
Experimental Investigation into the Proportion of Cemented Aeolian Sand-Coal Gangue-Fly Ash Backfill on Mechanical and Rheological Properties


Abstract
:
1. Introduction
2. Materials and Methods
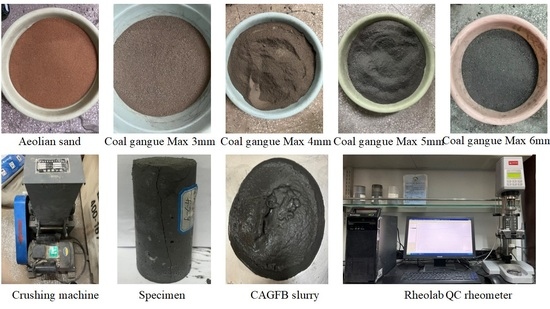
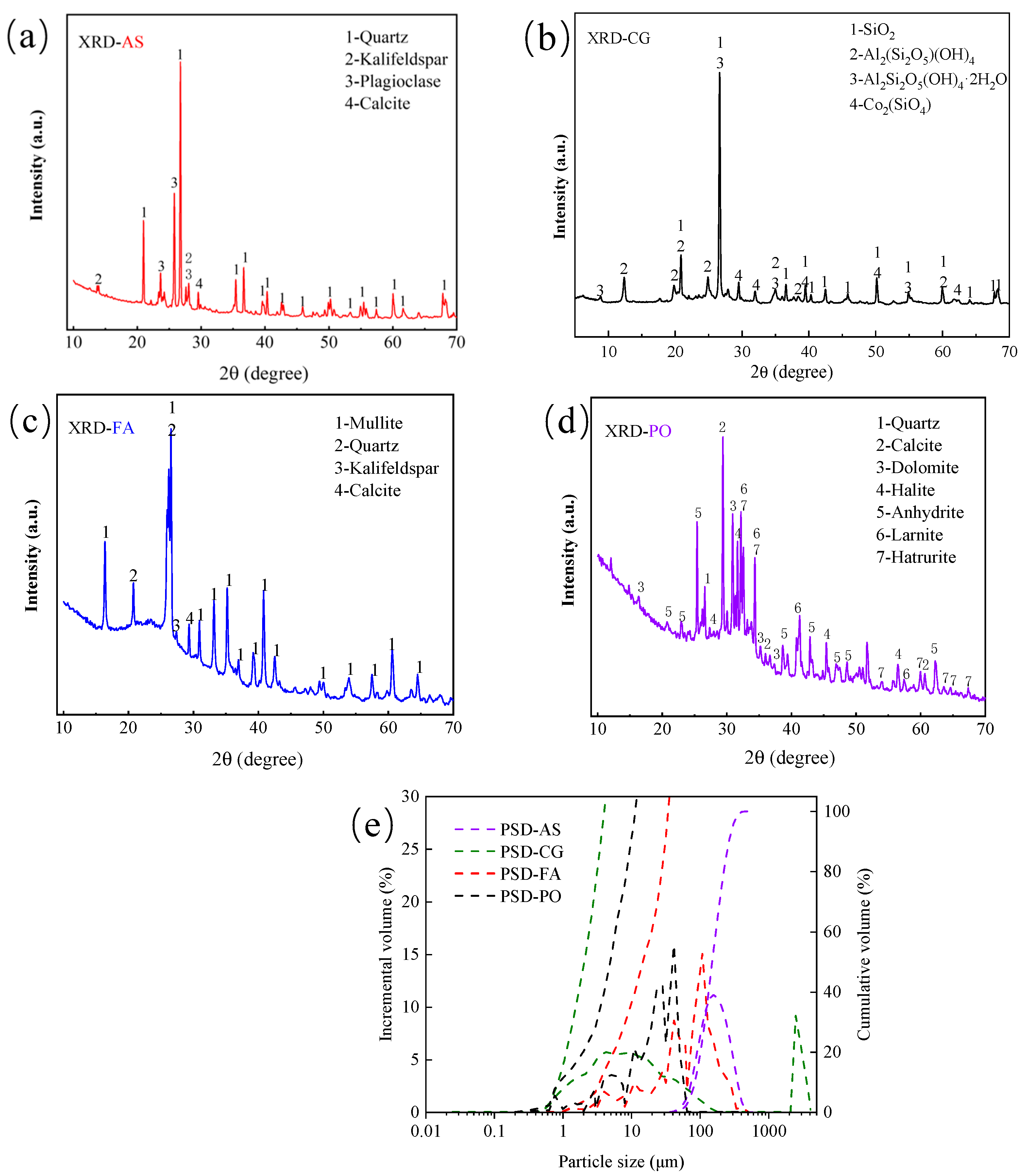
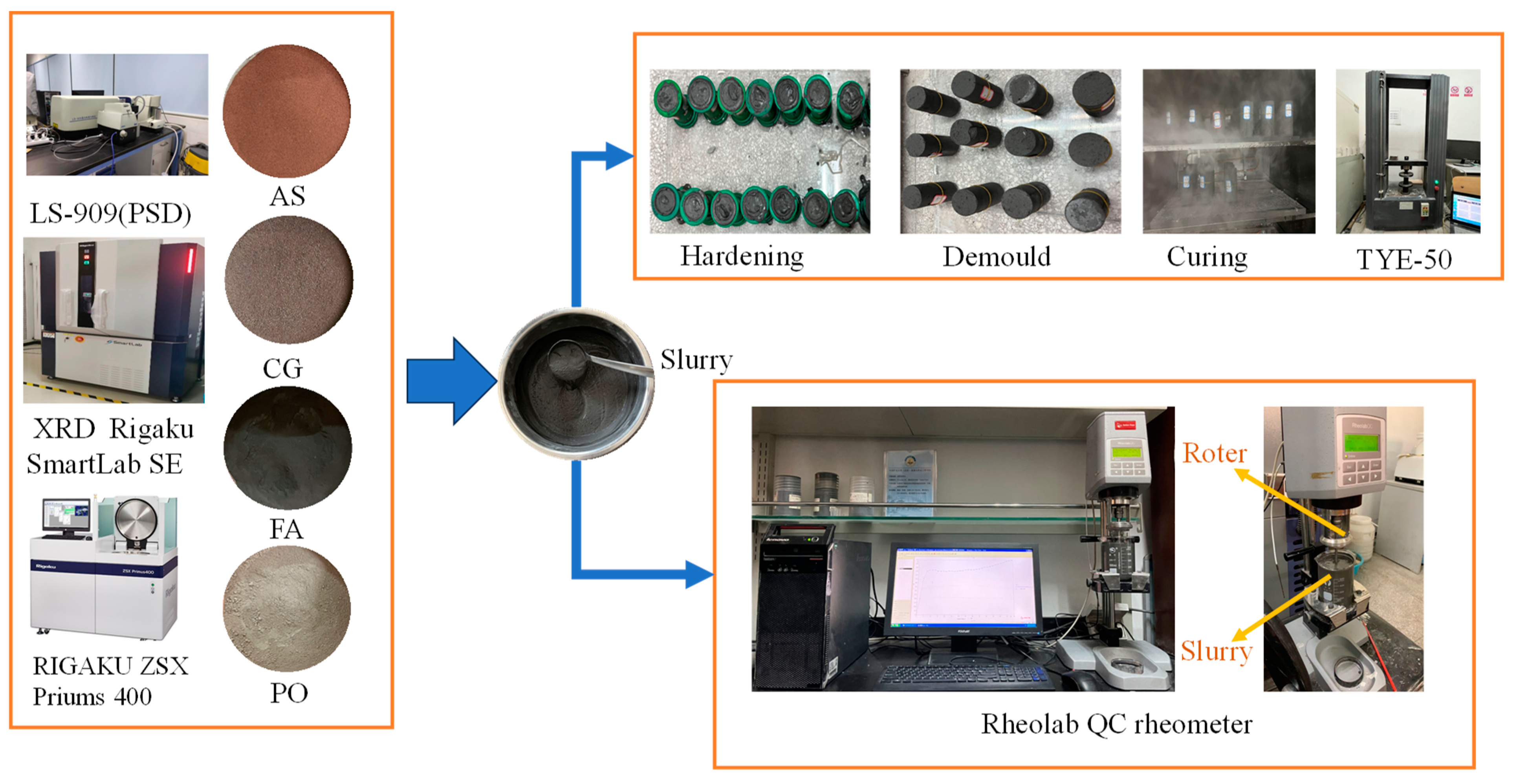
2.1. Materials and Characterization
2.2. Sample Preparation
2.3. Experimental Design
2.4. Methods
2.4.1. Response Surface Methodology (RSM)
2.4.2. Orthogonal Design
2.4.3. Uniaxial Compressive Strength Tests
2.4.4. Rheological Properties Test
3. Results and Analysis
3.1. Analysis of the UCS
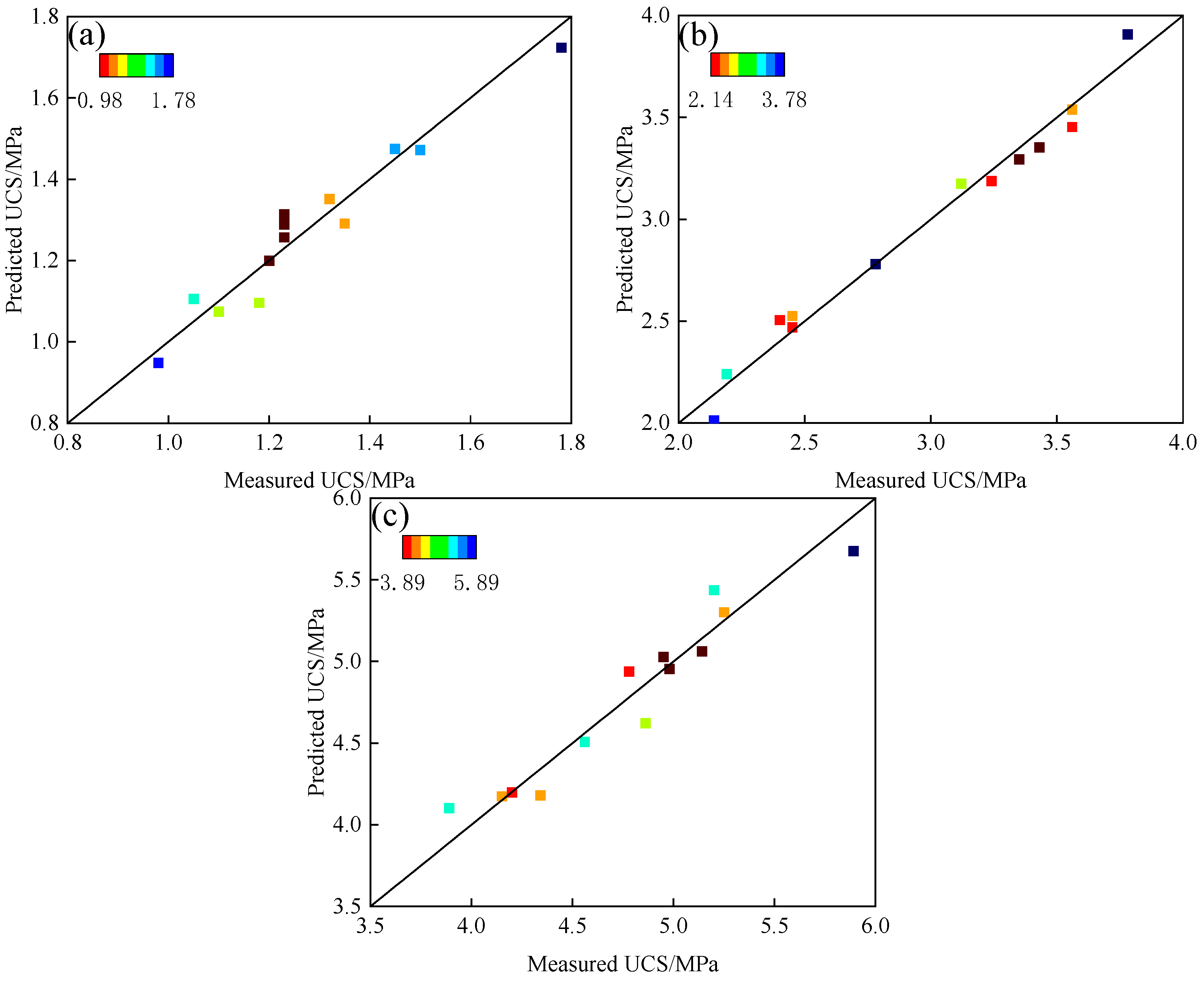
