Abstract
Sludge produced by municipal wastewater treatment plants (WWTPs) amounts to only a few percent by volume of the processed wastewater, but its handling accounts for up to 50% of total operating costs. Moreover, the need to achieve a sustainable sludge management strategy has become of great concern. It follows that as conventional and more traditional options, such as land spreading for agricultural purposes, are progressively restricted, and often legally banned, the development of innovative systems to maximize the recovery of useful materials and/or energy is required. A change toward more sustainable procedures can be promoted through an integrated approach, including the assessment of management routes capable of maximizing the recycle/recovery benefits, through low energy impact systems, and the development of operational systems appropriate to local circumstances. Based on the above considerations, an integrated system is proposed in this paper. It includes Anaerobic digestion, Dewatering/Drying, and Pyrolysis/Gasification processes which are efficiently coupled for the recovery of products for material reuse and/or energy purposes. Such an integrated system should also allow the recovery of one or more materials, depending on the combination of processes which best fit specific local situations.
1. Introduction
The management of sludge produced by WWTPs is one of the most difficult problems to be tackled and solved in both industrialized and developing countries. This is because sludge produced by WWTPs amounts to only a few percent by volume of the processed wastewater, but its handling accounts for up to 50% of total operating costs.
In addition, in recent years, the need to achieve a sustainable sludge management strategy has become of great concern, due to the restriction, and in some cases legal banning, of conventional and more traditional recycling options, like direct utilization in agriculture and other land uses. The development of innovative systems to maximize recovery of useful materials and/or energy in a sustainable way has therefore become necessary.
The “sustainability” concept is today widely used when speaking of the development of human activities. In practice, sustainability occurs when natural or renewable resources are consumed at a rate less than, or at least equal to, nature’s ability to replenish them [1]. To achieve effective sustainability, three elements are of fundamental importance and cannot be separately considered [2]; they are:
- -
- the environmental element (environmentally robust, supported by applicable normative);
- -
- the economic element (economically affordable, technologically feasible, operationally viable);
- -
- the social element (socially desirable, culturally acceptable, psychologically nurturing).
At present, sludge management systems are often inefficient and unsustainable, mainly because no single process or treatment is able to solely address all above three elements. It follows that the development of sustainable sludge management procedures should require:
- -
- the assessment of management routes capable of maximizing the recycle/recovery benefits through low energy impact systems;
- -
- the development of innovative procedures and of operational systems appropriate to local circumstances, including economy, geography, climate, etc.
Based on the above considerations and experimental activities carried out in sludge management, a group of scientists and operators from different countries and with different experiences voluntarily joined their expertise and started working to develop an integrated system for a sustainable management of sludge.
The system includes three main processes: Anaerobic digestion, Dewatering/Drying, and Thermal treatment by Pyrolysis/Gasification, which are efficiently coupled for the recovery of products for material reuse, and/or for energy purposes, in the specific context in which the system is located (Scheme I).
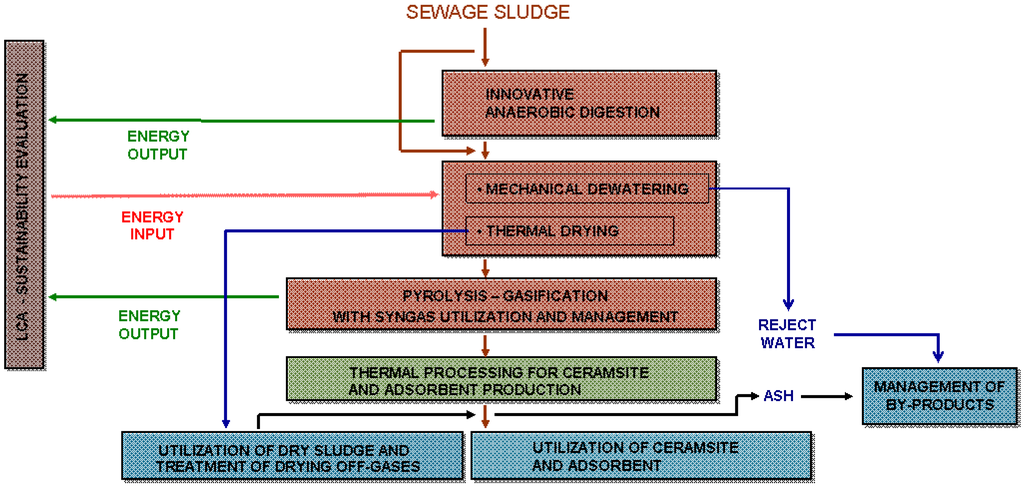
Scheme I.
Flowsheet of the system for a sustainable management of sludge.
Experimental activities specifically carried out to improve efficiency of the above processes, thus allowing optimization of the material and/or energy recoveries, are outlined below.
In particular, improving the efficiency of Anaerobic digestion will increase the digestion rate, and consequently, the biogas production, and also minimize the sludge amount. A more efficient sludge mechanical Dewatering and Drying will involve the production of a material with better physical characteristics to facilitate its utilization and, additionally, the possible recovery of nutrients. The enhancement of Pyrolysis/Gasification processes will improve the production and quality of derived products for material and/or energy utilization.
2. Anaerobic Digestion
2.1. Generalities
In the field of sludge reuse and valorization, the production of methane by anaerobic digestion has an important position because organic matter accumulated in sludge represents a big quantum of energy to be desirably transformed into a form which can be easily exploited, transported, stored, etc.
However, the transformation efficiency of organic fraction of sludge into biogas is not very high in comparison with the same efficiency at anaerobic wastewater treatment, so the main aim of recent research in the field of anaerobic digestion has been focused on the improvement of process performance [3].
