




A Review on Removal of Iron Impurities from Quartz Mineral


Abstract
:1. Introduction
2. Methods for Removing Iron Impurities from Quartz
2.1. Conventional Preprocessing Methods
2.2. Magnetic Separation Method
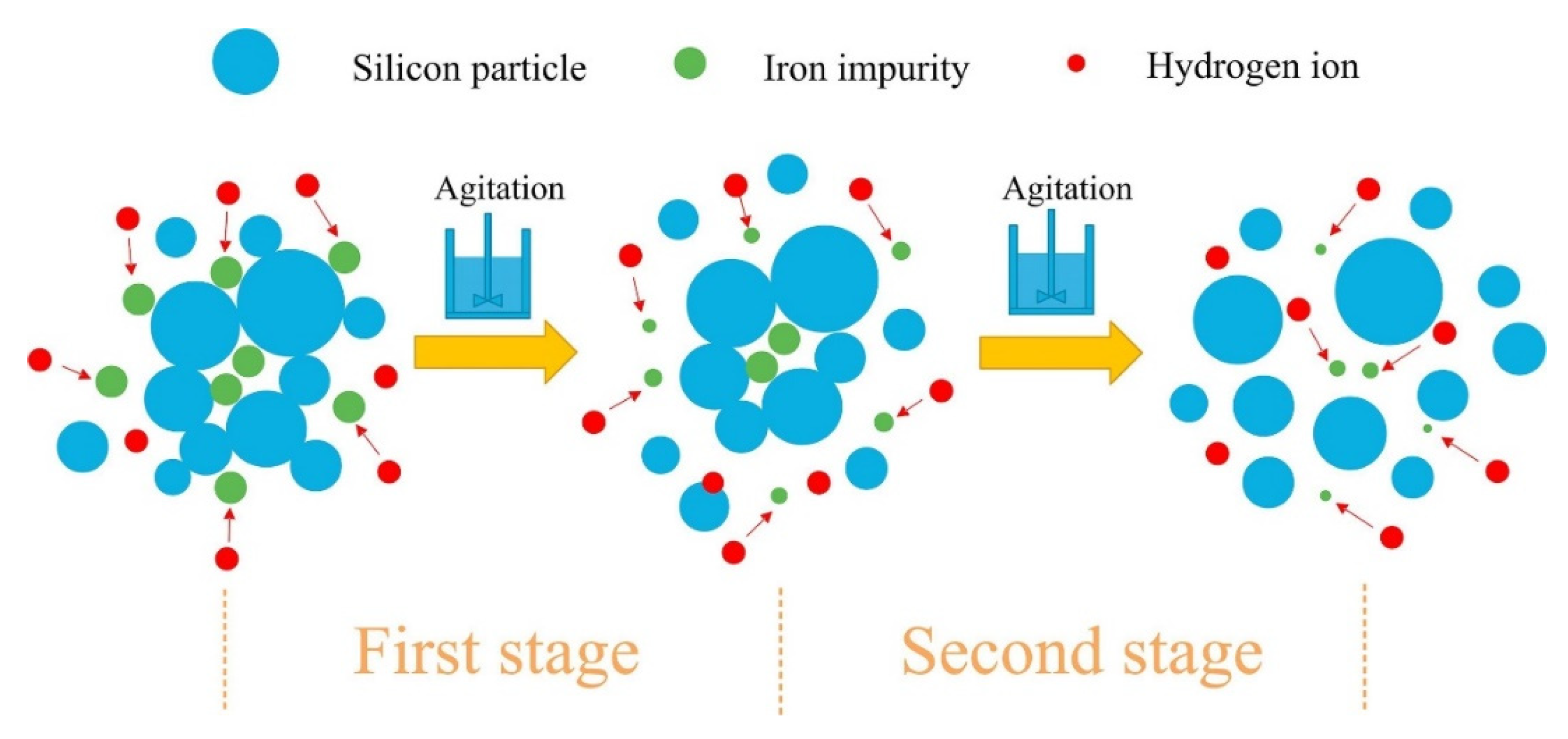
2.3. Acid Leaching

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Leaching Reagent | Fe2O3 Contents before Leaching (ppm) | Fe2O3 Contents after Leaching (ppm) | Fe2O3 Removal Yield (%) | References |
|---|---|---|---|---|
| Oxalic acid | 290 | 174 | 40 | [38] |
| Oxalic acid | 600 | 147.6 | 75.4 | [39] |
| H2SO4, oxalic acid | 300 | 180 | 35–45 | [41] |
| Oxalic acid | 302 | 163 | 46.1 | [44] |
| Oxalic acid | 77 | <10 | 98–100 | [45] |
| H2SO4 | 420 | 84 | 80 | [46] |
| Oxalic acid | 3150 | 94 | 97.02 | [47] |
| Phosphoric acid | 481 | 110 | 77.1 | [48] |
2.4. Microbial Leaching Method
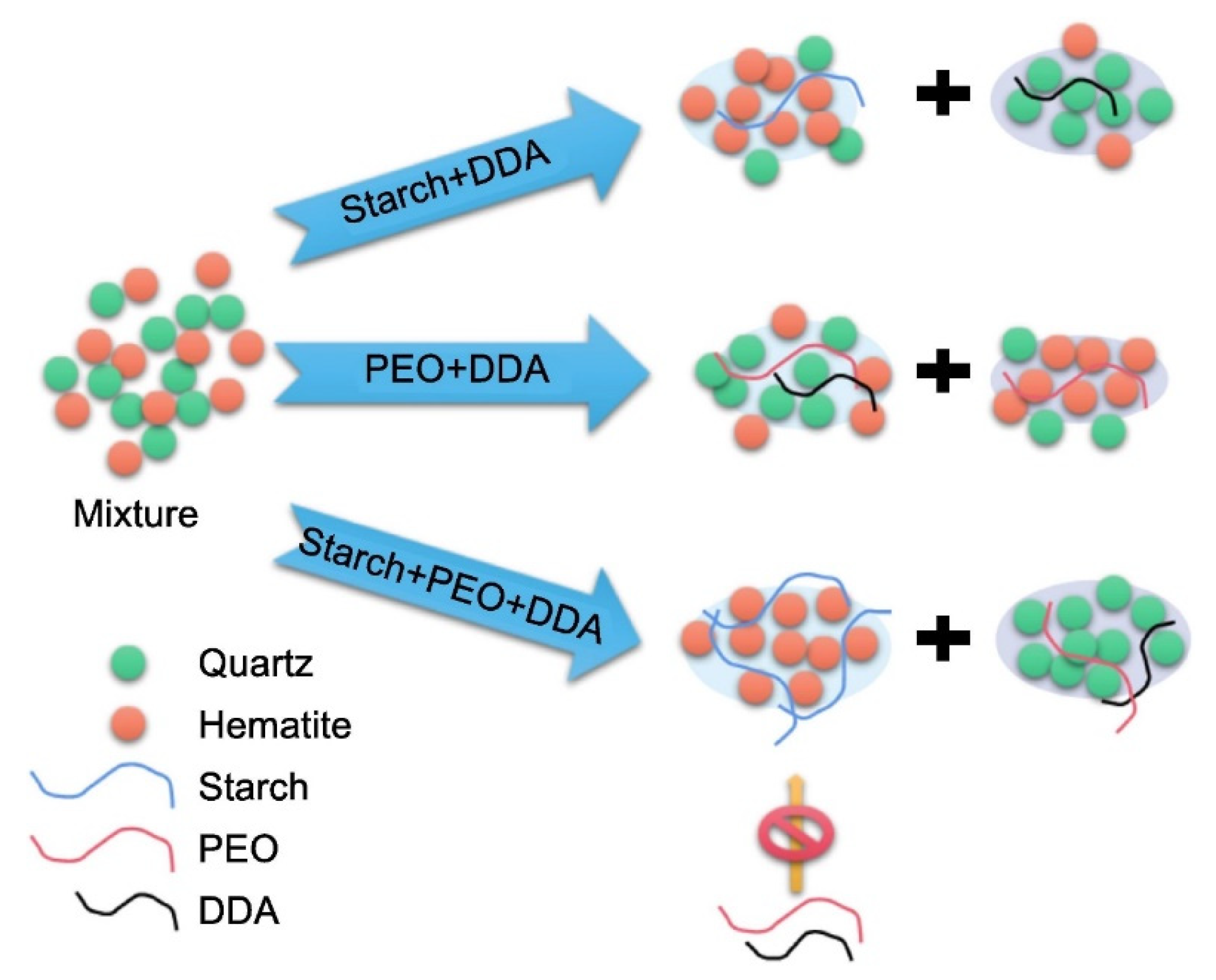
2.5. Flotation Removal of Iron
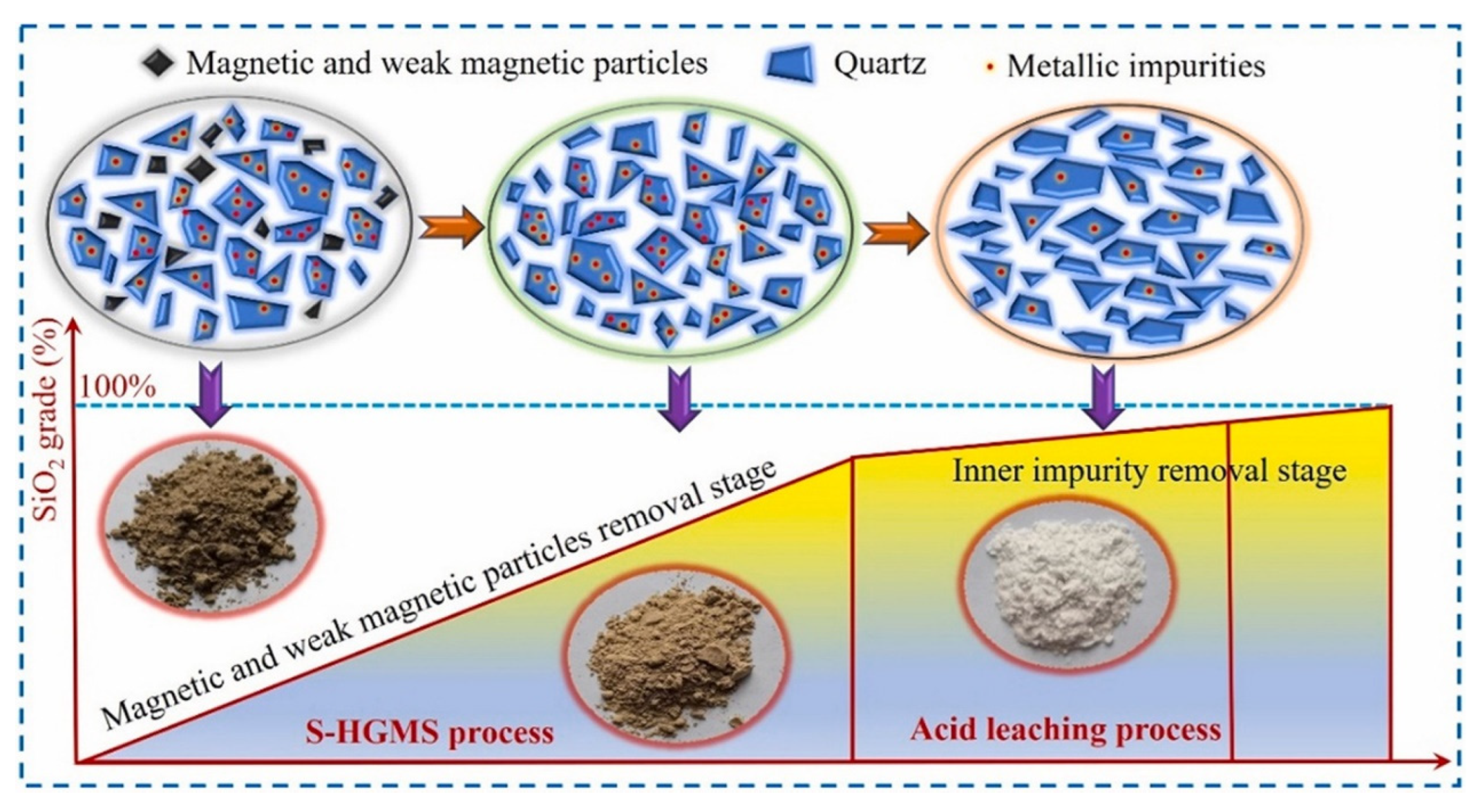
2.6. Combined Treatment Method for Iron Removal
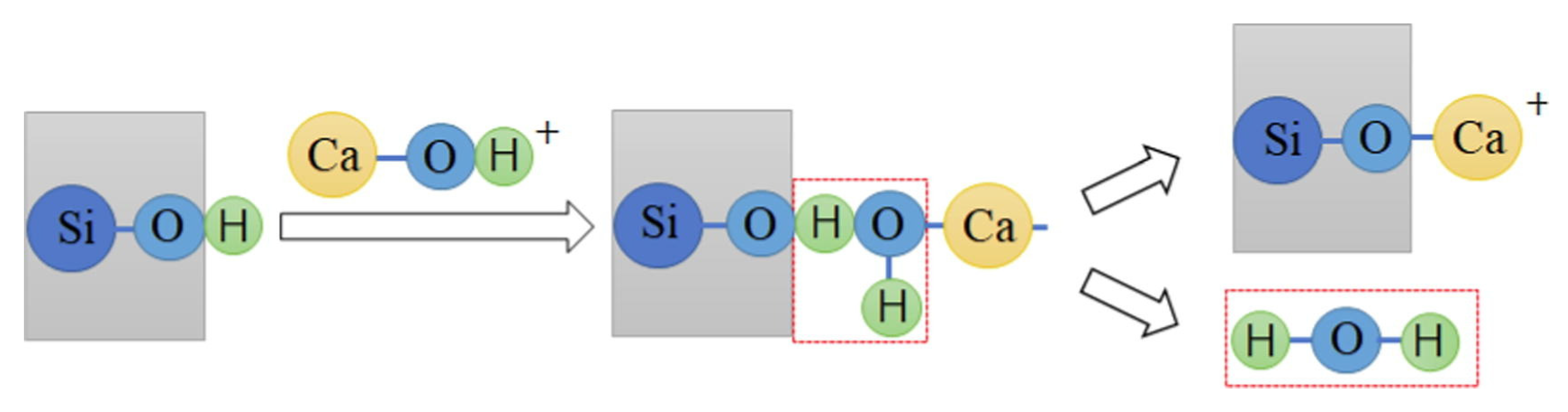
3. Mechanism for Separating Iron Impurities from Quartz
4. Prospects for Purification of Quartz Minerals
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, L. Concept of high purity quartz and classification of its raw materials. Conserv. Util. Miner. Resour. 2022, 42, 55–63. [Google Scholar] [CrossRef]
- Wang, J. Global high purity quartz deposits: Resources distribution and exploitation status. Acta Mineral. Petrol. 2021, 40, 131–141. [Google Scholar]
- Guo, W.; Han, Y.; Zhu, Y.; Liu, Q.; Li, Y. Analysis of High-purity Quartz Sand Resources and It’s Processing Technologies. Met. Mine 2019, 2, 22–28. [Google Scholar] [CrossRef]
- Zhou, H.; Müller, A.; Berndt, J. Quartz chemistry fingerprints melt evolution and metamorphic modifications in high-purity quartz deposits. Geochim. Cosmochim. Acta 2023, 356, 179–195. [Google Scholar] [CrossRef]
- Abdellaoui, I.; Islam, M.M.; Sakurai, T.; Hamzaoui, S.; Akimoto, K. Impurities removal process for high-purity silica production from diatomite. Hydrometallurgy 2018, 179, 207–214. [Google Scholar] [CrossRef]
- Müller, A.; Wanvik, J.E.; Ihlen, P.M. Petrological and chemical characterisation of high-purity quartz deposits with examples from Norway. In Quartz: Deposits, Mineralogy and Analytics; Götze, J., Möckel, R., Eds.; Springer: Berlin/Heidelberg, Germany, 2012; pp. 71–118. [Google Scholar]
- Preusser, F.; Chithambo, M.L.; Götte, T.; Martini, M.; Ramseyer, K.; Sendezera, E.J.; Sunino, G.J.; Wintle, A.G. Quartz as a natural luminescence dosimeter. Earth-Sci. Rev. 2009, 97, 184–214. [Google Scholar] [CrossRef]
- Ricci, G.; Monti, A.M.; Pagano, R.; Martini, M.; Caneve, L.; Artioli, G. Unusual Luminescence of Quartz from La Sassa, Tuscany: Insights on the Crystal and Defect Nanostructure of Quartz. Minerals 2021, 11, 1345. [Google Scholar] [CrossRef]