3.1.1. Validation of Analysis of Variance Models
3.1.2. Influence of the Single Factors on the UCS
3.1.3. Influence of the RSM Interaction Terms on the UCS
3.2. Analysis of the Rheological Parameters
3.2.1. Rheological Parameter Test Results
3.2.2. Characteristic Primary and Secondary Factor Analysis of Variance
3.2.3. Analysis of Variance and Significance of Rheological Properties
3.2.4. Determination of the Optimal Mixing Ratio of Coal Gangue and Aeolian Sand Slurry
4. Conclusions
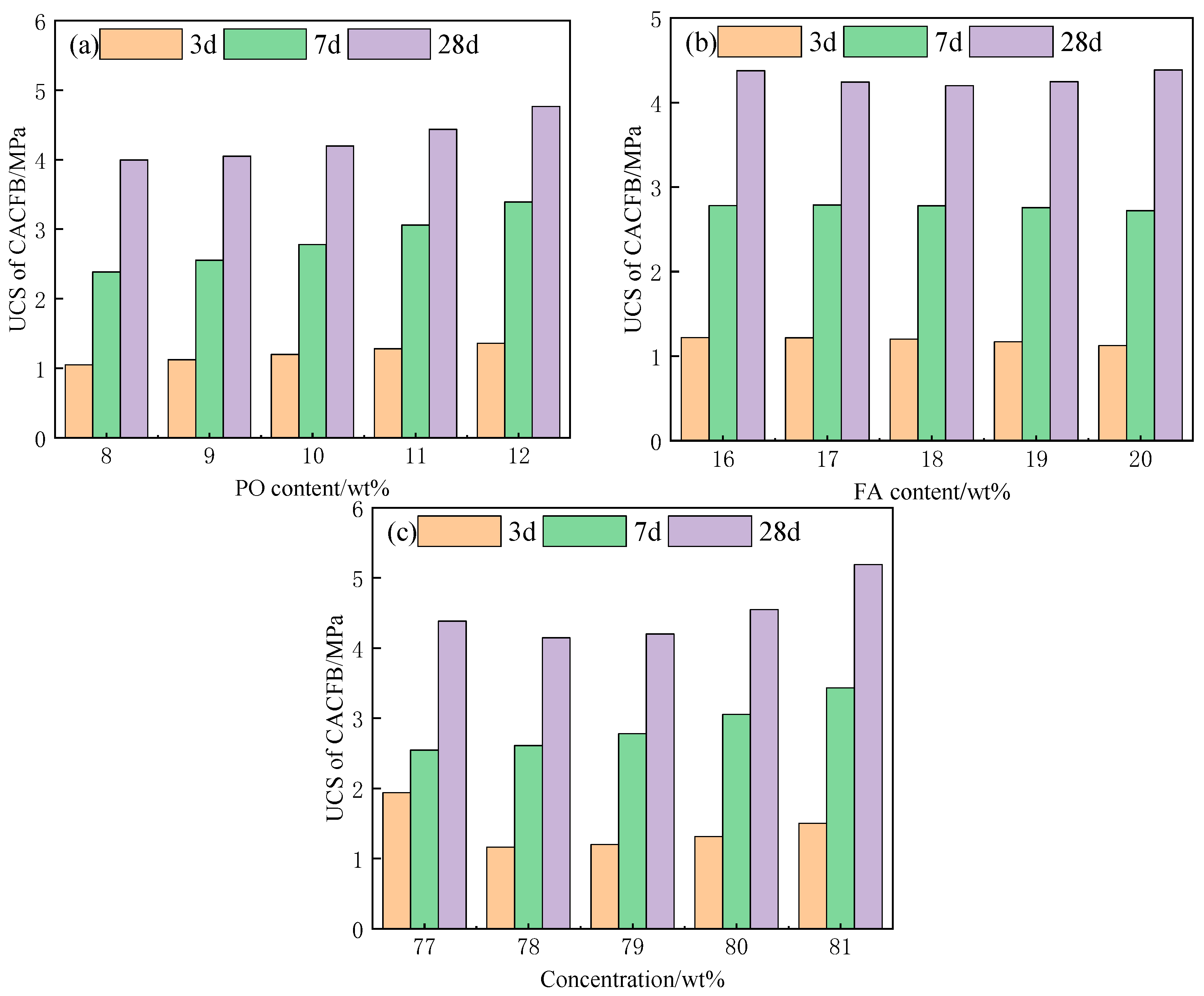
