


Hybrid Modeling and Simulation of the Grinding and Classification Process Driven by Multi-Source Compensation

 , and
, and
Abstract
1. Introduction
2. Description of Grinding Process
3. Hybrid Model Driven by Multi Source Compensation
3.1. Mechanism Modeling of Key Equipment
3.1.1. Ball Mill
3.1.2. Cyclone
3.1.3. Pump Pool
3.2. Dynamic Radial Basis Function Network Model Driven by Multi-Source Compensation
3.2.1. Qualitative Analysis of Multi-Source Signals
3.2.2. Feature Extraction of Multi-Source Signals
3.2.3. Dynamic Radial Basis Function Fitting
4. Design and Development of a Simulation System
4.1. Edge Computing Module
4.2. Simulation Engine Module
4.3. Human Computer Interaction Module
4.4. Database Module
5. Model Validation and Application
5.1. Model Validation
5.1.1. Cyclone Overflow Particle Size
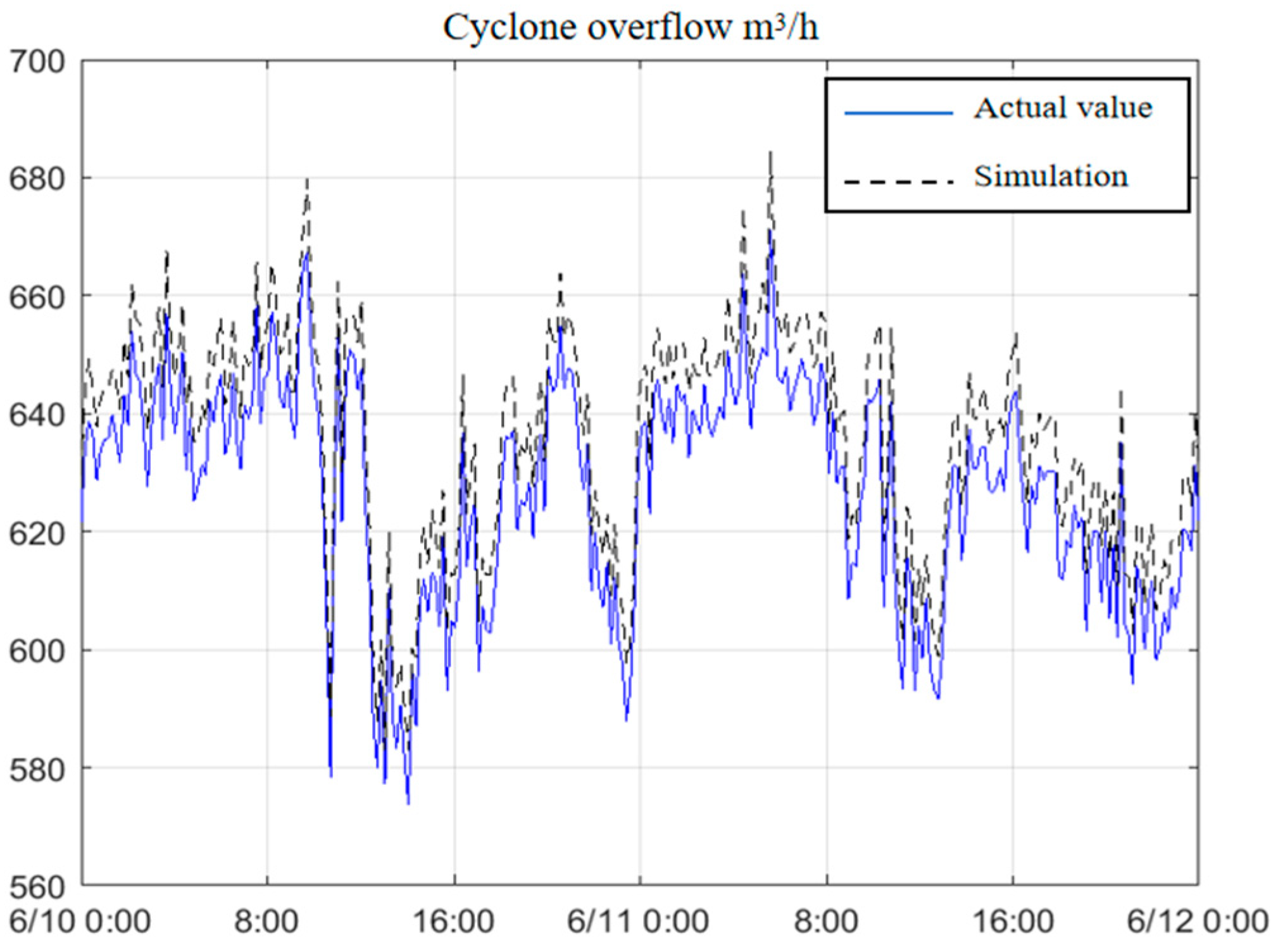
5.1.2. Cyclone Overflow Rate
5.1.3. Cyclone Overflow Concentration
5.2. Model Application
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Whiten, W.J. A matrix theory of comminution machines. Chem. Eng. Sci. 1974, 29, 589–599. [Google Scholar] [CrossRef]
- Austin, L.; Barahona, C.; Weymont, N.; Suryanarayanan, K. An improved simulation model for semi-autogenous grinding. Powder Technol. 1986, 47, 265–283. [Google Scholar] [CrossRef]
- Morrell, S.; Morrison, R.D. AG and SAG mill circuit selection and design by simulation. In Proceedings of the International Conference on Autogenous and Semiautogenous Grinding Technology, Vancouver, BC, Canada, 6–9 October 1996; Volume 2, pp. 769–790. [Google Scholar]
- Nageswararao, K.; Wiseman, D.M.; Napier-Munn, T.J. Two empirical hydrocyclone models revisited. Miner. Eng. 2004, 17, 671–687. [Google Scholar] [CrossRef]
- Bueno, M.P. Development of a Multi-Component Model Structure for Autogenous and Semi-Autogenous Mills. Ph. D Thesis, University of Queensland, Brisbane, Australia, 2013. [Google Scholar]
- Song, T.; Yang, T.H.; Zhou, J.W.; Wang, Q. Process Modelling and Univariate Analysis of Comminution Circuits. IFAC-PapersOnLine 2018, 51, 19–23. [Google Scholar] [CrossRef]
- De Oliveira, A.; de Carvalho, R.; Tavares, L. Predicting the effect of operating and design variables in grinding in a vertical stirred mill using a mechanistic mill model. Powder Technol. 2021, 387, 560–574. [Google Scholar] [CrossRef]
- De Oliveira, A.; Tavares, L. Modeling and simulation of continuous open circuit dry grinding in a pilot-scale ball mill using Austin’s and Nomura’s models. Powder Technol. 2018, 340, 77–87. [Google Scholar] [CrossRef]