- Götze, J.; Plötze, M.; Habermann, D. Origin, spectral characteristics and practical applications of the cathodoluminescence (CL) of quartz—A review. Mineral. Petrol. 2001, 71, 225–250. [Google Scholar] [CrossRef]
- Hashimoto, T. An Overview of Red-Thermoluminescence (RTL) Studies on Heated Quartz and RTL Application to Dosimetry and Dating. Geochronometria 2008, 30, 9–16. [Google Scholar] [CrossRef]
- Li, Y.; Ma, Q.; Xia, Z.; Li, W.; Lei, S. Influences of Na2CO3 roasting and H3PO4 hot-pressure leaching on the purification of vein quartz to achieve high-purity quartz. Hydrometallurgy 2023, 218, 106065. [Google Scholar] [CrossRef]
- Chen, R.; Lu, W.; Lu, J.; Pu, R.; Lin, J.; Yu, J. The color mechanism of iron on quartz by ion implantation. Phys. B Condens. Matter 2022, 627, 413550. [Google Scholar] [CrossRef]
- Perny, B.; Eberhardt, P.; Ramseyer, K.; Mullis, J.; Pankrath, R. Microdistribution of Al, Li, and Na in α quartz: Possible causes and correlation with short-lived cathodoluminescence. Am. Mineral. 1992, 77, 534–544. [Google Scholar]
- Chen, J.; Zhang, H. Trace elements in quartz lattice and their implications for petrogenesis and mineralization. Geol. J. China Univ. 2011, 17, 125–135. [Google Scholar] [CrossRef]
- Niu, F.; Xu, X.; Gao, J.; Xu, J. Study on Purifying Quartzite by Mineral Processing. Yunnan Metall. 2001, 30, 18–21. [Google Scholar]
- Niu, F.; Ni, W. Study on High-Purity Quartzite by Mineral Processing. China Min. Mag. 2004, 6, 59–61. [Google Scholar]
- Zhang, X.; Wang, X.; Deng, J.; Ma, Z.; Yang, J.; Cheng, N.; Chen, J. Study on Oxalic Acid Complexation Method of Removing Iron from Quartz. Bull. Chin. Ceram. Soc. 2012, 31, 852–855, 860. [Google Scholar] [CrossRef]
- Li, Y.; Wei, Z.; Li, S.; Cao, S.; Song, Y. Experimental Study on the Purification of Quartz Sand from Hanzhong, Shaanxi Province. Conserv. Util. Miner. Resour. 2022, 42, 70–74. [Google Scholar] [CrossRef]
- Wang, M. The Experiment of Scrubbing and Purifying a Quartz Mine. Hunan Nonferrous Met. 2020, 36, 20–23. [Google Scholar]
- Hu, Z.; Lu, D.; Zheng, X.; Wang, Y.; Xue, Z.; Xu, S. Development of a high-gradient magnetic separator for enhancing selective separation: A review. Powder Technol. 2023, 421, 118435. [Google Scholar] [CrossRef]
- Ran, H.; Zhang, Z. Application of GCG-Type Dry Induced Roller High-Intensity Electromagnetic Separators in Production of High Grade Quartz Sand. Nonferrous Met. (Miner. Process. Sect.) 2007, 3, 43–46. [Google Scholar]
- Lui, S.; Gao, H.; Hu, T.; Guan, J.; Jing, J.; Reng, Z. Separation Experiment of Kaolin Tailing Quartz Sand in Guangxi Beihai. Met. Mine 2013, 444, 161–164, 167. [Google Scholar]
