Design and Evaluation of an Expert System in a Crushing Plant

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methodology
2.1. Specifications of the Crushing Plant
2.2. Instrumentation
2.3. Working Methodology
- selection of the expert and expert domain;
- relationship with the expert and extraction of knowledge of the same, where special psychological techniques such as protocol analysis or interview techniques are of special importance. The professionals surveyed are shown in Table A1;
- acquisition of knowledge by the engineer and selection of the appropriate representation technique;
- selection of the most suitable tool for development.
- construction of incremental prototypes.
- (a)
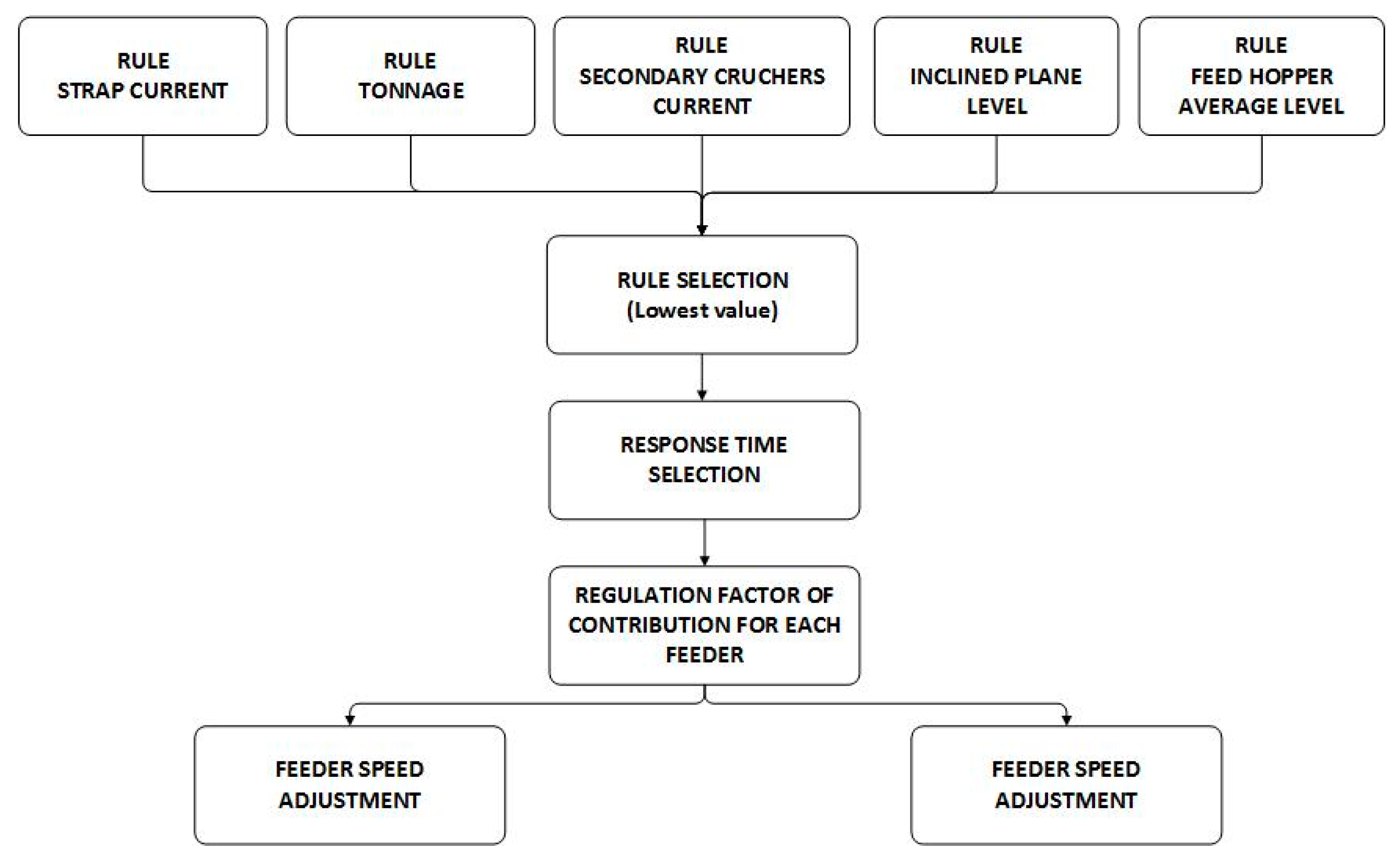
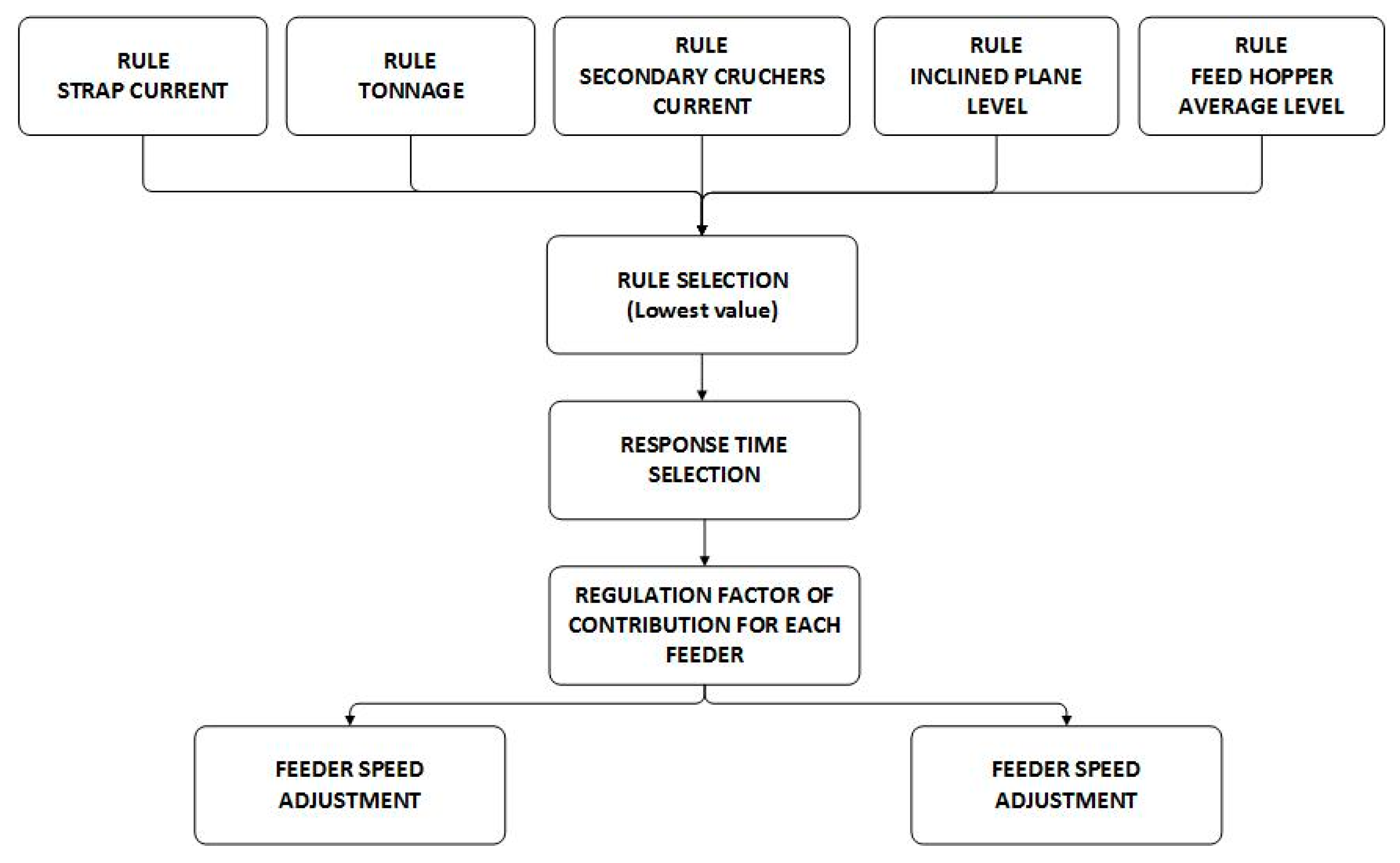
- percentage of current in belts;
- (b)
- tonnage straps;
- (c)
- percentage level of inclined plane;
- (d)
- current percentage of secondary crushers; and
- (e)
- percentage of tertiary tolvines level (average).
