


Mechanical Properties and Hydration Mechanism of Coal Flotation Tailing Cemented Filling Materials


Abstract
1. Introduction
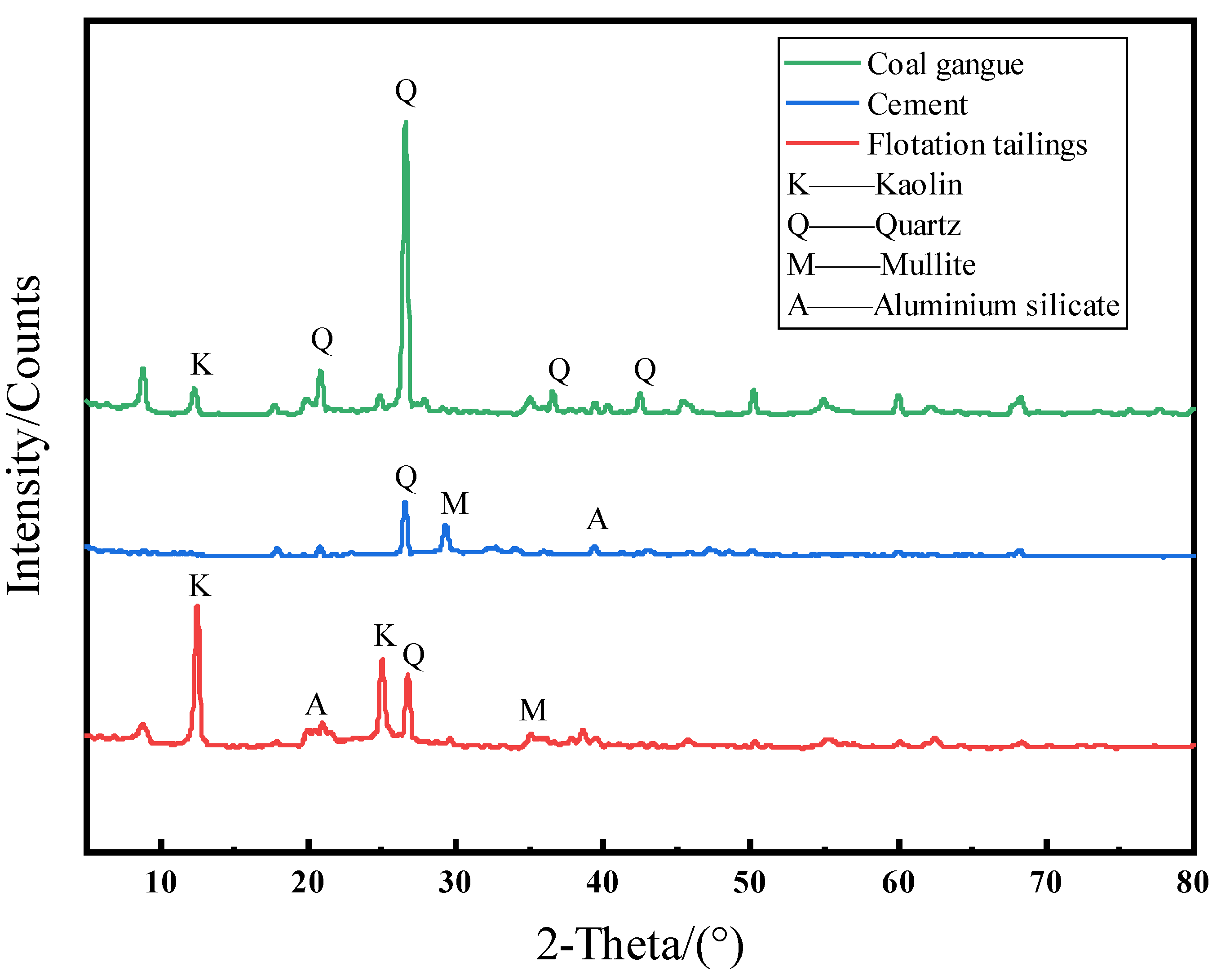
2. Materials
3. Experiments
3.1. Material Proportioning
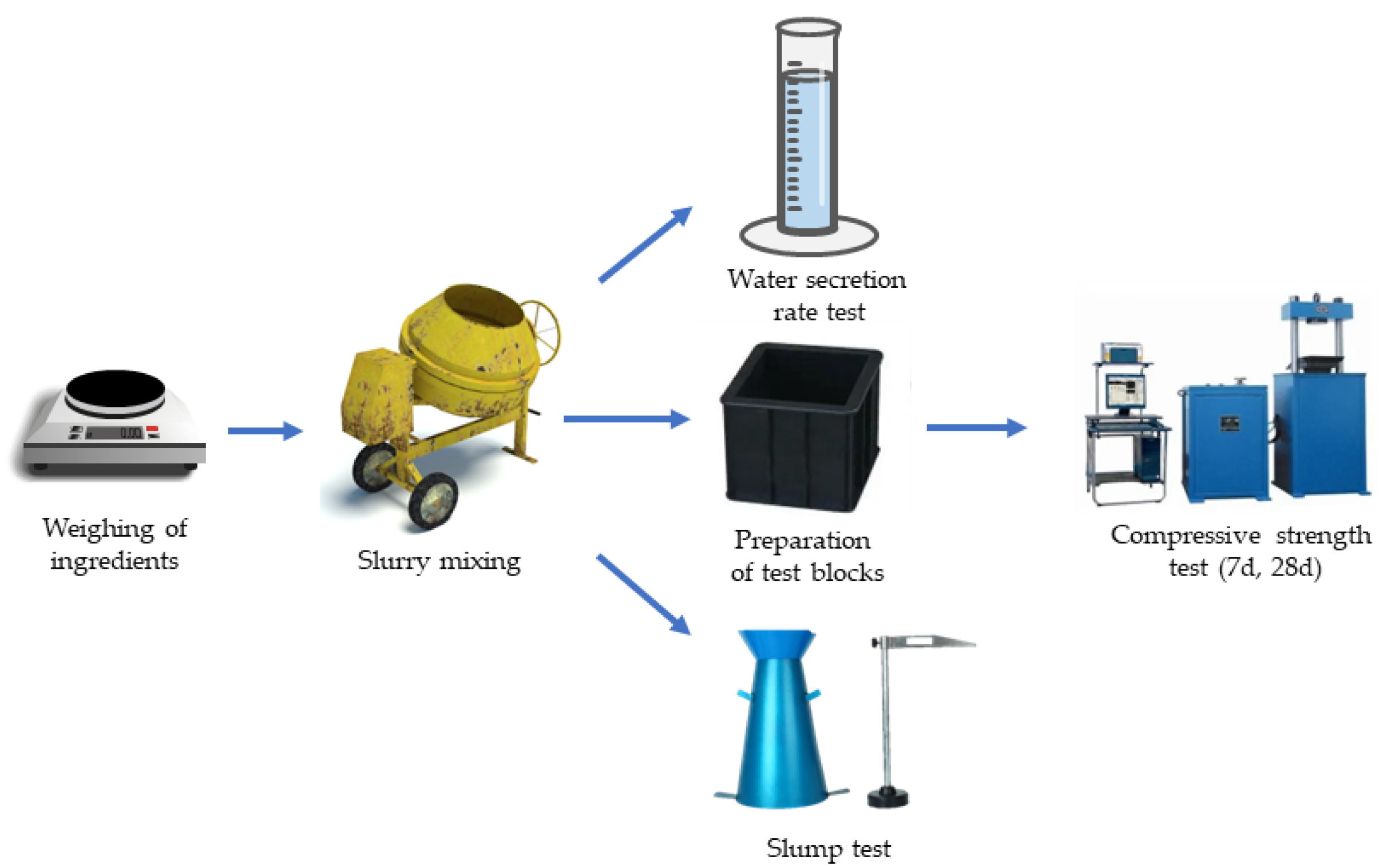
3.2. Test Methods and Technical Route
3.3. Single-Factor Test for Optimization of Flotation Tailings Pre-Treatment Conditions
3.4. Response Surface Testing
3.5. Exothermic Hydration Test
- (1)
- Sample pre-treatment, grinding the solid sample to the same fineness as the cement, drying it in an oven at 75 °C for 30 min before testing, and cooling to room temperature.
