
Treatment and Recovery of High-Value Elements from Produced Water

 , and
, and
Abstract
:1. Introduction
- (a)
- Assess the composition of the constituents present in PW.
- (b)
- Summarize current technologies available to recover valuable resources from PW.
- (c)
- Highlight the economic benefits of recovering valuable resources from PW.
2. Composition of Produced Water
2.1. Dispersed Oil
2.2. Dissolved Organic Compounds
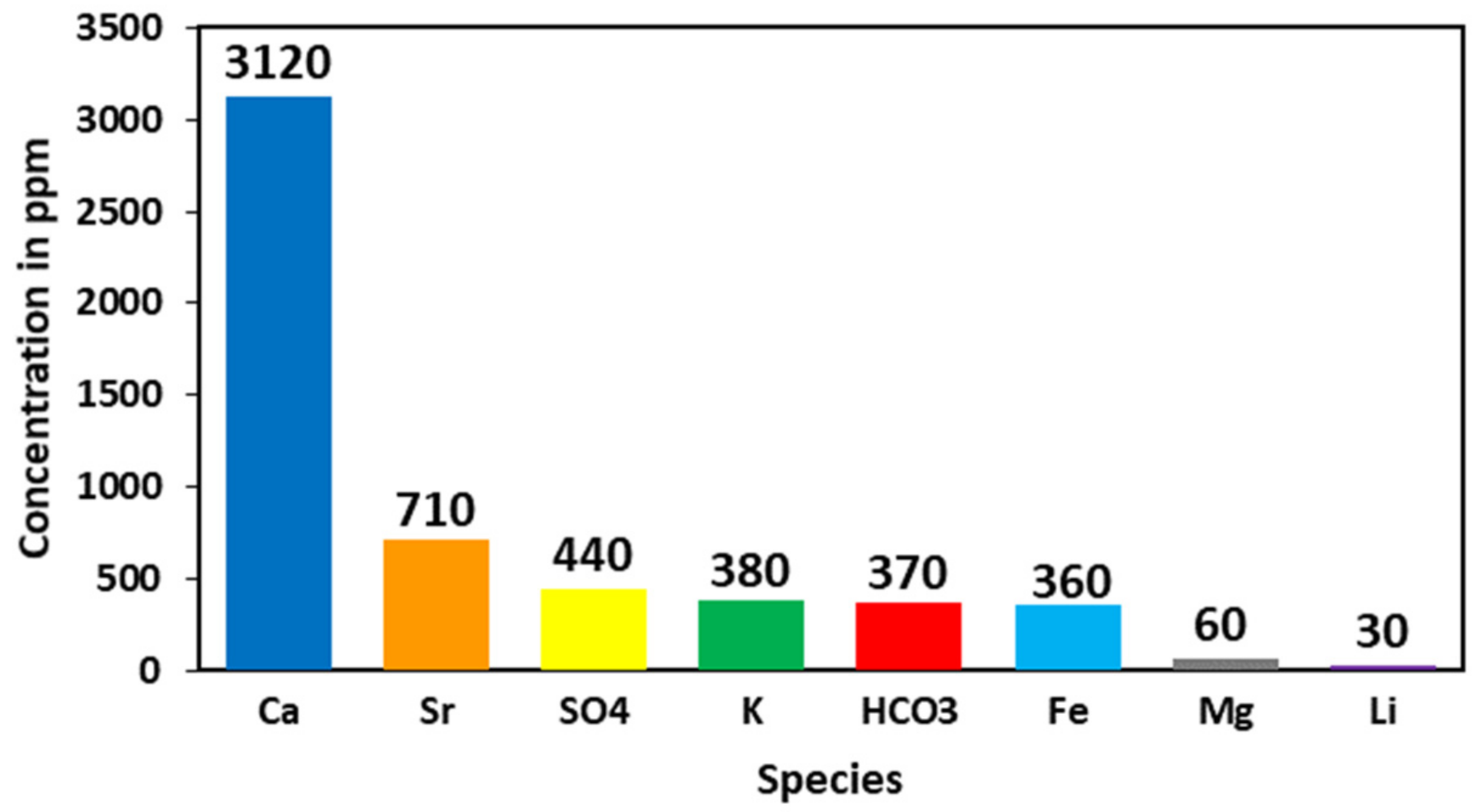
2.3. Dissolved Formation Minerals
3. Membrane Technologies for PW Treatment
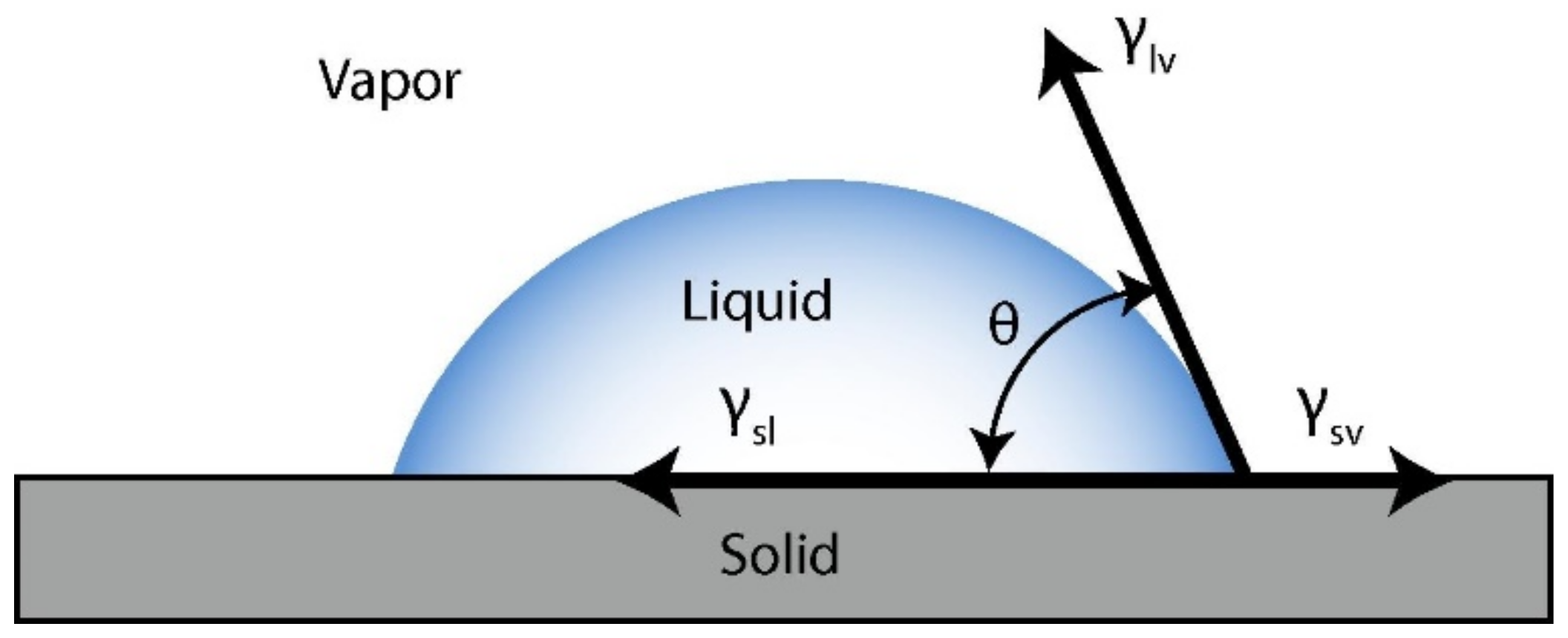
3.1. Removal of Oil and Hydrocarbons Using Membranes for Separation
3.2. Removal of Solutes Using Membranes
3.3. Membrane Distillation
- The Knudsen diffusion model: in membranes with pores less than 0.5–15 μm, this model is used when the molecular mean free path is larger than the capillary. In this case, the likelihood of molecular collision with the membrane wall is greater than that of molecule-molecule collision.
