




Hierarchical Intelligent Control Method for Mineral Particle Size Based on Machine Learning


Abstract
:1. Introduction
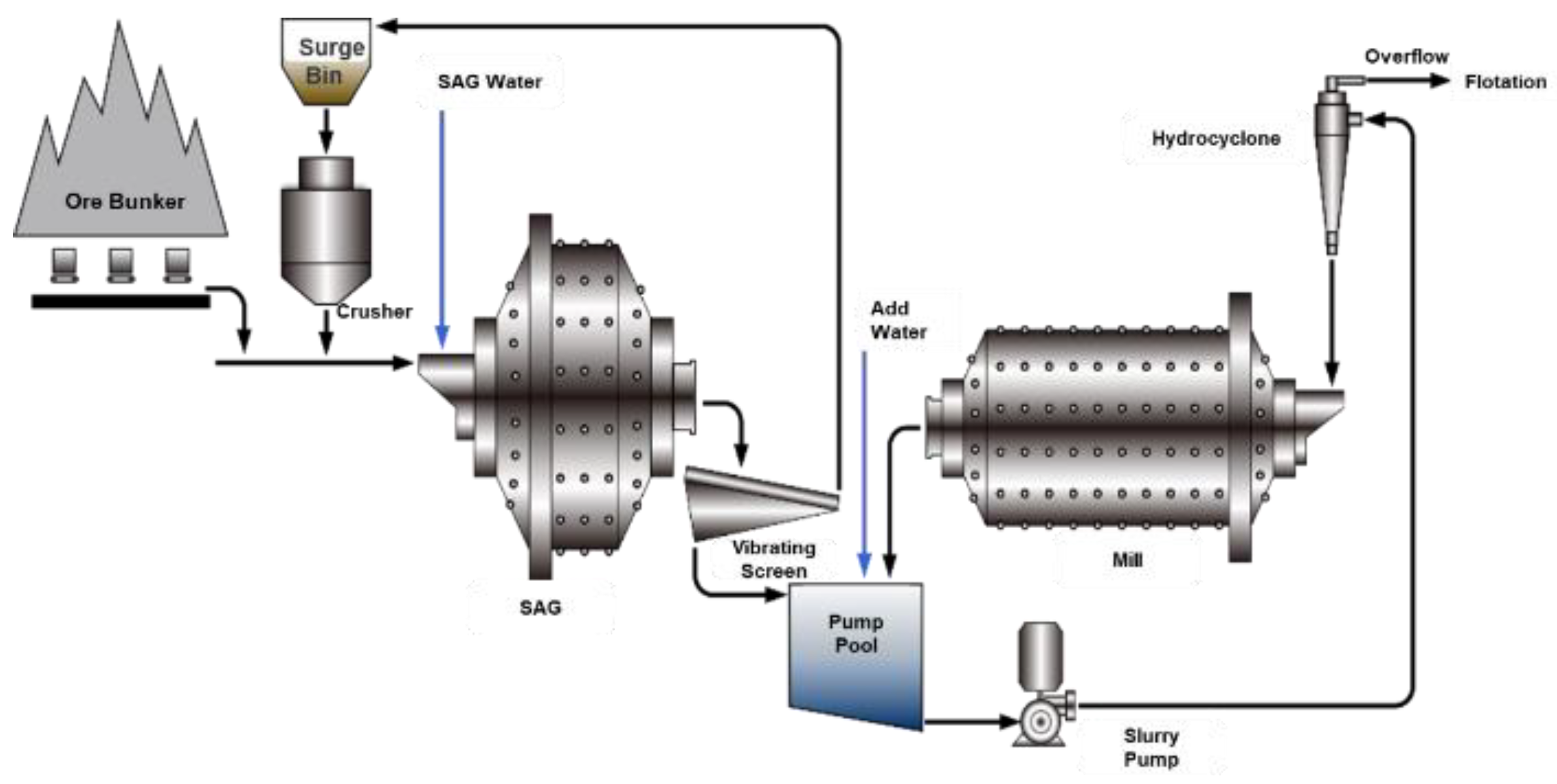
2. SAB Process
2.1. SAB Process in Africa
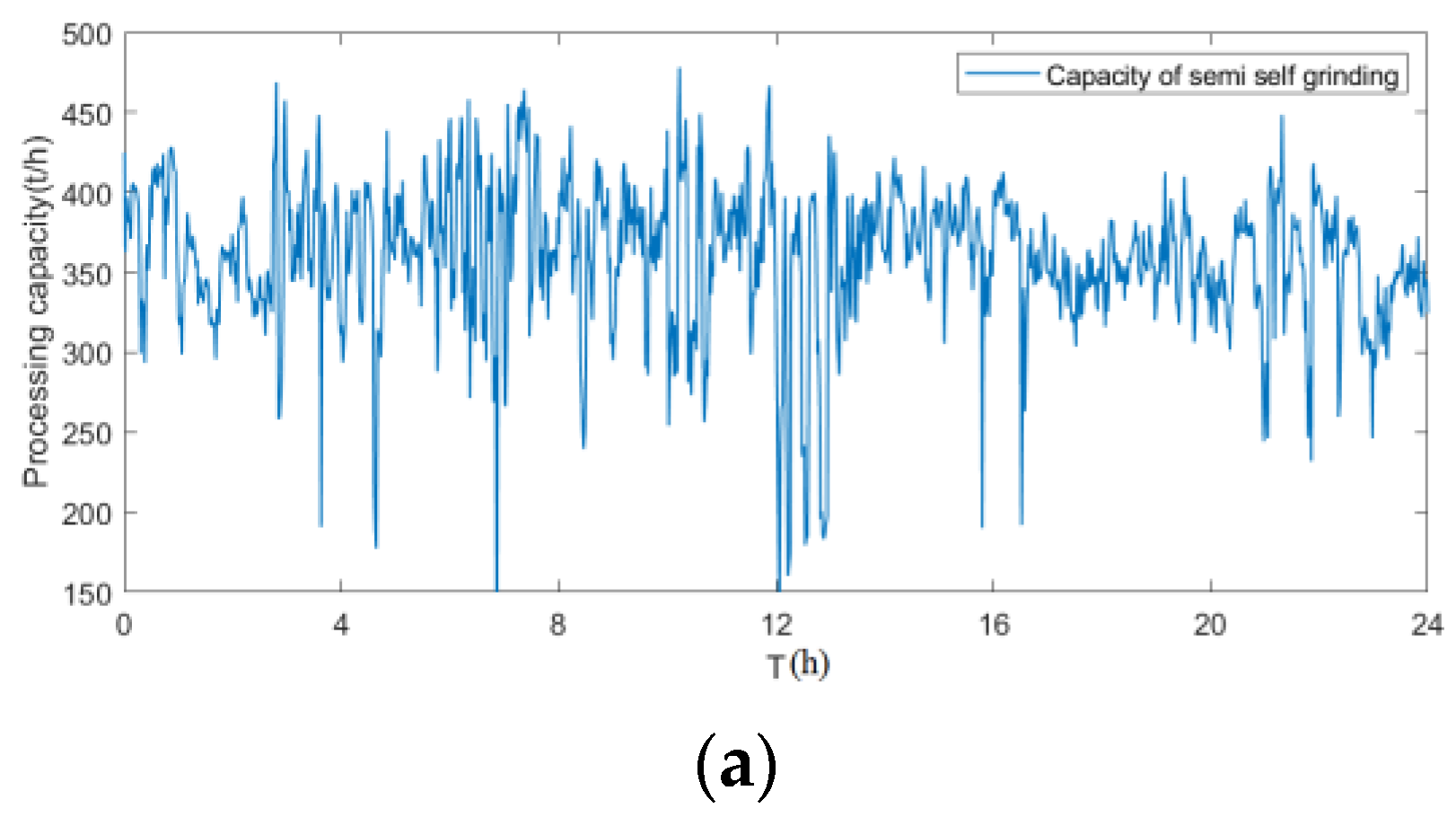
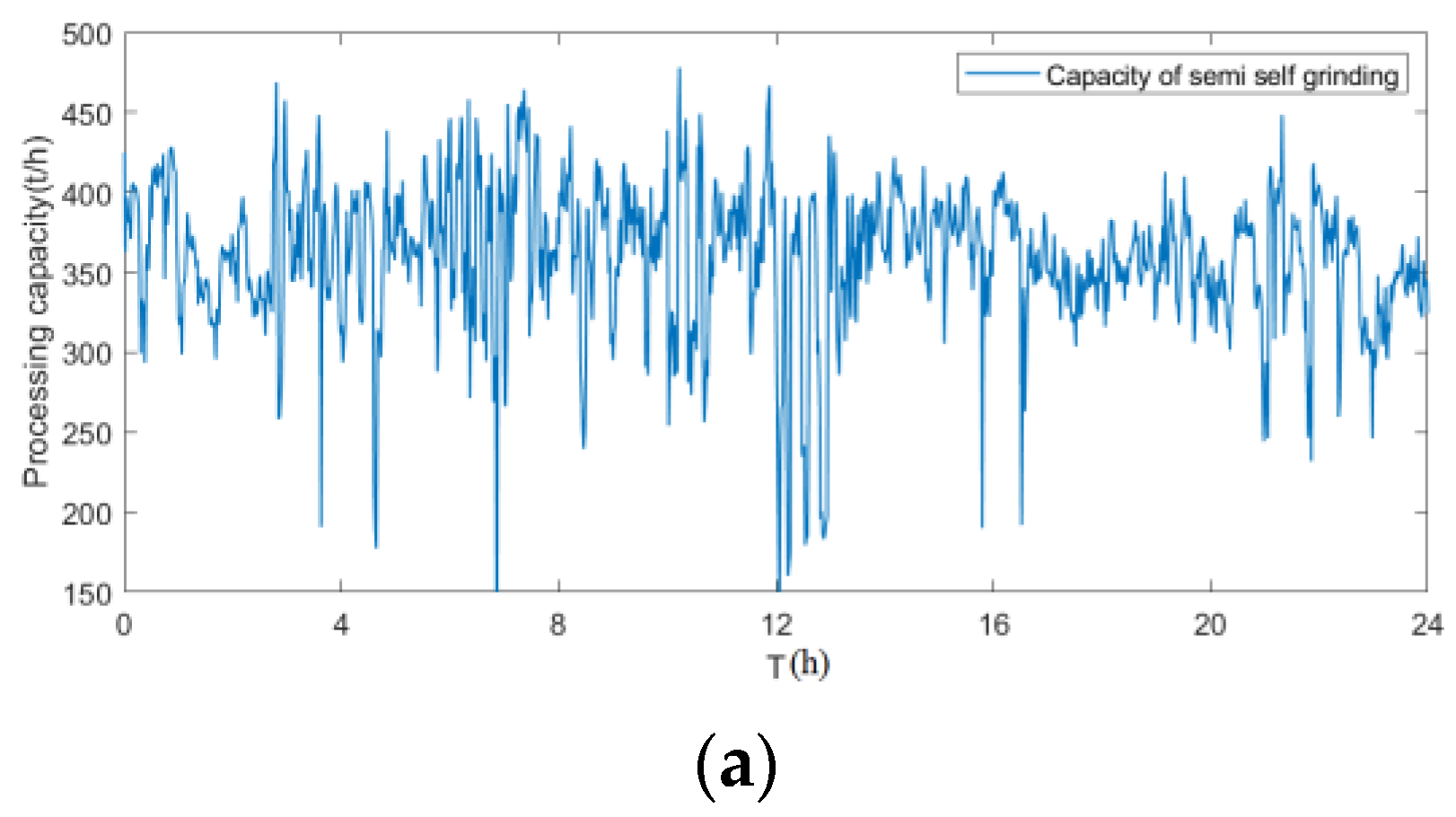
2.2. Analysis of Operation Problems
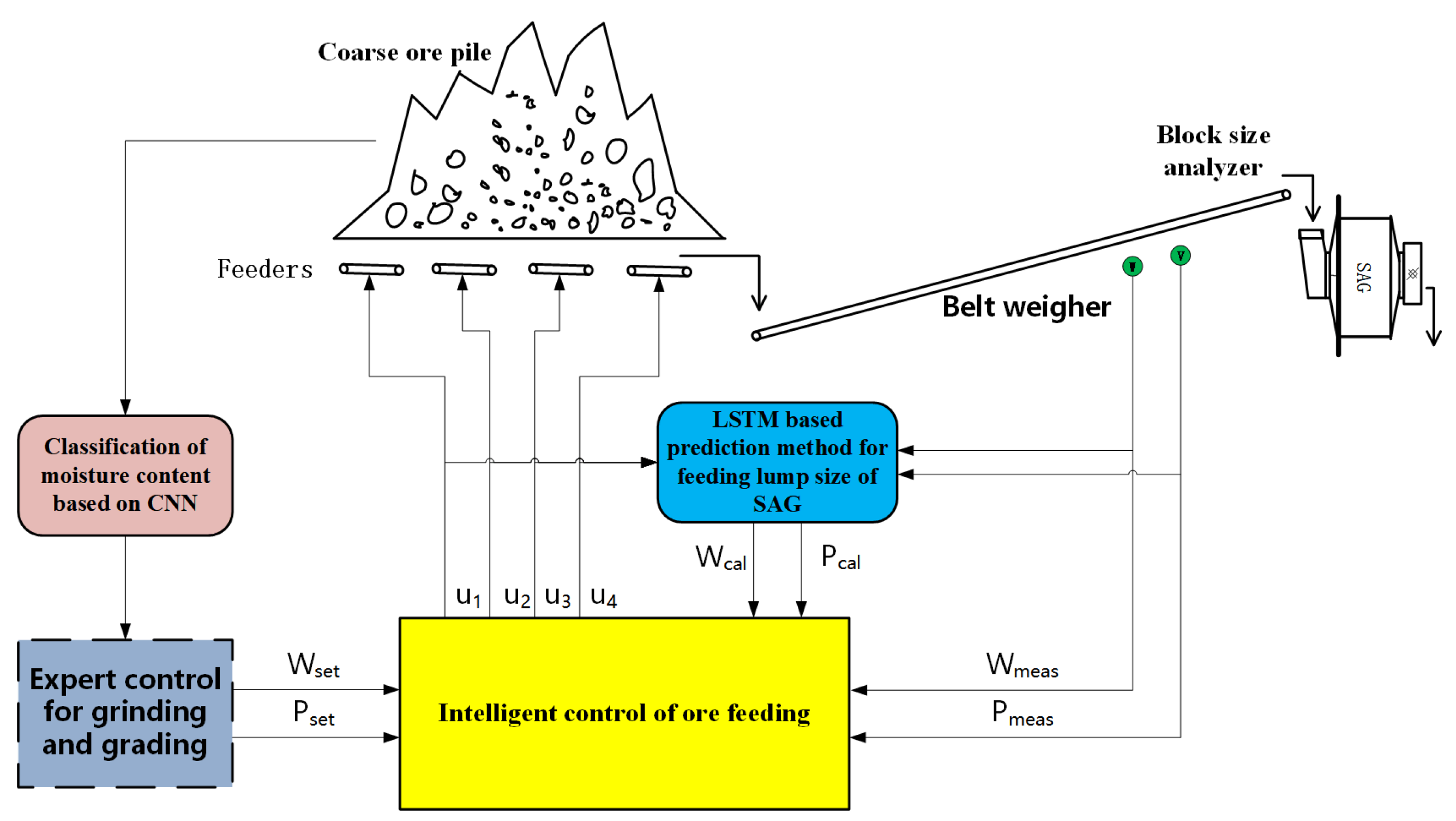
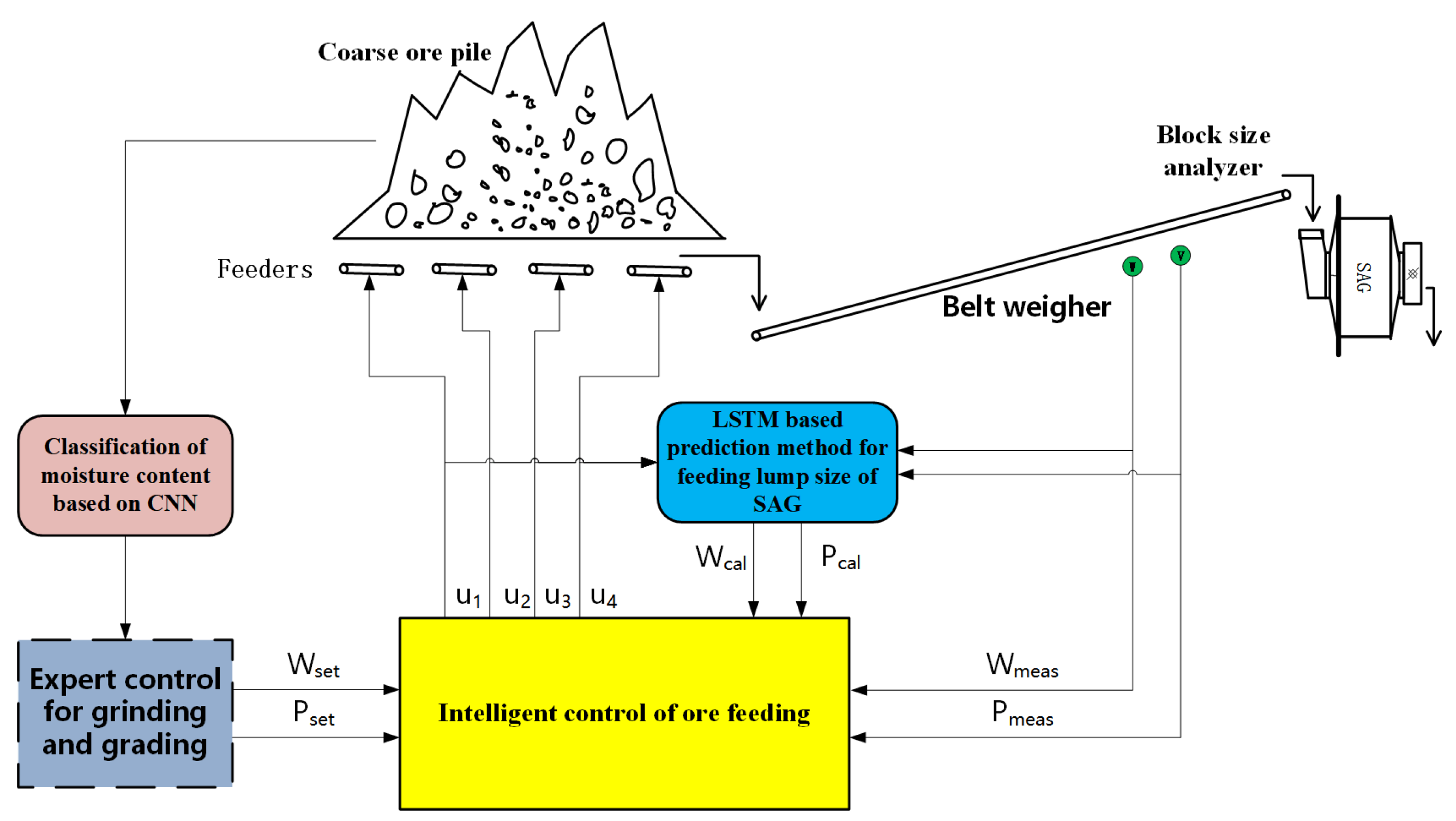
3. SAB Process Hierarchical Intelligent Control Method
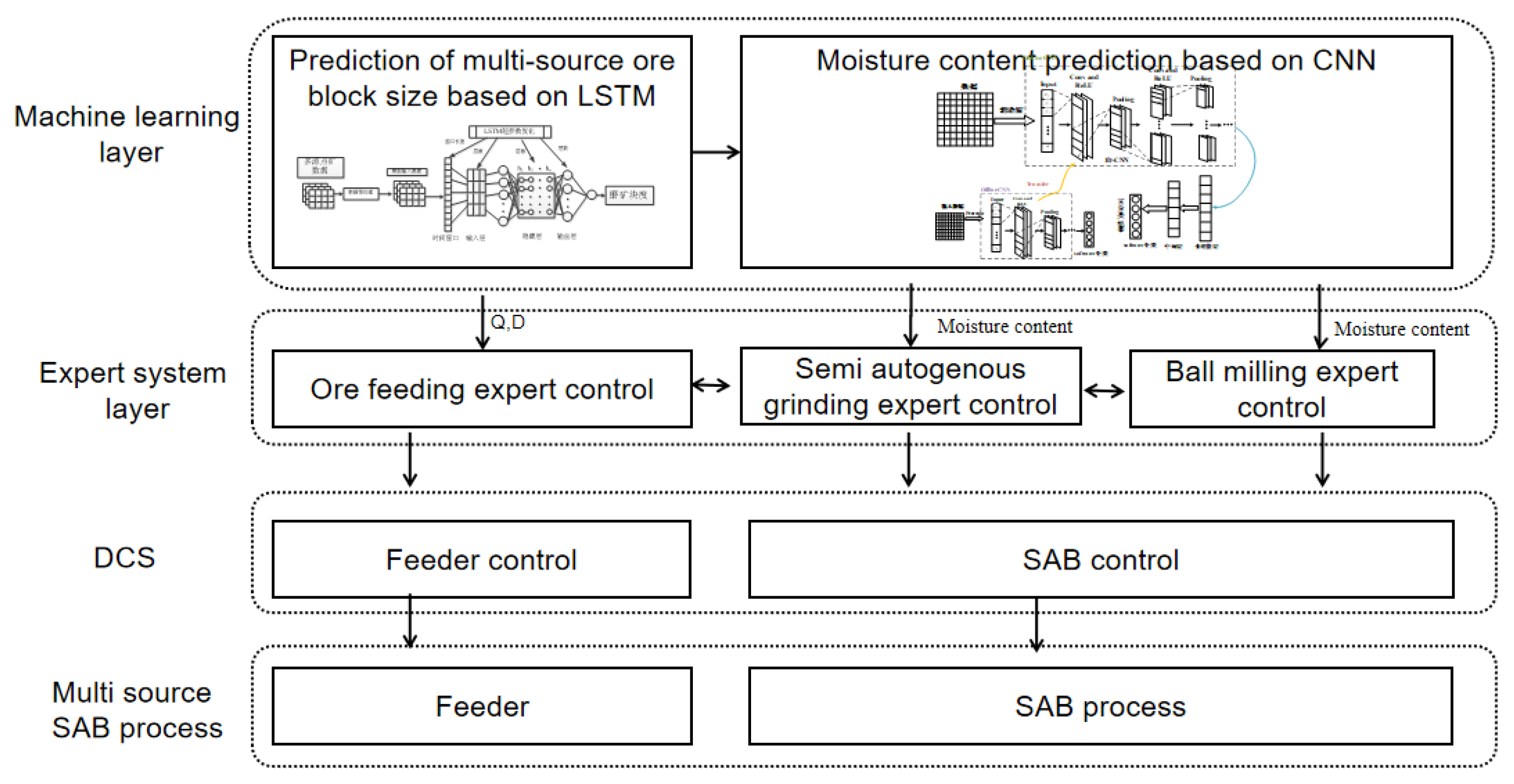
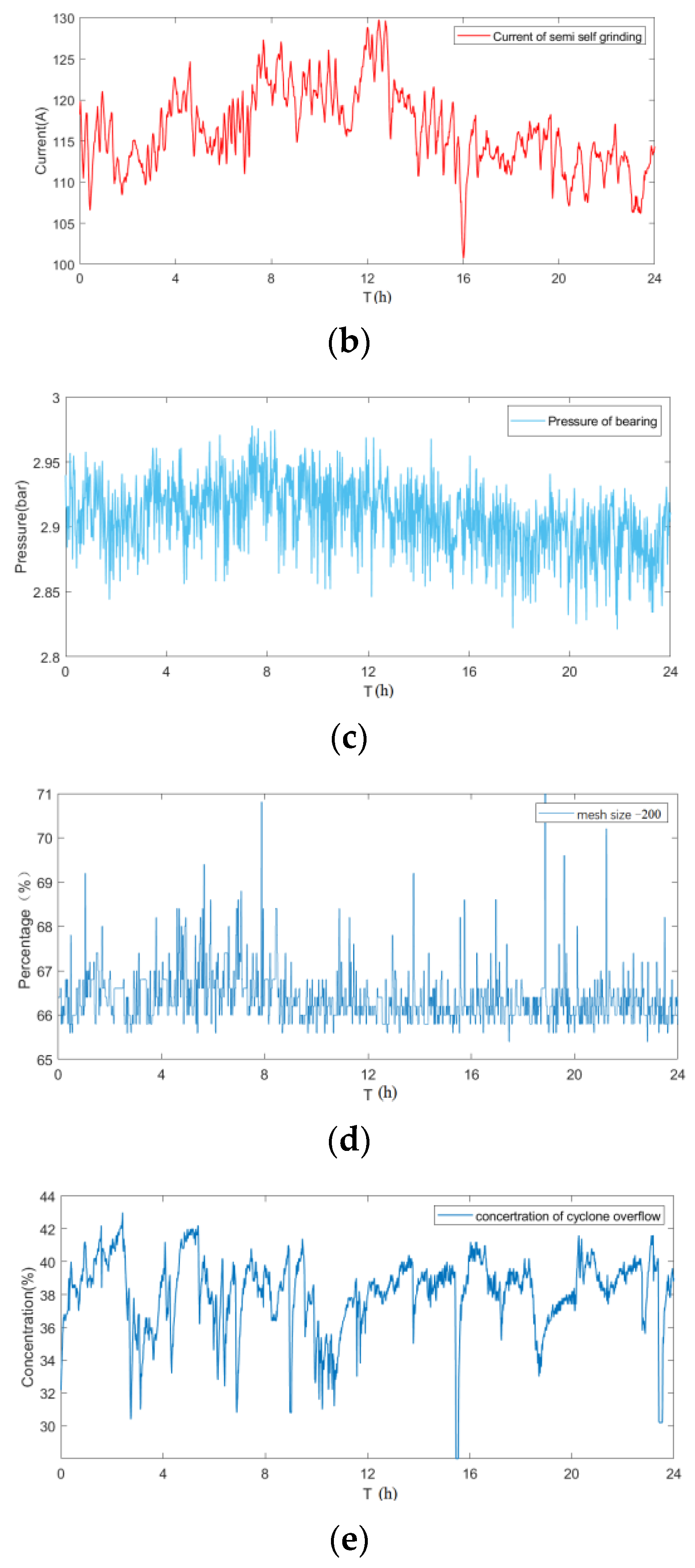
3.1. Hierarchical Intelligent Control Structure
3.2. Machine Learning Layer
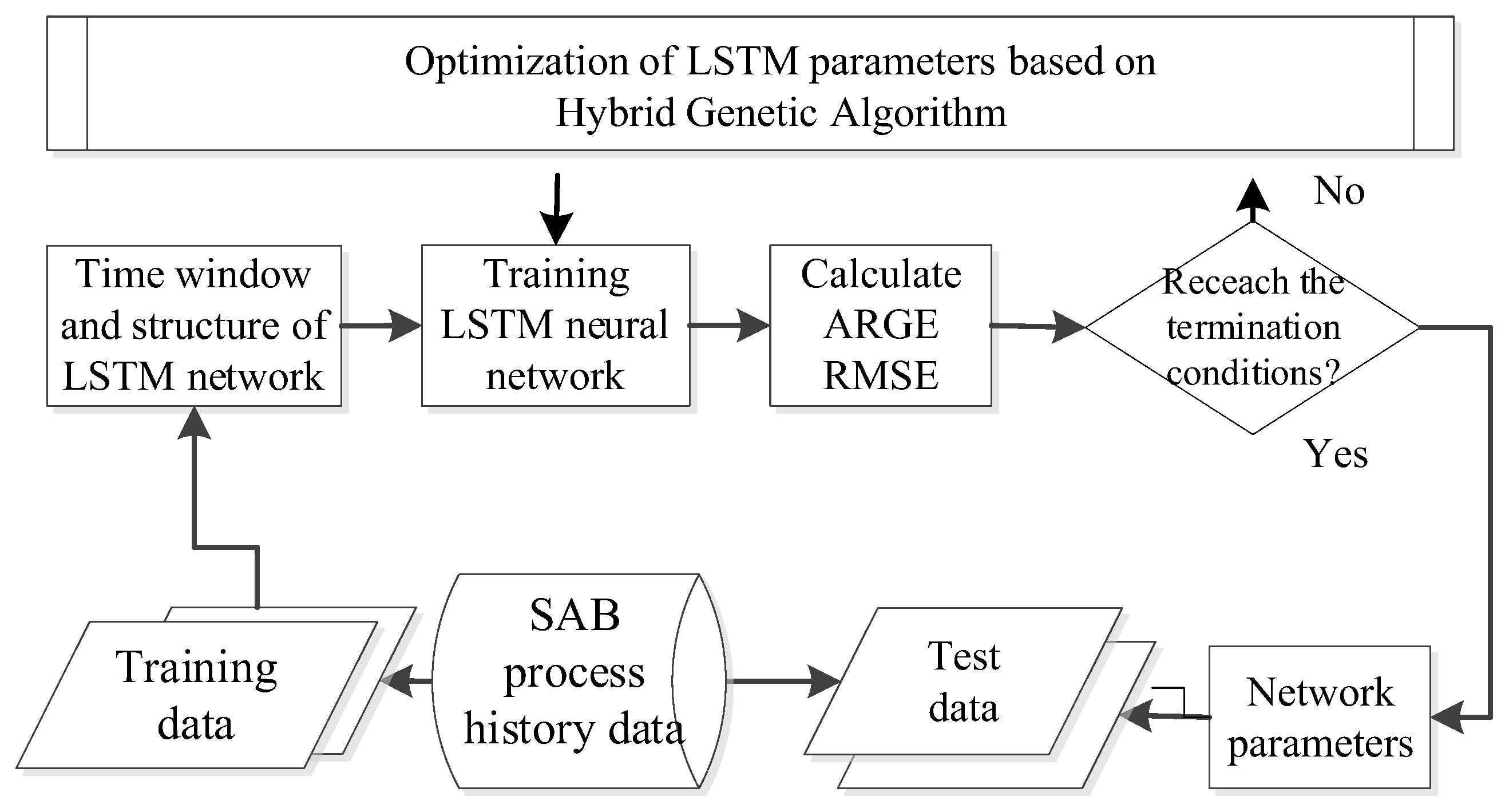
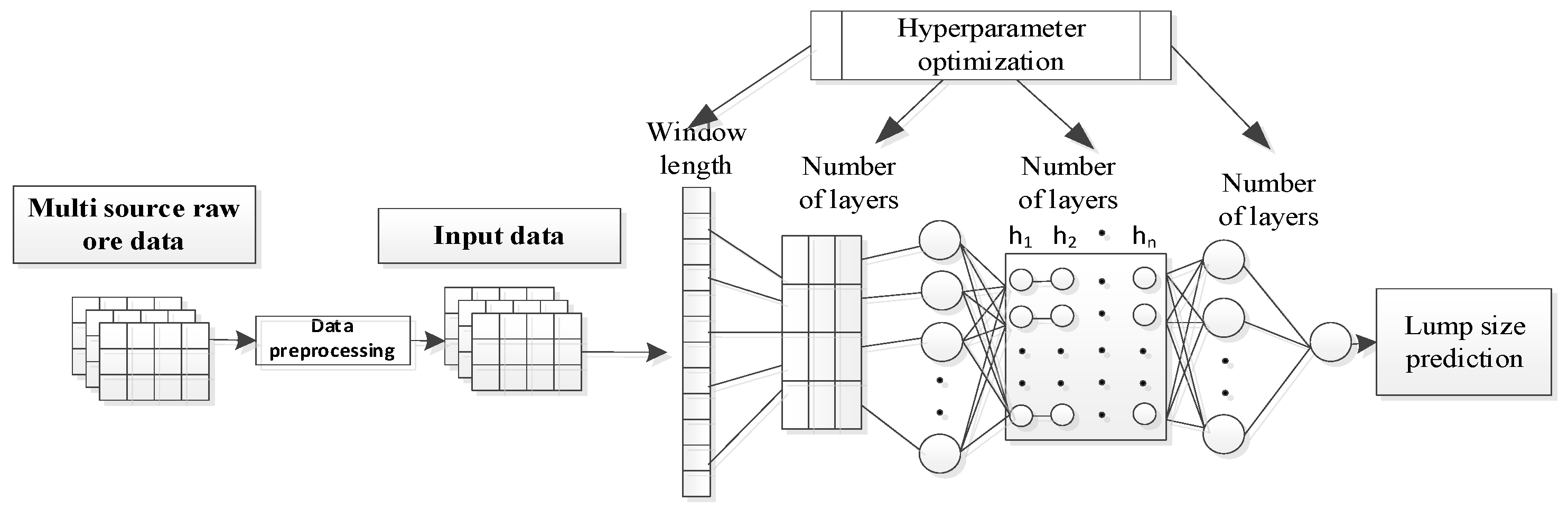
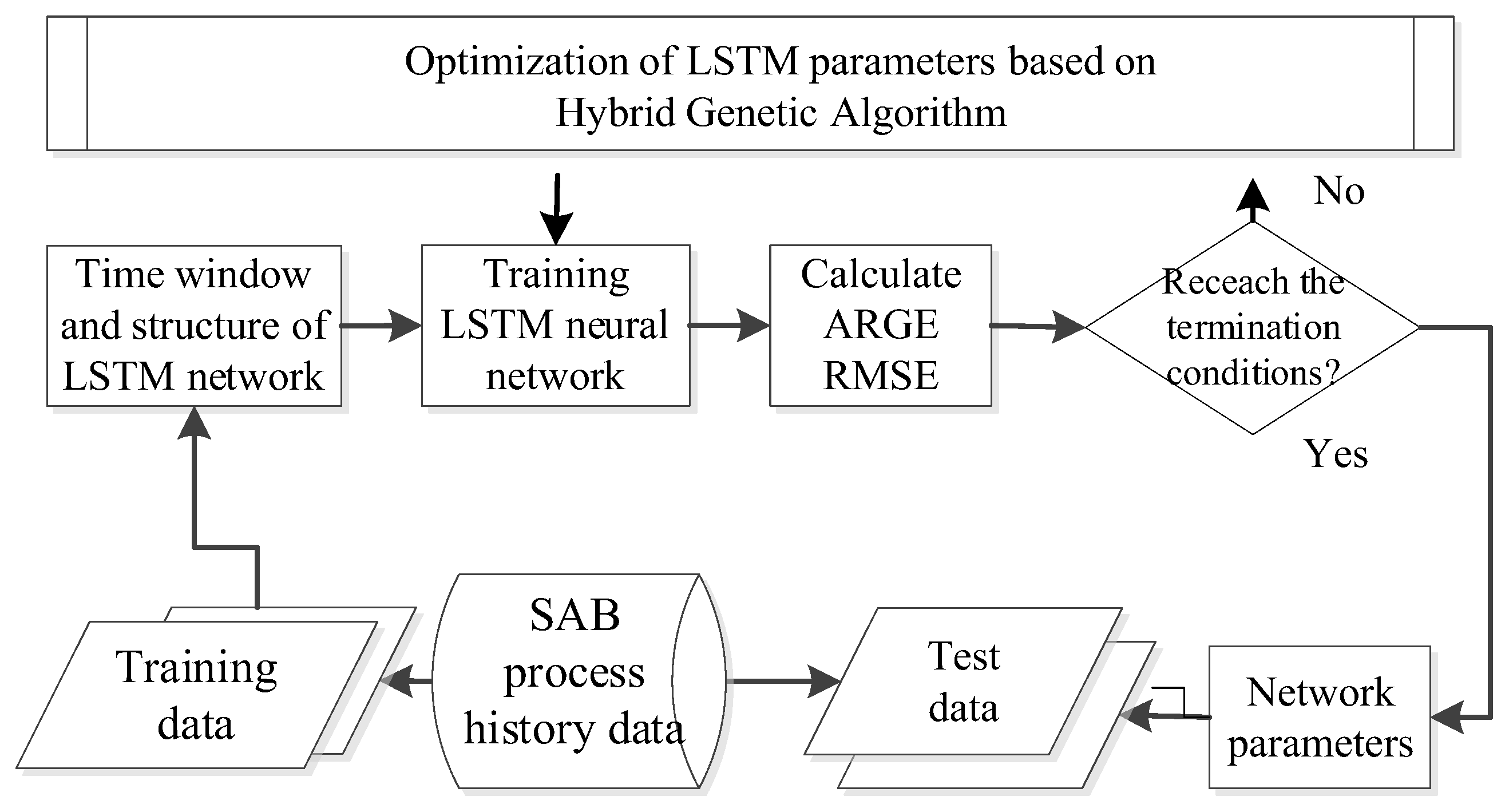
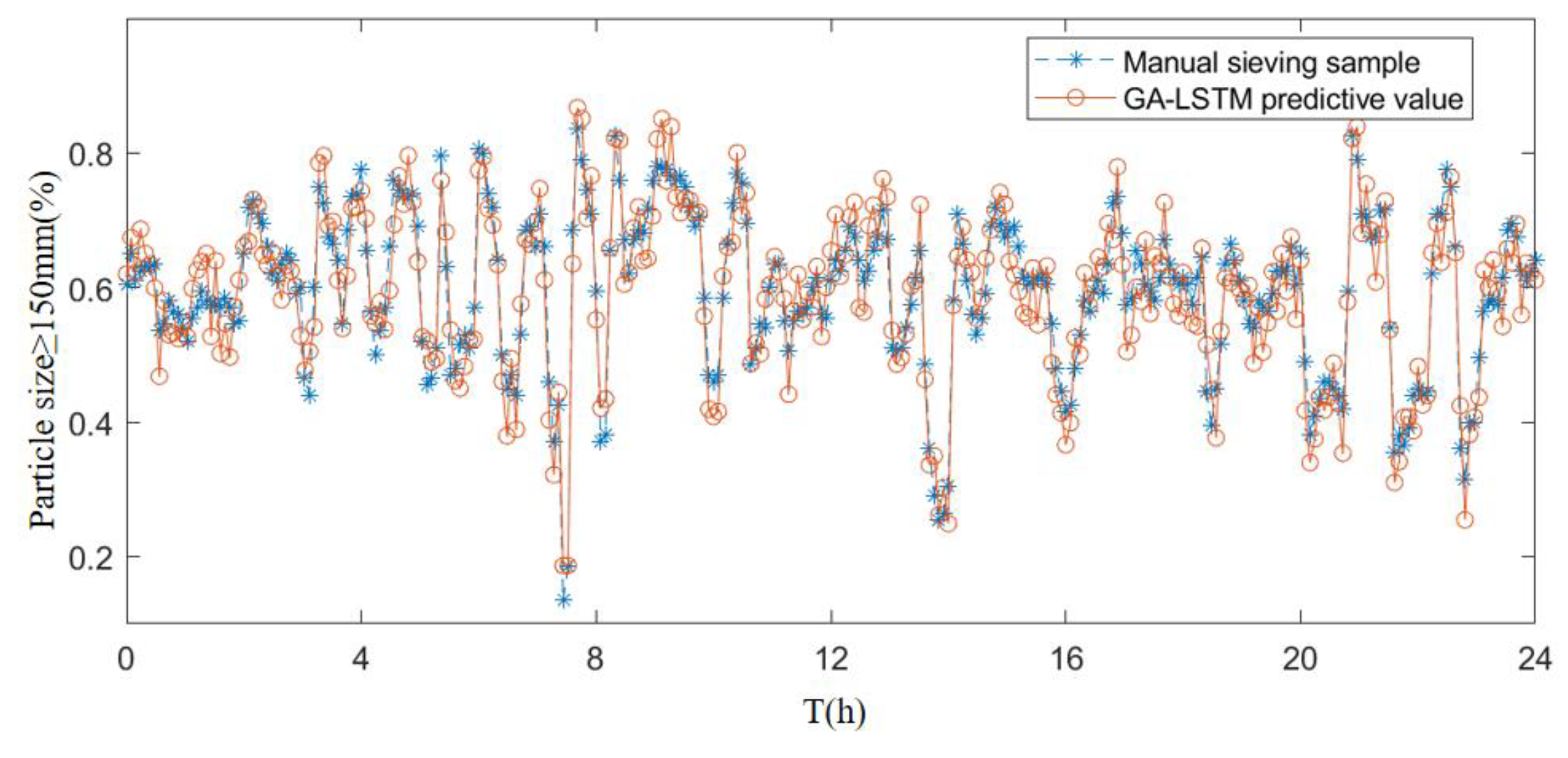
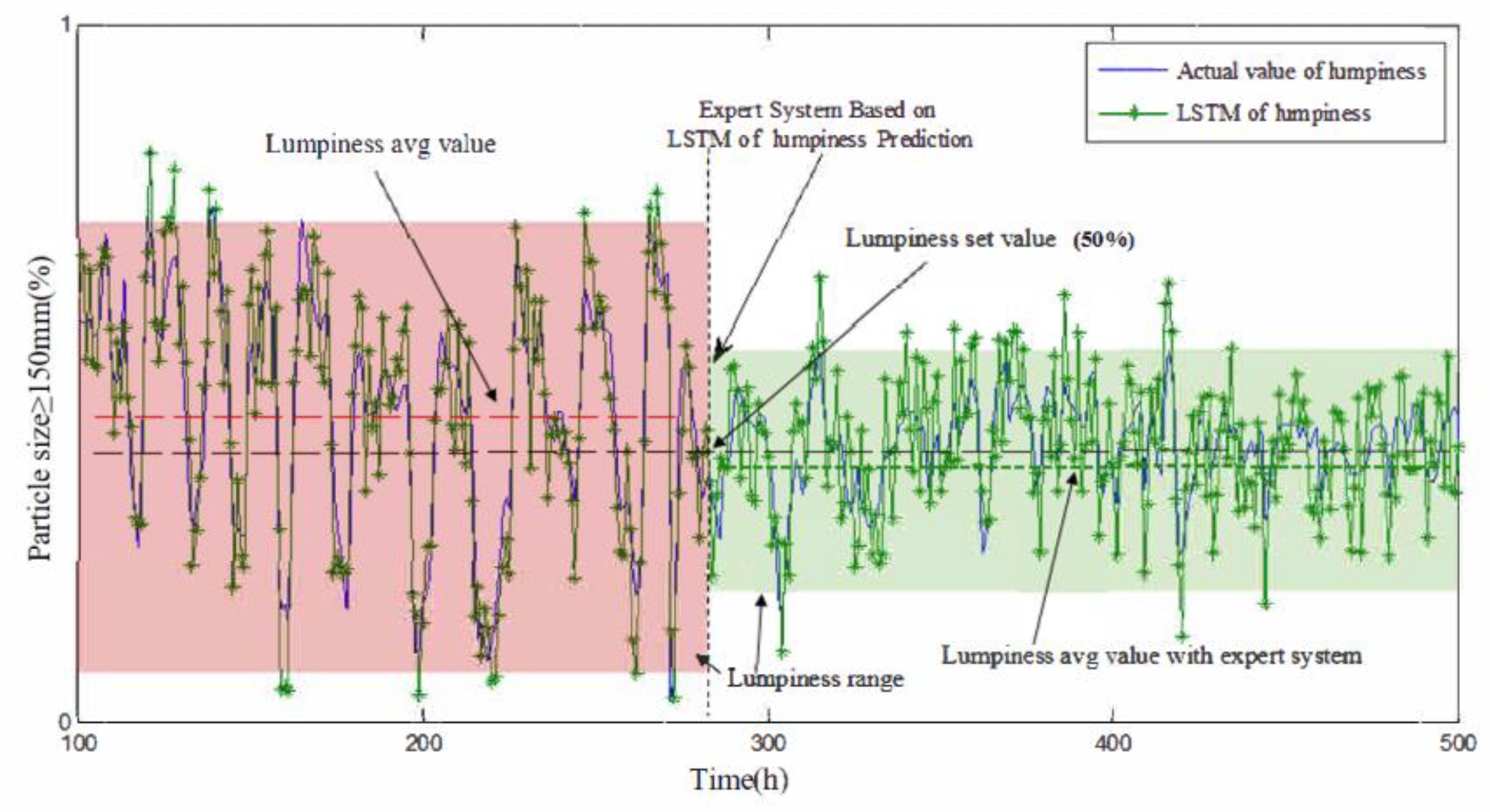
3.2.1. LSTM-Based Prediction Method for Feeding Lump Size of SAG
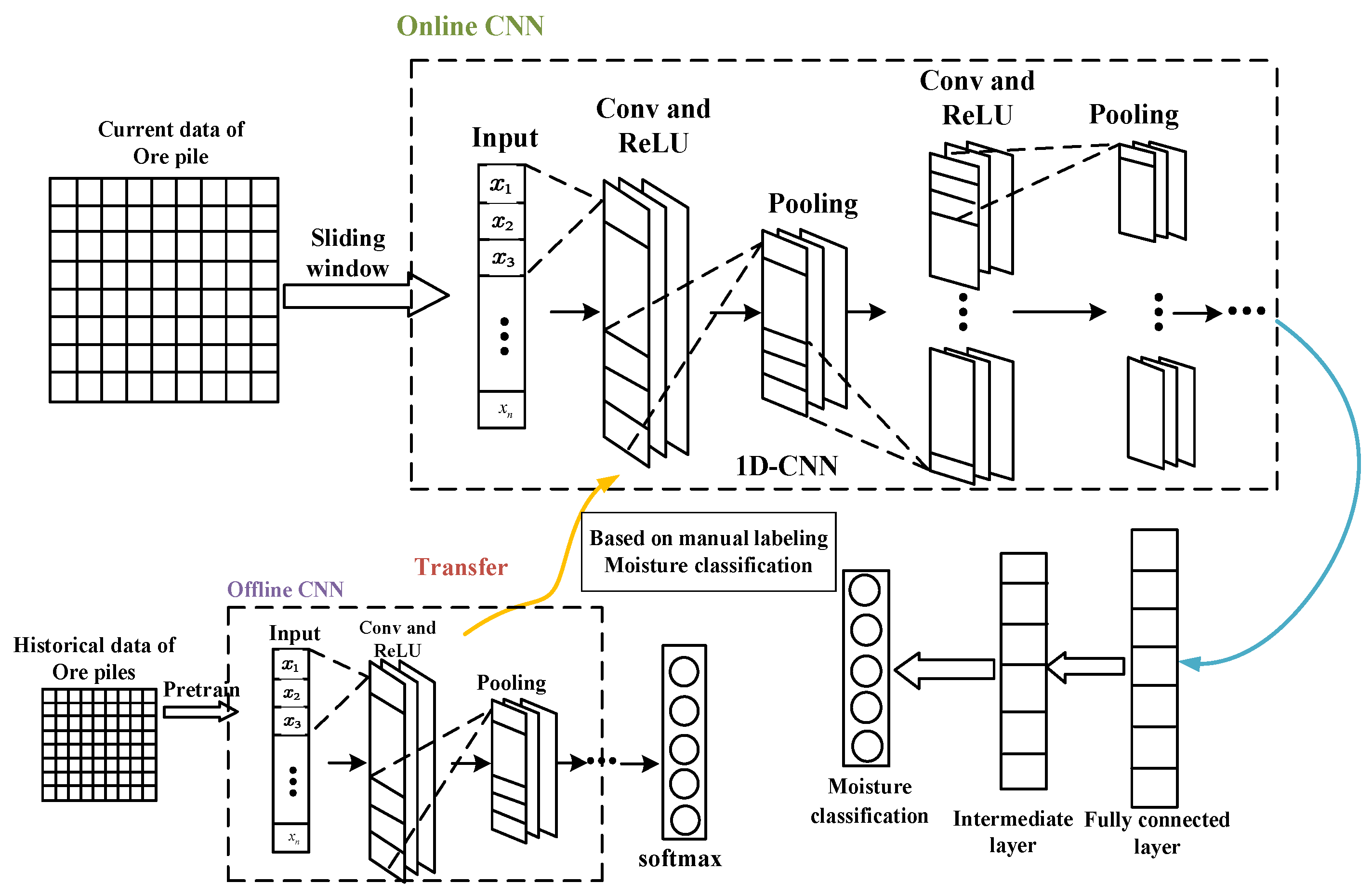
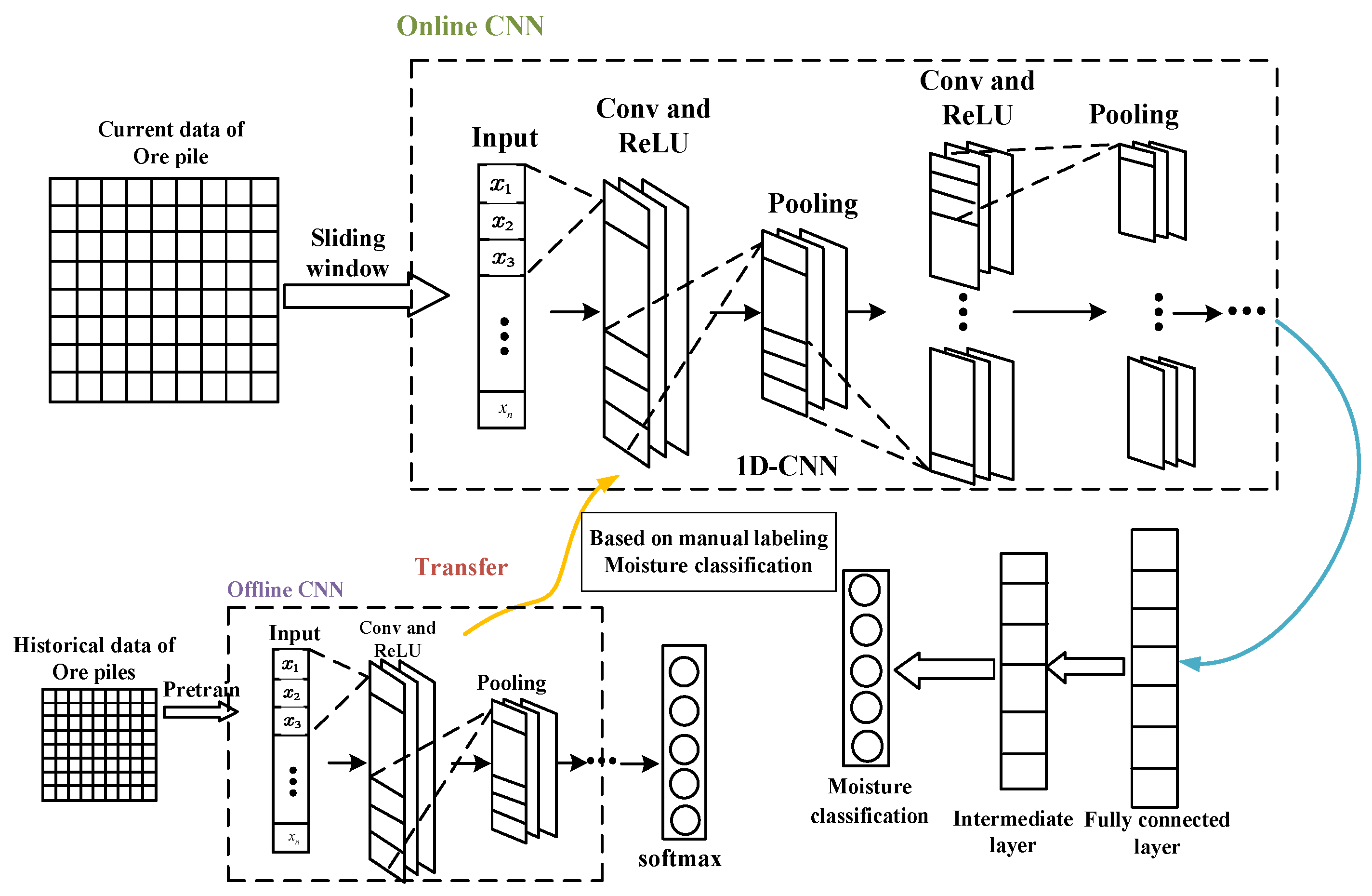
3.2.2. Classification of Moisture Content in Dry and Rainy Seasons Based on CNN
3.3. Expert Control Layer
3.3.1. Feeding Expert Control
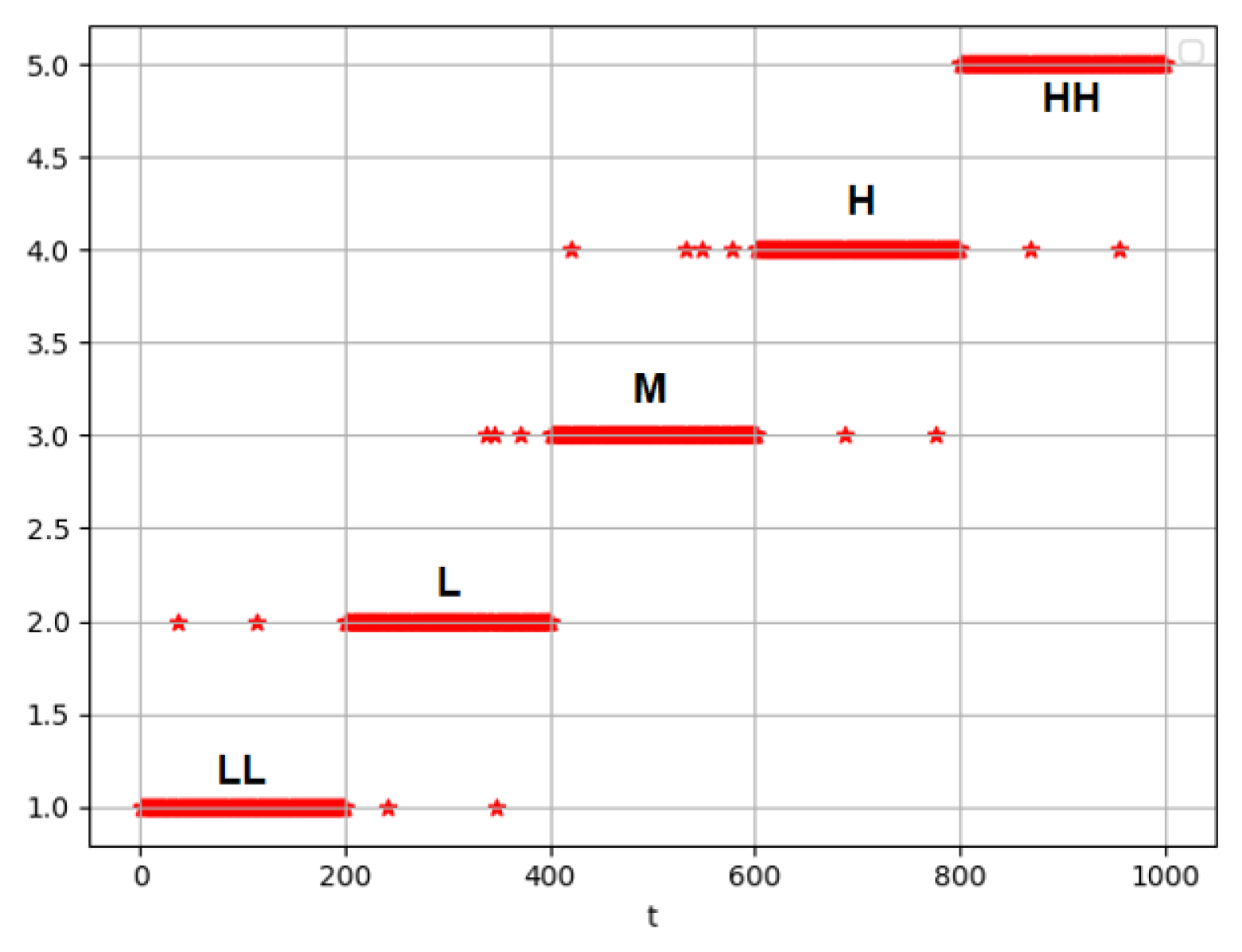
3.3.2. CBR Expert Control Method