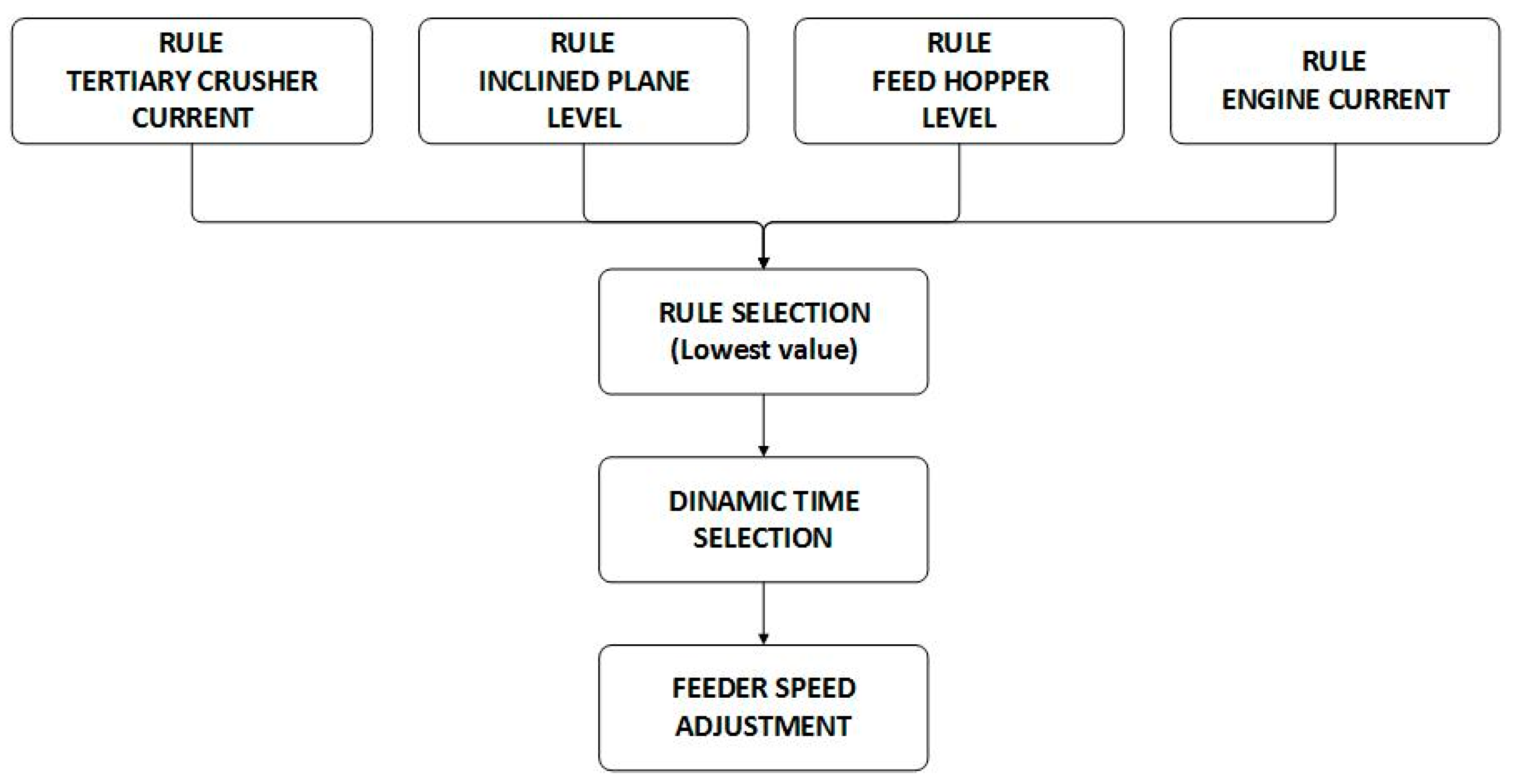
- (a)
- percentage level of inclined plane;
- (b)
- current percentage of tertiary crushers;
- (c)
- percentage level of tertiary feed hopper;
- (d)
- virtual tonnage; and
- (e)
- percentage level of fine silos (average).
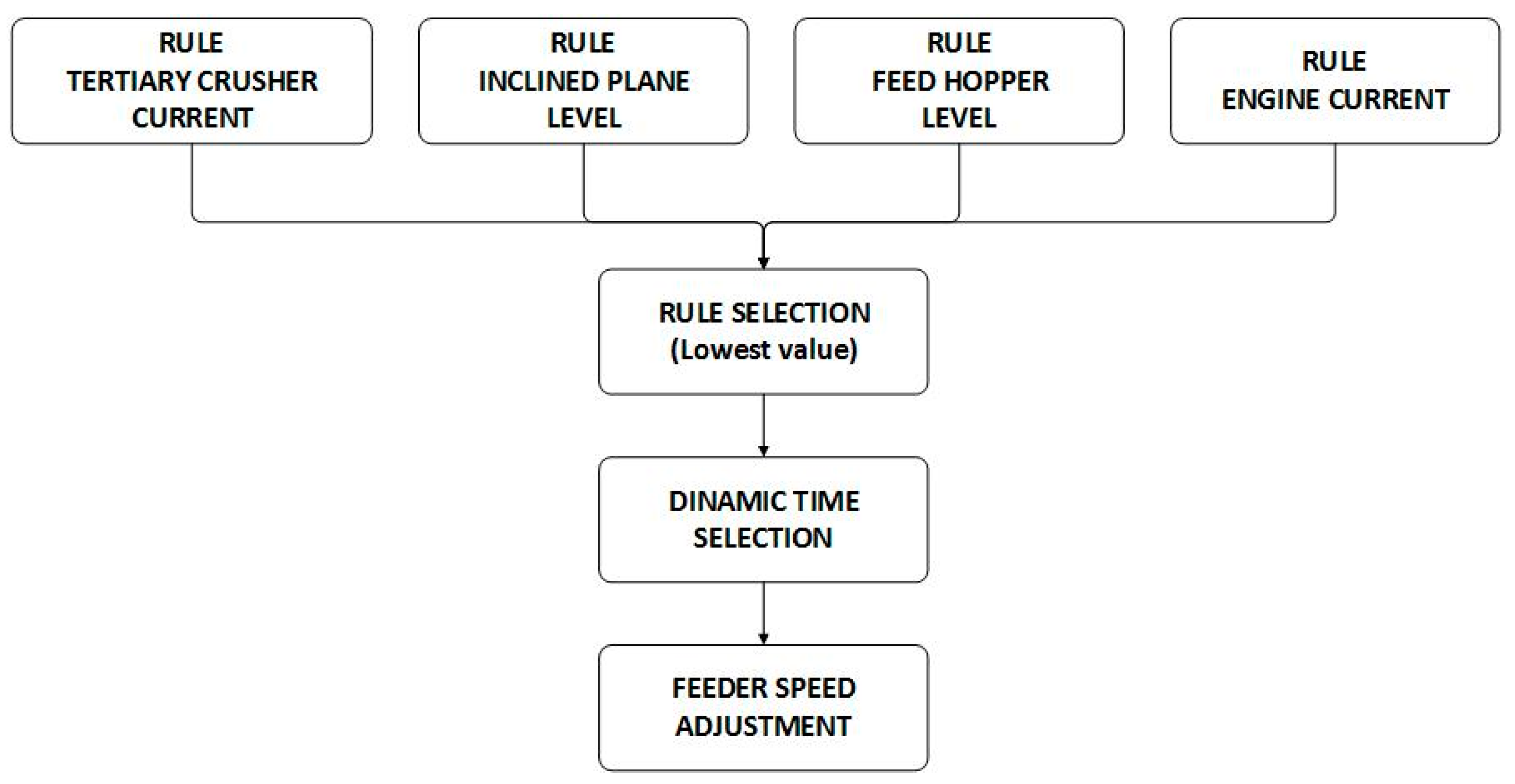
2.4. Design of the Expert System K-UCN
- It is implemented in Line 1, 2, and 3 of the secondary and tertiary crushing area.