- Srivastava, V.; Akdogan, G.; Ghosh, T.; Ganguli, R. Dynamic modeling and simulation of a SAG mill for mill charge characterization. Miner. Metall. Process. 2018, 35, 61–68. [Google Scholar] [CrossRef]
- Zhang, Y.; Dai, Y.; Chen, L.; Xuan, B. Soft-measuring Model for Grinding Size Based on the Improved FOA-LSSVM Model. Min. Res. Dev. 2015, 35, 97–103. [Google Scholar]
- Zhang, Y.; Chen, H.; Zhang, J. Soft-Measuring Model for Grinding Particle Size Based on the Improved GWO-LSSVM Model. Comput. Simul. China 2020, 37, 298–304. [Google Scholar]
- Yu, P.; Xie, W.; Liu, L.X.; Powell, M.S. Analytical solution for the dynamic model of tumbling mills. Powder Technol. 2018, 337, 111–118. [Google Scholar] [CrossRef]
- Li, H.; Evertsson, M.; Lindqvist, M.; Hulthén, E.; Asbjörnsson, G. Dynamic modeling and simulation of a SAG mill-pebble crusher circuit by controlling crusher operational parameters. Miner. Eng. 2018, 127, 98–104. [Google Scholar] [CrossRef]
- Yuwen, C.; Sun, B.; Liu, S. A Dynamic Model for a Class of Semi-Autogenous Mill Systems. IEEE Access 2020, 8, 98460–98470. [Google Scholar] [CrossRef]
- Liu, Y.; Spencer, S. Dynamic simulation of grinding circuits. Miner. Eng. 2004, 17, 1189–1198. [Google Scholar] [CrossRef]
- Wang, Z. Dynamic Simulation of Grinding and Classification Process and Its Application; Tsinghua University: Beijing, China, 2014. [Google Scholar]
- Légaré, B.; Bouchard, J.; Poulin, É. A modular dynamic simulation model for comminution circuits. IFAC-PapersOnLine 2016, 49, 19–24. [Google Scholar] [CrossRef]
- Nageswararao, K. Further Developments in the Modelling Scale-Up of Industrial Hydrocyclones. Ph.D. Thesis, University of Queensland (JKMRC), Brisbane, Australia, 1978. [Google Scholar]
- Langarica, S.; Pizarro, G.; Poblete, P.; Radrigan, F.; Pereda, J.; Rodriguez, J.; Nunez, F. Denoising and Voltage Estimation in Modular Multilevel Converters Using Deep Neural-Networks. IEEE Access 2020, 8, 207973–207981. [Google Scholar] [CrossRef]
- Qiao, J.; Han, H. Optimal structure design for RBFNN structure. Acta Auto-Mica Sin. 2010, 36, 865–872. [Google Scholar] [CrossRef]
- Xie, C.; Ma, H.; Song, T.; Zhao, Y. DEM investigation of SAG mill with spherical grinding media and non-spherical ore based on polyhedron-sphere contact model. Powder Technol. 2021, 386, 154–165. [Google Scholar] [CrossRef]