4. Application Effect and Analysis
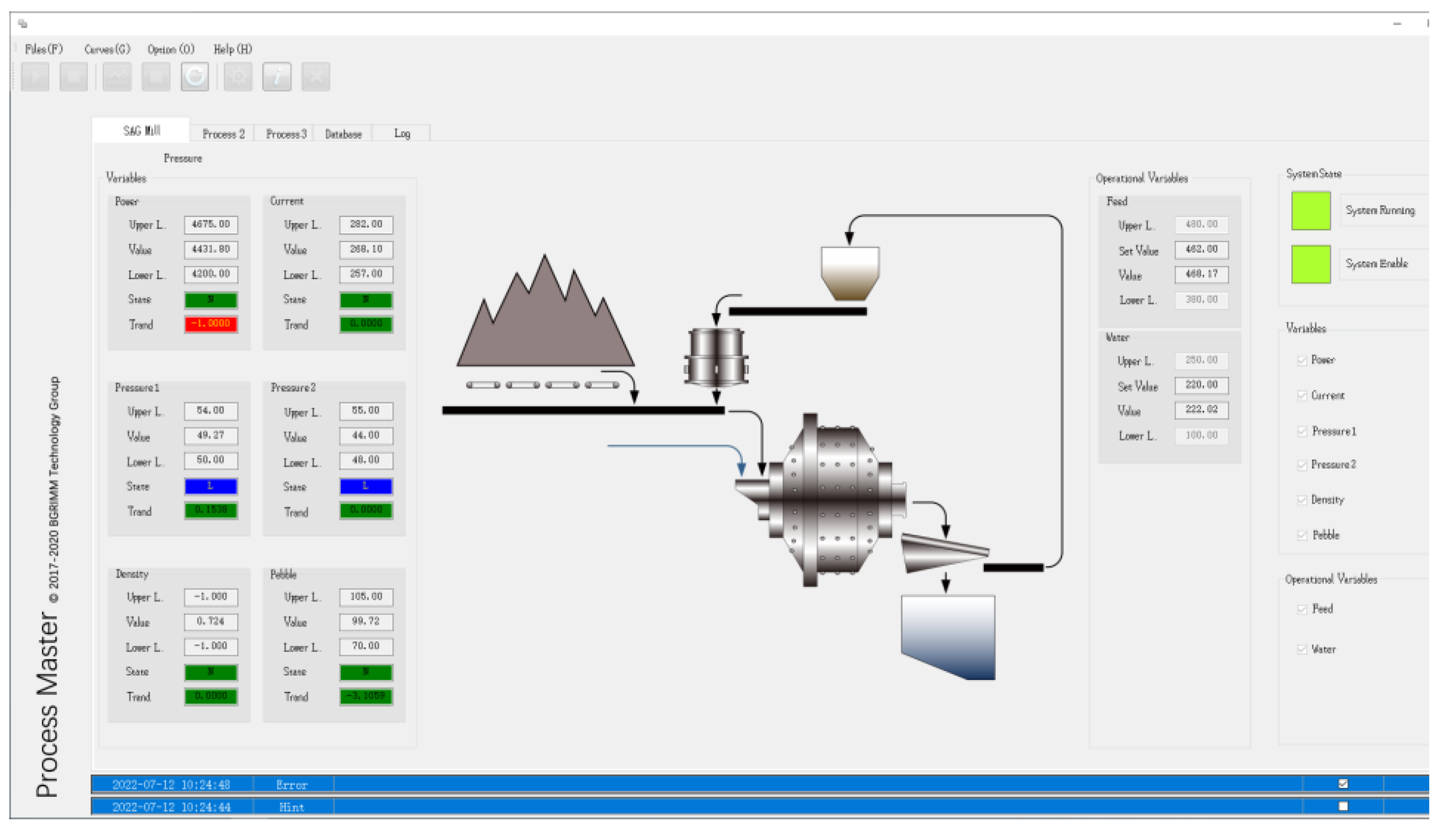
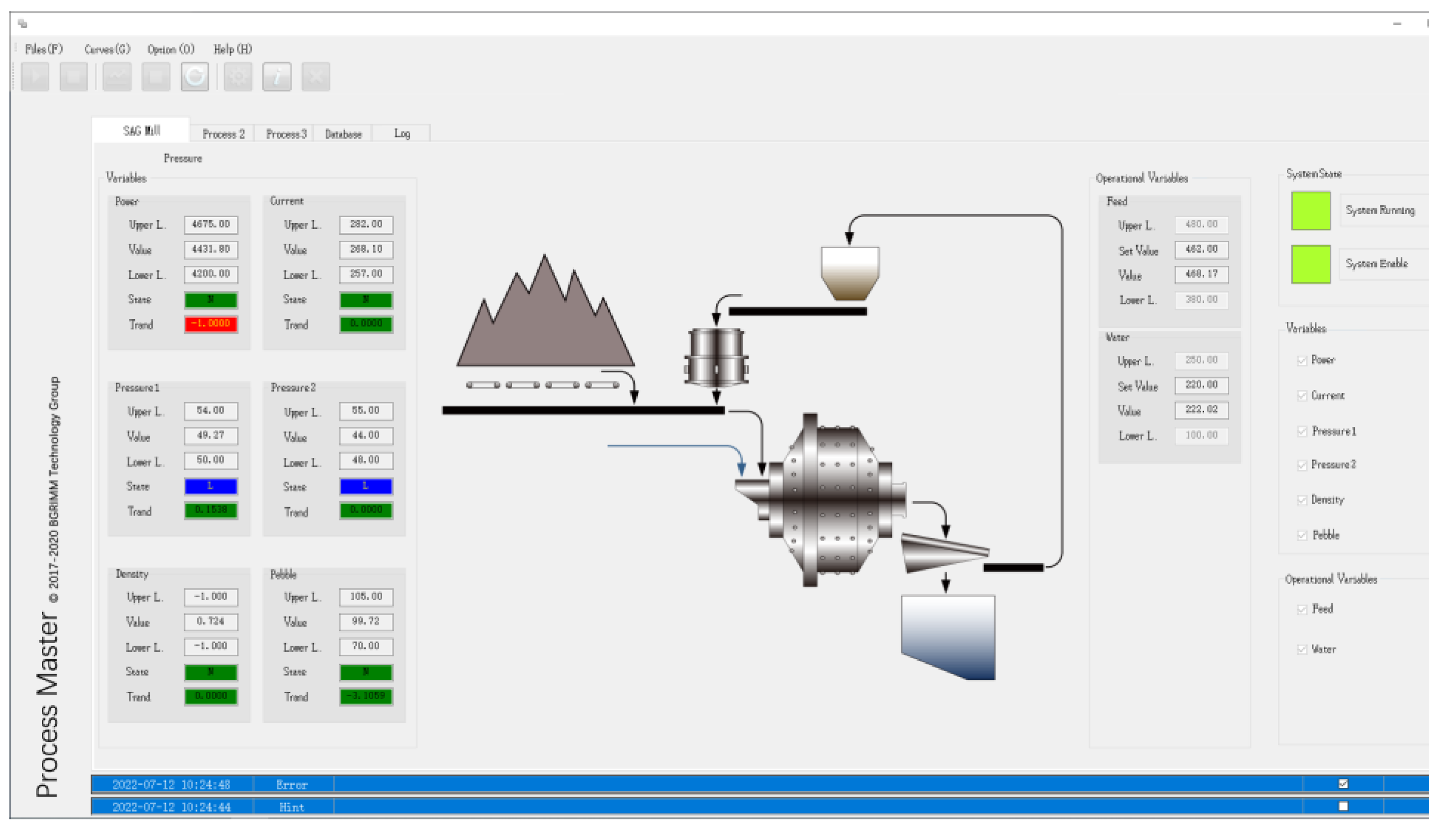
4.1. Intelligent Control System
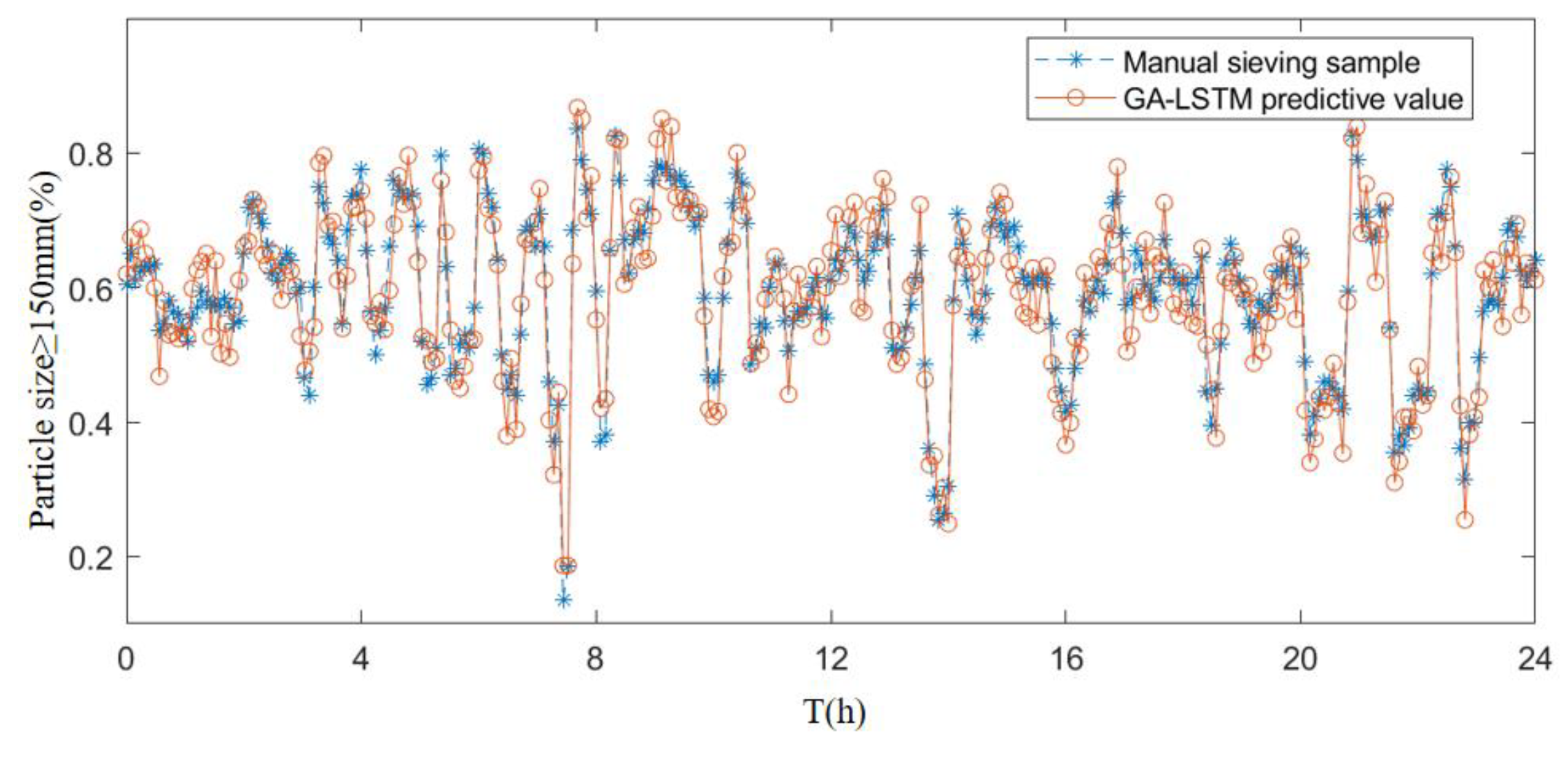
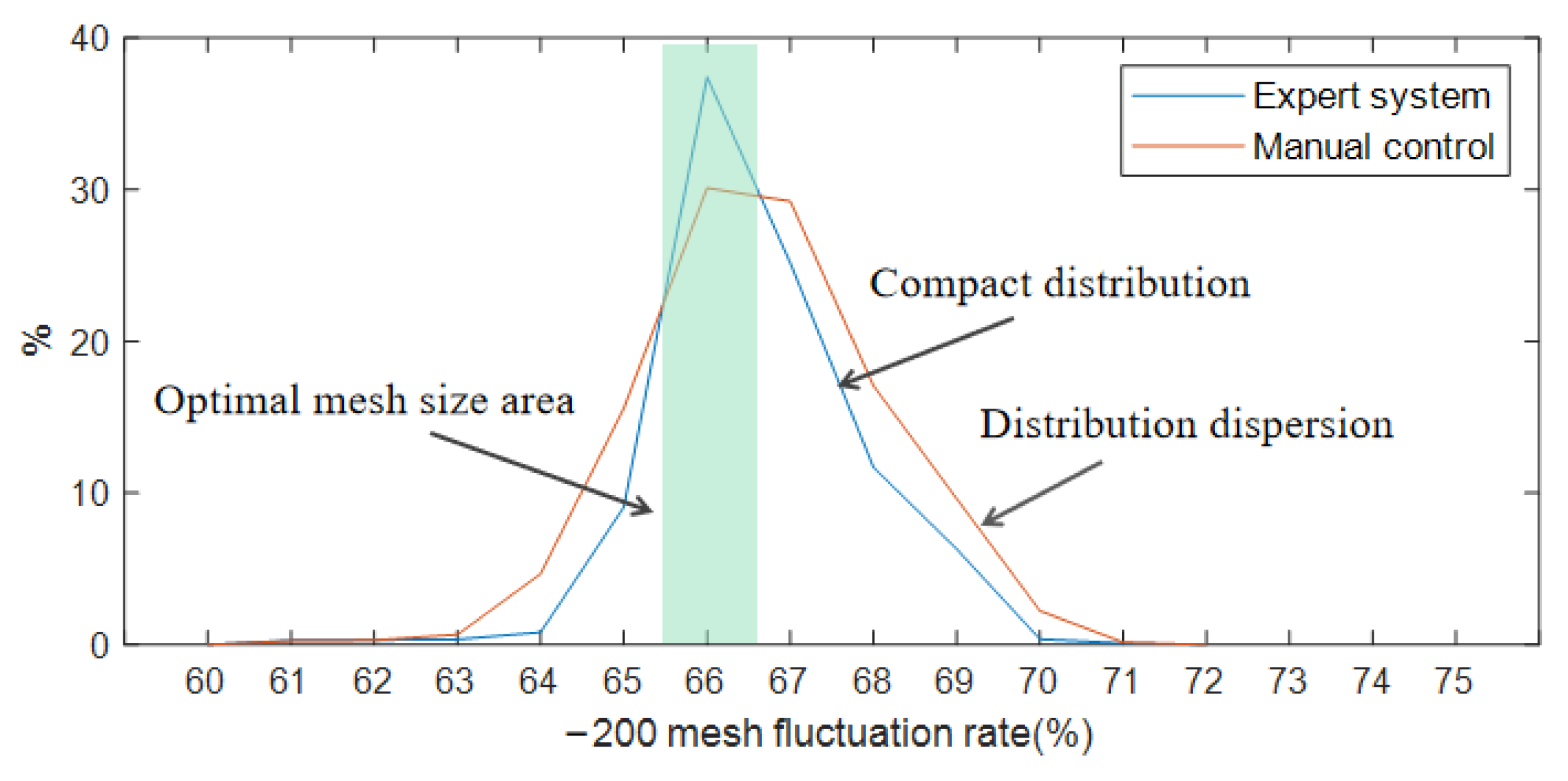
4.2. Application Effect
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zou, G.; Zhou, J.; Li, K.; Zhao, H. An HGA-LSTM-Based Intelligent Model for Ore Pulp Density in the Hydrometallurgical Process. Materials 2022, 15, 7586. [Google Scholar] [CrossRef]
- Fan, C.; Ren, L.; Zhang, Y.; Bao, S. Grinding effect of sodium silicate on muscovite and its mechanism analysis. Miner. Eng. 2023, 199, 108106. [Google Scholar] [CrossRef]
- Sadr, H.; Pedram, M.M.; Teshnehlab, M. Multi-View Deep Network: A Deep Model Based on Learning Features From Heterogeneous Neural Networks for Sentiment Analysis. IEEE Access 2020, 8, 86984–86997. [Google Scholar] [CrossRef]
- Tian, Y.H. Artificial Intelligence Image Recognition Method Based on Convolutional Neural Network Algorithm. IEEE Access 2020, 8, 125731–125744. [Google Scholar] [CrossRef]
- Jiang, Y.; Yin, S.; Dong, J.; Kaynak, O. A review on soft sensors for monitoring, control, and optimization of industrial processes. IEEE Sens. J. 2020, 21, 12868–12881. [Google Scholar] [CrossRef]