In addition, methods offering a potential increase of biogas production must be evaluated according to general environmental impact factors, such as energy requirement, release of greenhouse gases, biogas quality, sludge liquor (also called “reject water” or “supernatant”) quality, digested sludge quality [4]. This is because many methods of sludge treatment sometimes consume more energy than they produce, so the optimization of quality of anaerobic digestion products becomes necessary to significantly reduce overall energy consumption.
New developments in anaerobic digestion include disintegration, microaerobic conditions, and thermal hydrolysis.
Disintegration involves the disruption of cell walls thus leading to the release of intracellular organic materials into the aqueous phase; consequently, the hydrolysis step is accelerated and the sludge digestibility enhanced. The use of microaerobic conditions by dosing a limited amount of air (or oxygen) into the anaerobic reactor has also shown to be beneficial [5,6]. In the case of thermal hydrolysis of sludge prior to digestion, sludge is put under high temperature and pressure for a certain amount of time; as a result, the cell structure of the bacteria is destroyed, as well as the extra cellular polymeric substances (EPS) surrounding the cells, and the content of the cells is released to the liquid phase [7,8].
Results of experimental work, including full scale verification, by ICT Prague and Sustec bv on the above discussed developments in anaerobic digestion, are summarized in the following discussion.
2.2. Experimental Results
Prague’s WWTP has successfully experienced that sludge disintegration and thermophilic conditions can contribute to the more efficient operation of digesters.
The sludge treatment facilities consist of 12 digesters, each with an operational volume of 4,800 m3. Digesters are configured in series, as the first and second stages, and operated in a semi-continuous flow with about 24 feedings daily. Six 1st stage digesters are mixed and heated, 2nd stage digesters (provided with a gasholder) are without heating and mixing. Waste activated sludge is pre-thickened in a gravity thickener and thickened and disintegrated in lysate-thickening centrifuges. This sludge is mixed with primary sludge in the mix tank and the mixture is fed to the first stage of digesters [9].
During the last ten years, many changes have been realized in the process line. The most important changes consisted in the introduction of disintegration technology, the improvement of mixing efficiency and the transformation of all digesters from mesophilic to thermophilic temperature.
By increasing the operational temperature to 55 °C, the digesting capacity was doubled, and specific biogas production increased from 0.480 Nm3/kg-VS to 0.600 Nm3/kg-VS. Consequently, existing facilities have been better utilized and overloading and foaming avoided. The thermophilic process is also more efficient in destroying pathogens.
The comparison of electricity consumption and production has shown a clear trend towards energetic self-sufficiency. In 1993, the production could cover only 17.8% of electricity demand, while in 2010 the utilizable energetic potential was 83.9%, also accounting for the biogas burnt in excess biogas burner.
The implementation of microaerobic conditions has, in many cases, improved the efficiency of anaerobic digestion and enhanced hydrolysis and biodegradability of some organic compounds. This is illustrated in Table 1, which shows the results of full scale digesters.

Table 1.
Influence of microaerobic sulphide oxidation on full scale digesters operation.
| Average parameters—Digester A | Before air dosing | After air dosing |
| ratio O/S2− * | – | 3.7 |
| H2S in biogas (mg/m3) | 4380 | 55 |
| CH4 in biogas (%) | 65.8 | 64.5 |
| specific CH4 production (m3/t VS added) | 314 | 305 |
| digested sludge VSS/TSS (%) | 56.6 | 54.6 |
| soluble COD** (mg/L) | 0.430 | 0.337 |
| Average parameters—Digester B | Before air dosing | After air dosing |
| ratio O/S2− * | – | 5.5 |
| H2S in biogas (mg/m3) | 7580 | 72 |
| CH4 in biogas (%) | 65.9 | 65.4 |
| specific CH4 production (m3/t VS added) | 201 | 301 |
| digested sludge VSS/TSS (%) | 65.8 | 59.7 |
| soluble COD** (mg/L) | 778 | 522 |
* only S2− contained in biogas is taken into account; ** soluble COD (Chemical Oxygen Demand) characterizes dissolved organic compounds; it was determined as CODCr using dichromate as an oxidation agent, according to standard methods [10].
The TurboTec® process developed by Sustec bv (Figure 1) is a continuous and simple process that results in easy operation and process control, and low investment costs. After thickening or mechanical dewatering, the sludge is fed to the hydrolysis reactor. Due to optimal heat recovery, a minimum amount of external heat needs to be supplied to the reactor. This external heat can be supplied completely from the waste heat of the gas engine for electricity production. The waste heat from the gas engine is converted into steam; this “life steam” is directly fed to the hydrolysis reactor.
Measurements of the sludge directly after thermal hydrolysis showed that the COD, mainly containing organic acids, in the liquid phase increases by 10–15 times, from approximately 2,000 mg/L to 25,000 mg/L. Due to this solubilization, more biogas is produced in the subsequent digestion process: in particular an increase of biogas production by 30% to 50%, and a decrease of digestion time from 20 to 12 days have been obtained.
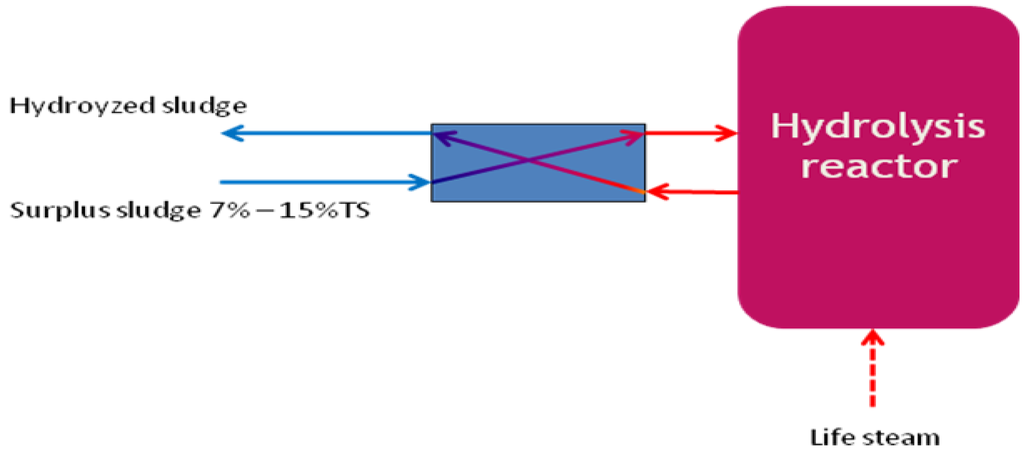
Figure 1.
