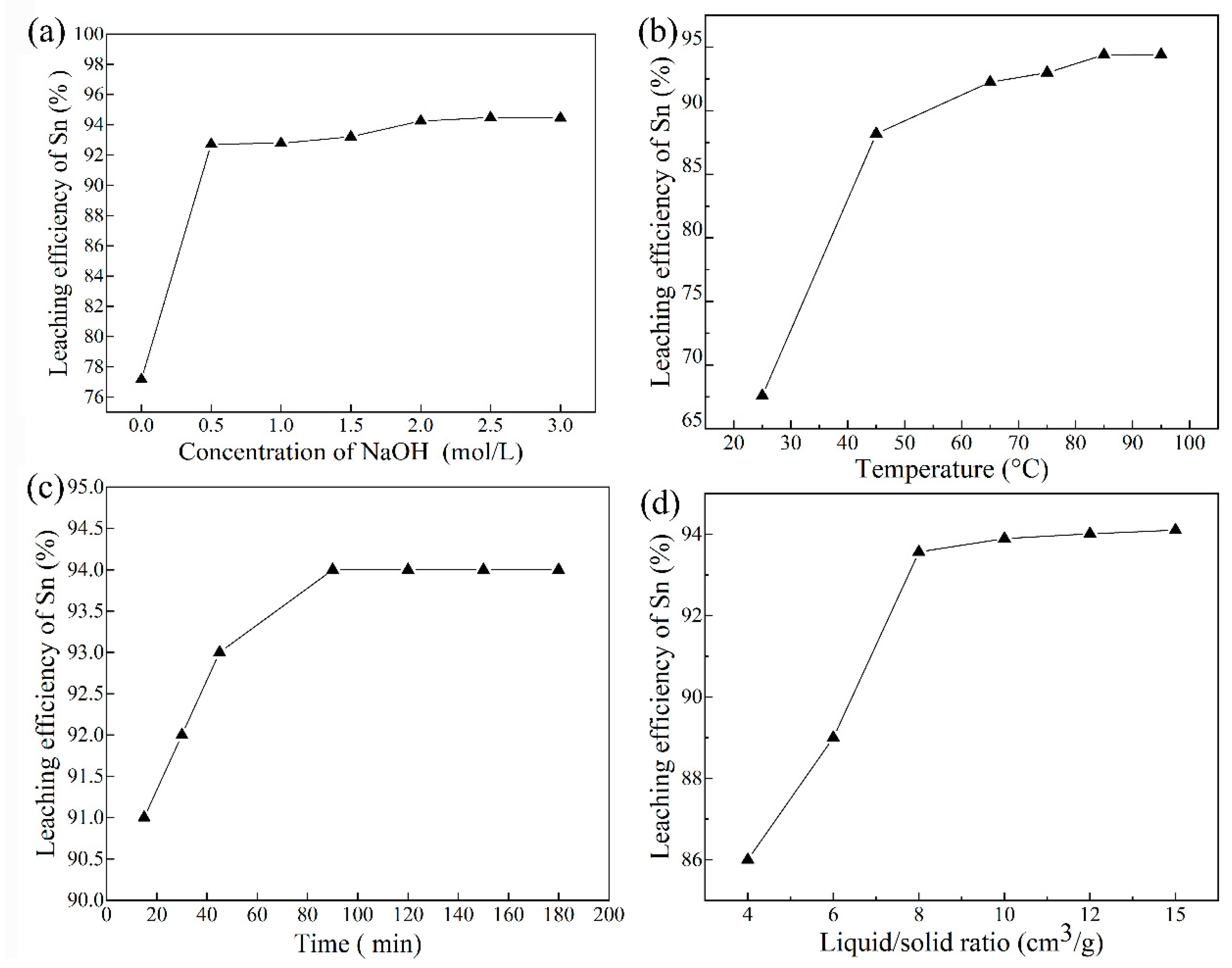
3.2. Alkaline Leaching of Tin
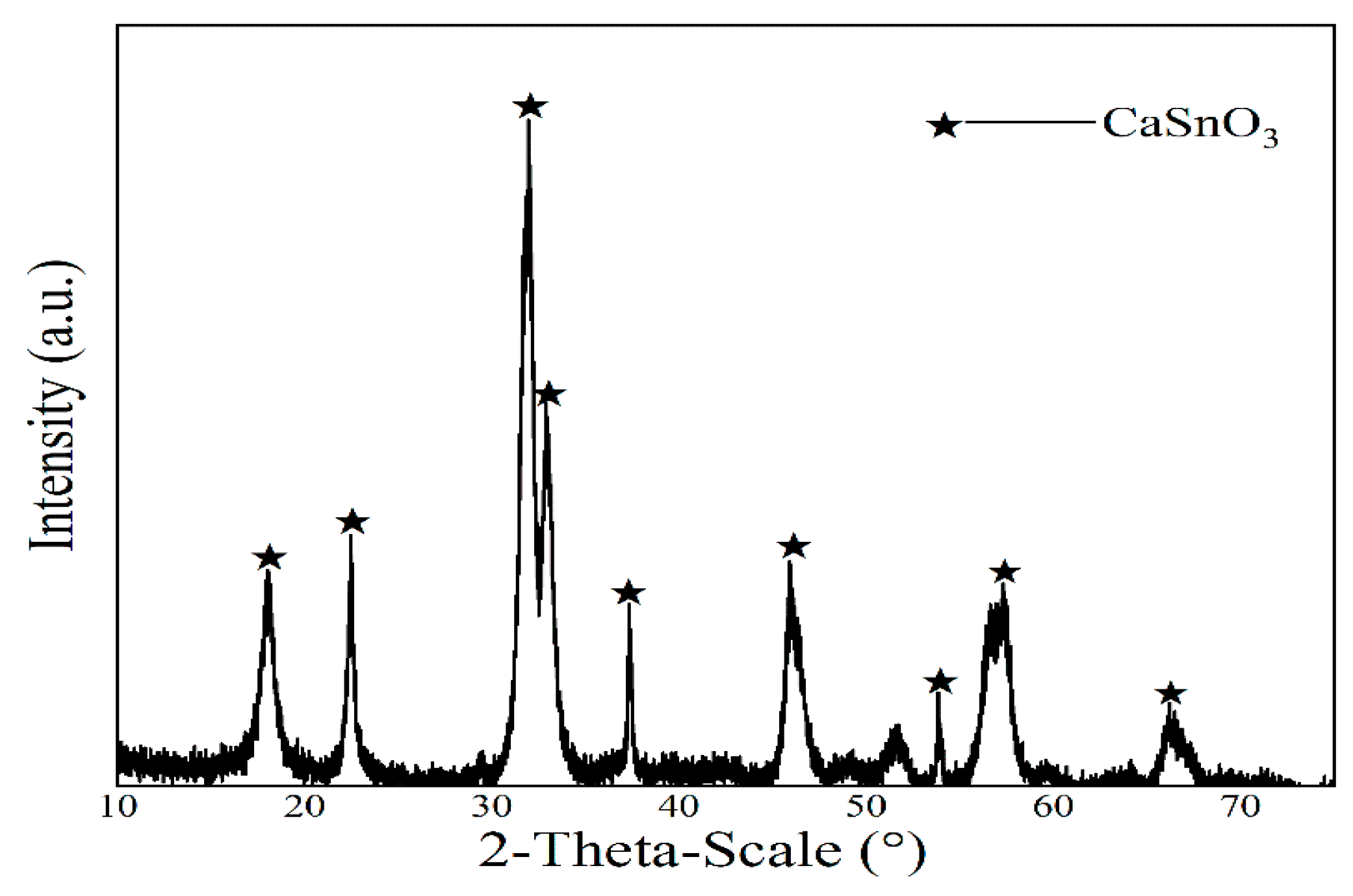
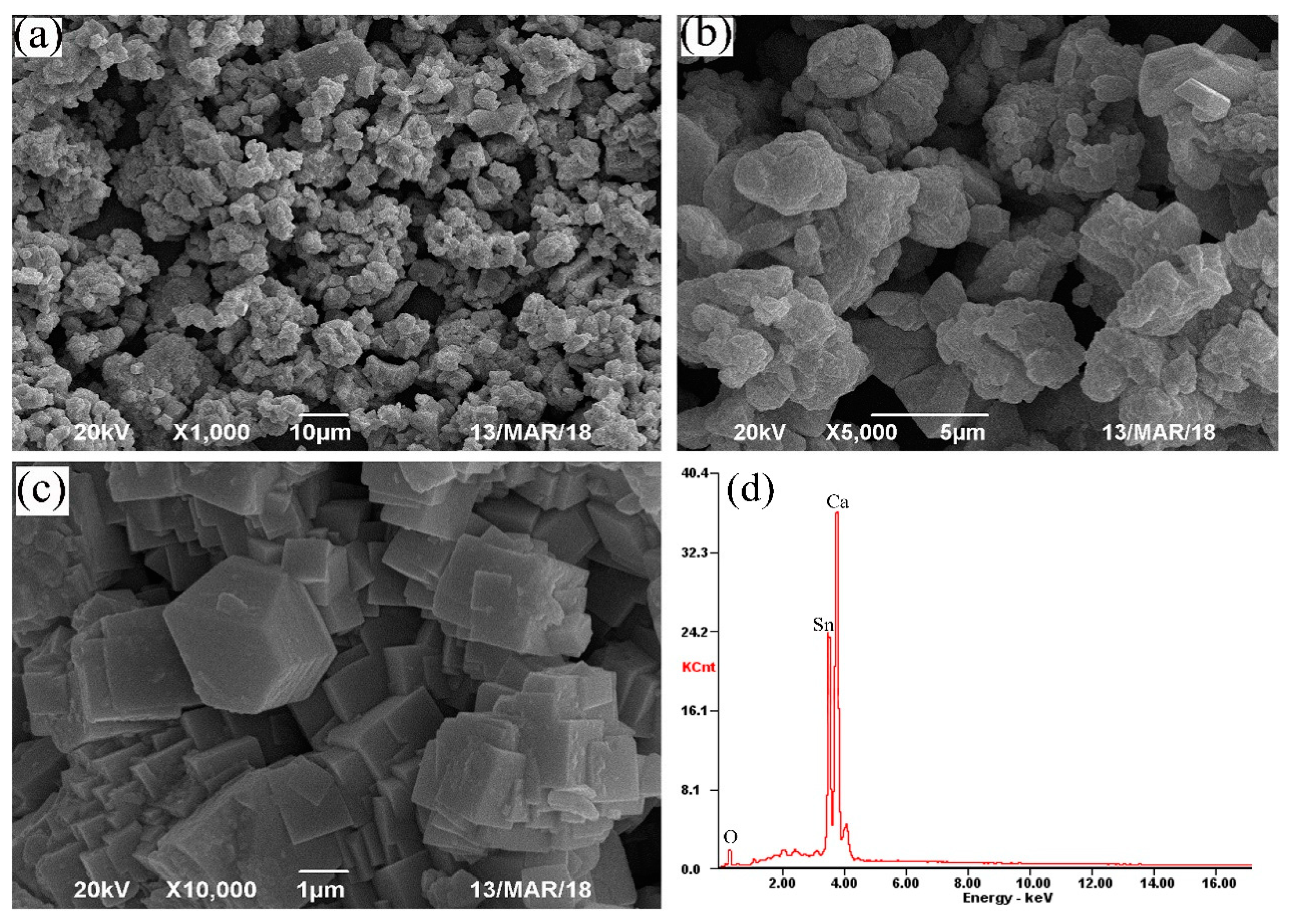
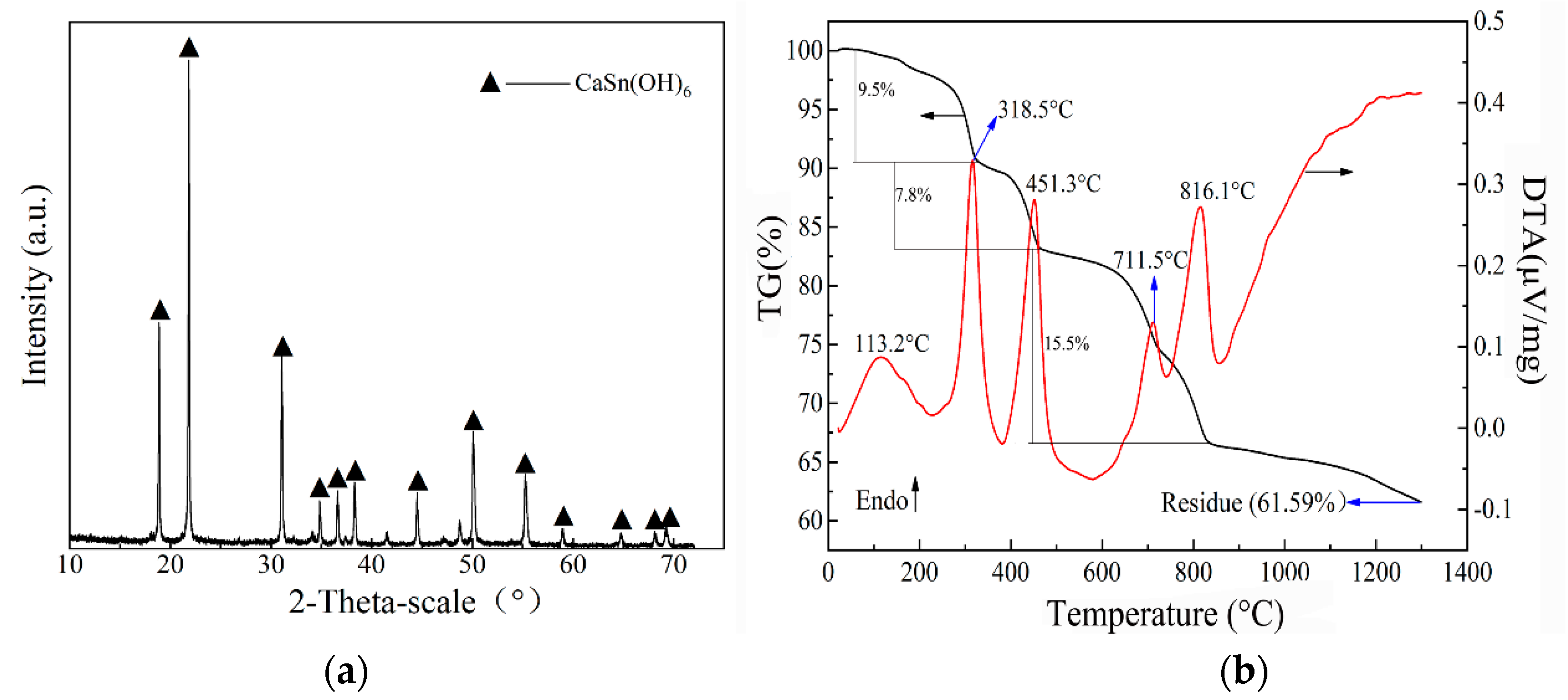
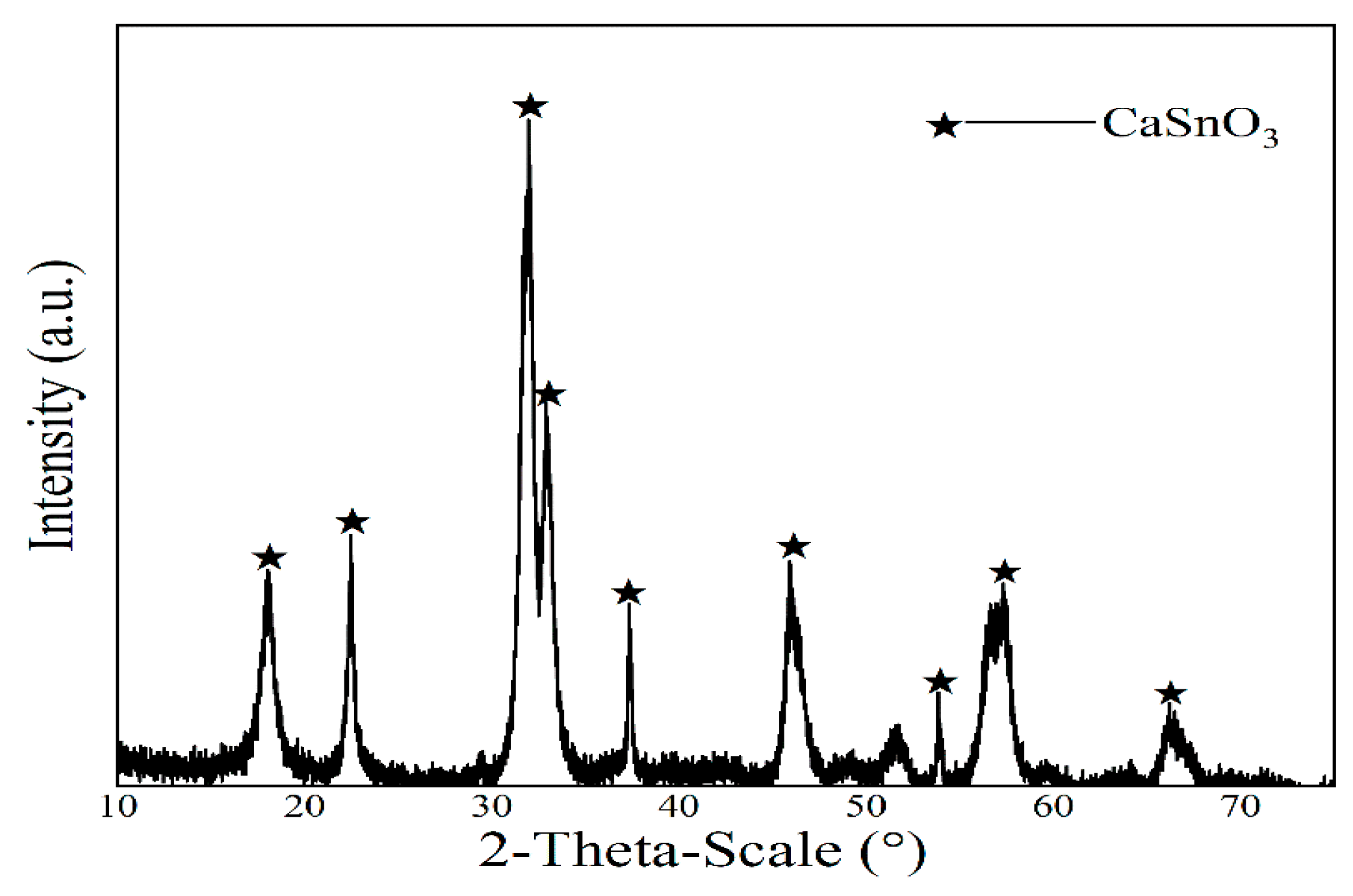
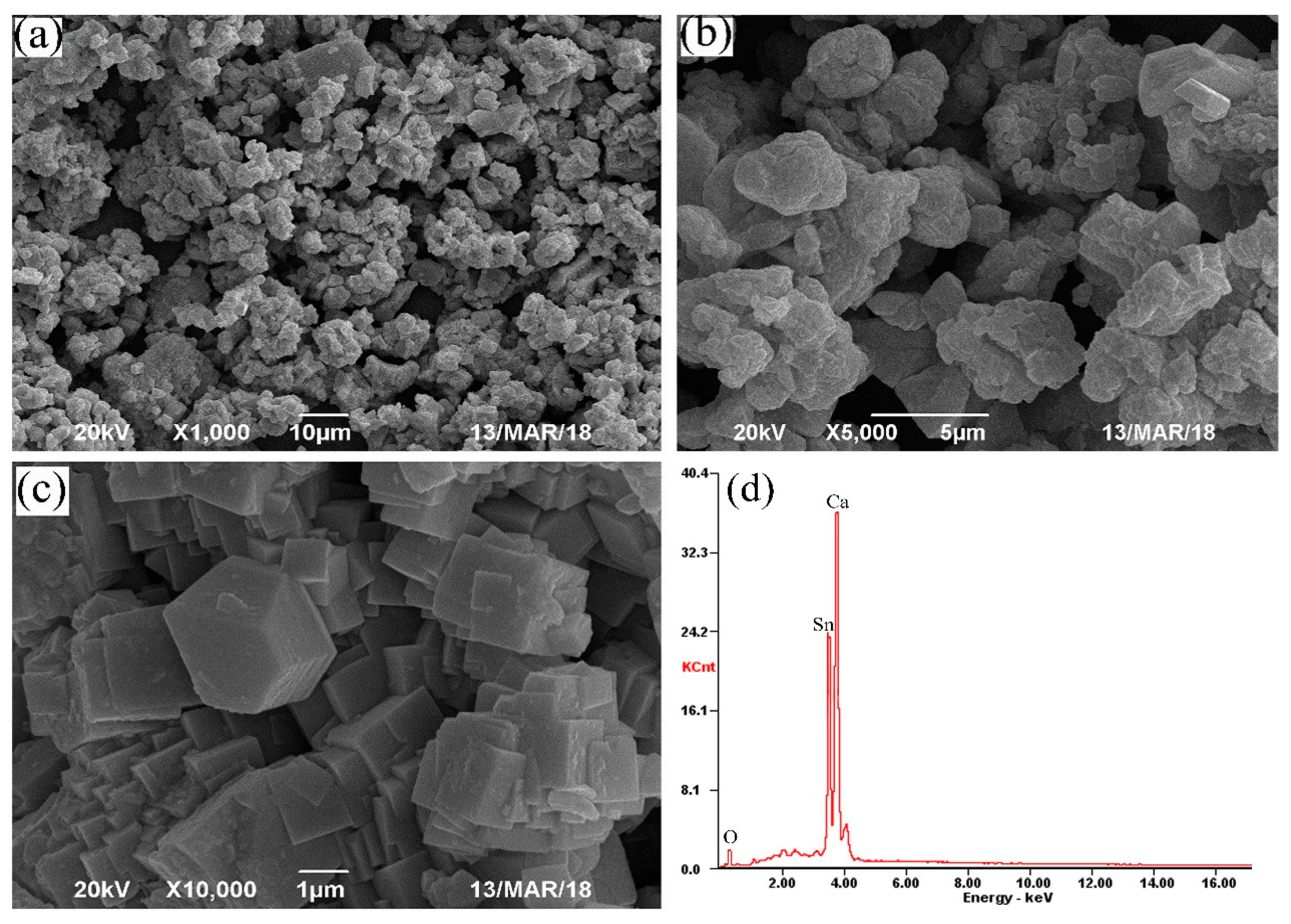
3.3. Precipitation and Characterization of Calcium Stannate
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kong, X.; Yang, B.; Xiong, H.; Liu, D.; Xu, B. Removal of impurities from crude lead with high impurities by vacuum distillation and its analysis. Vacuum 2014, 105, 17–20. [Google Scholar] [CrossRef]
- Hong, J.; Yu, Z.; Shi, W.; Hong, J.; Qi, C.; Ye, L. Life cycle environmental and economic assessment of lead refining in China. Int. J. Life Cycle Assess. 2016, 22, 909–918. [Google Scholar] [CrossRef]