- Kadlec, P.; Gabrys, B.; Strandt, S. Data-driven Soft Sensors in the process industry. Comput. Chem. Eng. 2009, 33, 795–814. [Google Scholar] [CrossRef]
- Lu, Y.; Lu, G.M.; Lin, R. SRGC-Nets: Sparse Repeated Group Convolutional Neural Networks. IEEE Trans. Neural Netw. Learn. Syst. 2019, 31, 2889–2902. [Google Scholar] [CrossRef] [PubMed]
- Li, K.; Daniels, J.; Liu, C.; Herrero, P.; Georgiou, P. Convolutional Recurrent Neural Networks for Glucose Prediction. IEEE J. Biomed. Health Inform. 2020, 24, 603–613. [Google Scholar] [CrossRef] [PubMed]
- Dai, J.; Chen, N.; Yuan, X.; Gui, W.; Luo, L. Temperature prediction for roller kiln based on hybrid first-principle model and data-driven MW-DLWKPCR model. ISA Trans. 2020, 98, 403–417. [Google Scholar] [CrossRef]
- Kim, B.; Yuvaraj, N.; Preethaa, K.R.S.; Pandian, R.A. Surface crack detection using deep learning with shallow CNN architecture for enhanced computation. Neural Comput. Appl. 2021, 33, 9289–9305. [Google Scholar] [CrossRef]
- Zhou, P.; Gao, B.; Wang, S.; Chai, T. Identification of Abnormal Conditions for Fused Magnesium Melting Process Based on Deep Learning and Multi-source Information Fusion. IEEE Trans. Ind. Electron. 2021, 99, 1. [Google Scholar]
