
Experimental Study on Surface Erosion of Grade A Marine Steel by Ultrahigh-Pressure Water Jet


Abstract
:1. Introduction
2. Simulation Model of Hydrodynamic Characteristics of Ultrahigh-Pressure Water Jet
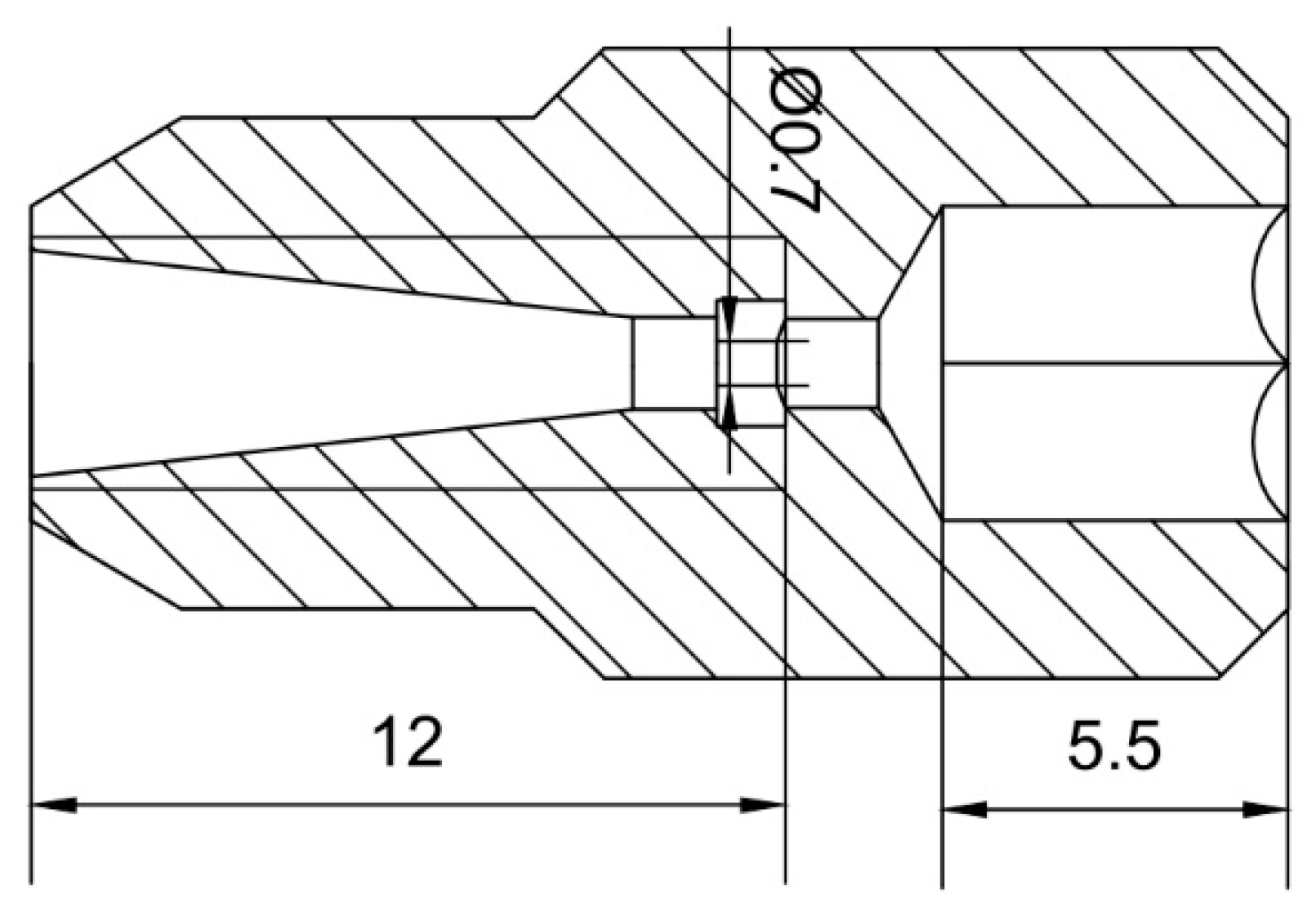
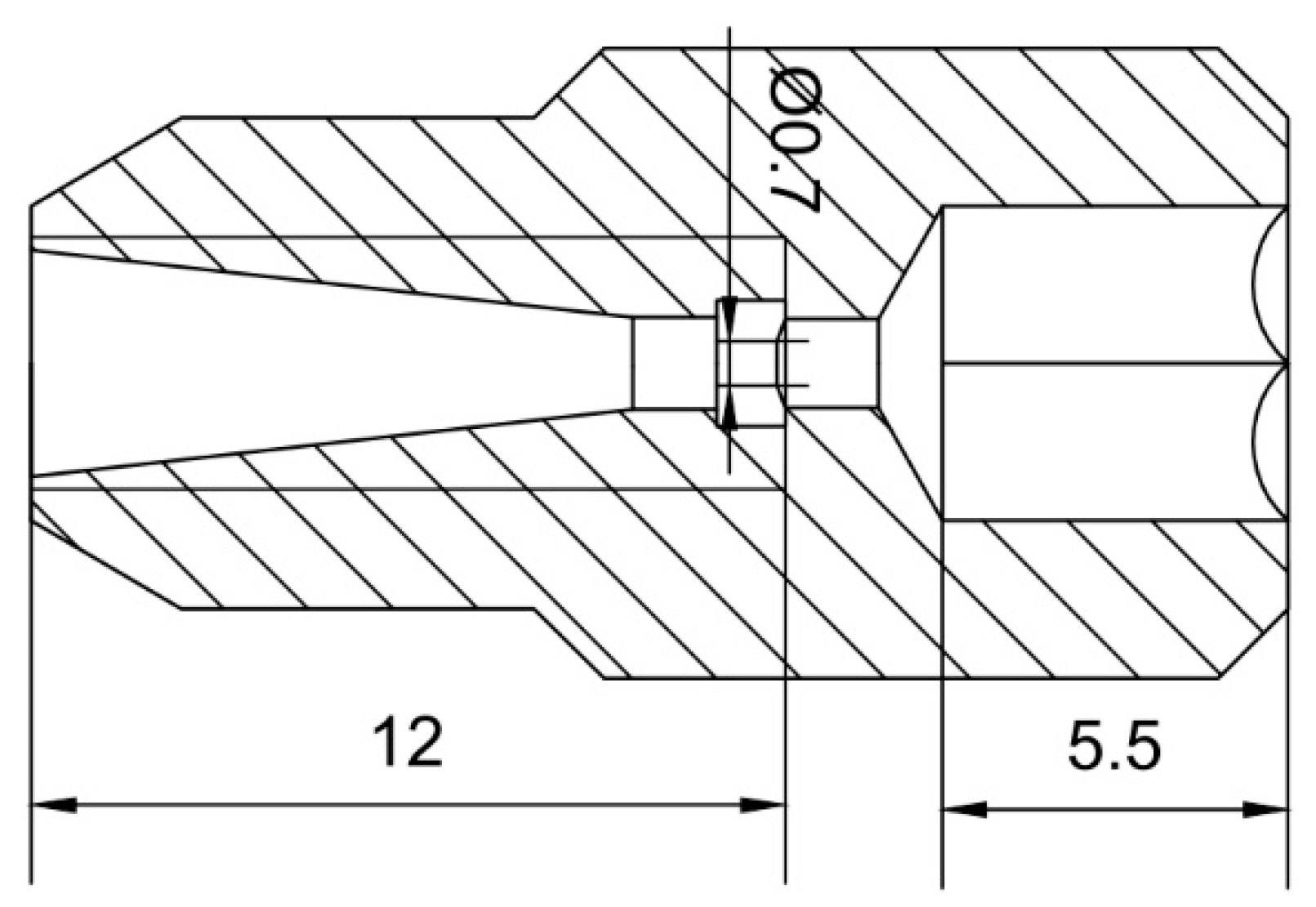
2.1. Geometric Model
2.2. Governing Equation
2.2.1. Multiphase Flow Model
2.2.2. Cavitation Model
2.2.3. Turbulence Model
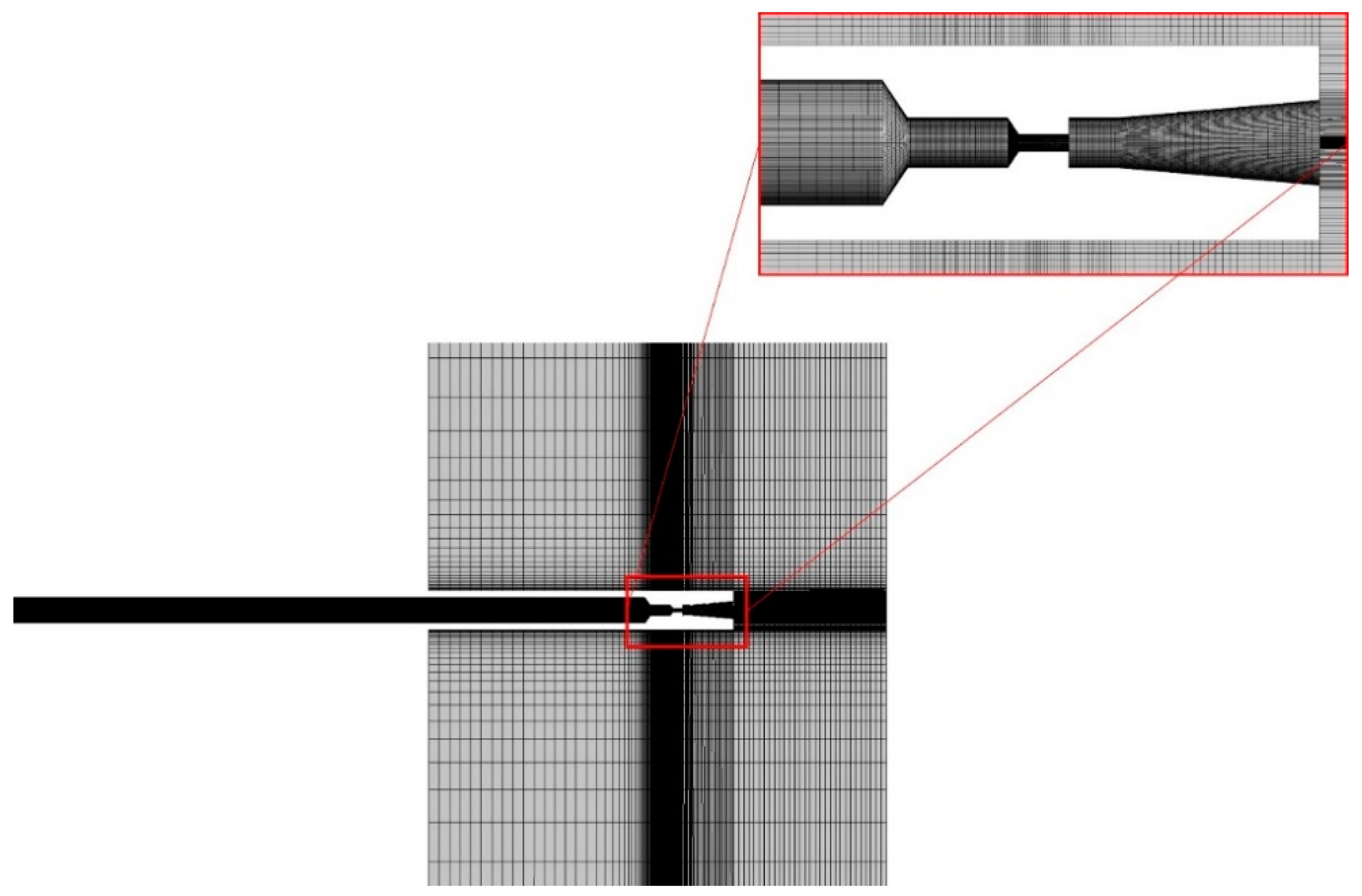
2.3. Meshing
2.4. Boundary Conditions
3. Experimental Design
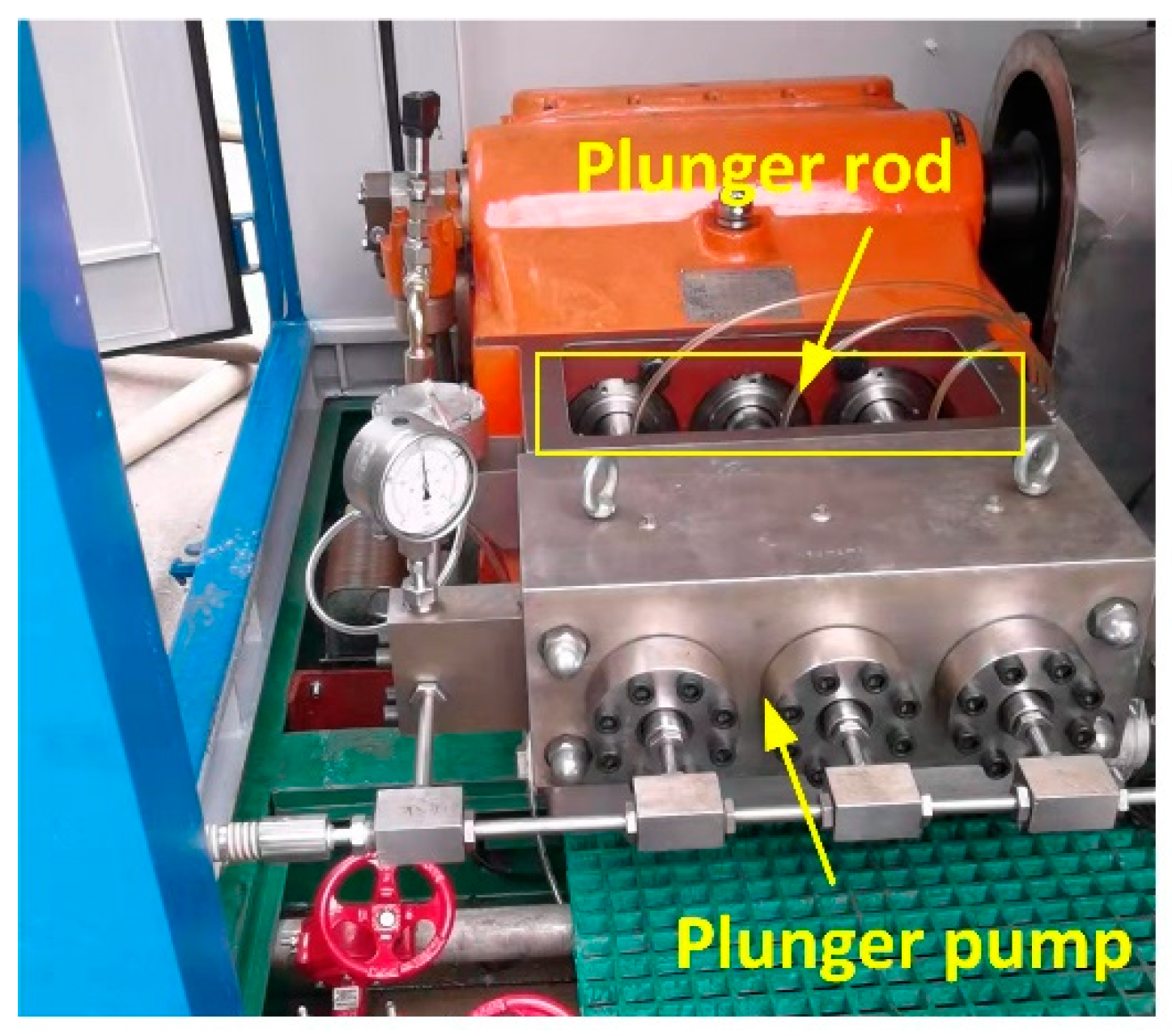
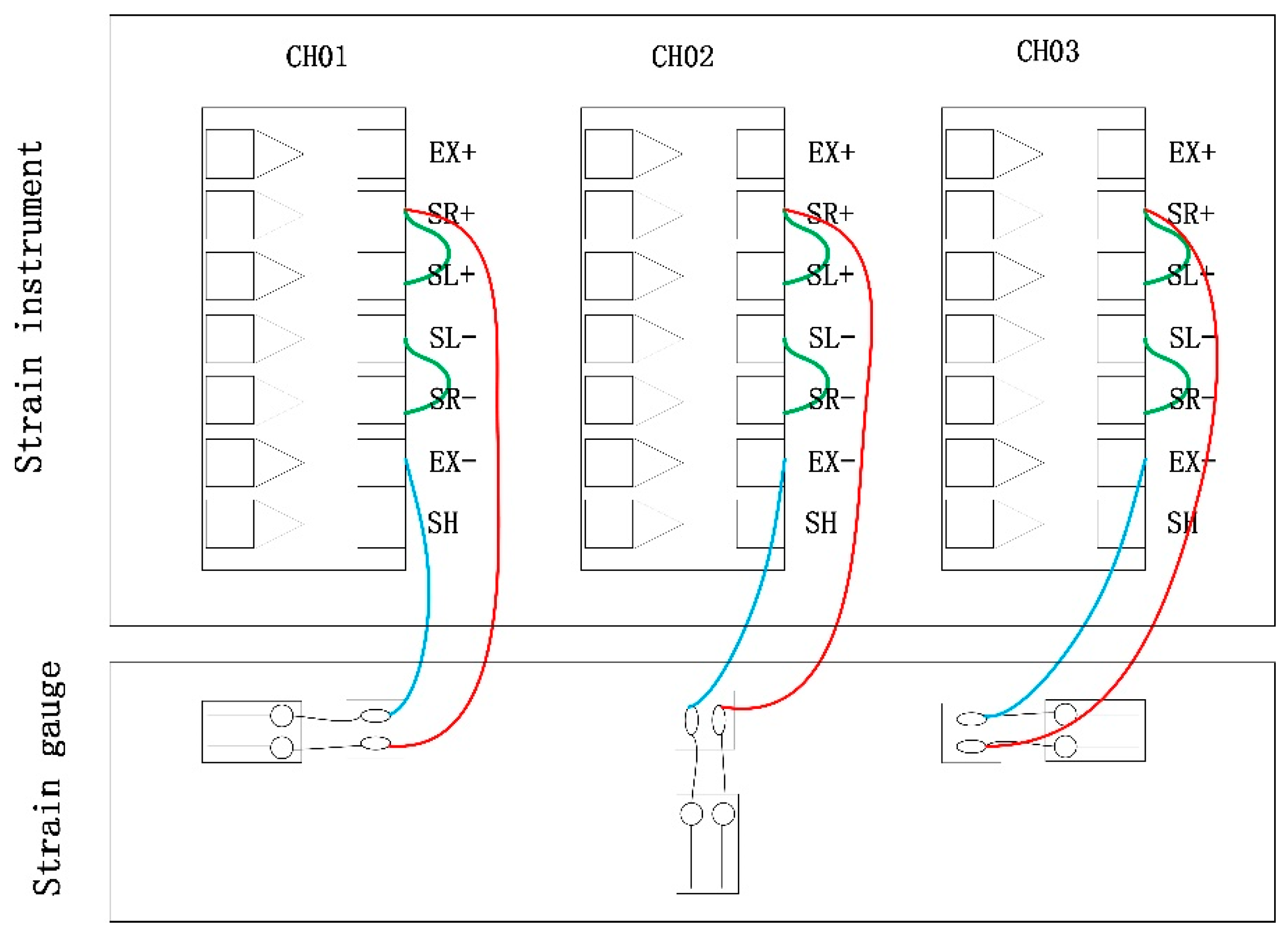
3.1. Specimen Preparation and Dynamic Strain Measurement
3.2. Microstructure and Surface Topography Detection
4. Results and Discussion
4.1. Analysis of Flow Field Simulation
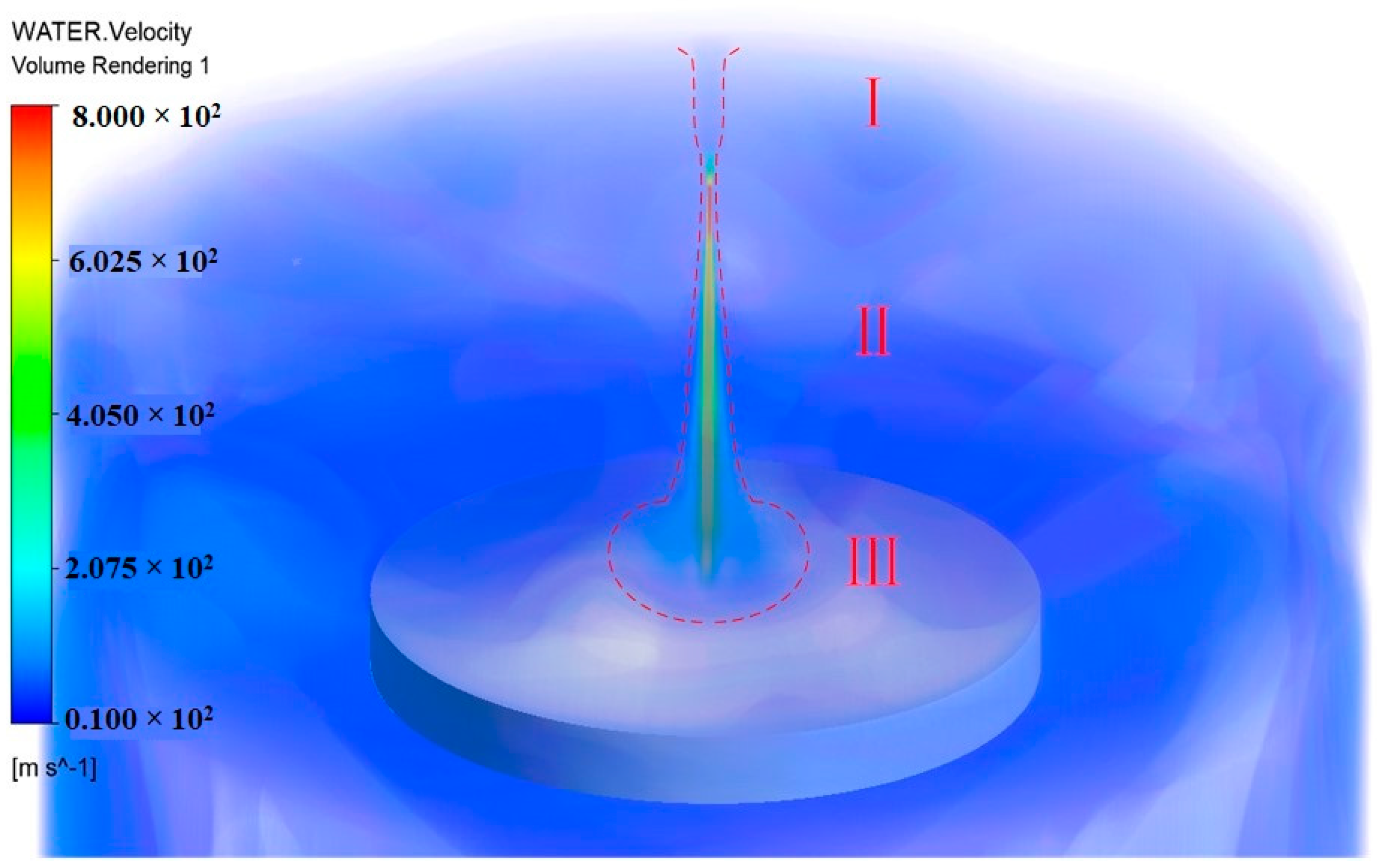
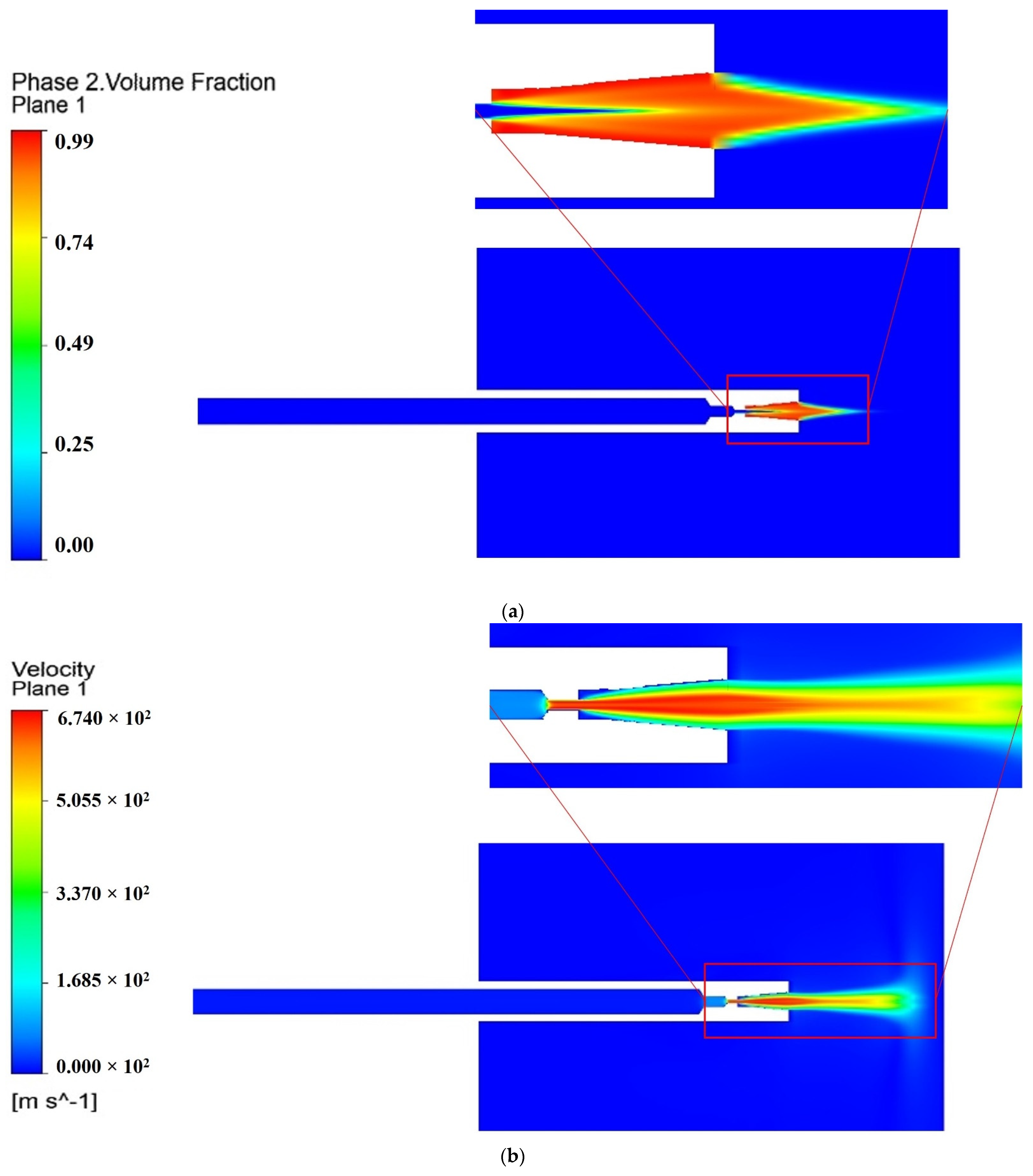
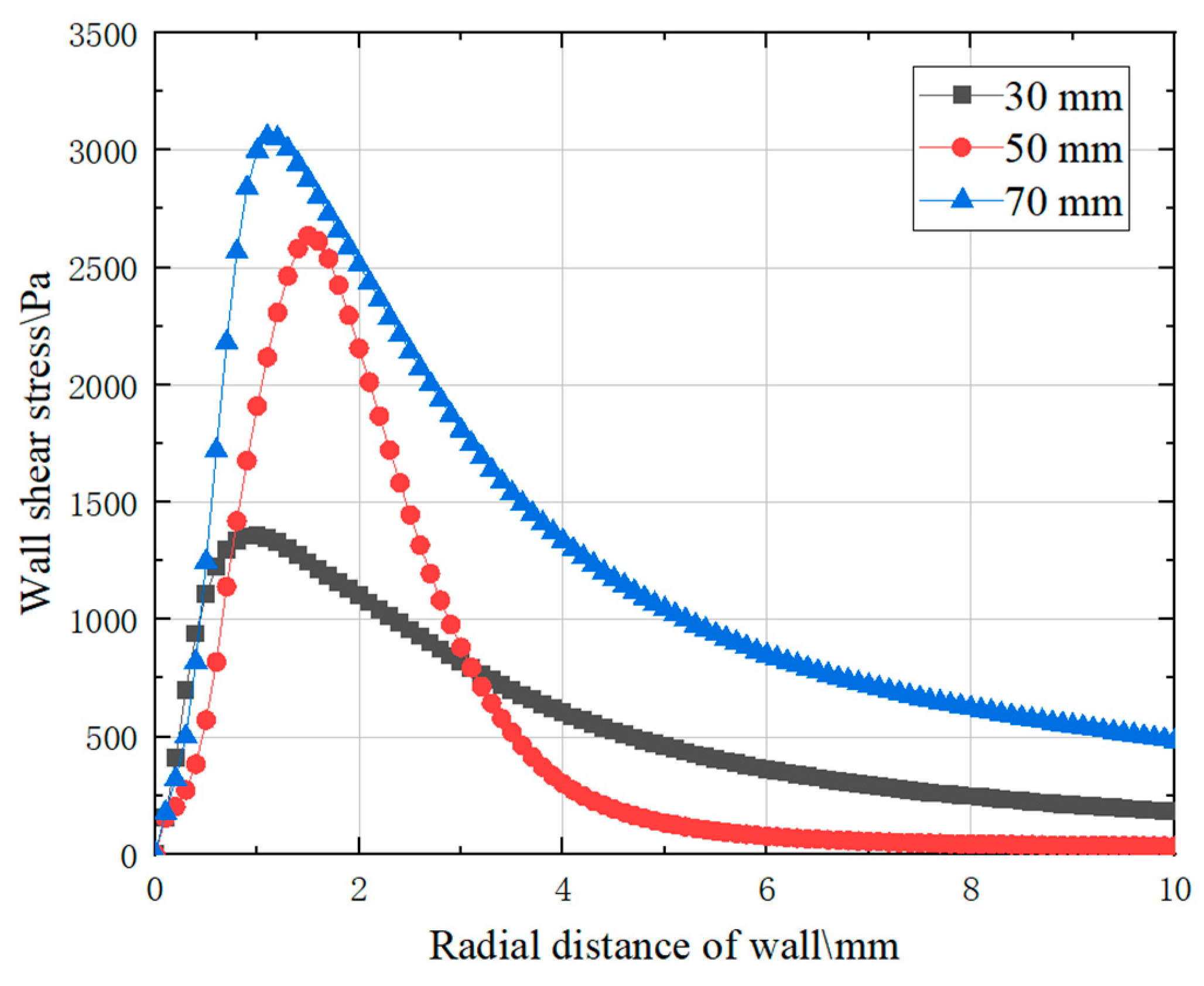
4.1.1. Effect of Target Distance on Jet Effect
4.1.2. Influence of Incidence Angle on Effect of Jet
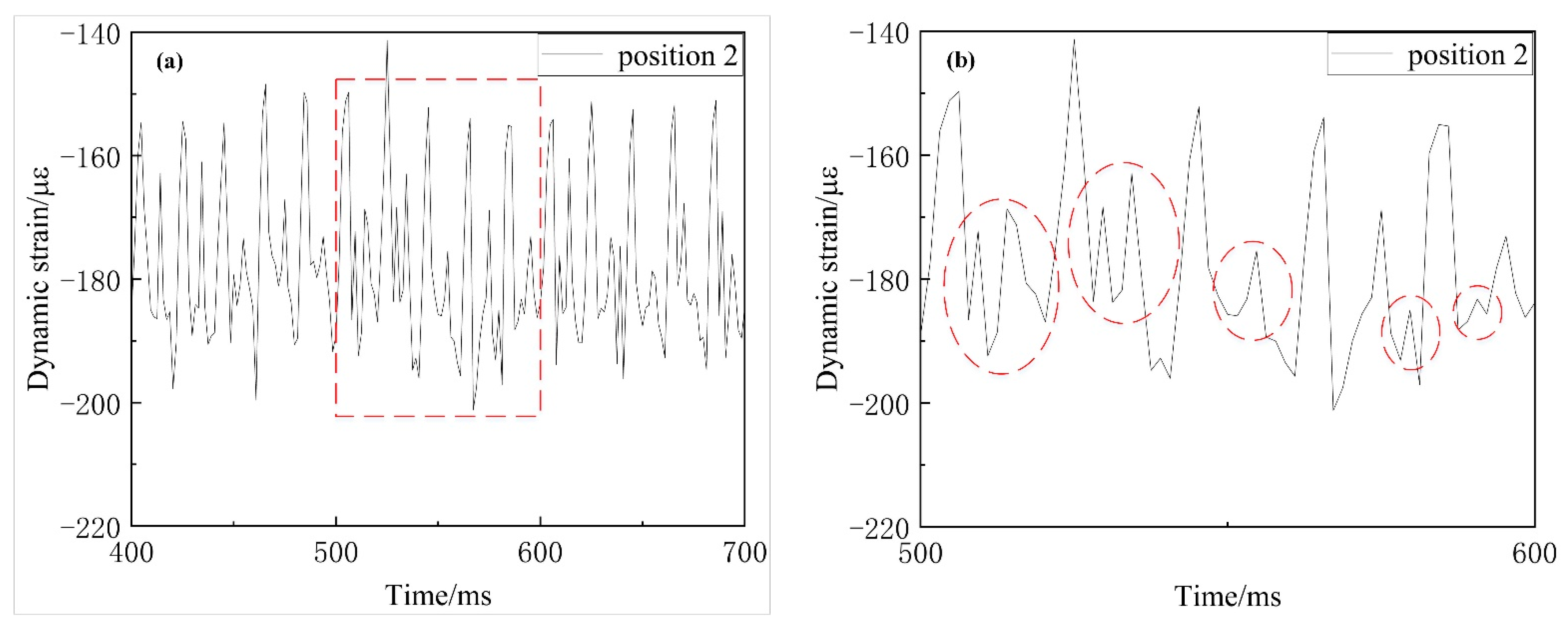
4.2. Dynamic Strain Measurement and Analysis
4.3. Surface Morphology and Composition Analysis of Grade A Marine Steel Jet Erosion
4.3.1. Analysis of Phase and Microstructure
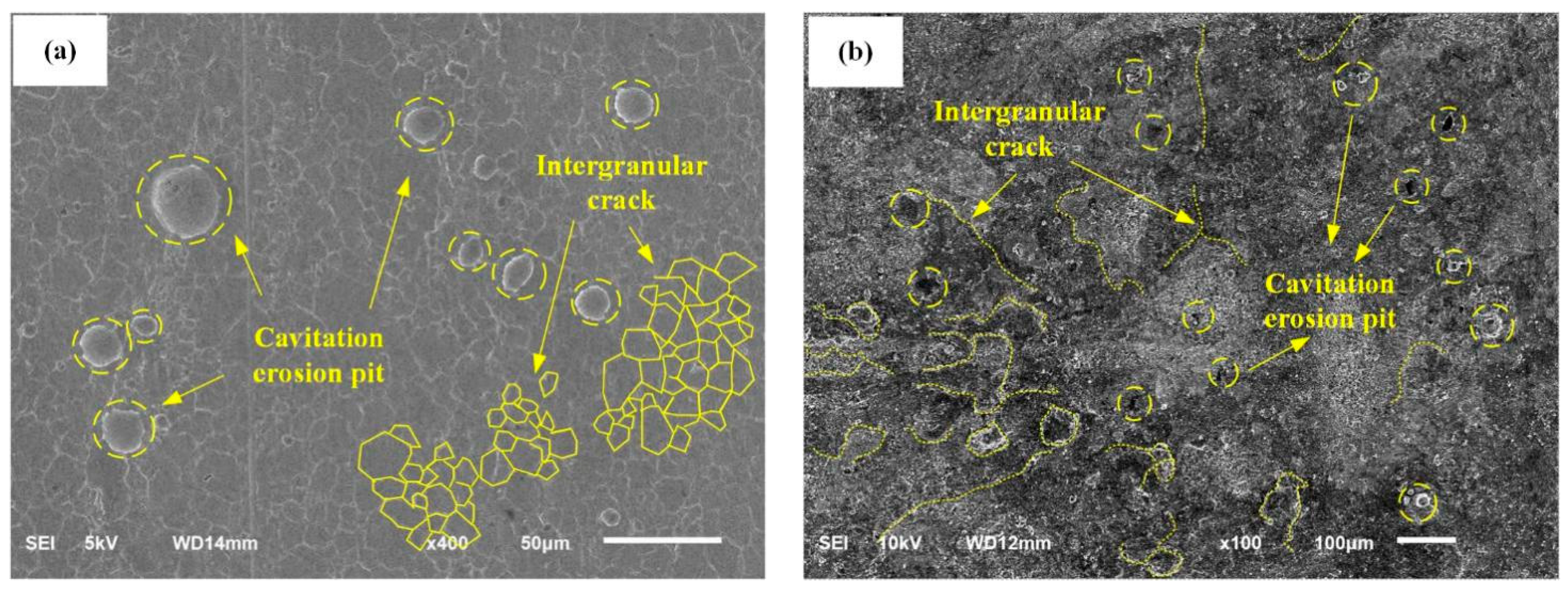
4.3.2. Analysis of Surface Morphology and Erosion Fracture
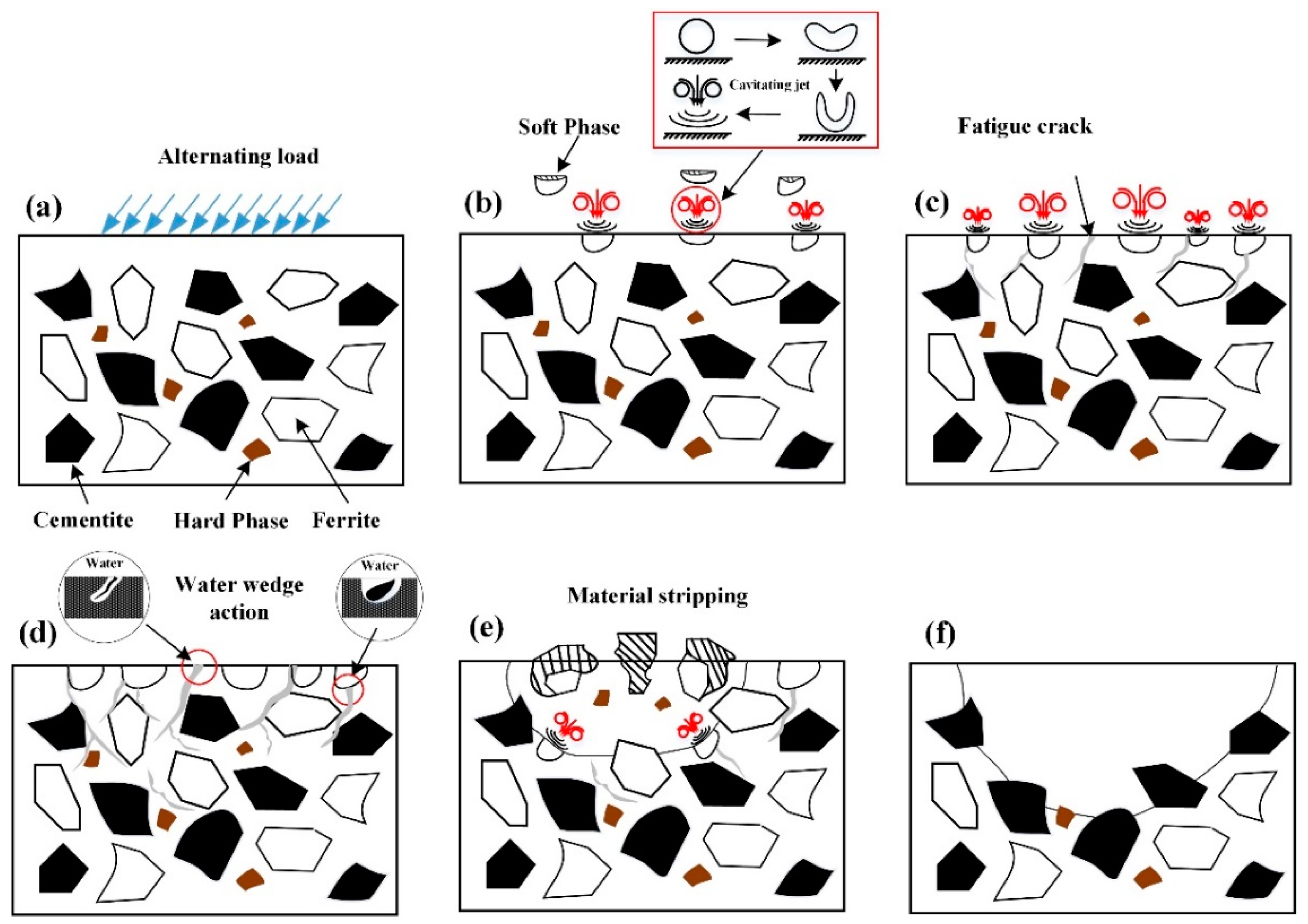
4.4. Jet Erosion and Stripping Model of Grade A marine Steel