- Li, Y.; Zhang, M.; Zhang, X.; He, E. Influence of the Iron Impurity Absorbed by the Quartz Sand Surface on Iron-removing Efficiency. Bull. Chin. Ceram. Soc. 2013, 32, 2315–2318, 2324. [Google Scholar] [CrossRef]
- Dai, P.; Yang, J.; Wei, Z.; Zeng, J.; Xue, Z.; Chen, L. Magnetic properties of chalcopyrite and arsenopyrite for high-gradient magnetic separation with Crystal-Field Theory. Miner. Eng. 2022, 189, 107893. [Google Scholar] [CrossRef]
- Cui, Z.; Xie, Z.; Chen, L. Purification Experimental on a High Quality Quartz in Hebei. Mod. Min. 2019, 35, 119–120, 123. [Google Scholar]
- Miao, X.; Li, S.; Kong, j.; Yang, C.; Bao, S. Experiment Study on Extraction of SiO2 from Gold Tailings by High Magnetic Separation-Floatation Technology. Met. Mine 2018, 508, 184–188. [Google Scholar] [CrossRef]
- Bao, S. Study on the Production of Ultra-Fine High Purify Quartz. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2004. [Google Scholar] [CrossRef]
- Li, Y.; Feng, Y.; Hu, X.; Jiang, Y. Study on Rock Magnetic Properties of Fengyang Quartz Sand. Mineral. Petrol. 2022, 42, 1–8. [Google Scholar] [CrossRef]
- Zhang, F. DG type magnetic separator and SXG type scrubber for quartz purification application. Ind. Miner. Process. 1995, 26–27. [Google Scholar] [CrossRef]
- Kong, J.; Jin, X.; Liu, Y.; Wei, D.; Jiang, S.; Gao, S.; Feng, Z.; Xing, P.; Luo, X. Study on the kinetics of iron removal from silicon diamond-wire saw cutting waste: Comparison between heterogeneous and homogeneous reaction methods. Sep. Purif. Technol. 2019, 221, 261–268. [Google Scholar] [CrossRef]
- Liu, J.; Li, J.; Bao, X.; Ban, B.; Sun, J.; Chen, J. Iron Removal Mechanism of Silica Sand Purification by Magnetic Separation and Acid Leaching. Nonferrous Met. (Miner. Process. Sect.) 2017, 4, 64–70. [Google Scholar]
- Hu, P.; Zhang, Y.; Liu, T.; Huang, J.; Yuan, Y.; Yang, Y. Separation and recovery of iron impurity from a vanadium-bearing stone coal via an oxalic acid leaching-reduction precipitation process. Sep. Purif. Technol. 2017, 180, 99–106. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, X.; Wang, M.; Wang, H.; Xian, P. Recovery of iron from red mud by selective leach with oxalic acid. Hydrometallurgy 2015, 157, 239–245. [Google Scholar] [CrossRef]
- Lee, S.O.; Tran, T.; Park, Y.Y.; Kim, S.J.; Kim, M.J. Study on the kinetics of iron oxide leaching by oxalic acid. Int. J. Miner. Process. 2006, 80, 144–152. [Google Scholar] [CrossRef]
- Mandal, S.K.; Banerjee, P.C. Iron leaching from China clay with oxalic acid: Effect of different physico-chemical parameters. Int. J. Miner. Process. 2004, 74, 263–270. [Google Scholar] [CrossRef]
- Martínez-Luévanos, A.; Rodríguez-Delgado, M.G.; Uribe-Salas, A.; Carrillo-Pedroza, F.R.; Osuna-Alarcón, J.G. Leaching kinetics of iron from low grade kaolin by oxalic acid solutions. Appl. Clay Sci. 2011, 51, 473–477. [Google Scholar] [CrossRef]