- Hayre, C.M.; Blackman, S.; Carlton, K.; Eyden, A. Attitudes and perceptions of radiographers applying lead (Pb) protection in general radiography: An ethnographic study. Radiography 2018, 24, e13–e18. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Ge, S.; Wang, J.; Du, H.; Song, K.; Fei, Z.; Shao, Q.; Guo, Z. Water-based rust converter and its polymer composites for surface anticorrosion. Colloids Surf. A 2018, 537, 334–342. [Google Scholar] [CrossRef]
- Tan, J.; Cao, Z.-F.; Wang, S.; Zhong, H. Selective recovery of lead from galena-sphalerite by electro-oxidation. Hydrometallurgy 2019, 185, 218–225. [Google Scholar] [CrossRef]
- Bai, L.; Qiao, Q.; Li, Y.; Wan, S.; Xie, M.; Chai, F. Statistical entropy analysis of substance flows in a lead smelting process. Resour. Conserv. Rec. 2015, 94, 118–128. [Google Scholar] [CrossRef]
- Bai, L.; Qiao, Q.; Li, Y.; Xie, M.; Wan, S.; Zhong, Q. Substance flow analysis of production process: A case study of a lead smelting process. J. Clean. Prod. 2015, 104, 502–512. [Google Scholar] [CrossRef]