- The fine-tuning of the rules is independent for each line as they do not present the same behavior due to their location and the segregation that occurs in the stockpile.
- Its main control element is the speed regulation of the secondary and tertiary feeders.
- Its operating criteria are based on best operational practices.
- If one of the tertiary feeders is stopped and the average tolvin exceeds 40% of the level for a time of 3 s, the speed of the secondary feeders must decrease by 40% of the set value.
- If both tertiary feeders are stopped and the tolvin average is higher than 45% of their level, the speed of the tertiary feeder or feeders should decrease by 40%.
- The line is operative with a single secondary feeder with the contribution greater than 95%. If it stops and the level of the feed hopper is less than 50%, the speed of the tertiary feeders decreases by 40% of the set value.
- The line is operative with the two secondary feeders. If only one of the feeders stops and the level of the feed hopper is less than 50%, the tertiary feeders speed decreases by 20% of the set value.
- The line is operative with the two secondary feeders. Both stop when the level of the feed hopper is less than 50%, and the tertiary feeders speed decreases by 40% of the set value.
2.5. Design of the Tests in the Crushing Plant
- Reconstruction of logic: This first stage corresponded to the analysis of existing logic, created for the Expert System 2013, with the aim of analyzing the operation of the system for that year. During this period, data was collected from the first half of 2016 to create the knowledge base.
- Parameter adjustments: During this stage, based on the knowledge base already created, the new operating strategy was designed for the K-UCN expert system, which recorded data without evaluation for the preliminary tests as it was treated of a net stage of operational adjustments.