TurboTec® thermal hydrolysis system.
In addition, after thermal hydrolysis the sludge is completely fluidized: sludge at 15% TS was shown to have the same viscosity of raw sludge at 3% TS, while sludge at 7% TS a viscosity close to that of water. Due to the lower viscosity of the hydrolyzed sludge, the digester can be fed with sludge with high TS (up to 15% TS) without causing mixing problems in the digester.
Dewatering tests also showed an improvement of dewatering of 40–50%, with increased solids concentration from 21% to >31% TS. The ammonia concentration in the supernatant will increase due to increased solids removal and higher loading (up to 3 times).
2.3. Recovery of Nutrients
An important aspect of anaerobic digestion is the possible recovery of phosphorus and nitrogen.
With respect to phosphorus, treatment methods include (i) anaerobic stripping from the sludge liquor by precipitation or crystallization of the phosphate as struvite or calcium phosphate, and (ii) anaerobic digestion of sewage sludge followed by separation of sludge particles and further treatment of the sludge liquor [11,12,13].
As regards removal and recovery of ammonia from the sludge liquor of an anaerobic sludge digestion process, possible methods include (i) struvite precipitation and release of ammonia by heating followed by absorption in a concentrated inorganic acid, (ii) stripping from the sludge liquor with air or steam and absorption of the ammonia in a concentrated inorganic acid, (iii) recovery of ammonia from the sludge liquor by ion exchanger to absorb ammonia as ammonium ion [14,15].
Recovery processes for ammonia and phosphate from the sludge liquor can often be improved by the use of electrodialysis and reverse osmosis processes.
In all cases, the economic feasibility of above processes strongly depends on the market value of the obtained products, so the convenience to include this treatment step in the integrated system scheme must be based on local considerations.
3. Thickening/Dewatering and Drying
3.1. Generalities
Thickening/Dewatering and Drying are the processes used to remove water from sludge to reduce its mass and volume. They are significant preceding steps for further processing or disposal.
3.2. Thickening/Dewatering
Both processes concentrate solids, but thickening generates a product that still behaves as a liquid, while dewatering produces a cake that behaves as a paste-like or solid material.
Dewatering is almost always preceded by a chemical conditioning process to improve sludge dewaterability. Conditioning is intended to produce chemical alterations of the sludge’s gel structure, which translate into the physical responses to imposed forces during mechanical dewatering.
The chemical alterations to sludge structure have been traditionally explained by charge neutralization and bridging mechanisms, but a new physical gel model of sludge has been proposed to advance an additional strategy for conditioning. Many recent studies, including those at DEU, support this model, which sees sludge as a network of hydrophilic polymeric materials, which structure the water within it, and also support imbedded particulate material [16].
Because osmotic pressure is closely related to sludge chemical compounds, mechanical dewatering cannot be seen only as a physical operation: pH, salt and cationic species concentration, and surface charges are the most important parameter to be also taken into account. Effect of cations on activated sludge dewatering has been studied at Cemagref, UR TSCF [17].
Further, the liquid stream coming from the dewatering unit should be considered. This is because the pollutant loads and the amount of this stream, often referred as “reject water”, play an important role in WWTPs as it must be recycled back to the plant.
Cost-effective nitrogen removal can be achieved by fully autotrophic removal processes. This treatment consists in the partial aerobic ammonium oxidation to nitrite followed by anaerobic ammonium oxidation and nitrite reduction via the anammox process. Recent developments have led to compact process configurations [18], but the microorganisms that are responsible of this process grow very slowly, so the availability, through enrichment techniques, of a suitable biomass inoculum is important [19]. Results of experiments carried out at DIIAR of Politecnico of Milan for establishing effective enrichment techniques to improve the efficiency of N removal from sludge liquors are summarized in the following Section 3.4.
3.3. Drying
The number of sludge-drying plants is progressively increasing worldwide, reaching about 1,500 lines, due to the drastic reduction of the sludge amount, the production of a material with significant energy and nutrient value, and the relatively hygienic nature of the process [20].
A drying step is essential if followed by a thermal treatment process, especially in the case of gasification or pyrolysis when the dry solid contents must ideally be greater than 85%. Table 2 clearly shows that the energy demand related to drying is much higher than gravity or mechanical techniques [21]. Dried sludge pellets can possibly be used as either raw material or fuel source; further, phosphorus can be recovered from combustion ashes.
Table 2.
Performances and energy demand of dewatering and drying [21].
| Technique | Energy demand (kWh/twater) | Dry solids content range (%) |
|---|---|---|
| Thickening | 10−3–10−2 | ≤5–6% |
| Mech. dewatering | 1–10 | ≤20–25% |
| Thermal drying | 103 | ≤95% |
Ideally, the highest amount of water has to be removed after mechanical dewatering in order to save energy during the drying process [22]. Following this usual way of thinking, drying and dewatering are seen as two independent steps and are independently improved, with the single objective of reducing water content as much as possible and saving energy. Because these both operations are also the most expensive in the total treatment cost, one could look at improving dewatering and drying as a single and global operation and focus on how to get the best initial drying conditions.