- (2)
- According to the scheme presented in Table 3, the masses of the specimens were weighed separately using an analytical balance with an accuracy of 0.0001 g, and 300 μL of deionized water was measured using a pipette.
- (3)
- The room temperature was set at 20 °C and the test sample was left at a constant temperature for 2 h or more. The instrument was switched on to ensure that the temperature of all channels of the microcalorimeter was stable.
- (4)
- The raw material was loaded into the corresponding numbered ampoule, stirred quickly with water, and sealed quickly with a cap into the TAM Air 8-channel isothermal microcalorimetry cell. The corresponding reference sample was placed into the reference cell at the same time.
- (5)
- The resulting heat flow lines were exported and processed for analysis using data processing software.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Water-Glue Ratio | Sample Quality | |
|---|---|---|---|
| Cement/g | Flotation Tailings/g | ||
| S1 | 0.63 | 10 | 0 |
| S2 | 0.63 | 7 | 3 |
4. Results and Discussion
4.1. Results of the One-Way Test
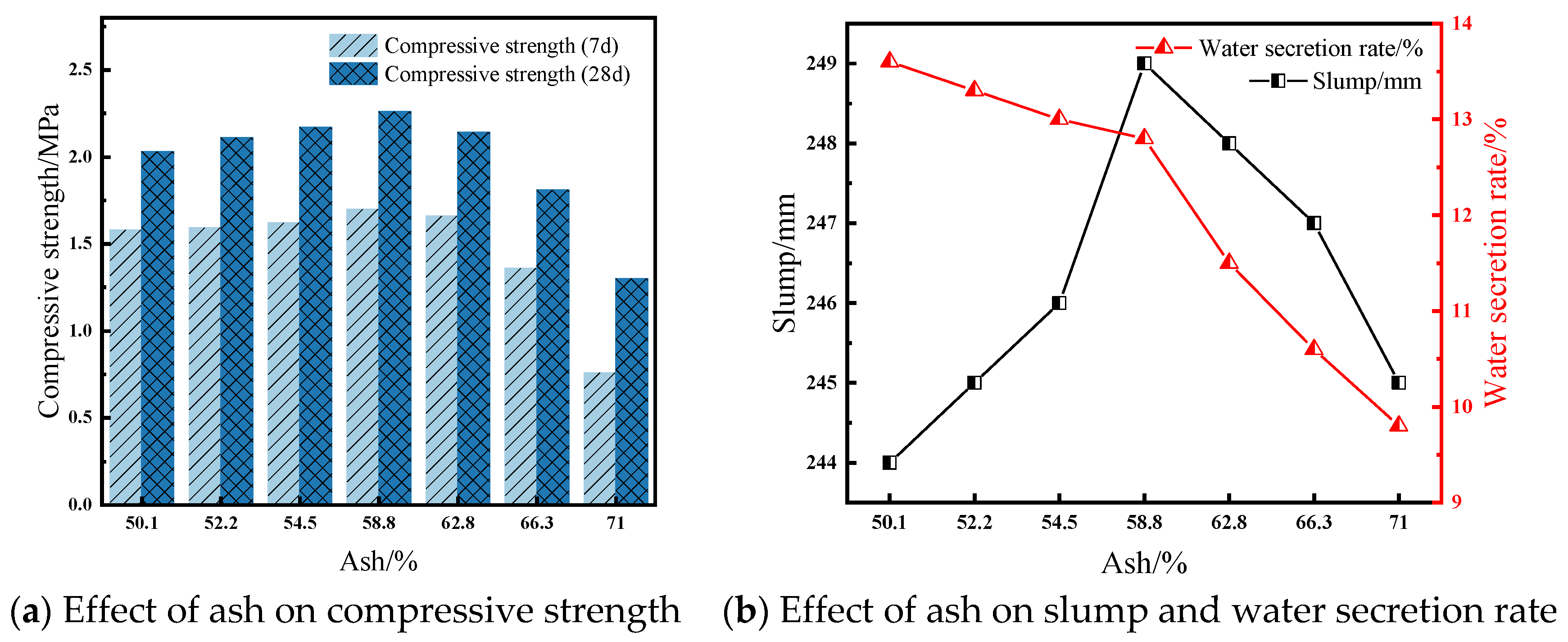
4.1.1. Effect of Ash on CFTFM Performance
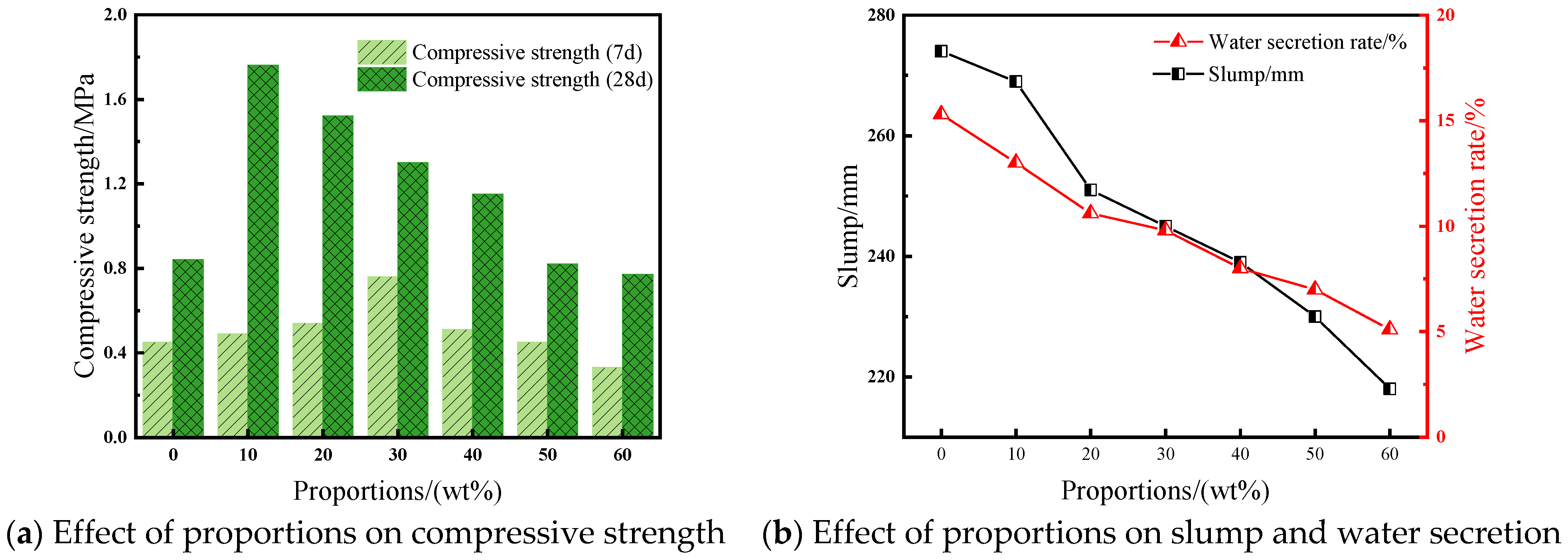
4.1.2. Effect of Doping on the Performance of CFTFM
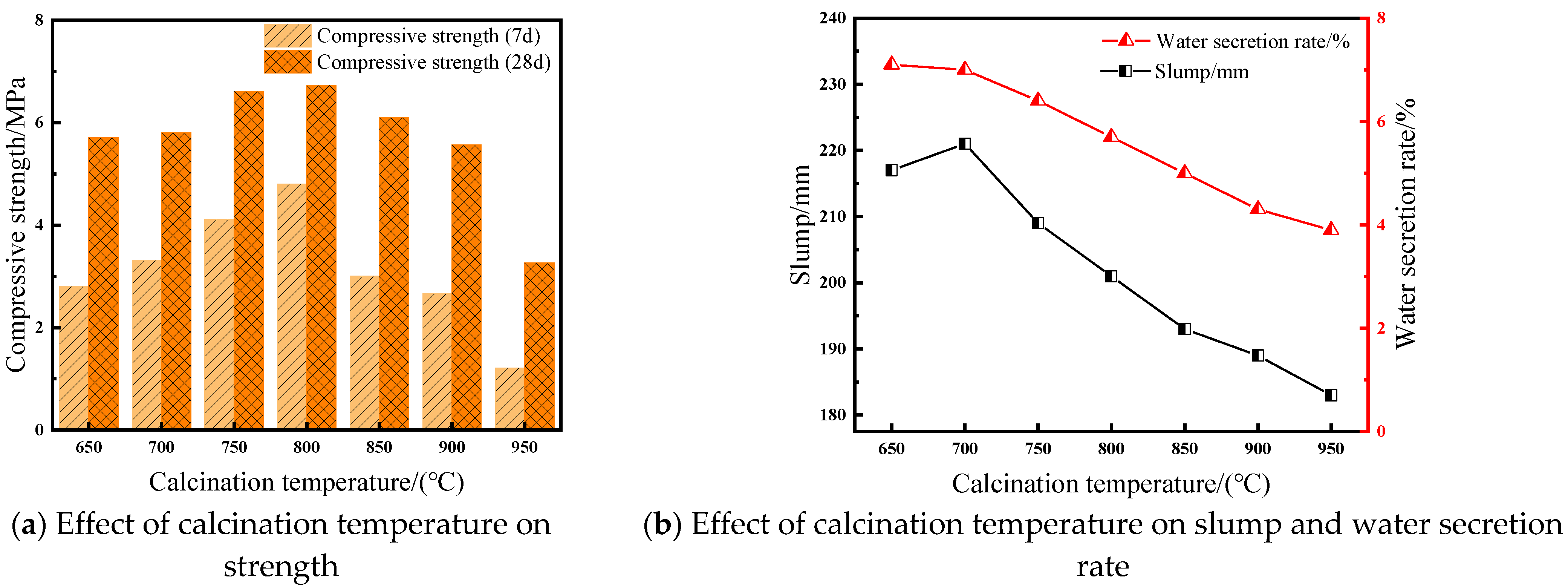
4.1.3. Effect of Calcination Temperature on the Performance of CFTFM
4.2. Response Surface Test Results
4.2.1. Response Surface Tests
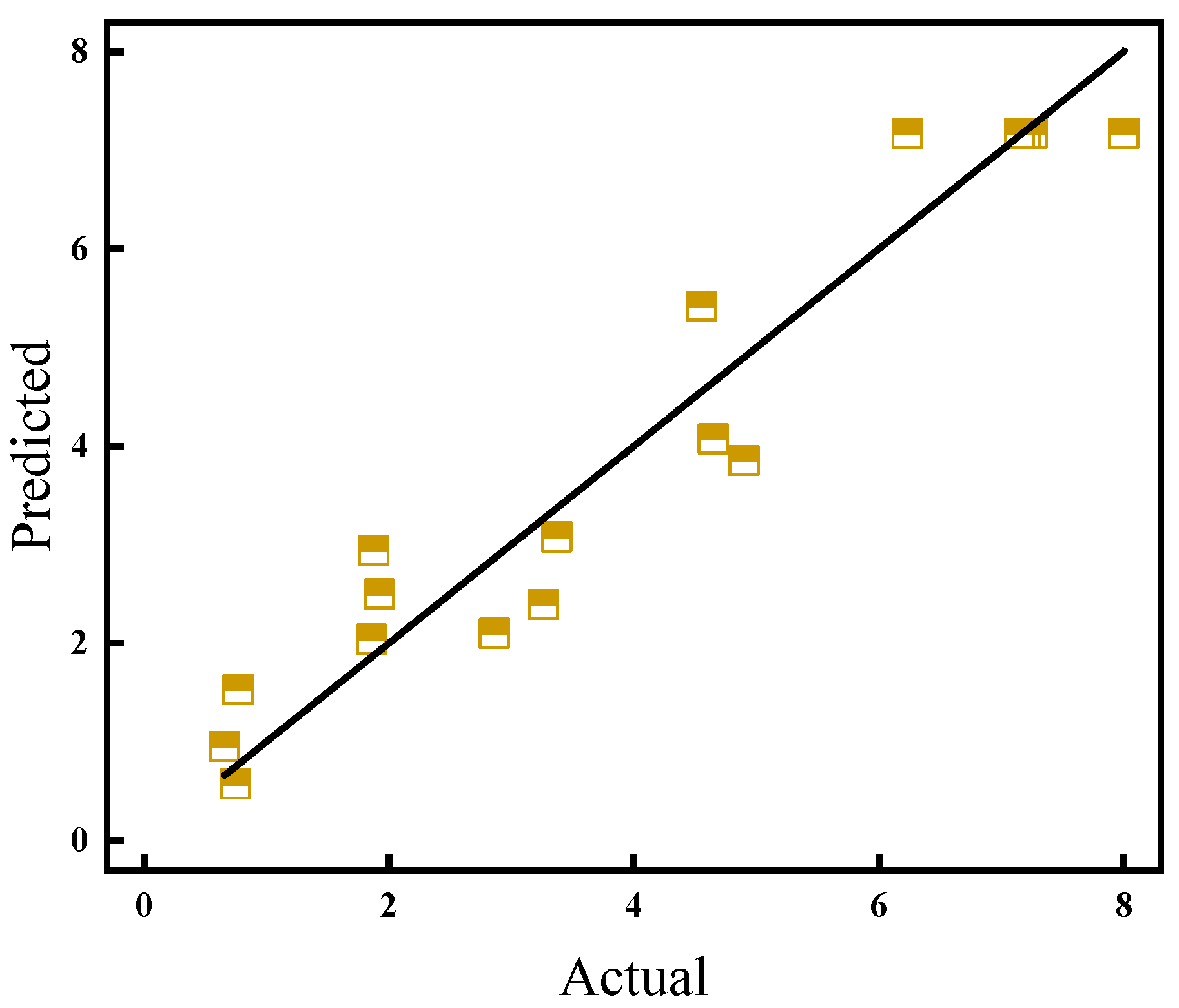
4.2.2. Regression Equation and Analysis of Variance
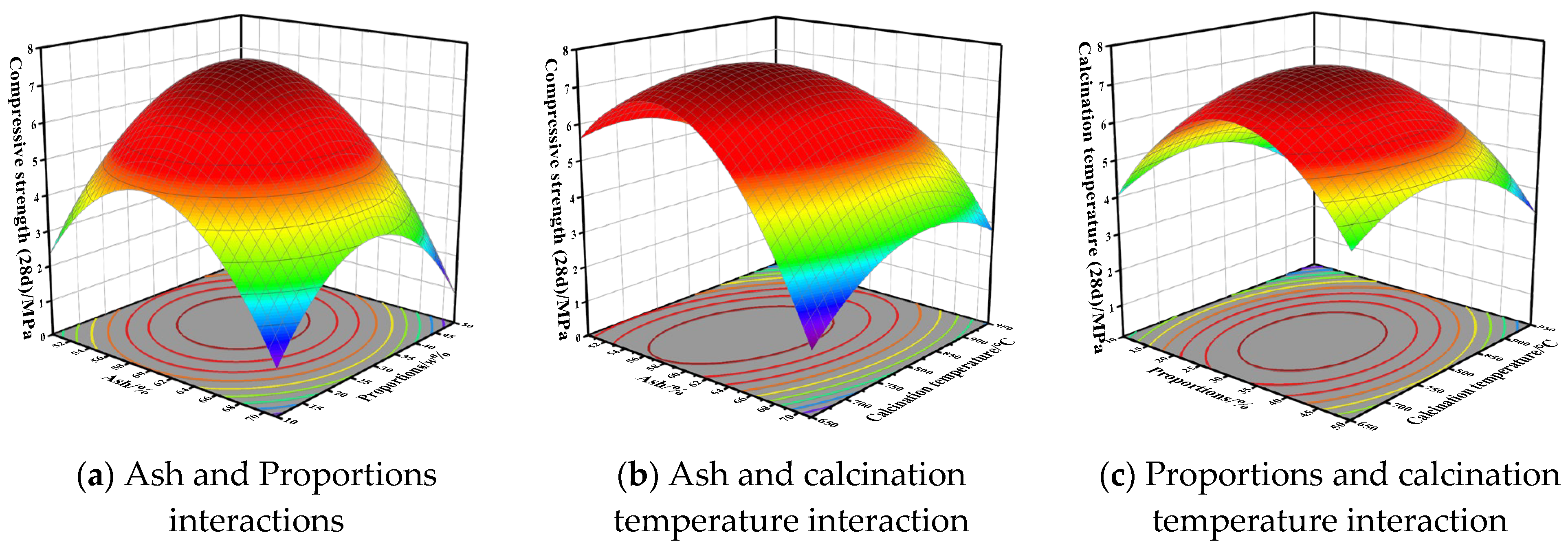
4.2.3. Response Surface Analysis
4.2.4. Optimization of the Regression Model
4.2.5. Confirmation and Verification of the Optimum Proportion of Flotation Tailings
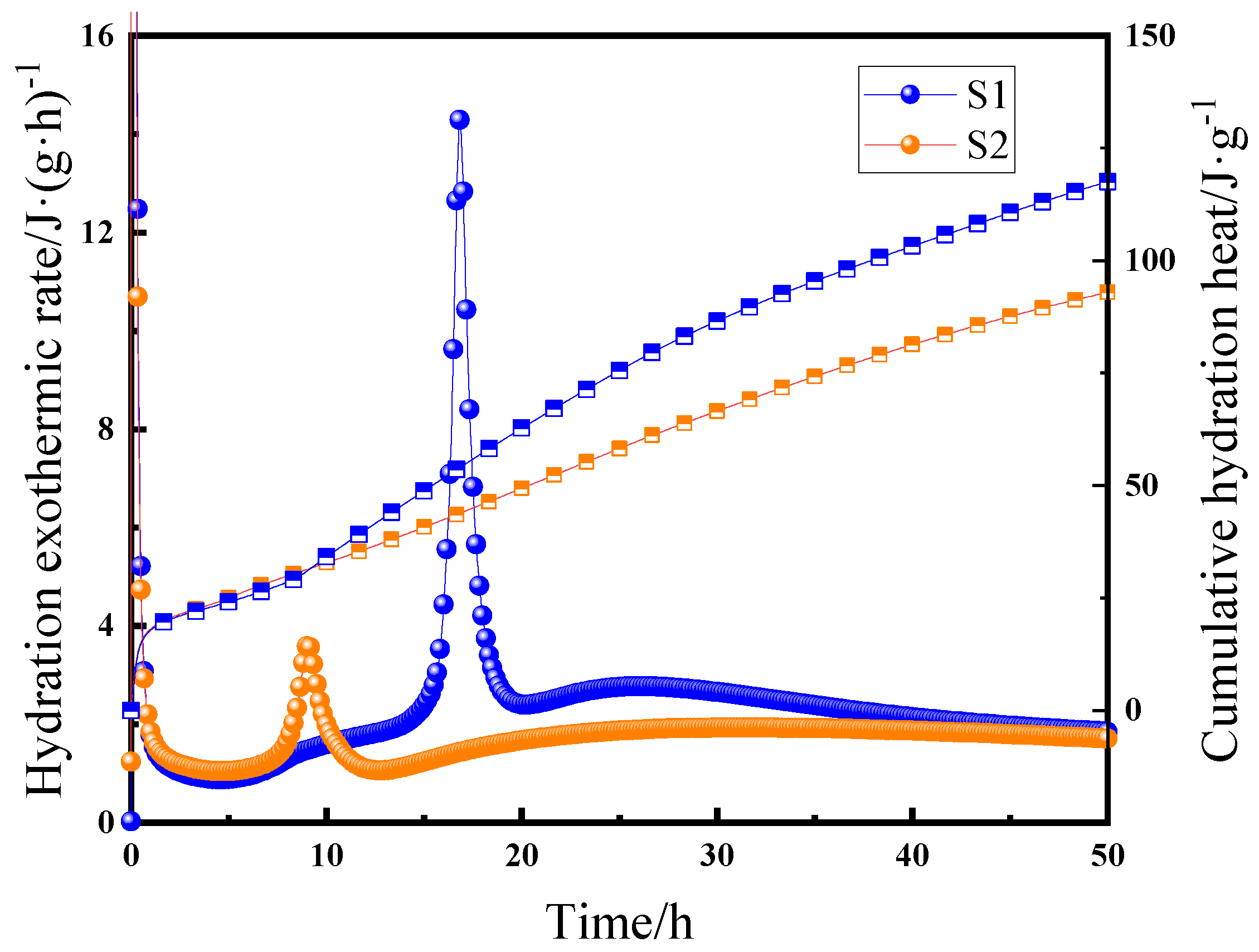
4.3. Results of Exothermic Hydration Tests
4.4. Hydration Products and Hydration Mechanisms
4.4.1. XRD Analysis of Hydration Products
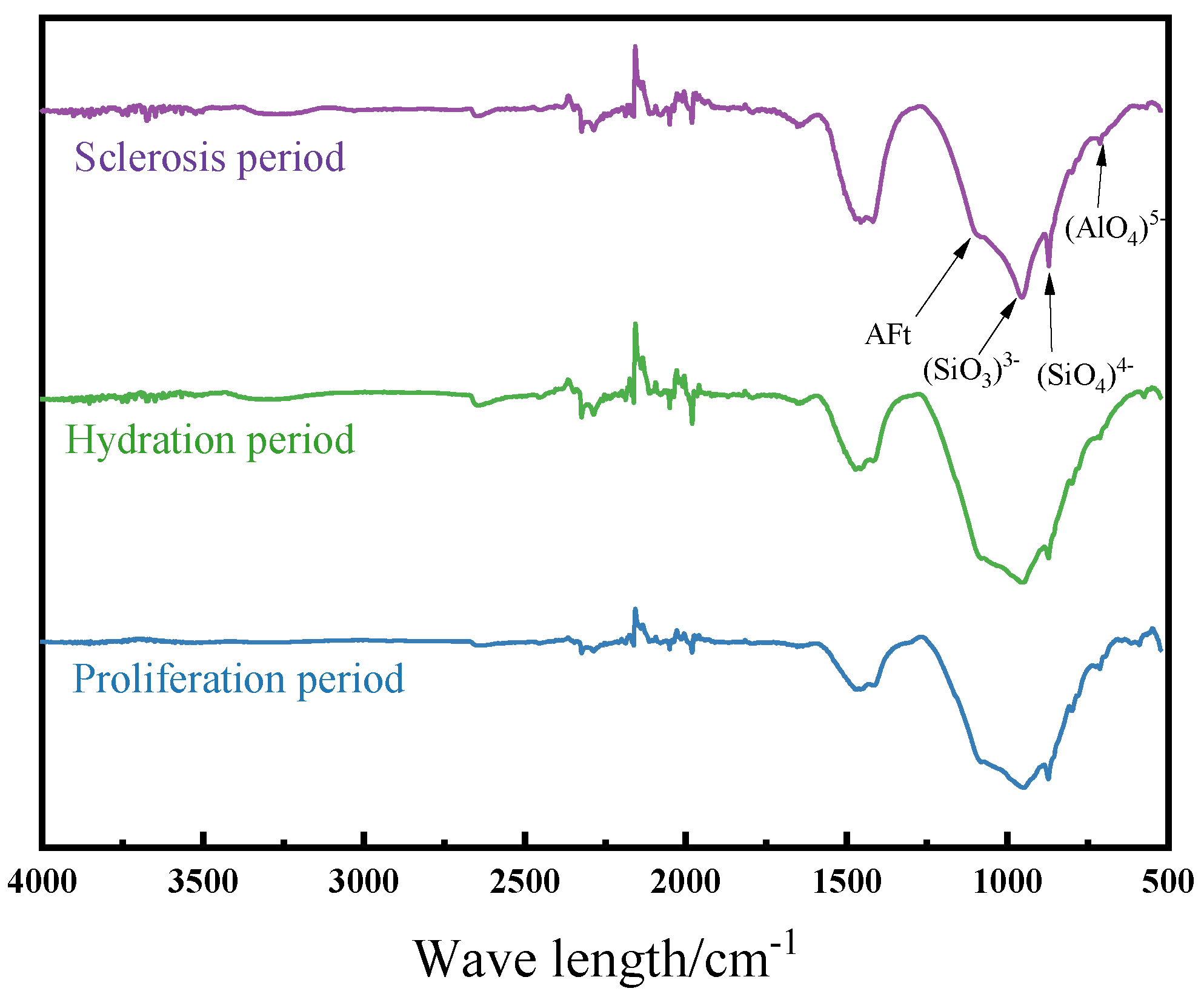
4.4.2. FT-IR Analysis of Hydration Products
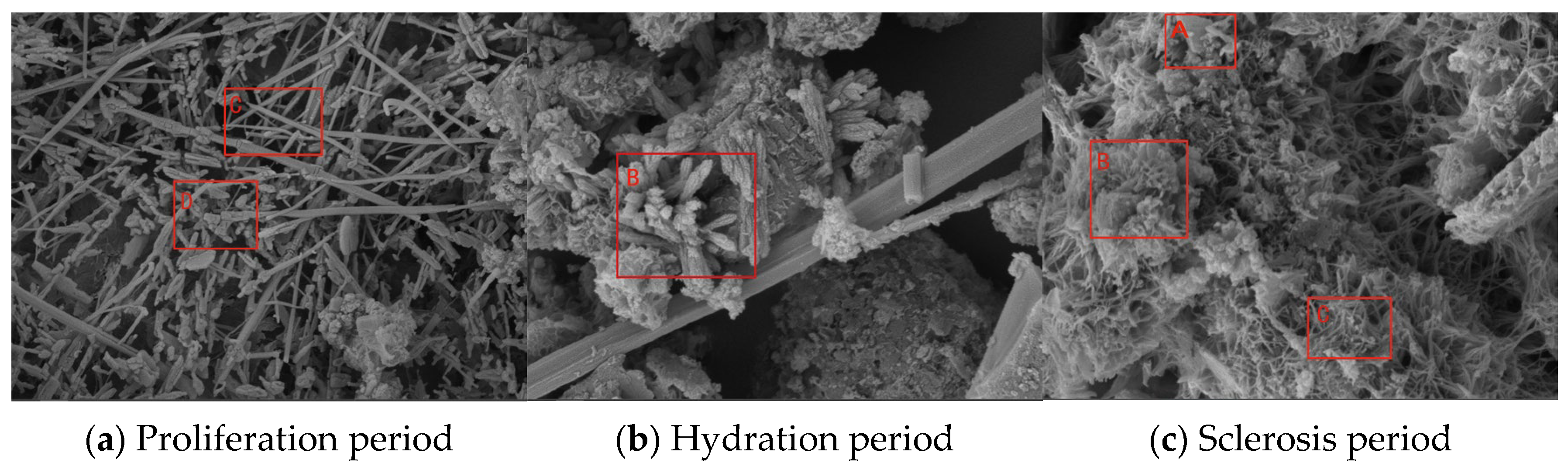
4.4.3. Characterization of the Morphology of the Hydration Products