5. Conclusions
- (1)
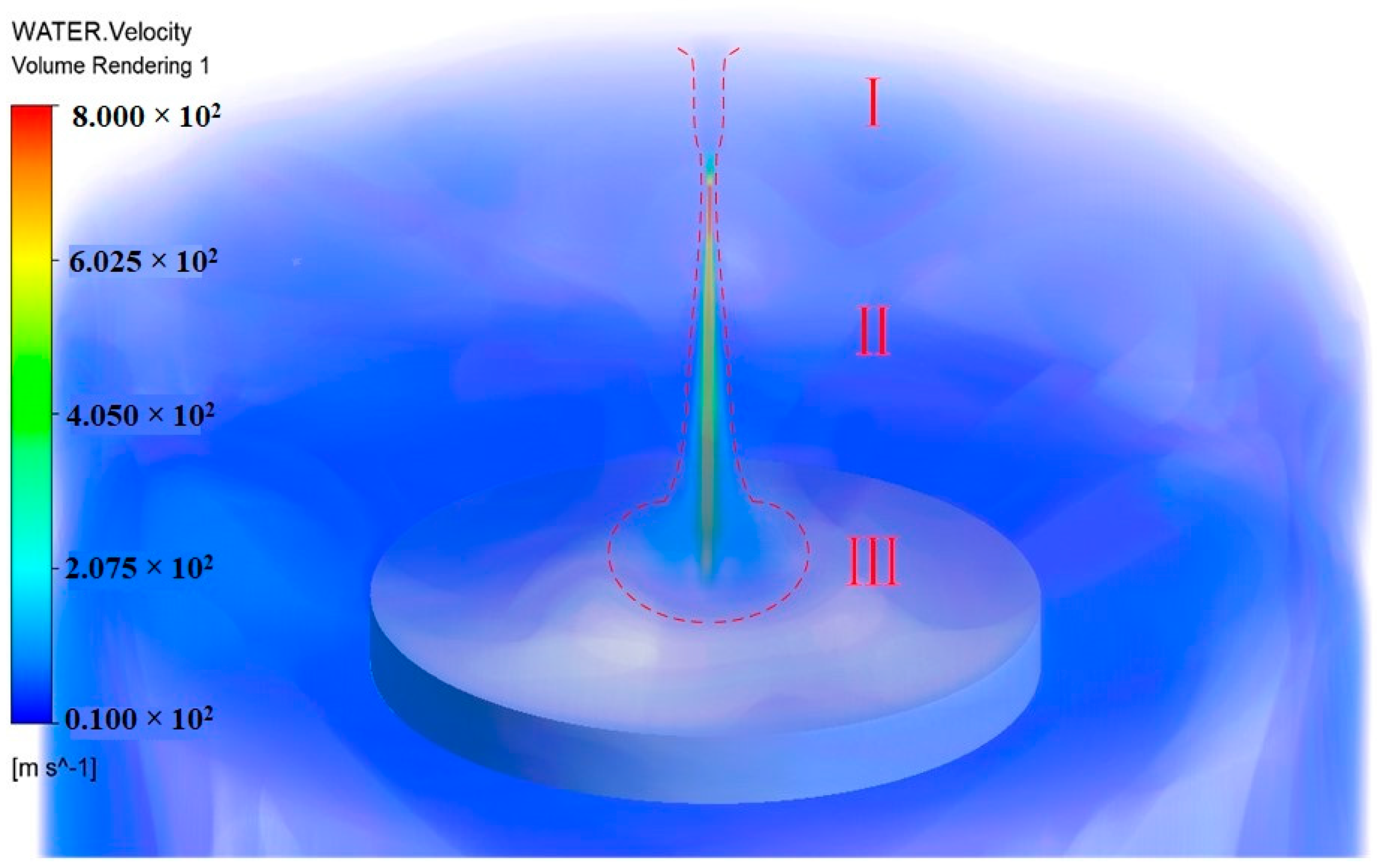
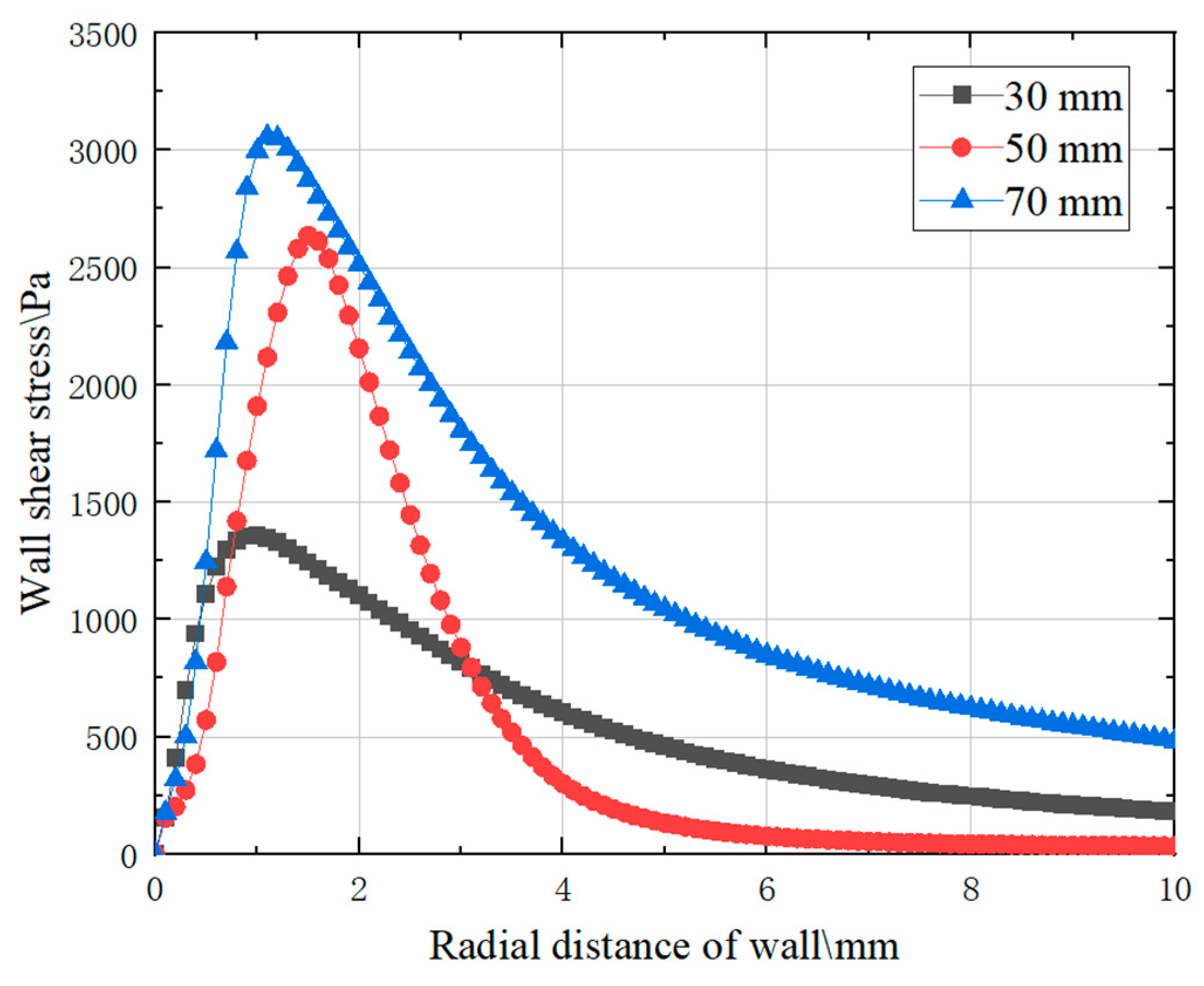
- According to the simulation results, the wall shear stress increased with the target distance, and the increasing trend gradually slowed down. When the jet was incident at a certain angle, the energy loss of the jet was reduced to a certain extent, and the peak value of shear stress on the wall increased, which played a significant role in improving the jet effect;
- (2)
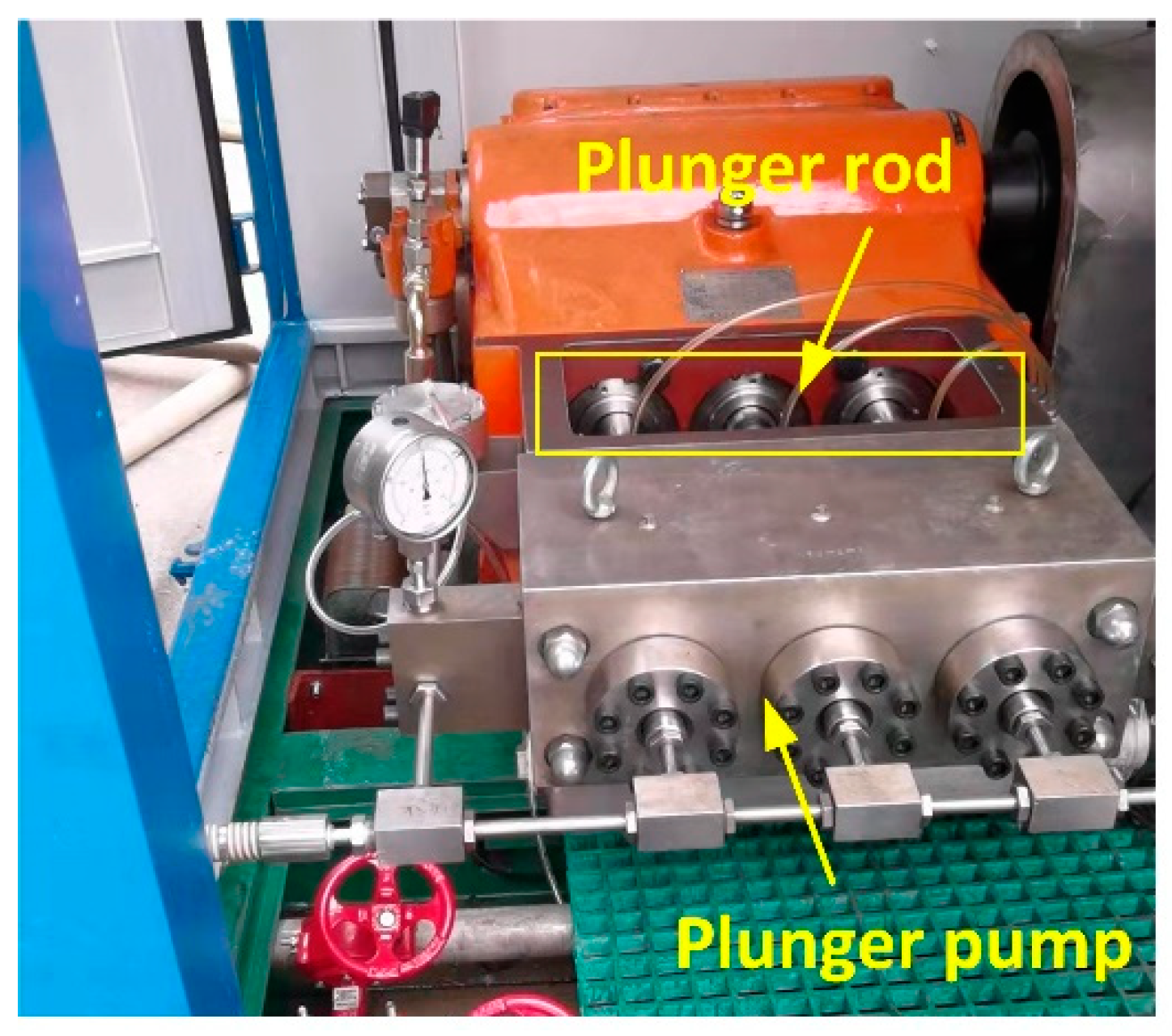
- Under the pressure of 200 MPa, the average microstrain at the back of the center area of the Grade A marine steel was 180 × 10−6, and the microstrain amplitude was 35 × 10−6–50 × 10−6. The dynamic strain response frequency of the water jet on the ship plate was mainly determined by the pulsation frequency of the high-pressure water outlet, and the impact of the ultrahigh-pressure water jet on the material caused alternating stress with cyclic pulsation. At 200 MPa, the pressure at the center and edge of the jet was essentially unchanged, and the pressure difference could be ignored;
- (3)
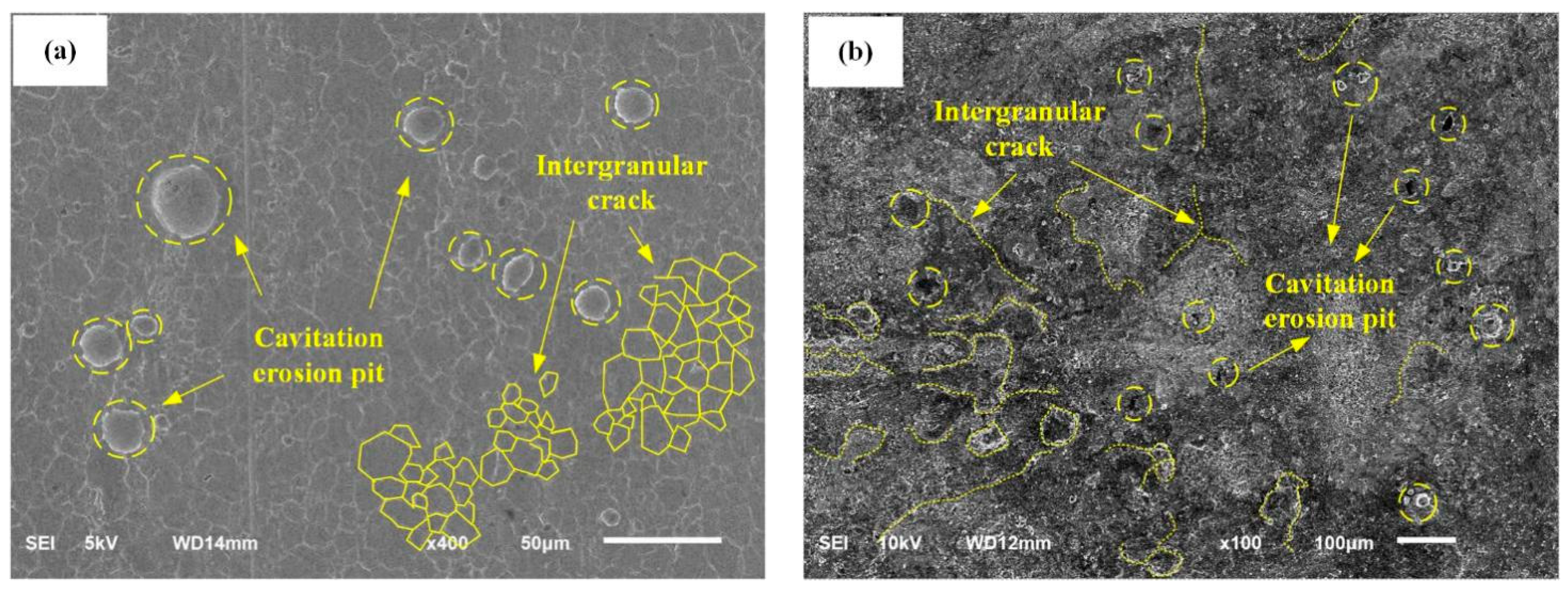
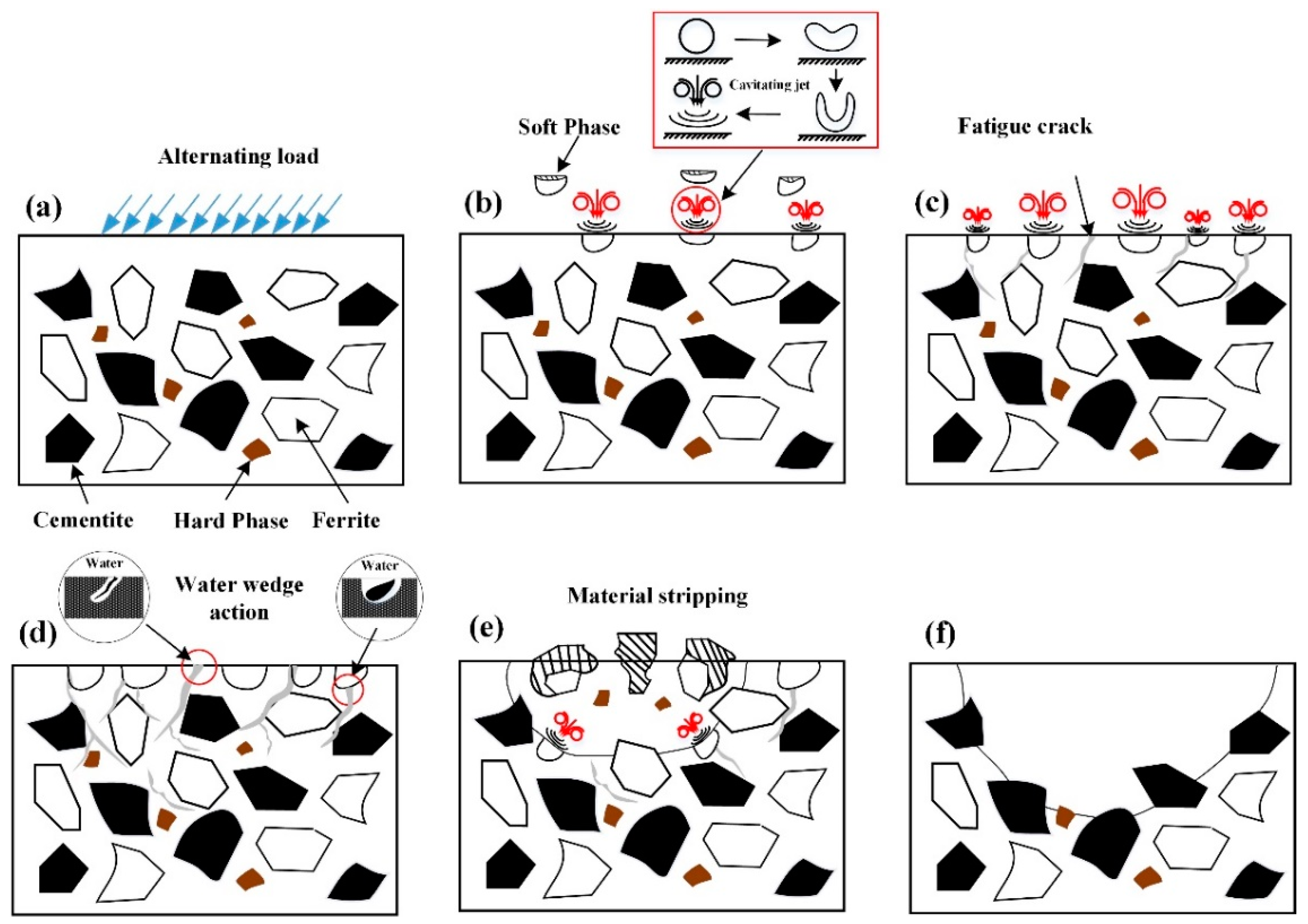