- Poiseuille’s Law or Viscous flow theory: the air pressure in the system maintains a constant pressure across the membrane, thereby degassing the feed and permeate flows and increasing permeability by decreasing the molecular diffusion resistance and increasing viscous flux.
- Molecular diffusion transition: represents the movement of the molecules from high to low concentration regions due to a pressure gradient. This is the preferred model in MD when the collision between molecules is more likely than the collision of molecules with the cell wall.
- Direct Contact Membrane Distillation (DCMD): DCMD operations have both sides of the membrane in direct contact with liquid phases. The heated feed solution and cooled permeate streams flow across opposite sides counter currently. This is the most common MD setup.
- Air Gap Membrane Distillation (AGMD): In AGMD configurations, an air gap between the surface of the membrane and the cooling plate on the permeate side of the membrane is used that decreases conductive heat losses.
- Vacuum Membrane Distillation (VMD)–VMD configurations use a vacuum located on the permeate side of the membrane as the driving force for condensation. The vapor is collected and then externally condensed.
- Sweeping Gas Membrane Distillation (SGMD)–SGMD technologies utilize a cold sweeping gas phase to pull the vapor molecules away from the membrane, which are then condensed in a separate device.
3.4. Electrodialysis
4. Adsorption for the Treatment of Produced Water
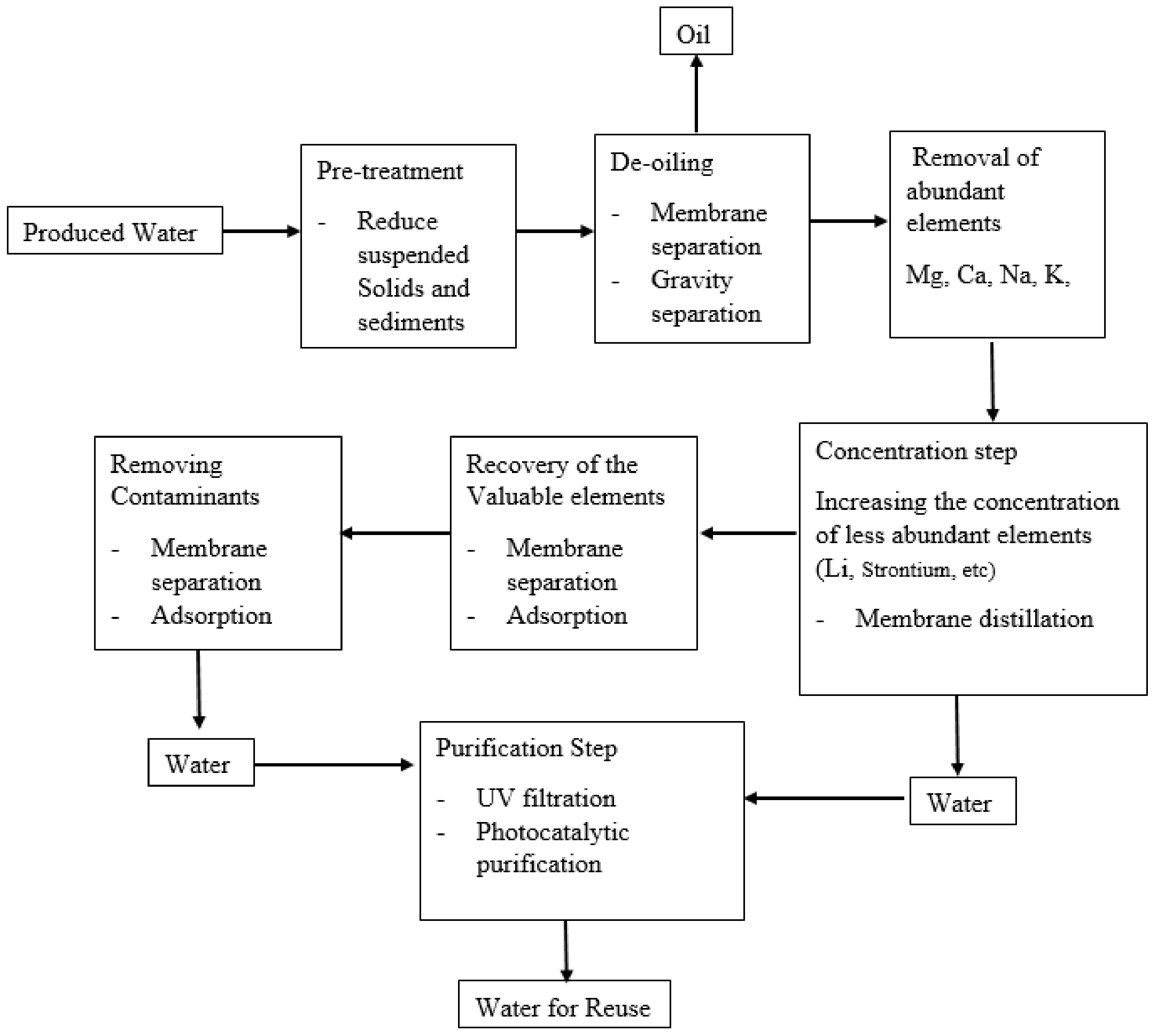
5. Proposed Approach to Recover Valuable Elements
6. Economic Assessment
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ekins, P.; Vanner, R.; Firebrace, J. Zero emissions of oil in water from offshore oil and gas installations: Economic and environmental implications. J. Clean. Prod. 2007, 15, 1302–1315. [Google Scholar] [CrossRef]
- Veil, J.A.; Puder, M.G.; Elcock, D.; Redweik, R.J., Jr. A White Paper Describing Produced Water from Production of Crude Oil, Natural Gas, and Coal Bed Methane; Argonne National Lab.: Lemont, IL, USA, 2004. [Google Scholar]
- Gregory, K.B.; Vidic, R.D.; Dzombak, D.A. Water Management Challenges Associated with the Production of Shale Gas by Hydraulic Fracturing. Elements 2011, 7, 181–186. [Google Scholar] [CrossRef]
- Vidic, R.D.; Brantley, S.L.; Vandenbossche, J.M.; Yoxtheimer, D.; Abad, J.D. Impact of Shale Gas Development on Regional Water Quality. Science 2013, 340, 1235009. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ferrar, K.J.; Michanowicz, D.R.; Christen, C.L.; Mulcahy, N.; Malone, S.L.; Sharma, R.K. Assessment of Effluent Contaminants from Three Facilities Discharging Marcellus Shale Wastewater to Surface Waters in Pennsylvania. Environ. Sci. Technol. 2013, 47, 3472–3481. [Google Scholar] [CrossRef] [PubMed]
- Butkovskyi, A.; Bruning, H.; Kools, S.A.E.; Rijnaarts, H.H.M.; Van Wezel, A.P. Organic Pollutants in Shale Gas Flowback and Produced Waters: Identification, Potential Ecological Impact, and Implications for Treatment Strategies. Environ. Sci. Technol. 2017, 51, 4740–4754. [Google Scholar] [CrossRef]
- Lutz, B.D.; Lewis, A.N.; Doyle, M.W. Generation, transport, and disposal of wastewater associated with Marcellus Shale gas development. Water Resour. Res. 2013, 49, 647–656. [Google Scholar] [CrossRef]
- Vandecasteele, I.; Rivero, I.M.; Sala, S.; Baranzelli, C.; Barranco, R.; Batelaan, O.; Lavalle, C. Impact of shale gas development on water resources: A case study in northern Poland. Environ. Manag. 2015, 55, 1285–1299. [Google Scholar] [CrossRef] [Green Version]
- Olsson, O.; Weichgrebe, D.; Rosenwinkel, K.-H. Hydraulic fracturing wastewater in Germany: Composition, treatment, concerns. Environ. Earth Sci. 2013, 70, 3895–3906. [Google Scholar] [CrossRef]
- Ellsworth, W.L. Injection-Induced Earthquakes. Science 2013, 341, 1225942. [Google Scholar] [CrossRef]
- Weingarten, M.; Ge, S.; Godt, J.W.; Bekins, B.A.; Rubinstein, J.L. High-rate injection is associated with the increase in U.S. mid-continent seismicity. Science 2015, 348, 1336–1340. [Google Scholar] [CrossRef] [Green Version]
- Rahm, B.G.; Bates, J.T.; Bertoia, L.R.; Galford, A.E.; Yoxtheimer, D.A.; Riha, S.J. Wastewater management and Marcellus Shale gas development: Trends, drivers, and planning implications. J. Environ. Manag. 2013, 120, 105–113. [Google Scholar] [CrossRef] [PubMed]
- Nicot, J.-P.; Scanlon, B.R.; Reedy, R.C.; Costley, R.A. Source and Fate of Hydraulic Fracturing Water in the Barnett Shale: A Historical Perspective. Environ. Sci. Technol. 2014, 48, 2464–2471. [Google Scholar] [CrossRef] [PubMed]
- Hayes, T.; Severin, B.F.; Engineer, P.; Okemos, M. Barnett and Appalachian Shale water management and reuse technologies. Contract 2012, 8122. Available online: https://www.beg.utexas.edu/files/publications/contract-reports/CR2012-Hayes-1.pdf (accessed on 5 October 2021).
