1. Introduction
The increase in contamination of the drinking water resource by the industrialization has accelerated the introduction of advanced treatment processes [
1]. The membrane filtration process is one of the advanced treatment processes that has attracted attention because of its ease of operation, requirement of a relatively small area, and its stability in obtaining effluent [
2,
3]. This process, however, has the disadvantage of relatively high operating cost, such as expenses for sludge disposal, membrane replacement, and, chemical agents; this is a problem to be solved for a wide range of applications of this process [
4].
To reduce operating costs, it is necessary to understand and minimize the formation of membrane fouling [
5,
6]. For this, many studies have been performed and hybrid processes have been proposed in which coagulation, powdered activated carbon (PAC), granular activated carbon (GAC), ion exchange resin, and oxidation are combined as a pretreatment process [
7,
8]. Of these proposed pretreatment processes, the coagulation process is relatively inexpensive and easy to execute, and is widely applied to the membrane filtration process for water treatment, as it is excellent in removing natural organic matter (NOM) and colloidal material, which are major pollutants in water [
9,
10].
The main coagulation mechanisms of a conventional treatment system are charge-neutralization and sweep-flocculation [
11,
12]. Charge-neutralization is the cause of unstable conditions by instilling coagulants with a positive charge into the contaminants that possess a negative charge in order to alter the zeta potential of the contaminants in question to as close to zero as possible [
13]. Sweep-flocculation means that metal salt is added to water at a concentration high enough to cause precipitation of metal hydroxide. Colloidal particles can be enmeshed in these precipitates [
14]. The coagulation-membrane filtration hybrid process, which consists of coagulation-flocculation-sedimentation-filtration, is a process that improves water quality and reduces membrane fouling by removing foulants through flocculation and sedimentation before membrane filtration occurs. In this process, the high removal rate of contaminants leads to improvement in the performance of the membrane filtration process. Therefore, the coagulation conditions (coagulant type, amount of feed, pH) that cause charge-neutralization and sweep-flocculation mechanisms, which were proposed as a conventional treatment process, were the optimal coagulation conditions for reducing membrane fouling [
15,
16].
The in-line coagulation process, which can reduce the footprint of treatment, has been widely applied in membrane filtration methods as a pretreatment process to coagulation [
3,
16]. In this system, the coagulants may be injected “in-line” but in the absence of flocculation/sedimentation, the coagulated water will be filtered by the membrane directly. Not only destabilized contaminants or their aggregates, but also coagulant hydrolytes/precipitates, may accumulate on the membrane surface [
17]. Therefore, the optimal coagulation condition, which has been previously used, is no longer necessary.
Studies on coagulation conditions that can reduce membrane fouling when applying the in-line coagulation have actively been performed, and the results have been obtaining [
18,
19,
20]. However, the conclusions of the previous studies on optimum coagulation conditions of in-line coagulation for reduction of membrane fouling are inconsistent. The reason why there are different study results is that various types of membrane fouling are formed depending on the scale of experiments (lab-, bench-, and pilot-scale), characteristics of raw water used (kinds of foulants and concentration), and characteristics of membrane used (hydrophobicity, hydrophilicity, material of membrane, and porosity), which lead to different optimum coagulation conditions to reduce membrane fouling [
21]. Therefore, further research is needed to understand the formation and reduction mechanisms of membrane fouling during in-line coagulation and to determine optimum coagulation conditions suitable for sites based on their individual characteristics.
Membrane fouling is classified into reversible fouling, which can be removed through physical cleaning, and irreversible fouling, which cannot be removed through physical cleaning but can be removed with chemical cleaning [
22,
23,
24]. Irreversible fouling, which has a bigger correlation with chemical cost, membrane replacement cost, energy cost, sludge treatment cost, and produced water selling cost, exerts more effect on the operating cost [
3,
24]. Therefore, it is important to reduce the formation of irreversible fouling and avoid chemical cleaning in order to reduce the operating cost of the membrane filtering process. Reversible fouling and irreversible fouling have different formation mechanisms. Therefore, it was supposed that coagulation conditions for reducing each type of fouling were different. Yet, there have been only a few studies on coagulation conditions to reduce irreversible fouling in the in-line coagulation/membrane filtration process and, in particular, research is lacking on the effect of operating cost reduction.
The objectives of this study were to determine optimal coagulation conditions for reducing irreversible fouling considering reduction of operating cost and to evaluate the effect of operating cost reduction in the in-line coagulation/UF membrane process for surface water treatment. To determine optimal coagulation conditions for reducing irreversible fouling, firstly, coagulation conditions that induce charge-neutralization, sweep-flocculation, and under-dosing mechanisms, suggested as optimal conditions for reducing membrane fouling in the previous studies, were selected using lab-scale jar tests. A pilot-scale plant was operated for about five months under the coagulation conditions selected via the jar tests, and the reduction mechanism of irreversible membrane fouling, optimal coagulation conditions, and operation cost reduction were determined based on the operation and analysis results.
2. Material and Methods
2.1. Experimental Setup
This study was performed using pilot scale in-line coagulation/UF membrane process installed in water treatment plants.
Figure 1 showed the schematic diagram of this pilot-scale process.