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, J.G.; Li, X.W.; He, T. Application status and prospect of backfill mining in Chinese coal mines. J. China Coal Soc. 2020, 45, 141–150. [Google Scholar]
- Zhang, J.X.; Mou, X.X.; Guo, G.L. Development Status of Backfilling Technology Using Raw Waste in Coal Mining. J. Min. Saf. Eng. 2009, 26, 395–401. [Google Scholar] [CrossRef]
- Cao, H.; Gao, Q.; Zhang, X.; Guo, B. Research Progress and Development Direction of Filling Cementing Materials for Filling Mining in Iron Mines of China. Gels 2022, 8, 192. [Google Scholar] [CrossRef]
- Feng, G.R.; Jia, X.Q.; Guo, Y.X.; Qi, T.Y.; Li, Z.; Li, J.Z.; Kang, L.X.; Liu, G.Y.; Song, K.G. Study on mixture ratio of gangue-waste concrete cemented paste backfill. J. Min. Saf. Eng. 2016, 33, 1072–1079. [Google Scholar] [CrossRef]
- Li, J.; Li, S.; Peng, L.; Chen, B. A new method to rapidly evaluate the activity of volcanic ash materials. Cem. Concr. Compos. 2023, 135, 104833. [Google Scholar] [CrossRef]
- Guo, Y.; Yan, K.; Cui, L.; Cheng, F. Improved extraction of alumina from coal gangue by surface mechanically grinding modification. Powder Technol. 2016, 302, 33–41. [Google Scholar] [CrossRef]