- Li, J.-S.; Li, X.-X.; Shen, Q.; Zhang, Z.-Z.; Du, F.-H. Further Purification of Industrial Quartz by Much Milder Conditions and a Harmless Method. Environ. Sci. Technol. 2010, 44, 7673–7677. [Google Scholar] [CrossRef]
- Taxiarchou, M.; Panias, D.; Douni, I.; Paspaliaris, I.; Kontopoulos, A. Removal of iron from silica sand by leaching with oxalic acid. Hydrometallurgy 1997, 46, 215–227. [Google Scholar] [CrossRef]
- Du, F.; Li, J.; Li, X.; Zhang, Z. Improvement of iron removal from silica sand using ultrasound-assisted oxalic acid. Ultrason. Sonochem. 2011, 18, 389–393. [Google Scholar] [CrossRef] [PubMed]
- Raman, V.; Abbas, A. Experimental investigations on ultrasound mediated particle breakage. Ultrason. Sonochem. 2008, 15, 55–64. [Google Scholar] [CrossRef]
- Veglió, F.; Passariello, B.; Barbaro, M.; Plescia, P.; Marabini, A.M. Drum leaching tests in iron removal from quartz using oxalic and sulphuric acids. Int. J. Miner. Process. 1998, 54, 183–200. [Google Scholar] [CrossRef]
- Santos, M.F.M.; Fujiwara, E.; Schenkel, E.A.; Enzweiler, J.; Suzuki, C.K. Processing of quartz lumps rejected by silicon industry to obtain a raw material for silica glass. Int. J. Miner. Process. 2015, 135, 65–70. [Google Scholar] [CrossRef]
- Yan, Y.; Lu, Y.; Zheng, C.; Zhu, W. A new technology for Fe and Ti removal from quartz sand. Multipurp. Util. Miner. Resour. 2009, 16–19. [Google Scholar] [CrossRef]
- Ubaldini, S.; Piga, L.; Fornari, P.; Massidda, R. Removal of iron from quartz sands: A study by column leaching using a complete factorial design. Hydrometallurgy 1996, 40, 369–379. [Google Scholar] [CrossRef]
- Vegliò, F.; Passariello, B.; Abbruzzese, C. Iron Removal Process for High-Purity Silica Sands Production by Oxalic Acid Leaching. Ind. Eng. Chem. Res. 1999, 38, 4443–4448. [Google Scholar] [CrossRef]
- Banza, A.N.; Quindt, J.; Gock, E. Improvement of the quartz sand processing at Hohenbocka. Int. J. Miner. Process. 2006, 79, 76–82. [Google Scholar] [CrossRef]
- Arslan, V.; Bayat, O. Iron removal from Turkish quartz sand by chemical leaching and bioleaching. Min. Metall. Explor. 2009, 26, 35–40. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, J.; Li, X.; Huang, H.; Zhou, L.; Xiong, T. High efficiency iron removal from quartz sand using phosphoric acid. Int. J. Miner. Process. 2012, 114–117, 30–34. [Google Scholar] [CrossRef]
- Bai, J.; Li, S.; Yang, C.; Kong, J. Study on the Influence of Ultrasound on Iron Removal by Acid Leaching for Quartz Sand. Non-Met. Mines 2016, 39, 69–71. [Google Scholar]
- Kong, J.; Xing, P.; Liu, Y.; Wang, J.; Jin, X.; Feng, Z.; Luo, X. An Economical Approach for the Recycling of High-Purity Silicon from Diamond-Wire Saw Kerf Slurry Waste. Silicon 2019, 11, 367–376. [Google Scholar] [CrossRef]