A submerged UF membrane developed by Cheil industry (Uiwang-Si, Korea), made of Polyvinylidene fluoride (PVDF), pore size 0.03 μm, surface area 37.9 m
2 and length 1.9 m, was used as the membrane module. Operating mode of the pilot-scale plant was dead-end. Permeate and backwash times were 14.5 min and 30 s, respectively. Permeate flux was 50 L·m
−2·h
−1, backwash flux was 80 L·m
−2·h
−1, and the air flow of air scrubbing during backwash was 0.3 Nm
3·h
−1·m
−2. The membrane tank drainage cycle was 6 h. Raw water was collected from the receiving well of the treatment facility, and characteristic analysis of raw water was conducted three times in a week. The characteristics of raw water were presented in
Table 1.
The in-line coagulation applied as a pretreatment process in this study refers a coagulation process without occurring sedimentation. The coagulant is injected, as shown in the
Figure 1, at some point from receiving well to raw water tank through which inflows move. The coagulated raw waters are moved to inflow tank, subjected to mixing, and filtrated at membrane tank without sedimentation.
Chemical cleaning methods for the hybrid process applied were clean-in-place (CIP) and enhanced flux maintenance (EFM). CIP was conducted using 1000 ppm of sodium hypochlorite (NaOCl) and citric acid (pH 2.0) for 12 h when permeability dropped to 70% of the initial permeability level. EFM is a method where soaking is performed with a chemical for a certain duration at a certain interval. The chemicals used commonly for EFM are NaOCl, sodium hydroxide (NaOH), citric acid, and hydrogen chloride (HCl) with 1–7 day interval, 100–500 ppm concentration, and 10–90 min duration. Operating conditions of EFM that were used in the plant in this study were: 200 ppm of NaOCl, 2 days of chemical interval, and 40 min of duration time. These operating conditions of E and EFM are the same as those of my previous study [
4].
2.2. Jar Test for Coagulation Condition Selection
A lab-scale jar test was performed to determine the coagulant condition, which bring out charge-neutralization, sweep-flocculation, and under-dosing mechanisms. The under-dosing mechanism in this study refers a phenomenon generating the aggregates resistant to sedimentation and with small size because of smaller amount of coagulant compared to optimum amounts that derive sweep-flocculation. The jar test was performed using raw water of pilot-scale plant as mentioned above, and 1 L cylindrical beaker. Polyaluminum chloride (PACl) (17% quality calculated as Al2O3) with a basicity of 70% was used as the coagulant, and the coagulant dosage varied within 0.25–3.0 mg-Al/L. The pH was adjusted at the range of 5–8 using NaOH and HCl. Rapid mixing was performed at 200 revolution per minute (RPM) for 1 min, and slow mixing was performed at 40 RPM for 7 min. After the rapid mixing, zeta potential and pH were analyzed using water samples collected at the height of 2 cm below the surface, and after the slow mixing, turbidity was analyzed using water samples collected at the same height of 2 cm. For the analysis of UV254, the samples collected after the slow mixing were filtered using a 0.45 μm syringe filter and then analyzed.
2.3. Floc Size and Structure Analysis
In order to understand formation and reduction mechanism of irreversible fouling by in-line coagulation in more detail, coagulated floc size and structure were analyzed using a laser granulometer Mastersizer S (Malvern Instruments). The coagulated floc size measured from 50 nm to 900 µm and the result was presented in volume percentage.
Many of the recent studies on coagulation floc adopt fractal concept in describing and analyzing the structural characteristics [
25]. The index
Df is used as a fractal dimension. The fractal dimensions of real aggregates that represent structural characteristics range from 1 to 3. The coagulation floc with fractal dimension close to 3, for example, has an almost spherical shape; therefore, it has a highly dense structure, and those with a dimension close to 1 are seen as a line or as having a very loose structure [
26]. Fractal dimensions of coagulated flocs under each condition were determined by light scattering method in this study, and the following equations derived from the Rayeligh-Gans-Debye (RGD) approximation were used for calculation.
where, I(
q) is strength of dispersed ray,
A(
q) is amplitude of dispersed ray from fundamental element,
S(
q) is structural factor,
q is frequency of dispersed ray (inverse number of wavelength),
n0 is refractive index of medium, λ
0 is wavelength of incident ray and
θ is scattering angle.
2.4. Pilot-Scale Plant Operation
For determining optimal coagulation conditions to reduce irreversible fouling, the pilot-scale plant was operated with coagulant dose selected through jar-test. To accumulate irreversible fouling rapidly, it was operated at a higher permeate flux (60 LMH) than the original permeate flux of this plant, which is 50 LMH, and EFM, which is one of chemical cleaning methods applied, was not conducted. Based on the operation results, variations of transmembrane pressure (TMP) were measured using Sensys SSGC pressure sensors (Korea) and membrane resistance was calculated using Equation (4). All TMP data were adjusted to 20 °C equivalent value considering the change in water viscosity.
In Equation (4),
μ represents water viscosity (Pa·s) and
J is the permeate flux per unit area.
Rad,
Rr, and
Rir indicates resistance due to adsorption, reversible fouling, and irreversible fouling, respectively and the
Rtot is a sum of these three resistances and
Rm, a resistance due to membrane [
27].
