
The Influence of Particle Size on Sliding Wear of a Convex Pattern Surface


Abstract
:1. Introduction
2. Particle Upscaling Theory
2.1. Contact Model
2.2. Archard Wear Model
3. Verification of Model Scale Invariance
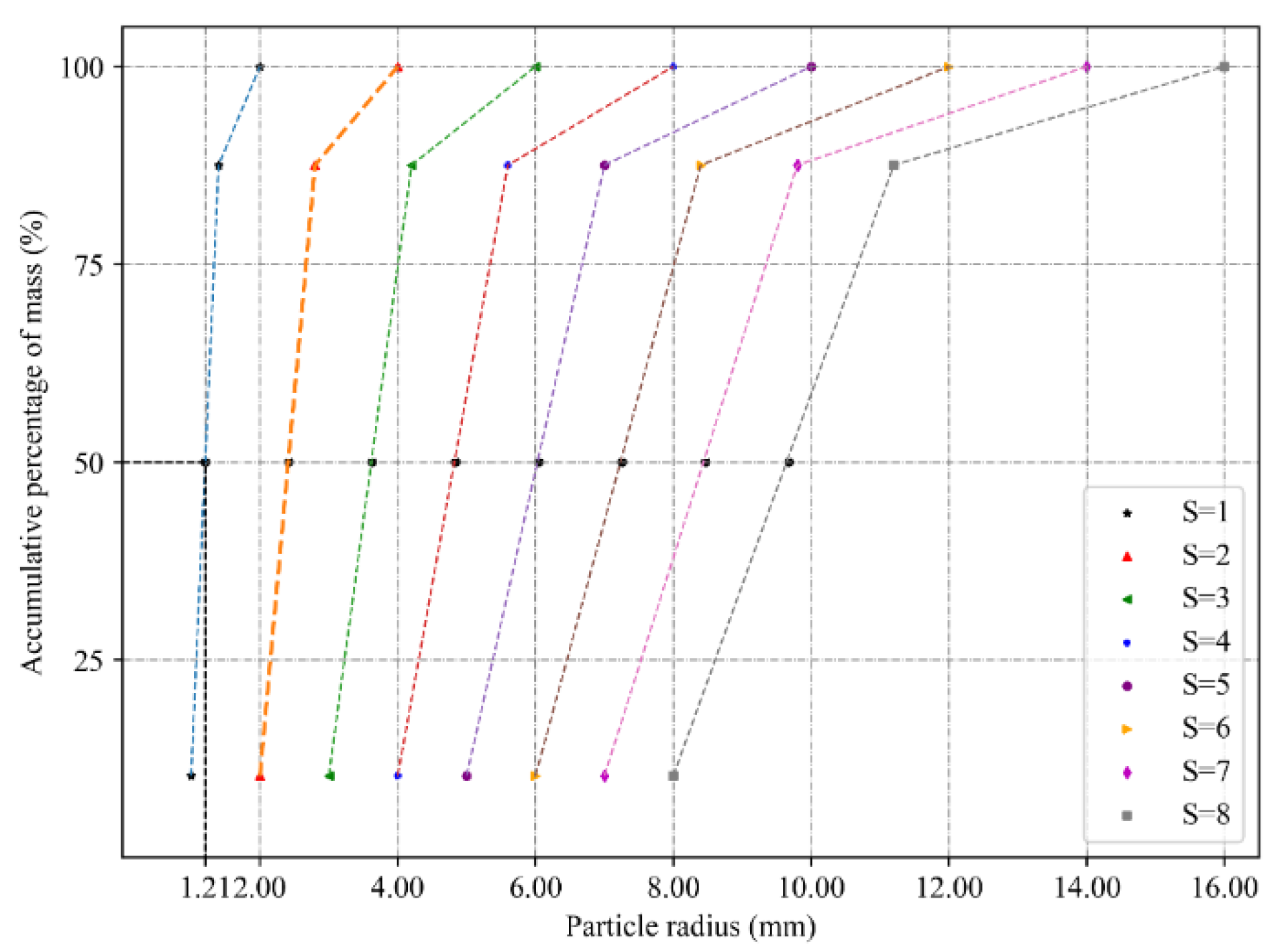
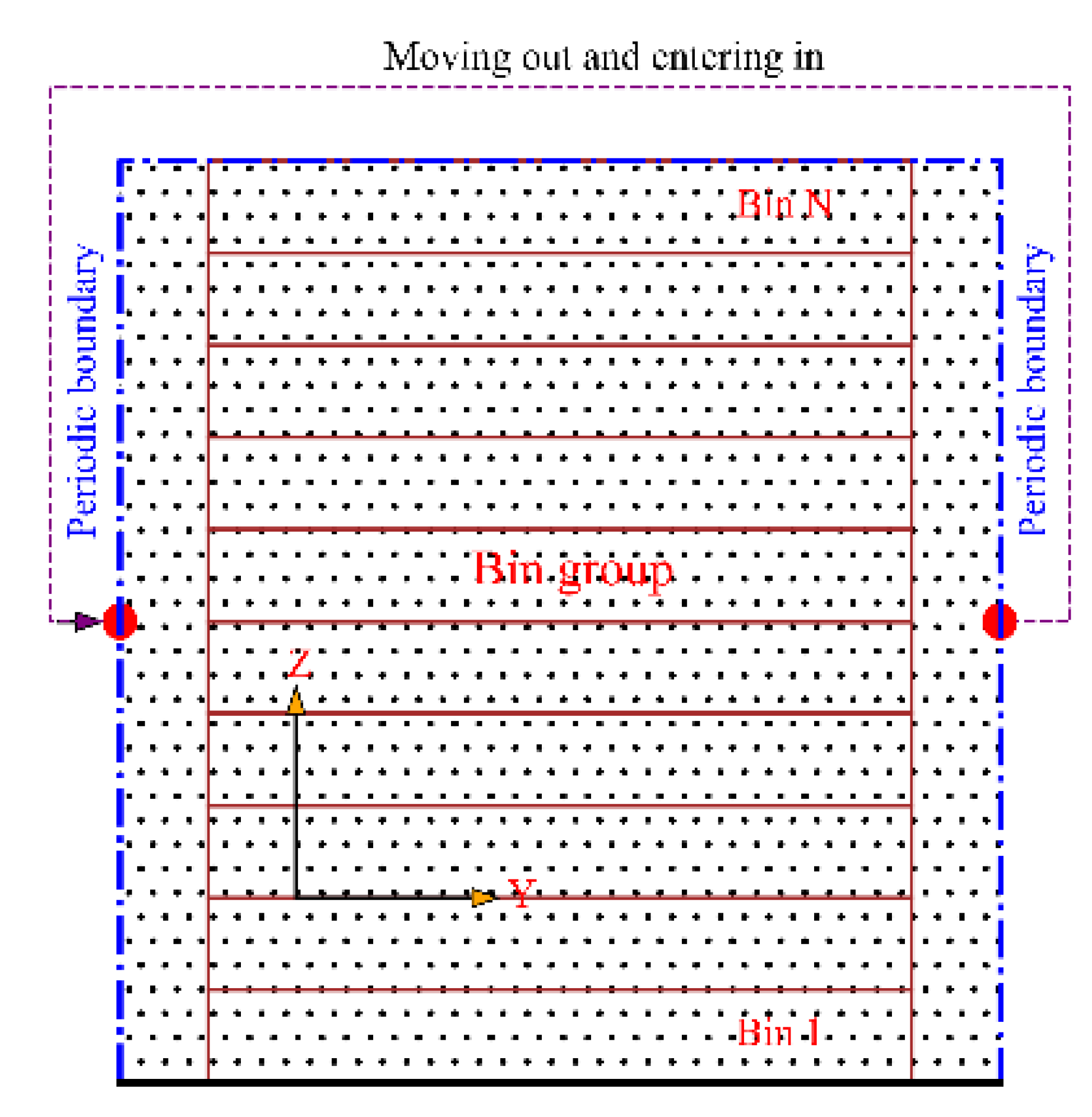
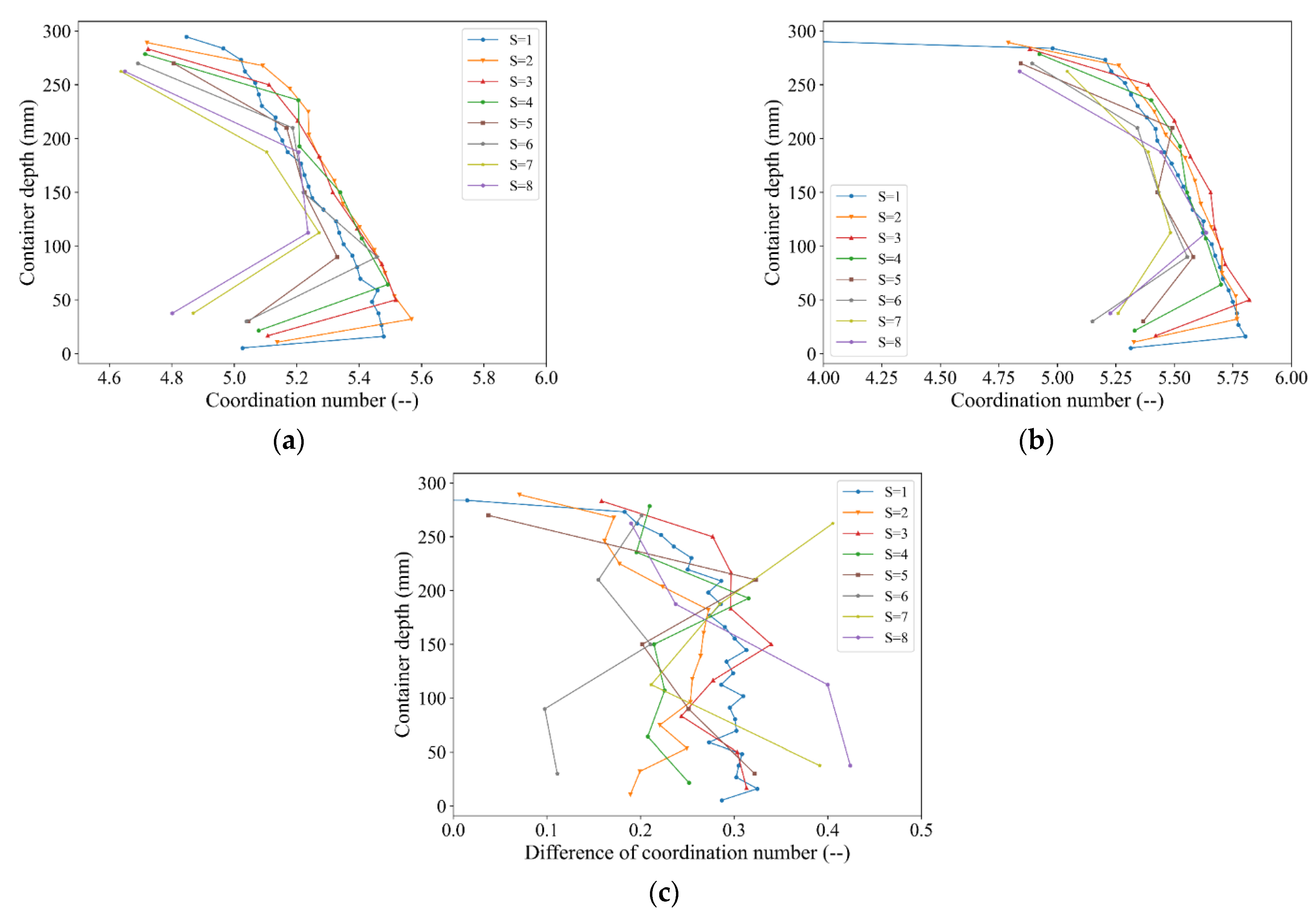
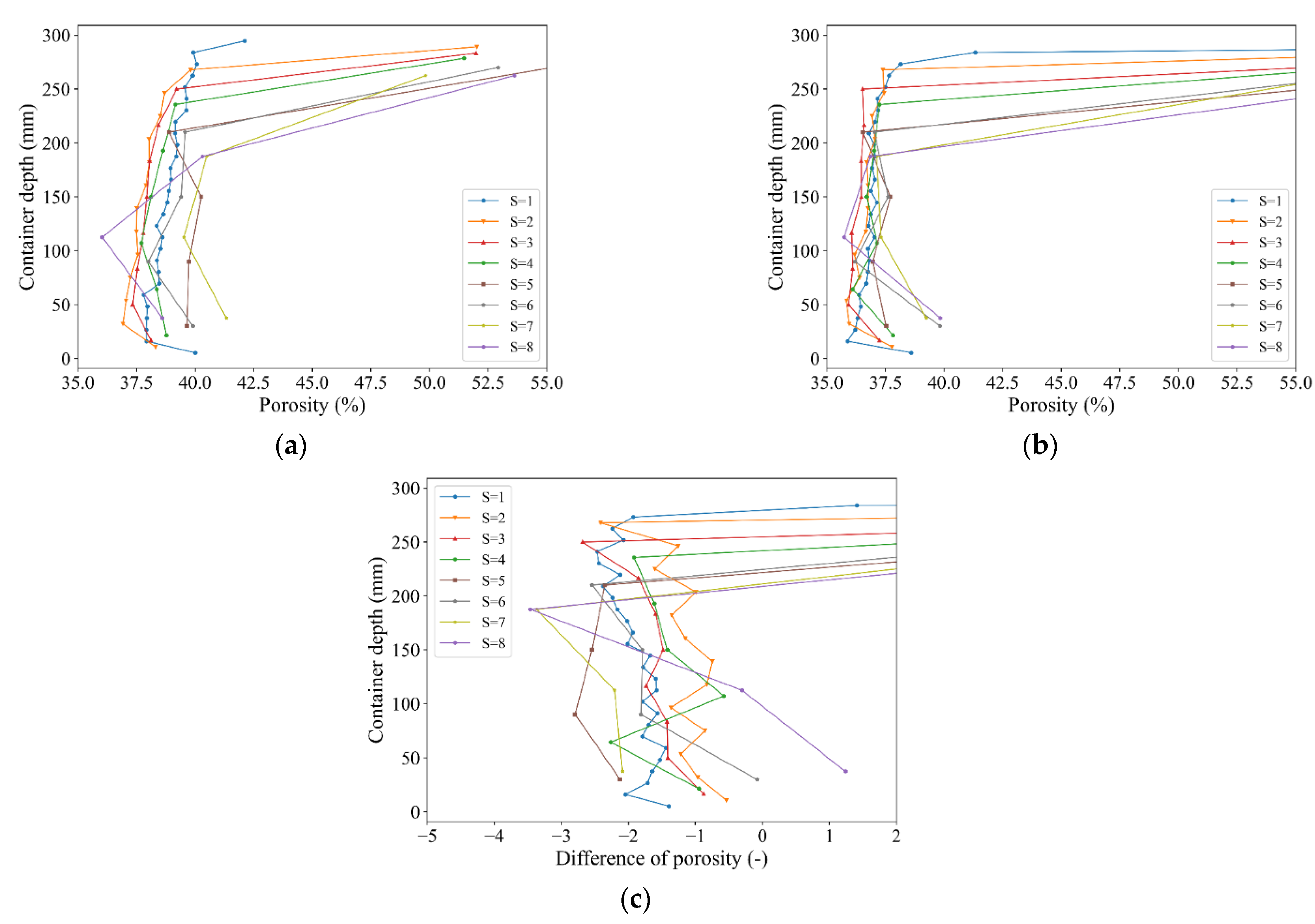
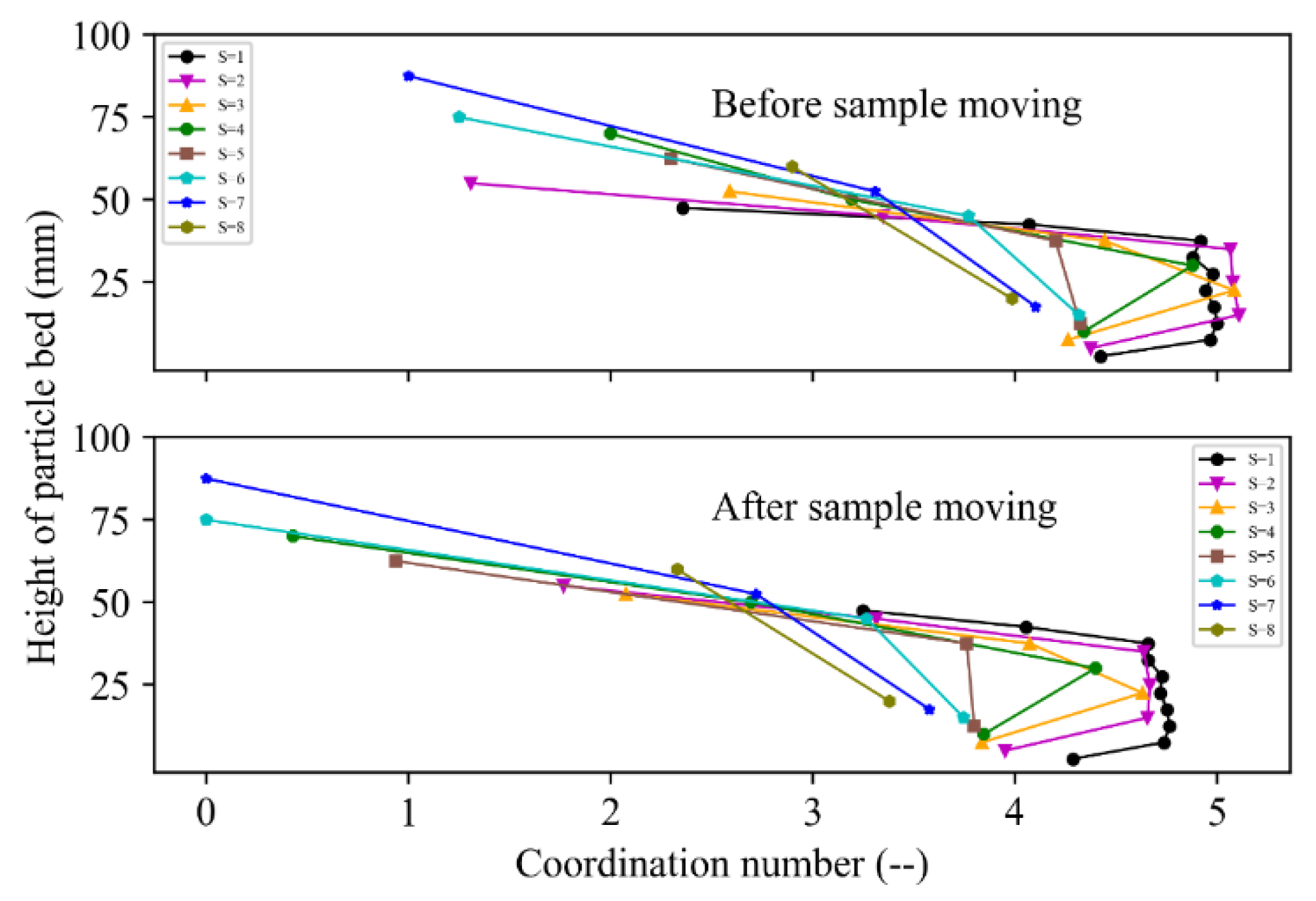
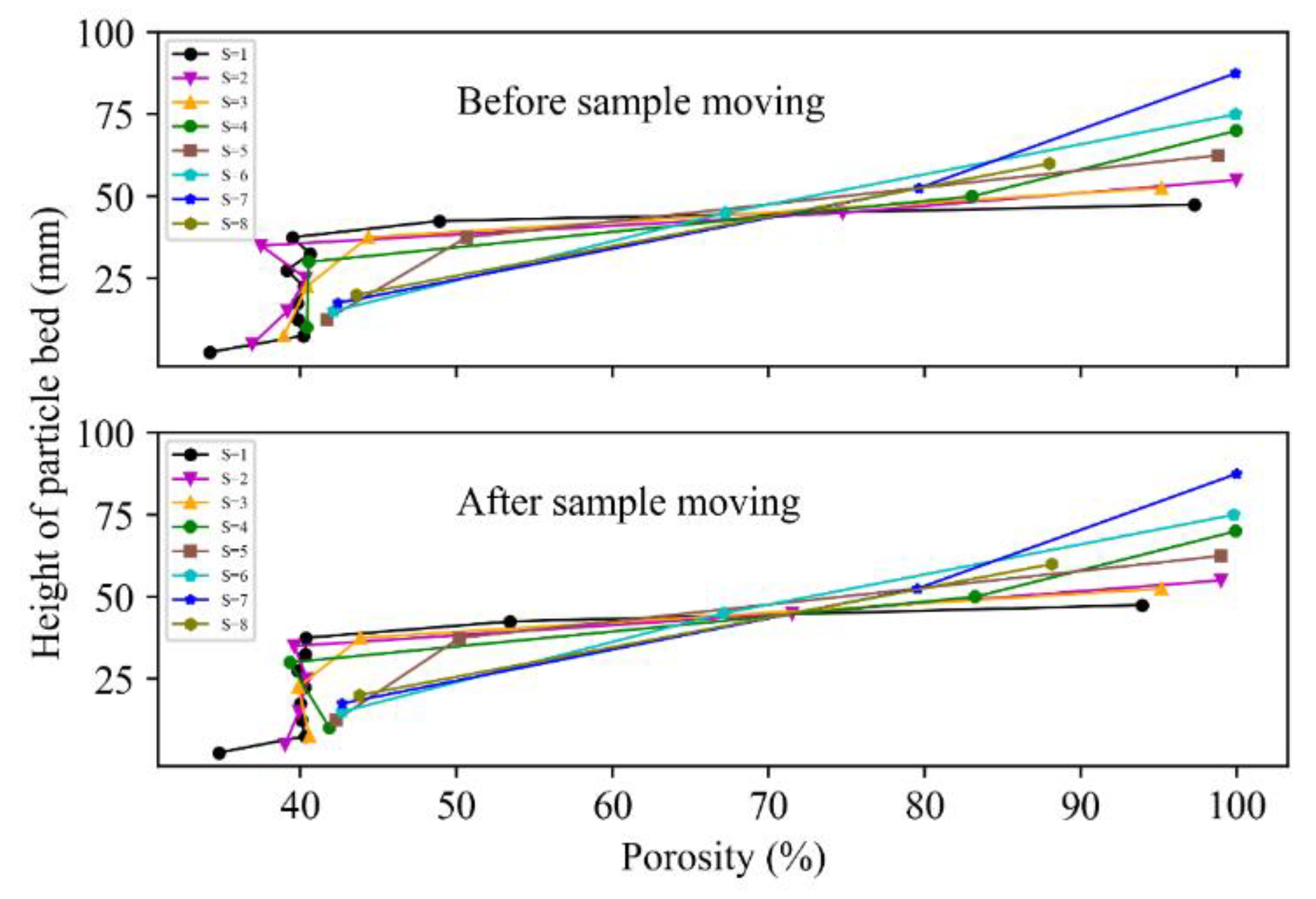
3.1. Packing
3.2. Pin-on-Disc Test
4. Simulation Setup and Analysis Procedures
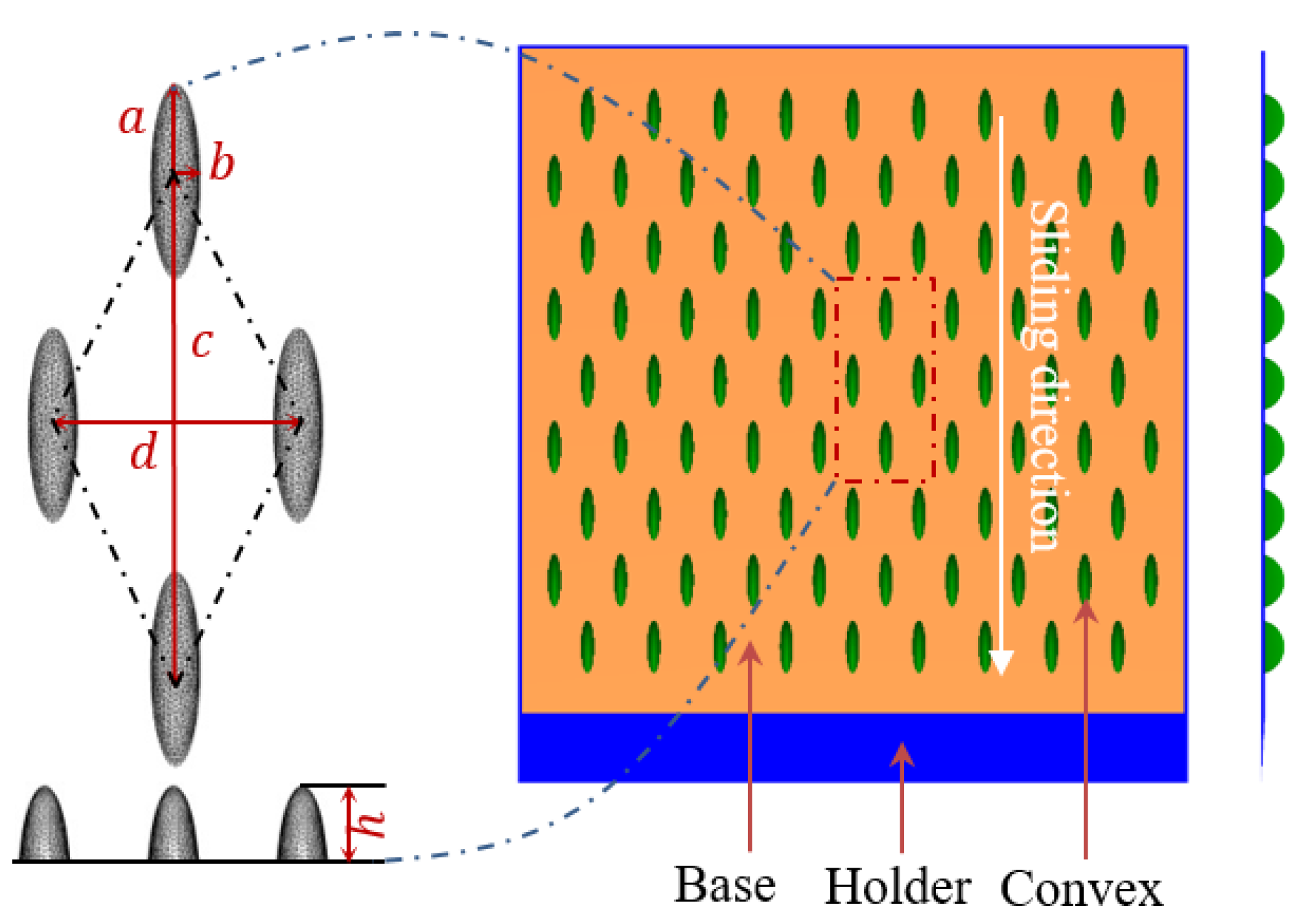
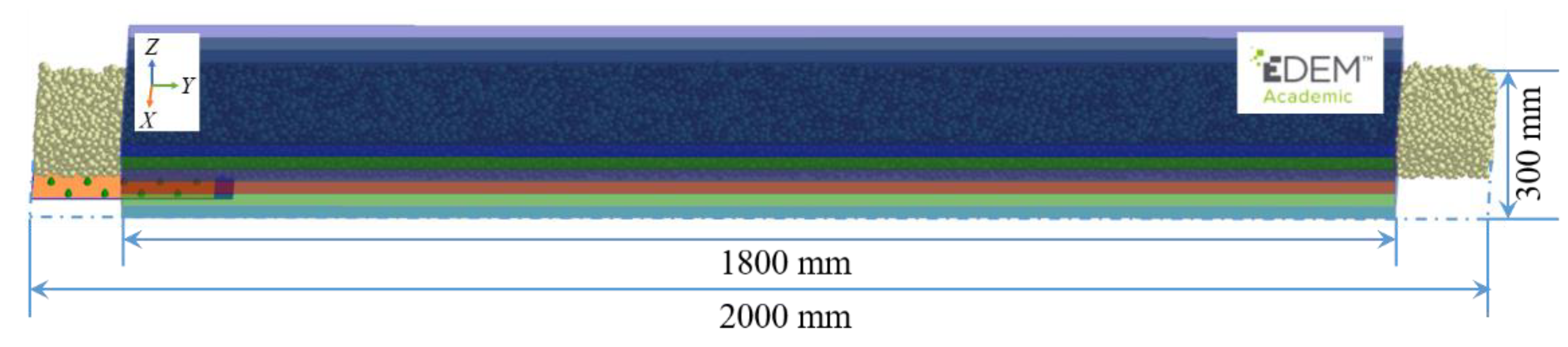
4.1. Simulation Setup
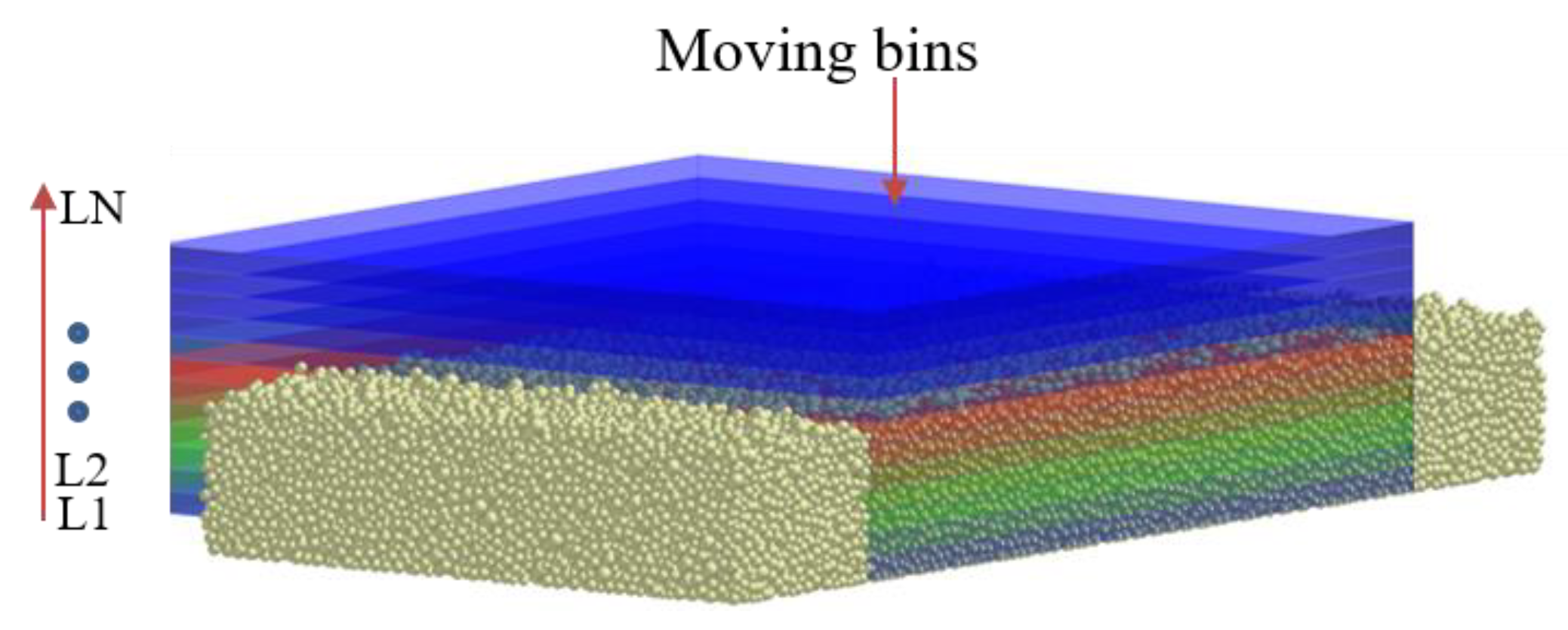
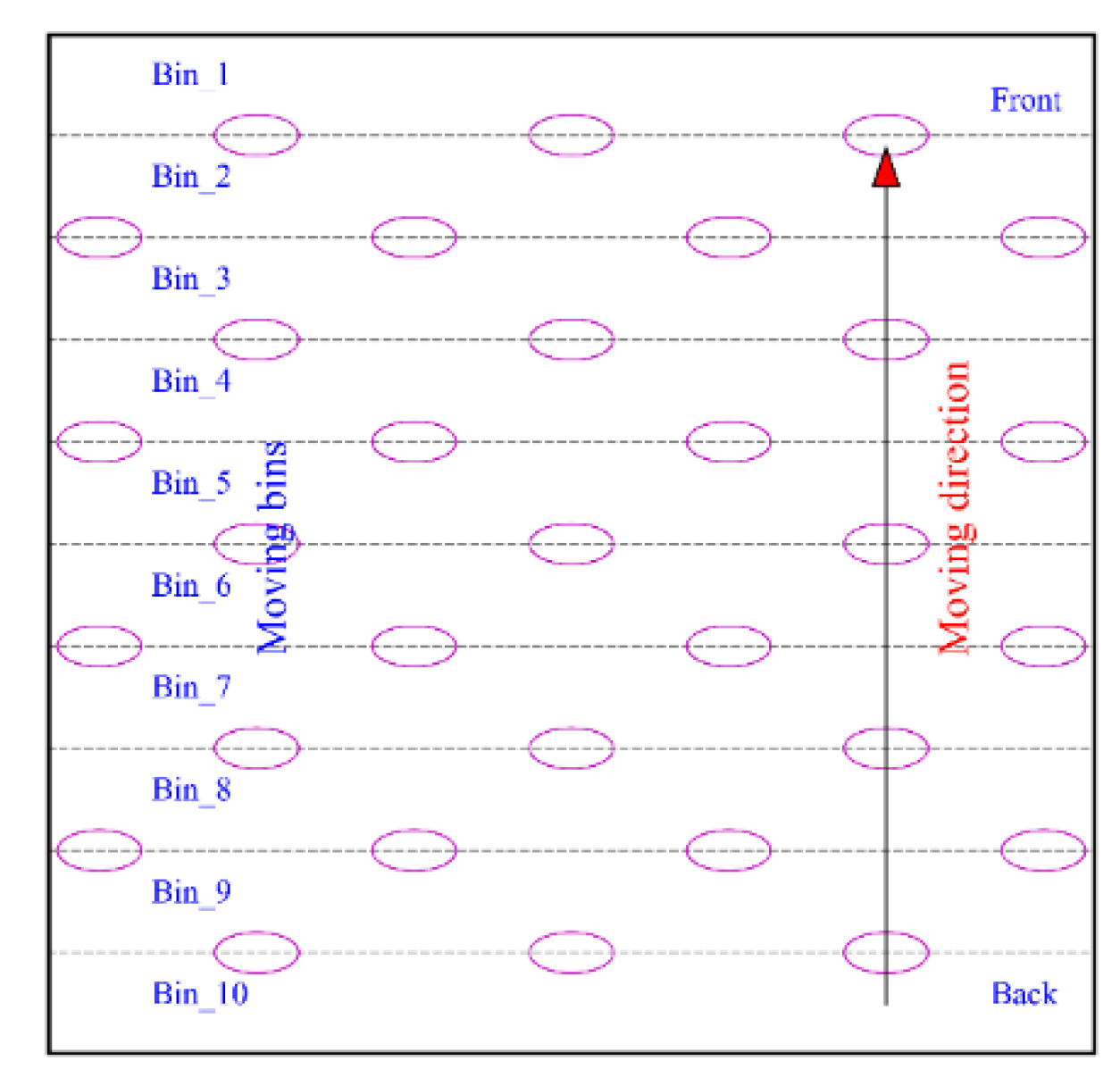
4.2. Analysis Procedures
5. Results
5.1. Steady-State Evaluation
5.1.1. Contact Behavior
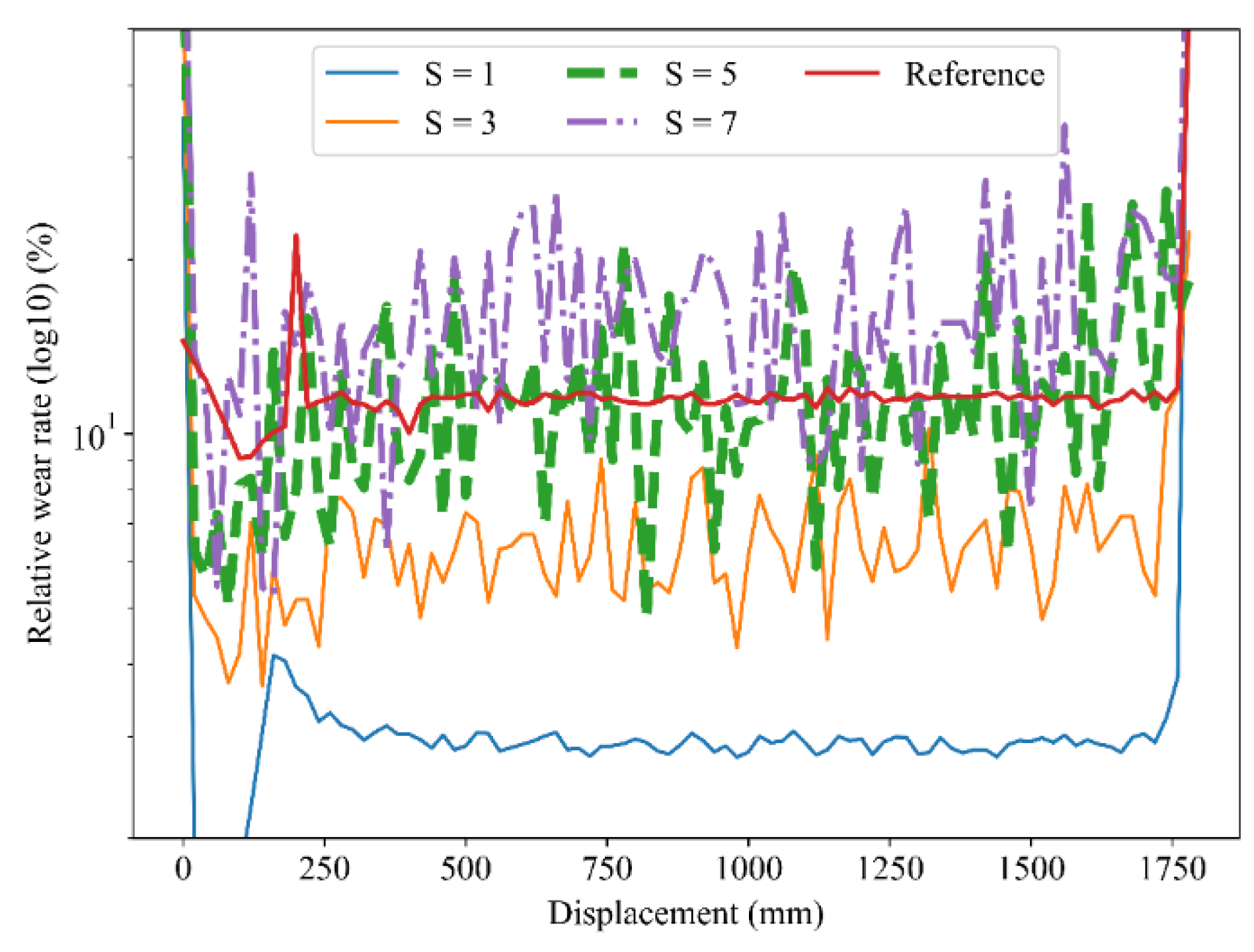
5.1.2. Bulk Flow and Sliding Wear Behavior
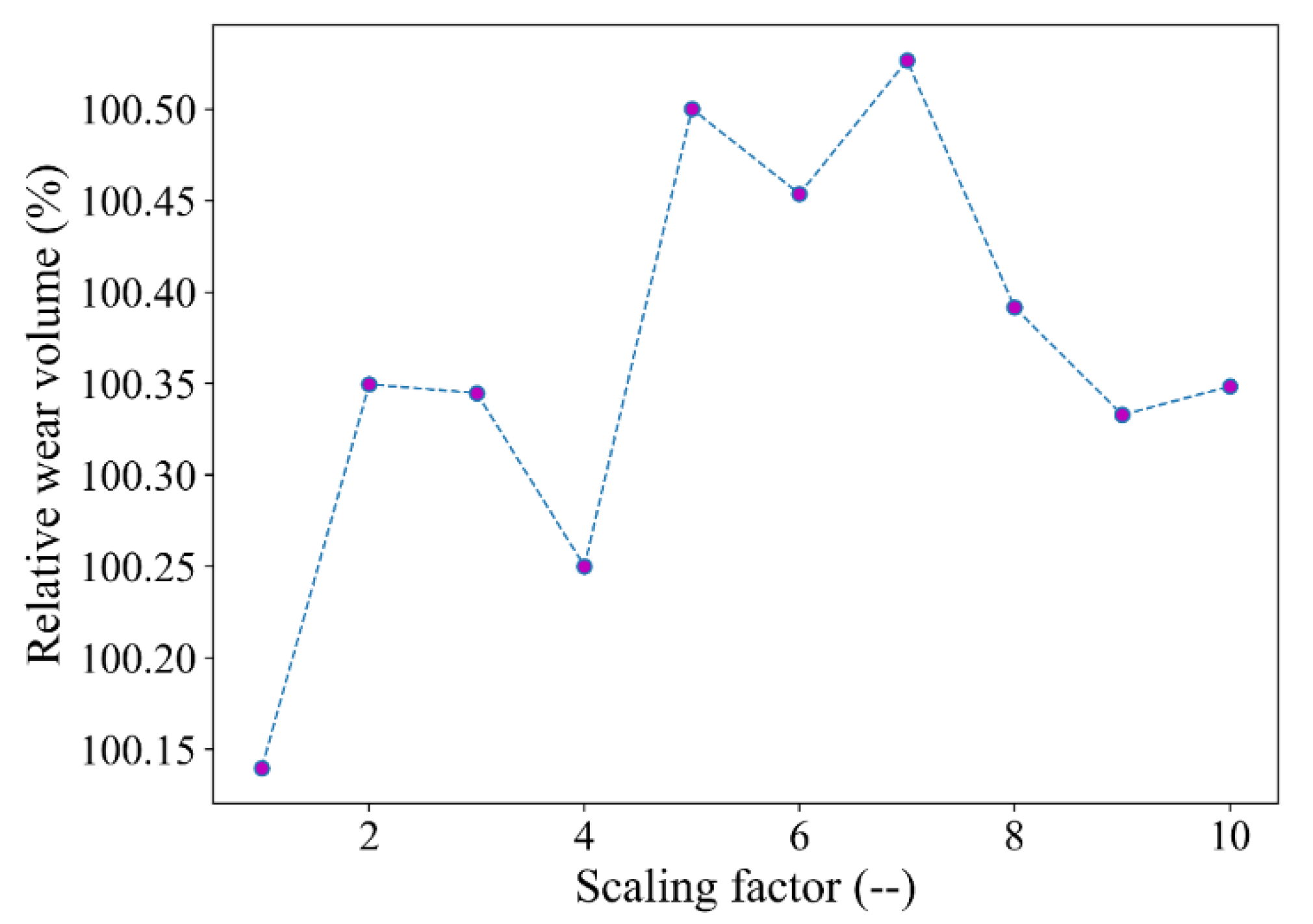
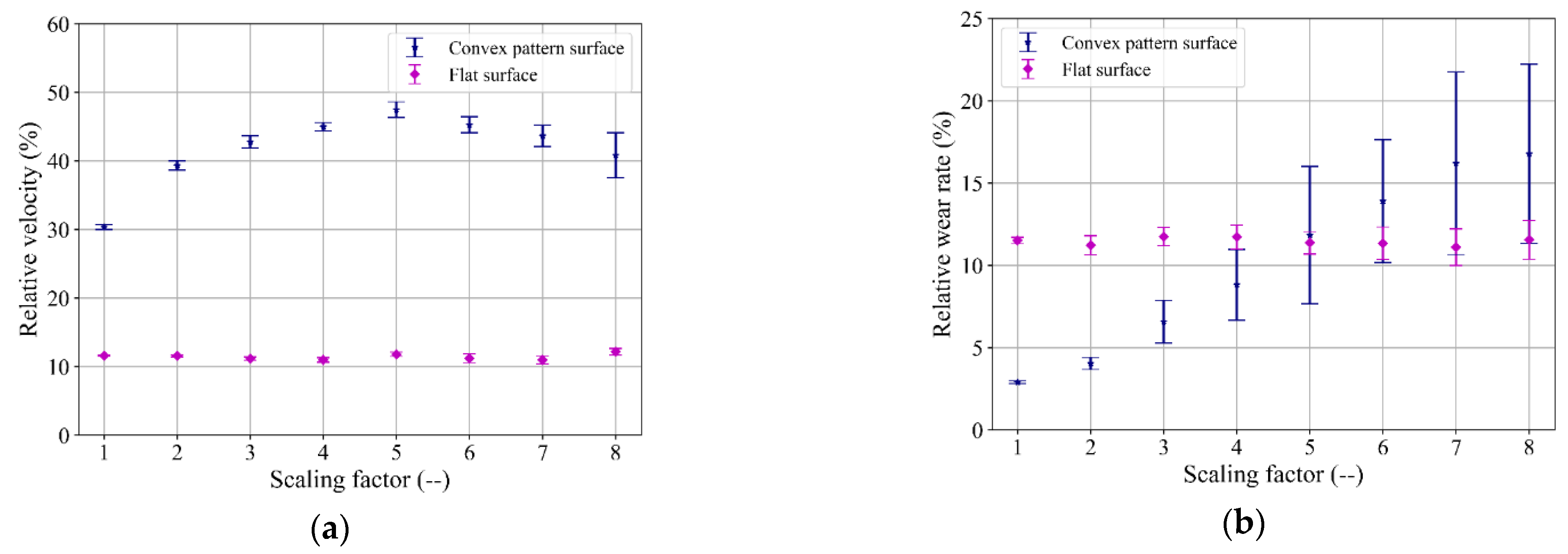
5.2. Sliding Wear Volume
5.3. Bulk Flow Behavior
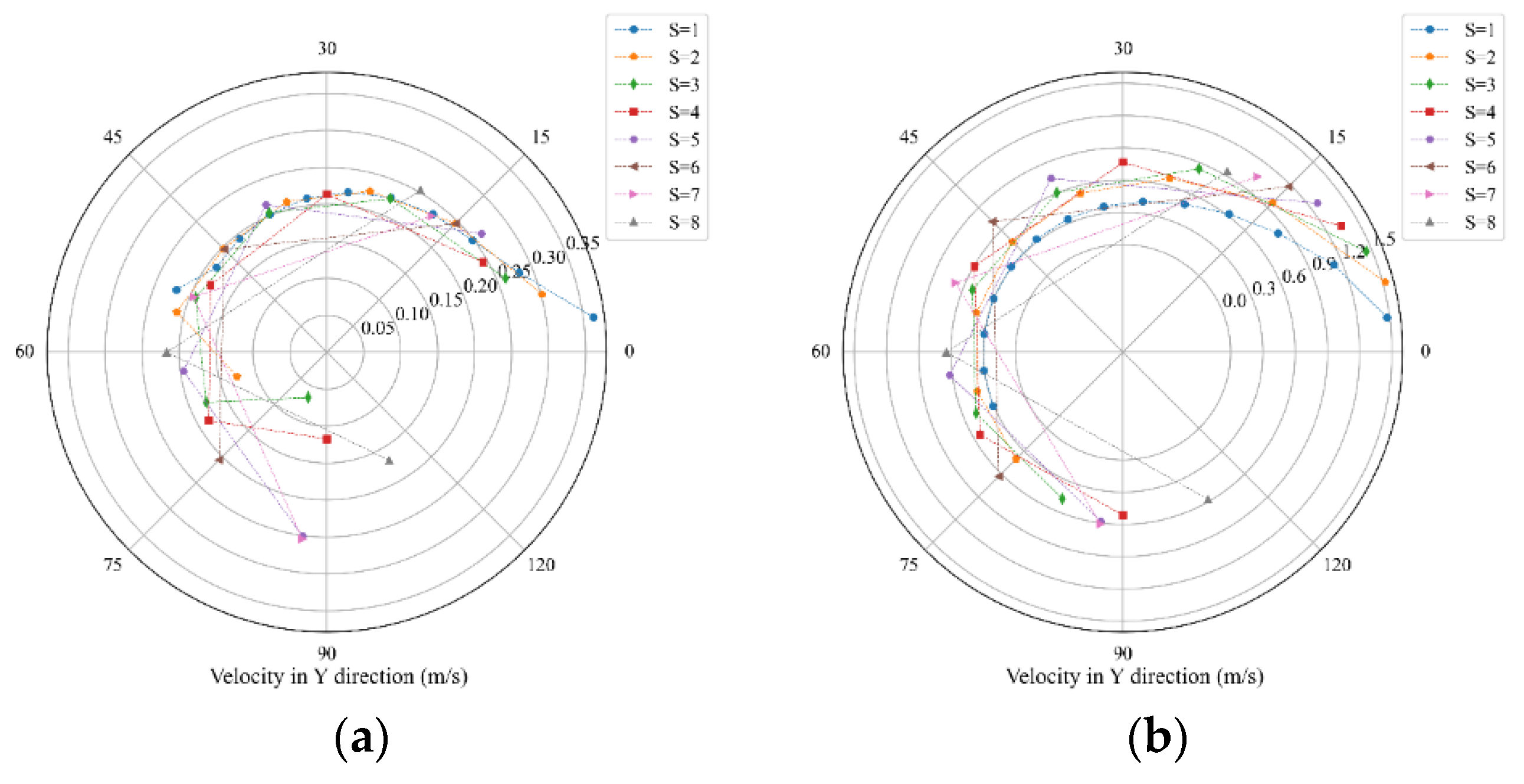
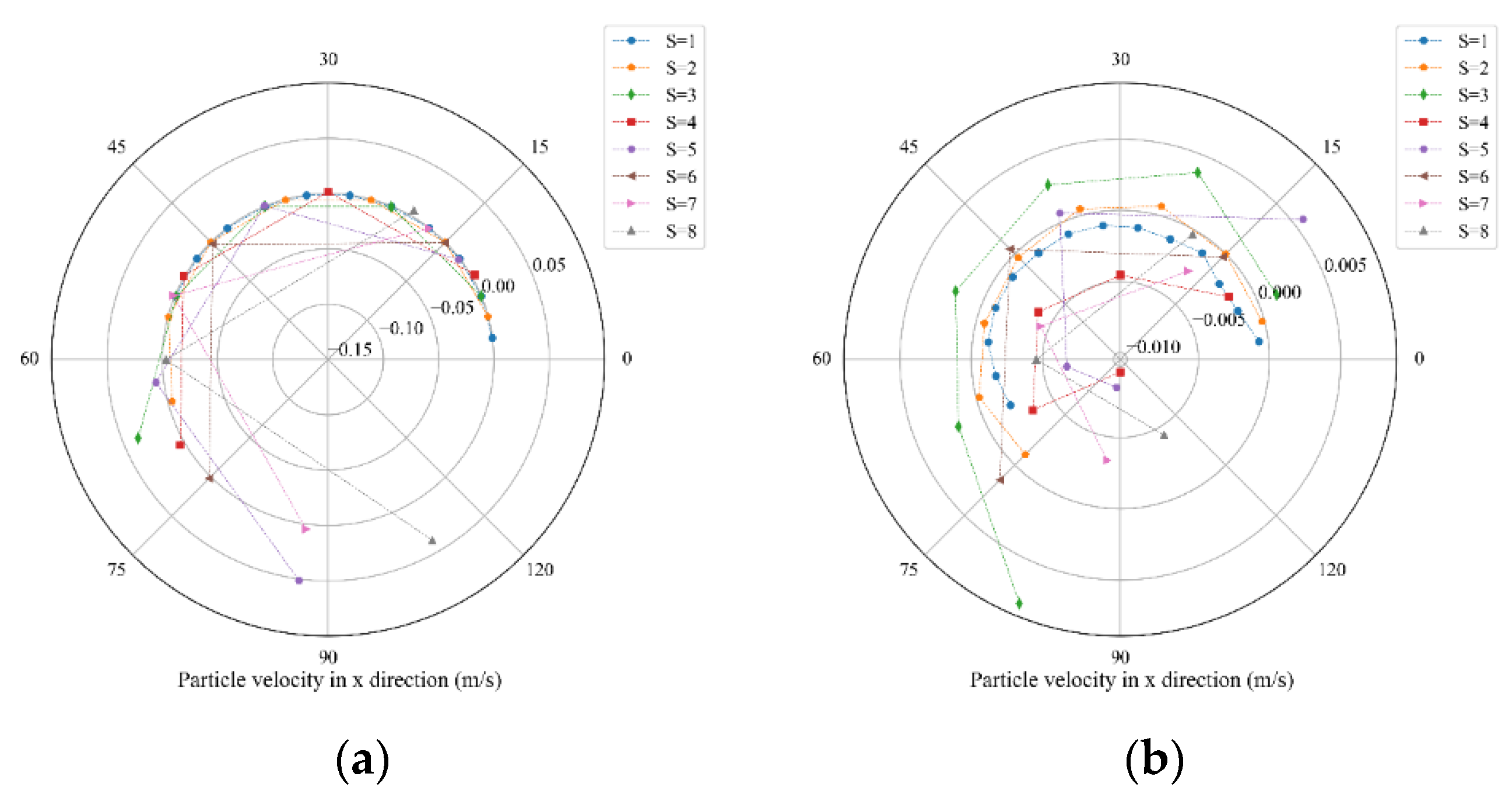
5.3.1. Velocity Behavior
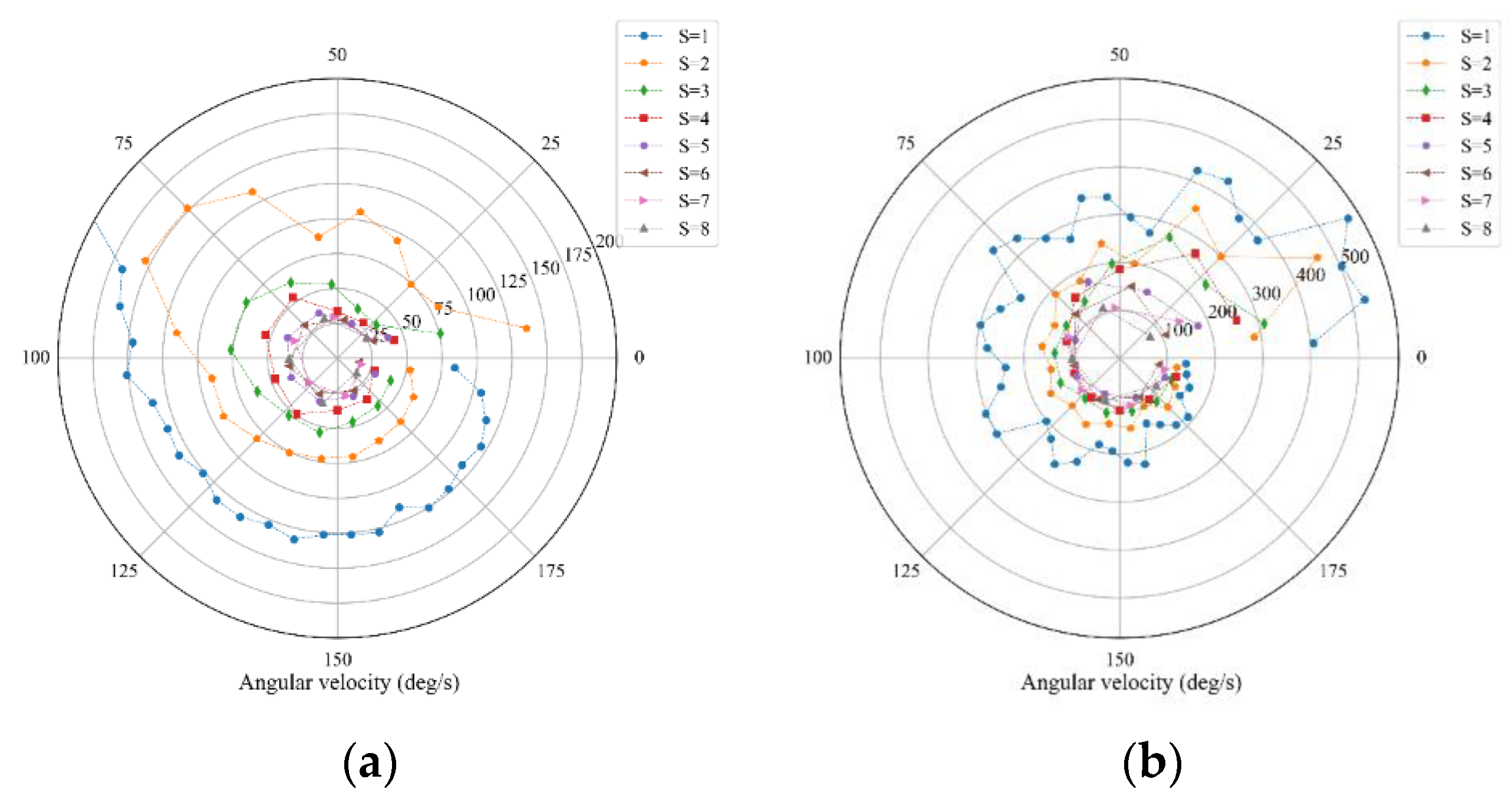
5.3.2. Angular Velocity Behavior
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Schulze, D. Powders and Bulk Solids: Behavior, Characterization, Storage and Flow; Springer: Berlin/Heidelberg, Germany, 2008; pp. 198–230. [Google Scholar]