- The matrix of Grade A marine steel consists of a ferrite and pearlite structure. Under the alternating stress action of the jet flow, fatigue and cavitation damage occurred on the material surface. After erosion, the long strip cementite hard phase was dominant in the core area of the Grade A marine steel, and the pearlite structure had not been washed. Moreover, after erosion under the pressure of 200 MPa, the typical fracture morphology characterized by spalling pits, layer erosion, and cavitation erosion holes was observed on the Grade A marine steel surface;
- (4)
- The jet erosion and stripping model of the Grade A marine steel were established, and the progressive peeling process of different hardness structures under the cyclic alternating stress action of the water jet, cavitation jet, and water wedge was described. The damage initiated from a fatigue crack and cavitation pit under the pressure of 200 MPa and the erosion mechanism of the water jet was elucidated.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hillegersberg, R.; Kort, W.; Kate, F.; Terpstra, O.T. Water-jet-cooled Nd:YAG laser coagulation: Selective destruction of rat liver metastases. Lasers Surg. Med. 2010, 11, 445–454. [Google Scholar] [CrossRef]
- Tang, S.; Yuan, S.; Zhu, Y. Convolutional Neural Network in Intelligent Fault Diagnosis Toward Rotatory Machinery. IEEE Access 2020, 8, 86510–86519. [Google Scholar] [CrossRef]
- Bai, L.; Zhou, L.; Jiang, X.; Pang, Q.; Ye, D. Vibration in a Multistage Centrifugal Pump under Varied Conditions. Shock. Vib. 2019, 2019, 1–9. [Google Scholar] [CrossRef]