The liquid chromatography-organic carbon detection (LC-OCD) analysis was performed also in order to examine the change of irreversible foulants resulting from coagulation. LC-OCD was analyzed using DOC-LABOR Model 8 and Germany. When organic materials are analyzed using LC-OCD, the retention time of the organic materials in the sample varies depending on the molecular weight, and this difference in retention time generally makes five peaks in five groups (MW 500~1200 g/mol). Organic materials with a molecular weight of more than 10,000 g/mol, such as proteins, belong to a biopolymer group, the first peak in the chromatogram was due to protein, followed by humic substances (MW 500~1200 g/mol), building blocks (MW 350~500 g/mol) small acid (MW < 350 g/mol), and neutral substances (MW < 350 g/mol) such as amino acids, alcohols, aldehydes and ketones
2.5. Operating Cost Calculation
The in-line coagulation/UF process was operated for two months under an optimized operating condition in order to evaluate the operating cost reduction effect. Operating costs, such as energy (power) cost, chemical cost, and sludge disposal cost were calculated, and labor cost and membrane replacement cost, which are applied in common, were not considered. Energy cost was calculated, based on the amount of electric power used in the permeate pump, the backwash pump, the chemical injection pump, and the aeration pump, and chemical cost was calculated, in the light of the concentration of coagulants, cleaning agents, and neutralizing agents. Sludge disposal cost was calculated, on the basis of sludge production.
3. Results and Discussion
3.1. Coagulation Condition Selection through Jar-Test
To determine optimal coagulation conditions in order to reduce irreversible fouling during the in-line coagulation, first, a jar test was conducted to select a proper coagulation dosage, which resulted in charge-neutralization, sweep-flocculation, and under-dosing mechanisms. The jar test was conducted by changing the coagulation dosage (0.25 to 3.0 mg/L) and pH (5 to 8). In addition, zeta potential variation and removal efficiencies of turbidity and UV
254 were analyzed. The results of the analyses were represented in
Figure 2.
Zeta potential of raw water was −23 m V and, overall, zeta potential increased as the coagulation dosage increased and pH decreased (
Figure 2a). In general, this occurred because the increase in the dosage of coagulant, which is a positive ion, resulted in further destabilization of natural organic matters (NOM), which is a negative ion, as well as colloidal material. When the coagulant dosage was 3 mg/L and pH was 5, the highest zeta potential (10 mV) was achieved; when the coagulant dosage was 0.25 mg/L and pH was 8, the lowest zeta potential (−24 mV) was achieved.
At a coagulant dose of 0.5, 1.0, and 2.0 mg/L, the highest values for removal efficiency of turbidity (
Figure 2b) were 52%, 72%, and 76%, respectively, when the pH level approximated 7. In addition, removal efficiency decreased as pH either decreased or increased. In the case of coagulant injection of 1 mg/L, it was assumed that this amount is not sufficient compared to coagulants of 2 or 3 mg/L so the re-stabilization by NOM material progressed rapidly which reduces considerably the efficiency of turbidity removal. At a coagulant dose of 3 mg/L, a high removal efficiency of approximately 85% occurred within all ranges of pH. Thus, this dosage was less affected by the pH changes when compared to other coagulant dosages. At a coagulant dose of 0.25 mg/L, a low removal efficiency of approximately 20% occurred regardless of pH. Overall, a slight change of removal efficiency occurred depending on pH changes in comparison to previous studies. We believe this was because PACl is an inorganic polymer and contained pre-hydrated hydrolysis species.
Removal efficiencies of UV
254 (
Figure 2c) were low at 0.25 and 0.5 mg/L, respectively, which are relatively low coagulant dosages. In addition, pH was highly affected. At a coagulant dose in the range of 1.0 to 3.0 mg/L, a high removal efficiency of 85% or greater was achieved regardless of pH changes.
The differentiation sweep-flocculation and charge-neutralization are selected and differentiated not by zeta potential near zero but by turbidity removal rate. In the sweep-flocculation, the additionally injected coagulants after establishment of charge-neutralization generate bridge linking particles and these bridges increase the size of flocs, finally leading to the sieving phenomenon. In the sweep-flocculation, therefore, the zeta-potential is about 0–10, pH is 7–8, and turbidity removal rate is over 85%, while in the charge neutralization, the zeta-potential is close to 0 (±3 mV), pH is under 7, and turbidity removal rate is about 50%. The under-ding mechanism refers to a condition where the zeta potential is under −10 mV, the removal efficiency of UV
254 and turbidity are low. This mechanism was avoided in existing coagulation process [
28,
29].
Based on analysis findings, coagulation conditions for generating charge-neutralization, sweep-flocculation, and under-dosing mechanisms were determined and were shown in
Table 2. A coagulant dose of 2.0 mg/L and a pH level of 5.2 were the coagulation conditions required to produce a charge-neutralization mechanism, whereas a coagulant dose of 3.0 mg/L and a pH level of 8.1 were conditions to produce a sweep-flocculation mechanism. An under-dosing mechanism was generated with a coagulant dose of 0.25 and 0.5 mg/L and a pH level of 6.7 and 7.2. These results were similar to the coagulation conditions derived from previous studies [
28,
29,
30] on coagulation performed by using surface water in which humic and fluvic acids were the major contaminants.
3.2. Floc Size and Structural Analyses
In order to examine the effects of floc characteristics on the formation and reduction of irreversible membrane fouling, floc sizes and structures of each coagulation condition selected were analyzed.
Figure 3 showed 50 percentile floc sizes analyzed using a laser diffraction instrument.