- Moghadam, M.J.; Ajalloeian, R.; Hajiannia, A. Preparation and application of alkali-activated materials based on waste glass and coal gangue: A review. Constr. Build Mater. 2019, 221, 84–98. [Google Scholar] [CrossRef]
- Li, Y.; Yao, Y.; Liu, X.; Sun, H.; Ni, W. Improvement on pozzolanic reactivity of coal gangue by integrated thermal and chemical activation. Fuel 2013, 109, 527–533. [Google Scholar] [CrossRef]
- Guan, X.; Chen, J.; Zhu, M.; Gao, J. Performance of microwave-activated coal gangue powder as auxiliary cementitious material. J. Mater. Res. Technol. 2021, 14, 2799–2811. [Google Scholar] [CrossRef]
- Kasap, T.; Yilmaz, E.; Sari, M. Effects of mineral additives and age on microstructure evolution and durability properties of sand-reinforced cementitious mine backfills. Constr. Build Mater. 2022, 352, 129079. [Google Scholar] [CrossRef]
- Jin, J.; Qin, Z.; Lü, X.; Liu, T.; Zhang, G.; Shi, J.; Zuo, S.; Li, D. Rheology control of self-consolidating cement-tailings grout for the feasible use in coal gangue-filled backfill. Constr. Build Mater. 2022, 316, 125836. [Google Scholar] [CrossRef]