- Zhang, H.; Tang, Z.; Xie, Y.; Chen, Q.; Gao, X.; Gui, W. Feature Reconstruction-Regression Network: A Light-Weight Deep Neural Network for Performance Monitoring in the Froth Flotation. IEEE Trans. Ind. Inform. 2020, 17, 8406–8417. [Google Scholar] [CrossRef]
- Zhang, J.; Tang, Z.; Xie, Y.; Chen, Q.; Ai, M.; Gui, W. Timed key-value memory network for flotation reagent control. Control Eng. Pract. 2020, 98, 104360. [Google Scholar] [CrossRef]
- Gao, F.; Ma, F.; Wang, J.; Sun, J.; Yang, E.; Zhou, H. Semi-Supervised Generative Adversarial Nets with Multiple Generators for SAR Image Recognition. Sensors 2018, 18, 2706. [Google Scholar] [CrossRef]
- Hinton, G.E.; Salakhutdinov, R.R. Reducing the Dimensionality of Data with Neural Networks. Science 2006, 313, 504–507. [Google Scholar] [CrossRef] [PubMed]
- Zhou, K.; Yang, C.; Liu, J.; Xu, Q. Deep graph feature learning-based diagnosis approach for rotating machinery using multi-sensor data. J. Intell. Manuf. 2022, 34, 1965–1974. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, Q.; Zhang, R.; Yang, C. A hybrid feature selection method for production condition recognition in froth flotation with noisy labels. Miner. Eng. 2020, 153, 106201. [Google Scholar] [CrossRef]