Floc size rapidly increased for the first five minutes after a coagulant was injected. It then increased slowly and reached a plateau. The plateau was determined based on the equilibrium between coagulation formation and breakage. In Conditions A and B, the floc size was 40 and 110 µm, respectively. In Conditions C and D, floc size was 230 and 270 µm, respectively. Based on the analysis of floc size, the result of the jar test showed why Conditions A and B had low turbidities and organic matter removal efficiencies. We considered that because the formed flocs under Condition A and B were relatively small, low sedimentation occurred and thus produced low removal efficiency. Previous studies [
31,
32] showed that when flocs were large, loose and porous cake layers were formed and thus reduced membrane resistance. Therefore, based on the analysis of floc sizes, Conditions C and D were expected to be efficient at reducing membrane fouling.
Floc fractal dimension is closely related to aggregate structure and was employed as an indicator of floc structure. When the coagulation size reached the pre-established plateau, floc fractal dimensions were measured. The results are presented in
Figure 3b. Fractal dimensions of Conditions A, B, C, and D were 1.42, 1.68, 2.23, and 2.43, respectively. Conditions with low coagulant dosages showed relatively low fractal dimensions and were expected to have loose structures and lower effective densities than those with high coagulant dosages. In general, flocs with loose structures and lower effective densities have settled poorly. For this reason, the use of these flocs is avoided in a conventional coagulation system. However, in a coagulation-membrane filtration hybrid process, these reduce membrane fouling by forming looser cake layers. Thus, based on the analysis of floc structures, we anticipated that Conditions A and B would be effective at reducing membrane fouling.
When floc sizes and structures were analyzed, conditions that were expected to be effective at reducing membrane fouling were different. The following chapter summarizes the results of the additional pilot plant test and then explains in greater detail the effects of floc characteristics on the formation and reduction of irreversible membrane fouling.
3.3. In-Line Coagulation/UF Process Operation with the Coagulation Condition Selected
To determine optimum coagulation conditions for reducing irreversible fouling while considering operating cost, a pilot-scale test using in line-coagulation/UF process was conducted based on the coagulation conditions selected from the jar test. Each coagulation condition (A–D) resulted in under-dosing mechanisms, charge-neutralization, and sweep-flocculation, which were determined from previous studies to be effective at reducing membrane fouling. The pilot-scale plant was operated for a week under each condition. Based on the results, changes in TMP and membrane resistance were analyzed.
Figure 4 presents the analytical findings.
When TMP was operated without coagulants (
Figure 4a), it remained stable at an average of 34 kPa during the first three days. However, TMP began to rise even after physical cleaning (e.g., backwash and membrane tank drainage) and rapidly increased to 60 kPa or greater on the fifth day of operation. When this occurred, the plant operation was stopped, and CIP was applied for chemical cleaning. For Condition A (
Figure 4b), the experiment was conducted for seven days without suspending plant operation. However, there was a rapid increase in TMP similar to the operation without coagulants. With Conditions B, C, and D, TMP remained stable with no rapid increase, and the mean TMP of each condition was 39.4, 35.4, and 34.1 kPa, respectively. In other words, Condition A was less effective at reducing irreversible fouling, whereas Conditions B, C, and D were effective at reducing irreversible fouling. This means that charge-neutralization and sweep-flocculation mechanisms can reduce irreversible fouling to an effective degree, and an under-dosing mechanism can reduce it when flocs of a certain size or greater are formed. Moreover, we supposed that floc size played a more important role in reducing irreversible fouling than did floc structure.
After analyzing the changes of membrane resistance under each coagulation condition (
Figure 5), we determined that Conditions B, C, and D were efficient at reducing the entire fouling, as presented in the analysis of the TMP changes in
Figure 4. Conditions C and D were effective at reducing reversible fouling. However, Condition B was most effective at reducing irreversible fouling. We considered that this difference derived from floc characteristics under each condition as well as different zeta potentials. As described in the previous analytical results of floc size, flocs in Conditions C and D were bigger than those in Condition B. Therefore, we supposed that cake layers formed in Conditions C and D were looser and more porous than those in Condition B. Loose and porous cake layers are more effective at reducing reversible fouling than are compact ones. Thus, we believed that membrane resistance caused by reversible fouling was low in Conditions C and D.
Membrane resistance caused by irreversible fouling was effectively reduced in Conditions B, C, and D. This means that once flocs of a certain size form initial cake layers on the surface of the membrane when the operation begins, structural characteristics of cake layers formed afterwards have a slight influence on the formation of irreversible membrane fouling. We also believed that the difference in irreversible membrane fouling between Conditions C and D and that of Condition B derived from electrostatic attraction between the membrane and flocs.
In Conditions C and D, flocs were more positively charged than those in Condition B (−3 mV, 2 mV), and this produced relatively strong electrostatic attraction between the flocs and the surface of the membrane. Therefore, Conditions C and D were assumed to have a lower efficiency of irreversible fouling reduction than did Condition B. In other words, charged particles were more effective at reducing irreversible fouling than were destabilized particles in a state of charge-neutralization. In addition, it was assumed that, because the irreversible resistances in conditions C and D were higher than that in condition, the particles that had been small enough to pass through the membrane became bigger due to injected coagulants, thus were blocked by membrane pore. This was supported by the observation that the irreversible resistance increased with the increase in the amount of injected coagulant, and to verify this assumption, the LC-OCD analysis was performed additionally.