- Lee, H.Y. Preparation of basic lead carbonate from lead dust by hydrometallurgical processes. Hydrometallurgy 2009, 96, 103–107. [Google Scholar] [CrossRef]
- Onisei, S.; Pontikes, Y.; Van Gerven, T.; Angelopoulos, G.N.; Velea, T.; Predica, V.; Moldovan, P. Synthesis of inorganic polymers using fly ash and primary lead slag. J. Hazard. Mater. 2012, 205–206, 101–110. [Google Scholar] [CrossRef]
- Ellis, T.W.; Mirza, A.H. The refining of secondary lead for use in advanced lead-acid batteries. J. Power Sources 2010, 195, 4525–4529. [Google Scholar] [CrossRef]
- Fu, Z.; Kong, J.H.; Gajjala, S.R.; Koc, R. Sintering, mechanical, and oxidation properties of TiC-Ni-Mo cermets obtained from ultra-fine TiC powders. J. Alloys Compd. 2018, 751, 316–323. [Google Scholar] [CrossRef]
- Zhang, Y.; Deng, J.; Jiang, W.; Mei, Q.; Liu, D. Application of vacuum distillation in refining crude lead. Vacuum 2018, 148, 140–148. [Google Scholar] [CrossRef]
- Binz, F.; Friedrich, B. Recovery of Antimony Trioxide Flame Retardants from Lead Refining Residues by Slag Conditioning and Fuming. Chem. Ing. Tech. 2015, 87, 1569–1579. [Google Scholar] [CrossRef]
- Lewis, A.E.; Beautement, C. Prioritising objectives for waste reprocessing: A case study in secondary lead refining. Waste Manag. 2002, 22, 677–685. [Google Scholar] [CrossRef]
- Ojebuoboh, F.; Wang, S.; Maccagni, M. Refining primary lead by granulation-leaching-electrowinning. JOM 2003, 55, 19–23. [Google Scholar] [CrossRef]
- Bin, Z.; Chen, J.; Shafi, M.; Guo, J.; Wang, Y.; Wu, J.; Ye, Z.; He, L.; Liu, D. Effect of lead (Pb) on antioxidation system and accumulation ability of Moso bamboo (Phyllostachys pubescens). Ecotoxicol. Environ. Saf. 2017, 138, 71–77. [Google Scholar] [CrossRef]