- Shaffer, D.L.; Arias Chavez, L.H.; Ben-Sasson, M.; Romero-Vargas Castrillón, S.; Yip, N.Y.; Elimelech, M. Desalination and Reuse of High-Salinity Shale Gas Produced Water: Drivers, Technologies, and Future Directions. Environ. Sci. Technol. 2013, 47, 9569–9583. [Google Scholar] [CrossRef] [PubMed]
- Kausley, S.B.; Malhotra, C.P.; Pandit, A.B. Treatment and reuse of shale gas wastewater: Electrocoagulation system for enhanced removal of organic contamination and scale causing divalent cations. J. Water Process Eng. 2017, 16, 149–162. [Google Scholar] [CrossRef]
- Rassenfoss, S. From Flowback to Fracturing: Water Recycling Grows in the Marcellus Shale. J. Pet. Technol. 2011, 63, 48–51. [Google Scholar] [CrossRef]
- Jiang, Q.; Rentschler, J.; Perrone, R.; Liu, K. Application of ceramic membrane and ion-exchange for the treatment of the flowback water from Marcellus shale gas production. J. Membr. Sci. 2013, 431, 55–61. [Google Scholar] [CrossRef]
- Mantell, M.E. Produced water reuse and recycling challenges and opportunities across major shale plays. In Proceedings of the Hydraulic Fracturing Study: March 2011 Technical Workshop #4 on Water Resources Management, Arlington, VA, USA, 29–30 March 2011. [Google Scholar]
- He, C.; Zhang, T.; Zheng, X.; Li, Y.; Vidic, R.D. Management of Marcellus Shale Produced Water in Pennsylvania: A Review of Current Strategies and Perspectives. Energy Technol. 2014, 2, 968–976. [Google Scholar] [CrossRef]
- Clark, C.E.; Horner, R.M.; Harto, C.B. Life Cycle Water Consumption for Shale Gas and Conventional Natural Gas. Environ. Sci. Technol. 2013, 47, 11829–11836. [Google Scholar] [CrossRef]
- Skalak, K.J.; Engle, M.A.; Rowan, E.L.; Jolly, G.D.; Conko, K.M.; Benthem, A.J.; Kraemer, T.F. Surface disposal of produced waters in western and southwestern Pennsylvania: Potential for accumulation of alkali-earth elements in sediments. Int. J. Coal Geol. 2014, 126, 162–170. [Google Scholar] [CrossRef]
- Gurreri, L.; Tamburini, A.; Cipollina, A.; Micale, G. Electrodialysis Applications in Wastewater Treatment for Environmental Protection and Resources Recovery: A Systematic Review on Progress and Perspectives. Membranes 2020, 10, 146. [Google Scholar] [CrossRef]
- Alzahrani, S.; Mohammad, A.W. Challenges and trends in membrane technology implementation for produced water treatment: A review. J. Water Process Eng. 2014, 4, 107–133. [Google Scholar] [CrossRef]
- Munirasu, S.; Haija, M.A.; Banat, F. Use of membrane technology for oil field and refinery produced water treatment—A review. Process Saf. Environ. Prot. 2016, 100, 183–202. [Google Scholar] [CrossRef]
- Kong, F.-x.; Chen, J.-f.; Wang, H.-m.; Liu, X.-n.; Wang, X.-m.; Wen, X.; Chen, C.-m.; Xie, Y.F. Application of coagulation-UF hybrid process for shale gas fracturing flowback water recycling: Performance and fouling analysis. J. Membr. Sci. 2017, 524, 460–469. [Google Scholar] [CrossRef]
- He, C.; Wang, X.; Liu, W.; Barbot, E.; Vidic, R.D. Microfiltration in recycling of Marcellus Shale flowback water: Solids removal and potential fouling of polymeric microfiltration membranes. J. Membr. Sci. 2014, 462, 88–95. [Google Scholar] [CrossRef]
- Căprărescu, S.; Modrogan, C.; Purcar, V.; Dăncilă, A.M.; Orbuleț, O.D. Study of Polyvinyl Alcohol-SiO2 Nanoparticles Polymeric Membrane in Wastewater Treatment Containing Zinc Ions. Polymers 2021, 13, 1875. [Google Scholar] [CrossRef]
- Estrada, J.M.; Bhamidimarri, R. A review of the issues and treatment options for wastewater from shale gas extraction by hydraulic fracturing. Fuel 2016, 182, 292–303. [Google Scholar] [CrossRef]
- Myers, J.E. Chevron San Ardo Facility Unit (SAFU) Beneficial Produced Water Reuse for Irrigation. In Proceedings of the SPE International Conference on Health, Safety, and Environment, Long Beach, CA, USA, 17–19 March 2014. [Google Scholar]
- Gray, M. Reuse of Produced Water in the Oil and Gas Industry. In Proceedings of the SPE International Conference and Exhibition on Health, Safety, Environment, and Sustainability, Online, 27–31 July 2020. [Google Scholar]
- Council, G.W.P. Produced Water Report: Regulations, Current Practices, and Research Needs; Ground Water Protection Council, Inc.: Oklahoma City, OK, USA, 2019. [Google Scholar]
- Suwaileh, W.; Johnson, D.; Hilal, N. Membrane desalination and water re-use for agriculture: State of the art and future outlook. Desalination 2020, 491, 114559. [Google Scholar] [CrossRef]
- Kondash, A.J.; Redmon, J.H.; Lambertini, E.; Feinstein, L.; Weinthal, E.; Cabrales, L.; Vengosh, A. The impact of using low-saline oilfield produced water for irrigation on water and soil quality in California. Sci. Total Environ. 2020, 733, 139392. [Google Scholar] [CrossRef]
- Miller, H.; Trivedi, P.; Qiu, Y.; Sedlacko, E.M.; Higgins, C.P.; Borch, T. Food crop irrigation with oilfield-produced water suppresses plant immune response. Environ. Sci. Technol. Lett. 2019, 6, 656–661. [Google Scholar] [CrossRef]
- Bañuelos, G.; Lin, Z.-Q. Reuse of agricultural drainage water in central California: Phytosustainability in soil with high levels of salinity and toxic trace elements. Geol. Soc. Lond. Spec. Publ. 2006, 266, 79–88. [Google Scholar] [CrossRef]
- Melo, M.; Schluter, H.; Ferreira, J.; Magda, R.; Júnior, A.; de Aquino, O. Advanced performance evaluation of a reverse osmosis treatment for oilfield produced water aiming reuse. Desalination 2010, 250, 1016–1018. [Google Scholar] [CrossRef]
- Martin, G.; Rentsch, L.; Höck, M.; Bertau, M. Lithium market research–global supply, future demand and price development. Energy Storage Mater. 2017, 6, 171–179. [Google Scholar] [CrossRef]
- Swain, B. Recovery and recycling of lithium: A review. Sep. Purif. Technol. 2017, 172, 388–403. [Google Scholar] [CrossRef]
- Jang, E.; Jang, Y.; Chung, E. Lithium recovery from shale gas produced water using solvent extraction. Appl. Geochem. 2017, 78, 343–350. [Google Scholar] [CrossRef]