- Svanberg, A.; Larsson, S.; Mäki, R.; Jonsén, P. Full-scale simulation and validation of wear for a mining rope shovel bucket. Minerals 2021, 11, 623. [Google Scholar] [CrossRef]
- Esteves, P.M.; Mazzinghy, D.B.; Galéry, R.; Machado, L.C.R. Industrial vertical stirred mills screw liner wear profile compared to discrete element method simulations. Minerals 2021, 11, 397. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A.; Marasova, D. Measurement and simulation of impact wear damage to industrial conveyor belts. Wear 2016, 368–369, 400–407. [Google Scholar] [CrossRef]
- Roberts, A.W. Chute performance and design for rapid flow conditions. Chem. Eng. Technol. 2003, 26, 163–170. [Google Scholar] [CrossRef]
- Chen, G. Surface Wear Reduction of Bulk Solids Handling Equipment Using Bionic Design. Ph.D. Thesis, Delft University of Technology, Delt, The Netherlands, 2017. [Google Scholar]
- Yan, Y.; Helmons, R.; Wheeler, C.; Schott, D. Optimization of a convex pattern surface for sliding wear reduction based on a definitive screening design and discrete element method. Powder Technol. 2021, 394, 1094–1110. [Google Scholar] [CrossRef]
- Schramm, F.; Kalácska, Á.; Pfeiffer, V.; Sukumaran, J.; De Baets, P.; Frerichs, L. Modelling of abrasive material loss at soil tillage via scratch test with the discrete element method. J. Terramechanics 2020, 91, 275–283. [Google Scholar] [CrossRef]
- Kalácska, Á.; De Baets, P.; Fauconnier, D.; Schramm, F.; Frerichs, L.; Sukumaran, J. Abrasive wear behaviour of 27MnB5 steel used in agricultural tines. Wear 2020, 442–443, 203107. [Google Scholar] [CrossRef]
- Phan, T.H.; Tieu, A.K.; Zhu, H.T.; Kosasih, B.Y.; Wu, Q.; Fan, Q.; Sun, D.L. A Study of Abrasive Wear on High Speed Steel Surface in Hot Rolling. Appl. Mech. Mater. 2016, 846, 589–594. [Google Scholar] [CrossRef]
- Franke, J.; Cleary, P.W.; Sinnott, M.D. How to account for operating condition variability when predicting liner operating life with DEM—A case study. Miner. Eng. 2015, 73, 53–68. [Google Scholar] [CrossRef]
- Perazzo, F.; Löhner, R.; Labbe, F.; Knop, F.; Mascaró, P. Numerical modeling of the pattern and wear rate on a structural steel plate using DEM. Miner. Eng. 2019, 137, 290–302. [Google Scholar] [CrossRef]
- Powell, M.S.; Weerasekara, N.S.; Cole, S.; Laroche, R.D.; Favier, J. DEM modelling of liner evolution and its influence on grinding rate in ball mills. Miner. Eng. 2011, 24, 341–351. [Google Scholar] [CrossRef]
- Ma, S.; Niu, C.; Yan, C.; Tan, H.; Xu, L. Discrete element method optimisation of a scraper to remove soil from ridges formed to cold-proof grapevines. Biosyst. Eng. 2021, 210, 156–170. [Google Scholar] [CrossRef]