- Zhang, H.; Tang, Z.; Xie, Y.; Yuan, H.; Chen, Q.; Gui, W. Siamese Time Series and Difference Networks for Performance Monitoring in the Froth Flotation Process. IEEE Trans. Ind. Inform. 2021, 18, 2539–2549. [Google Scholar] [CrossRef]
- Mou, L.; Ghamisi, P.; Zhu, X.X. Deep Recurrent Neural Networks for Hyperspectral Image Classification. IEEE Trans. Geosci. Remote Sens. 2017, 55, 3639–3655. [Google Scholar] [CrossRef]
- Ke, W.; Huang, D.; Yang, F.; Jiang, Y. Soft sensor development and applications based on LSTM in deep neural networks. In Proceedings of the 2017 IEEE Symposium Series on Computational Intelligence (SSCI), Honolulu, HI, USA, 27 November–1 December 2017. [Google Scholar] [CrossRef]
- Yan, H.; Wang, F.; He, D.; Zhao, L.; Wang, Q. Bayesian Network-Based Modeling and Operational Adjustment of Plantwide Flotation Industrial Process. Ind. Eng. Chem. Res. 2020, 59, 2025–2035. [Google Scholar] [CrossRef]
- Sherstinsky, A. Fundamentals of Recurrent Neural Network (RNN) and Long Short-Term Memory (LSTM) Network. Phys. D Nonlinear Phenom. 2020, 404, 132306. [Google Scholar] [CrossRef]