- Alsoufi, M.S. State-of-the-Art in Abrasive Water Jet Cutting Technology and the Promise for Micro-and Nano-Machining. Int. J. Mech. Eng. Appl. 2017, 5, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Peng, G.; Fan, F.; Zhou, L.; Huang, X.; Ma, J. Optimal Hydraulic Design to Minimize Erosive Wear in a Centrifugal Slurry Pump Impeller. Eng. Fail. Anal. 2020, 120, 105105. [Google Scholar] [CrossRef]
- Tabie, V.; Koranteng, M.; Yunus, A.; Kuuyine, F. Water-Jet Guided Laser Cutting Technology- an Overview. Lasers Manuf. Mater. Process. 2019, 6, 189–203. [Google Scholar] [CrossRef]
- Liu, H. Advanced Waterjet Technology for Machining Curved and Layered Structures. Curved Layer. Struct. 2019, 6, 41–56. [Google Scholar] [CrossRef]
- Cao, Y.P.; Zhu, P.F.; Shi, W.D.; Hua, G.R.; Wang, H.; Qiu, M. Correlation between X-Ray diffraction pattern and microstructure of surface of E690 high-strength steel induced by laser-shock processing. Vacuum 2022, 195, 110595. [Google Scholar] [CrossRef]
- Hwang, P.; Poon, Y.; Wu, J. Temperature Effects on Generation and Entrainment of Bubbles Induced by a Water Jet. J. Phys. Oceanogr. 1991, 21, 1602–1608. [Google Scholar] [CrossRef] [Green Version]