3.4. The Result of LC-OCD Analysis
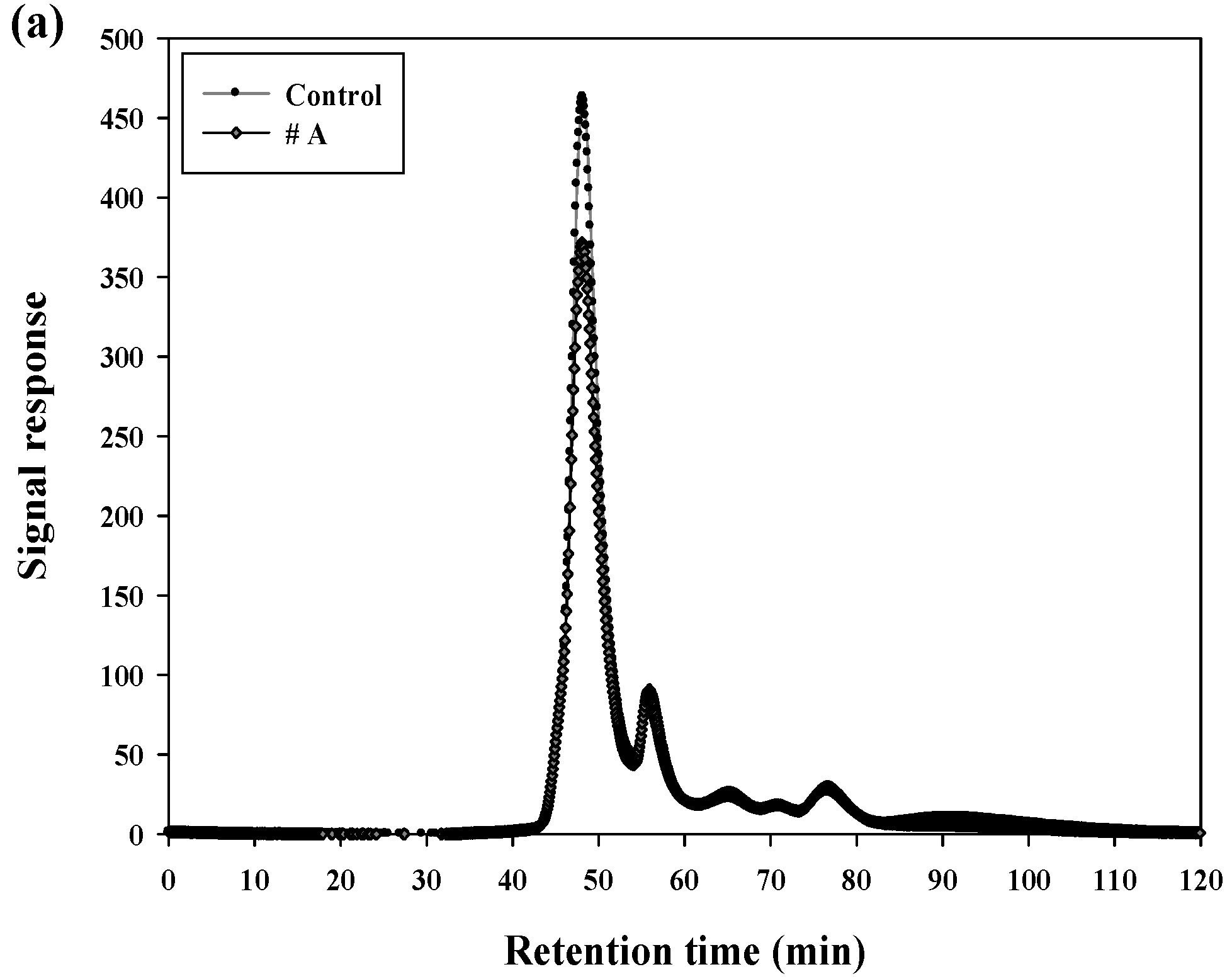
To examine in greater detail the formation and reduction mechanisms of irreversible fouling under each condition during in-line coagulation, an LC-OCD analysis on CIP cleaning water of the pilot plant operated under each coagulation condition was conducted. During the LC-OCD analysis, organic matters in the analyzed sample showed different residence times depending on molecular weights. This difference in residence time was classified into five peaks in five groups (biopolymer, humic substance, building block, neutral substance, and small acid).
Normally, peaks of biopolymer, humic substance, building block, small acid, and neutral substance are indicated by the symbols 30–40, 40–50, 50–60, 60–70, and 70–90 min. The analytical findings are shown in
Figure 6 and
Figure 7.
Figure 6 and
Figure 7 showed an LC-OCD chromatogram of CIP cleaning water under each coagulation condition, and the composition ratio of organic matters in cleaning water, respectively.