- Feedback: During this period, the actual evaluation was carried out by taking a careful record of the conditions and operational variables. By means of feedback with the different shifts, fine adjustments were made to the parameters. For this stage, a minimum of three months of data was considered necessary so that the evaluation could be done under different operational conditions and type of mineral fed.
3. Results and Discussions
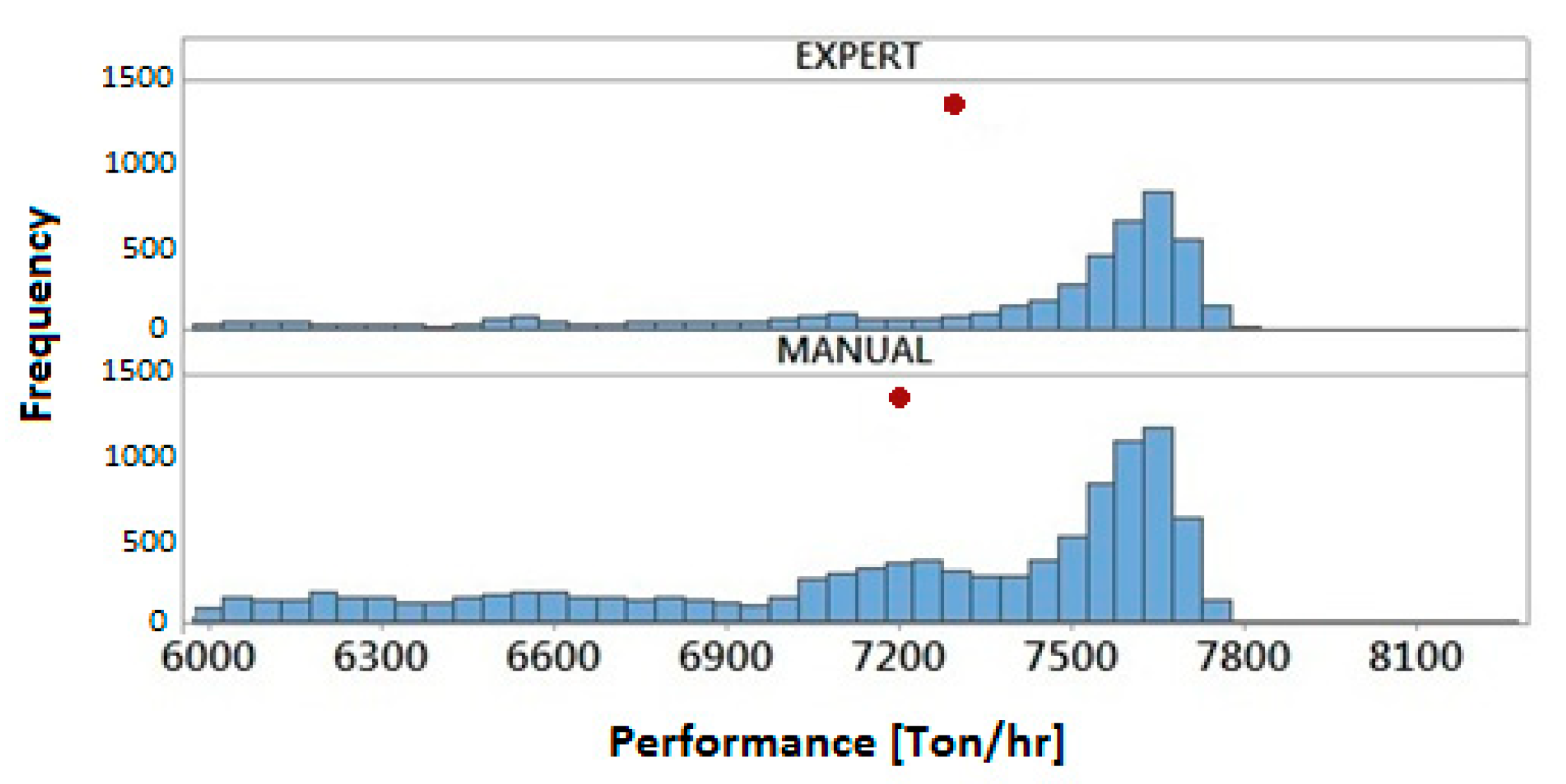
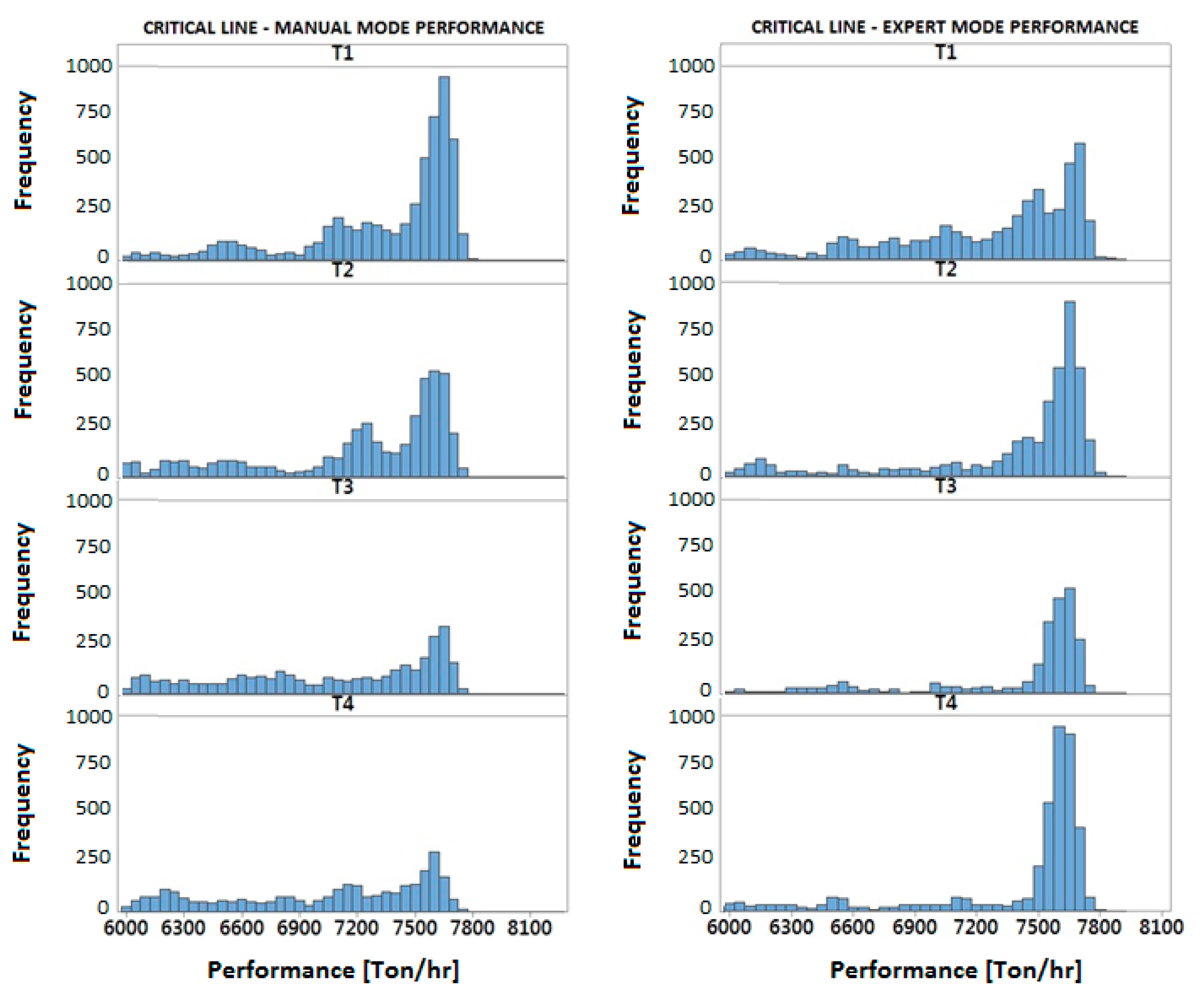
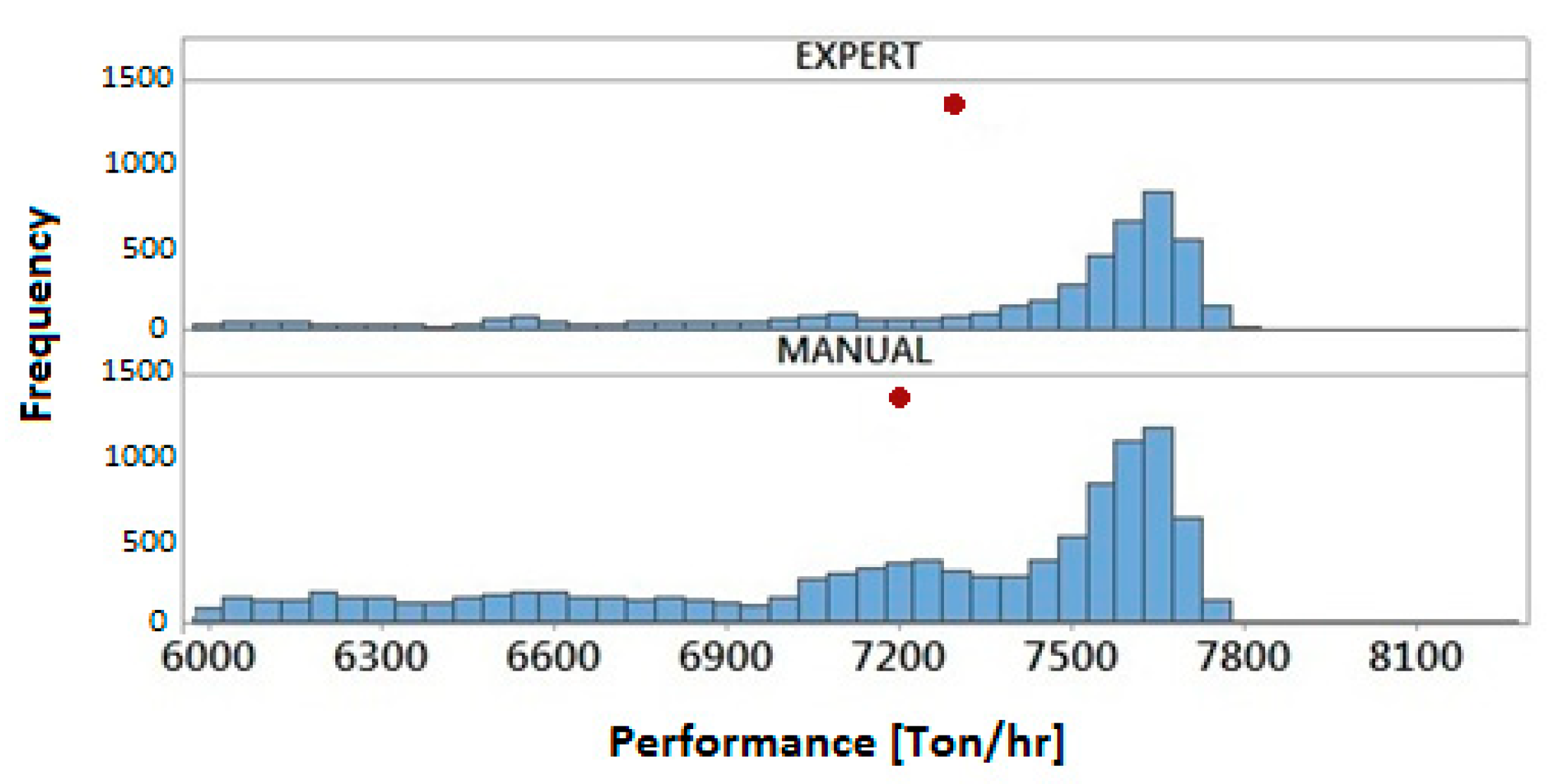
3.1. Critical Line Performance (KPI)
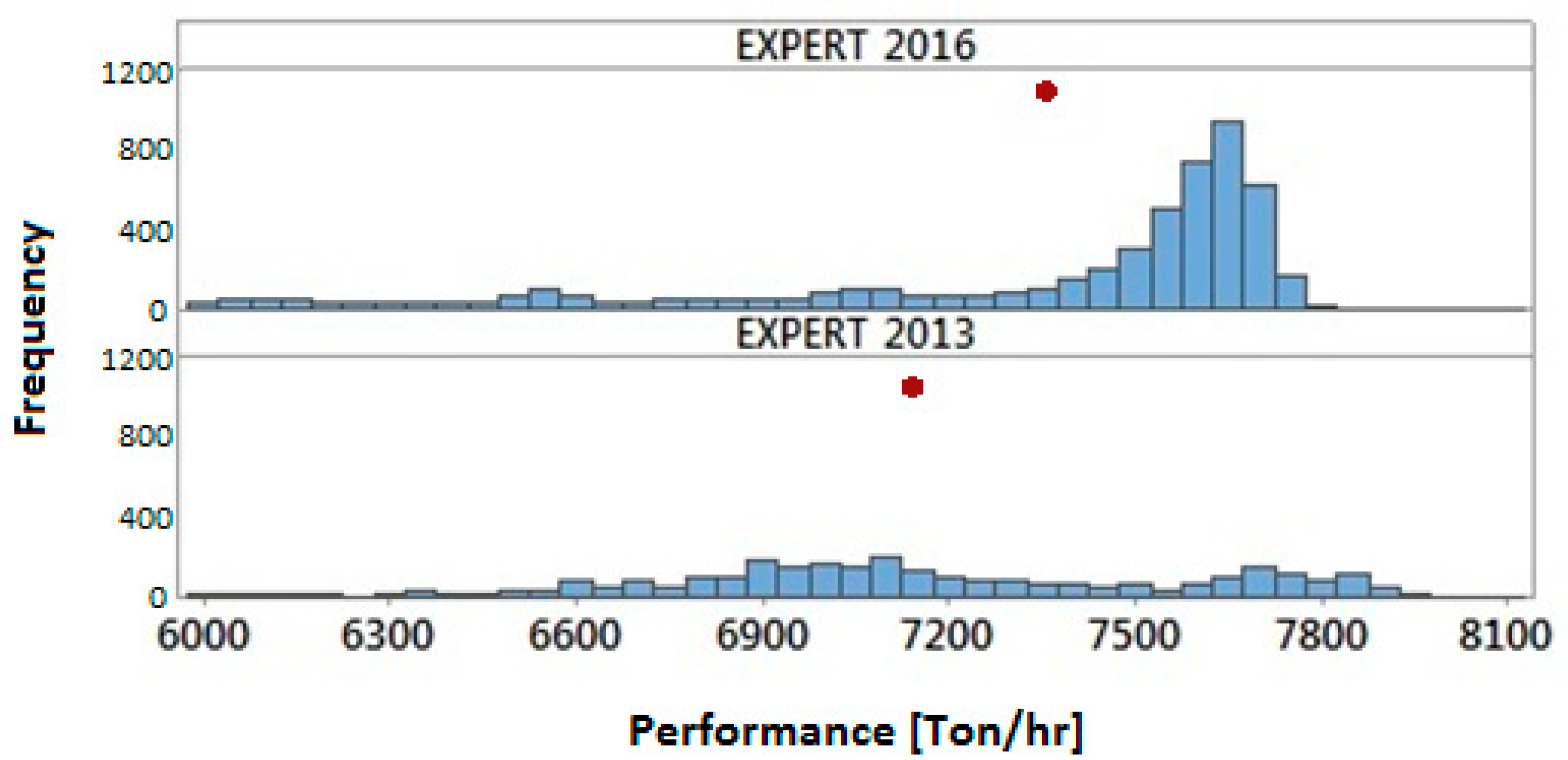
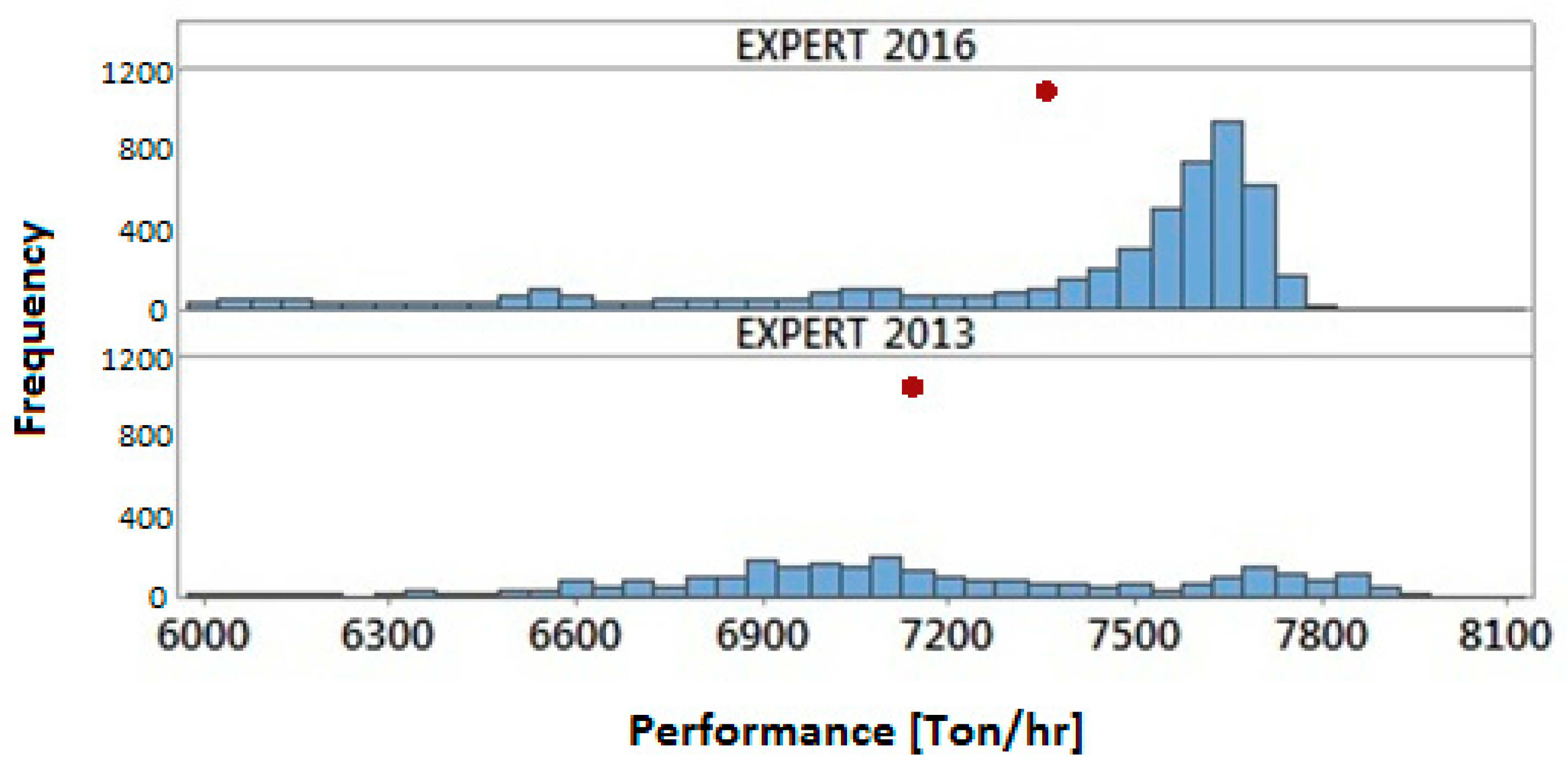
3.2. Comparison between Expert Systems 2013 and 2016 K-UCN
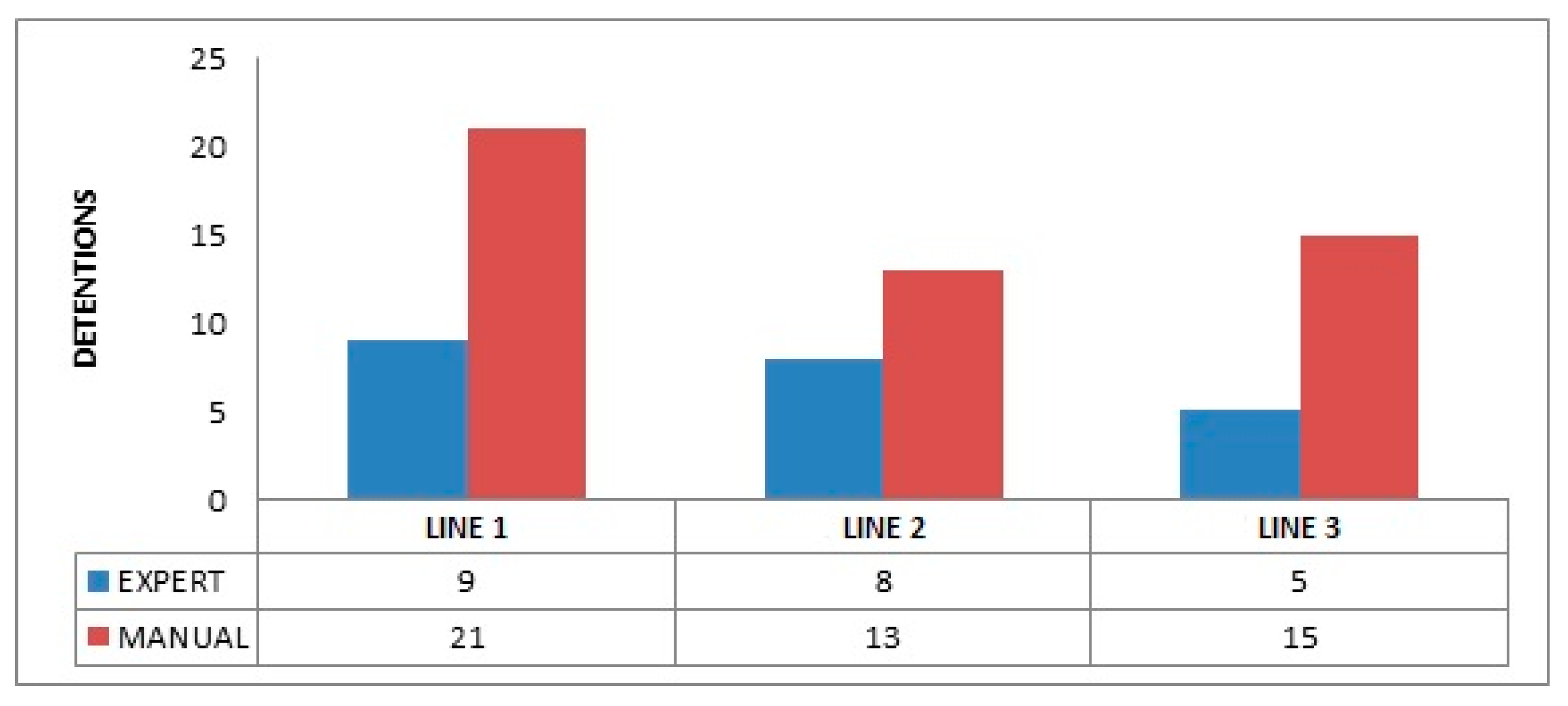
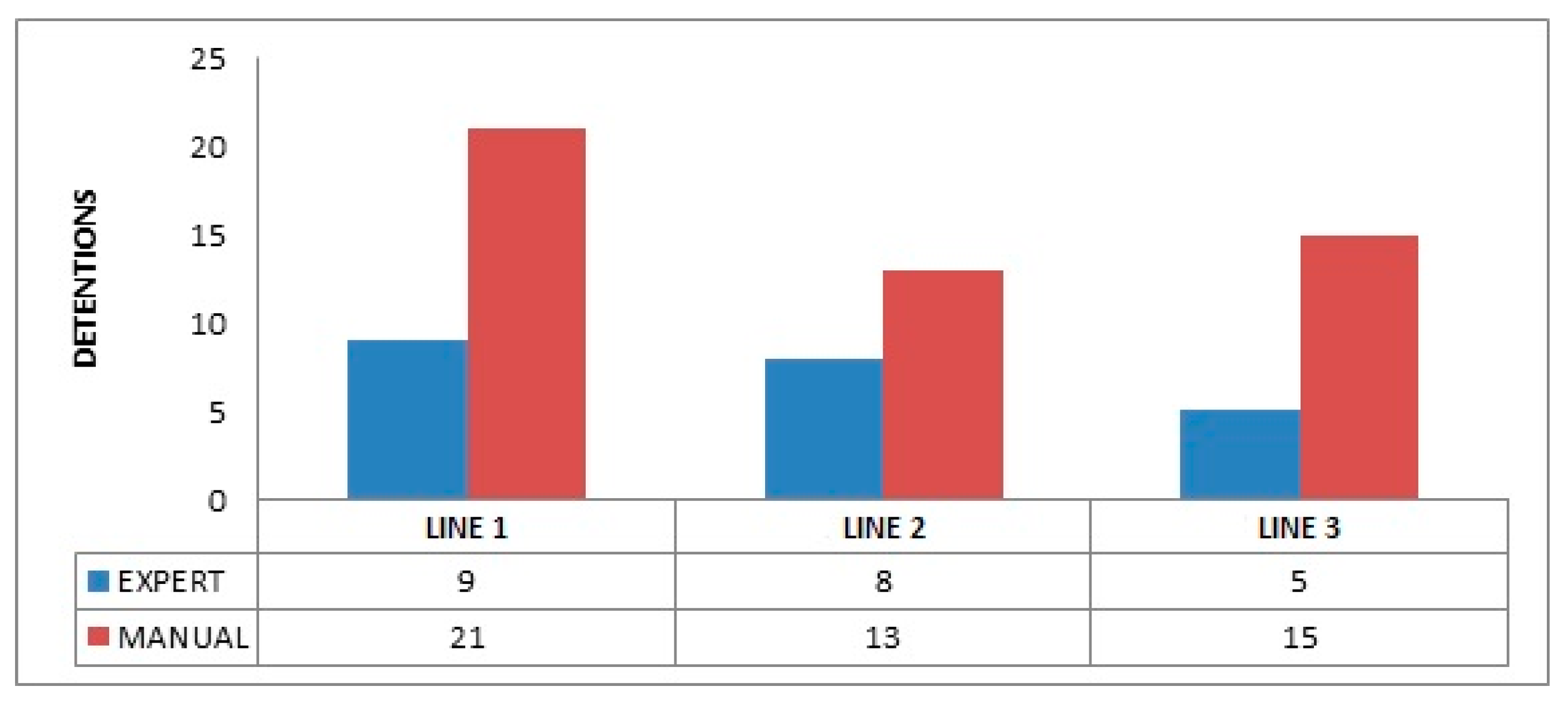
3.3. Plant Detentions
- overcurrent of the crushers;
- high level thin silos;
- low-level feed hopper;
- inclined plane; and
- extreme misalignment.
4. Concluding Remark and Future Work
- the implementation of the acidification process in the K-UCN system;
- analysis of the possibility of using the inference engine of the expert system with fuzzy logic.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Questions | Operator | Process Engineer | Senior Engineer |
|---|---|---|---|
| 1–10 | 8 | 2 | 1 |
| 11–20 | 8 | 2 | 1 |
| 21–30 | 8 | 2 | 1 |
| 31–42 | 8 | 2 | 1 |
References
- Bergh, L.G.; Yianatos, J.B.; Leiva, C.A. Fuzzy supervisory control of flotation columns. Miner. Eng. 1998, 11, 739–748. [Google Scholar] [CrossRef]
- Durkin, J.; Durkin, J. Expert Systems: Design and Development; Prentice Hall PTR: New York, NY, USA, 1998. [Google Scholar]
- Wei, D.; Craig, I.K. Grinding mill circuits—A survey of control and economic concerns. Int. J. Miner. Process. 2009, 90, 56–66. [Google Scholar] [CrossRef]
- Lucas, P.; Van Der Gaag, L. Principles of Expert Systems; Addision & Wesley: Boston, MA, USA, 1991. [Google Scholar]