- Hasankhoei, A.R.; Maleki-Moghaddam, M.; Haji-Zadeh, A.; Barzgar, M.E.; Banisi, S. On dry SAG mills end liners: Physical modeling, DEM-based characterization and industrial outcomes of a new design. Miner. Eng. 2019, 141, 105835. [Google Scholar] [CrossRef]
- Owusu, K.B.; Zanin, M.; Skinner, W.; Asamoah, R.K. AG/SAG mill acoustic emissions characterisation under different operating conditions. Miner. Eng. 2021, 171, 107098. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Meaning | Units |
|---|---|---|
| Feed mass fraction in each size | t/h | |
| Product mass fraction in each size | t/h | |
| Charge mass fraction in each size | t | |
| Breakage function | ||
| Selection function | h−1 | |
| Discharge function | h−1 | |
| N | Number of particle size class |
| Variable | Meaning | Units |
|---|---|---|
| cyclone diameter | cm | |
| inlet diameter | cm | |
| vortex finder diameter | cm | |
| spigot diameter | cm | |
| material-dependent classification constant | ||
| material-dependent water recovery constant | ||
| length of the cylindrical section of the cyclone | cm | |
| cyclone feed pressure | kPa | |
| recovery of water to underflow | % | |
| corrected classification size | μm | |
| acceleration due to gravity | m/s2 | |
| hindered settling factor | ||
| density of feed pulp | kg/L | |
| full cone angle | degrees |
| Variable | RSME | R2 | t/Epoch(s) |
|---|---|---|---|
| Offline training | 0.037 | 0.986 | - |
| Offline testing | 0.041 | 0.980 | - |
| Online validation | 0.043 | 0.972 | 1.568 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Zou, G.; Zhou, J.; Wang, Q.; Song, T.; Li, K. Hybrid Modeling and Simulation of the Grinding and Classification Process Driven by Multi-Source Compensation. Minerals 2024, 14, 1019. https://doi.org/10.3390/min14101019
Yang J, Zou G, Zhou J, Wang Q, Song T, Li K. Hybrid Modeling and Simulation of the Grinding and Classification Process Driven by Multi-Source Compensation. Minerals. 2024; 14(10):1019. https://doi.org/10.3390/min14101019
Chicago/Turabian StyleYang, Jiawei, Guobin Zou, Junwu Zhou, Qingkai Wang, Tao Song, and Kang Li. 2024. "Hybrid Modeling and Simulation of the Grinding and Classification Process Driven by Multi-Source Compensation" Minerals 14, no. 10: 1019. https://doi.org/10.3390/min14101019
APA StyleYang, J., Zou, G., Zhou, J., Wang, Q., Song, T., & Li, K. (2024). Hybrid Modeling and Simulation of the Grinding and Classification Process Driven by Multi-Source Compensation. Minerals, 14(10), 1019. https://doi.org/10.3390/min14101019