As shown in
Figure 6a, when either no coagulant was applied or one was operated under Condition A, a humic substance with a molecular weight of 1000 to 20,000 g/mole was a primary irreversible foulant that occupied nearly 60% of the entire composition (
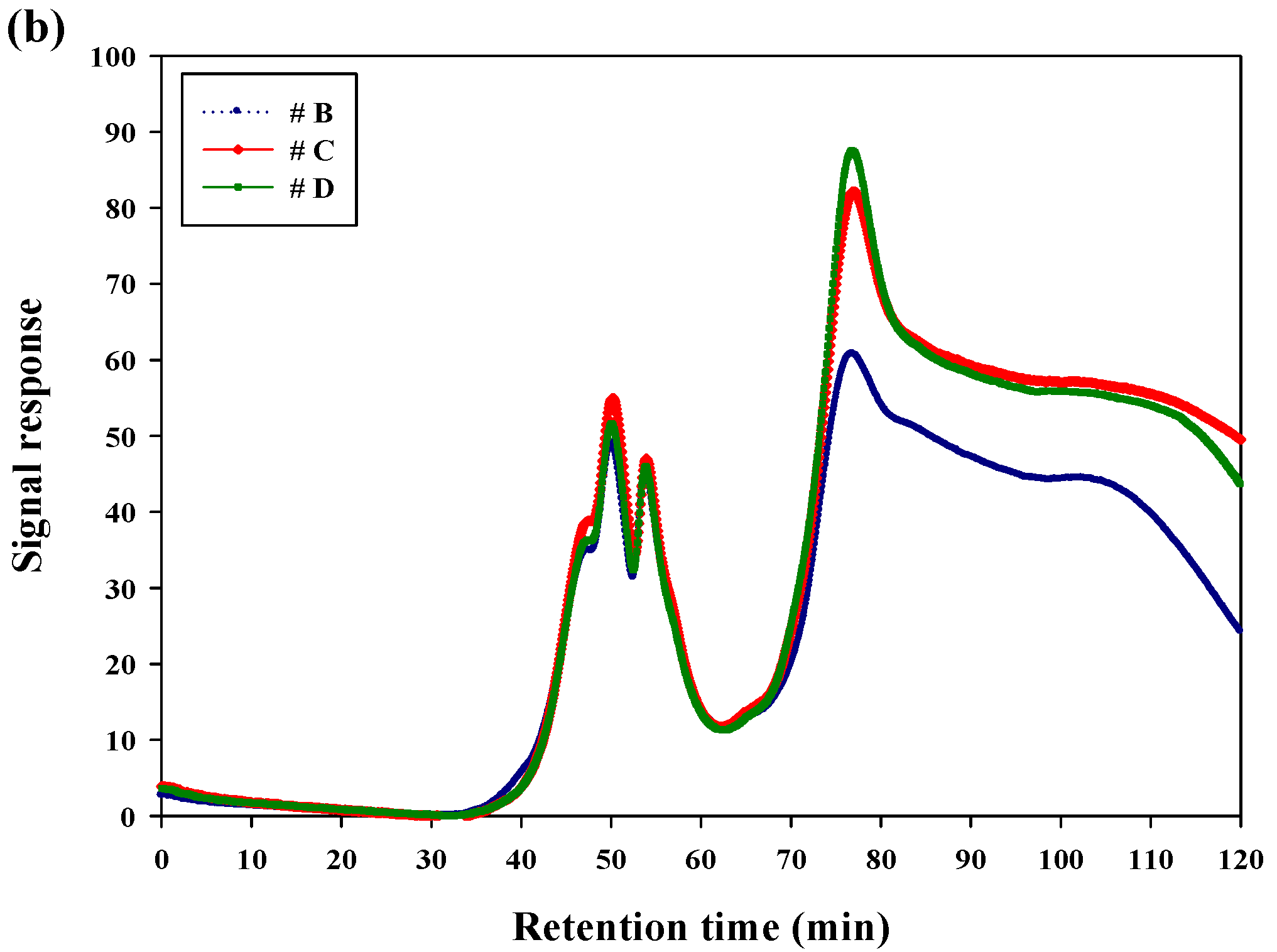
Figure 7). In Conditions B, C, and D (
Figure 6b), a neutral substance with a molecular weight of less than 350 g/mole was a primary irreversible foulant occupying nearly 80% of the entire composition (
Figure 7).
This means that neutral substances had sufficiently small particles to pass through the membrane. However, in Conditions B, C, and D, they were converted into irreversible foulants as a result of the increase in floc size, and humic substances were converted into reversible foulants from irreversible foulants. Therefore, we determined that for greater efficient reduction of irreversible fouling, inhibiting a conversion into irreversible foulants, which occurs when the floc size of neutral substances increases, was necessary.