Indeed, in some cases, the gain in dryness obtained by advanced dewatering will be completely overcome by higher drying residence time, due to alteration of sludge rheological properties. It appears thus essential to take into account the most suitable rheological properties needed to enhance dryers. The most widely known effect is the sticky phase encountered in contact dryers, affecting the hydrodynamic characteristics of the dryer, the gas-to-solid contact area and the local solids hold-up [23].
Further, as studies at University of Liege show, a liming operation can enhance the drying rate by increasing sludge ridigity during convective belt drying. The same positive effect has been observed when backmixing of dried product is realized prior to drying [24]. Moreover, an overdosage of polymer during flocculation is also known to reduce the drying kinetics of the dewatered sludge cakes, pointing out the complex interactions between sludge dewatering and drying.
3.4. Experimental Results
As previously discussed, the characterization of sludge in view of its treatment by dewatering and drying is very important to optimize these steps. To this purpose, it may be necessary to use more realistic tests rather than the conventional methods, such as the capillary suction time (CST) and the specific resistance to filtration. This is because the conventional methods do not impose any physical shear on the sludge structure. Rheological characteristics can be useful on this way.
To this end, an immobilization cell successfully coupled to a controlled stress rheometer has been used at University of Delaware and modelling studied at DEU to quantify rheological properties of sludge during its dewatering [25]. In the experimental studies, an anaerobically digested sludge and a synthetic one, with and without conditioning with a cationic flocculant at various doses, have been used. Controlled shear rate analysis quantified the increases in sludge viscosity as the solid’s concentration increased. It was evidenced that the immobilization times determined by these experiments (viscosity vs. dewatering time) agree with CST times, since both indicate the time required for water removal (R2 from 0.81 to 0.99). However, CST tests were more strongly influenced by filtrate viscosity at high polymer doses. The immobilization cell allowed quantified amounts of shear to be imposed during dewatering, with greater shearing being found to provide more rapid immobilization.
Experiments for establishing effective enrichment techniques to improve efficiency of nitrogen removal from sludge liquors have been carried out at DIIAR of Politecnico of Milan where suspended cultures of anammox biomass from sludge samples grown in fed-batch reactors [26]. Two samples have been taken from anaerobic sludge from digesters of large municipal WWTPs, and three further samples from the denitrification basin of WWTPs. One sample was taken from granular anaerobic sludge from a UASB (Up-flow Anaerobic Sludge Blanket) reactor treating the effluent from a yeast production factory. Figure 2 shows the experimental equipment.
Anammox biomass has been found to be present in all the tested samples, meaning that it may be present in most wastewater treatment plants. A very simple, low-tech fed-batch procedure resulted in the successful growth of autochthonous anammox biomass. The anammox activity achieved after about 110–130 days was within 0.13 and 0.44 mgN-NH4+/L/h and appeared to be sufficient to inoculate a continuously operated anammox reactor.
Simple manometric activity measurements proved to be a powerful monitoring tool, since the full consumption of the limiting substrate (nitrite) was evidenced by the change in the overpressure growth curve, thus assisting in load definition and preventing dangerous overloading.
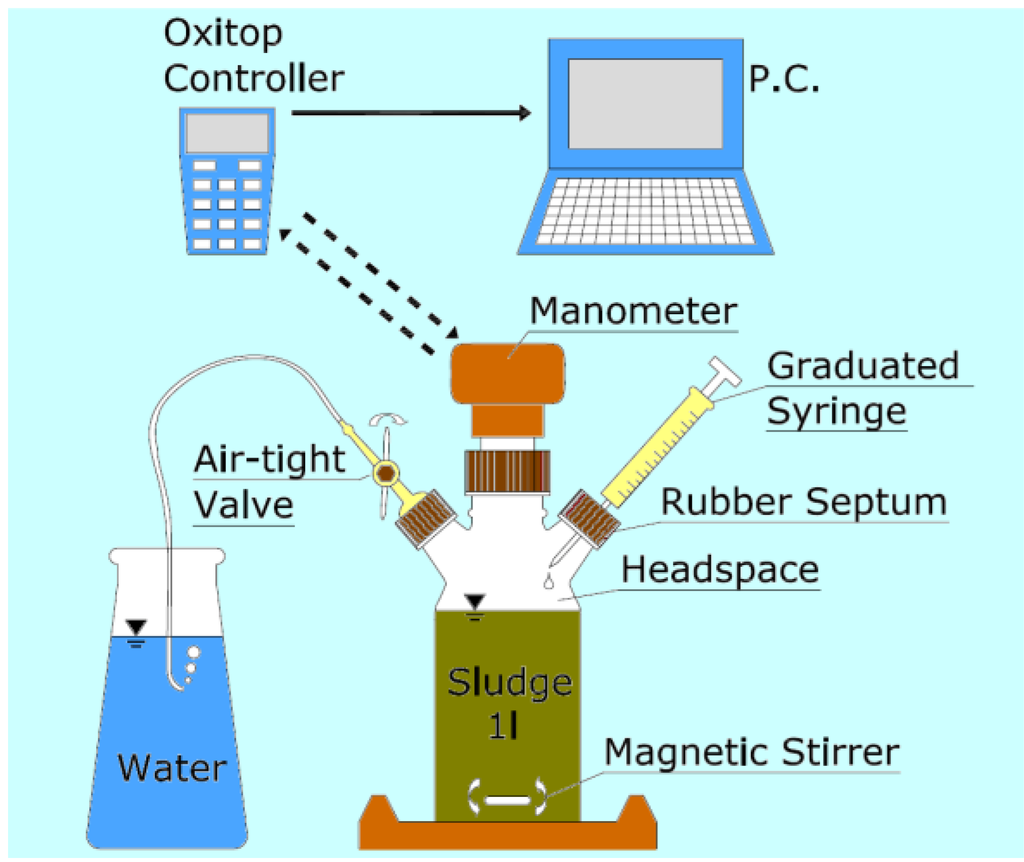
Figure 2.