- Nishihama, S.; Onishi, K.; Yoshizuka, K. Selective recovery process of lithium from seawater using integrated ion exchange methods. Solvent Extr. Ion Exch. 2011, 29, 421–431. [Google Scholar] [CrossRef]
- Chitrakar, R.; Kanoh, H.; Miyai, Y.; Ooi, K. Recovery of lithium from seawater using manganese oxide adsorbent (H1. 6Mn1. 6O4) derived from Li1. 6Mn1. 6O4. Ind. Eng. Chem. Res. 2001, 40, 2054–2058. [Google Scholar] [CrossRef]
- Ryu, T.; Shin, J.; Ryu, J.; Park, I.; Hong, H.; Kim, B.-G.; Chung, K.-S. Preparation and characterization of a cylinder-type adsorbent for the recovery of lithium from seawater. Mater. Trans. 2013, 54, 1029–1033. [Google Scholar] [CrossRef] [Green Version]
- Fillo, J.; Koraido, S.; Evans, J. Sources, characteristics, and management of produced waters from natural gas production and storage operations. In Produced Water; Springer: Boston, MA, USA, 1992; pp. 151–161. [Google Scholar]
- Hansen, B.; Davies, S. Review of potential technologies for the removal of dissolved components from produced water. Chem. Eng. Res. Des. 1994, 72, 176–188. [Google Scholar]
- Johnsen, S.; Røe Utvik, T.I.; Garland, E.; de Vals, B.; Campbell, J. Environmental Fate And Effect Of Contaminants In Produced Water. In Proceedings of the SPE International Conference on Health, Safety, and Environment in Oil and Gas Exploration and Production, Calgary, AB, Canada, 29–31 March 2004. [Google Scholar]
- Stephenson, M. A survey of produced water studies. In Produced Water; Springer: Boston, MA, USA, 1992; pp. 1–11. [Google Scholar]
- Faksness, L.-G.; Grini, P.G.; Daling, P.S. Partitioning of semi-soluble organic compounds between the water phase and oil droplets in produced water. Mar. Pollut. Bull. 2004, 48, 731–742. [Google Scholar] [CrossRef]
- Li, L.-B.; Yan, S.; Zeng, X.-D.; Lin, D.-Q. Analysis of organic compounds in oilfield produced water. Petrochem. Technol. 2002, 31, 472–475. [Google Scholar]
- Bostick, D.T. Characterization of Soluble Organics in Produced Water; ORNL Oak Ridge National Laboratory (US): Oak Ridge, TN, USA, 2002. [Google Scholar]
- Tibbetts, P.; Buchanan, I.; Gawel, L.; Large, R. A comprehensive determination of produced water composition. In Produced Water; Springer: Boston, MA, USA, 1992; pp. 97–112. [Google Scholar]
- Tian, L.; Chang, H.; Tang, P.; Li, T.; Zhang, X.; Liu, S.; He, Q.; Wang, T.; Yang, J.; Bai, Y.; et al. Rare Earth Elements Occurrence and Economical Recovery Strategy from Shale Gas Wastewater in the Sichuan Basin, China. ACS Sustain. Chem. Eng. 2020, 8, 11914–11920. [Google Scholar] [CrossRef]
- Pitre, R. Produced water discharges into marine ecosystems. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 7–9 May 1984. [Google Scholar]
- Neff, J.M. Bioaccumulation in Marine Organisms: Effect of Contaminants from Oil Well Produced Water; Elsevier: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Gäfvert, T.; Færevik, I.; Rudjord, A.L. Assessment of the discharge of NORM to the North Sea from produced water by the Norwegian oil and gas industry. In Radioactivity in the Environment; Povinec, P.P., Sanchez-Cabeza, J.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2006; Volume 8, pp. 193–205. [Google Scholar]
- Klemz, A.C.; Weschenfelder, S.E.; Lima de Carvalho Neto, S.; Pascoal Damas, M.S.; Toledo Viviani, J.C.; Mazur, L.P.; Marinho, B.A.; Pereira, L.d.S.; da Silva, A.; Borges Valle, J.A.; et al. Oilfield produced water treatment by liquid-liquid extraction: A review. J. Pet. Sci. Eng. 2021, 199, 108282. [Google Scholar] [CrossRef]
- Ho, W.; Sirkar, K. Membrane Handbook; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Weller, S.; Steiner, W.A. Separation of Gases by Fractional Permeation through Membranes. J. Appl. Phys. 1950, 21, 279–283. [Google Scholar] [CrossRef]
- Bernardo, P.; Drioli, E. Membrane technology: Latest applications in the refinery and petrochemical field. Compr. Membr. Sci. Eng. 2010, 4, 211–239. [Google Scholar] [CrossRef]
- Fakhru’l-Razi, A.; Pendashteh, A.; Abdullah, L.C.; Biak, D.R.A.; Madaeni, S.S.; Abidin, Z.Z. Review of technologies for oil and gas produced water treatment. J. Hazard. Mater. 2009, 170, 530–551. [Google Scholar] [CrossRef]
- Igunnu, E.T.; Chen, G.Z. Produced water treatment technologies. Int. J. Low-Carbon Technol. 2012, 9, 157–177. [Google Scholar] [CrossRef] [Green Version]
- Robinson, D. Oil and gas: Treatment and discharge of produced waters onshore. Filtr. + Sep. 2013, 50, 40–46. [Google Scholar] [CrossRef]
- Ashaghi, K.; Ebrahimi, M.; Czermak, P. Ceramic ultra-and nanofiltration membranes for oilfield produced water treatment: A mini review. Open Environ. J. 2007, 1, 1–8. [Google Scholar] [CrossRef]
- Diya’uddeen, B.H.; Daud, W.M.A.W.; Abdul Aziz, A.R. Treatment technologies for petroleum refinery effluents: A review. Process Saf. Environ. Prot. 2011, 89, 95–105. [Google Scholar] [CrossRef]
- Judd, S. The MBR Book: Principles and Applications of Membrane Bioreactors for Water and Wastewater Treatment; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Eyvaz, M.; Arslan, S.; İmer, D.; Yüksel, E.; Koyuncu, İ. Forward Osmosis Membranes–A Review: Part I. In Osmotically Driven Membrane Processes-Approach, Development and Current Status; IntechOpen: London, UK, 2018; pp. 11–40. [Google Scholar]
- Vrijenhoek, E.M.; Hong, S.; Elimelech, M. Influence of membrane surface properties on initial rate of colloidal fouling of reverse osmosis and nanofiltration membranes. J. Membr. Sci. 2001, 188, 115–128. [Google Scholar] [CrossRef]
- Zhu, Y.; Wang, D.; Jiang, L.; Jin, J. Recent progress in developing advanced membranes for emulsified oil/water separation. NPG Asia Mater. 2014, 6, e101. [Google Scholar] [CrossRef]
- Hadidi, M.; Zydney, A.L. Fouling behavior of zwitterionic membranes: Impact of electrostatic and hydrophobic interactions. J. Membr. Sci. 2014, 452, 97–103. [Google Scholar] [CrossRef]