- With the increase in the FA content, the UCS of the CACFB decreased first and then increased, destroying the reasonable proportions of the material and leading to the reduction in the material’s UCS, and with the growth in time, the volcanic ash effect of the FA led to the increase in the UCS of the material.
- The UCS of the filled body increased with the increase in the PO content and the curing age, and the PO had a significant effect on the UCS throughout the curing age.
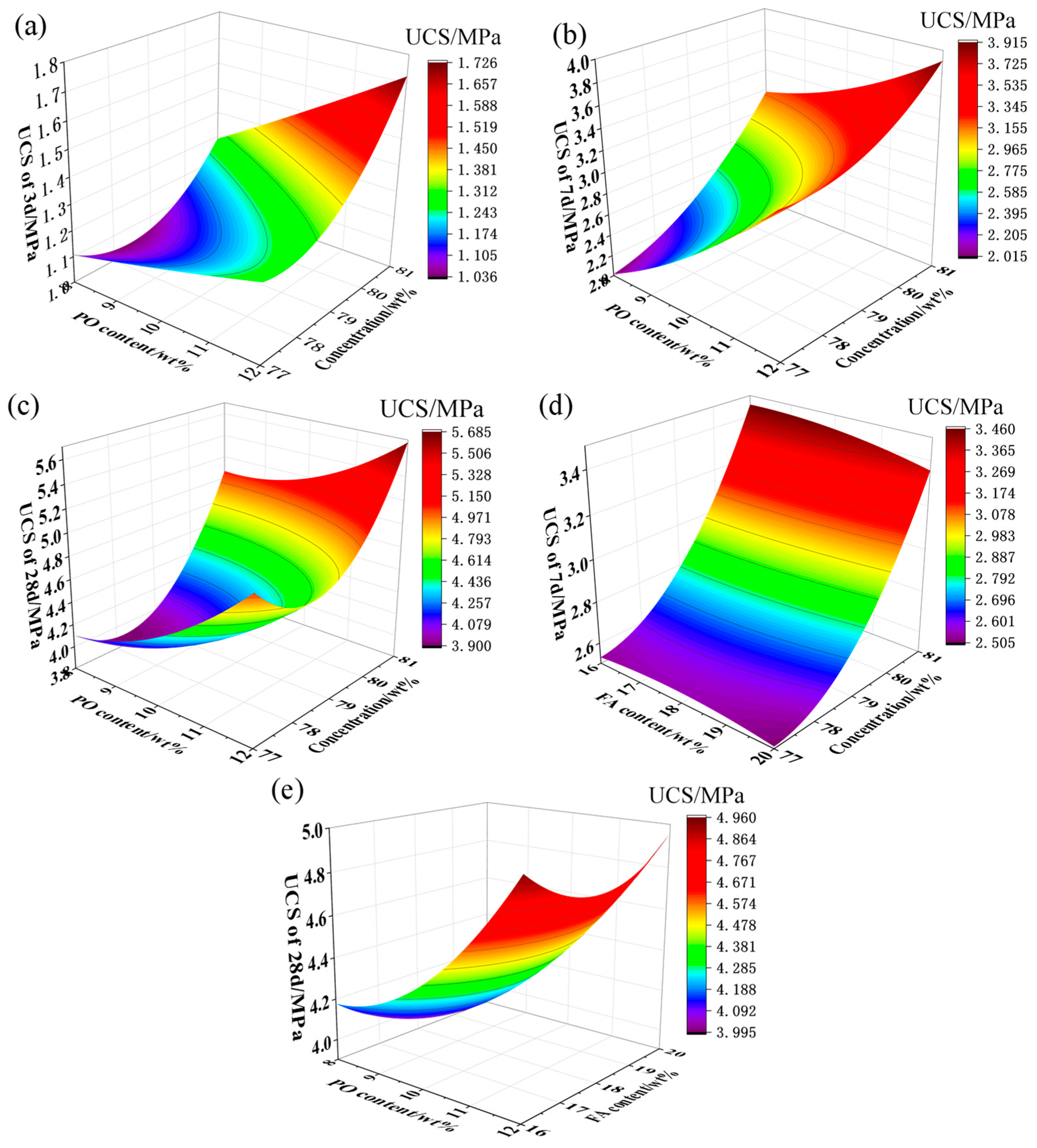
- It can be seen from the interaction of the two effects on the UCS that the effect of the mass fraction of PO or FA on the UCS was gradually weakened with the increase in the content of the other factor.