- Parsaye, K.; Chignell, M. Intelligent Database Tools & Applications: Hyperinformation Access, Data Quality, Visualization, Automatic Discovery; Wiley: New York, NY, USA, 1993. [Google Scholar]
- Bouffard, S.C. Benefits of process control systems in mineral processing grinding circuits. Miner. Eng. 2015, 79, 139–142. [Google Scholar] [CrossRef]
- Fan, G.Q.; Rees, N.W. An intelligent expert system (KBOSS) for power plant coal mill supervision and control. Control. Eng. Pract. 1997, 5, 101–108. [Google Scholar] [CrossRef]
- Iqbal, A.; He, N.; Li, L.; Dar, N.U. A fuzzy expert system for optimizing parameters and predicting performance measures in hard-milling process. Expert Syst. Appl. 2007, 32, 1020–1027. [Google Scholar] [CrossRef]
- Torres-treviño, L.M.; Escamilla-salazar, I.G.; González-Ortíz, B.; Praga-Alejo, R. An expert system for setting parameters in machining processes. Expert Syst. Appl. 2013, 40, 6877–6884. [Google Scholar] [CrossRef]
- Gao, Y.; Liu, Y.; Wang, C.; Li, X.; Ou, G. Design and evaluation of a high performance distributed expert system (HPDES) for aerospace ground verification system. Procedia Comput. Sci. 2012, 9, 1380–1389. [Google Scholar] [CrossRef]
- Taylor, N.K. An Expert System to Assist in Design. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 1990. [Google Scholar]
- Chen, X.; Li, Q.; Fei, S. Supervisory expert control for ball mill grinding circuits. Expert Syst. Appl. 2008, 34, 1877–1885. [Google Scholar] [CrossRef]
- Zhou, P.; Lu, S.; Yuan, M.; Chai, T. Survey on higher-level advanced control for grinding circuits operation. Powder Technol. 2016, 288, 324–338. [Google Scholar] [CrossRef]
- Festa, A.; Cornejo, F.; Orrante, F.; Alanís, R.; Gutiérrez, B. Expert System Implementation at Peñoles Group Concentrators; Technical Report; SGS Minerals Services: Geneva, Switzerland, 2009. [Google Scholar]
- Morgan, G.; Cheng, R.; Altintas, Y.; Ridgway, K. An expert troubleshooting system for the milling process. Int. J. Mach. Tools Manuf. 2007, 47, 1417–1425. [Google Scholar] [CrossRef]