- Katinas, E.; Chotěborský, R.; Linda, M.; Jankauskas, V. Wear modelling of soil ripper tine in sand and sandy clay by discrete element method. Biosyst. Eng. 2019, 188, 305–319. [Google Scholar] [CrossRef]
- Phan, H.T.; Tieu, A.K.; Zhu, H.; Kosasih, B.; Zhu, Q.; Grima, A.; Ta, T.D. A study of abrasive wear on high speed steel surface in hot rolling by Discrete Element Method. Tribol. Int. 2017, 110, 66–76. [Google Scholar] [CrossRef]
- Feng, Y.T.; Owen, D.R.J. Discrete element modelling of large scale particle systems—I: Exact scaling laws. Comput. Part. Mech. 2014, 1, 159–168. [Google Scholar] [CrossRef] [Green Version]
- Feng, Y.T.; Han, K.; Owen, D.R.J.; Loughran, J. On upscaling of discrete element models: Similarity principles. Eng. Comput. 2009, 26, 599–609. [Google Scholar] [CrossRef]
- Grima, A.P.; Wypych, P.W. Development and validation of calibration methods for discrete element modelling. Granul. Matter 2011, 13, 127–132. [Google Scholar] [CrossRef] [Green Version]
- Nasato, D.S.; Goniva, C.; Pirker, S.; Kloss, C. Coarse graining for large-scale DEM simulations of particle flow—An investigation on contact and cohesion models. Procedia Eng. 2015, 102, 1484–1490. [Google Scholar] [CrossRef] [Green Version]