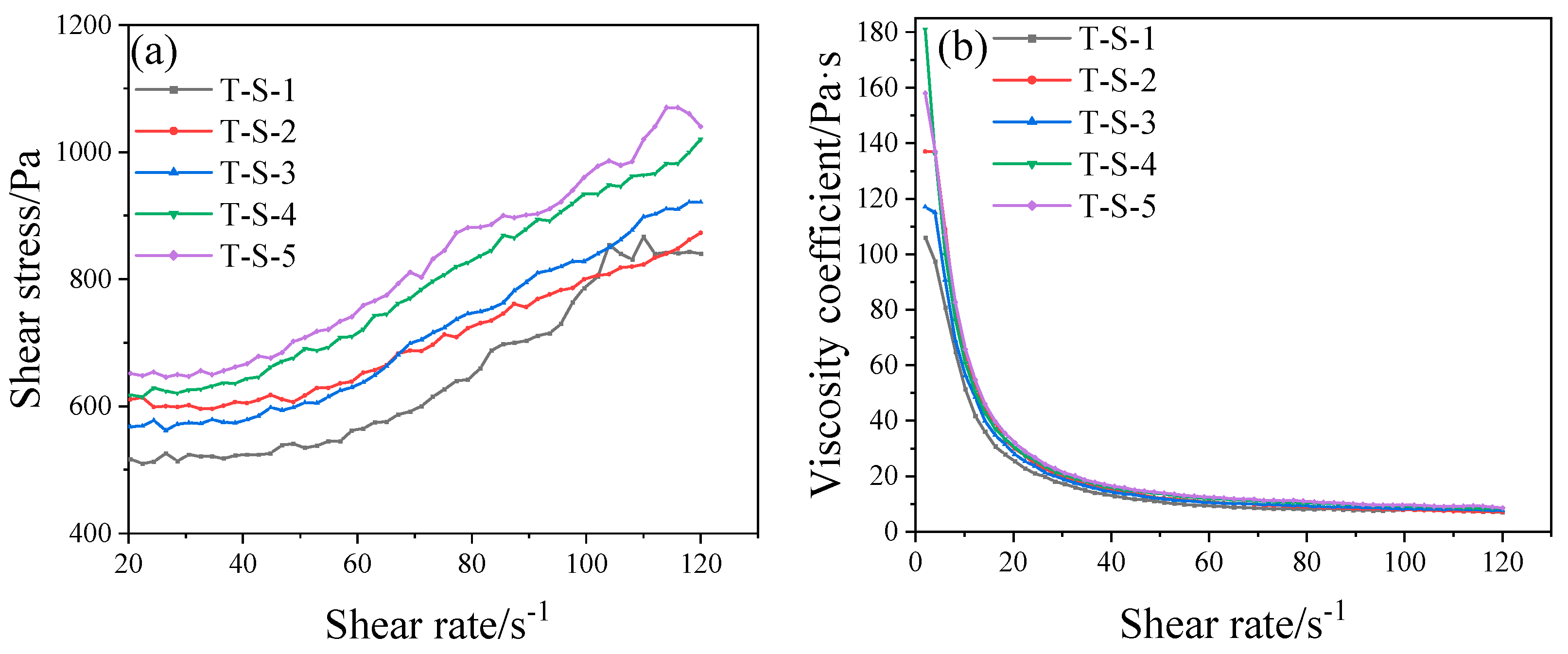
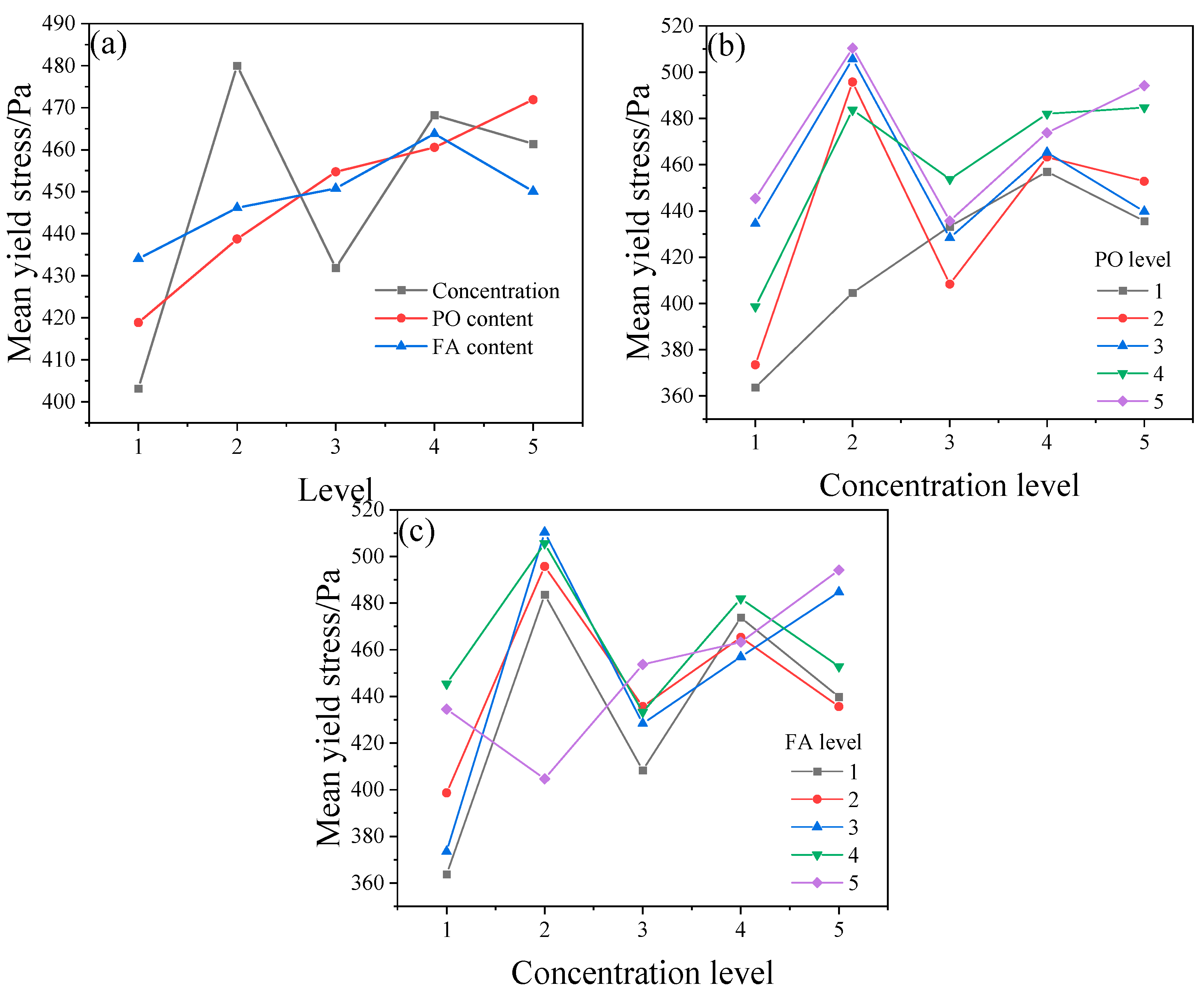
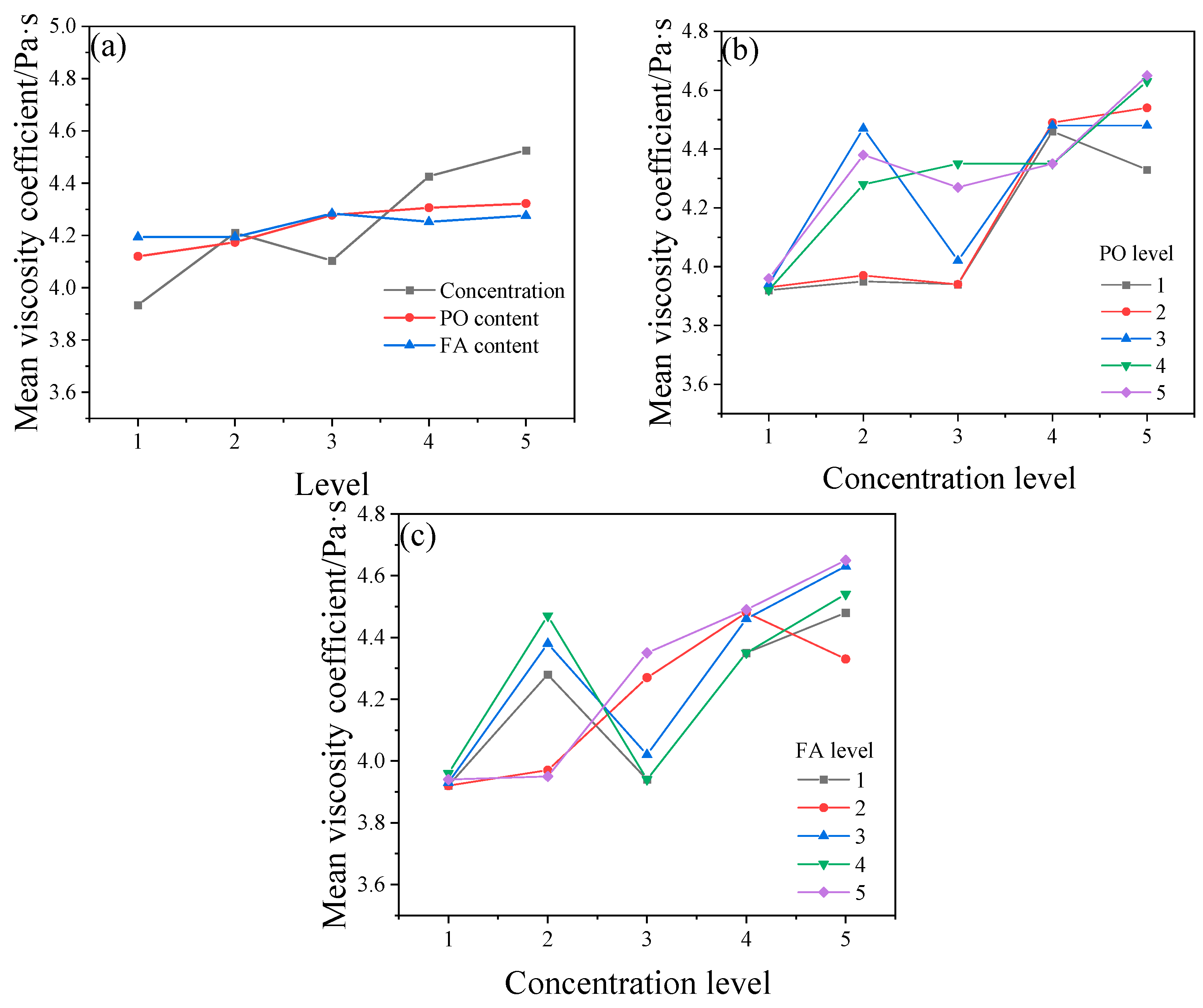
- The primary and secondary relationships of the three factors of concentration, PO and FA were concentration > PO > FA; there was an obvious primary and secondary relationship between concentration and yield stress.
- The reasonable proportions of CACFB should ensure suitable UCS and rheological properties of the material. Through theoretical and experimental research, the final reasonable proportions were as follows: the concentration of slurry and the contents of AS, CG, FA and PO were 77.5%, 42%, 8%, 17.5% and 10%, respectively. This produced UCSs of the CACFB at 3 d, 7 d and 28 d of 1.2 MPa, 2.5 MPa and 4.3 MPa, respectively; the yield stress of the CACFB was 495 Pa, and the viscosity coefficient was 3.97 Pa·s. These reasonable proportions of the CACFB can meet the strength index and flow properties of material industrial experiments.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhou, Y.; Yin, S.; Zhao, K.; Wang, L.; Liu, L. Understanding the Static Rate Dependence of Early Fracture Behavior of Cemented Paste Backfill Using Digital Image Correlation and Acoustic Emission Techniques. Eng. Fract. Mech. 2023, 283, 109209. [Google Scholar] [CrossRef]
- Zhu, M.; Xie, G.; Liu, L.; Wang, R.; Ruan, S.; Yang, P.; Fang, Z. Strengthening Mechanism of Granulated Blast-Furnace Slag on the Uniaxial Compressive Strength of Modified Magnesium Slag-Based Cemented Backfilling Material. Process Saf. Environ. Prot. 2023, 174, 722–733. [Google Scholar] [CrossRef]
- Benkirane, O.; Haruna, S.; Fall, M. Strength and Microstructure of Cemented Paste Backfill Modified with Nano-Silica Particles and Cured under Non-Isothermal Conditions. Powder Technol. 2023, 419, 118311. [Google Scholar] [CrossRef]
- Wang, S.; Yang, R.; Li, Y.; Xu, B.; Lu, B. Single-Factor Analysis and Interaction Terms on the Mechanical and Microscopic Properties of Cemented Aeolian Sand Backfill. Int. J. Miner. Metall. Mater. 2023, 30, 1584–1595. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Yang, R.; Xu, B.; Lu, B. Rheological Behavior with Time Dependence and Fresh Slurry Liquidity of Cemented Aeolian Sand Backfill Based on Response Surface Method. Constr. Build. Mater. 2023, 371, 130768. [Google Scholar] [CrossRef]
- Ruan, S.; Liu, L.; Xie, L.; Shao, C.; Sun, W.; Hou, D.; He, J. Mechanical Properties and Leaching Behavior of Modified Magnesium Slag Cemented Aeolian Sand Paste Backfill Materials. Constr. Build. Mater. 2023, 387, 131641. [Google Scholar] [CrossRef]
- Sivakugan, N.; Veenstra, R.; Naguleswaran, N. Underground Mine Backfilling in Australia Using Paste Fills and Hydraulic Fills. Int. J. Geosynth. Ground Eng. 2015, 1, 18. [Google Scholar] [CrossRef]
- Bian, Z.; Dong, J.; Lei, S.; Leng, H.; Mu, S.; Wang, H. The Impact of Disposal and Treatment of Coal Mining Wastes on Environment and Farmland. Environ. Geol. 2009, 58, 625–634. [Google Scholar] [CrossRef]
- Li, M.; Zhang, J.; Li, A.; Zhou, N. Reutilisation of Coal Gangue and Fly Ash as Underground Backfill Materials for Surface Subsidence Control. J. Clean. Prod. 2020, 254, 120113. [Google Scholar] [CrossRef]
- Zha, J.; Guo, G.; Feng, W.; Wang, Q. Mining Subsidence Control by Solid Backfilling under Buildings. Trans. Nonferrous Met. Soc. China 2011, 21, s670–s674. [Google Scholar] [CrossRef]
- Hou, J.; Guo, Z.; Liu, W.; Zhang, Y. Mechanical Properties and Meso-Structure Response of Cemented Gangue-Fly Ash Backfill with Cracks under Seepage-Stress Coupling. Constr. Build. Mater. 2020, 250, 118863. [Google Scholar] [CrossRef]
- Pacewska, B.; Blonkowski, G.; Wilińska, I. Investigations of the Influence of Different Fly Ashes on Cement Hydration. J. Therm. Anal. Calorim. 2006, 86, 179–186. [Google Scholar] [CrossRef]