- Li, Y.S.; Yan, L.; Xiang, C.B.; Hong, L.J. Treatment of oily wastewater by organic–inorganic composite tubular ultrafiltration (UF) membranes. Desalination 2006, 196, 76–83. [Google Scholar] [CrossRef]
- Babayev, M.; Du, H.; Botlaguduru, V.S.V.; Kommalapati, R.R. Zwitterion-Modified Ultrafiltration Membranes for Permian Basin Produced Water Pretreatment. Water 2019, 11, 1710. [Google Scholar] [CrossRef] [Green Version]
- Chang, H.; Li, T.; Liu, B.; Chen, C.; He, Q.; Crittenden, J.C. Smart ultrafiltration membrane fouling control as desalination pretreatment of shale gas fracturing wastewater: The effects of backwash water. Environ. Int. 2019, 130, 104869. [Google Scholar] [CrossRef]
- Emani, S.; Uppaluri, R.; Purkait, M.K. Microfiltration of oil–water emulsions using low cost ceramic membranes prepared with the uniaxial dry compaction method. Ceram. Int. 2014, 40, 1155–1164. [Google Scholar] [CrossRef]
- Alpatova, A.; Kim, E.-S.; Dong, S.; Sun, N.; Chelme-Ayala, P.; El-Din, M.G. Treatment of oil sands process-affected water with ceramic ultrafiltration membrane: Effects of operating conditions on membrane performance. Sep. Purif. Technol. 2014, 122, 170–182. [Google Scholar] [CrossRef]
- Deriszadeh, A.; Husein, M.M.; Harding, T.G. Produced water treatment by micellar-enhanced ultrafiltration. Environ. Sci. Technol. 2010, 44, 1767–1772. [Google Scholar] [CrossRef]
- Chakrabarty, B.; Ghoshal, A.; Purkait, M. Ultrafiltration of stable oil-in-water emulsion by polysulfone membrane. J. Membr. Sci. 2008, 325, 427–437. [Google Scholar] [CrossRef]
- Chakrabarty, B.; Ghoshal, A.; Purkait, M. Cross-flow ultrafiltration of stable oil-in-water emulsion using polysulfone membranes. Chem. Eng. J. 2010, 165, 447–456. [Google Scholar] [CrossRef]
- Madaeni, S.; Gheshlaghi, A.; Rekabdar, F. Membrane treatment of oily wastewater from refinery processes. Asia-Pac. J. Chem. Eng. 2013, 8, 45–53. [Google Scholar] [CrossRef]
- Abadi, S.R.H.; Sebzari, M.R.; Hemati, M.; Rekabdar, F.; Mohammadi, T. Ceramic membrane performance in microfiltration of oily wastewater. Desalination 2011, 265, 222–228. [Google Scholar] [CrossRef]
- Liu, R.; Raman, A.K.Y.; Shaik, I.; Aichele, C.; Kim, S.-J. Inorganic microfiltration membranes incorporated with hydrophilic silica nanoparticles for oil-in-water emulsion separation. J. Water Process Eng. 2018, 26, 124–130. [Google Scholar] [CrossRef]
- Brdar-Jokanović, M. Boron toxicity and deficiency in agricultural plants. Int. J. Mol. Sci. 2020, 21, 1424. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Flexer, V.; Baspineiro, C.F.; Galli, C.I. Lithium recovery from brines: A vital raw material for green energies with a potential environmental impact in its mining and processing. Sci. Total Environ. 2018, 639, 1188–1204. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Mo, Y.; Qing, W.; Shao, S.; Tang, C.Y.; Li, J. Membrane-based technologies for lithium recovery from water lithium resources: A review. J. Membr. Sci. 2019, 591, 117317. [Google Scholar] [CrossRef]
- Tong, T.; Wallace, A.F.; Zhao, S.; Wang, Z. Mineral scaling in membrane desalination: Mechanisms, mitigation strategies, and feasibility of scaling-resistant membranes. J. Membr. Sci. 2019, 579, 52–69. [Google Scholar] [CrossRef]
- Goh, P.; Lau, W.; Othman, M.; Ismail, A. Membrane fouling in desalination and its mitigation strategies. Desalination 2018, 425, 130–155. [Google Scholar] [CrossRef]
- Miller, D.J.; Dreyer, D.R.; Bielawski, C.W.; Paul, D.R.; Freeman, B.D. Surface modification of water purification membranes. Angew. Chem. Int. Ed. 2017, 56, 4662–4711. [Google Scholar] [CrossRef] [Green Version]
- Werber, J.R.; Deshmukh, A.; Elimelech, M. The critical need for increased selectivity, not increased water permeability, for desalination membranes. Environ. Sci. Technol. Lett. 2016, 3, 112–120. [Google Scholar] [CrossRef]
- Epsztein, R.; DuChanois, R.M.; Ritt, C.L.; Noy, A.; Elimelech, M. Towards single-species selectivity of membranes with subnanometre pores. Nat. Nanotechnol. 2020, 15, 426–436. [Google Scholar] [CrossRef]
- Paul, D.R. Reformulation of the solution-diffusion theory of reverse osmosis. J. Membr. Sci. 2004, 241, 371–386. [Google Scholar] [CrossRef]
- Yasuda, H.; Lamaze, C.E.; Ikenberry, L.D. Permeability of solutes through hydrated polymer membranes. Part I. Diffusion of sodium chloride. Die Makromol. Chem. 1968, 118, 19–35. [Google Scholar] [CrossRef]
- Park, H.B.; Kamcev, J.; Robeson, L.M.; Elimelech, M.; Freeman, B.D. Maximizing the right stuff: The trade-off between membrane permeability and selectivity. Science 2017, 356, eaab0530. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wijmans, J.G.; Baker, R.W. The solution-diffusion model: A review. J. Membr. Sci. 1995, 107, 1–21. [Google Scholar] [CrossRef]
- Lonsdale, H.K.; Merten, U.; Riley, R.L. Transport properties of cellulose acetate osmotic membranes. J. Appl. Polym. Sci. 1965, 9, 1341–1362. [Google Scholar] [CrossRef]
- Doyle, D.A.; Cabral, J.M.; Pfuetzner, R.A.; Kuo, A.; Gulbis, J.M.; Cohen, S.L.; Chait, B.T.; MacKinnon, R. The Structure of the Potassium Channel: Molecular Basis of K+ Conduction and Selectivity. Science 1998, 280, 69–77. [Google Scholar] [CrossRef] [Green Version]
- Izatt†, R.M.; Lindh, G.C.; Clark, G.A.; Nakatsuji, Y.; Bradshaw, J.S.; Lamb, J.D.; Christensen, J.J. Proton-ionizable crown compounds: 5. Macrocycle-mediated proton-coupled transport of alkali metal cations in H2O CH2Cl2 H2O liquid membrane systems. J. Membr. Sci. 1987, 31, 1–13. [Google Scholar] [CrossRef]
- Hidefumi, S.; Keiichi, K.; Minoru, T.; Toshiyuki, S. Selective Lithium Ion Transport through Hollow-Fiber Membrane Containing Easily-Dissociable 14-Crown-4 Derivative. Bull. Chem. Soc. Jpn. 1989, 62, 3394–3396. [Google Scholar] [CrossRef] [Green Version]