- Pan, H.; Su, T.; Huang, X.; Wang, Z. LSTM-based soft sensor design for oxygen content of flue gas in coal-fired power plant. Trans. Inst. Meas. Control 2021, 43, 78–87. [Google Scholar] [CrossRef]
- Alshwaheen, T.I.; Hau, Y.W.; Ass’Ad, N.; Abualsamen, M.M. A Novel and Reliable Framework of Patient Deterioration Prediction in Intensive Care Unit Based on Long Short-Term Memory-Recurrent Neural Network. IEEE Access 2020, 9, 3894–3918. [Google Scholar] [CrossRef]
- Mansoornejad, B.; Mostoufi, N.; Jalali-Farahani, F. A hybrid GA–SQP optimization technique for determination of kinetic parameters of hydrogenation reactions. Comput. Chem. Eng. 2008, 32, 1447–1455. [Google Scholar] [CrossRef]
- Gu, K.; Xia, Z.F.; Qiao, J.F. Deep dual-channel neural network for image-based smoke detection. IEEE Trans. Multimed. 2020, 22, 311–323. [Google Scholar] [CrossRef]
- Xu, G.W.; Liu, M.; Jiang, Z.F.; Huang, C.X. Online fault diagnosis method based on transfer convolutional neural networks. IEEE Trans. Instrum. Meas. 2019, 69, 509–520. [Google Scholar] [CrossRef]
- Fang, C.; He, D.; Li, K.; Liu, Y.; Wang, F. Image-based thickener mud layer height prediction with attention mechanism-based CNN. ISA Trans. 2022, 128, 677–689. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Variable Name |