- Schumacher, B.; Charton, J.P.; Nordmann, T.; Vieth, M.; Enderle, M.; Neuhaus, H. Endoscopic submucosal dissection of early gastric neoplasia with a water jet-assisted knife: A Western, single-center experience. Gastrointest. Endosc. 2012, 75, 1166–1174. [Google Scholar] [CrossRef]
- Yang, Y.; Zhou, L.; Shi, W.; He, Z.; Han, Y.; Xiao, Y. Interstage difference of pressure pulsation in a three-stage electrical submersible pump. J. Pet. Sci. Eng. 2020, 196, 107–653. [Google Scholar] [CrossRef]
- Wang, C.; Wang, X.; Shi, W.; Weigang, L.; Keat, T.S.; Ling, Z. Experimental investigation on impingement of a submerged circular water jet at varying impinging angles and Reynolds numbers. Exp. Therm. Fluid Sci. 2017, 89, 189–198. [Google Scholar] [CrossRef]
- Peng, G.; Huang, X.; Zhou, L.; Zhou, G.; Zhou, H. Solid-liquid two-phase flow and wear analysis in a large-scale centrifugal slurry pump. Eng. Fail. Anal. 2020, 114, 104602. [Google Scholar] [CrossRef]
- Kumar, N.; Shukla, M. Finite element analysis of multi-particle impact on erosion in abrasive water jet machining of titanium alloy. J. Comput. Appl. Math. 2012, 236, 4600–4610. [Google Scholar] [CrossRef] [Green Version]
- Lasheras, J.; Villermaux, E.; Hopfinger, E. Break-up and atomization of a round water jet by a high-speed annular air jet. J. Fluid Mech. 1998, 357, 351–379. [Google Scholar] [CrossRef] [Green Version]
- Quaisie, J.K.; Yun, W.; Zhenying, X.; Chao, Y.; Li, F.; Baidoo, P.; Sekyi-Ansah, J.; Asamoah, E. Experimental Study on Water-Jet Shock Microforming Process Using Different Incident Pressures. Adv. Mater. Sci. Eng. 2020, 2020, 1–9. [Google Scholar] [CrossRef]