Experimental equipment for manometric determination of the N2 production rate in anammox-biomass enrichment tests.
4. Thermal Processes
4.1. Generalities
The third step of the proposed integrated system includes treatment by thermal processes to produce materials to be beneficially used, and/or to recover energy.
Potential advantages of thermal processes include reduction of volume and weight, destruction of toxic organic compounds, and recovery of energy, but economics need to be carefully evaluated. However, even if one ton of sludge dry matter is approximately equivalent to 700 kg of hard coal, the material has to be dewatered/dried prior to being used for thermal processing.
Incineration involves the complete oxidation of the volatile matter and the production of an inert residue (ash). The volume reduction by incineration is over 90% when compared to that of dewatered sludge. Ash is free of pesticides, viruses and pathogens; metals are present in the less soluble oxide form, and the recovery of phosphate from the ash is possible [27,28].
The gasification process uses heat, pressure and steam to convert solids into a synthesis gas called “syngas”, which is a mixture of CO, H2 and other gases, and other byproducts like char or slag, oils, and reaction water. The heating value of the syngas from sewage sludge is around 4 MJ/m3. This process can avoid problems commonly faced in incineration process, like the need for supplementary fuel, emissions of SOx and NOx, heavy metals, fly ash, and potential production of chlorinated dibenzodioxins and dibenzofurans [29]. This process works best if the sludge can be dried over 90% dry solids content, but it can also be used with dewatered sludge (20–40% DS) [30,31].
Pyrolysis is a thermal decomposition in the absence of free oxygen and at temperatures between 300 and 900 °C. End-products of pyrolysis include gases, such as hydrogen, methane and carbon monoxide, a liquid product made up of tar and oils, and a solid residue, mainly char. The proportion of these three phases depends on the operational conditions of the process. The gas and solid fractions can be used as fuel, while the liquid product can be used as a raw material in the production of a useful oil with a good heating value (29–38 MJ/kg) equivalent to heavy crude oil. Many so-called pyrolysis systems are, however, starved-air incinerators [31].
4.2. Experimental Results
Specific experimental tests addressed to the production of ceramsite and adsorbent through gasification and pyrolysis thermal processes, respectively, have been carried out at HIT in China. Results are summarized in the following sections.
4.2.1. Ceramsite
The production process of “ceramsite” is shown in Scheme II.
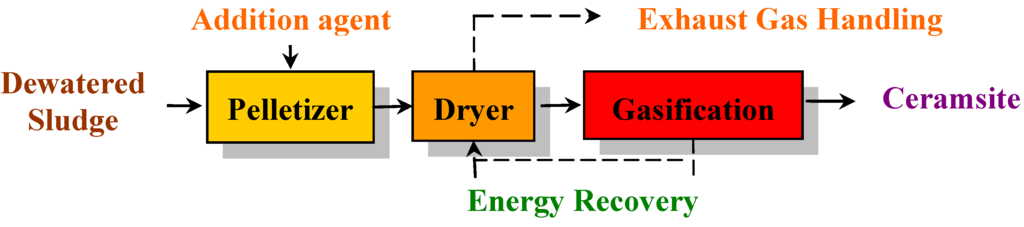
Scheme II.
Sludge gasification and ceramsite production process.
The major operations include pelletizing, drying, gasification, energy recovery, and exhaust gas disposal. In the pelletizing unit, dewatered sludge mixed with addition agent (drinking water treatment sludge, water glass, etc.) is compressed into pellets. Then the mixed sludge-pellets enter a dryer where they are dried with hot gas produced by energy recovery. After drying, the pellets moisture content is reduced to 10%.
During gasification at about 1,000 °C, organic matter in sludge is completely gasified, while inorganic matter reacts with the heavy metal ions. Under certain conditions, ceramsite with big porosity, high strength, lightweight and heavy metal irons, immobilization capacity is obtained after the process of melting, re-organization and expansion.
Gasification is the key unit of the process. Hot gas produced is the heat resource for pellets drying.
To understand more about the surface morphology and crystalline phases of ceramsite bodies, the samples were gilt with Au, and SEM analyses were conducted. The crystalline structures are shown in Figure 3. The SEM observations show that the porous structures become more compact due to the increasing SiO2 contents. The observations clearly show the particulate nature of the crystals in the ceramsite with SiO2 contents of 22.5% [32].
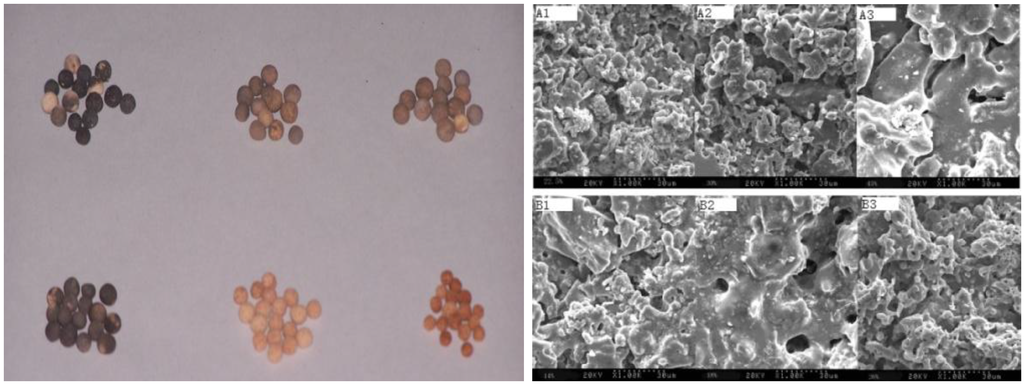
Figure 3.
Photo and SEM photomicrographs for ceramsite with SiO2 contents of 22.5% (A1), 30% (A2), and 45% (A3), and with Al2O3 contents of 14% (B1), 18% (B2), and 26% (B3).