- Cai, L.-M.; Xu, Z.-C.; Qi, J.-Y.; Feng, Z.-Z.; Xiang, T.-S. Assessment of exposure to heavy metals and health risks among residents near Tonglushan mine in Hubei, China. Chemosphere 2015, 127, 127–135. [Google Scholar] [CrossRef]
- De Andrade Lima, L.R.P.; Bernardez, L.A. Characterization of the lead smelter slag in Santo Amaro, Bahia, Brazil. J. Hazard. Mater. 2011, 189, 692–699. [Google Scholar] [CrossRef]
- Girault, F.; Perrier, F.; Poitou, C.; Isambert, A.; Théveniaut, H.; Laperche, V.; Clozel-Leloup, B.; Douay, F. Effective radium concentration in topsoils contaminated by lead and zinc smelters. Sci. Total Environ. 2016, 566–567, 865–876. [Google Scholar] [CrossRef]
- Gump, B.B.; Dykas, M.J.; MacKenzie, J.A.; Dumas, A.K.; Hruska, B.; Ewart, C.K.; Parsons, P.J.; Palmer, C.D.; Bendinskas, K. Background lead and mercury exposures: Psychological and behavioral problems in children. Environ. Res. 2017, 158, 576–582. [Google Scholar] [CrossRef]
- Thomas, V.G.; McGill, I.R. Dissolution of copper, tin, and iron from sintered tungsten–bronze spheres in a simulated avian gizzard, and an assessment of their potential toxicity to birds. Sci. Total Environ. 2008, 394, 283–289. [Google Scholar] [CrossRef]
- Yan, W.; Mahmood, Q.; Peng, D.; Fu, W.; Chen, T.; Wang, Y.; Li, S.; Chen, J.; Liu, D. The spatial distribution pattern of heavy metals and risk assessment of moso bamboo forest soil around lead–zinc mine in Southeastern China. Soil Til. Res. 2015, 153, 120–130. [Google Scholar] [CrossRef]
- Su, Z.; Zhang, Y.; Liu, B.; Lu, M.; Li, G.; Jiang, T. Extraction and Separation of Tin from Tin-Bearing Secondary Resources: A Review. JOM 2017, 69, 2364–2372. [Google Scholar] [CrossRef]
- International Tin Association. Available online: https://www.internationaltin.org/reports/2016-report-on-global-tin-resources reserves/ (accessed on 26 August 2018).