- Ribu, D.C.; Rajesh, R.; Thirumalaikumarasamy, D.; Ramachandran, C.S.; Ahamed Saleel, C.; Aabid, A.; Baig, M.; Saleh, B. Investigating the Water Jet Erosion Performance of HVOF-Sprayed WC-10Co Coatings on 35CrMo Steel Utilizing Design of Experiments. Coatings 2022, 12, 482. [Google Scholar] [CrossRef]
- Zhao, Y.L.; Liu, H.; Ji, Z.-L.; Li, X.L.; Yao, J. Experimental study on long-time erosion of 316 stainless steel in sand containing two-phase jet. J. Eng. Thermophys. 2018, 39, 361–365. [Google Scholar]
- Dong, X.; Duan, X. High pressure water jet shot peening technology. Surf. Technol. 2005, 34, 48–49. [Google Scholar] [CrossRef]
- Li, G.M.; Liang, Y.L.; Fan, H.J.; Zhang, X.F.; Zhu, Y. Effect of water jet shot peening pretreatment on contact fatigue properties of 42CrMo steel after nitriding. Mater. Guide 2019, 33, 3107–3112. [Google Scholar]
- Begic-Hajdarevic, D.; Cekic, A.; Mehmedovic, M.; Djelmic, A. Experimental Study on Surface Roughness in Abrasive Water Jet Cutting. Procedia Eng. 2015, 100, 394–399. [Google Scholar] [CrossRef] [Green Version]
- Tangwarodomnukun, V.; Wang, J.; Huang, C.Z.; Zhu, H.T. Heating and material removal process in hybrid laser-waterjet ablation of silicon substrates. Int. J. Mach. Tools Manuf. 2014, 79, 1–16. [Google Scholar] [CrossRef]