- Hamilton, C.J.; Murphy, S.M.; Tighe, B.J. Synthetic hydrogels (10): Anomalous transport behaviour in crown ether-containing hydrogel membranes. Polymer 2000, 41, 3651–3658. [Google Scholar] [CrossRef]
- Sun, D.; Zhu, Y.; Meng, M.; Qiao, Y.; Yan, Y.; Li, C. Fabrication of highly selective ion imprinted macroporous membranes with crown ether for targeted separation of lithium ion. Sep. Purif. Technol. 2017, 175, 19–26. [Google Scholar] [CrossRef]
- Lu, J.; Qin, Y.; Zhang, Q.; Wu, Y.; Cui, J.; Li, C.; Wang, L.; Yan, Y. Multilayered ion-imprinted membranes with high selectivity towards Li+ based on the synergistic effect of 12-crown-4 and polyether sulfone. Appl. Surf. Sci. 2018, 427, 931–941. [Google Scholar] [CrossRef]
- Kimura, K.; Yoshinaga, M.; Kitazawa, S.; Shono, T. Synthesis of poly(vinyl alcohol)-based poly(crown ether)s and permeability of their polymeric membranes. J. Polym. Sci. Polym. Chem. Ed. 1983, 21, 2777–2785. [Google Scholar] [CrossRef]
- Tunca, U.; Yagci, Y. Crown ether-containing polymers. Prog. Polym. Sci. 1994, 19, 233–286. [Google Scholar] [CrossRef]
- Alexandratos, S.D.; Stine, C.L.; Sachleben, R.A.; Moyer, B.A. Immobilization of lithium-selective 14-crown-4 on crosslinked polymer supports. Polymer 2005, 46, 6347–6352. [Google Scholar] [CrossRef]
- Lawson, K.W.; Lloyd, D.R. Membrane distillation. J. Membr. Sci. 1997, 124, 1–25. [Google Scholar] [CrossRef]
- Zakrzewska-Trznadel, G.; Harasimowicz, M.; Chmielewski, A.G. Concentration of radioactive components in liquid low-level radioactive waste by membrane distillation. J. Membr. Sci. 1999, 163, 257–264. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Membrane distillation: A comprehensive review. Desalination 2012, 287, 2–18. [Google Scholar] [CrossRef]
- Schofield, R.; Fane, A.; Fell, C. Heat and mass transfer in membrane distillation. J. Membr. Sci. 1987, 33, 299–313. [Google Scholar] [CrossRef]
- Kebria, M.R.S.; Rahimpour, A. Membrane distillation: Basics, advances, and applications. In Advances in Membrane Technologies; IntechOpen: London, UK, 2020. [Google Scholar]
- Srisurichan, S.; Jiraratananon, R.; Fane, A. Mass transfer mechanisms and transport resistances in direct contact membrane distillation process. J. Membr. Sci. 2006, 277, 186–194. [Google Scholar] [CrossRef]
- Alklaibi, A.M.; Lior, N. Membrane-distillation desalination: Status and potential. Desalination 2005, 171, 111–131. [Google Scholar] [CrossRef]
- Macedonio, F.; Ali, A.; Poerio, T.; El-Sayed, E.; Drioli, E.; Abdel-Jawad, M. Direct contact membrane distillation for treatment of oilfield produced water. Sep. Purif. Technol. 2014, 126, 69–81. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Produced water treatment: Application of Air Gap Membrane Distillation. Desalination 2013, 309, 46–51. [Google Scholar] [CrossRef]
- Yao, M.; Woo, Y.C.; Tijing, L.D.; Choi, J.-S.; Shon, H.K. Effects of volatile organic compounds on water recovery from produced water via vacuum membrane distillation. Desalination 2018, 440, 146–155. [Google Scholar] [CrossRef] [Green Version]
- Thakur, A.K.; Hsieh, I.M.; Islam, M.R.; Lin, B.; Chen, C.-C.; Malmali, M. Performance of sweeping gas membrane distillation for treating produced water: Modeling and experiments. Desalination 2020, 492, 114597. [Google Scholar] [CrossRef]
- Al-Salmi, M.; Laqbaqbi, M.; Al-Obaidani, S.; Al-Maamari, R.S.; Khayet, M.; Al-Abri, M. Application of membrane distillation for the treatment of oil field produced water. Desalination 2020, 494, 114678. [Google Scholar] [CrossRef]
- Tavakkoli, S.; Lokare, O.R.; Vidic, R.D.; Khanna, V. A techno-economic assessment of membrane distillation for treatment of Marcellus shale produced water. Desalination 2017, 416, 24–34. [Google Scholar] [CrossRef]
- Al-Amshawee, S.; Yunus, M.Y.B.M.; Azoddein, A.A.M.; Hassell, D.G.; Dakhil, I.H.; Hasan, H.A. Electrodialysis desalination for water and wastewater: A review. Chem. Eng. J. 2020, 380, 122231. [Google Scholar] [CrossRef]
- Strathmann, H. Electrodialysis, a mature technology with a multitude of new applications. Desalination 2010, 264, 268–288. [Google Scholar] [CrossRef]
- Campione, A.; Gurreri, L.; Ciofalo, M.; Micale, G.; Tamburini, A.; Cipollina, A. Electrodialysis for water desalination: A critical assessment of recent developments on process fundamentals, models and applications. Desalination 2018, 434, 121–160. [Google Scholar] [CrossRef]
- Sirivedhin, T.; McCue, J.; Dallbauman, L. Reclaiming produced water for beneficial use: Salt removal by electrodialysis. J. Membr. Sci. 2004, 243, 335–343. [Google Scholar] [CrossRef]
- Sosa-Fernandez, P.A.; Post, J.W.; Ramdlan, M.S.; Leermakers, F.A.M.; Bruning, H.; Rijnaarts, H.H.M. Improving the performance of polymer-flooding produced water electrodialysis through the application of pulsed electric field. Desalination 2020, 484, 114424. [Google Scholar] [CrossRef]
- Guolin, J.; Xiaoyu, W.; Chunjie, H. The effect of oilfield polymer-flooding wastewater on anion-exchange membrane performance. Desalination 2008, 220, 386–393. [Google Scholar] [CrossRef]
- Zuo, X.; Wang, L.; He, J.; Li, Z.; Yu, S. SEM-EDX studies of SiO2/PVDF membranes fouling in electrodialysis of polymer-flooding produced wastewater: Diatomite, APAM and crude oil. Desalination 2014, 347, 43–51. [Google Scholar] [CrossRef]
- Sosa-Fernandez, P.A.; Post, J.W.; Leermakers, F.A.M.; Rijnaarts, H.H.M.; Bruning, H. Removal of divalent ions from viscous polymer-flooding produced water and seawater via electrodialysis. J. Membr. Sci. 2019, 589, 117251. [Google Scholar] [CrossRef]
- Xia, Q.; Guo, H.; Ye, Y.; Yu, S.; Li, L.; Li, Q.; Zhang, R. Study on the fouling mechanism and cleaning method in the treatment of polymer flooding produced water with ion exchange membranes. RSC Adv. 2018, 8, 29947–29957. [Google Scholar] [CrossRef] [Green Version]