Figure 4A shows that the maximum compressive strength of ceramsite increases from 13.87 to 14.55 MPa as the SiO2 contents increase. As for different Al2O3 contents in the range of 14–26% (Figure 4B), the compressive strength of sintered ceramsite is well above the value proposed by the Chinese National Bureau of Standards [32].
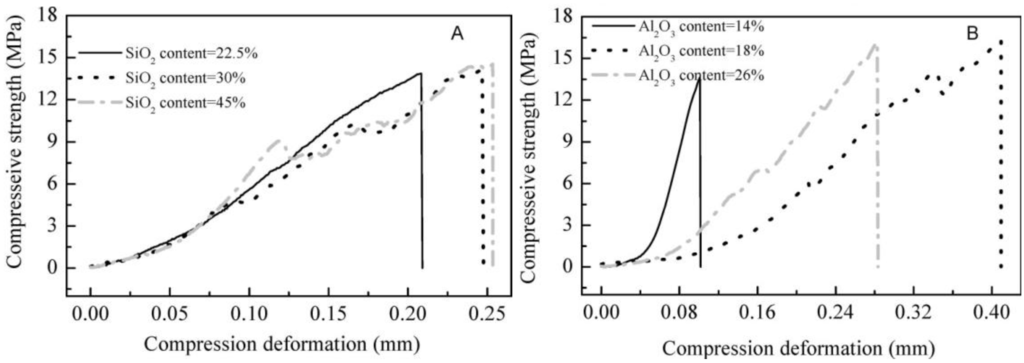
Figure 4.
Compressive strength analyses for (A) ceramsite with SiO2 contents of 22.5%, 30%, and 45%, and (B) ceramsite with Al2O3 contents of 14%, 18%, and 26%.
Ceramsite produced through high-temperature gasification process can be utilized as:
- -
- Bio-media: due to the coarse surface and the large porosity, the microbiology can attach to the ceramsite easily and form compact biomembrane, so ceramsite can be used as bio-media in biofilm wastewater treatment process with good effects;
- -
- Construction materials: due to the large porosity, high strength, heat and sound insulation efficiency, and the reduction of the structural weight, ceramsite can be used in architecture and road construction to replace the traditional construction materials.
4.2.2. Adsorbent
The production process of “adsorbents” is shown in Scheme III.
Drying and pyrolysis are two key units in this process. In drying, sludge moisture content is reduced to 10%, and in pyrolysis unit dried sludge pyrolyzes into coke and fuel gas in inert atmosphere (pyrolysis temperature of 650 °C with the heating rate of 30 °C/minute). Coke is disintegrated into particles of certain sizes which can be used as adsorbents. Fuel gas is converted into energy, which is used for drying and pyrolysis.
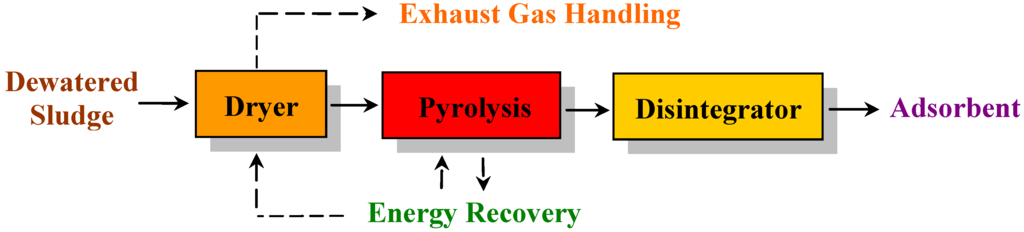
Scheme III.
Sludge pyrolysis and adsorbent producing process.
The surface features of adsorbent, which are shown in Figure 5, were scanned by JSM-6330F Scanning Electron Microscopy. The surface feature of the adsorbent was ragged and high in strength with many pores, with the BET value of 272.81 m2/g.
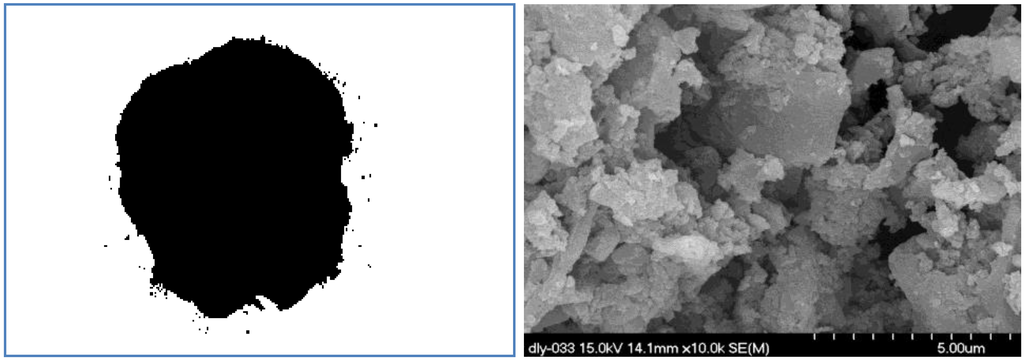
Figure 5.
Photo (left) and Scanning Electron Microscopy (SEM) photomicrographs (right) for sludge-based adsorbent.
The main characteristic parameters are summarized in Table 3 [33].
Table 3.