|---|---|
| 1 | 1# Belt frequency |
| 2 | 2# Belt frequency |
| 3 | 3# Belt frequency |
| 4 | 4# Belt frequency |
| 5 | Feedrate of SAG mill |
| 6 | Current of SAG mill |
| 7 | Water feedrate of SAG mill |
| 8 | Pressure of SAG mill bearing |
| 9 | SAG mill 2# Belt current |
| No. | Variable Name |
|---|---|
| 1 | Mesh size (Video extraction) |
| 2 | Feedrate of SAG mill |
| 3 | Water feedrate of SAG mill |
| 4 | Current of SAG mill |
| 5 | Bearing pressure of SAG mill |
| 6 | Current of ball mill |
| 7 | Bearing pressure of ball mill |
| 8 | Water feedrate to sump |
| 9 | Pressure of cyclone |
| 10 | Flow of cyclone |
| 11 | Concentration of cyclone |
| 12 | Particle size of cyclone overflow |
| IF | THEN |
|---|---|
| LL | Parameter Group 1 of Expert control layer |
| L | Parameter Group 2 of Expert control layer |
| M | Parameter Group 3 of Expert control layer |
| H | Parameter Group 4 of Expert control layer |
| HH | Parameter Group 5 of Expert control layer |
| Variable Name | Unit | Before | After | Improve |
|---|---|---|---|---|