- Babu, M.; Muthukrishnan, N. Investigation on Surface Roughness in Abrasive Water-Jet Machining by the Response Surface Method. Mater. Manuf. Process. 2014, 29, 1422–1428. [Google Scholar] [CrossRef]
- Habak, M.; Lebrun, J.L. An experimental study of the effect of high-pressure water jet assisted turning (HPWJAT) on the surface integrity. Int. J. Mach. Tools Manuf. 2011, 51, 661–669. [Google Scholar] [CrossRef] [Green Version]
- Escobar-Palafox, G.A.; Gault, R.S.; Ridgway, K. Characterisation of Abrasive Water-jet Process for Pocket Milling in Inconel 718. Procedia CIRP 2012, 1, 404–408. [Google Scholar] [CrossRef] [Green Version]
- Melaibari, A.; Zhao, J.; Molian, P.; Bushlya, V.; Zhou, J.; Ståhl, J.-E.; Petrusha, I.; Shrotriya, P. Ultrahard boron nitride material through a hybrid laser/waterjet based surface treatment. Acta Mater. 2016, 102, 315–322. [Google Scholar] [CrossRef]
- Chillman, A.; Ramulu, M.; Hashish, M. Waterjet Water-Air Jet Surface Processing of a Titanium Alloy: A Parametric Evaluation. J. Manuf. Sci. Eng. 2016, 132, 165–174. [Google Scholar] [CrossRef]
- Karakurt, I.; Aydin, G.; Aydiner, K. An Experimental Study on the Depth of Cut of Granite in Abrasive Waterjet Cutting. Adv. Manuf. Process. 2012, 27, 538–544. [Google Scholar] [CrossRef]