Characteristic parameters of sludge-based adsorbent.
| Characteristics of pores | |||||
|---|---|---|---|---|---|
| BET (m2/g) | Total pore volume (cm3/g) | Micropore volume (cm3/g) | The methylene cyanine adsorption value (mg/g) | The Iodine Adsorption Value (mg/g) | pH |
| 272.81 | 0.27 | 0.05 | 70.4 | 192.8 | 3.71 |
Low-temperature pyrolysis of sludge-adsorbent can be utilized as:
- -
- Adsorbent: most of the surface of the material is carbon and active groups which contain large amounts of mesoporous and microporous. Its physical and chemical properties are similar to activated carbon. The effect of removing pollutants from water (e.g., heavy metal ions) and recycling the valuable resources (such as P) is much better than the activated carbon; as an example, under optimum conditions (mixing time = 6 h, pH = 2, dosage of adsorbent = 4 g/L) the removal rate of Cr (VI) was close to 100%. The adsorption capacity was 7.49 mg/g lower and the removal rate was 29.98% lower than activated carbon;
- -
- Soil conditioner: most of the nutrient elements which include P, C, Fe and other micro-elements are held into the material in the pyrolysis process; they can be discharged into the soil after mixing with soil to improve the soil quality. When adding this soil conditioner to the soil at the appropriate amount, the soil conditioner has the capacity to absorb and release N, P and other nutrient elements, and also to keep water and release water slowly; soil erosion is thus prevented, soil quality improved, and non-point source pollution reduced.
5. Conclusions
Based on specific activities carried out in sludge management, a group of scientists and operators from different countries and with different experiences voluntarily joined their expertise and started working on the development of an integrated system for a sustainable management of sludge.
The system, which aimed to apply reuse options instead of disposal ones, integrates several processes, each of them able to recover different materials and/or energy from sludge. The system can be easily adapted to different local situations, it being possible to preferentially produce, in a sustainable way, one or more material with respect to others, depending on local circumstances, such as economy, geography, climate, etc.
The system consists of three main steps, i.e., Anaerobic digestion, Dewatering/Drying, and Thermal treatment by Pyrolysis/Gasification. Anaerobic digestion allows the recovery of energy to be used in the second step of Dewatering/Drying, where sludge is treated to give it the characteristics necessary for subsequent Thermal treatment, where useful materials are obtained and/or energy recovered.
To this end, experimental work proved that several methods, i.e., disintegration, microaerobic conditions and thermal hydrolysis, are applicable to effectively improve the biogas production in anaerobic digestion, while new characterization procedures, mainly based on rheological properties of sludge, allow the optimization of Dewatering and Drying steps.
Reject water treatment should also be considered with the dual goal of reducing the load of nutrients recycled back to the WWTP, and recovering nutrients.
In the subsequent third step, useful materials, i.e., ceramsite, to be used as bio-media or construction materials, and adsorbent, to be also used as soil conditioner, can be obtained through gasification and pyrolysis. Depending on the local situation, the incineration of dried sludge is a possible option with the possibility of recovering phosphorus from ash.
References
- Spinosa, L. Sustainability in sludge management: A combined approach to meet future needs. Water21 2010, December, 31–33. [Google Scholar]
- Adams, W.M. The Future of Sustainability: Re-thinking Environment and Development in the Twenty-first Century; Report of the IUCN Renowned Thinkers Meeting; Zurich (Hotel Uto Kulm), Switzerland, 2006; pp. 29–31. [Google Scholar]
- Dohanyos, M.; Zabranska, J.; Kutil, J.; Jenicek, P. Improvement of anaerobic digestion of sludge. Water Sci. Tech. 2004, 49, 89–96. [Google Scholar]
- Jenicek, P.; Koubova, J.; Bindzar, J.; Zabranska, J. Advantages of anaerobic digestion of sludge in microaerobic conditions. Water Sci. Tech. 2010, 62, 427–434. [Google Scholar] [CrossRef]
- Jenicek, P.; Maca, J.; Keclik, F.; Bindzar, J. Use of microaerobic condition for the improvement of anaerobic digestion of solid wastes. Water Sci. Tech. 2008, 58, 1491–1496. [Google Scholar] [CrossRef]
- Fdz-Polanco, M.; Diaz, I.; Perez, S.I.; Lopes, A.C.; Fdz-Polanco, F. Hydrogen sulphide removal in the anaerobic digestion of sludge by micro-aerobic processes: Pilot plant experience. Water Sci. Tech. 2009, 60, 3045–3050. [Google Scholar] [CrossRef]
- Bougrier, C.; Delgenes, J.P.; Carrere, H. Combination of thermal treatments and anaerobic digestion to reduce sewage sludge quantity and improve biogas yield. Process Saf. Environ. Protect. 2006, 84, 280–284. [Google Scholar] [CrossRef]
- Kim, J.; Park, C.; Kim, T.H.; Lee, M.; Kim, S.; Kim, S.W.; Lee, J. Effects of various pretreatments of enhanced anaerobic digestion with waste activated sludge. J Biosci. Bioeng. 2003, 45, 271–275. [Google Scholar] [CrossRef]
- Zabranska, J.; Jenicek, P.; Kutil, J.; Dohanyos, M. Intensification of Anaerobic Sludge Digestion towards the Energy Self-Sufficiency of Municipal Wastewater Treatment. In Proceedings of the 12th IWA-Sludge Conference on Sustainable Management of Water & Wastewater Sludges, Harbin, China, 8–10 August 2009.