- Chen, X.; Li, S.; Zhai, J.; Li, Q. Expert system based adaptive dynamic matrix control for ball mill grinding circuit. Expert Syst. Appl. 2009, 36, 716–723. [Google Scholar] [CrossRef]
- Iqbal, A.; He, N.; Dar, N.U.; Li, L. Comparison of fuzzy expert system based strategies of offline and online estimation of flank wear in hard milling process. Expert Syst. Appl. 2007, 33, 61–66. [Google Scholar] [CrossRef]
- Rubio, L.; De, M.; Longstaff, A.P.; Fletcher, S.; De La Sen, M.; Longstaff, A.P.; Fletcher, S.; De, M.; Longstaff, A.P.; Fletcher, S. Expert Systems with Applications Model-based expert system to automatically adapt milling forces in Pareto optimal multi-objective working points. Expert Syst. Appl. 2013, 40, 2312–2322. [Google Scholar] [CrossRef]
- Leiva, C.A.; Flores, V.M.; Salgado, F.; Poblete, D.; Acuña, C. Applying softcomputing for copper recovery in leaching process. Sci. Program. 2017, 2017, 6. [Google Scholar] [CrossRef]

| Secondary Crusher | Tertiary Crusher | ||
|---|---|---|---|
| Strap Current | [%] | Current of tertiary crushers | [%] |
| Tonnage feed | [ton/h] | Inclined plane level | [%] |
| Secondary crushers current | [%] | Tertiary feed hopper level | [%] |
| Inclined plane | [%] | Current (Motors) | [%] |
| Tertiary feed hopper average level | [%] | ||
| Line 1 | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Rule 1 | Rule 2 | Rule 3 | Rule 4 | Rule 5 | |||||
| Belt Current | Tonnage | Crusher Current | Inclined Plane | Tertiary Feed Hopper | |||||
| Range (%) | Point (%) | Range (ton/h) | Point (%) | Range (%) | Point (%) | Range (%) | Point (%) | Range (%) | Point (%) |
| (0–70) | 5.0 | ((−2000)–(−300)) | −5.0 | (0–60) | 5.0 | (0–20) | 5.0 | (0–20) | 5.0 |
| (70.01–80) | 4.0 | ((−299.99)–(−68)) | −2.0 | (60.01–75) | 4.0 | (20.01–25) | 5.0 | (20.01–30) | 4.0 |
| (80.01–85) | 3.0 | ((−67.99)–(−30)) | −0.5 | (75.01–85) | 2.0 | (25.01–30) | 0.0 | (30.01–40) | 2.0 |
| (85.01–90) | 2.0 | ((−29.99)–30) | 0.0 | (85.01–90) | 1.0 | (30.01–40) | −1.0 | (40.01–50) | 1.0 |