- Huang, L.; Danaei, A.; Fang, M.; Thomas, S.; Luo, X.; Barati, M. A metallurgical route to upgrade silicon kerf derived from diamond-wire slicing process. Vacuum 2019, 163, 164–171. [Google Scholar] [CrossRef]
- Yang, H.L.; Liu, I.T.; Liu, C.E.; Liu, H.P.; Hsu, C.W.L. Recycling and reuse of kerf-loss silicon from diamond wire sawing for photovoltaic industry. Waste Manag. 2019, 84, 204–210. [Google Scholar] [CrossRef]
- Kong, J.; Xing, P.; Wei, D.; Jin, X.; Zhuang, Y. Ultrasound-Assisted Leaching of Iron from Silicon Diamond-Wire Saw Cutting Waste. JOM-US 2021, 73, 791–800. [Google Scholar] [CrossRef]
- Hou, S.-Y.; Tie, S.-N.; Jiang, M.-Q.; Liu, Y.-J.; Li, H.-J. Microwave-Assisted Acid Leaching for Recovery of Silicon from Diamond-Wire Cutting Waste Slurry. JOM-US 2020, 72, 2656–2662. [Google Scholar] [CrossRef]
- Yang, C.; Li, S.; Yang, R.; Bai, J.; Guo, Z. Recovery of silicon powder from kerf loss slurry waste using superconducting high gradient magnetic separation technology. J. Mater. Cycles Waste Manag. 2018, 20, 937–945. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, X.; Wang, X.; Hong, Y.; Wang, D. Research on Purification of Quartz Sand by Organic Acid Leaching from Aspergillus Niger. Non-Met. Mines 2019, 42, 91–93. [Google Scholar]
- Bahaj, A.S.; James, P.A.B.; Kirby, C.E. Bioleaching of iron-stained sands. Trans. Inst. Min. Metall. Sect. C 1996, 105, C72–C74. [Google Scholar]
- Ding, Y. Investigation on the Preparation of High Purity Quartz from Low Grade Silica. Ph.D. Thesis, Northeastern University, Liaoning, China, 2010. [Google Scholar]
- Hong, Y.; Zhao, X.; Ren, R.; Liu, X.; Li, J.; Liu, G. Study on Flotation Separation of Magnetite and Quartz under the Action of Miscible Collector. Non-Met. Mines 2021, 44, 64–67. [Google Scholar]
- Yin, W.Z.; Wang, D.H.; Drelich, J.W.; Yang, B.; Li, D.; Zhu, Z.L.; Yao, J. Reverse flotation separation of hematite from quartz assisted with magnetic seeding aggregation. Miner. Eng. 2019, 139, 105873. [Google Scholar] [CrossRef]
- Zhang, Q.; Shi, Q.; Wu, J.; Li, P.; Chang, Z. Preparation of low iron quartz by neutral direct flotation from iron oxide disseminated quartz. Chem. Ind. Eng. Prog. 2019, 38, 1218–1225. [Google Scholar] [CrossRef]
- Zhang, N.; Pang, T.; Han, R.; Zhu, Z.; Li, Z. Insight into anionic and cationic flotation discrepancy of quartz with altered surface roughness by acid etching. J. Mol. Liq. 2023, 381, 121816. [Google Scholar] [CrossRef]
- Han, Y.; Guo, W.; Zhu, Y.; Wei, Y.; Gu, X. Flotation behavior and separation mechanism of quartz and iron minerals in α-bromolauric acid reverse flotation system. Physicochem. Probl. Miner. Process. 2018, 54, 992–1003. [Google Scholar]
- Peçanhaa, E.R.; da Fonseca de Albuquerquea, M.D.; Simãob, R.A.; de Salles Leal Filhoc, L.; de Mello Monte, M.B. Interaction forces between colloidal starch and quartz and hematite particles in mineral flotation. Colloids Surf. A 2019, 562, 79–85. [Google Scholar] [CrossRef]