- Mohajeri, M.J.; Helmons, R.L.J.; van Rhee, C.; Schott, D.L. A hybrid particle-geometric scaling approach for elasto-plastic adhesive DEM contact models. Powder Technol. 2020, 369, 72–87. [Google Scholar] [CrossRef]
- Queteschiner, D.; Lichtenegger, T.; Pirker, S.; Schneiderbauer, S. Multi-level coarse-grain model of the DEM. Powder Technol. 2018, 338, 614–624. [Google Scholar] [CrossRef]
- Schott, D.L.; Lommen, S.W.; van Gils, R.; de Lange, J.; Kerklaan, M.M.; Dessing, O.M.; Vreugdenhil, W.; Lodewijks, G. Scaling of particles and equipment by experiments of an excavation motion. Powder Technol. 2015, 278, 26–34. [Google Scholar] [CrossRef]
- Roessler, T.; Katterfeld, A. Scaling of the angle of repose test and its influence on the calibration of DEM parameters using upscaled particles. Powder Technol. 2018, 330, 58–66. [Google Scholar] [CrossRef]
- Robinson, M.; Ramaioli, M.; Luding, S. Fluid-particle flow simulations using two-way-coupled mesoscale SPH-DEM and validation. Int. J. Multiph. Flow 2014, 59, 121–134. [Google Scholar] [CrossRef] [Green Version]
- Lommen, S.; Mohajeri, M.; Lodewijks, G.; Schott, D. DEM particle upscaling for large-scale bulk handling equipment and material interaction. Powder Technol. 2019, 352, 273–282. [Google Scholar] [CrossRef]
- Thakur, S.C.; Ooi, J.Y.; Ahmadian, H. Scaling of discrete element model parameters for cohesionless and cohesive solid. Powder Technol. 2016, 293, 130–137. [Google Scholar] [CrossRef] [Green Version]