- Shen, C.; Lin, B.; Wu, H. High pressure water jet slotting and influence on permeability of coal seams. J. China Coal Soc. 2011, 36, 2058–2063. [Google Scholar]
- Dehkhoda, S.; Hood, M. An experimental study of surface sub-surface damage in pulsed water-jet breakage of rocks. Int. J. Rock Mech. Min. Sci. 2013, 63, 138–147. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composites (Mass Fraction/%) | ||||
|---|---|---|---|---|
| C | Mn | Si | Cu | Mo |
| 0.170 | 0.640 | 0.210 | 0.020 | 0.004 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Y.-P.; Cheng, S.-M.; Shi, W.-D.; Yang, Y.-F.; Wang, G.-W. Experimental Study on Surface Erosion of Grade A Marine Steel by Ultrahigh-Pressure Water Jet. Water 2022, 14, 1953. https://doi.org/10.3390/w14121953
Cao Y-P, Cheng S-M, Shi W-D, Yang Y-F, Wang G-W. Experimental Study on Surface Erosion of Grade A Marine Steel by Ultrahigh-Pressure Water Jet. Water. 2022; 14(12):1953. https://doi.org/10.3390/w14121953
Chicago/Turabian StyleCao, Yu-Peng, Shu-Ming Cheng, Wei-Dong Shi, Yong-Fei Yang, and Gao-Wei Wang. 2022. "Experimental Study on Surface Erosion of Grade A Marine Steel by Ultrahigh-Pressure Water Jet" Water 14, no. 12: 1953. https://doi.org/10.3390/w14121953
APA StyleCao, Y.-P., Cheng, S.-M., Shi, W.-D., Yang, Y.-F., & Wang, G.-W. (2022). Experimental Study on Surface Erosion of Grade A Marine Steel by Ultrahigh-Pressure Water Jet. Water, 14(12), 1953. https://doi.org/10.3390/w14121953