- Zhou, N.; Zhang, J.; Ouyang, S.; Deng, X.; Dong, C.; Du, E. Feasibility Study and Performance Optimization of Sand-Based Cemented Paste Backfill Materials. J. Clean. Prod. 2020, 259, 120798. [Google Scholar] [CrossRef]
- Sun, Q.; Zhang, J.; Zhou, N. Early-Age Strength of Aeolian Sand-Based Cemented Backfilling Materials: Experimental Results. Arab. J. Sci. Eng. 2018, 43, 1697–1708. [Google Scholar] [CrossRef]
- Ferrari, L.; Kaufmann, J.; Winnefeld, F.; Plank, J. Impact of Particle Size on Interaction Forces between Ettringite and Dispersing Comb-Polymers in Various Electrolyte Solutions. J. Colloid Interface Sci. 2014, 419, 17–24. [Google Scholar] [CrossRef]
- Dweck, J.; Buchler, P.M.; Coelho, A.C.V.; Cartledge, F.K. Hydration of a Portland Cement Blended with Calcium Carbonate. Thermochim. Acta 2000, 346, 105–113. [Google Scholar] [CrossRef]
- Sivakugan, N.; Rankine, R.M.; Rankine, K.J.; Rankine, K.S. Geotechnical Considerations in Mine Backfilling in Australia. J. Clean. Prod. 2006, 14, 1168–1175. [Google Scholar] [CrossRef]
- Mehdipour, I.; Khayat, K.H. Elucidating How Particle Packing Controls Rheology and Strength Development of Dense Cementitious Suspensions. Cem. Concr. Compos. 2019, 104, 103413. [Google Scholar] [CrossRef]
- Saleh, S.; Mahmood, A.H.; Hamed, E.; Zhao, X.-L. The Mechanical, Transport and Chloride Binding Characteristics of Ultra-High-Performance Concrete Utilising Seawater, Sea Sand and SCMs. Constr. Build. Mater. 2023, 372, 130815. [Google Scholar] [CrossRef]
- Kongar-Syuryun, C.; Aleksakhin, A.; Khayrutdinov, A.; Tyulyaeva, Y. Research of Rheological Characteristics of the Mixture as a Way to Create a New Backfill Material with Specified Characteristics. Mater. Today Proc. 2021, 38, 2052–2054. [Google Scholar] [CrossRef]
- Adigamov, A.; Rybak, J.; Golovin, K.; Kopylov, A. Mechanization of Stowing Mix Transportation, Increasing Its Efficiency and Quality of the Created Mass. Transp. Res. Procedia 2021, 57, 9–16. [Google Scholar] [CrossRef]
- Rybak, J.; Kongar-Syuryun, C.; Tyulyaeva, Y.; Khayrutdinov, A.M. Creation of Backfill Materials Based on Industrial Waste. Minerals 2021, 11, 739. [Google Scholar] [CrossRef]
- Koohestani, B.; Koubaa, A.; Belem, T.; Bussière, B.; Bouzahzah, H. Experimental Investigation of Mechanical and Microstructural Properties of Cemented Paste Backfill Containing Maple-Wood Filler. Constr. Build. Mater. 2016, 121, 222–228. [Google Scholar] [CrossRef]
- Liu, G.; Li, L.; Yao, M.; Landry, D.; Malek, F.; Yang, X.; Guo, L. An Investigation of the Uniaxial Compressive Strength of a Cemented Hydraulic Backfill Made of Alluvial Sand. Minerals 2017, 7, 4. [Google Scholar] [CrossRef]
- Xin, J.; Liu, L.; Xu, L.; Wang, J.; Yang, P.; Qu, H. A Preliminary Study of Aeolian Sand-Cement-Modified Gasification Slag-Paste Backfill: Fluidity, Microstructure, and Leaching Risks. Sci. Total Environ. 2022, 830, 154766. [Google Scholar] [CrossRef]
- Kesimal, A.; Yilmaz, E.; Ercikdi, B.; Alp, I.; Deveci, H. Effect of Properties of Tailings and Binder on the Short-and Long-Term Strength and Stability of Cemented Paste Backfill. Mater. Lett. 2005, 59, 3703–3709. [Google Scholar] [CrossRef]
- Koohestani, B.; Belem, T.; Koubaa, A.; Bussière, B. Experimental Investigation into the Compressive Strength Development of Cemented Paste Backfill Containing Nano-Silica. Cem. Concr. Compos. 2016, 72, 180–189. [Google Scholar] [CrossRef]
- Cao, S.; Song, W.; Yilmaz, E. Influence of Structural Factors on Uniaxial Compressive Strength of Cemented Tailings Backfill. Constr. Build. Mater. 2018, 174, 190–201. [Google Scholar] [CrossRef]