| (90.01–94) | 1.0 | (30.01–68) | 0.5 | (90.01–95) | 0.0 | (40.01–50) | −2.0 | (50.01–55) | 0.0 |
| (94.01–96) | 0.0 | (68.01–150) | 1.0 | (95.01–98) | −2.0 | (50.01–100) | −4.0 | (55.01–60) | −5.0 |
| (96.01–98) | −1.0 | (150.01–300) | 2.0 | (98.01–102) | −4.0 | (60.01–65) | −7.0 | ||
| (98.01–100) | −2.0 | (300.01–500) | 3.0 | (102.01–110) | −5.0 | (65.01–100) | −10.0 | ||
| (100.01–110) | −4.0 | (500.01–800) | 4.0 | (110.01–120) | −6.0 | ||||
| (110.01–120) | −5.0 | (800.01–2000) | 5.0 | ||||||
| Line 1 | |||||||
|---|---|---|---|---|---|---|---|
| Rule 1 | Rule 2 | Rule 3 | Rule 4 | ||||
| Crusher Current | Inclined Plane | Feed Hopper | Engine Current | ||||
| Range (%) | Point (%) | Range (%) | Point (%) | Range (%) | Point (%) | Range (%) | Point (%) |
| (0–60) | 6.0 | (0–20) | 6.0 | (0–10) | −5.0 | (0–75) | 6.0 |
| (60.01–70) | 5.0 | (20.01–25) | 3.0 | (10.01–15) | −4.0 | (75.01–85) | 5.0 |
| (70.01–87) | 2.0 | (25.01–30) | 0.0 | (15.01–20) | −3.0 | (85.01–90) | 3.0 |
| (87.01–95) | 0.0 | (30.01–40) | −1.0 | (20.01–25) | −2.0 | (90.01–93) | 2.0 |
| (95.01–98) | −1.0 | (40.01–50) | −2.0 | (25.01–30) | −1.0 | (93.01–95) | 1.0 |
| (98.01–100) | −2.0 | (50.01–100) | −6.0 | (30.01–35) | 0.0 | (95.01–99) | 0.0 |
| (100.01–105) | −3.0 | (35.01–40) | 2.0 | (99.01–101) | −1.0 | ||
| (105,01–115) | −4.0 | (40.01–45) | 3.0 | (101.01–103) | −2.0 | ||
| (115.01–200) | −5.0 | (45.01–55) | 4.0 | (103.01–110) | −3.5 | ||
| (55.01–60) | 5.0 | (110.01–120) | −5.0 | ||||
| (60.01–100) | 6.0 | ||||||
| Dynamic Time Line 1 | |
|---|---|
| Rules | Time (s) |
| Current | 5 |
| Tonnage | 5 |
| Engine Current | 50 |
| Inclined plane level | 50 |
| Feed hopper average level | 90 |
| Rules | Time (s) |
|---|---|
| Current | 40 |
| Inclined plane level | 30 |
| Feed hopper level | 30 |
| Engine current | 65 |
| Crushers Current | Time (s) | Action |
|---|---|---|
| Current greater than 100% | 15 | Decrease 9% |
| Current greater than 110% | 8 | Decrease 10% |