- Weinhart, T.; Labra, C.; Luding, S.; Ooi, J.Y. Influence of coarse-graining parameters on the analysis of DEM simulations of silo flow. Powder Technol. 2016, 293, 138–148. [Google Scholar] [CrossRef]
- Cai, R.; Zhao, Y. An experimentally validated coarse-grain DEM study of monodisperse granular mixing. Powder Technol. 2020, 361, 99–111. [Google Scholar] [CrossRef]
- Widartiningsih, P.M.; Mori, Y.; Takabatake, K.; Wu, C.Y.; Yokoi, K.; Yamaguchi, A.; Sakai, M. Coarse graining DEM simulations of a powder die-filling system. Powder Technol. 2020, 371, 83–95. [Google Scholar] [CrossRef]
- Solutions, D.E.M. EDEM 2.3 User Guide; DEM Solutions Ltd.: Edinburgh, Scotland, UK, 2010. [Google Scholar]
- Antypov, D.; Elliott, J.A. On an analytical solution for the damped Hertzian spring. EPL 2011, 94, 5004. [Google Scholar] [CrossRef] [Green Version]
- Ai, J.; Chen, J.F.; Rotter, J.M.; Ooi, J.Y. Assessment of rolling resistance models in discrete element simulations. Powder Technol. 2011, 206, 269–282. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Ramalho, A.; Miranda, J.C. The relationship between wear and dissipated energy in sliding systems. Wear 2006, 260, 361–367. [Google Scholar] [CrossRef] [Green Version]