- American Public Health Association (APHA). Standard Methods for the Examination of Water and Wastewater, 21st ed.; American Water Works Association (AWWA): Washington, DC, USA, 2005. [Google Scholar]
- Stratful, I.; Brett, S.; Scrimshaw, M.B.; Lester, J.N. Biological phosphorus removal, its role in phosphorus recycling. Environ. Tech. 1999, 20, 681–695. [Google Scholar] [CrossRef]
- Doyle, J.D.; Parsons, S.A. Struvite formation, control and recovery. Water Res. 2002, 36, 3924–3940. [Google Scholar]
- Britton, A.; Prasad, R.; Balzer, B.; Cubbage, L. Pilot testing and economic evaluation of struvite recovery from dewatering centrate at HRSD’s Nansemond WWTP. In Proceedings of the International Conference on Nutrient Recovery from Wastewater Streams, Vancouver, Canada, 10–13 May 2009; Ashley, K., Mavinic, D., Koch, F., Eds.; IWA Publishing: London, UK, 2009; pp. 193–202. [Google Scholar]
- Zhang, S.; Yao, C.; Feng, X.; Yang, M. Repeated use of MgNH4PO4.6H2O residues for ammonium removal by acid dipping. Desalination 2004, 170, 27–32. [Google Scholar] [CrossRef]
- Kabdasli, I.; Tunay, O.; Ozturk, I.; Yilmaz, S.; Arikan, O. Ammonia removal from young landfill leachate by magnesium ammonium phosphate precipitation and air stripping. Water Sci. Tech. 2000, 41, 237–240. [Google Scholar]
- Ayol, A.; Dentel, S.K.; Filibeli, A. Use of drainability and filterability simulations for evaluation of oxidative treatment and polymer conditioning of sludge. Water Sci. Tech. 2004, 50, 9–16. [Google Scholar]
- Raynaud, M.; Vaxelaire, J.; Baudez, J.C. Effect of cations on activated sludge dewatering. In Proceedings of the Second European Conference on Sludge Management (ECSM’10), Budapest, Hungary, 9–10 September 2010.
- Joss, A.; Salzgeber, D.; Eugster, J.; Königs, R.; Rottermann, K.; Burger, S.; Fabijan, P.; Leumann, S.; Mohn, J.; Siegrist, H.R. Full-Scale Nitrogen Removal from Digester Liquid with Partial Nitritation and Anammox in One SBR. Environ. Sci. Tech. 2009, 43, 5301–5306. [Google Scholar] [CrossRef]
- Strous, M.; Kuenen, J.G.; Jetten, M. Key physiology of anaerobic ammonium oxidation. Appl. Environ. Microbiol. 1999, 65, 3248–3250. [Google Scholar] [PubMed]
- Chabrier, J.P. France sludge drying return experience: The consultant’s point of view. In Proceedings of the European Conference on Sludge Management (ECSM’08), Liège, Belgium, 1–2 September 2008.
- Crine, M.; Leonard, A. Drying of wastewater sludge’s, common practice and challenges. In Proceedings of the Annual Drying Symposium of the Dutch Drying Group, Utrecht, The Netherlands, 20 November 2008.
- Permuy Vila, D. Low temperature thermal drying: an opportunity for residual energies. In Proceedings of the European Conference on Sludge Management (ECSM’08), Liège, Belgium, 1–2 September 2008.
- Ferrasse, J.H.; Arlabosse, P.; Lecomte, D. Heat, momentum, and mass transfer measurements in indirect agitated sludge dryer. Dry Technol. 2002, 20, 749–769. [Google Scholar] [CrossRef]
- Leonard, A.; Meneses, E.; Le Trong, E.; Salmon, T.; Marchot, P.; Toye, D.; Crine, M. Influence of back mixing on the convective drying of residual sludges in a fixed bed. Water Res. 2008, 42, 2671–2677. [Google Scholar] [CrossRef] [PubMed]
- Ayol, A.; Dentel, S.K.; Filibeli, A. Rheological Characterization of Sludges during Belt Filtration Dewatering Using an Immobilization Cell. J. Environ. Engrg. 2010, 136, 992–999. [Google Scholar]
- Scaglione, D.; Lotti, T.; Ficara, E.; Caffaz, S.; Canziani, R.; Lubello, C.; Malpei, F. Anammox enrichment in conventional sludge samples via a simple semi-batch procedure with activity measures. In Proceedings of the IWA World Water Congress and Exhibition, Montréal, Canada, 19–24 September 2010; paper no. 460. pp. 1–8.
- Schaum, C.; Cornel, P.; Jardin, N. Phosphorus recovery from sewage sludge ash: Possibilities and limitations of wet chemical technologies. In Proceedings of the International Conference on Nutrient Recovery from Wastewater Streams, Vancouver, Canada, date of the conference; Ashley, K., Mavinic, D., Koch, F., Eds.; IWA Publishing: London, UK, 2009; pp. 659–670. [Google Scholar]
- Hermann, L. P-recovery from sewage sludge ash—Technology transfer from prototype to industrial manufacturing facilities. In Proceedings of the International Conference on Nutrient Recovery from Wastewater Streams, Vancouver, Canada, 10–13 May 2009; Ashley, K., Mavinic, D., Koch, F., Eds.; IWA Publishing: London, UK, 2009; pp. 405–415. [Google Scholar]
- McAuley, B.; Kunkel, J.; Manahan, S.E. A new process for the drying and gasification of sludge. Water Eng Manag 2001, 18–22. [Google Scholar]
- Arena, U.; Mastellone, M.L. Pyrolysis and gasification of solid wastes in fludized bed reactors. In Industrial Fluidization South Africa, Fluidization into Future, 1st ed.; Luckos, A., Smit, P., Eds.; South African Institute of Mining and Metallurgy: Johannesburg, South Africa, 2005; pp. 53–68. [Google Scholar]
- Sanin, F.D.; Clarkson, W.W.; Vesilind, P.A. Sludge Engineering—The Treatment and Disposal of Wastewater Sludges, 1st ed.; DEStech Publ., Inc.: Lancaster, PA, USA, 2011; pp. 275–301. [Google Scholar]
- Xu, G.R.; Zou, J.L.; Li, G.B. Ceramsite made with water and wastewater sludge and its characteristics affected by SiO2 and Al2O3. Environ. Sci. Tech. 2008, 42, 7417–7423. [Google Scholar] [CrossRef]
- Deng, L.Y.; Xu, G.R.; Li, G.B. Surface properties and adsorption characteristics to methylene blue and iodine of adsorbents from sludge. Water Sci. Tech. 2010, 62, 1705–1712. [Google Scholar] [CrossRef]
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).