- Hou, Y.Q.; Yin, S.H.; Dai, C.Q.; Cao, Y. Rheological properties and pipeline resistance calculation model in tailings paste. Chin. J. Nonferrous Met. 2021, 31, 510–519. [Google Scholar] [CrossRef]
- Yin, B.; Kang, T.H.; Kang, J.T.; Chen, Y.J.; Wu, L.L. The research of the hydration kinetics process and hydration mechanismof fly ash paste filling materials. Chin. J. Rock Mech. Eng. 2018, 37, 4384–4394. [Google Scholar] [CrossRef]
- Meng, T.; Hong, Y.; Wei, H.; Xu, Q. Effect of nano-SiO2 with different particle size on the hydration kinetics of cement. Thermochim. Acta 2019, 675, 127–133. [Google Scholar] [CrossRef]
- Li, L.; Chen, M.; Guo, X.; Lu, L.; Wang, S.; Cheng, X.; Wang, K. Early-age hydration characteristics and kinetics of Portland cement pastes with super low w/c ratios using ice particles as mixing water. J. Mater. Res. Technol. 2020, 9, 8407–8428. [Google Scholar] [CrossRef]
- GB/T 50080-2016; Standard for Test Method of Performance on Ordinary Fresh Concrete. Standards Press of China: Beijing, China, 2016; p. 99.