- Forsström, D.; Jonsén, P. Calibration and validation of a large scale abrasive wear model by coupling DEM-FEM: Local failure prediction from abrasive wear of tipper bodies during unloading of granular material. Eng. Fail. Anal. 2016, 66, 274–283. [Google Scholar] [CrossRef]
- Yu, A.B.; An, X.Z.; Zou, R.P.; Yang, R.Y.; Kendall, K. Self-assembly of particles for densest packing by mechanical vibration. Phys. Rev. Lett. 2006, 97, 95–98. [Google Scholar] [CrossRef]
- An, X.Z.; Yang, R.Y.; Zou, R.P.; Yu, A.B. Effect of vibration condition and inter-particle frictions on the packing of uniform spheres. Powder Technol. 2008, 188, 102–109. [Google Scholar] [CrossRef]
- Chen, X.; Liu, Y. Finite Element Modeling and Simulation with ANSYS Workbench; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Chen, G.; Schott, D.L.; Lodewijks, G. Sensitivity analysis of DEM prediction for sliding wear by single iron ore particle. Eng. Comput. 2017, 34, 2031–2053. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Categories | Parameters | Values |
|---|---|---|
| Contact model | - | Hertz-Mindlin (no slip) |
| Rolling friction model | - | Type A |
| River sand | Particle density | 2460 |
| Poisson ratio (-) | 0.24 | |
| Shear modulus | 0.07 | |
| Steel | Density | 7932 |
| Poisson ratio (-) | 0.3 | |
| Shear modulus | 78 | |
| Particle-particle | Coefficient of restitution (-) | 0.45 |