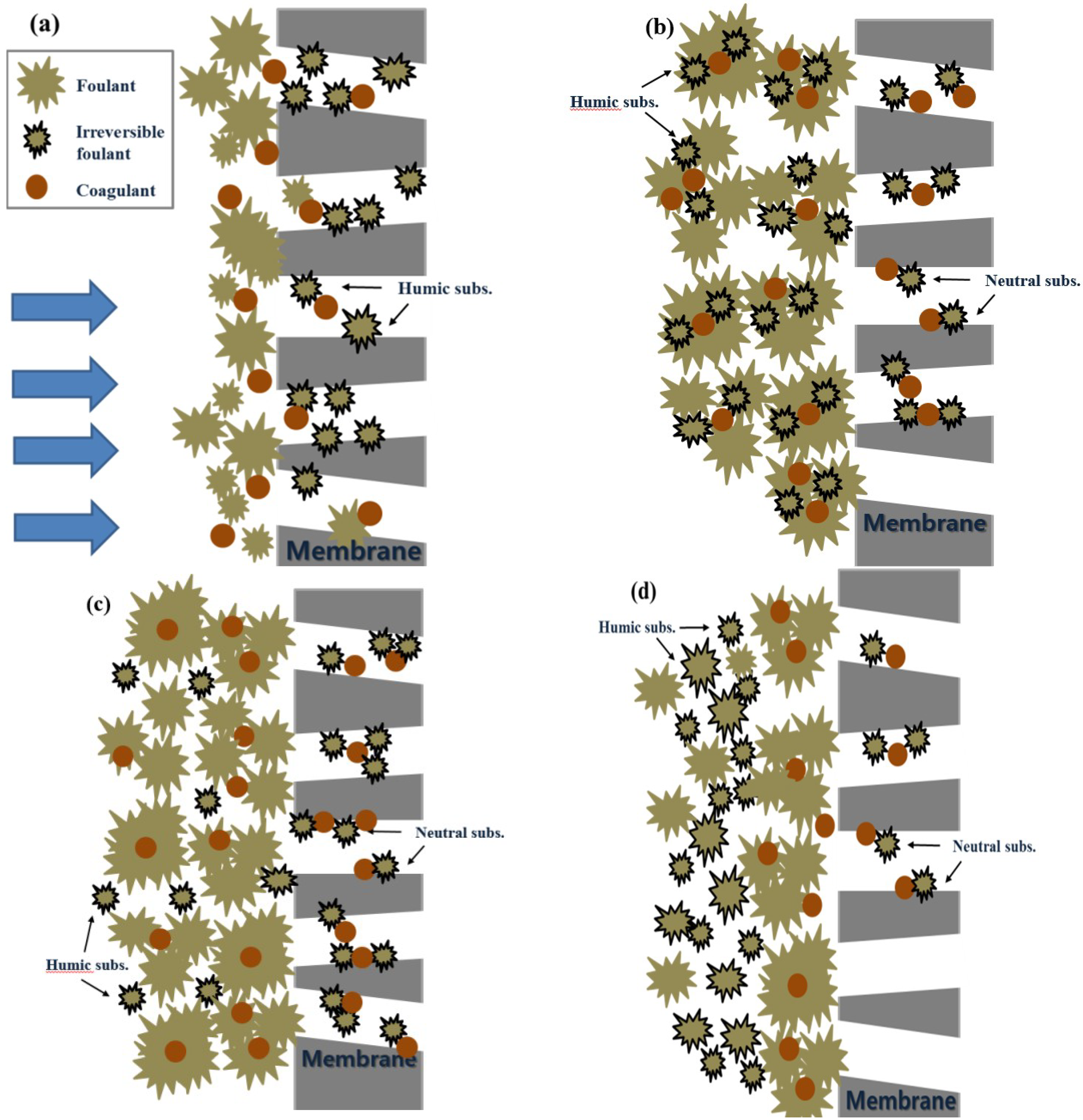
3.5. Formation and Reduction Mechanisms of Irreversible Fouling
Based on the analytical findings obtained thus far,
Figure 8 shows the formation and reduction mechanisms of irreversible fouling of individual coagulation conditions.
Figure 8a indicates Condition A in which under-dosing is a primary mechanism. Under this condition, flocs are not coagulated properly and are small. In addition, initial cake layers for reducing irreversible fouling do not form effectively. For this reason, humic substances, as irreversible foulants, are formed in the membrane pore in nearly the same manner as in the condition with no coagulation.
Figure 8b indicates Condition C in which charge-neutralization is a primary mechanism. Once a sufficient number of coagulants is injected, charge-neutralization of foulants occurs and relatively large flocs mixed with both irreversible and reversible foulants are formed. At this time, porous and loose cake layers are produced on the surface and both irreversible and reversible foulants are effectively reduced. However, neutral substances that were mostly passed because of small particles increase in size, which causes irreversible fouling.
Figure 8c indicates Condition D in which sweep-flocculation is a major mechanism. At a high level of pH, coagulants form a metal hydroxide, Al(OH)
3. While Al(OH)
3 settles, irreversible foulants attached to Al(OH)
3 form porous and loose cake layers and this causes an effective reduction in both reversible and irreversible fouling. In addition, neutral substances that were mostly passed because of small particles increase in size, and this causes irreversible fouling. The degree of irreversible fouling caused by neutral substances is more serious than Condition C.
Figure 8d shows Condition B in which under-doing is a major mechanism. Under this condition, a sufficient number of coagulants exist, unlike in Condition A. This means that the formation of initial cake layers, which are necessary to reduce membrane fouling, is possible. In addition, irreversible foulants are reduced because of sieving. Most neutral substances are passed because of small particles. However, under this condition, they become large and cause irreversible fouling. However, the degree of irreversible fouling caused by neutral substances is the lowest among Condition B, C, and D.
Our conclusion on reduction and formation mechanisms of irreversible fouling under individual coagulation conditions are delineated as follows.
- (a)
Flocs of a certain size or greater are formed through coagulation, and once they form initial cake layers, irreversible membrane can be reduced.
- (b)
Charged particles are more effective at reducing irreversible fouling than are particles, which are charge-neutralized because of electrostatic interaction between the membrane and the particles.
- (c)
Inhibiting a conversion of neutral substances into irreversible foulants through coagulation is important.
Based on these results, Condition B was selected as an optimum coagulation condition for reduction of irreversible fouling while considering operating cost, as B has one-fifth fewer coagulants than do other conditions and is advantageous for maintaining charged particles and inhibiting the conversion of neutral substances.