- Wu, H.; Qiu, T.; Zhao, G.; Zhu, D.; Li, X.; Feng, B. Investigations on the reverse cationic flotation separation of quartz from hematite using polyaspartic acid as depressant. Appl. Surf. Sci. 2023, 614, 156143. [Google Scholar] [CrossRef]
- Yang, S.; Xu, Y.; Kang, H.; Li, K.; Li, C. Investigation into starch adsorption on hematite and quartz in flotation: Role of starch molecular structure. Appl. Surf. Sci. 2023, 623, 157064. [Google Scholar] [CrossRef]
- Li, M.; Xiang, Y.; Chen, T.; Gao, X.; Liu, Q. Separation of ultra-fine hematite and quartz particles using asynchronous flocculation flotation. Miner. Eng. 2021, 164, 106817. [Google Scholar] [CrossRef]
- Zhao, Z.; Zhang, Z. Effect of Different Flotation Conditions on the Maximum Floatable Particle Size of Quartz. Met. Mine 2022, 8, 108–113. [Google Scholar] [CrossRef]
- Liu, X. Research on Iron Removal and Purification Process Technology of Fused Silica. Master’s Thesis, Liaoning Technical University, Liaoning, China, 2021. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, S.; Wu, J.; Wu, D.; Wei, K.; Ma, W. Effect of quartz crystal structure transformations on the removal of iron impurities. Hydrometallurgy 2021, 204, 105715. [Google Scholar] [CrossRef]
- Li, F.F.; Jiang, X.S.; Zuo, Q.X.; Li, J.W.; Ban, B.Y.; Chen, J. Purification Mechanism of Quartz Sand by Combination of Microwave Heating and Ultrasound Assisted Acid Leaching Treatment. Silicon 2021, 13, 531–541. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, S.; Li, L. Experimental Research on Silica Sand Purification by Permanent Strong Magnetic Separation and Acid Leaching. Non-Met. Mines 2015, 38, 52–54. [Google Scholar]
- Zhang, F.; Lei, S.; Zhong, L.; Pei, Z.; Yang, Y.; Xiong, K. Purification of vein quartz by mixed acid thermal pressure leaching and its mechanism. China Min. Mag. 2016, 25, 106–110. [Google Scholar]
- Jing, T.; Lei, W.; Lin, Y. Study of Quartz Sandstone Refinement in Muchuan, Sichuan Province. Guizhou Geol. 2010, 27, 312–316. [Google Scholar]
- Qiu, Q.; Zheng, S.; Xie, H. Experimental Study on Fine-Processing of Quartzite Ore. Non-Met. Mines 2008, 190, 22–24. [Google Scholar]
- Mao, L.; Gu, C.; Wu, J.; Yu, Y. Experimental Study on Replacing Crystal with Vein Quartz to Produce High Purity Quartz Sand. World Build. Mater. 2010, 31, 1–4. [Google Scholar]
- Mo, F.; Sun, S.; Zou, A.; Xu, K. Study on a New Purification Process of Quartz Sand in Sichuan Province by Removing Iron and Titanium. Conserv. Util. Miner. Resour. 2022, 139–143. [Google Scholar] [CrossRef]
- Li, Y.; Li, S.; Pan, X.; Zhao, X.; Guo, P. Eco-friendly strategy for preparation of high-purity silica from high-silica IOTs using S-HGMS coupling with ultrasound-assisted fluorine-free acid leaching technology. J. Environ. Manag. 2023, 339, 117932. [Google Scholar] [CrossRef]