- Finklea, H.; Lin, L.-S.; Khajouei, G. Electrodialysis of softened produced water from shale gas development. J. Water Process Eng. 2022, 45, 102486. [Google Scholar] [CrossRef]
- Malek, P.; Ortiz, J.M.; Richards, B.S.; Schäfer, A.I. Electrodialytic removal of NaCl from water: Impacts of using pulsed electric potential on ion transport and water dissociation phenomena. J. Membr. Sci. 2013, 435, 99–109. [Google Scholar] [CrossRef] [Green Version]
- Cifuentes-Araya, N.; Pourcelly, G.; Bazinet, L. Multistep mineral fouling growth on a cation-exchange membrane ruled by gradual sieving effects of magnesium and carbonate ions and its delay by pulsed modes of electrodialysis. J. Colloid Interface Sci. 2012, 372, 217–230. [Google Scholar] [CrossRef]
- Nativ, P.; Fridman-Bishop, N.; Nir, O.; Lahav, O. Dia-nanofiltration-electrodialysis hybrid process for selective removal of monovalent ions from Mg2+ rich brines. Desalination 2020, 481, 114357. [Google Scholar] [CrossRef]
- Conforti, K.M.; Bazant, M.Z. Continuous ion-selective separations by shock electrodialysis. AIChE J. 2020, 66, e16751. [Google Scholar] [CrossRef]
- Albayati, T.M.; Sabri, A.A.; Alazawi, R.A. Separation of methylene blue as pollutant of water by SBA-15 in a fixed-bed column. Arab. J. Sci. Eng. 2016, 41, 2409–2415. [Google Scholar] [CrossRef]
- Babel, S.; Kurniawan, T.A. Low-cost adsorbents for heavy metals uptake from contaminated water: A review. J. Hazard. Mater. 2003, 97, 219–243. [Google Scholar] [CrossRef]
- Beltrame, K.K.; Cazetta, A.L.; de Souza, P.S.; Spessato, L.; Silva, T.L.; Almeida, V.C. Adsorption of caffeine on mesoporous activated carbon fibers prepared from pineapple plant leaves. Ecotoxicol. Environ. Saf. 2018, 147, 64–71. [Google Scholar] [CrossRef] [PubMed]
- Enniya, I.; Rghioui, L.; Jourani, A. Adsorption of hexavalent chromium in aqueous solution on activated carbon prepared from apple peels. Sustain. Chem. Pharm. 2018, 7, 9–16. [Google Scholar] [CrossRef]
- Laksaci, H.; Khelifi, A.; Trari, M.; Addoun, A. Synthesis and characterization of microporous activated carbon from coffee grounds using potassium hydroxides. J. Clean. Prod. 2017, 147, 254–262. [Google Scholar] [CrossRef]
- Yang, K.; Jiang, Y.; Yang, J.; Lin, D. Correlations and adsorption mechanisms of aromatic compounds on biochars produced from various biomass at 700 C. Environ. Pollut. 2018, 233, 64–70. [Google Scholar] [CrossRef]
- Nadeem, M.; Mahmood, A.; Shahid, S.; Shah, S.; Khalid, A.; McKay, G. Sorption of lead from aqueous solution by chemically modified carbon adsorbents. J. Hazard. Mater. 2006, 138, 604–613. [Google Scholar] [CrossRef]
- Acosta, R.; Nabarlatz, D.; Sánchez-Sánchez, A.; Jagiello, J.; Gadonneix, P.; Celzard, A.; Fierro, V. Adsorption of Bisphenol A on KOH-activated tyre pyrolysis char. J. Environ. Chem. Eng. 2018, 6, 823–833. [Google Scholar] [CrossRef]
- Mendoza-Carrasco, R.; Cuerda-Correa, E.M.; Alexandre-Franco, M.F.; Fernández-González, C.; Gómez-Serrano, V. Preparation of high-quality activated carbon from polyethyleneterephthalate (PET) bottle waste. Its use in the removal of pollutants in aqueous solution. J. Environ. Manag. 2016, 181, 522–535. [Google Scholar] [CrossRef]
- Pandey, S.; Fosso-Kankeu, E.; Spiro, M.J.; Waanders, F.; Kumar, N.; Ray, S.S.; Kim, J.; Kang, M. Equilibrium, kinetic, and thermodynamic studies of lead ion adsorption from mine wastewater onto MoS2-clinoptilolite composite. Mater. Today Chem. 2020, 18, 100376. [Google Scholar] [CrossRef]
- Malekmohammadi, S.; Mirbagheri, A.; Ehteshami, M. Comparison of silica, activated carbon, and zeolite adsorbents in the removal of ammonium, iron, COD, turbidity and phosphate pollutants, and investigating the effect of discharge on the removal of pollutants. Int. J. Humanit. Cult. Stud. (IJHCS) 2016, 3, 667–679, ISSN 2356-5926. [Google Scholar]
- Bandura, L.; Woszuk, A.; Kołodyńska, D.; Franus, W. Application of Mineral Sorbents for Removal of Petroleum Substances: A Review. Minerals 2017, 7, 37. [Google Scholar] [CrossRef] [Green Version]
- Hamidpour, M.; Kalbasi, M.; Afyuni, M.; Shariatmadari, H.; Holm, P.E.; Hansen, H.C.B. Sorption hysteresis of Cd(II) and Pb(II) on natural zeolite and bentonite. J. Hazard. Mater. 2010, 181, 686–691. [Google Scholar] [CrossRef]
- Yang, X.; Yang, S.; Yang, S.; Hu, J.; Tan, X.; Wang, X. Effect of pH, ionic strength and temperature on sorption of Pb(II) on NKF-6 zeolite studied by batch technique. Chem. Eng. J. 2011, 168, 86–93. [Google Scholar] [CrossRef]
- Vega, D.P.; González, C.; Escalante, C.A.; Gallego, J.; Salamanca, M.; Manrique-Losada, L. Use of faujasite-type zeolite for ion adsorption in municipal wastewater. Tecnol. Cienc. Agua 2018, 9, 184–208. [Google Scholar]
- Payne, K.B.; Abdel-Fattah, T.M. Adsorption of Divalent Lead Ions by Zeolites and Activated Carbon: Effects of pH, Temperature, and Ionic Strength. J. Environ. Sci. Health Part A 2004, 39, 2275–2291. [Google Scholar] [CrossRef]
- Paliulis, D. Removal of Formaldehyde from Synthetic Wastewater Using Natural and Modified Zeolites. Pol. J. Environ. Stud. 2016, 25, 251–257. [Google Scholar] [CrossRef]
- Al-Haddad, A.; Chmielewska, E.; Al-Radwan, S. A brief comparable lab. examination for oil refinery wastewater treatment using the zeolitic and carbonaceous adsorbents. Pet. Coal 2007, 49, 21–26. [Google Scholar]
- Doyle, D.; Brown, A. Produced water treatment and hydrocarbon removal with organoclay. In Proceedings of the SPE Annual Technical Conference and Exhibition, Dallas, TX, USA, 17–19 October 2000. [Google Scholar]
- Doyle, D.; Brown, A. Field test of produced water treatment with polymer modified bentonite. In Proceedings of the SPE Rocky Mountain Regional Meeting, Long Beach, CA, USA, 25–27 June 1997. [Google Scholar]
- Arthur, J.D.; Langhus, B.G.; Patel, C. Technical Summary of Oil & Gas Produced Water Treatment Technologies; All Consulting, LLC: Tulsa, OK, USA, 2005. [Google Scholar]