- Hu, J.; Zhao, F.; Kuang, Y.; Yang, D.; Zheng, M.; Zhao, L. Microscopic Characteristics of the Action of an Air Entraining Agent on Cemented Paste Backfill Pores. Alex. Eng. J. 2020, 59, 1583–1593. [Google Scholar] [CrossRef]
- Haiqiang, J.; Fall, M.; Cui, L. Yield Stress of Cemented Paste Backfill in Sub-Zero Environments: Experimental Results. Miner. Eng. 2016, 92, 141–150. [Google Scholar] [CrossRef]
- Şahmaran, M.; Christianto, H.A.; Yaman, İ.Ö. The Effect of Chemical Admixtures and Mineral Additives on the Properties of Self-Compacting Mortars. Cem. Concr. Compos. 2006, 28, 432–440. [Google Scholar] [CrossRef]
- Yahia, A.; Tanimura, M.; Shimoyama, Y. Rheological Properties of Highly Flowable Mortar Containing Limestone Filler-Effect of Powder Content and W/C Ratio. Cem. Concr. Res. 2005, 35, 532–539. [Google Scholar] [CrossRef]
- Park, C.K.; Noh, M.H.; Park, T.H. Rheological Properties of Cementitious Materials Containing Mineral Admixtures. Cem. Concr. Res. 2005, 35, 842–849. [Google Scholar] [CrossRef]
- Nikbin, M.I.; Rahimi, R.S.; Allahyari, H.; Fallah, F. Feasibility Study of Waste Poly Ethylene Terephthalate (PET) Particles as Aggregate Replacement for Acid Erosion of Sustainable Structural Normal and Lightweight Concrete. J. Clean. Prod. 2016, 126, 108–117. [Google Scholar] [CrossRef]
- Wang, L.; Yang, H.Q.; Zhou, S.H.; Chen, E.; Tang, S.W. Hydration, Mechanical Property and C-S-H Structure of Early-Strength Low-Heat Cement-Based Materials. Mater. Lett. 2018, 217, 151–154. [Google Scholar] [CrossRef]
- Ohshima, H. Electrical Conductivity of a Concentrated Suspension of Spherical Colloidal Particles. J. Colloid Interface Sci. 1999, 212, 443–448. [Google Scholar] [CrossRef]
- Hu, J.; Wang, K. Effect of Coarse Aggregate Characteristics on Concrete Rheology. Constr. Build. Mater. 2011, 25, 1196–1204. [Google Scholar] [CrossRef]
- Wu, D.; Fall, M.; Cai, S.J. Coupling Temperature, Cement Hydration and Rheological Behaviour of Fresh Cemented Paste Backfill. Miner. Eng. 2013, 42, 76–87. [Google Scholar] [CrossRef]
- Wu, A.; Wang, Y.; Wang, H.; Yin, S.; Miao, X. Coupled Effects of Cement Type and Water Quality on the Properties of Cemented Paste Backfill. Int. J. Miner. Process. 2015, 143, 65–71. [Google Scholar] [CrossRef]
- Duan, G.; Huang, G.; Li, A.; Zhu, Y.; Gong, Y. A Study of Supermolecular Polarization of Comb-like Polycarboxylate Admixtures Synthesized with Polyoxyethylene Macromolecules. J. Mol. Liq. 2012, 174, 129–134. [Google Scholar] [CrossRef]
- Liddel, P.V.; Boger, D.V. Yield Stress Measurements with the Vane. J. Non-Newton. Fluid Mech. 1996, 63, 235–261. [Google Scholar] [CrossRef]
- Dzuy, N.Q.; Boger, D.V. Yield Stress Measurement for Concentrated Suspensions. J. Rheol. 1983, 27, 321–349. [Google Scholar] [CrossRef]
- Panchal, S.; Deb, D.; Sreenivas, T. Variability in Rheology of Cemented Paste Backfill with Hydration Age, Binder and Superplasticizer Dosages. Adv. Powder Technol. 2018, 29, 2211–2220. [Google Scholar] [CrossRef]
- Wu, D.; Yang, B.; Liu, Y. Transportability and Pressure Drop of Fresh Cemented Coal Gangue-Fly Ash Backfill (CGFB) Slurry in Pipe Loop. Powder Technol. 2015, 284, 218–224. [Google Scholar] [CrossRef]
- Wu, D.; Hou, Y.; Deng, T.; Chen, Y.; Zhao, X. Thermal, Hydraulic and Mechanical Performances of Cemented Coal Gangue-Fly Ash Backfill. Int. J. Miner. Process. 2017, 162, 12–18. [Google Scholar] [CrossRef]
- Vance, K.; Sant, G.; Neithalath, N. The Rheology of Cementitious Suspensions: A Closer Look at Experimental Parameters and Property Determination Using Common Rheological Models. Cem. Concr. Compos. 2015, 59, 38–48. [Google Scholar] [CrossRef]
- Yang, W.; Yu, G.; Tan, S.K.; Wang, H. Rheological Properties of Dense Natural Cohesive Sediments Subject to Shear Loadings. Int. J. Sediment Res. 2014, 29, 454–470. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| XRF | SiO2 | CaO | Al2O3 | Fe2O3 | MgO | SO3 | K2O | TiO2 | Others |