| Throughput fluctuation rate | % | 33.81% | 17.72% | −47.6% |
| Current fluctuation rate of main motor | % | 10.39% | 5.89% | −43.3% |
| Bearing pressure fluctuation rate | % | 10.78% | 7.01% | −35.0% |
| −200 mesh fluctuation rate | % | 6.72% | 3.45% | −48.7% |
| Concentration fluctuation rate | % | 12.93% | 8.39% | −35.1% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, G.; Zhou, J.; Song, T.; Yang, J.; Li, K. Hierarchical Intelligent Control Method for Mineral Particle Size Based on Machine Learning. Minerals 2023, 13, 1143. https://doi.org/10.3390/min13091143
Zou G, Zhou J, Song T, Yang J, Li K. Hierarchical Intelligent Control Method for Mineral Particle Size Based on Machine Learning. Minerals. 2023; 13(9):1143. https://doi.org/10.3390/min13091143
Chicago/Turabian StyleZou, Guobin, Junwu Zhou, Tao Song, Jiawei Yang, and Kang Li. 2023. "Hierarchical Intelligent Control Method for Mineral Particle Size Based on Machine Learning" Minerals 13, no. 9: 1143. https://doi.org/10.3390/min13091143
APA StyleZou, G., Zhou, J., Song, T., Yang, J., & Li, K. (2023). Hierarchical Intelligent Control Method for Mineral Particle Size Based on Machine Learning. Minerals, 13(9), 1143. https://doi.org/10.3390/min13091143