- Jan, R.; Reed, T. New caustic process for softening produced water for steam generation. SPE Prod. Eng. 1992, 7, 199–202. [Google Scholar] [CrossRef]
- Hendges, L.T.; Costa, T.C.; Temochko, B.; Gómez González, S.Y.; Mazur, L.P.; Marinho, B.A.; da Silva, A.; Weschenfelder, S.E.; de Souza, A.A.U.; de Souza, S.M.A.G.U. Adsorption and desorption of water-soluble naphthenic acid in simulated offshore oilfield produced water. Process Saf. Environ. Prot. 2021, 145, 262–272. [Google Scholar] [CrossRef]
- Nasrollahzadeh, M.; Sajjadi, M.; Iravani, S.; Varma, R.S. Starch, cellulose, pectin, gum, alginate, chitin and chitosan derived (nano)materials for sustainable water treatment: A review. Carbohydr. Polym. 2021, 251, 116986. [Google Scholar] [CrossRef] [PubMed]
- Sajjadi, M.; Ahmadpoor, F.; Nasrollahzadeh, M.; Ghafuri, H. Lignin-derived (nano)materials for environmental pollution remediation: Current challenges and future perspectives. Int. J. Biol. Macromol. 2021, 178, 394–423. [Google Scholar] [CrossRef] [PubMed]
- Sirajudheen, P.; Poovathumkuzhi, N.C.; Vigneshwaran, S.; Chelaveettil, B.M.; Meenakshi, S. Applications of chitin and chitosan based biomaterials for the adsorptive removal of textile dyes from water—A comprehensive review. Carbohydr. Polym. 2021, 273, 118604. [Google Scholar] [CrossRef] [PubMed]
- Kamińska, G.; Bohdziewicz, J. Potential of various materials for adsorption of micropollutants from wastewater. Environ. Prot. Eng. 2016, 42, 161–178. [Google Scholar]
- Alardhi, S.M.; Albayati, T.M.; Alrubaye, J.M. Adsorption of the methyl green dye pollutant from aqueous solution using mesoporous materials MCM-41 in a fixed-bed column. Heliyon 2020, 6, e03253. [Google Scholar] [CrossRef] [Green Version]
- Patel, H. Fixed-bed column adsorption study: A comprehensive review. Appl. Water Sci. 2019, 9, 45. [Google Scholar] [CrossRef] [Green Version]
- Albayati, T.M.; Kalash, K.R. Polycyclic aromatic hydrocarbons adsorption from wastewater using different types of prepared mesoporous materials MCM-41in batch and fixed bed column. Process Saf. Environ. Prot. 2020, 133, 124–136. [Google Scholar] [CrossRef]
- Crini, G.; Lichtfouse, E. Advantages and disadvantages of techniques used for wastewater treatment. Environ. Chem. Lett. 2019, 17, 145–155. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Parameter | Values | Heavy Metal | Values (mg/L) |
|---|---|---|---|
| Density (kg/m3) | 1014–1140 | Calcium | 13–25,800 |
| Conductivity (μS/cm) | 4200–58,600 | Sodium | 132–97,000 |
| Surface Tension (dynes/cm) | 43–78 | Potassium | 24–4300 |
| TOC (mg/L) | 0–1500 | Magnesium | 8–6000 |
| COD (mg/L) | 1220 | Iron | <0.1–100 |
| TSS (mg/L) | 1.2–1000 | Aluminum | 310–410 |
| pH | 4.3–10 | Boron | 5–95 |
| Total oil (IR; mg/L) | 2–565 | Barium | 1.3–650 |
| Volatile (BTEX; mg/L) | 0.39–35 | Cadmium | <0.005–0.2 |
| Base/neutrals (mg/L) | <140 | Chromium | 0.02–1.1 |
| Total non-volatile oil and grease (by GLC/MS) base (μg/L) | 275 | Copper | <0.002–1.5 |
| Chloride (mg/L) | 80–200,000 | Lithium | 3–50 |
| Bicarbonate (mg/L) | 77–3990 | Manganese | <0.004–175 |
| Sulfate (mg/L) | <2–1650 | Lead | 0.002–8.8 |
| Ammonia nitrogen (mg/L) | 10–300 | Strontium | 0.02–1000 |
| Sulfite (mg/L) | 10 | Titanium | <0.01–0.7 |
| Total polar (mg/L) | 9.7–600 | Zinc | 0.01–35 |
| Higher acids (mg/L) | <1–63 | Arsenic | <0.005–0.3 |
| Phenols (mg/L) | 0.009–23 | Mercury | <0.001–0.002 |
| VFA’s (volatile fatty acids) (mg/L) | 2–4900 | Silver | <0.001–0.15 |
| Beryllium | <0.001–0.004 |
| Constituent | Concentration (mg/L) | Market Price ($/dmtu) | Collection Efficiency | Yearly Metal Mass (dmtu) | Metal Revenue |
|---|---|---|---|---|---|
| Lithium Hydroxide | 32 | $12,600.00 | 95% | 1.3 | $16,000 |
| Magnesium Powder | 492 | $2250.00 | 95% | 20 | $44,500 |
| Strontium Metal | 709 | $6600.00 | 95% | 28 | $190,000 |
| Per Well Estimations | |
|---|---|
| Total Volume of PW per well [cubic meter (m3)/year (yr)] | 40,076 |
| Total Mass of Metals per well [Dry metric ton (dmtu)/year (yr)] | 50 |
| Total Revenue per well [Dollars ($)/year (yr)] | 250,000 |
| Market Segmentation | |
|---|---|
| Percentage of Treated PW [effect of SAM] | 10.00% |
| Percentage our system can treat [effect of SOM] | 1.00% |
| Number of Active Horizontal Wells in the US | 1,292,669.00 |
| Number of Active Horizontal wells in Texas | 415,354.00 |
| Market Sizing | Revenue [$/yr] | PW Volume Handled [m3/yr] | Mass Handled [dmtu/yr] |
|---|---|---|---|
| Potential Addressable Market [PAM] (US Total) | $320,000,000,000 | 52,000,000,000 | 64,000,000 |
| Total Addressable Market [TAM] (Texas Total) | $103,000,000,000 | 16,650,000,000 | 21,000,000 |
| Serviceable Available Market [SAM] | $10,000,000,000 | 1,665,000,000 | 2,000,000 |
| Serviceable Obtainable Market [SOM] | $103,000,000 | 16,650,000 | 21,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miranda, M.A.; Ghosh, A.; Mahmodi, G.; Xie, S.; Shaw, M.; Kim, S.; Krzmarzick, M.J.; Lampert, D.J.; Aichele, C.P. Treatment and Recovery of High-Value Elements from Produced Water. Water 2022, 14, 880. https://doi.org/10.3390/w14060880
Miranda MA, Ghosh A, Mahmodi G, Xie S, Shaw M, Kim S, Krzmarzick MJ, Lampert DJ, Aichele CP. Treatment and Recovery of High-Value Elements from Produced Water. Water. 2022; 14(6):880. https://doi.org/10.3390/w14060880
Chicago/Turabian StyleMiranda, Michael Angelo, Anirban Ghosh, Ghader Mahmodi, Songpei Xie, Madelyn Shaw, Seokjhin Kim, Mark J. Krzmarzick, David J. Lampert, and Clint P. Aichele. 2022. "Treatment and Recovery of High-Value Elements from Produced Water" Water 14, no. 6: 880. https://doi.org/10.3390/w14060880
APA StyleMiranda, M. A., Ghosh, A., Mahmodi, G., Xie, S., Shaw, M., Kim, S., Krzmarzick, M. J., Lampert, D. J., & Aichele, C. P. (2022). Treatment and Recovery of High-Value Elements from Produced Water. Water, 14(6), 880. https://doi.org/10.3390/w14060880