- GB/T 1346-2011; Test Methods for Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cement. Standards Press of China: Beijing, China, 2011; p. 12.
- GB/T 50081-2019; Standard for test methods of concrete physical and mechanical properties. China Architecture & Building Press: Beijing, China, 2003; p. 36.
- GB/T 23561.13-2010; Methods for Determining the Physical and Mechanical Properties of Coal and Rock—Part 13: Methods for Determining Point Load Strength Index of Coal and Rock. Standards Press of China: Beijing, China, 2010; p. 9.
- Wu, L.L.; Kang, T.H.; Yin, B.; Du, M.Z. Microcalorimetric test and analysis of hydration heat of fly ash paste-filling material. J. China Coal Soc. 2015, 40, 2801–2806. [Google Scholar] [CrossRef]
- Liu, Y.; Lei, S.; Lin, M.; Li, Y.; Ye, Z.; Fan, Y. Assessment of pozzolanic activity of calcined coal-series kaolin. Appl. Clay Sci. 2017, 143, 159–167. [Google Scholar] [CrossRef]
- Liu, X.; Feng, P.; Shen, X.Y.; Wang, H.C.; Zhao, L.X.; Mu, S.; Ran, Q.P.; Mou, C.W. Advances in the Understanding of Cement Hydrate—Calcium Silicate Hydrate (C-S-H). Mater. Rep. 2021, 35, 9157–9167. [Google Scholar] [CrossRef]
- Shuang-xi, Z. Study on the reaction degree of calcined coal gangue powder in blended cement by selective solution method. Procedia Earth Planet. Sci. 2009, 1, 634–639. [Google Scholar] [CrossRef]
- Zhang, J.Q.; Yang, K.; He, X.; Wei, Z.; Zhao, X.Y.; Fang, J.J. Experimental Study on Strength Development and Engineering Performance of Coal-Based Solid Waste Paste Filling Material. Metals 2022, 12, 1155. [Google Scholar] [CrossRef]
- Zhang, X.G.; Lin, J.; Liu, J.X.; Li, F.; Pang, Z.Z. Investigation of Hydraulic-Mechanical Properties of Paste Backfill Containing Coal Gangue-Fly Ash and Its Application in an Underground Coal Mine. Energies 2017, 10, 1309. [Google Scholar] [CrossRef]
- Ulusoy, U. A Review of Particle Shape Effects on Material Properties for Various Engineering Applications: From Macro to Nanoscale. Minerals 2023, 13, 91. [Google Scholar] [CrossRef]
- Cheng, H.L.; Yang, F.H.; Ma, B.G.; Zhang, J.; Hao, L.W.; Liu, G.Q. Composite Activation of High Alumina Coal Gangue and Analysis on Its Pozzolanic Effect. J. Build. Mater. 2016, 19, 248–254. [Google Scholar] [CrossRef]
- Zhang, J.X.; Sun, H.H.; Wan, J.H.; Zhang, N. Analysis of pozzolanic activity evaluation methods for calcined coal gangue. J. Harbin Inst. Technol. 2010, 42, 1438–1443. [Google Scholar] [CrossRef]
- Su, Z.; Li, X.; Zhang, Q. Influence of thermally activated coal gangue powder on the structure of the interfacial transition zone in concrete. J. Clean Prod. 2022, 363, 132408. [Google Scholar] [CrossRef]
- Hao, R.; Li, X.; Xu, P.; Liu, Q. Thermal activation and structural transformation mechanism of kaolinitic coal gangue from Jungar coalfield, Inner Mongolia, China. Appl. Clay Sci. 2022, 223, 106508. [Google Scholar] [CrossRef]
- Luo, P.X.; Deng, N.D.; Jie, G.; Xing, C.C.; Li, Y.X. Hydration mechanism and kinetic characteristics of Ca Cl2 activated fly ash. Environ. Eng. 2022, 1–11. Available online: https://kns.cnki.net/kcms/detail/11.2097.x.20221123.1629.010.html (accessed on 1 January 2023).
- Yin, B.; Kang, T.; Kang, J.; Chen, Y.; Wu, L.; Du, M. Investigation of the hydration kinetics and microstructure formation mechanism of fresh fly ash cemented filling materials based on hydration heat and volume resistivity characteristics. Appl. Clay Sci. 2018, 166, 146–158. [Google Scholar] [CrossRef]
- Xiao, J.M.; Li, H.; Zhu, H.M.; Dang, Y. Analysis on Hydration Products of Cement-slag Complex Binder Pastes by FTIR and NMR. J. Mater. Sci. Eng. 2018, 36, 644–649. [Google Scholar] [CrossRef]
- Gao, B.; Poduska, K.M. Tracking Amorphous Calcium Carbonate Crystallization Products with Far-Infrared Spectroscopy. Minerals 2023, 13, 110. [Google Scholar] [CrossRef]
- Ji, X.; Gu, X.; Wang, Z.; Xu, S.; Jiang, H.; Yilmaz, E. Admixture Effects on the Rheological/Mechanical Behavior and Micro-Structure Evolution of Alkali-Activated Slag Backfills. Minerals 2023, 13, 30. [Google Scholar] [CrossRef]
- Feng, Y.; Li, F.; Qi, W.; Ren, Q.; Qi, W.; Duan, G.; Zheng, K.; Han, Y.; Pang, H. Mechanical Properties and Microstructure of Iron Tailings Cemented Paste Backfills Using Carbide Slag-Activated Ground Granulated Blast-Furnace Slag as Alternative Binder. Minerals 2022, 12, 1549. [Google Scholar] [CrossRef]
- Sun, Q.; Tian, S.; Sun, Q.; Li, B.; Cai, C.; Xia, Y.; Wei, X.; Mu, Q. Preparation and microstructure of fly ash geopolymer paste backfill material. J. Clean Prod. 2019, 225, 376–390. [Google Scholar] [CrossRef]