| Inclined plane | ||
| Level greater than 50% | 1 | Decrease 15% |
| Variable | Condition |
|---|---|
| Tertiary crusher current | 75–96% |
| Inclined plane level | <40% |
| Tertiary feed hopper level | 25–50% |
| Engine current | <101% |
| Individual Samples | ||
|---|---|---|
| Statistics | Expert | Manual |
| Sample size | 5531 | 12,001 |
| Average | 7353.9 | 7194.8 |
| Confidence interval of 90% | (7344, 7364) | (7187.3, 7202.2) |
| Standard deviation | 444.55 | 493.53 |
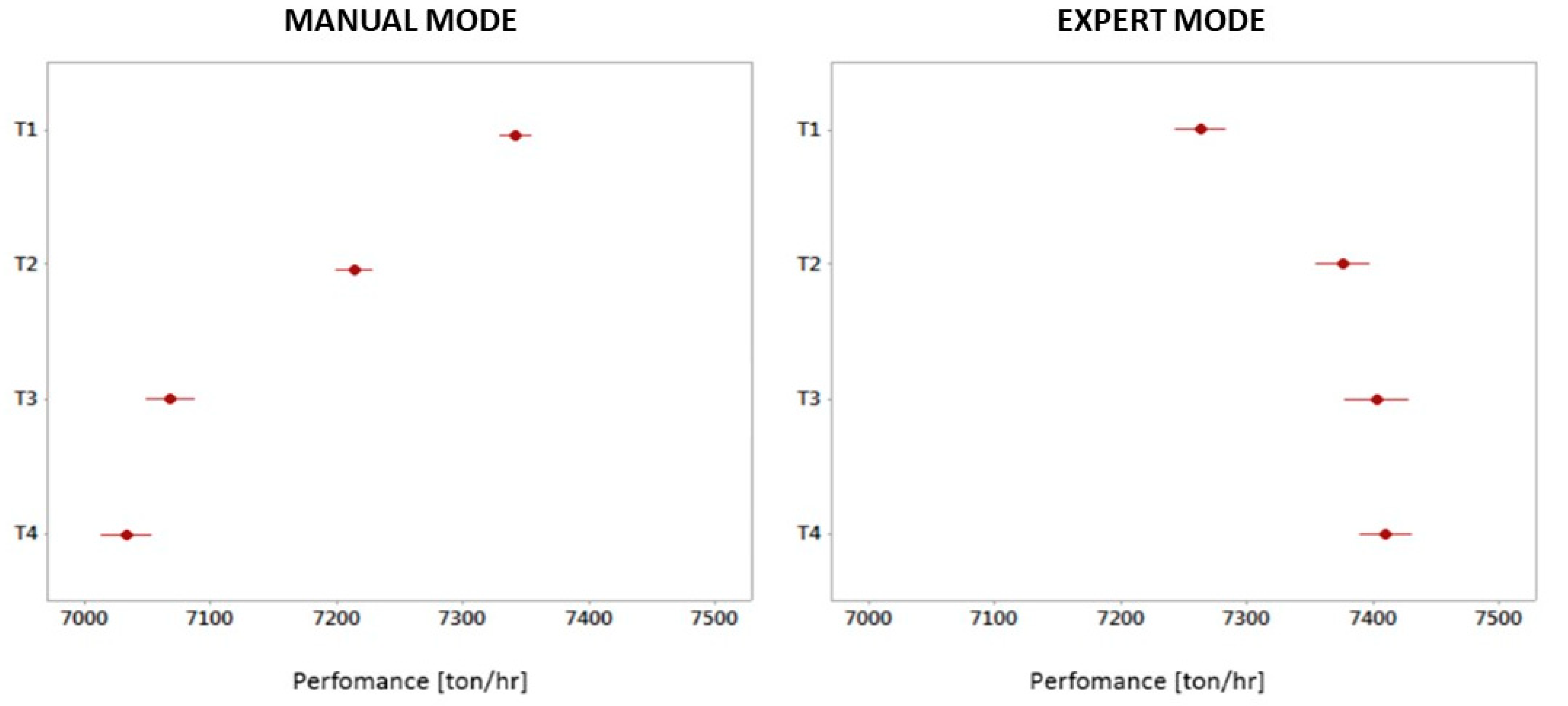
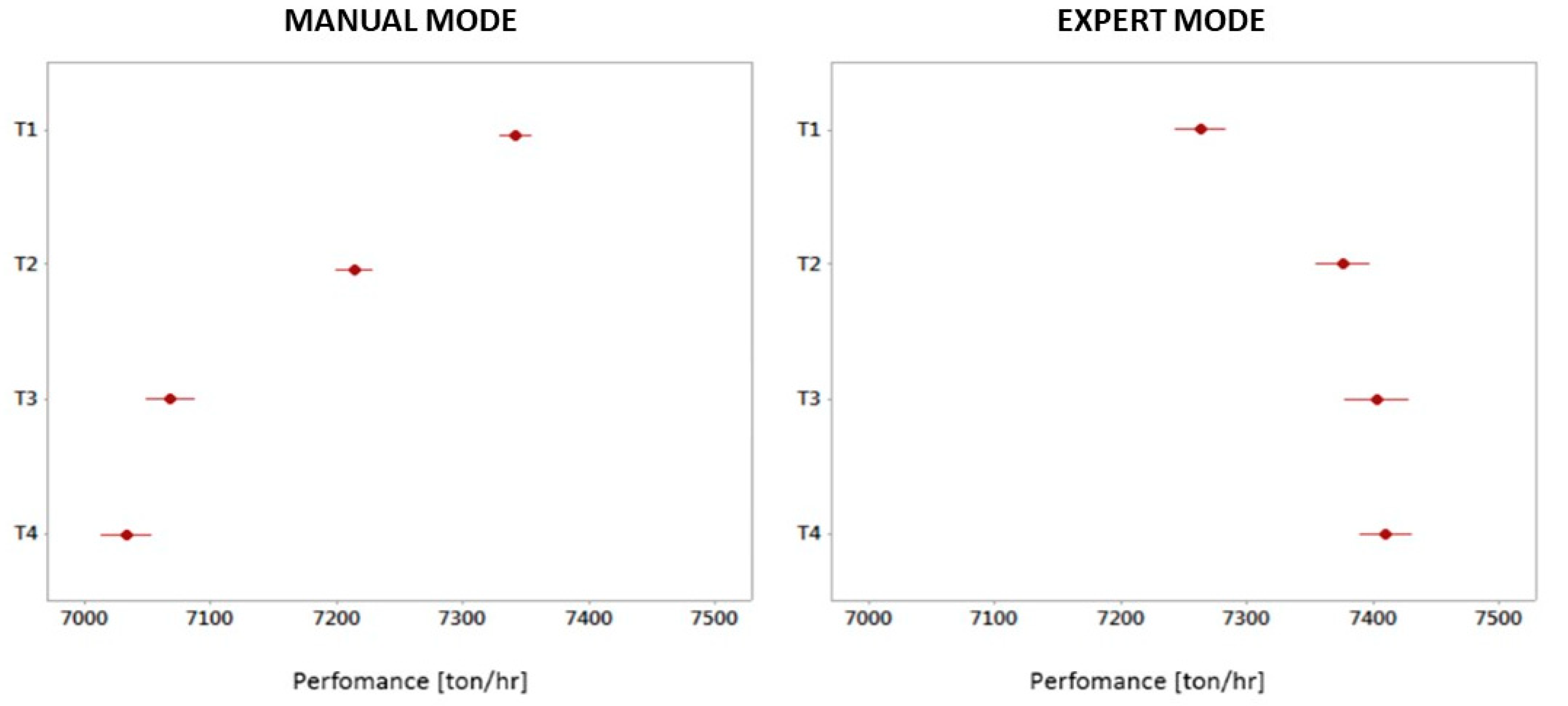
| Mode | Turn 1 (T1) | Turn 2 (T2) | Turn 3 (T3) | Turn 4 (T4) |
|---|---|---|---|---|
| Expert | 7.263 ton/h | 7.376 ton/h | 7.402 ton/h | 7.409 ton/h |
| Manual | 7.340 ton/h | 7.215 ton/h | 7.067 ton/h | 7.034 ton/h |
| Individual Samples | ||
|---|---|---|
| Statistics | Expert 2016 | Expert 2013 |
| Sample Size | 5531 | 3114 |
| Average | 7353.9 | 7155.2 |
| 90% confidence interval | (7344, 7364) | (7142.2, 7168.2) |
| Standard deviation | 444.55 | 441.30 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leiva, C.A.; Arcos, K.V.; Poblete, D.A.; Serey, E.A.; Torres, C.M.; Ghorbani, Y. Design and Evaluation of an Expert System in a Crushing Plant. Minerals 2018, 8, 469. https://doi.org/10.3390/min8100469
Leiva CA, Arcos KV, Poblete DA, Serey EA, Torres CM, Ghorbani Y. Design and Evaluation of an Expert System in a Crushing Plant. Minerals. 2018; 8(10):469. https://doi.org/10.3390/min8100469
Chicago/Turabian StyleLeiva, Claudio A., Katheryn V. Arcos, Diego A. Poblete, Eduardo A. Serey, Cynthia M. Torres, and Yousef Ghorbani. 2018. "Design and Evaluation of an Expert System in a Crushing Plant" Minerals 8, no. 10: 469. https://doi.org/10.3390/min8100469
APA StyleLeiva, C. A., Arcos, K. V., Poblete, D. A., Serey, E. A., Torres, C. M., & Ghorbani, Y. (2018). Design and Evaluation of an Expert System in a Crushing Plant. Minerals, 8(10), 469. https://doi.org/10.3390/min8100469