- Wu, X. Selection and Evaluation of High Purity Quartz Materials and Purification Technology Research. Master’s Thesis, Southwest University of Science and Technology, Mianyang, China, 2016. [Google Scholar]
- Pan, J. Experimental Study of 4N8 Standard Grade High-Purity Quartz Prepared by Chlorination Roasting Method. Master’s Thesis, Chengdu University of Technology, Mianyang, China, 2015. [Google Scholar]
- Yuan, S.; Xiao, H.; Wang, R.; Li, Y.; Gao, P. Improved iron recovery from low-grade iron ore by efficient suspension magnetization roasting and magnetic separation. Miner. Eng. 2022, 186, 107761. [Google Scholar] [CrossRef]
- Liu, W.; Liu, W.; Zhao, Q.; Peng, X.; Wang, B.; Zhou, S.; Zhao, L. Investigating the performance of a novel polyamine derivative for separation of quartz and hematite based on theoretical prediction and experiment. Sep. Purif. Technol. 2020, 237, 116370. [Google Scholar] [CrossRef]
- Liu, W.; Liu, W.; Wang, B.; Duan, H.; Peng, X.; Chen, X.; Zhao, Q. Novel hydroxy polyamine surfactant N-(2-hydroxyethyl)-N-dodecyl-ethanediamine: Its synthesis and flotation performance study to quartz. Miner. Eng. 2019, 142, 105894. [Google Scholar] [CrossRef]
- Gungoren, C.; Ozdemir, O.; Wang, X.; Ozkan, S.G.; Miller, J.D. Effect of ultrasound on bubble-particle interaction in quartz-amine flotation system. Ultrason. Sonochem. 2019, 52, 446–454. [Google Scholar] [CrossRef]
- Yang, B.; Yin, W.-Z.; Yao, J.; Zhu, Z.-L.; Sun, H.-R.; Chen, K.-Q.; Wang, L.-Y. Differential adsorption of a high-performance collector at solid–liquid interface for the selective flotation of hematite from quartz. J. Mol. Liq. 2021, 339, 116828. [Google Scholar] [CrossRef]
- Wang, X.; Liu, W.; Duan, H.; Liu, W.; Shen, Y.; Gu, X.; Qiu, J.; Jia, C. Potential application of an eco-friendly amine oxide collector in flotation separation of quartz from hematite. Sep. Purif. Technol. Sep. Purif. Technol. 2021, 278, 119668. [Google Scholar] [CrossRef]
- Liu, C.; Deng, J.; Ni, C.; Wang, D.; Xue, K.; Xu, L.; Zhang, X. Reverse froth flotation separation of limonite and quartz with cationic gemini surfactant. Miner. Eng. 2022, 177, 107391. [Google Scholar] [CrossRef]
- Pan, X.; Li, S.; Li, Y.; Guo, P.; Zhao, X.; Cai, Y. Resource, characteristic, purification and application of quartz: A review. Miner. Eng. 2022, 183, 107600. [Google Scholar] [CrossRef]


| Impurity Elements | Occurrence States | Existing Forms |
|---|---|---|
| Al | Independent mineral, isomorphism | Muscovite, clay minerals; Al3+ replacement lattice Si4+ |
| Fe | Independent mineral, isomorphism, inclusion | Hematite, pyrite, etc.; clay minerals; Fe3+ replacement lattice Si4+, micron inclusion |