- Kekesi, T.; Torok, T.I.; Kabelik, G. Extraction of tin from scrap by chemical and electrochemical methods in alkaline media. Hydrometallurgy 2000, 55, 213–222. [Google Scholar] [CrossRef]
- Kim, S.-K.; Lee, J.-C.; Yoo, K. Leaching of tin from waste Pb-free solder in hydrochloric acid solution with stannic chloride. Hydrometallurgy 2016, 165, 143–147. [Google Scholar] [CrossRef]
- Yoo, K.; Lee, J.-C.; Lee, K.-S.; Kim, S.-K.; Pandey, B.D. Recovery of Sn, Ag and Cu from Waste Pb-Free Solder Using Nitric Acid Leaching. Mater. Trans. 2012, 53, 2175–2180. [Google Scholar] [CrossRef]
- Yang, B.; Kong, L.-X.; Xu, B.-Q.; Liu, D.-C.; Dai, Y.-N. Recycling of metals from waste Sn-based alloys by vacuum separation. Trans. Nonferr. Metal. Soc. 2015, 25, 1315–1324. [Google Scholar] [CrossRef]
- Han, J.; Liang, C.; Liu, W.; Qin, W.; Jiao, F.; Li, W. Pretreatment of tin anode slime using alkaline pressure oxidative leaching. Sep. Purif. Technol. 2017, 174, 389–395. [Google Scholar] [CrossRef]
- Kim, E.; Horckmans, L.; Spooren, J.; Vrancken, K.C.; Quaghebeur, M.; Broos, K. Selective leaching of Pb, Cu, Ni and Zn from secondary lead smelting residues. Hydrometallurgy 2017, 169, 372–381. [Google Scholar] [CrossRef]
- Guo, X.; Liu, J.; Qin, H.; Liu, Y.; Tian, Q.; Li, D. Recovery of metal values from waste printed circuit boards using an alkali fusion-leaching-separation process. Hydrometallurgy 2015, 156, 199–205. [Google Scholar] [CrossRef]
- Li, D.; Guo, X.; Xu, Z.; Tian, Q.; Feng, Q. Leaching behavior of metals from copper anode slime using an alkali fusion-leaching process. Hydrometallurgy 2015, 157, 9–12. [Google Scholar] [CrossRef]
- Zhang, R.-L.; Qiu, K.-Q. Research on extracting tin and preparation of sodium stannate from slag containing tin. Min. Metall. 2008, 1, 34–37. (In Chinese) [Google Scholar]
- Han, J.; Liu, W.; Wang, D.; Jiao, F.; Zhang, T.; Qin, W. Selective Sulfidation of Lead Smelter Slag with Pyrite and Flotation Behavior of Synthetic ZnS. Metall. Mater. Trans. B 2016, 47, 2400–2410. [Google Scholar] [CrossRef]
- Liu, W.; Xu, J.; Han, J.; Jiao, F.; Qin, W.; Li, Z. Kinetic and Mechanism Studies on Pyrolysis of Printed Circuit Boards in the Absence and Presence of Copper. ACS Sustain. Chem. Eng. 2019, 7, 1879–1889. [Google Scholar] [CrossRef]
- Liu, W.; Zhong, X.; Han, J.; Qin, W.; Liu, T.; Zhao, C.; Chang, Z. Kinetic Study and Pyrolysis Behaviors of Spent LiFePO4 Batteries. ACS Sustain. Chem. Eng. 2019, 7, 1289–1299. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, Y.; Su, Z.; Li, G.; Jiang, T. Function mechanism of CO-CO2 atmosphere on the formation of Na2SnO3 from SnO2 and Na2CO3 during the roasting process. Powder Technol. 2016, 301, 102–109. [Google Scholar] [CrossRef]
- Zhang, Y.; Su, Z.; Liu, B.; You, Z.; Yang, G.; Li, G.; Jiang, T. Sodium stannate preparation from stannic oxide by a novel soda roasting-leaching process. Hydrometallurgy 2014, 146, 82–88. [Google Scholar] [CrossRef]