|---|---|---|---|---|---|---|---|---|---|
| AS wt% | 64.27 | 8.53 | 12.95 | 5.85 | 2.34 | - | 2.64 | 1.20 | 2.22 |
| CG wt% | 62.06 | 3.11 | 22.23 | 8.01 | - | - | 2.95 | 0.99 | 0.65 |
| FA wt% | 48.10 | 17.17 | 19.78 | 7.62 | 1.40 | 2.40 | 2.05 | 0.98 | 0.5 |
| PO wt% | 20.17 | 62.78 | 6.06 | 3.85 | 3.49 | 2.31 | 0.58 | 0.30 | 0.46 |
| Run | PO Mass Fraction X1% | FA Mass Fraction X2% | Mass Fraction of Solids X3% |
|---|---|---|---|
| #1 | 10 | 16 | 77 |
| #2 | 12 | 18 | 77 |
| #3 | 10 | 20 | 81 |
| #4 | 8 | 16 | 79 |
| #5 | 12 | 20 | 79 |
| #6 | 12 | 16 | 79 |
| #7 | 8 | 18 | 81 |
| #8 | 8 | 20 | 79 |
| #9 | 8 | 18 | 77 |
| #10 | 12 | 18 | 81 |
| #11 | 10 | 16 | 81 |
| #12 | 10 | 20 | 77 |
| #13 | 10 | 18 | 79 |
| Run | ABC | Pilot Program ABC | Run | ABC | Pilot Program ABC |
|---|---|---|---|---|---|
| #1 | 111 | A1B1C1 | #13 | 333 | A3B3C3 |
| #2 | 123 | A1B2C3 | #14 | 345 | A3B4C5 |
| #3 | 135 | A1B3C5 | #15 | 352 | A3B5C2 |
| #4 | 142 | A1B4C2 | #16 | 413 | A4B1C3 |
| #5 | 154 | A1B5C4 | #17 | 425 | A4B2C5 |
| #6 | 215 | A2B1C5 | #18 | 432 | A4B3C2 |
| #7 | 222 | A2B2C2 | #19 | 444 | A4B4C4 |
| #8 | 234 | A2B3C4 | #20 | 451 | A4B5C1 |
| #9 | 241 | A2B4C1 | #21 | 512 | A5B1C2 |
| #10 | 253 | A2B5C3 | #22 | 524 | A5B2C4 |
| #11 | 314 | A3B1C4 | #23 | 531 | A5B3C1 |
| #12 | 321 | A3B2C1 | #24 | 543 | A5B4C3 |
| #25 | 555 | A5B5C5 |
| Run | 3 d UCS/MPa | 7 d UCS/MPa | 28 d UCS/MPa | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Y1 | Y1′ | Relative Error/% | Y2 | Y2′ | Relative Error/% | Y3 | Y3′ | Relative Error/% | |
| #1 | 1.23 | 1.26 | 2.44 | 2.45 | 2.53 | 3.27 | 4.86 | 4.62 | −4.94 |
| #2 | 1.35 | 1.29 | −4.44 | 3.35 | 3.29 | −1.79 | 4.95 | 5.03 | 1.62 |
| #3 | 1.5 | 1.47 | −2.00 | 3.43 | 3.35 | −2.33 | 5.2 | 5.44 | 4.62 |
| #4 | 1.18 | 1.10 | −6.78 | 2.19 | 2.24 | 2.28 | 4.15 | 4.17 | 0.48 |
| #5 | 1.23 | 1.31 | 6.50 | 3.24 | 3.19 | −1.54 | 4.98 | 4.95 | −0.60 |
| #6 | 1.32 | 1.35 | 2.27 | 3.56 | 3.54 | −0.56 | 4.78 | 4.94 | 3.35 |
| #7 | 1.23 | 1.29 | 4.88 | 3.12 | 3.17 | 1.60 | 5.14 | 5.06 | −1.56 |
| #8 | 0.98 | 0.9488 | −3.18 | 2.45 | 2.47 | 0.82 | 4.34 | 4.18 | −3.69 |
| #9 | 1.05 | 1.11 | 5.71 | 2.14 | 2.01 | −6.07 | 3.89 | 4.10 | 5.40 |
| #10 | 1.78 | 1.72 | −3.37 | 3.78 | 3.91 | 3.44 | 5.89 | 5.68 | −3.57 |
| #11 | 1.45 | 1.48 | 2.07 | 3.56 | 3.45 | −3.09 | 5.25 | 5.30 | 0.95 |
| #12 | 1.1 | 1.08 | −1.82 | 2.4 | 2.51 | 4.58 | 4.56 | 4.51 | −1.10 |
| #13 | 1.2 | 1.20 | 0.00 | 2.78 | 2.78 | 0.00 | 4.2 | 4.20 | 0.00 |
| Source | Sum of Squares | Mean Squared | F-Value | p-Value | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Y1 | Y2 | Y3 | Y1 | Y2 | Y3 | Y1 | Y2 | Y3 | Y1 | Y2 | Y3 | |
| Model | 0.5190 | 4.02 | 4.37 | 0.0577 | 0.4465 | 0.4857 | 12.62 | 39.60 | 12.45 | 0.0015 | 0.0001 | 0.0016 |
| X1 | 0.1922 | 2.03 | 1.19 | 0.1922 | 2.03 | 1.19 | 42.08 | 180.05 | 30.39 | 0.0003 | 0.0001 | 0.0009 |
| X2 | 0.0171 | 0.0072 | 0.0002 | 0.0171 | 0.0072 | 0.0002 | 3.75 | 0.6386 | 0.0051 | 0.0942 | 0.4505 | 0.9449 |
| X3 | 0.1891 | 1.58 | 1.30 | 0.1891 | 1.58 | 1.30 | 41.40 | 139.72 | 33.22 | 0.0004 | 0.0001 | 0.0007 |
| X1X2 | 0.0030 | 0.0841 | 0.0000 | 0.0030 | 0.0841 | 0.0000 | 0.6622 | 7.46 | 0.0006 | 0.4426 | 0.0293 | 0.9805 |
| X1X3 | 0.0156 | 0.0756 | 0.0240 | 0.0156 | 0.0756 | 0.0240 | 3.42 | 6.71 | 0.6158 | 0.1068 | 0.0360 | 0.4583 |
| X2X3 | 0.0081 | 0.0016 | 0.0156 | 0.0081 | 0.0016 | 0.0156 | 1.77 | 0.1419 | 0.4005 | 0.2247 | 0.7176 | 0.5469 |
| X12 | 0.0001 | 0.0498 | 0.1383 | 0.0001 | 0.0498 | 0.1383 | 0.0230 | 4.42 | 3.55 | 0.8836 | 0.0737 | 0.1017 |
| X22 | 0.0032 | 0.0035 | 0.1383 | 0.0032 | 0.0035 | 0.1383 | 0.6971 | 0.3087 | 3.55 | 0.4313 | 0.5958 | 0.1017 |