| Ca | Independent mineral, inclusion | Calcite, fluorite, etc., Ca2+ in inclusions |
| K | Isomorphism, independent mineral, inclusion | potassium feldspar, muscovite, clay minerals, etc., impurity charge compensation, K+ in inclusion |
| Na | Isomorphism, independent mineral, inclusion | Albite, mica, impurity charge compensation, Na+ in inclusion |
| Li | Isomorphism, inclusion | Impurity charge compensation, Li+ in inclusion |
| Ti | Isomorphism, independent mineral | rutile, Ti4+ replacement lattice Si4+ |
| Ge | Isomorphism | Ge4+ replacement lattice Si4+ |
| Mg | Independent mineral, inclusion | Muscovite, mica, etc., Mg2+ in inclusion |
| B | Isomorphism | B3+ replacement lattice Si4+ |
| H | Isomorphism, inclusion | Impurity charge compensation, water, organic matter in inclusion Impurity defect in quartz crystal |
| −OH | Isomorphism | Impurity defect in quartz crystal |
| Methods | Processing Object |
|---|---|
| Scrubbing | Clay impurities |
| Gravity separation inclusion | Iron-containing heavy minerals and secondary iron impurities |
| Magnetic separation | Magnetite, limonite, and biotite |
| Acid leaching | Iron thin film on quartz surface Internal impurities containing iron |
| Microbial method | Iron thin film or disseminated iron on quartz surface |
| Flotation | The disseminated or lenticular iron in quartz particles, iron present in iron-containing minerals |
| Combined treatment method | Iron impurities exist in a complicated occurrence structure |
| Method | Impurity Removal Efficiency (%) | References |
|---|---|---|
| 12% H2SO4 | Fe: 94.34 | [30] |
| 25 wt% H2SO4 | Al: 95.74, Fe: 93.16, Ni: 88.89 | [50] |
| 2M HCl | Al: 95, Fe: 85, Ni: 50 | [51] |
| 4M HCl/ultrasonic | Al: 76, Fe: 42, Ni: 65 | [52] |
| 4M HCl + 0.5M HF | Al: 99, Fe:64, Ni:73 | |
| 5%HF + 5%HCl + 5%H2SO4/ultrasonic | Ni: 97.16, Fe: 99.62, Al: 93.3 | |
| 12%H2SO4/microwave | Fe: 95.24 | [53] |
| 2M HCl/microwave | Al: 61.8, Ca: 69.4, Fe: 97.4 | [54] |
| Superconducting high-gradient magnetic separation | Fe: 82.4, Al: 38.1 | [55] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Wang, W.; Wang, H.; Zhu, C.; Ren, B. A Review on Removal of Iron Impurities from Quartz Mineral. Minerals 2023, 13, 1128. https://doi.org/10.3390/min13091128
Liu C, Wang W, Wang H, Zhu C, Ren B. A Review on Removal of Iron Impurities from Quartz Mineral. Minerals. 2023; 13(9):1128. https://doi.org/10.3390/min13091128
Chicago/Turabian StyleLiu, Chunfu, Weitao Wang, Han Wang, Chenyu Zhu, and Bao Ren. 2023. "A Review on Removal of Iron Impurities from Quartz Mineral" Minerals 13, no. 9: 1128. https://doi.org/10.3390/min13091128
APA StyleLiu, C., Wang, W., Wang, H., Zhu, C., & Ren, B. (2023). A Review on Removal of Iron Impurities from Quartz Mineral. Minerals, 13(9), 1128. https://doi.org/10.3390/min13091128