3.6. Suggestion of a New Coagulation Condition to Improve Operating Cost Reduction Efficiency
To reduce irreversible membrane fouling, forming initial cake layers is most important, as the structural characteristics of formed cake layers do not considerably affect the reduction of irreversible fouling. We can therefore assume that even though additional coagulants were not injected after initial cake layers were formed, irreversible fouling would be reduced as if they were continuously injected. This characteristic was assumed to be more efficient to reduce operating cost by reducing coagulant dosage and sludge production.
To prove this hypothesis, an experiment was conducted on Condition B (the optimum coagulation condition) in which the coagulant injection time was decreased by 1 h (from 6) by gradation. The plant was operated for 24 h per coagulation injection time, and the permeate and backwash flux were 80 and 130 LMH, respectively. The membrane tank drainage cycle was 6 h, which was an initial coagulation injection time. The experimental results are shown in
Figure 9.
The mean TMP during the operation was 40 kPa (from 6 to 3 h of the coagulation injection time) and a stable operation was possible. However, TMP gradually increased from 2 h of the injection time, and a rapid increase of TMP occurred for one h of the injection time. Therefore, 3 h was selected as a coagulation injection time for a stable operation.
Thus 0.5 mg/L and 3 h were found to be most efficient coagulant dosage and coagulation injection time, respectively, for reducing irreversible fouling while considering the in-line coagulation/UF process operating cost.
3.7. Operating Costs Calculation
In order to evaluate the operating cost reduction effect due to the irreversible fouling reduction by optimization of coagulation condition, the in-line coagulation/UF process was operated for nearly two months, based on the extracted optimum coagulation conditions. As a result, The CIP interval was 38 days, which is 35% longer than the previous 28 days CIP cycle before the in-line coagulation. On the basis of this finding, the operating costs, including chemical cost, energy cost, and sludge disposal cost were calculated, as shown in
Table 3.
The chemical cost increased, by over two times, to $0.0146/m3 compared to existing $0.0066/m3. The cost of chemical agent for chemical cleaning decreased about 70%, because of change of optimum agent and increase in interval between chemical cleanings, however the total cost of agent increased because of addition ($0.0128/m3) of coagulant cost. The energy cost decreased by 3.27% from $0.3277/m3 to $0.3170/m3, because the permeate flux increased (from 50 LMH to 70 LMH), the operating time of the plant for obtaining the same amount of produced water declined, and the reduction in the electric power use was greater than that of the power consumed by permeate pump power to keep the filtration flux high. The sludge disposal cost decreased by 86.0% (from $0.0461/m3 to $0.0064/m3), because there was a decrease in the cycle of chemical cleaning used when the interval was extended, and the sludge production declined as well. As a result, the total operating cost at $0.3380/m3, which is comparable to the amount predicted by the regression model, was found to be 11.2% lower than the current operating cost. This study demonstrates that reducing irreversible fouling through in-line coagulation can significantly reduce the operating cost.
In this study, the change in membrane life that depends on the reduction in chemical cleaning, and the decrease in modules used, which depends on the increase in the filtration flux or in the installation area, were not considered. It was supposed that adding these factors would make a greater contribution to the reduction in irreversible fouling and the operating cost.
4. Conclusions
For the membrane filtration process, operating cost is a problem that must be solved. Irreversible fouling has the greatest effect on operating cost. To reduce operating cost, understanding and minimizing irreversible fouling are necessary. This study examined the optimum coagulation conditions for reducing irreversible fouling during the in-line coagulation/UF membrane process and assessed the decrease in operating cost.
A jar test was conducted at different coagulant doses and pH levels, and changes in zeta potential as well as removal efficiencies of turbidity and UV254 were analyzed. Based on the analytical findings, coagulation conditions that generated charge-neutralization, sweep-flocculation, and under-dosing mechanisms were obtained, and a pilot-scale in-line coagulation/UF membrane process was operated under the coagulation conditions. Charge-neutralization and sweep-flocculation mechanisms reduced irreversible fouling effectively, and the under-dosing mechanism was able to reduce irreversible fouling only when flocs of a certain size or larger were formed. This revealed that floc size was a more important factor in reducing irreversible fouling than was floc structure, and once initial cake layers were created by flocs of a fixed size or greater, the structure of formed cake layers had only a minor effect on irreversible fouling.
After analyzing membrane resistance, we found that the under-dosing mechanism was more effective at reducing irreversible fouling than was either the charge-neutralization or sweep-flocculation mechanism. This means charged particles were more effective at reducing irreversible fouling than were destabilized particles because of electrostatic interaction between the membrane and flocs. In addition, the results of LC-OCD analysis revealed that primary irreversible foulants were changed into neutral substances from humic substances through coagulation. Based on these analytical findings, we assumed that even though additional coagulants were not injected after initial cake layers were formed, irreversible fouling would be reduced as if they were continuously injected, and an experiment was conducted at different coagulation hours. Experimental results showed that irreversible fouling declined even though coagulants were injected during only half of the coagulation hours.
Regarding reduction in operating cost, 0.5 mg/L and 3 h, which were necessary to produce an under-dosing mechanism, were deemed the optimum coagulant dosage and coagulant injection time, respectively, to reduce irreversible fouling.
In order to analyze the operating cost reduction effect, a pilot plant was operated under optimum operating conditions, and energy, chemical, and sludge disposal costs were calculated. The total operating cost was $0.3380/m3, which was approximately 11.2% lower than without in-line coagulation ($0.3805/m3). In conclusion, reduced irreversible fouling was highly effective at reducing operating cost.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}