| X32 | 0.0916 | 0.1835 | 1.45 | 0.0916 | 0.1835 | 1.45 | 20.05 | 16.27 | 37.09 | 0.0029 | 0.0050 | 0.0005 |
| Adjustted R2, R1 = 0.9420, R2 = 0.9807, R3 = 0.9412 | ||||||||||||
| Run | Group | Yield Stress | Viscosity Coefficient | n | Run | Group | Yield Stress | Viscosity Coefficient | n |
|---|---|---|---|---|---|---|---|---|---|
| #1 | A1B1C1 | 363.77 | 3.92 | 1 | #13 | A3B3C3 | 428.38 | 4.02 | 1 |
| #2 | A1B2C3 | 373.48 | 3.93 | 1 | #14 | A3B4C5 | 453.73 | 4.35 | 1 |
| #3 | A1B3C5 | 434.54 | 3.94 | 1 | #15 | A3B5C2 | 435.67 | 4.27 | 1 |
| #4 | A1B4C2 | 398.65 | 3.92 | 1 | #16 | A4B1C3 | 456.93 | 4.46 | 1 |
| #5 | A1B5C4 | 445.39 | 3.96 | 1 | #17 | A4B2C5 | 463.27 | 4.49 | 1 |
| #6 | A2B1C5 | 404.63 | 3.95 | 1 | #18 | A4B3C2 | 465.32 | 4.48 | 1 |
| #7 | A2B2C2 | 495.72 | 3.97 | 1 | #19 | A4B4C4 | 481.94 | 4.35 | 1 |
| #8 | A2B3C4 | 505.63 | 4.47 | 1 | #20 | A4B5C1 | 473.84 | 4.35 | 1 |
| #9 | A2B4C1 | 483.65 | 4.28 | 1 | #21 | A5B1C2 | 435.62 | 4.33 | 1 |
| #10 | A2B5C3 | 510.36 | 4.38 | 1 | #22 | A5B2C4 | 452.78 | 4.54 | 1 |
| #11 | A3B1C4 | 433.26 | 3.94 | 1 | #23 | A5B3C1 | 439.74 | 4.48 | 1 |
| #12 | A3B2C1 | 408.37 | 3.94 | 1 | #24 | A5B4C3 | 484.73 | 4.63 | 1 |
| #25 | A5B5C5 | 494.18 | 4.65 | 1 |
| Factor | Yield Stress τ0 (Pa) Mean Value of the Same Level Test for Each Factor | Viscosity Coefficient η (Pa·s) Mean Value of the Same Level Test for Each Factor | ||||
|---|---|---|---|---|---|---|
| Level | A | B | C | A | B | C |
| 1 | 403.166 | 418.842 | 434.074 | 3.934 | 4.12 | 4.194 |
| 2 | 479.998 | 438.724 | 446.196 | 4.21 | 4.174 | 4.194 |
| 3 | 431.882 | 454.722 | 450.776 | 4.104 | 4.278 | 4.284 |
| 4 | 468.26 | 460.54 | 463.8 | 4.426 | 4.306 | 4.252 |
| 5 | 461.41 | 471.888 | 450.07 | 4.526 | 4.322 | 4.276 |
| Polarization R | 76.832 | 53.046 | 29.726 | 0.592 | 0.202 | 0.09 |
| Source | Sum of Squares | df | Mean Squared | F-Value | p-Value |
|---|---|---|---|---|---|
| Intercept | 5,038,749.921 | 1 | 5,038,749.921 | 9780.601 | 0.000 ** |
| Concentration | 19,397.985 | 4 | 4849.496 | 9.413 | 0.001 ** |
| Cement | 8524.292 | 4 | 2131.073 | 4.137 | 0.025 * |
| Fly ash | 2299.906 | 4 | 574.977 | 1.116 | 0.394 |
| Residual | 6182.135 | 12 | 515.178 |
| Source | Sum of Squares | df | Mean Squared | F-Value | p-Value |
|---|---|---|---|---|---|
| Intercept | 449.440 | 1 | 449.440 | 20,061.300 | 0.000 ** |
| Concentration | 1.147 | 4 | 0.287 | 12.801 | 0.000 ** |
| Cement | 0.156 | 4 | 0.039 | 1.745 | 0.205 |
| Fly ash | 0.038 | 4 | 0.010 | 0.424 | 0.788 |
| Residual | 0.269 | 12 | 0.022 |
| Components | Concentration | PO | Fly Ash | Coal Gangue | Aeolian Sand |
|---|---|---|---|---|---|
| wt% | 77.5 | 10 | 17.5 | 8 | 42 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Z.; Yang, B.; Gu, C.; Yang, F.; Liu, H. Experimental Investigation into the Proportion of Cemented Aeolian Sand-Coal Gangue-Fly Ash Backfill on Mechanical and Rheological Properties. Minerals 2023, 13, 1436. https://doi.org/10.3390/min13111436
Zheng Z, Yang B, Gu C, Yang F, Liu H. Experimental Investigation into the Proportion of Cemented Aeolian Sand-Coal Gangue-Fly Ash Backfill on Mechanical and Rheological Properties. Minerals. 2023; 13(11):1436. https://doi.org/10.3390/min13111436
Chicago/Turabian StyleZheng, Zhijun, Baogui Yang, Chengjin Gu, Faguang Yang, and Hao Liu. 2023. "Experimental Investigation into the Proportion of Cemented Aeolian Sand-Coal Gangue-Fly Ash Backfill on Mechanical and Rheological Properties" Minerals 13, no. 11: 1436. https://doi.org/10.3390/min13111436
APA StyleZheng, Z., Yang, B., Gu, C., Yang, F., & Liu, H. (2023). Experimental Investigation into the Proportion of Cemented Aeolian Sand-Coal Gangue-Fly Ash Backfill on Mechanical and Rheological Properties. Minerals, 13(11), 1436. https://doi.org/10.3390/min13111436