- Zhu, Z.Y.; Wang, Z.P.; Zhou, Y.; Chen, Y.T.; Wu, K. In-situ Study on Micro-Nano Structure of Portland Cement Hydration Products. J. Chin. Ceram. Soc. 2021, 49, 1699–1705. [Google Scholar] [CrossRef]
- Zhang, W.S.; Xu, J.H.; Liu, L.; Ye, J.Y.; Qian, J.S. Effect of Liquid Environment on Hydration Activity of Ternesite–Dicalcium Silicate Composite Minerals. J. Chin. Ceram. Soc. 2022, 50, 2070–2077. [Google Scholar] [CrossRef]
- Yang, J.J.; Lan, M.Z.; Wang, J.F.; Pei, T.R.; Ni, Y.L. Research on hydration properties of multiple solid waste-based cementitious materials. New Build. Mater. 2022, 49, 107–113. [Google Scholar] [CrossRef]











| Oxide | Coal Flotation Tailings | Cement |
|---|---|---|
| SiO2 | 53.88 | 22.36 |
| Al2O3 | 33.58 | 6.53 |
| Fe2O3 | 4.74 | 3.36 |
| CaO | 1.9 | 61.48 |
| MgO | 0.53 | 1.17 |
| K2O | 1.762 | 1.82 |
| SO3 | 1.03 | 1.76 |
| Na2O | 0.238 | 0.30 |
| P2O5 | 0.166 | 0.14 |
| MnO | 0.035 | 0.55 |
| ZnO | 0.048 | 0.056 |
| SrO | 0.042 | 0.046 |
| ZrO2 | 0.054 | 0.048 |
| Cr2O3 | 0.029 | 0.022 |
| BaO | 0.026 | 0.027 |
| CuO | 0.023 | 0.026 |
| PbO | 0.017 | 0.012 |
| LOI | 10.8 | 1.94 |
| Level | Factors | ||
|---|---|---|---|
| A. Ash/% | B. Proportions/(wt%) | C. Calcination Temperature/°C | |
| −1 | 50.1 | 10 | 650 |
| 0 | 60.55 | 30 | 800 |
| 1 | 71 | 50 | 950 |
| Serial Number | A. Ash/% | B. Proportions/(w%) | C. Calcination Temperature/°C | Y. Compressive Strength/MPa |
|---|---|---|---|---|
| 1 | 50.1 | 10 | 800 | 1.86 |
| 2 | 71 | 10 | 800 | 0.66 |
| 3 | 50.1 | 50 | 800 | 3.37 |
| 4 | 71 | 50 | 800 | 0.75 |
| 5 | 50.1 | 30 | 650 | 4.55 |
| 6 | 71 | 30 | 650 | 0.77 |
| 7 | 50.1 | 30 | 950 | 2.86 |
| 8 | 71 | 30 | 950 | 3.26 |
| 9 | 60.55 | 10 | 650 | 4.9 |
| 10 | 60.55 | 50 | 650 | 4.65 |
| 11 | 60.55 | 10 | 950 | 1.92 |
| 12 | 60.55 | 50 | 950 | 1.88 |
| 13 | 60.55 | 30 | 800 | 7.25 |
| 14 | 60.55 | 30 | 800 | 7.2 |
| 15 | 60.55 | 30 | 800 | 7.15 |
| 16 | 60.55 | 30 | 800 | 8.0 |
| 17 | 60.55 | 30 | 800 | 6.23 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 93.58 | 9 | 10.40 | 9.82 | 0.0033 | ** |
| A-Ash | 6.48 | 1 | 6.48 | 6.12 | 0.0426 | * |
| B- Proportions | 0.2145 | 1 | 0.2145 | 0.2025 | 0.6663 | |
| C- Compressive strength | 3.06 | 1 | 3.06 | 2.89 | 0.1328 | |
| AB | 0.5041 | 1 | 0.5041 | 0.4760 | 0.5125 | |
| AC | 4.37 | 1 | 4.37 | 4.12 | 0.0818 | |
| BC | 0.0110 | 1 | 0.0110 | 0.0104 | 0.9216 | |
| A2 | 37.69 | 1 | 37.69 | 35.58 | 0.0006 | ** |
| B2 | 26.62 | 1 | 26.62 | 25.13 | 0.0015 | ** |
| C2 | 7.27 | 1 | 7.27 | 6.87 | 0.0344 | * |
| Residual | 7.41 | 7 | 1.06 | |||
| Lack of Fit | 5.83 | 3 | 1.94 | 4.92 | 0.0789 | not significant |
| Pure Error | 1.58 | 4 | 0.3950 | |||
| Cor Total | 101.00 | 16 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 88.70 | 6 | 14.78 | 12.02 | 0.0005 | ** |
| A-Ash | 6.48 | 1 | 6.48 | 5.27 | 0.0446 | * |
| B- Proportions | 0.2145 | 1 | 0.2145 | 0.1744 | 0.6850 | |
| C- calcination temperature | 3.06 | 1 | 3.06 | 2.49 | 0.1456 | |
| A2 | 37.69 | 1 | 37.69 | 30.65 | 0.0002 | ** |
| B2 | 26.62 | 1 | 26.62 | 21.65 | 0.0009 | ** |
| C2 | 7.27 | 1 | 7.27 | 5.91 | 0.0353 | * |
| Residual | 12.30 | 10 | 1.23 | |||
| Lack of Fit | 10.72 | 6 | 1.79 | 4.52 | 0.0829 | not significant |
| Pure Error | 1.58 | 4 | 0.3950 | |||
| Cor Total | 101.00 | 16 |
| No. | Rapid Response Phase | Induction Phase | Accelerated Phase | Deceleration Phase | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| t/h | Q/ (J·g−1) | R/ (J·(g·h)−1) | t/h | Q/ (J·g−1) | R/ (J·(g·h)−1) | t/h | Q/ (J·g−1) | R/ (J·(g·h)−1) | t/h | Q/ (J·g−1) | R/ (J·(g·h)−1) | |
| S1 | 2.2 | 21.9 | 9.89 | 4.5 | 4.3 | 0.94 | 10.1 | 22.4 | 2.21 | 3.4 | 18.1 | 5.32 |
| S2 | 2.5 | 22.5 | 8.95 | 4.2 | 4.6 | 1.09 | 2.3 | 4.4 | 1.76 | 3.6 | 6.5 | 1.81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, D.; Fan, Y.; Dong, X.; Ma, X.; Liu, P. Mechanical Properties and Hydration Mechanism of Coal Flotation Tailing Cemented Filling Materials. Minerals 2023, 13, 389. https://doi.org/10.3390/min13030389
Li D, Fan Y, Dong X, Ma X, Liu P. Mechanical Properties and Hydration Mechanism of Coal Flotation Tailing Cemented Filling Materials. Minerals. 2023; 13(3):389. https://doi.org/10.3390/min13030389
Chicago/Turabian StyleLi, Dehao, Yuping Fan, Xianshu Dong, Xiaomin Ma, and Pei Liu. 2023. "Mechanical Properties and Hydration Mechanism of Coal Flotation Tailing Cemented Filling Materials" Minerals 13, no. 3: 389. https://doi.org/10.3390/min13030389
APA StyleLi, D., Fan, Y., Dong, X., Ma, X., & Liu, P. (2023). Mechanical Properties and Hydration Mechanism of Coal Flotation Tailing Cemented Filling Materials. Minerals, 13(3), 389. https://doi.org/10.3390/min13030389