- Liu, W.; Li, W.; Han, J.; Wu, D.; Li, Z.; Gu, K.; Qin, W. Preparation of calcium stannate from lead refining slag by alkaline leaching-purification-causticization process. Sep. Purif. Technol. 2019, 212, 119–125. [Google Scholar] [CrossRef]
- Buckle, R.; Roy, S. The recovery of copper and tin from waste tin stripping solution: Part I. Thermodynamic analysis. Sep. Purif. Technol. 2008, 62, 86–96. [Google Scholar] [CrossRef]
- Yang, C.; Li, J.; Tan, Q.; Liu, L.; Dong, Q. Green Process of Metal Recycling: Coprocessing Waste Printed Circuit Boards and Spent Tin Stripping Solution. ACS Sustain. Chem. Eng. 2017, 5, 3524–3534. [Google Scholar] [CrossRef]
- Choi, Y.-I.; Salman, S.; Kuroda, K.; Okido, M. Synergistic corrosion protection for AZ31 Mg alloy by anodizing and stannate post-sealing treatments. Electrochim. Acta 2013, 97, 313–319. [Google Scholar] [CrossRef]
- Han, J.; Liu, W.; Qin, W.; Yang, K.; Wang, D.; Luo, H. Innovative methodology for comprehensive utilization of high iron bearing zinc calcine. Sep. Purif. Technol. 2015, 154, 263–270. [Google Scholar] [CrossRef]
- Pfaff, G. Chemical synthesis of calcium stannates from peroxo precursors. Mater. Sci. Eng. B 1995, 33, 156–161. [Google Scholar] [CrossRef]
- He, Z.-Q.; Li, X.-H.; Liu, E.-H.; Hou, Z.-H.; Deng, L.F.; Hu, C.-Y. Preparation of calcium stannate by modified wet chemical method. J. Cent. South Univ. Technol. 2003, 10, 195–197. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Sn | Sb | Pb | Fe | Cu | S | Si |
|---|---|---|---|---|---|---|---|
| Contents | 54.20 | 8.92 | 6.45 | 0.51 | 0.04 | 0.135 | 0.046 |
| Phase Composition | SnO2 | Sn | Silicate | SnCl2 | Total |
|---|---|---|---|---|---|
| Sn content (wt %) | 53.90 | 0.10 | 0.11 | 0.09 | 54.20 |
| Percentage (%) | 99.44 | 0.19 | 0.20 | 0.17 | 100.00 |
| Phase Composition | Sb2O3 | Antimonate | Sb | Sb2S3 | Total |
|---|---|---|---|---|---|
| Sb content (wt %) | 6.06 | 2.59 | 0.25 | 0.024 | 8.92 |
| Percentage (%) | 67.94 | 29.06 | 2.80 | 0.20 | 100 |
| Phase Composition | Pb | PbO | PbS | Silicate | Total |
|---|---|---|---|---|---|
| Pb content (wt %) | 1.44 | 2.09 | 2.48 | 0.44 | 6.45 |
| Percentage (%) | 22.33 | 32.40 | 38.45 | 6.82 | 100 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, D.; Han, J.; Liu, W.; Jiao, F.; Qin, W. Preparation of Calcium Stannate from Lead Refining Dross by Roast–Leach–Precipitation Process. Minerals 2019, 9, 283. https://doi.org/10.3390/min9050283
Wu D, Han J, Liu W, Jiao F, Qin W. Preparation of Calcium Stannate from Lead Refining Dross by Roast–Leach–Precipitation Process. Minerals. 2019; 9(5):283. https://doi.org/10.3390/min9050283
Chicago/Turabian StyleWu, Dixiu, Junwei Han, Wei Liu, Fen Jiao, and Wenqing Qin. 2019. "Preparation of Calcium Stannate from Lead Refining Dross by Roast–Leach–Precipitation Process" Minerals 9, no. 5: 283. https://doi.org/10.3390/min9050283
APA StyleWu, D., Han, J., Liu, W., Jiao, F., & Qin, W. (2019). Preparation of Calcium Stannate from Lead Refining Dross by Roast–Leach–Precipitation Process. Minerals, 9(5), 283. https://doi.org/10.3390/min9050283