| Coefficient of static friction (-) | 0.21 | |
| Coefficient of rolling friction (-) | 0.4 | |
| Particle-steel | Coefficient of restitution (-) | 0.6 |
| Coefficient of static friction (-) | 0.38 | |
| Coefficient of rolling friction (-) | 0.3 | |
| Time step | ||
| Gravitational acceleration | 9.81 |
| Scaling Factor | Bin Group Height (mm) | Layers of Bins | |
|---|---|---|---|
| 1 | 2.65 | 60 | 12 |
| 2 | 5.3 | 60 | 6 |
| 3 | 7.95 | 60 | 4 |
| 4 | 10.6 | 80 | 4 |
| 5 | 13.25 | 75 | 3 |
| 6 | 15.9 | 90 | 3 |
| 7 | 18.55 | 105 | 3 |
| 8 | 21.2 | 80 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Y.; Helmons, R.; Schott, D. The Influence of Particle Size on Sliding Wear of a Convex Pattern Surface. Minerals 2022, 12, 139. https://doi.org/10.3390/min12020139
Yan Y, Helmons R, Schott D. The Influence of Particle Size on Sliding Wear of a Convex Pattern Surface. Minerals. 2022; 12(2):139. https://doi.org/10.3390/min12020139
Chicago/Turabian StyleYan, Yunpeng, Rudy Helmons, and Dingena Schott. 2022. "The Influence of Particle Size on Sliding Wear of a Convex Pattern Surface" Minerals 12, no. 2: 139. https://doi.org/10.3390/min12020139
APA StyleYan, Y., Helmons, R., & Schott, D. (2022). The Influence of Particle Size on Sliding Wear of a Convex Pattern Surface. Minerals, 12(2), 139. https://doi.org/10.3390/min12020139